1. Introduction
Leafy vegetables are a class of vegetables that primarily feed on young, fresh green leaves, petioles, and stems [
1] and are distinguished by quick growth cycles and labor-intensive harvesting.
Harvesting activities make up around one-third of the leafy vegetable production process, which is labor- and time-intensive [
2]. However, domestic leafy vegetable harvesting is still predominately manual harvesting at the moment, which severely limits the development of the leafy vegetable business. The need for mechanization and intelligence in leafy vegetable harvesting has risen dramatically due to the labor shortage in rural areas [
3], and one of the most essential tools for enhancing the level of intelligence in leafy vegetable harvesting machinery is the automatic control system of travel speed.
In developed nations, research on leafy vegetable harvesting equipment was conducted earlier. When combined with sensor detection, hydraulic control, and electric control technologies, leafy vegetable harvesting mechanization has increased significantly, and intelligent technologies are at a relatively mature stage [
4,
5,
6]. An electric cutting height device is built into the SLIDE VALERIANA green vegetable harvester made by the Italian company HORTECH and put in front of the cutting mechanism. Excellent control of the cutting height is ensured by a proportional electrohydraulic sensor, which detects the cutting height [
7]. The HORTECH-developed SLIDE FW leafy vegetable harvester incorporates a brief electric stop that enables it to advance and recover at the same pace during harvest [
8]. The green vegetable harvester conveyor belt made by Decagon, USA, has a spiked tooth mechanism that allows the cut leafy vegetables to be actively pulled onto the belt through the belt’s spiked teeth, significantly lowering the rate of cutting table loss [
9]. To prevent cut leafy vegetables from coming into direct contact with the conveyor belt and reduce the rate of harvest damage, Kawasaki, Japan, has developed a wind-fed leafy vegetable harvester [
10]. This harvester uses high-pressure airflow to transport cut green vegetables to the rear-end collection bag.
The majority of leafy vegetable harvesting equipment is still in the theoretical research and prototype testing stages, even though China is a significant producer and consumer of green vegetables [
11]. China’s harvesting equipment for leafy vegetables has advanced more quickly in recent years, and the sophistication of its intelligent technology has increased somewhat. Xincheng Li et al. [
12] employed a photoelectric encoder to measure the travel speed of a leafy vegetable harvester in the field of automatic control of harvester travel speed and created a speed detection and control system. The benefits and drawbacks of PID and NQL-PID control strategies were discussed by Peng Miao et al., who also created a model of the leafy vegetable harvester travel drive system based on the NQL-PID control algorithm [
13]. When it comes to the automatic adjustment of the cutting height in harvesters, Zhang Jian et al. created a system that uses an ultrasonic sensor to determine the height of the cutting device and a DC motor and electro-hydraulic cylinder to adjust the cutter height in real-time so that the harvester’s cutting height is kept within the predetermined range [
14]. To further advance the intelligent technology of leafy vegetable harvesters, Yuanyuan Wu et al. created a system based on machine vision to gather data on the height of the cutting table and navigation parameters in real-time [
15].
With the produced 4UM-120D electric leafy vegetable harvester as the study object, this work proposes a PID-based automatic control system for the travel speed of an electric leafy vegetable harvester with an eye on the current research state at home and abroad. The working parameters of the PID-based automatic control system for the travel speed of the electric leafy vegetable harvester were obtained through the analysis of the PID control algorithm and the study of the physical properties of the DC brushless motor. The best combination of these working parameters was then determined by using a combination of bench testing and field testing to meet the overall performance requirements of the 4UM-120D electric leafy vegetable harvester.
2. Materials and Methods
2.1. Machine Structure and Working Principle
2.1.1. Machine Structure and Technical Parameters
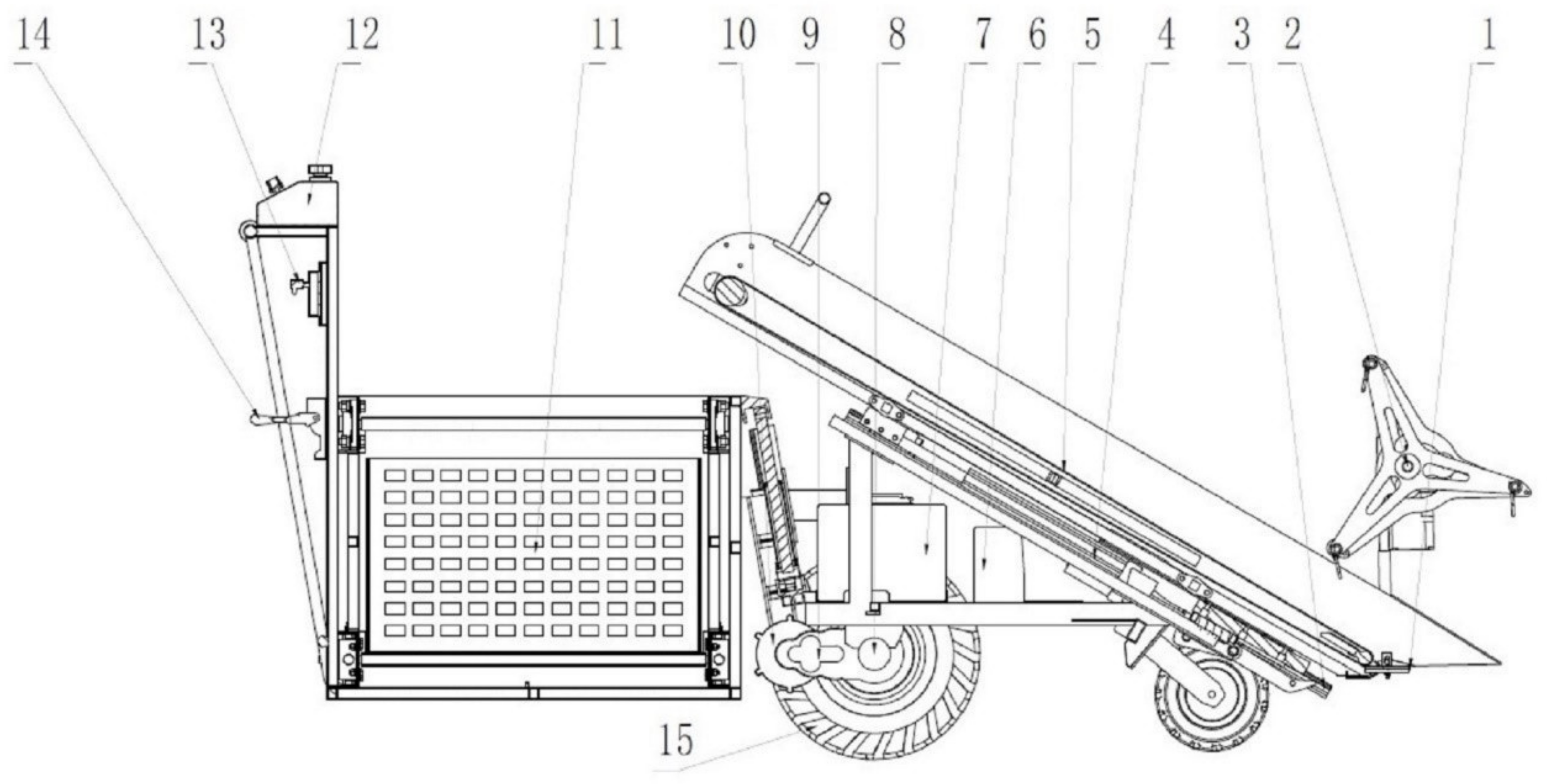
The 4UM-120D electric leafy vegetable harvester that was created was primarily made up of the following components: a cutting mechanism, a grain paddling mechanism, a device for adjusting the height of the cutting knife, a conveying mechanism, a control box, a 48V lithium battery, a differential speed mechanism, a reducer, a travel drive motor, a control panel, a gear switching handle, a brake handle, and wheels, among others. Its fundamental layout is displayed in
Figure 1. The cutter height adjustment tool was one of them and was made out of an electric push rod and sliding rail. In
Table 1, the machine’s primary structural and technical data are displayed.
2.1.2. Working Principle
When the electric leafy vegetable harvester was running, the reciprocating double-action cutter was driven by a DC brushless motor to cut at a certain speed, and the cutter height adjusting device made the cutter height from the ground within the reasonable leafy vegetable stubble height. The cut leafy vegetables were then sent first to the conveying mechanism through the paddle wheel, then the conveying mechanism sent them to the rear outlet, and finally, the collection work was completed by using the collection basket to cover the outlet.
2.2. PID-Based Travel Speed Automatic Control System Composition
As illustrated in
Figure 2, the PID-based travel speed automatic control system was built on the 4UM-120D electric leafy vegetable harvester as a platform. It included a Kunlun Tongtai touch screen, computer, S7-200SMART PLC, DC48V lithium battery, travel motor and its driver, and Hall speed sensor.
Figure 3 depicted the system program flow chart, which primarily finished the functions for measuring, displaying, and controlling travel speed. The Kunlun Tongtai touchscreen was used to enter the desired travel speed and adjust the initial value of the travel motor drive voltage. The computer was used to write PLC programs. The S7-200SMART PLC made a difference between the current value of the travel speed and the set value and derived the deviation amount, which was calculated by the PID control algorithm to get the bus voltage value at both ends of the travel motor. The DC48V lithium battery was used to power the entire system. The travel motor and its driver adjusted the speed according to the size of the bus voltage at both ends to realize the travel speed automatic control function, and real-time measurement of the travel motor speed was made using a Hall speed sensor.
2.3. Analysis of PID Control Algorithm and Study of Physical Characteristics of DC Brushless Motor
2.3.1. Analysis of PID Control Algorithm
The PID control of a DC brushless motor involved calculating the difference between the desired motor speed and the actual output value to create the speed error. The speed error was then multiplied by the proportional, integral, and differential coefficients, respectively, and the three quantities were added to create the control quantity. The DC brushless motor was then subjected to the control quantity to adjust its speed to match the desired value. In
Figure 4, the PID control principle is displayed.
2.3.2. Study of Physical Characteristics of DC Brushless Motor
The motor input voltage of the 4UM-120 electric leafy vegetable harvester travel drive motor was modified by adjusting the motor driver output voltage, which changed the motor’s angular speed. The main stator, main rotor, electronic switching circuit, and position sensor make up the bulk of a DC brushless motor. A three-phase two-pole permanent magnet DC brushless motor was utilized as an example to make the analysis simpler [
16]. Equation (1) depicts the voltage balance equation of the three-phase winding on the motor’s stator, Equation (2) depicts the electromagnetic torque produced by the winding, and Equation (3) depicted the equation of motion for the rotor (3).
In the formula, —Motor stator three-phase winding voltage (V); —Motor stator three-phase winding resistance (Ω); —Motor stator three-phase winding counter-electromotive force (V); —Motor stator three-phase winding current (A); —Motor stator three-phase winding self-inductance (H); —Mutual inductance between the three phase windings of the motor stator (H); P—Differential arithmetic; —Electro-magnetic torque (N·m); —Load torque (N·m); J- Motor rotor inertia (kg·m2); —Motor angular speed (rad/s); —Coefficient of viscous friction (N·m·s).
A DC brushless motor’s angular speed was controlled by the magnitude of the DC bus voltage at both ends; in other words, the bus voltage at both ends served as the input and the motor’s angular speed served as the output of the DC brushless motor model transfer function. Taking the three-phase full-bridge drive, two–two conduction mode as an example, the transfer function without considering the load first was
In the formula, —Transfer function between the bus voltage at both ends of a DC brushless motor and the angular speed of the motor; —Motor angular speed (rad/s); —Bus voltage at both ends of the motor (V); —Electromagnetic torque factor (N·m/A); —Anti-potential factor (V·s/rad).
The travel motor of the 4UM-120D electric leaf vegetable harvester is a DC brushless motor, with a revolution range of 0–2000 rpm, a reduction ratio of 1:42.5, and an output revolution range of 0–47 rpm. The rear wheel of the 4UM-120D electric leafy vegetable harvester is a traveling driving wheel with a diameter of 35 cm, so the traveling speed of the harvester is 0–0.86 m/s. The set revolution of the DC brushless traveling motor is 1000 rpm, so the set traveling speed of the harvester is 0.43 m/s. The electromagnetic torque coefficient of a DC brushless traveling motor is 0.1697 N·m/A. The three-phase winding resistance of the DC brushless traveling motor stator is 0.01391 Ω. The self-inductance of three-phase stator windings of a DC brushless traveling motor is 5.82 × 10−5 H. The rotor moment of inertia of the DC brushless traveling motor is 0.001677 kg·m2. The viscosity friction coefficient of a DC brushless traveling motor is 0.02 N·m·s.
2.4. Operational Performance Tests
2.4.1. Test Bench Construction
As shown in
Figure 5, the proportional and integral coefficients in the PID control algorithm were adjusted with STEP 7-MicroWIN SMART software, and the initial value of the travel motor drive voltage was adjusted with the touch screen, to test the impact of a single factor on the rapidity of the PID-based automatic control system for travel speed.
The primary test instruments and equipment were a Kunlun Tongtai touch screen, computer, DC48V lithium battery, S7-200SMART PLC, S7-200SMART PLC analog input module, S7-200SMART PLC analog output module, intermediate relay, Hall speed sensor, and 4UM-120D type electric leafy vegetable harvester rear wheel traveling mechanism test stand.
2.4.2. Test Parameters and Methods
The time to reach ±2% of the set speed for the first time and not exceed (regulation time) Y1 for different operating parameters of the PID-based travel speed automatic control system for electric leafy vegetable harvester was measured separately in the bench test as the evaluation index of the travel speed automatic control system rapidity. There were many factors affecting the evaluation index of the rapidity of the automatic control system of electric leafy vegetable harvester traveling speed, and it was found that the proportional coefficient Kp, the integral coefficient Ki and the initial value U of the traveling motor drive voltage of the PID control algorithm had a greater influence on the system regulation time through the single-factor test research, so the proportional coefficient Kp, the integral coefficient Ki and the initial value U of the traveling motor drive voltage were determined as the main factors affecting the system regulation time based on the single-factor test. The proportional coefficient Kp ranged between 0.123 and 0.127, the integral coefficient Ki ranged between 0.015 and 0.025, and the beginning value U of the driving voltage of the travel motor ranged between 1.77 and 2.13 V, according to the single-factor test. The test protocol was a three-factor, three-level Box–Behnken test [
17], and a response surface test study was conducted for three test factors: proportionality factor
X1, integration factor
X2, and initial value of the driving voltage of the travel motor
X3 [
18].
Table 2 displayed the test variables and levels.
3. Results
3.1. Test Results and Analysis
In this study, the three-factor, three-level Box–Behnken test protocol contained 17 test points, 12 of which were for the analytical factors and five of which were for the null error estimation. The test protocol and results were displayed in
Table 3.
Using the software Design-Expert.V8.0.6.1, multiple regression fitting analysis of the experimental results was carried out [
19,
20,
21]. Equation (5) describes how to establish the quadratic polynomial regression equation of the system regulation time Y1 on the proportional coefficient
X1, the integral coefficient
X2, and the initial value of the driving voltage of the travel motor
X3. The regression equation ANOVA results are displayed in
Table 4.
The regression ANOVA in
Table 4 demonstrated that the regression equation was significant since the
p-value for the system regulation time
Y1 was less than 0.05. Indicating a strong fit of the regression equation for system regulation time Y1, the misfit term for system regulation time
Y1 was 0.0642, which was greater than 0.05. The value of the coefficient of determination R
2 for the system regulation time
Y1 was 0.8482, indicating that the regression equation for the system regulation time
Y1 explained more than 84% of the evaluation metrics. The model could therefore be improved to examine the rapidity parameters of the PID-based automatic control system for the travel speed of the electric leafy vegetable harvester.
The
p-value responded to the degree of influence of each parameter in the regression equation, and the effect of the parameter on the regression equation was highly significant at
p < 0.01 and significant at 0.01 ≤
p < 0.05. Adjustment time
Y1 regression equation in
X3,
X2
X3,
had a significant effect on the regression equation (0.01 ≤
p < 0.05). The regression equation Y1 was optimized by removing the insignificant regression term from the regression equation, as shown in Equation (6).
The ANOVA showed that the degree of influence of each factor on the regulation time in descending order was the initial value of the driving voltage of the travel motor X3, the integration factor X2, and the proportionality factor X1.
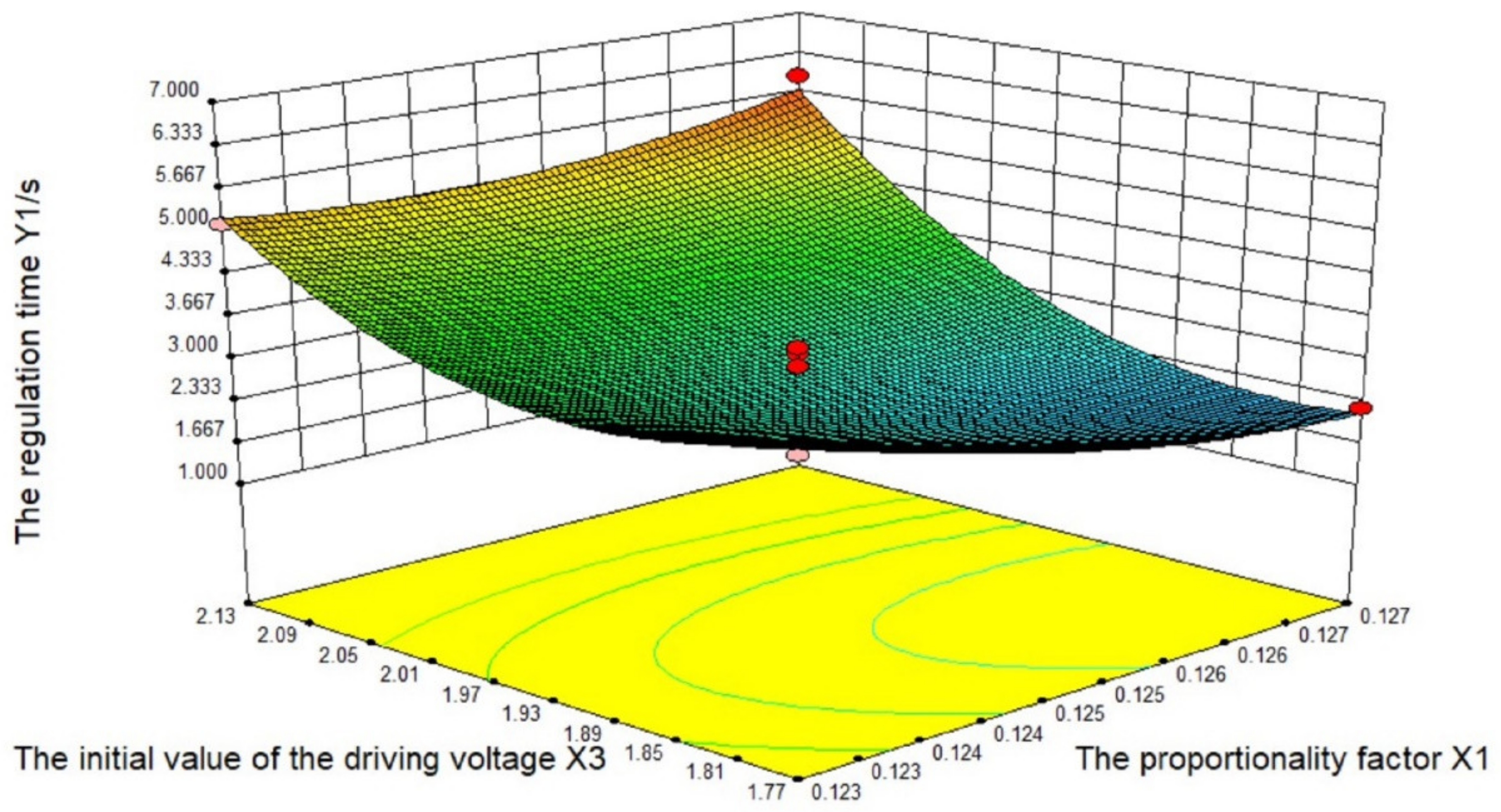
Using Design-Expert.V8.0.6.1 software to plot the influence surface of each factor on the test index, the results are shown in
Figure 6,
Figure 7 and
Figure 8.
As could be seen from
Figure 6, the interaction between the proportional and integral coefficients was not significant. This was because when the initial value of the travel motor drive voltage was at the 0 level, the travel motor speed was zero, and changes in the proportional and integral coefficients would not cause the motor to run. As could be seen from
Figure 7, the smaller the initial value of the driving voltage of the travel motor and the larger the proportionality factor, the less the travel speed automatic control system adjustment time. This was because when the integration factor was at the level of 0, the smaller the initial value of the driving voltage of the travel motor, the smaller the overshoot of the system and the less time to enter the steady state, while the larger the proportionality factor in the PID control algorithm, the faster the system response. Conversely, a small proportionality factor would slow down the system response, increase the steady-state error and increase the regulation time. As could be seen from
Figure 8, the interaction between the integration factor and the initial value of the driving voltage of the travel motor was significant. Mainly due to the larger initial value of the driving voltage of the travel motor, the larger the overshoot of the system, and the longer the time to enter the steady state, while the PID control algorithm in the strong integral effect would make the system overshoot intensified so that the system into the steady state time increased.
3.2. Parameters Optimization and Validation Tests
3.2.1. Parameters Optimization
To optimize the rapidity of the PID-based automatic control system for the travel speed of the electric leafy vegetable harvester, the system was required to have a short regulation time when reaching a steady state. The analysis of the interaction factors of the regulation time of the system in reaching the steady state showed that: to obtain a smaller regulation time of the system in reaching the steady state, it was necessary to satisfy both the large proportional coefficient, small integral coefficient and small initial value of the driving voltage of the travel motor. According to the actual working conditions of the PID-based automatic control system for the travel speed of the electric leafy vegetable harvester, the determined the optimization constraint was
The solution was optimized for each parameter using the Design-Expert.V8.0.6.1 program to get the best possible set of working parameters. When the proportionality factor was 0.127, the integration factor was 0.020, and the initial value of the driving voltage of the travel motor was 1.81 V, the regulation time of the PID-based automatic control system for the travel speed of the electric leafy vegetable harvester was 2.102 s when it reached the steady state.
3.2.2. Test Verification
At the sweet potato stem tip test site of Nanjing Institute of Agricultural Mechanization, Ministry of Agriculture and Rural Affairs, the optimized combination parameters were used for experimental validation to confirm the accuracy of the regression equation. The proportionality coefficient was set to 0.127, the integration coefficient was set to 0.020, and the initial value of the driving voltage of the travel motor was set to 1.81 V. The results of the field test were confirmed with the harvester’s travel speed adjusted to 0.43 m/s (
Figure 9), and they are presented in
Table 5.
As could be seen from
Table 5, the experimentally measured values of the adjustment time when the PID-based automatic control system for the travel speed of the electric leafy vegetable harvester reached the steady state were in good agreement with the theoretical optimized values, and the relative error was within 5%, so the parameter optimization results were reliable. During the harvesting operation of the electric leafy vegetable harvester, this optimized combination of parameters was used, i.e., the proportionality factor Kp was 0.127, the integration factor Ki was 0.020, and the initial value of the driving voltage of the travel motor U was 1.81 V. At this time, the regulation time of the PID-based automatic travel speed control system to reach a steady state was 2.14 s.
4. Discussion
The response time of PLC was 33–48 ms during validation. The Hall speed sensor has a linear accuracy of ±3% and a resolution of 12 bits. The driving speed of the PID-based travel speed automatic control system under test was 0.43 m/s. As the sampling time of the Hall speed sensor was set as 0.5 s in this study, the forward speed of the 4UM-120D electric leaf vegetable harvester had almost no influence on PLC response time. Response time did not cause synchronization problems in this study. Using PLC to control the speed of cutting units was more accurate, which could make the cutting motor change in the speed range of 0–300 rpm. This paper developed a PID-based automatic control system for travel speed based on the analysis of the entire machine structure of the 4UM-120D electric leafy vegetable harvester to enhance the operation quality of the harvester and lessen the workload of operators. Taking the system adjustment time during the process of starting and maintaining the travel speed of the harvester within ±2% of the set value as the main evaluation index, the Box–Behnken test method was applied based on the single-factor test, and the proportional coefficient Kp, the integral coefficient Ki and the initial value U of the travel motor drive voltage of the PID control algorithm were used as the test factors, and the PID-based 4UM-120D electric leafy vegetable harvester travel speed automatic control system operating parameters based on PID were studied in a three-factor, three-level experiment, and a multiple regression model of evaluation indexes on each factor was established to analyze the influence of each factor on system rapidity and to obtain the optimal operating parameters. The results of the study could provide a way to improve the operation quality of leafy vegetable harvesters and reduce the work intensity of operators. The sampling time of the Hall speed sensor was set to 0.5 s, and almost no sensor data were lost. During the validation process, PLC did not show any fault or warning, indicating that the stability of the PID-based automatic control system for travel speed was better. This paper only designed and studied the automatic control system of travel speed of 4UM-120D electric leaf vegetable harvester based on PID control strategy, without comparing and analyzing the dynamic response performance and stability of the automatic control system of travel speed under various other control strategies.
5. Conclusions
(1) Bench tests as well as field experiments were combined. A Box–Behnken three-factor, three-level test scheme was used to establish multiple regression equations for the effects of the proportionality coefficient Kp, the integration coefficient Ki of the PID control algorithm, and the initial value U of the travel motor drive voltage on the system regulation time of the leafy vegetable harvester travel speed automatic control system during operation. Bench tests were used to examine and improve the equations for multiple regression. Field tests were used to validate the outcomes of the multiple regression equation optimizations. The results showed that the relative error between the measured and optimized values of the experimental evaluation indexes was 1.8%, and the optimization results had certain reliability;
(2) The order of influence of each factor on the system regulation time from the largest to the smallest was the initial value of the driving voltage of the travel motor U, the integration factor Ki, and the proportionality factor Kp;
(3) When the optimal combination of operating parameters of the leafy vegetable harvester travel speed automatic control system was the initial value of travel motor drive voltage 1.81 V, the integration factor 0.020, and the proportionality factor 0.127, the system regulation time was 2.14 s; and
(4) With each basket of leafy vegetables collected throughout the harvesting process, the load on the harvester grows. The travel speed will decrease if the power output is not increased. The harvester’s travel speed will be slower when it climbs hills or navigates bumps during harvest if the leafy vegetable planting monopoly surface (bed surface) does not fulfill agronomic standards. All of the aforementioned scenarios call for manual speed modification, yet there are drawbacks such as imprecision and huge adjustments being made easily. Inefficient harvesting is caused by excessive travel speed adjustment, which expands the missed cutting zone. However, in the actual harvesting operation, the operator’s professionalism is generally lacking, making it challenging to keep the leafy vegetable harvester in stable working condition for a long time. As a result, the harvester runs too slowly or too quickly, which not only intensifies the operator’s work but also has a greater impact on the efficiency and quality of leafy vegetable harvesting. Based on this, this paper takes the self-developed 4UM-120D electric leaf vegetable harvester as the research object and focuses on the research status at home and abroad, and designs an automatic control system for the travel speed of electric leaf vegetable harvester based on PID. When the deviation between the current value of the harvester’s travel speed and the set value exceeds ±2%, the automatic control system of the travel speed of the electric leaf vegetable harvester based on PID will automatically adjust the travel speed to keep it within the range of ±2% of the set value. Compared with manual speed regulation, the system has a shorter adjustment time, better stability, and stronger resistance to disturbance. The system provides a way to improve the working efficiency and quality of leaf vegetable harvesters and reduce the working intensity of operators.
Author Contributions
Conceptualization, L.H. and G.W.; methodology, J.Y.; software, W.C.; validation, L.H., G.W. and W.C.; formal analysis, W.C.; investigation, W.W. and Z.Y.; resources, G.B.; data curation, W.C.; writing—original draft preparation, W.C.; writing—review and editing, G.W.; visualization, L.H.; supervision, G.W.; project administration, L.H.; funding acquisition, G.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the earmarked fund for CARS-10-Sweetpotato (funding number: CARS-10, funder: Lianglong Hu). This research was also supported by The National Key Research and Development Program of China (funding number: 2020YFD1000802-05, funder: Gongpu Wang) and Key R&D Program of Jiangsu Province: The Key R&D technologies for efficient green production of sweet potato (funding number: BE2021311, funder: Gongpu Wang).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This work was supported by the project (2020YFD1000802-05) of National Key Research and Development Program of China. Laboratory was provided by Nanjing Institute of Agricultural Mechanization, Ministry of Agriculture and Rural Affairs. Thanks to Lianglong Hu for his guidance. Thanks to Wang Gongpu, Yuan Jianning, Bao Guocheng, Wu Wen et al. for their experimental program discussion and experimental assistance. This work also supported by the earmarked fund for CARS-10-Sweetpotato (CARS-10) and the Key R&D Program of Jiangsu Province: The Key R&D technologies for efficient green production of sweet potato (BE2021311).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wang, J.; Hu, J.; Zhu, J. Vegetable Mechanized Harvesting Technology and Its Development. Trans. Chin. Soc. Agric. Mach. 2014, 45, 81–87. [Google Scholar]
- Jin, Y.; Xiao, H.; Xiao, S.; Xu, M.; Ding, W.; Liu, D. Research Statue and Development Tendency on Leaf Vegetable Harvesting Technology and Equipment. J. Agric. Sci. Technol. 2018, 20, 72–78. [Google Scholar]
- Tang, P.; Li, X.; Wang, P. Design of power system of electric leaf vegetable harvester. J. Chin. Agric. Mech. 2019, 40, 72–76. [Google Scholar]
- Gong, Y.; Feng, Y.; Li, C.; Guo, N.; Liu, Y. Research Actuality of Leek Harvester and its Developing Countermeasures. J. Agric. Mech. Res. 2018, 40, 262–268. [Google Scholar]
- Li, J.; Shang, Z.; Li, R.; Cui, B. Adaptive Sliding Mode Path Tracking Control of Unmanned Rice Transplanter. Agriculture 2022, 12, 1225. [Google Scholar] [CrossRef]
- Bai, S.; Yuan, Y.; Niu, K.; Shi, Z.; Zhou, L.; Zhao, B.; Wei, L.; Liu, L.; Zheng, Y.; An, S.; et al. Design and Experiment of a Sowing Quality Monitoring System of Cotton Precision Hill-Drop Planters. Agriculture 2022, 12, 1117. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, H.; Pan, F.; Du, M.; Ji, C. Control System of a Motor-Driven Precision No-Tillage Maize Planter Based on the CANopen Protocol. Agriculture 2022, 12, 932. [Google Scholar] [CrossRef]
- Nang, V.N.; Yamane, S. Development of prototype harvester for head lettuce. Eng. Agric. Environ. Food 2015, 8, 18–25. [Google Scholar] [CrossRef]
- Guo, Y.; Dong, S.; Tian, S.B. Design on Control System of Seedling Vegetable Harvester Based on Single Chip. Adv. Mater. Res. 2013, 721, 656–660. [Google Scholar] [CrossRef]
- Shen, G.; Wang, G.; Hu, L. Development of harvesting mechanism for stem tips of sweet potatoes. Trans. Chin. Soc. Agric. Eng. 2019, 35, 46–55. [Google Scholar]
- Miao, P.; Zuo, Z.; Mao, H.; Han, L.; Wang, T. Research on Automatic Alignment Control System of Electric Leaf Vegetable Harvester. J. Agric. Mech. Res. 2022, 44, 84–89. [Google Scholar]
- Li, X.; Zhang, J.; Yun, Y.; Zhao, Y. Design and Experiment on an Intelligent Control System for Small Electric Leafy Vegetable Harvester. J. Agric. Mech. Res. 2020, 42, 83–87. [Google Scholar]
- Miao, P. Research on the Intelligent Control System of Electric Leaf Vegetable Harvester; Jiangsu University: Zhenjiang, China, 2020. [Google Scholar]
- Li, T.; Zhou, J.; Xu, W.; Li, Q.; Zhang, H.; Qin, X.; Li, N.; Li, W.; Guo, D. Development of 4UGS2 type double-row sweet potato harvester. Trans. Chin. Soc. Agric. Eng. 2018, 34, 26–33. [Google Scholar]
- Wu, Y. Design of Greenhouse Celery Harvester; Ningxia University: Yinchuan, China, 2018. [Google Scholar]
- Jia, H.; Lu, Y.; Qi, J.; Zhang, Z.; Liu, H.; Li, Y.; Luo, X. Photoelectric sensors combined with rotary encoders to detect the suction performance of suction metering devices. Trans. Chin. Soc. Agric. Eng. 2018, 34, 28–39. [Google Scholar]
- Mao, S.; Zhou, J.; Chen, Y. Experimental Design, 2nd ed.; China Statistics Press: Beijing, China, 2012. [Google Scholar]
- Jin, C.; Guo, F.; Xu, J.; Li, Q.; Chen, M.; Li, J.; Yin, X. Optimization of working parameters of soybean combine harvester. Trans. Chin. Soc. Agric. Eng. 2019, 35, 10–22, (In Chinese with English Abstract). [Google Scholar]
- Ge, Y. Experimental Design Methods and Design-Expert Software Applications; Harbin Institute of Technology Press: Harbin, China, 2014. [Google Scholar]
- Yan, W.; Hu, Z.; Wu, N.; Xu, H.; You, Z.; Zhou, X. Parameter optimization and experiment for plastic film transport mechanism of shovel screen type plastic film residue collector. Trans. Chin. Soc. Agric. Eng. 2017, 33, 17–24, (In Chinese with English Abstract). [Google Scholar]
- Lü, J.; Yi, S.; Tao, G.; Mao, X. Parameter optimization and experiment of splitter sliding-knife opener for potato planter. Trans. Chin. Soc. Agric. Eng. 2018, 34, 44–54, (In Chinese with English Abstract). [Google Scholar]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}