
Considerations for the Variable Density Lattice Structure of Additive Manufacturing: A Review

Abstract
:1. Introduction
2. Types of the Variable Density Lattice Structure of Additive Manufacturing
2.1. Material Analysis
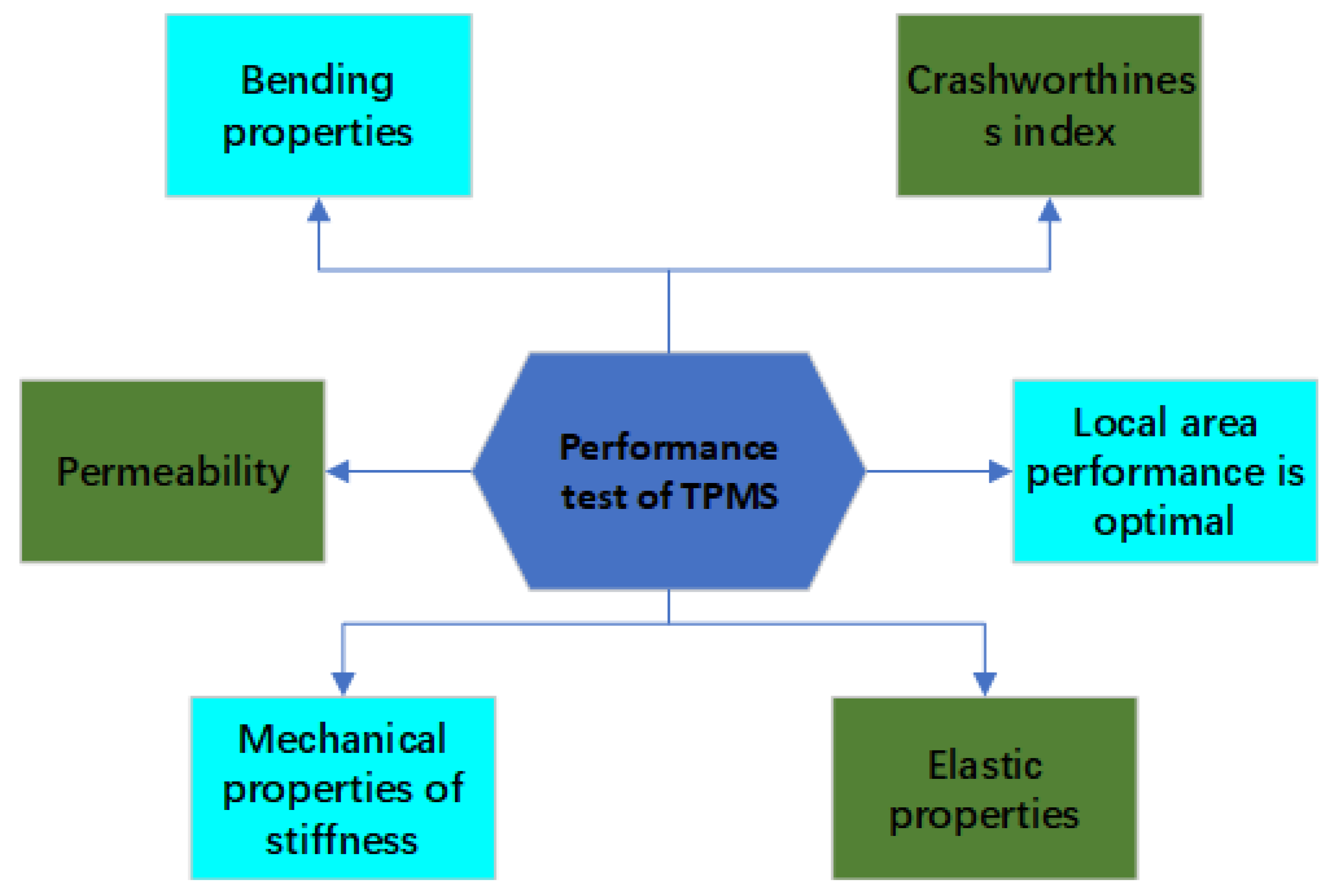
2.2. Lattice Model Performance
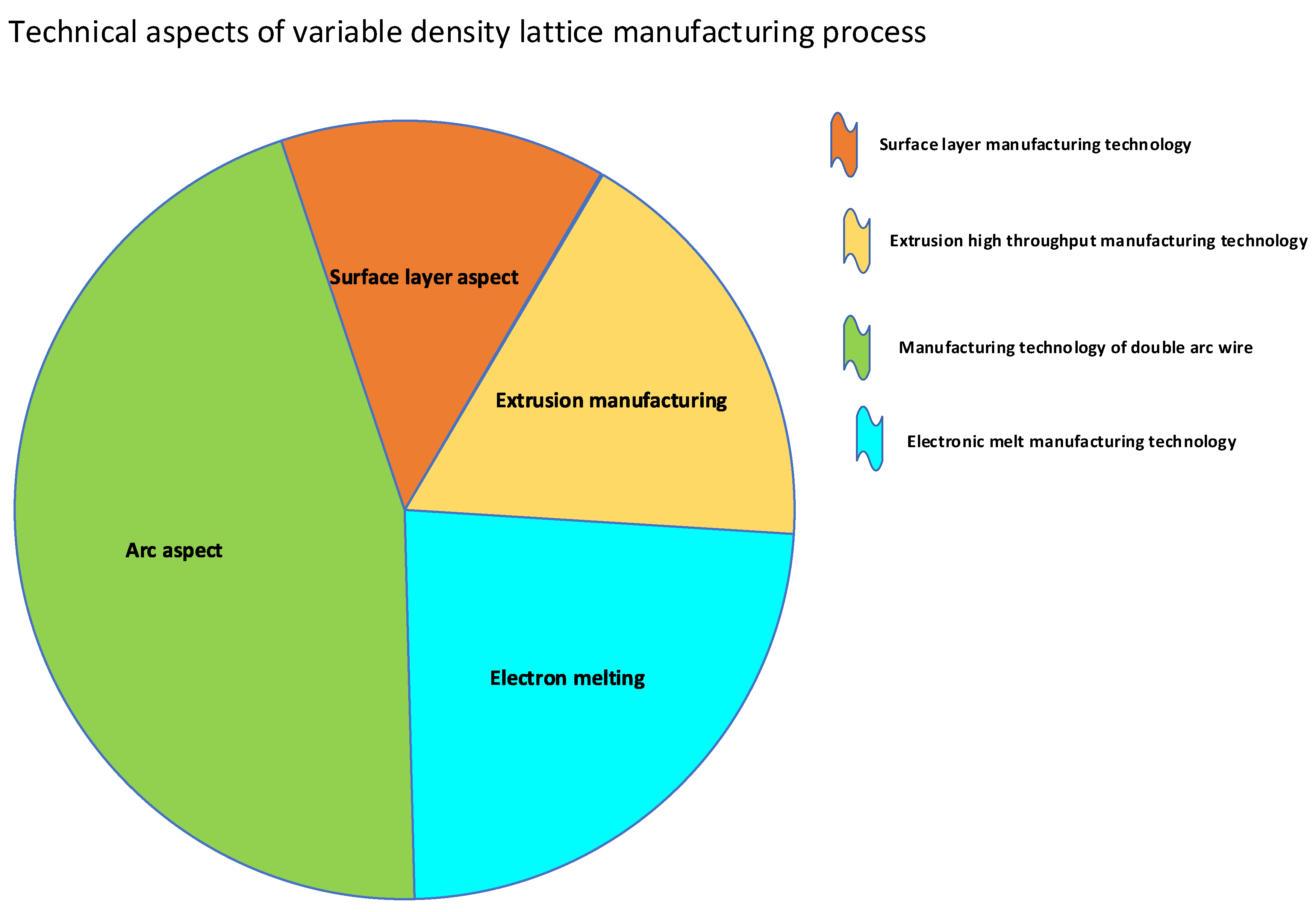
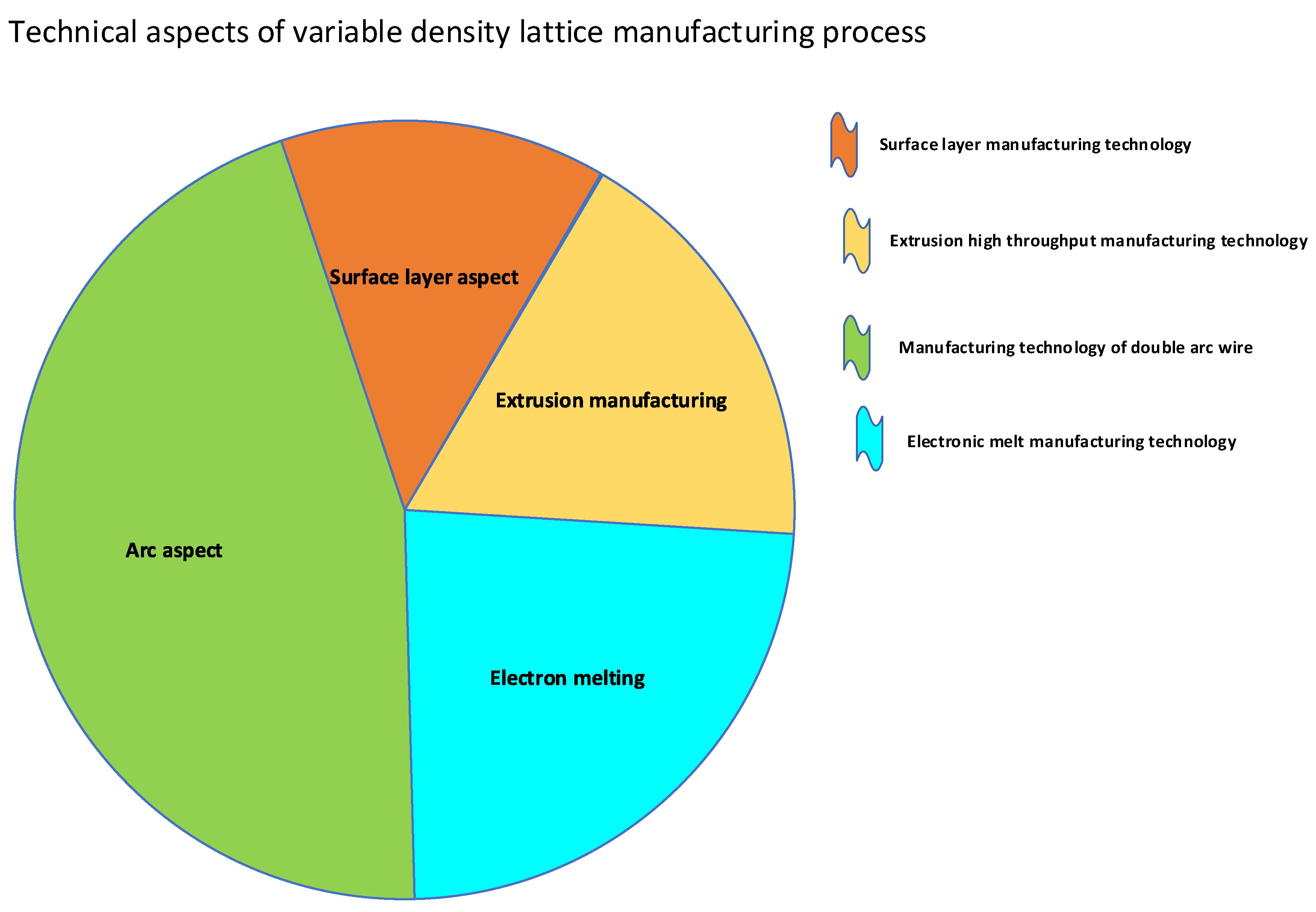
3. Types of Additive Manufacturing Technology
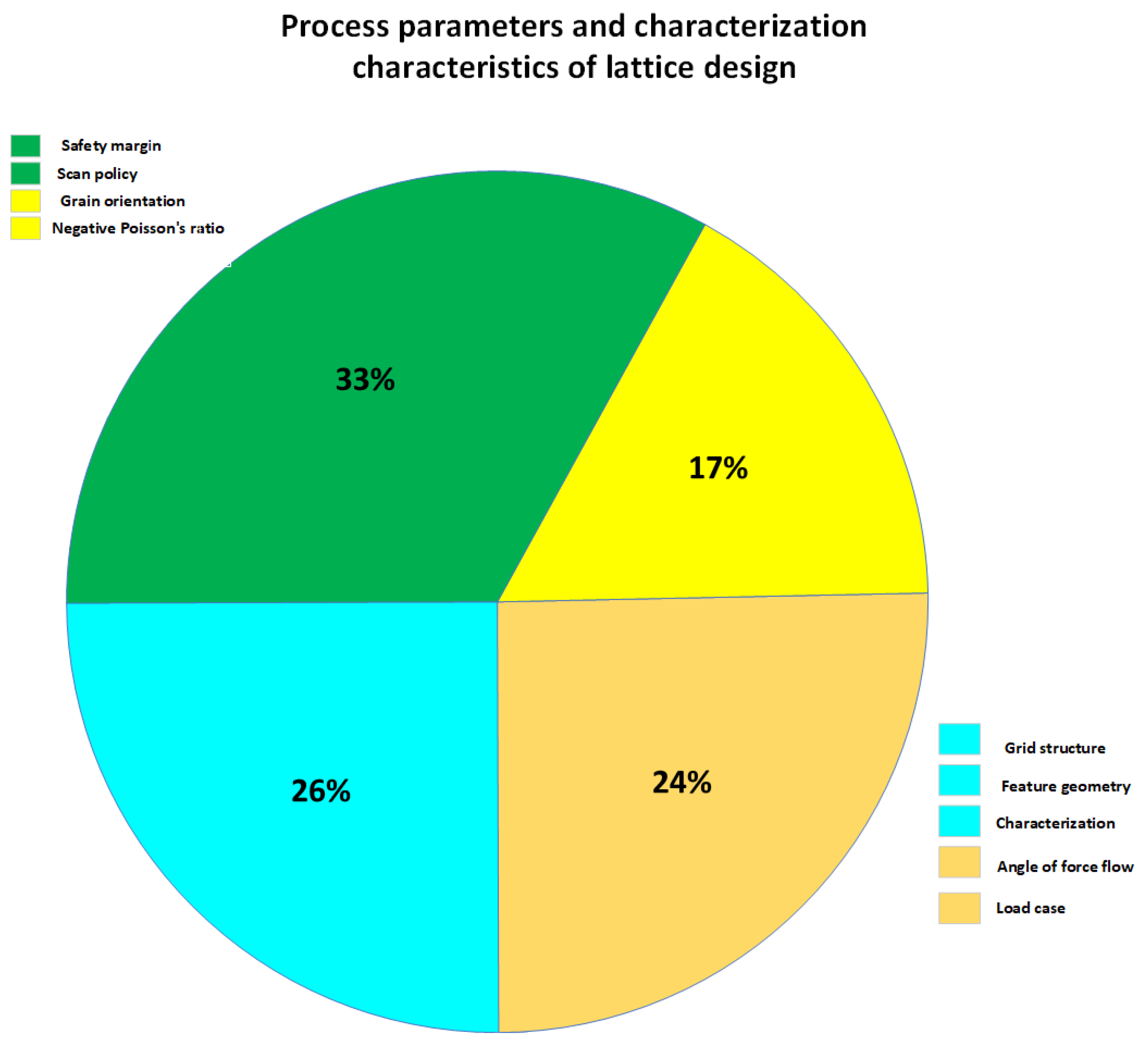
3.1. Process Parameters and Characteristic Level of Representation
3.2. Printing Technology and Properties of Variable Density Lattice
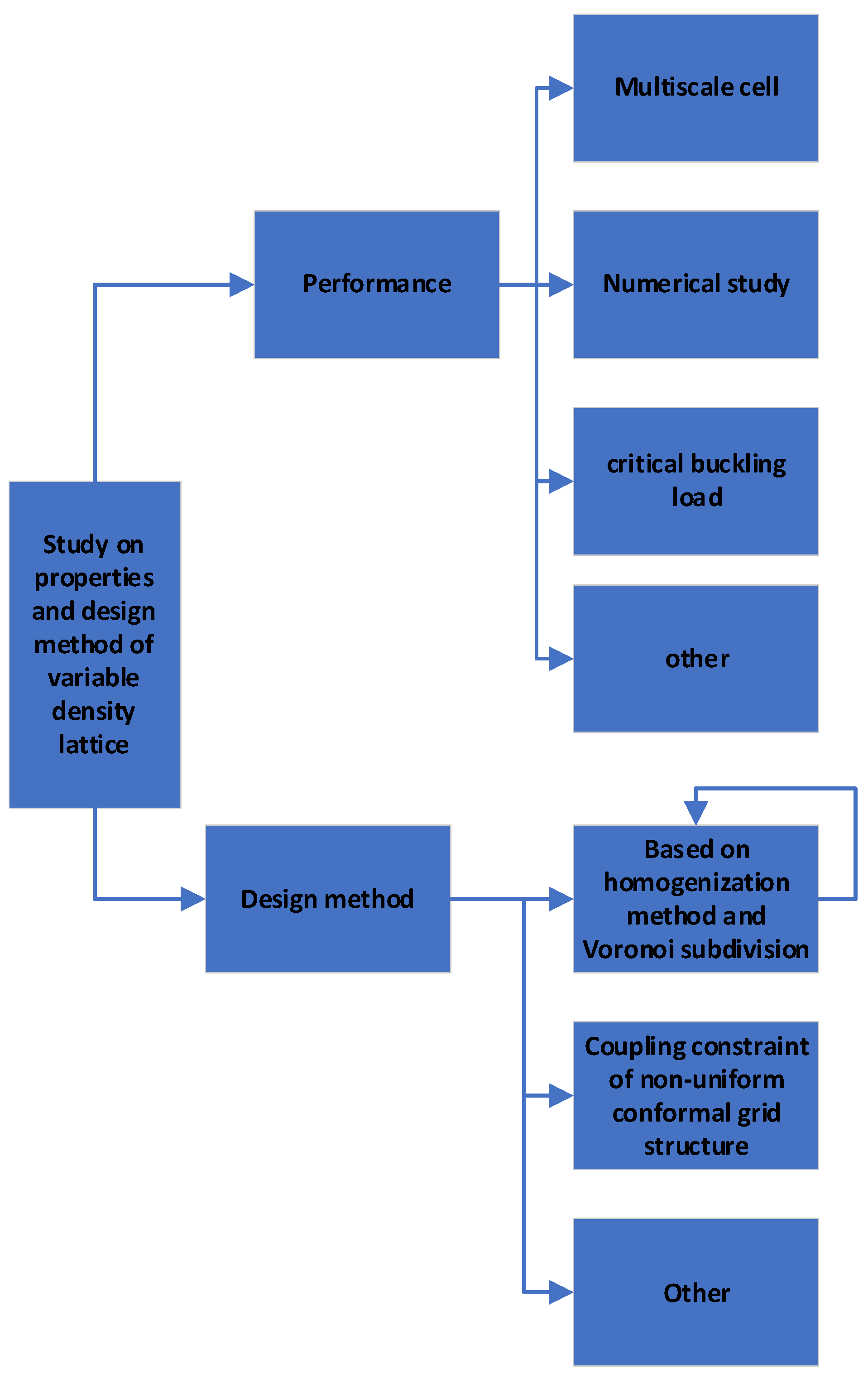
4. Geometric Topology Optimization Method
4.1. Density Design Optimization
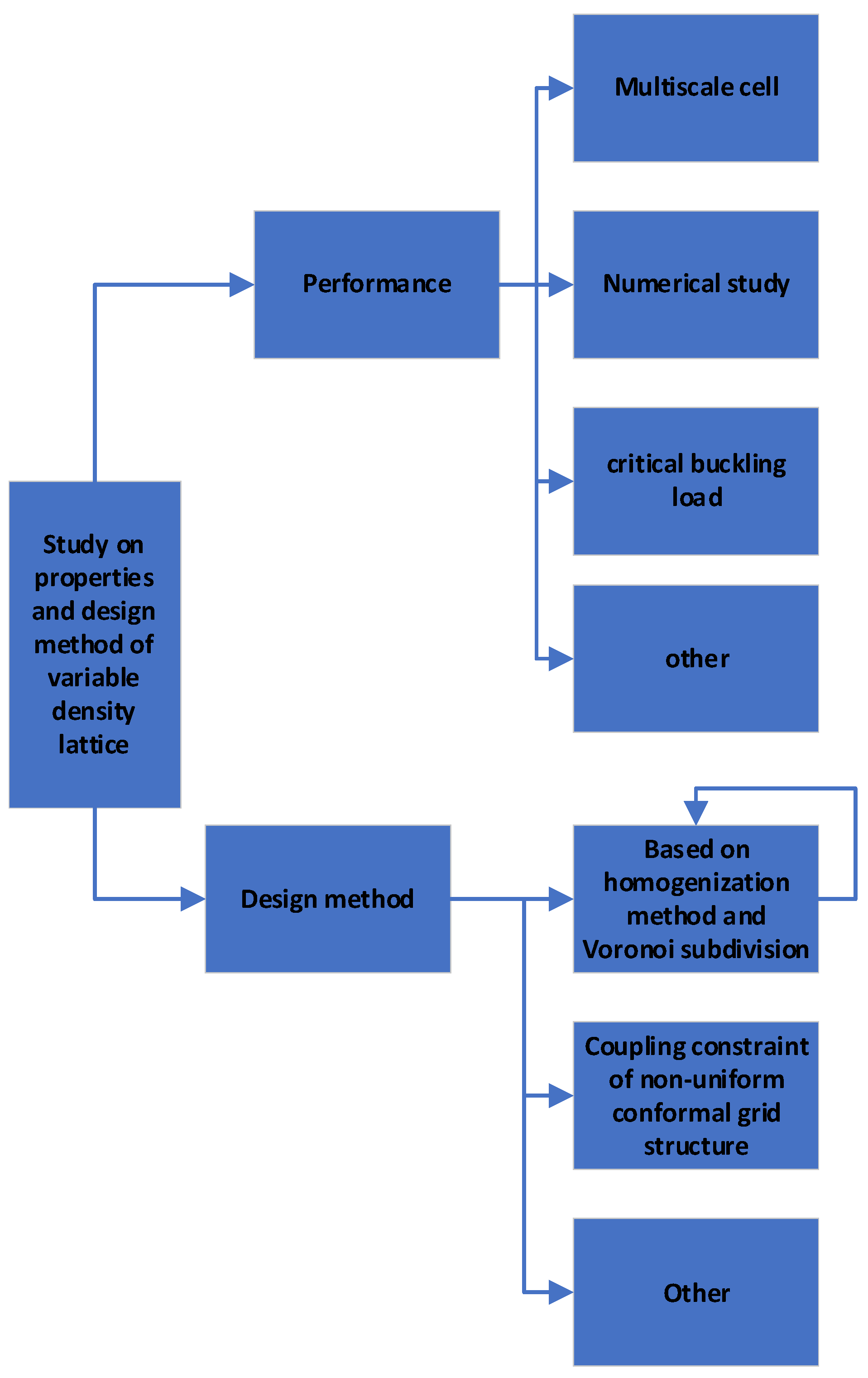
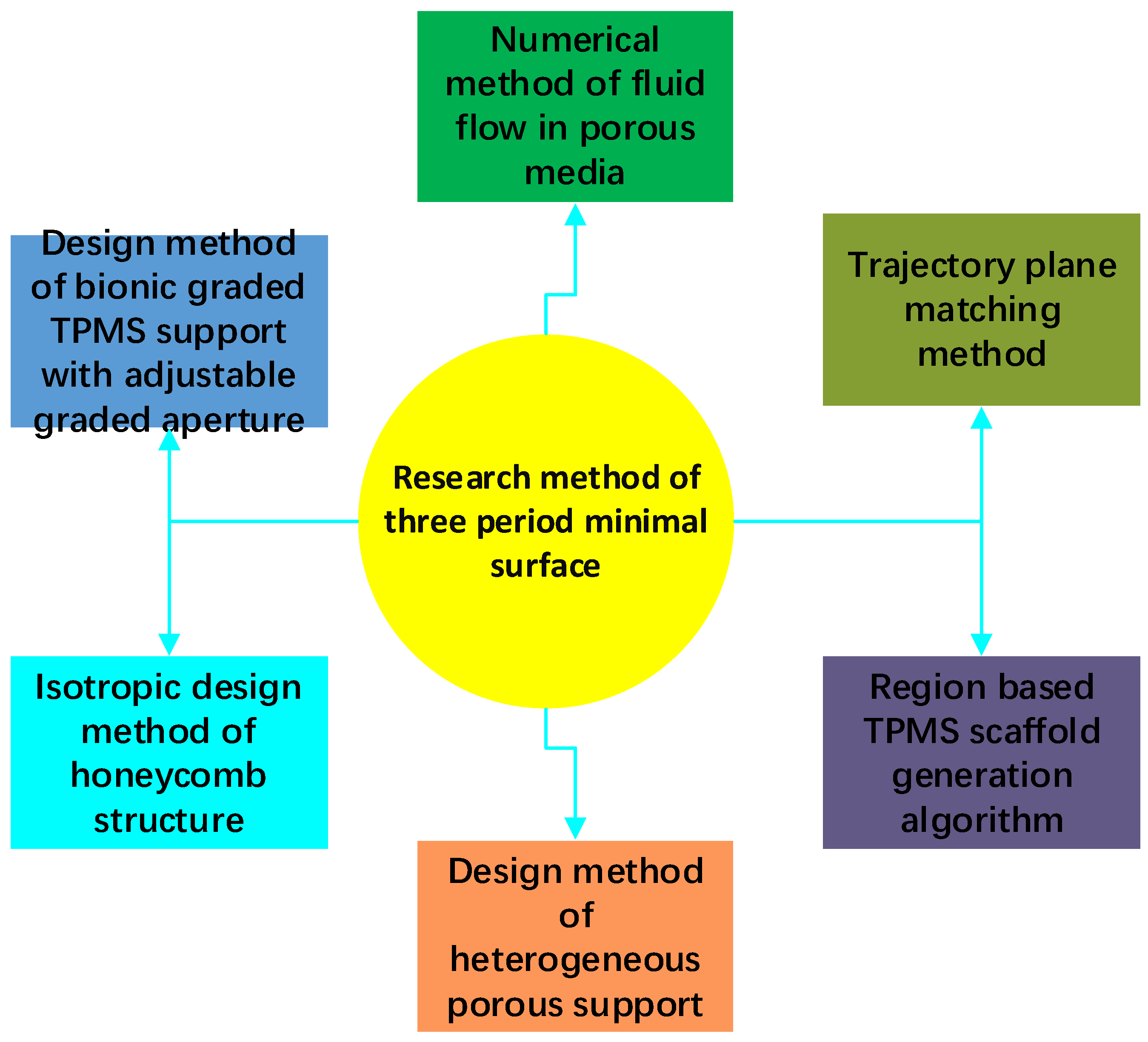
4.2. Design Method of Variable Density Lattice
4.3. Design of Geometric Properties of Lattice Structure
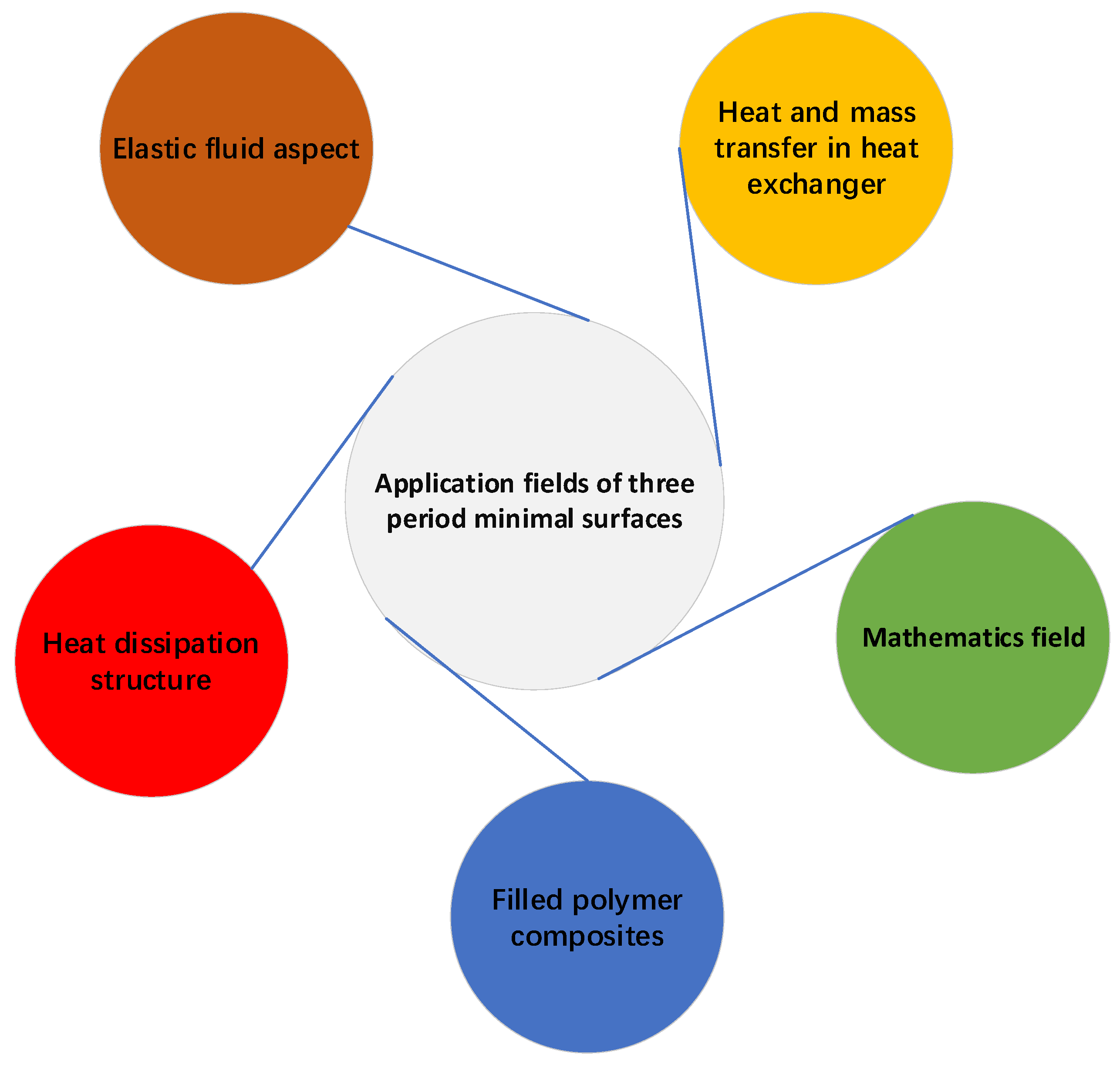
5. Analysis of Application Fields
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tepylo, N.; Huang, X.; Patnaik, P.C. Laser-Based Additive Manufacturing Technologies for Aerospace Applications. Adv. Eng. Mater. 2019, 21, 1900617. [Google Scholar] [CrossRef]
- Li, C.; Lei, H.; Liu, Y.; Zhang, X.; Xiong, J.; Zhou, H.; Fang, D. Crushing behavior of multi-layer metal lattice panel fabricated by selective laser melting. Int. J. Mech. Sci. 2018, 145, 389–399. [Google Scholar] [CrossRef]
- Giorgio, I.; Spagnuolo, M.; Andreaus, U.; Scerrato, D.; Bersani, A.M. In-depth gaze at the astonishing mechanical behavior of bone: A review for designing bio-inspired hierarchical metamaterials. Math. Mech. Solids 2020, 26, 1074–1103. [Google Scholar] [CrossRef]
- Alabort, E.; Barba, D.; Reed, R.C. Design of metallic bone by additive manufacturing. Scr. Mater. 2019, 164, 110–114. [Google Scholar] [CrossRef]
- Ma, S.; Song, K.; Lan, J.; Ma, L. Biological and mechanical property analysis for designed heterogeneous porous scaffolds based on the refined TPMS. J. Mech. Behav. Biomed. Mater. 2020, 107, 103727. [Google Scholar] [CrossRef] [PubMed]
- Burton, H.E.; Eisenstein, N.M.; Lawless, B.M.; Jamshidi, P.; Segarra, M.A.; Addison, O.; Shepherd, D.E.; Attallah, M.; Grover, L.M.; Cox, S.C. The design of additively manufactured lattices to increase the functionality of medical implants. Mater. Sci. Eng. C 2018, 94, 901–908. [Google Scholar] [CrossRef]
- Li, J.; Yang, Q.; Wei, Y.; Huang, N.; Tao, R. A synergistic design of composite metamaterial with drastically tailorable thermal expansion and Poisson’s ratio. Compos. Struct. 2021, 275, 114446. [Google Scholar] [CrossRef]
- Rahmani, R.; Antonov, M.; Brojan, M. Lightweight 3D printed Ti6Al4V AlSi10Mg hybrid composite for impact resistance and armor piercing shielding. J. Mater. Res. Technol. 2020, 9, 13842–13854. [Google Scholar] [CrossRef]
- Kim, T.; Bae, J.Y.; Lee, N.; Cho, H.H. Hierarchical metamaterials for multispectral camouflage of infrared and microwaves. Adv. Funct. Mater. 2019, 29, 1807319. [Google Scholar] [CrossRef]
- Dudek, K.K.; Gatt, R.; Grima, J.N. 3D composite metamaterial with magnetic inclusions exhibiting negative stiffness and auxetic behavior. Mater. Des. 2020, 187, 108403. [Google Scholar] [CrossRef]
- Li, Z.; Luo, Z.; Zhang, L.C.; Wang, C.H. Topological design of pentamode lattice metamaterials using a ground structure method. Mater. Des. 2021, 202, 109523. [Google Scholar] [CrossRef]
- Zhang, X.; Zheng, Y.; Liu, X.; Lu, W.; Dai, J.; Lei, D.Y.; MacFarlane, D.R. Hierarchical porous plasmonic metamaterials for reproducible ultrasensitive surface-enhanced raman spectroscopy. Adv. Mater. 2015, 27, 1090–1096. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.; Akbarzadeh, A. 3D Hierarchical lattice ferroelectric metamaterials. Int. J. Eng. Sci. 2020, 149, 103247. [Google Scholar] [CrossRef]
- Wu, Q.; Vaziri, A.; Asl, M.E.; Ghosh, R.; Gao, Y.; Wei, X.; Ma, L.; Xiong, J.; Wu, L. Lattice materials with pyramidal hierarchy: Systematic analysis and three dimensional failure mechanism maps. J. Mech. Phys. Solids 2018, 125, 112–144. [Google Scholar] [CrossRef]
- Qin, H.; Yang, D. Vibration reduction design method of metamaterials with negative Poisson’s ratio. J. Mater. Sci. 2019, 54, 14038–14054. [Google Scholar] [CrossRef]
- White, B.C.; Garland, A.; Alberdi, R.; Boyce, B.L. Interpenetrating lattices with enhanced mechanical functionality. Addit. Manuf. 2020, 38, 101741. [Google Scholar] [CrossRef]
- McCaw, J.C.; Cuanurquizo, E. Curved-Layered Additive Manufacturing of non-planar, parametric lattice structures. Mater. Des. 2018, 160, 949–963. [Google Scholar] [CrossRef]
- Oxman, N. Variable property rapid prototyping. Virtual Phys. Prototyp. 2011, 6, 3–31. [Google Scholar] [CrossRef]
- Jin, N.; Yan, Z.; Wang, Y.; Cheng, H.; Zhang, H. Effects of heat treatment on microstructure and mechanical properties of selective laser melted Ti-6Al-4V lattice materials. Int. J. Mech. Sci. 2020, 190, 106042. [Google Scholar] [CrossRef]
- Liu, L.; Yan, J.; Cheng, G. Optimum structure with homogeneous optimum truss-like material. Comput. Struct. 2008, 86, 1417–1425. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, P.; Ludwick, S.; Belski, E.; To, A.C. Natural frequency optimization of 3D printed variable-density honeycomb structure via a homogenization-based approach. Addit. Manuf. 2018, 20, 189–198. [Google Scholar] [CrossRef]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Roshannian, J.; Keshavarz, Z. Efeect of Variable Selection on Multidisciplinary Design Optomization: A Flight Vehicle Example. Chin. J. Aeronaut. 2007, 20, 86–96. [Google Scholar] [CrossRef]
- Cadman, J.E.; Zhou, S.; Chen, Y.; Li, Q. On design of multi-functional microstructural materials. J. Mater. Sci. 2012, 48, 51–66. [Google Scholar] [CrossRef]
- Ufodike, C.O.; Ahmed, M.F.; Dolzyk, G. Additively manufactured biomorphic cellular structures inspired by wood microstructure. J. Mech. Behav. Biomed. Mater. 2021, 123, 104729. [Google Scholar] [CrossRef]
- Ho, J.Y.; Leong, K.C.; Wong, T.N. Additively-manufactured metallic porous lattice heat exchangers for air-side heat transfer enhancement. Int. J. Heat Mass Transf. 2020, 150, 119262. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.; Shidid, D.; Farahbod-Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Sha, Y.; Jiani, L.; Haoyu, C.; Ritchie, R.O.; Jun, X. Design and strengthening mechanisms in hierarchical architected materials processed using additive manufacturing. Int. J. Mech. Sci. 2018, 149, 150–163. [Google Scholar] [CrossRef]
- Chiu, L.N.; Rolfe, B.; Wu, X.; Yan, W. Effect of stiffness anisotropy on topology optimisation of additively manufactured structures. Eng. Struct. 2018, 171, 842–848. [Google Scholar] [CrossRef]
- Haines, M.; Plotkowski, A.; Frederick, C.; Schwalbach, E.; Babu, S. A sensitivity analysis of the columnar-to-equiaxed transition for Ni-based super alloys in electron beam additive manufacturing. Comput. Mater. Sci. 2018, 155, 340–349. [Google Scholar] [CrossRef]
- Moustafa, A.R.; Dinwiddie, R.B.; Pawlowski, A.E.; Splitter, D.A.; Shyam, A.; Cordero, Z.C. Mesostructure and porosity effects on the thermal conductivity of additively manufactured interpenetrating phase composites. Addit. Manuf. 2018, 22, 223–229. [Google Scholar] [CrossRef]
- Juillet, C.; Oudriss, A.; Balmain, J.; Feaugas, X.; Pedraza, F. Characterization and oxidation resistance of additive manufactured and forged IN718 Ni-based superalloys. Corros. Sci. 2018, 142, 266–276. [Google Scholar] [CrossRef]
- Du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Ti6Al4V lightweight lattice structures manufactured by laser powder bed fusion for load-bearing applications. Opt. Laser Technol. 2018, 108, 521–528. [Google Scholar] [CrossRef]
- Xiao, Z.; Yang, Y.; Xiao, R.; Bai, Y.; Song, C.; Wang, D. Evaluation of topology-optimized lattice structures manufactured via selective laser melting. Mater. Des. 2018, 143, 27–37. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, T.; Ren, H.; Maskery, I.; Ashcroft, I. Dynamic compressive response of additively manufactured AlSi10Mg alloy hierarchical honeycomb structures. Compos. Struct. 2018, 195, 45–59. [Google Scholar] [CrossRef]
- Kas, M.; Yilmaz, O. Radially graded porous structure design for laser powder bed fusion additive manufacturing of Ti-6Al-4V alloy. J. Mater. Process. Technol. 2021, 296, 117186. [Google Scholar] [CrossRef]
- Yan, W.; Lian, Y.; Yu, C.; Kafka, O.L.; Liu, Z.; Liu, W.K.; Wagner, G.J. An integrated process–structure–property modeling framework for additive manufacturing. Comput. Methods Appl. Mech. Eng. 2018, 339, 184–204. [Google Scholar] [CrossRef]
- Neff, C.; Hopkinson, N.; Crane, N.B. Experimental and analytical investigation of mechanical behavior of laser-sintered diamond-lattice structures. Addit. Manuf. 2018, 22, 807–816. [Google Scholar] [CrossRef]
- Bellini, C.; Borrelli, R.; Di Cocco, V.; Franchitti, S.; Iacoviello, F.; Sorrentino, L. Titanium lattice structures manufactured by EBM process: Effect of skin material on bending characteristics. Eng. Fract. Mech. 2022, 260, 108180. [Google Scholar] [CrossRef]
- Yang, X.; Barrett, R.A.; Harrison, N.M.; Leen, S.B. A physically-based structure-property model for additively manufactured Ti-6Al-4V. Mater. Des. 2021, 205, 109709. [Google Scholar] [CrossRef]
- Xu, J.; Wu, Y.; Wang, L.; Li, J.; Yang, Y.; Tian, Y.; Gong, Z.; Zhang, P.; Nutt, S.; Yin, S. Compressive properties of hollow lattice truss reinforced honeycombs Honeytubes by additive manufacturing: Patterning and tube alignment effects. Mater. Des. 2018, 156, 446–457. [Google Scholar] [CrossRef]
- Amani, Y.; Dancette, S.; Delroisse, P.; Simar, A.; Maire, E. Compression behavior of lattice structures produced by selective laser melting: X-ray tomography based experimental and finite element approaches. Acta Mater. 2018, 159, 395–407. [Google Scholar] [CrossRef]
- Cyr, E.; Lloyd, A.; Mohammadi, M. Tension-compression asymmetry of additively manufactured Maraging steel. J. Manuf. Process. 2018, 35, 289–294. [Google Scholar] [CrossRef]
- Yang, L.; Yan, C.; Han, C.; Chen, P.; Yang, S.; Shi, Y. Mechanical response of a triply periodic minimal surface cellular structures manufactured by selective laser melting. Int. J. Mech. Sci. 2018, 148, 149–157. [Google Scholar] [CrossRef]
- Alketan, O.; Lee, D.W.; Rowshan, R.; Al-Rub, R.K. Functionally graded and multi-morphology sheet TPMS lattices: Design, manfacturing, and mechanical properties. J. Mech. Behav. Biomed. Mater. 2020, 102, 103520. [Google Scholar] [CrossRef]
- Wang, N.; Meenashisundaram, G.K.; Chang, S.; Fuh, J.Y.; Dheen, S.T.; Kumar, A.S. A comparative investigation on the mechanical properties and cytotoxicity of Cubic, Octet, and TPMS gyroid structures fabricated by selective laser melting of stainless steel 316. J. Mech. Behav. Biomed. Mater. 2022, 129, 105151. [Google Scholar] [CrossRef]
- Novak, N.; Alketan, O.; Borovinšek, M.; Krstulovićopara, L.; Rowshan, R.; Vesenjak, M.; Ren, Z. Development of novel hybrid TPMS cellular latticesand their mechanical characterization. J. Mater. Res. Technol. 2021, 15, 1318–1329. [Google Scholar] [CrossRef]
- Shen, L.; Wang, X.; Li, Z.; Wei, K.; Wang, Z. Elastic properties of an additive manufactured three-dimensional vertex-based hierarchical re-entrant structure. Mater. Des. 2022, 216, 110527. [Google Scholar] [CrossRef]
- Guo, H.; Takezawa, A.; Honda, M.; Kawamura, C.; Kitamura, M. Finite element simulation of the compressive response of additively manufactured lattice structures with large diameters. Comput. Mater. Sci. 2020, 175, 109610. [Google Scholar] [CrossRef]
- Bai, L.; Zhang, J.; Xiong, Y.; Chen, X.; Sun, Y.; Gong, C.; Pu, H.; Wu, X.; Luo, J. Influence of unit cell pose on the mechanical properties of Ti6Al4V lattice structures manufactured by selective laser melting. Addit. Manuf. 2020, 34, 101222. [Google Scholar] [CrossRef]
- Dumas, M.; Terriault, P.; Brailovski, V. Modelling and characterization of a porosity graded lattice structure for additively manufactured biomaterials. Mater. Des. 2017, 121, 383–392. [Google Scholar] [CrossRef]
- Maskery, I.; Sturm, L.; Aremu, A.O.; Panesar, A.; Williams, C.B.; Tuck, C.J.; Wildman, R.D.; Ashcroft, I.; Hague, R.J.M. Insights into the mechanical properties of several triply periodic minimal surface lattice structures made by polymer additive manufacturing. Polymer 2018, 152, 62–71. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of lattice structures: A statistical approach to manufacturability and mechanical behavior. Robot. Comput. Manuf. 2018, 49, 170–180. [Google Scholar] [CrossRef]
- Beevers, E.; Brandão, A.D.; Gumpinger, J.; Gschweitl, M.; Seyfert, C.; Hofbauer, P.; Rohr, T.; Ghidini, T. Fatigue properties and materi-al characteristics of additively manufactured AlSi10Mg—Effect of the contour parameter on the microstructure, density, residual stress, roughness and mechanical properties. Int. J. Fatigue 2018, 117, 148–162. [Google Scholar] [CrossRef]
- Arjunan, A.; Singh, M.; Baroutaji, A.; Wang, C. Additively manufactured AlSi10Mg inherently stable thin and thick-walled lat-tice with negative Poisson’s ratio. Compos. Struct. 2020, 247, 112469. [Google Scholar] [CrossRef]
- Vrána, R.; Jaroš, J.; Koutný, D.; Nosek, J.; Zikmund, T.; Kaiser, J.; Paloušek, D. Contour laser strategy and its benefits for lattice structure manufacturing by selective laser melting technology. J. Manuf. Process. 2022, 74, 640–657. [Google Scholar] [CrossRef]
- Cheng, L.; Liu, J.; Liang, X.; To, A.C. Coupling lattice structure topology optimization with design-dependent feature evolution for additive manufactured heat conduction design. Comput. Methods Appl. Mech. Eng. 2018, 332, 408–439. [Google Scholar] [CrossRef]
- Akram, J.; Chalavadi, P.; Pal, D.; Stucker, B. Understanding grain evolution in additive manufacturing through modeling. Addit. Manuf. 2018, 21, 255–268. [Google Scholar] [CrossRef]
- Sangid, M.D.; Book, T.A.; Naragani, D.; Rotella, J.; Ravi, P.; Finch, A.; Kenesei, P.; Park, J.-S.; Sharma, H.; Almer, J.; et al. Role of heat treatment and build orientation in the microstructure sensitive deformation characteristics of IN718 produced via SLM additive manufacturing. Addit. Manuf. 2018, 22, 479–496. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Q.; Guillemot, G.; Gandin, C.A.; Bellet, M. Numerical modelling of fluid and solid thermomechanics in additive manufacturing by powder-bed fusion: Continuum and level set formulation applied to track- and part-scale simulations. C. R. Méc. 2018, 346, 1055–1071. [Google Scholar] [CrossRef]
- Li, S.; Xin, Y.; Yu, Y.; Wang, Y. Design for additive manufacturing from a force-flow perspective. Mater. Des. 2021, 204, 109664. [Google Scholar] [CrossRef]
- Tamijani, A.Y.; Velasco, S.P.; Alacoque, L. Topological and morphological Design of Additively-Manufacturable Spatially-Varying Periodic Cellular Solids. Mater. Des. 2020, 196, 109155. [Google Scholar] [CrossRef]
- Carré, A.; Museau, M.; Doutre, P.T.; Vignat, F. A method to determine the depowdered height in lattices manufactured by electron beam melting. J. Manuf. Process. 2018, 34, 390–396. [Google Scholar] [CrossRef]
- Liu, P.; Dinwiddie, R.B.; Keum, J.K.; Vasudevan, R.K.; Jesse, S.; Nguyen, N.A.; Lindahl, J.M.; Kunc, V. Rheology, crystal structure, and nanomechanical properties in large-scale additive manufacturing of polyphenylene sulfide/carbon fiber composites. Compos. Sci. Technol. 2018, 168, 263–271. [Google Scholar] [CrossRef]
- Kostadinov, A.; Yan, L.; Teo, A.Q.; O’Neill, G. Slanted and cluttered: Solving deficiencies in SLM-manufactured lattice geometries. Mater. Des. 2021, 211, 110130. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Ma, Y.; Lu, Y.; Shen, C.; Cuiuri, D.; Li, H. Characterization of wire arc additively manufactured titanium aluminide functionally graded material: Microstructure, mechanical properties and oxidation behaviour. Mater. Sci. Eng. A 2018, 734, 110–119. [Google Scholar] [CrossRef]
- Michopoulos, J.G.; Iliopoulos, A.P.; Steuben, J.C.; Birnbaum, A.J.; Lambrakos, S.G. On the multiphysics modeling challenges for metal additive manufacturing processes. Addit. Manuf. 2018, 22, 784–799. [Google Scholar] [CrossRef]
- Dong, G.; Wijaya, G.; Tang, Y.; Zhao, Y.F. Optimizing process parameters of fused deposition modeling by Taguchi method for the fabrication of lattice structures. Addit. Manuf. 2018, 19, 62–72. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Daynes, S.; Zhang, H.; Feih, S.; Wang, M.Y. Design of graded lattice structure with optimized mesostrucures for additive manufacturing. Mater. Des. 2018, 142, 114–123. [Google Scholar] [CrossRef]
- Maskery, I.; Aremu, A.; Parry, L.; Wildman, R.; Tuck, C.; Ashcroft, I. Effective design and simulation of surface-based lattice structures featuring volume fraction and cell type grading. Mater. Des. 2018, 155, 220–232. [Google Scholar] [CrossRef]
- Zhang, L.; Feih, S.; Daynes, S.; Wang, Y.; Wang, M.Y.; Wei, J.; Lu, W.F. Buckling optimization of Kagome lattice cores with free-form trusses. Mater. Des. 2018, 145, 144–155. [Google Scholar] [CrossRef]
- McGregor, D.J.; Tawfick, S.; King, W.P. Automated metrology and geometric analysis of additively manufactured lattice structures. Addit. Manuf. 2019, 28, 535–545. [Google Scholar] [CrossRef]
- Lynch, M.E.; Mordasky, M.; Cheng, L.; To, A. Design, testing, and mechanical behavior of additively manufactured casing with optimized lattice structure. Addit. Manuf. 2018, 22, 462–471. [Google Scholar] [CrossRef]
- Burns, J.; Petrovic, B.; Chandler, D.; Terrani, K.A. Reactor physics phenomena in additively manufactured control elements for the High Flux Isotope Reactor. Ann. Nucl. Energy 2018, 115, 403–414. [Google Scholar] [CrossRef]
- Panesar, A.; Abdi, M.; Hickman, D.; Ashcroft, I. Strategies for functionally graded lattice structures derived using topology optimisation for Additive Manufacturing. Addit. Manuf. 2018, 19, 81–94. [Google Scholar] [CrossRef]
- Do, Q.T.; Nguyen, C.H.; Choi, Y. Homogenization-based optimum design of additively manufactured Voronoi cellular structures. Addit. Manuf. 2021, 45, 102057. [Google Scholar] [CrossRef]
- Chantzis, D.; Liu, X.; Politis, D.J.; Shi, Z.; Wang, L. Design for additive manufacturing of hot stamping dies with improved cooling performance under cyclic loading conditions. Addit. Manuf. 2020, 37, 101720. [Google Scholar] [CrossRef]
- Chaaban, M.; Heider, Y.; Markert, B. Upscaling LBM-TPM simulation approach of Darcy and non-Darcy fluid flow in deformable, heterogeneous porous media. Int. J. Heat Fluid Flow 2020, 83, 108566. [Google Scholar] [CrossRef]
- Peng, J.; Wang, T.; Lin, W.; Wang, J.; See, J.; Wen, S.; Ding, E. TPM: Multiple object tracking with track jet-plane matching. Pattern Recognit. 2020, 107, 107480. [Google Scholar] [CrossRef]
- Fu, J.; Sun, P.; Du, Y.; Li, H.; Zhou, X.; Tian, Q. Isotropic design and mechanical characterization of TPMS-based hollow cellular structures. Compos. Struct. 2022, 279, 114818. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Cao, X.; Duan, S.; Liang, J.; Wen, W.; Fang, D. Mechanical properties of an improved 3D-printed rhombic dodecahedron stainless steel lattice structure of variable cross section. Int. J. Mech. Sci. 2018, 145, 53–63. [Google Scholar] [CrossRef]
- Jansen, M.; Pierard, O. A hybrid density/level set formulation for topology optimization of functionally graded lattice structures. Comput. Struct. 2020, 231, 106205. [Google Scholar] [CrossRef]
- Cheng, L.; Bai, J.; To, A.C. Functionally graded lattice structure topology optimization for the design of additive manufactured components with stress constraints. Comput. Methods Appl. Mech. Eng. 2018, 344, 334–359. [Google Scholar] [CrossRef]
- Robinson, J.; Ashton, I.; Fox, P.; Jones, E.; Sutcliffe, C. Determination of the effect of scan strategy on residual stress in laser powder bed fusion additive manufacturing. Addit. Manuf. 2018, 23, 13–24. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, X.; Sun, Y.; Yang, J.; Chen, R.; Xiong, Y.; Hou, W.; Bai, L. Design of a biomimetic graded TPMS scaffold with quantitatively adjustable pore size. J. Pre-Proofs 2022, 75, 110665. [Google Scholar] [CrossRef]
- Ueno, A.; Guo, H.; Takezawa, A.; Moritoyo, R.; Kitamura, M. Temperature Distribution Design Based on Variable Lattice Density Optimization and Metal Additive Manufacturing. Symmetry 2021, 13, 1194. [Google Scholar] [CrossRef]
- Deng, F.; Nguyen, Q.K.; Zhang, P. Multifunctional liquid metal lattice materials through hybrid design and manufacturing. Addit. Manuf. 2020, 33, 101117. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R.; Young, P. Advanced lattice support structures for metal additive manufacturing. J. Mater. Process. Technol. 2013, 213, 1019–1026. [Google Scholar] [CrossRef]
- Li, D.; Liao, W.; Dai, N.; Dong, G.; Tang, Y.; Xie, Y.M. Optimal design and modeling of gyroid-based functionally graded cellular structures for additive manufacturing. Comput. Des. 2018, 104, 87–99. [Google Scholar] [CrossRef]
- Silva, F.; Campilho, R.; Gouveia, R.; Pinto, G.F.; Baptista, A. A Novel Approach to Optimize the Design of Parts for Additive Manufacturing. Procedia Manuf. 2018, 17, 53–61. [Google Scholar] [CrossRef]
- Takezawa, A.; Yonekura, K.; Koizumi, Y.; Zhang, X.; Kitamura, M. Isotropic Ti–6Al–4V lattice via topology optimization and electron-beam melting. Addit. Manuf. 2018, 22, 634–642. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, J.; Kang, Z. Level set-based topology optimization with overhang constraint: Towards support-free additive manufacturing. Comput. Methods Appl. Mech. Eng. 2018, 339, 591–614. [Google Scholar] [CrossRef]
- Lebaal, N.; Zhang, Y.; Demoly, F.; Roth, S.; Gomes, S.; Bernard, A. Optimised lattice structure configuration for additive manufacturing. CIRP Ann.—Manuf. Technol. 2019, 68, 117–120. [Google Scholar] [CrossRef]
- Daynes, S.; Feih, S. Bio-inspired lattice structure optimisation with strain trajectory aligned trusses. Mater. Des. 2021, 213, 110320. [Google Scholar] [CrossRef]
- Babamiri, B.B.; Askari, H.; Hazeli, K. Deformation mechanisms and post-yielding behavior of additively manufactured lattice structures. Mater. Des. 2020, 188, 108443. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A review of topology optimization for additive manufacturing: Status and challenges. Chin. J. Aeronaut. 2020, 34, 91–110. [Google Scholar] [CrossRef]
- Misiun, G.; Vandeven, E.; Langelaar, M.; Geijselaers, H.; Vankeulen, F.; Vandenboogaard, T.; Ayas, C. Topology Optimization for additive manufacturing with distortion constraints. Comput. Methods Appl. Mech. Eng. 2021, 386, 114095. [Google Scholar] [CrossRef]
- Ferro, C.G.; Varetti, S.; De Pasquale, G.; Maggiore, P. Lattice structured impact absorber with embedded anti-icing system for aircraft wings fabricated with additive SLM process. Mater. Today Commun. 2018, 15, 185–189. [Google Scholar] [CrossRef]
- Hayes, A.; Sethuraman, L.; Dykes, K.; Fingersh, L.J. Structural Optimization of a Direct-Drive Wind Turbine Generator Inspired by Additive Manufacturing. Procedia Manuf. 2018, 26, 740–752. [Google Scholar] [CrossRef]
- Bici, M.; Brischetto, S.; Campana, F.; Ferro, C.G.; Seclì, C.; Varetti, S.; Maggiore, P.; Mazza, A. Development of a multifunctional panel for aero-space use through SLM additive manufacturing. Procedia CIRP 2018, 67, 215–220. [Google Scholar] [CrossRef]
- Tsushima, N.; Tamayama, M.; Arizono, H.; Makihara, K. Geometrically nonlinear aero-elastic characteristics of highly flexible wing fabricated by additive manufacturing. Aerosp. Sci. Technol. 2021, 117, 106923. [Google Scholar] [CrossRef]
- Wang, S.; Jiang, Y.; Hu, J.; Fan, X.; Luo, Z.; Liu, Y.; Liu, L. Efficient Representation and Optimization of TPMS-Based Porous Structures for 3D Heat Dissipation. Comput.-Aided Des. 2022, 142, 103123. [Google Scholar] [CrossRef]
- Icken, T.; Schröder, J.; Bluhm, J.; Maike, S.; Bartel, F. Theoretical formulation and computational aspects of a two-scale homogenization scheme combining the TPM and FE2 method for poro-elastic fluid-saturated porous media. Int. J. Solids Struct. 2022, 241, 111412. [Google Scholar]
- Adamou, A.; Turner, J.; Costall, A.; Jones, A.; Copeland, C. Design, simulation, and validation of additively manufactured high-temperature combustion chambers for micro gas turbines. Energy Convers. Manag. 2021, 248, 114805. [Google Scholar] [CrossRef]
- Arie, M.A.; Shooshtari, A.H.; Ohadi, M.M. Experimental characterization of an additively manufactured heat exchanger for dry cooling of power plants. Appl. Therm. Eng. 2018, 129, 187–198. [Google Scholar] [CrossRef]
- Silbernagel, C.; Ashcroft, I.; Dickens, P.; Galea, M. Electrical resistivity of additively manufactured AlSi10Mg for use in electric motors. Addit. Manuf. 2018, 21, 395–403. [Google Scholar] [CrossRef]
- Raghavendra, S.; Molinari, A.; Fontanari, V.; Luchin, V.; Zappini, G.; Benedetti, M.; Johansson, F.; Klarin, J. Tensile and compression properties of variously arranged porous Ti-6Al-4V additively manufactured structures via SLM. Procedia Struct. Integr. 2018, 13, 149–154. [Google Scholar] [CrossRef]
- Davoodi, E.; Montazerian, H.; Mirhakimi, A.S.; Zhianmanesh, M.; Ibhadode, O.; Shahabad, S.I.; Esmaeilizadeh, R.; Sarikhani, E.; Toor-andaz, S.; Sarabi, S.A.; et al. Additively manufactured metallic biomaterials. Bioact. Mater. 2022, 15, 214–249. [Google Scholar] [CrossRef]
- Kang, J.; Shangguan, H.; Deng, C.; Hu, Y.; Yi, J.; Wang, X.; Zhang, X.; Huang, T. Additive manufacturing driven mold design for castings. Addit. Manuf. 2018, 22, 472–478. [Google Scholar] [CrossRef]
- Weeger, O.; Boddeti, N.; Yeung, S.K.; Kaijima, S.; Dunn, M.L. Digital design and nonlinear simulation for additive manufacturing of soft lattice structures. Addit. Manuf. 2019, 25, 39–49. [Google Scholar] [CrossRef]
- Haq, M.R.U.; Nazir, A.; Jeng, J.Y. Design for additive manufacturing of variable dimension wave springs analyzed using experimental and finite element methods. Addit. Manuf. 2021, 44, 102032. [Google Scholar] [CrossRef]
- Haq, M.R.U.; Nazir, A.; Lin, S.C.; Jeng, J.Y. Design and performance evaluation of multifunctional midsole using functionally gradient wave springs produced using multijet fusion additive manufacturing process. Mater. Today Commun. 2022, 31, 103505. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Type Analysis | References |
|---|---|---|
| Biological cell materials | Different cell deformation and failure modes due to their more vertical cells. In the wall direction, cedar provides the best mechanical performance, and palm gradually deforms and improves the collapse stress. | [25] |
| Metal powder | Excellent properties of Inconel materials and aluminum alloys, combined with geometric self-engineering structures with high strength and stiffness and related machinery. Design data of response, deformation characteristics and failure modes, verification. | [26,27] |
| Structural metal materials | Layered octet truss lattice material, controlling the slenderness ratio of the pillar makes the epitaxial grains grow, thus forming a high texture columnar grain structure, resulting in highly anisotropic mechanical properties. The hierarchical architecture has better performance in terms of stiffness and strength. | [28,29,30] |
| Compound material | Based on the relationship between the structure and thermal conductivity of the composites, the functionally graded composites are designed and the optimal thermal conductivity values are identified. | [31] |
| Performance Study | Correlation Analysis | References |
|---|---|---|
| Modulus of elasticity | Different lattices are designed, and the designed lattice can be applied to a strong load-bearing environment, which is conducive to matching the elastic model of bone. | [33] |
| Energy absorption characteristics | Because the diamond lattice structure has the characteristics of wide-range energy absorption, the elastic limit is increased and the ductility is increased. | [34,35] |
| Modulus of compressibility | The seamless connection between material structure formation and mechanical response model can control the microstructure parameters, resist buckling and achieve higher performance. | [36,37] |
| Poisson’s ratio and elastic limit | The elastic limit of diamond lattice has been increased and its ductility has been greatly improved. | [38] |
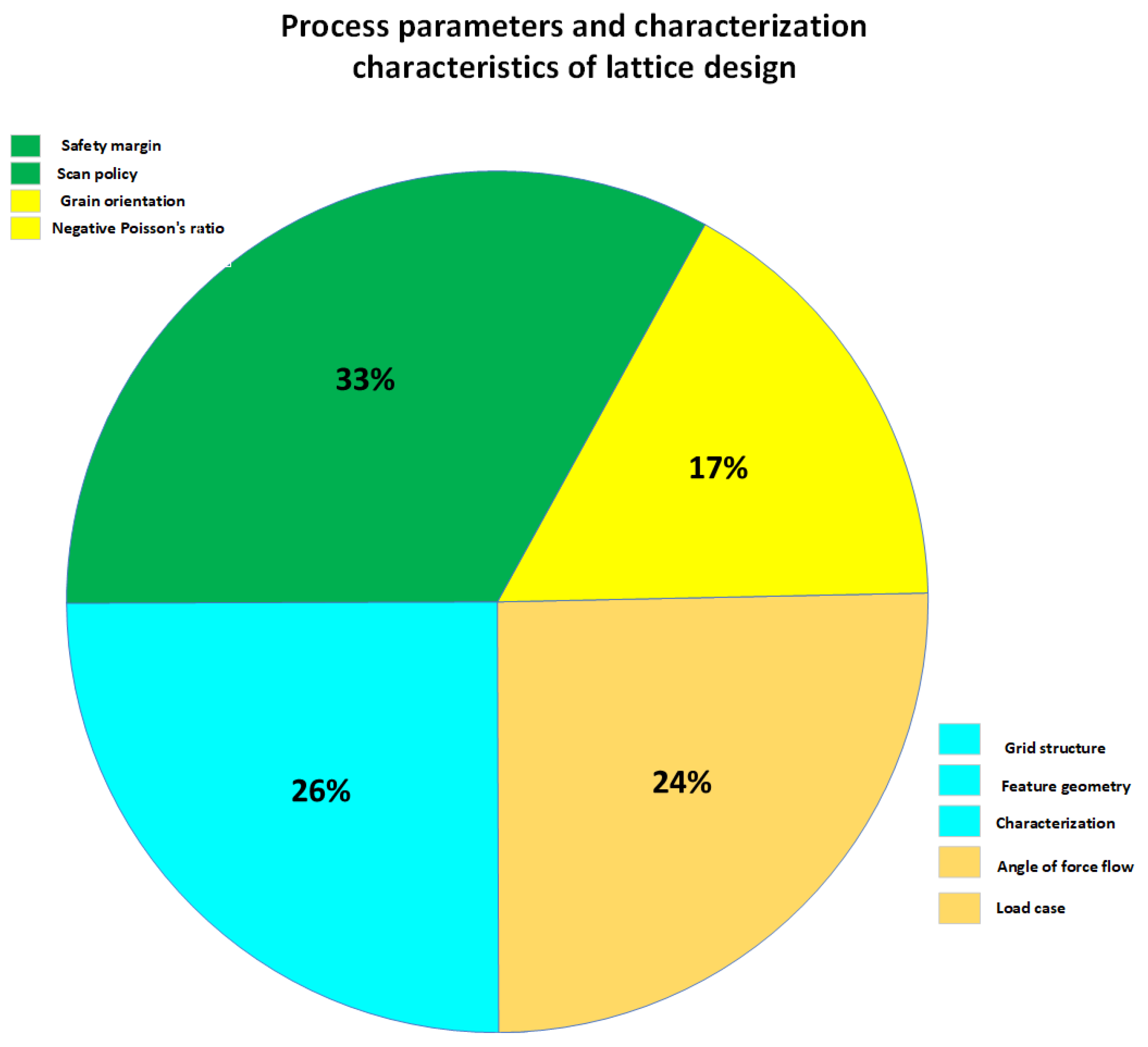
| Level Analysis | Related Research | References |
|---|---|---|
| Process parameters | For the dimensional accuracy and mechanical properties of honeycomb lattice structure manufactured by adding materials, the process parameters should be carefully controlled to obtain the required mechanical properties. | [49,50] |
| Safety margin | The relationship between process parameters and final performance, finding defects, understanding design and performance optimization, and improving fatigue performance. | [51] |
| Boundary condition | The parallel optimization of mesh filling and design-related movable features, the parameter level set function is used to represent the movable feature geometry, and the thermal boundary conditions are applied implicitly to analyze and provide effective sensitivity information. | [55,56] |
| Characterization | The grain morphology, coherent twin formation and precipitation structure of characterization, and the anisotropy of construction direction and strength characteristic value | [57] |
| Density Optimization | Optimization Study | References |
|---|---|---|
| Unit density | The mesh-based part design method adjusts the local element density for topology optimization. | [76] |
| Variable density | The variable density model is manufactured and verified by finite element analysis and experiments. The natural frequency and weight are significantly improved. | [77,78] |
| Grid density | By changing the mesh density, the explicit correlation between the control parameters and the equivalent elastic constants is described by polynomial function. Finally, the bearing capacity of the gradient mesh structure based on density is improved. | [79] |
| Topological optimization | The weight-specific stiffness and energy absorption capacity of the traditional dome commonly used as the core of the sandwich plate are combined with the lattice structure by using the topology optimization method of homogenization and gradient. | [80] |
| Geometric Characteristic | Design Analysis | References |
|---|---|---|
| Optimize geometry | Optimize global structure and small-scale mesostructure and change the overall distribution. | [85] |
| Gradient structure optimization | In the process of gradient structure optimization, the geometric characteristics of the structure are analyzed, and the connection of the structure is optimized. | [86] |
| Microstructure optimization | Density mapping and interpolation methods are used to optimize the structure, which is mapped to the parametric body of revolution structure to obtain the best lightweight lattice structure with varying density. | [87,88,89] |
| Mesh optimization | The parameters, topological distribution and variable density parameters of grid elements are optimized to obtain the quality of structural design and computational efficiency. | [90,91] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Tian, Z.; Yang, G.; Zhang, H.; Xue, Z.; Yan, H.; Ji, Y. Considerations for the Variable Density Lattice Structure of Additive Manufacturing: A Review. Sustainability 2022, 14, 11404. https://doi.org/10.3390/su141811404
Zhang X, Tian Z, Yang G, Zhang H, Xue Z, Yan H, Ji Y. Considerations for the Variable Density Lattice Structure of Additive Manufacturing: A Review. Sustainability. 2022; 14(18):11404. https://doi.org/10.3390/su141811404
Chicago/Turabian StyleZhang, Xinju, Zhenlu Tian, Guang Yang, Hao Zhang, Zhanpu Xue, Haipeng Yan, and Yunguang Ji. 2022. "Considerations for the Variable Density Lattice Structure of Additive Manufacturing: A Review" Sustainability 14, no. 18: 11404. https://doi.org/10.3390/su141811404
APA StyleZhang, X., Tian, Z., Yang, G., Zhang, H., Xue, Z., Yan, H., & Ji, Y. (2022). Considerations for the Variable Density Lattice Structure of Additive Manufacturing: A Review. Sustainability, 14(18), 11404. https://doi.org/10.3390/su141811404