






Risk Prioritization in a Natural Gas Compressor Station Construction Project Using the Analytical Hierarchy Process

 ,
, 

Abstract
1. Introduction
2. The Concept of the Analytical Hierarchy Process
3. Description of a Natural Gas Compressor Station
3.1. The Natural Gas Compression Process
- gas turbine compressors
- gas coolers, filtering, metering and piping Systems
- utilities (e.g., fuel gas, instrument air)
- electrical equipment
- I&C equipment
- civil structures
- one vent stack for station/piping depressurization
- C1 to C6 and CO2 concentration
- hydrocarbon dew point
- water dew point
- sulfur concentration
- oxygen concentration
3.2. Condensate Tank
3.3. Fuel Gas Unit
3.4. Hot-Water Boiler System
3.5. Vent and Blowdown System
3.6. Instrument Air System
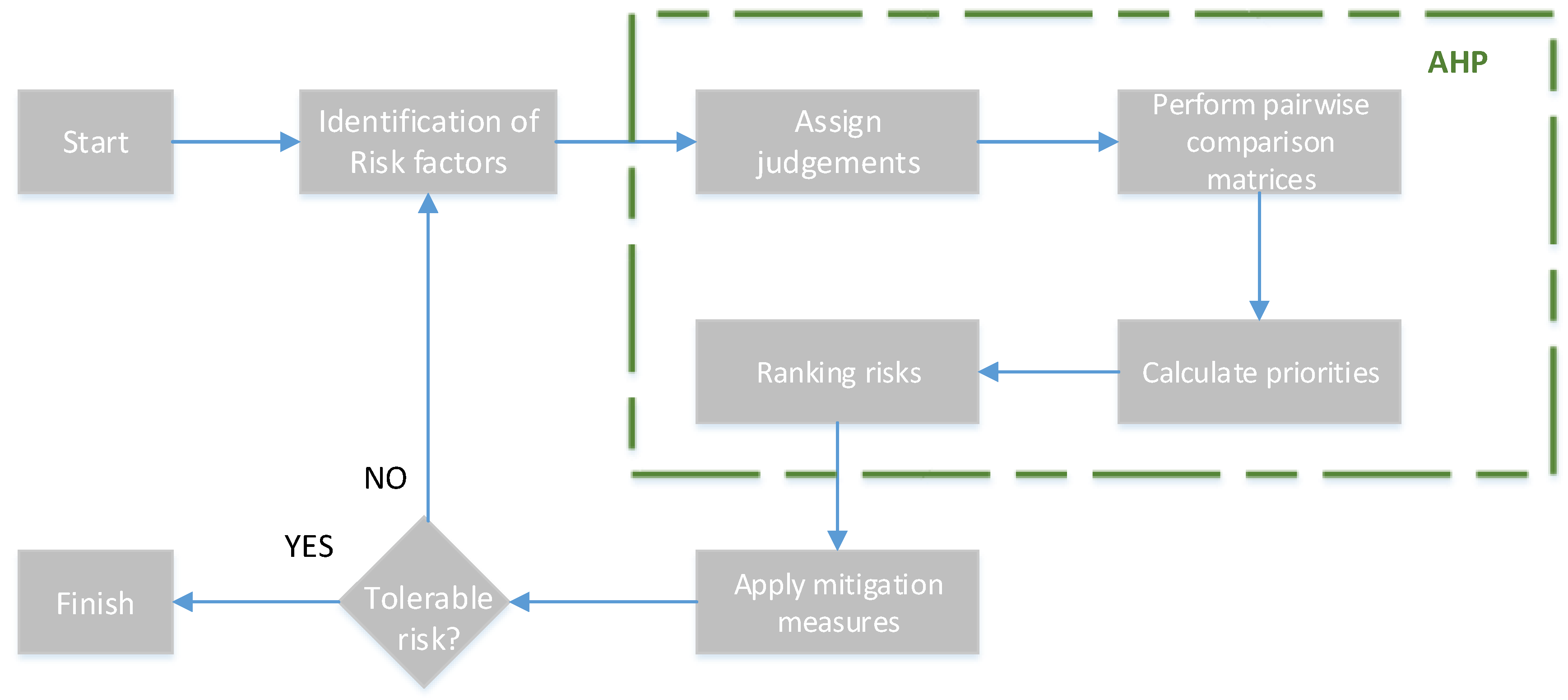
4. The Proposed Framework
5. Application on a Natural Gas Compressor Station Construction Project
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Neumann, A. The Role of Natural Gas in Europe towards 2050; Edmonds, J., Emberson, D., Gabriel, S.A., Holz, F., Karstad, P.I., Klöckner, C.A., Nord, L.O., Rúa, J., Pollet, B.G., Rasmussen, P., et al., Eds.; NETI Policy Report 01/2021; NTNU: Trondheim, Norway, 2021. [Google Scholar]
- Simonoff, J.S.; Restrepo, C.E.; Zimmerman, R. Risk management of cost consequences in natural gas transmission and distribution infrastructures. J. Loss Prev. Process Ind. 2010, 23, 269–279. [Google Scholar] [CrossRef]
- Bajcar, T.; Cimerman, F.; Širok, B. Model for quantitative risk assessment on naturally ventilated metering-regulation stations for natural gas. Saf. Sci. 2014, 64, 50–59. [Google Scholar] [CrossRef]
- Vianello, C.; Maschio, G. Quantitative risk assessment of the Italian gas distribution network. J. Loss Prev. Process Ind. 2014, 32, 5–17. [Google Scholar] [CrossRef]
- Li, W.; Zhang, L.; Liang, W. Job hazard dynamic assessment for non-routine tasks in gas transmission station. J. Loss Prev. Process Ind. 2016, 44, 459–464. [Google Scholar] [CrossRef]
- Cinelli, M.; Spada, M.; Kadziński, M.; Miebs, G.; Burgherr, P. Advancing Hazard Assessment of Energy Accidents in the Natural Gas Sector with Rough Set Theory and Decision Rules. Energies 2019, 12, 4178. [Google Scholar] [CrossRef]
- Mrozowska, A. Formal Risk Assessment of the risk of major accidents affecting natural environment and human life, occurring as a result of offshore drilling and production operations based on the provisions of Directive 2013/30/EU. Saf. Sci. 2021, 134, 105007. [Google Scholar] [CrossRef]
- Mojtahedi, S.M.H.; Mousavi, S.M.; Makui, A. Project risk identification and assessment simultaneously using multi-attribute group decision making technique. Saf. Sci. 2010, 48, 499–507. [Google Scholar] [CrossRef]
- Tavana, M.; Behzadian, M.; Pirdashti, M.; Pirdashti, H. A PROMETHEE-GDSS for oil and gas pipeline planning in the Caspian Sea basin. Energy Econ. 2013, 36, 716–728. [Google Scholar] [CrossRef]
- Papadopoulou, M.P.; Antoniou, C. Environmental impact assessment methodological framework for liquefied natural gas terminal and transport network planning. Energy Policy 2014, 68, 306–319. [Google Scholar] [CrossRef]
- Strantzali, E.; Aravossis, K.; Livanos, G.A.; Nikoloudis, C. A decision support approach for evaluating liquefied natural gas supply options: Implementation on Greek case study. J. Clean. Prod. 2019, 222, 414–423. [Google Scholar] [CrossRef]
- Shafiee, M.; Animah, I.; Alkali, B.; Baglee, D. Decision support methods and applications in the upstream oil and gas sector. J. Pet. Sci. Eng. 2018, 173, 1173–1186. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Filippidis, M.; Koulinas, G.K.; Koulouriotis, D.E. The integration of HAZOP study with risk-matrix and the analytical-hierarchy process for identifying critical control-points and prioritizing risks in industry—A case study. J. Loss Prev. Process Ind. 2019, 62, 103981. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Filippidis, M.; Koulinas, G.K.; Koulouriotis, D.E. An expanded HAZOP-study with fuzzy-AHP (XPA-HAZOP technique): Application in a sour crude-oil processing plant. Saf. Sci. 2020, 124, 104590. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Filippidis, M.; Koulinas, G.K.; Koulouriotis, D.E. A HAZOP with MCDM Based Risk-Assessment Approach: Focusing on the Deviations with Economic/Health/Environmental Impacts in a Process Industry. Sustainability 2020, 12, 993. [Google Scholar] [CrossRef]
- Marhavilas, P.; Filippidis, M.; Koulinas, G.; Koulouriotis, D. Safety Considerations by Synergy of HAZOP/DMRA with Safety Color Maps—Applications on: A Crude-Oil Processing Industry/a Gas Transportation System. Processes 2021, 9, 1299. [Google Scholar] [CrossRef]
- Ratnayake, R.C.; Markeset, T. Technical integrity management: Measuring HSE awareness using AHP in selecting a maintenance strategy. J. Qual. Maint. Eng. 2010, 16, 44–63. [Google Scholar] [CrossRef]
- Zheng, G.; Zhu, N.; Tian, Z.; Chen, Y.; Sun, B. Application of a trapezoidal fuzzy AHP method for work safety evaluation and early warning rating of hot and humid environments. Saf. Sci. 2012, 50, 228–239. [Google Scholar] [CrossRef]
- Aminbakhsh, S.; Gunduz, M.; Sonmez, R. Safety risk assessment using analytic hierarchy process (AHP) during planning and budgeting of construction projects. J. Saf. Res. 2013, 46, 99–105. [Google Scholar] [CrossRef]
- Caputo, A.C.; Pelagagge, P.M.; Salini, P. AHP-based methodology for selecting safety devices of industrial machinery. Saf. Sci. 2013, 53, 202–218. [Google Scholar] [CrossRef]
- Podgórski, D. Measuring operational performance of OSH management system—A demonstration of AHP-based selection of leading key performance indicators. Saf. Sci. 2015, 73, 146–166. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, H.; Qi, Z. An application of nonlinear fuzzy analytic hierarchy process in safety evaluation of coal mine. Saf. Sci. 2016, 86, 78–87. [Google Scholar] [CrossRef]
- Xie, Q.; Ni, J.-Q.; Su, Z. Fuzzy comprehensive evaluation of multiple environmental factors for swine building assessment and control. J. Hazard. Mater. 2017, 340, 463–471. [Google Scholar] [CrossRef] [PubMed]
- Janackovic, G.; Stojiljkovic, E.; Grozdanovic, M. Selection of key indicators for the improvement of occupational safety system in electricity distribution companies. Saf. Sci. 2017, 125, 103654. [Google Scholar] [CrossRef]
- Kasap, Y.; Subaşı, E. Risk assessment of occupational groups working in open pit mining: Analytic Hierarchy Process. J. Sustain. Min. 2017, 16, 38–46. [Google Scholar] [CrossRef]
- Carpitella, S.; Certa, A.; Izquierdo, J.; La Fata, C.M. A combined multi-criteria approach to support FMECA analyses: A real-world case. Reliab. Eng. Syst. Saf. 2018, 169, 394–402. [Google Scholar] [CrossRef]
- Gul, M. Application of Pythagorean fuzzy AHP and VIKOR methods in occupational health and safety risk assessment: The case of a gun and rifle barrel external surface oxidation and colouring unit. Int. J. Occup. Saf. Ergon. 2018, 26, 705–718. [Google Scholar] [CrossRef]
- Koulinas, G.; Marhavilas, P.; Demesouka, O.; Vavatsikos, A.; Koulouriotis, D. Risk analysis and assessment in the worksites using the fuzzy-analytical hierarchy process and a quantitative technique—A case study for the Greek construction sector. Saf. Sci. 2018, 112, 96–104. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Tegas, M.G.; Koulinas, G.K.; Koulouriotis, D.E. A Joint Stochastic/Deterministic Process with Multi-Objective Decision Making Risk-Assessment Framework for Sustainable Constructions Engineering Projects—A Case Study. Sustainability 2020, 12, 4280. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Koulouriotis, D.; Gemeni, V. Risk analysis and assessment methodologies in the work sites: On a review, classification and comparative study of the scientific literature of the period 2000–2009. J. Loss Prev. Process Ind. 2011, 24, 477–523. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Koulouriotis, D.E. Risk-Acceptance Criteria in Occupational Health and Safety Risk-Assessment—The State-of-the-Art through a Systematic Literature Review. Safety 2021, 7, 77. [Google Scholar] [CrossRef]
- Saaty, T.L. The Analytic Hierarchy Process; McGraw-Hill: London, UK, 1980. [Google Scholar]
- Saaty, T.L. How to make a decision: The analytic hierarchy process. Eur. J. Oper. Res. 1990, 48, 9–26. [Google Scholar] [CrossRef]
- Bougelis, G. Risk Assessment Using Decision Matrix Risk Assessement technique and Multicriteria Decision Making Methods FEAHP and FTOPSIS—Case Study on a Natural Gas Construction Site. Master’s Thesis, Hellenic Open University, Patra, Greece, 2021. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Natural Gas Infrastructure Risk Management | ||||
|---|---|---|---|---|---|
| Quantitative Method | Qualitative Method | ||||
| Simonoff et al., 2010 [2] | X | ||||
| Bajcar et al., 2014 [3] | X | ||||
| Vianello and Maschio, 2014 [4] | X | ||||
| Li et al., 2016 [5] | X | ||||
| Cinelli et al., 2019 [6] | X | X | |||
| Mrozowska, 2021 [7] | X | X | |||
| Multicriteria methods for oil and gas industry | |||||
| Quantitative method | Qualitative method | PROMETEE, PROMETEE II | REGIME | Group decision-making | |
| Mojtahedi et al., 2010 [8] | X | X | X | ||
| Tavana et al., 2013 [9] | X | X | X | ||
| Papadopoulou and Antoniou, 2014 [10] | X | X | |||
| Strantzali et al., 2019 [11] | X | X | |||
| AHP and FAHP applications for health and safety research field | |||||
| AHP | FAHP | ||||
| Chandima Ratnayake and Markeset, 2010 [17] | X | ||||
| Zheng et al., 2012 [18] | X | ||||
| Aminbakhsh et al., 2013 [19] | X | ||||
| Caputo et al., 2013 [20] | X | ||||
| Podgórski, 2015 [21] | X | ||||
| Wang et al., 2016 [22] | X | ||||
| Xie et al., 2017 [23] | X | ||||
| Janackovic et al., 2017 [24] | X | ||||
| Kasap and Subasi, 2017 [25] | X | ||||
| Carpitella et al., 2018 [26] | X | ||||
| Gul, 2020 [27] | X | ||||
| Koulinas et al., 2019 [28] | X | ||||
| Marhavilas, Tegas, et al., 2020 [29] | X | ||||
| Description | Level of Importance |
|---|---|
| Two factors are equally important | 1 |
| Factor i is moderately more important than factor j | 3 |
| Factor i is strongly more important than factor j | 5 |
| Factor i is very strongly more important than factor j | 7 |
| Factor i is extremely more important than factor j | 9 |
| Intermediate values | 2, 4, 6, and 8 |
| Activity ID | Activity | Risk ID | Risk |
|---|---|---|---|
| T1 | Circulation | R1.1 | Driving incident/accident |
| R1.2 | Circulation incident on construction site | ||
| R1.3 | Transport of the material | ||
| R1.4 | Weather condition | ||
| R1.5 | Presence of diesel fuel/carburant/lubricants | ||
| T2 | Office work | R2.1 | Bad ergonomic/physical stress |
| R2.2 | Climate exposition | ||
| R2.3 | Passive smoke | ||
| R2.4 | Bad hygiene condition | ||
| T3 | Work in open space | R3.1 | Bad condition of the ground and working zone |
| R3.2 | Presence of insects/wild animals | ||
| R3.3 | Extreme weather conditions | ||
| T4 | Reaction to the emergence | R4.1 | Unpreparedness of personnel |
| R4.2 | Impracticability of emergency ways and exits | ||
| T5 | Coactivity | R5.1 | Simultaneous operations in the same zone |
| R5.2 | Degraded situation in the proximity | ||
| T6 | Work in night time | R6.1 | Prolonged working time |
| R6.2 | Reduced visibility | ||
| T7 | Manual work | R7.1 | Bad ergonomic/physical stress |
| R7.2 | Torquing | ||
| R7.3 | Fall/impact of equipment and material on the personnel | ||
| R7.4 | Injury by manual tools | ||
| T8 | Lifting operations | R8.1 | Failure of crane |
| R8.2 | Fall of load | ||
| R8.3 | Failure of the lifting | ||
| R8.4 | Persons, equipment and structure in the proximity | ||
| R8.5 | Lifting with construction machinery | ||
| T9 | Excavation and groundwork | R9.1 | Collapsing of soil |
| R9.2 | Use of excavator | ||
| R9.3 | Presence of network/cables underground | ||
| R9.4 | Unexploded ordnance | ||
| R9.5 | Open holes and trenches on worksite | ||
| R9.6 | Unfavorable work zone | ||
| T10 | Confined space | R10.1 | Unfavorable work zone |
| R10.2 | Presence of toxic substances | ||
| R10.3 | Presence of energized sources | ||
| T11 | Working at height | R11.1 | Fall of personnel |
| R11.2 | Fall of objects | ||
| R11.3 | Improper use of portable ladder | ||
| T12 | Scaffolding and PEMP | R12.1 | Work on MEWP |
| T13 | Concrete pouring | R13.1 | Use of heavy machinery for pouring |
| R13.2 | Use of rotating machine for mixing concrete | ||
| R13.3 | Noise | ||
| T14 | Welding and cutting | R14.1 | Presence of naked flames/sparks |
| R14.2 | Use of rotating and electrical tools | ||
| R14.3 | Optical radiation | ||
| R14.4 | Noise | ||
| T15 | Torch cutting | R15.1 | Presence of naked flames/sparks |
| R15.2 | Presence of gas cylinders | ||
| T16 | Abrasive blasting | R16.1 | Abrasive projection |
| R16.2 | Asphyxia | ||
| R16.3 | Environmental pollution | ||
| R16.4 | Noise | ||
| T17 | Painting activity | R17.1 | Use of paints and chemicals |
| R17.2 | Fire ignition | ||
| T18 | Use of chemicals | R18.1 | Exposition to chemical substances |
| R18.2 | Storage of chemicals products | ||
| T19 | Use of site engines | R19.1 | Equipment with internal combustion (compressors, power generator, etc.) |
| R19.2 | Rotating engine parts | ||
| R19.3 | Environmental pollution | ||
| R19.4 | Noise | ||
| R19.5 | Use of pneumatic material (grinders, pneumatic hammers, vibrators, etc.) | ||
| R19.6 | High-pressure cleaning | ||
| T20 | Electrical works | R20.1 | Electrocution |
| R20.2 | Use of electrical tools and cables | ||
| T21 | Ionizing radiation | R21.1 | Mobilization of radioactive source on site |
| R21.2 | Ionizing radiation | ||
| R21.3 | Incident affecting the source | ||
| T22 | Pressure test | R22.1 | Equipment under pressure |
| R22.2 | Overpressure | ||
| R22.3 | Presence of nitrogen | ||
| R22.4 | Environmental pollution | ||
| T23 | Work on energized equipment | R23.1 | Failure of insulation procedure |
| R23.2 | Asphyxia |
| Task ID | Risk ID | Pairwise Comparison Matrix | Score | Ranking | |||||
|---|---|---|---|---|---|---|---|---|---|
| T1 | R1.1 | R1.2 | R1.3 | R1.4 | R1.5 | ||||
| R1.1 | 1.00 | 0.17 | 0.50 | 3.00 | 5.00 | 13.36% | 3 | ||
| R1.2 | 6.00 | 1.00 | 3.00 | 7.00 | 9.00 | 53.37% | 1 | ||
| R1.3 | 2.00 | 0.33 | 1.00 | 5.00 | 7.00 | 23.59% | 2 | ||
| R1.4 | 0.33 | 0.14 | 0.20 | 1.00 | 3.00 | 6.35% | 4 | ||
| R1.5 | 0.20 | 0.11 | 0.14 | 0.33 | 1.00 | 3.34% | 5 | ||
| T2 | R2.1 | R2.2 | R2.3 | R2.4 | |||||
| R2.1 | 1.00 | 9.00 | 7.00 | 4.00 | 62.88% | 1 | |||
| R2.2 | 0.11 | 1.00 | 0.33 | 0.14 | 4.28% | 4 | |||
| R2.3 | 0.14 | 3.00 | 1.00 | 0.33 | 9.40% | 3 | |||
| R2.4 | 0.25 | 7.00 | 3.00 | 1.00 | 23.44% | 2 | |||
| T3 | R3.1 | R3.2 | R3.3 | ||||||
| R3.1 | 1.00 | 5.00 | 3.00 | 63.70% | 1 | ||||
| R3.2 | 0.20 | 1.00 | 0.33 | 10.47% | 3 | ||||
| R3.3 | 0.33 | 3.00 | 1.00 | 25.83% | 2 | ||||
| T4 | R4.1 | R4.2 | |||||||
| R4.1 | 1.00 | 2.00 | 66.67% | 1 | |||||
| R4.2 | 0.50 | 1.00 | 33.33% | 2 | |||||
| T5 | R5.1 | R5.2 | |||||||
| R5.1 | 1.00 | 3.00 | 75.00% | 1 | |||||
| R5.2 | 0.33 | 1.00 | 25.00% | 2 | |||||
| T6 | R6.1 | R6.2 | |||||||
| R6.1 | 1.00 | 0.50 | 33.33% | 2 | |||||
| R6.2 | 2.00 | 1.00 | 66.67% | 1 | |||||
| T7 | R7.1 | R7.2 | R7.3 | R7.4 | |||||
| R7.1 | 1.00 | 3.00 | 0.20 | 0.33 | 12.22% | 3 | |||
| R7.2 | 0.33 | 1.00 | 0.14 | 0.20 | 5.70% | 4 | |||
| R7.3 | 5.00 | 7.00 | 1.00 | 2.00 | 52.32% | 1 | |||
| R7.4 | 3.00 | 5.00 | 0.50 | 1.00 | 29.76% | 2 | |||
| T8 | R8.1 | R8.2 | R8.3 | R8.4 | R8.5 | ||||
| R8.1 | 1.00 | 0.50 | 5.00 | 3.00 | 0.25 | 16.27% | 3 | ||
| R8.2 | 2.00 | 1.00 | 6.00 | 4.00 | 0.50 | 26.48% | 2 | ||
| R8.3 | 0.20 | 0.17 | 1.00 | 0.50 | 0.14 | 4.30% | 5 | ||
| R8.4 | 0.33 | 0.25 | 2.00 | 1.00 | 0.17 | 6.89% | 4 | ||
| R8.5 | 4.00 | 2.00 | 7.00 | 6.00 | 1.00 | 46.06% | 1 | ||
| T9 | R9.1 | R9.2 | R9.3 | R9.4 | R9.5 | R9.6 | |||
| R9.1 | 1.00 | 0.50 | 7.00 | 5.00 | 3.00 | 9.00 | 30.61% | 2 | |
| R9.2 | 2.00 | 1.00 | 7.00 | 5.00 | 4.00 | 8.00 | 40.50% | 1 | |
| R9.3 | 0.14 | 0.14 | 1.00 | 0.50 | 0.25 | 2.00 | 4.52% | 5 | |
| R9.4 | 0.20 | 0.20 | 2.00 | 1.00 | 0.50 | 4.00 | 8.05% | 4 | |
| R9.5 | 0.33 | 0.25 | 4.00 | 2.00 | 1.00 | 5.00 | 13.36% | 3 | |
| R9.6 | 0.11 | 0.13 | 0.50 | 0.25 | 0.20 | 1.00 | 2.97% | 6 | |
| T10 | R10.1 | R10.2 | R10.3 | ||||||
| R10.1 | 1.00 | 0.20 | 0.33 | 10.47% | 3 | ||||
| R10.2 | 5.00 | 1.00 | 3.00 | 63.70% | 1 | ||||
| R10.3 | 3.00 | 0.33 | 1.00 | 25.83% | 2 | ||||
| T11 | R11.1 | R11.2 | R11.3 | ||||||
| R11.1 | 1.00 | 3.00 | 5.00 | 63.70% | 1 | ||||
| R11.2 | 0.33 | 1.00 | 3.00 | 25.83% | 2 | ||||
| R11.3 | 0.20 | 0.33 | 1.00 | 10.47% | 3 | ||||
| T12 | R12.1 | 100% | 1 | ||||||
| T13 | R13.1 | R13.2 | R13.3 | ||||||
| R13.1 | 1.00 | 2.00 | 4.00 | 55.84% | 1 | ||||
| R13.2 | 0.50 | 1.00 | 3.00 | 31.96% | 2 | ||||
| R13.3 | 0.25 | 0.33 | 1.00 | 12.20% | 3 | ||||
| T14 | R14.1 | R14.2 | R14.3 | R14.4 | |||||
| R14.1 | 1.00 | 0.50 | 3.00 | 5.00 | 33.36% | 2 | |||
| R14.2 | 2.00 | 1.00 | 3.00 | 4.00 | 45.05% | 1 | |||
| R14.3 | 0.33 | 0.33 | 1.00 | 2.00 | 13.60% | 3 | |||
| R14.4 | 0.20 | 0.25 | 0.50 | 1.00 | 7.99% | 4 | |||
| T15 | R15.1 | R15.2 | |||||||
| R11.1 | 1.00 | 2.00 | 66.67% | 1 | |||||
| R11.2 | 0.50 | 1.00 | 33.33% | 2 | |||||
| T16 | R16.1 | R16.2 | R16.3 | R16.4 | |||||
| R16.1 | 1.00 | 2.00 | 5.00 | 4.00 | 50.68% | 1 | |||
| R16.2 | 0.50 | 1.00 | 3.00 | 2.00 | 26.41% | 2 | |||
| R16.3 | 0.20 | 0.33 | 1.00 | 0.50 | 8.63% | 4 | |||
| R16.4 | 0.25 | 0.50 | 2.00 | 1.00 | 14.28% | 3 | |||
| T17 | R17.1 | R17.2 | |||||||
| R17.1 | 1.00 | 2.00 | 66.67% | 1 | |||||
| R17.2 | 0.50 | 1.00 | 33.33% | 2 | |||||
| T18 | R18.1 | R18.2 | |||||||
| R18.1 | 1.00 | 3.00 | 75.00% | 1 | |||||
| R18.2 | 0.33 | 1.00 | 25.00% | 2 | |||||
| T19 | R19.1 | R19.2 | R19.3 | R19.4 | R19.5 | R19.6 | |||
| R14.1 | 1.00 | 0.25 | 6.00 | 4.00 | 0.50 | 2 | 15.30% | 3 | |
| R14.2 | 4.00 | 1.00 | 9.00 | 7.00 | 2.00 | 5 | 42.35% | 1 | |
| R14.3 | 0.17 | 0.11 | 1.00 | 0.50 | 0.14 | 0.25 | 3.03% | 6 | |
| R14.4 | 0.25 | 0.14 | 2.00 | 1.00 | 0.20 | 0.5 | 4.94% | 5 | |
| R19.5 | 2.00 | 0.50 | 7.00 | 5.00 | 1.00 | 4 | 25.73% | 2 | |
| R19.6 | 0.50 | 0.20 | 4.00 | 2.00 | 0.25 | 1 | 8.66% | 4 | |
| T20 | R20.1 | R20.2 | |||||||
| R20.1 | 1.00 | 0.50 | 33.33% | 2 | |||||
| R20.2 | 2.00 | 1.00 | 66.67% | 1 | |||||
| T21 | R21.1 | R21.2 | R21.3 | ||||||
| R21.1 | 1.00 | 0.50 | 2.00 | 28.57% | 2 | ||||
| R21.2 | 2.00 | 1.00 | 4.00 | 57.14% | 1 | ||||
| R21.3 | 0.50 | 0.25 | 1.00 | 14.29% | 3 | ||||
| T22 | R22.1 | R22.2 | R22.3 | R22.4 | |||||
| R22.1 | 1.00 | 5.00 | 3.00 | 6.00 | 57.67% | 1 | |||
| R22.2 | 0.20 | 1.00 | 0.50 | 2.00 | 12.51% | 3 | |||
| R22.3 | 0.33 | 2.00 | 1.00 | 3.00 | 22.16% | 2 | |||
| R22.4 | 0.17 | 0.50 | 0.33 | 1.00 | 7.66% | 4 | |||
| T23 | R23.1 | R23.2 | |||||||
| R23.1 | 1.00 | 2.00 | 66.67% | 1 | |||||
| R23.2 | 0.50 | 1.00 | 33.33% | 2 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koulinas, G.K.; Demesouka, O.E.; Bougelis, G.G.; Koulouriotis, D.E. Risk Prioritization in a Natural Gas Compressor Station Construction Project Using the Analytical Hierarchy Process. Sustainability 2022, 14, 13172. https://doi.org/10.3390/su142013172
Koulinas GK, Demesouka OE, Bougelis GG, Koulouriotis DE. Risk Prioritization in a Natural Gas Compressor Station Construction Project Using the Analytical Hierarchy Process. Sustainability. 2022; 14(20):13172. https://doi.org/10.3390/su142013172
Chicago/Turabian StyleKoulinas, Georgios K., Olympia E. Demesouka, Gerasimos G. Bougelis, and Dimitrios E. Koulouriotis. 2022. "Risk Prioritization in a Natural Gas Compressor Station Construction Project Using the Analytical Hierarchy Process" Sustainability 14, no. 20: 13172. https://doi.org/10.3390/su142013172
APA StyleKoulinas, G. K., Demesouka, O. E., Bougelis, G. G., & Koulouriotis, D. E. (2022). Risk Prioritization in a Natural Gas Compressor Station Construction Project Using the Analytical Hierarchy Process. Sustainability, 14(20), 13172. https://doi.org/10.3390/su142013172