
A Comprehensive Review on Recent Advancements in Thermochemical Processes for Clean Hydrogen Production to Decarbonize the Energy Sector



Abstract
1. Introduction
2. Thermochemical Technologies for Hydrogen Production
2.1. Partial Oxidation Method
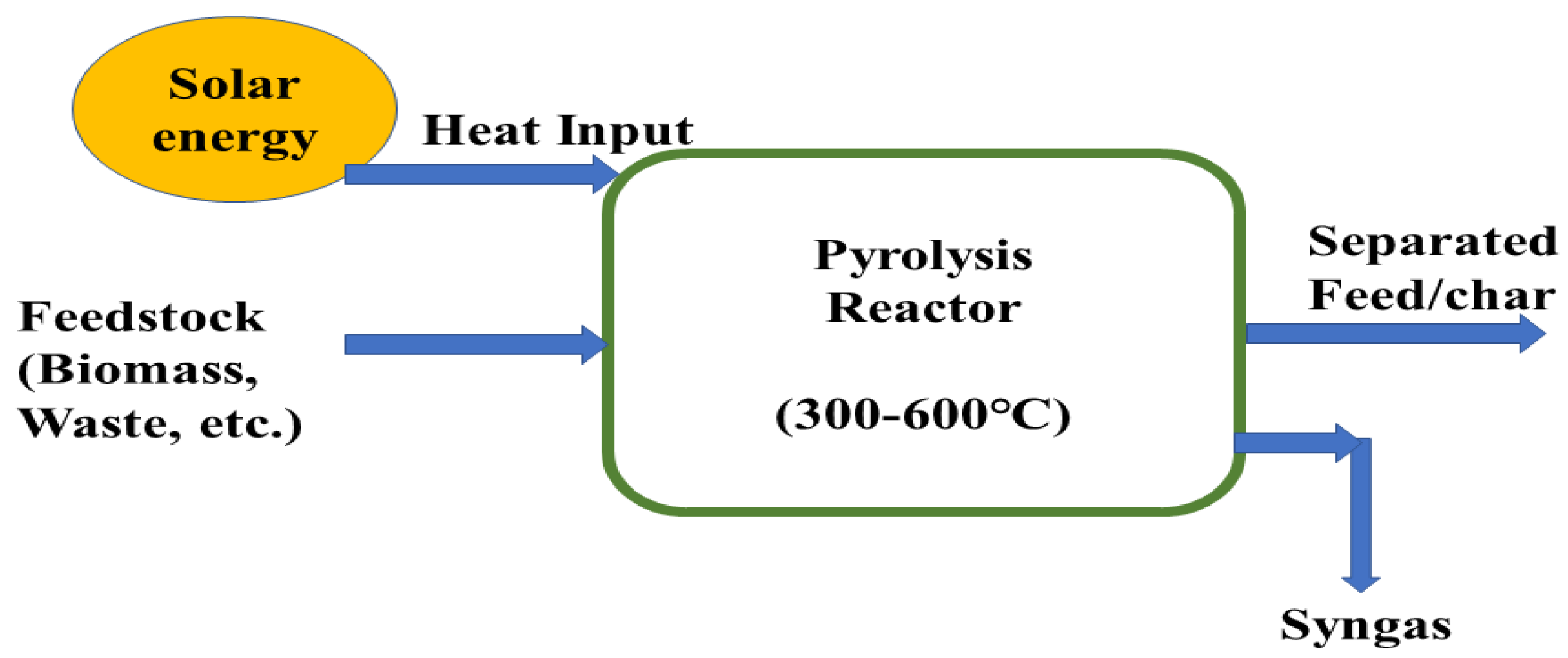
2.2. Pyrolysis of Biomass
2.2.1. Plasma Pyrolysis of Biomass
2.2.2. Microwave-Assisted Pyrolysis of Biomass
2.2.3. Solar Pyrolysis of Biomass
2.2.4. Molten Salt Pyrolysis
2.2.5. Catalytic Pyrolysis of Biomass
2.2.6. Vacuum Pyrolysis of Biomass/Waste Material
2.2.7. Co-Pyrolysis
2.3. Gasification of Biomass
2.3.1. Gasification Integrated with Pyrolysis
2.3.2. Thermal Plasma Gasification
2.3.3. Torrefaction Pretreated Gasification of Biomass and Waste Material
2.3.4. Catalytic Gasification of Biomass
2.3.5. Sorption Enhanced Gasification of Biomass
2.3.6. Autothermal Gasification of Biomass
2.4. Thermal Plasma Technologies
2.4.1. Conventional Plasma Reforming
2.4.2. Plasma Catalysis Process for Hydrogen Production
2.5. Steam Methane Reforming
2.6. Sorption-Enhanced Steam Methane Reforming (SESMR)
2.7. Oxidative Steam Methane Reforming or Autothermal Reforming
2.8. CO2 Dry Reforming of Methane (CH4)
2.9. Chemical Looping Combustion (CLC)
2.10. Chemical-Looping Steam Methane Reforming
2.11. Sorption Enhanced Chemical Looping Steam Reforming
3. Recent Carbon Capture and Greenhouse Gas Utilization Routes in Hydrogen Production Technologies
4. Comparison of Different Thermochemical H2 Production Technologies
5. Future Potential
6. Conclusions
Funding
Conflicts of Interest
Abbreviations
| ATR | Autothermal Reforming |
| CLC | Chemical Looping Combustion |
| CLSR | Chemical Looping Steam Reforming |
| DBD | Dielectric Barrier Discharge |
| ET-PSA | Elevated Temperature Pressure Swing Adsorption |
| GAD | Gliding Arc Discharge |
| HDPE | High-Density Polyethylene |
| LDH | Layered Double Hydroxide |
| LDO | Layered Double Oxide |
| MD | Microwave Discharge |
| NPT | Non-Thermal Plasma |
| PASR | Plasma Assisted Steam Reforming |
| POX | Partial Oxidation |
| PSA | Pressure-Swing Adsorption |
| SD | Spark Discharge |
| SECLSR | Sorption-Enhanced Chemical Looping Steam Reforming |
| SESMR | Sorption-Enhanced Steam Methane Reforming |
| SMR | Steam Methane Reforming |
| WGS | Water Gas Shift |
References
- United Nations Department for Economic and Social Affairs. World Population Prospects 2019: Highlights; United Nations Department for Economic and Social Affairs: New York, NY, USA, 2019; Volume 11, p. 125. [Google Scholar]
- Zhang, J. Techno-Economic Analysis and Optimization of Distributed Energy Systems. Ph.D. Thesis, Mississippi State University, Stackwelly, MS, USA, 2018. [Google Scholar]
- Alanne, K.; Cao, S. An overview of the concept and technology of ubiquitous energy. Appl. Energy 2019, 238, 284–302. [Google Scholar] [CrossRef]
- Helm, D. The future of fossil fuels—Is it the end? Oxf. Rev. Econ. Policy 2016, 32, 191–205. [Google Scholar] [CrossRef]
- Michaelides, E.E. A New Model for the Lifetime of Fossil Fuel Resources. Nat. Resour. Res. 2016, 26, 161–175. [Google Scholar] [CrossRef]
- Dicks, A.L.; Rand, D.A.J. Fuel Cell Systems Explained; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- Tian, Y. Grid-Connected Energy Storage Systems: Benefits, Planning and Operation. Ph.D. Thesis, Michigan State University, East Lansing, MI, USA, 2018. [Google Scholar]
- Jacobson, M.Z. Control of fossil-fuel particulate black carbon and organic matter, possibly the most effective method of slowing global warming. J. Geophys. Res. Atmos. 2002, 107, ACH 16-1–ACH 16-22. [Google Scholar] [CrossRef]
- Abbasi, T.; Abbasi, S.A. Decarbonization of fossil fuels as a strategy to control global warming. Renew. Sustain. Energy Rev. 2011, 15, 1828–1834. [Google Scholar] [CrossRef]
- Wigley, T.M.L. Could reducing fossil-fuel emissions cause global warming? Nature 1991, 349, 503–506. [Google Scholar] [CrossRef]
- Yin, Y.; Bowman, K.; Bloom, A.A.; Worden, J. Detection of fossil fuel emission trends in the presence of natural carbon cycle variability. Environ. Res. Lett. 2019, 14, 084050. [Google Scholar] [CrossRef]
- Abbasi, T.; Premalatha, M.; Abbasi, S.A. The return to renewables: Will it help in global warming control? Renew. Sustain. Energy Rev. 2011, 15, 891–894. [Google Scholar] [CrossRef]
- Winter, R.A. Innovation and the dynamics of global warming. J. Environ. Econ. Manag. 2014, 68, 124–140. [Google Scholar] [CrossRef]
- Dincer, I.; Acar, C. A review on clean energy solutions for better sustainability. Int. J. Energy Res. 2015, 39, 585–606. [Google Scholar] [CrossRef]
- Olabi, A.G. Energy quadrilemma and the future of renewable energy. Energy 2016, 108, 1–6. [Google Scholar] [CrossRef]
- Gielen, D.; Boshell, F.; Saygin, D.; Bazilian, M.D.; Wagner, N.; Gorini, R. The role of renewable energy in the global energy transformation. Energy Strategy Rev. 2019, 24, 38–50. [Google Scholar] [CrossRef]
- Panwar, N.L.; Kaushik, S.C.; Kothari, S. Role of renewable energy sources in environmental protection: A review. Renew. Sustain. Energy Rev. 2011, 15, 1513–1524. [Google Scholar] [CrossRef]
- Moriarty, P.; Honnery, D. What is the global potential for renewable energy? Renew. Sustain. Energy Rev. 2012, 16, 244–252. [Google Scholar] [CrossRef]
- Chang, J.; Leung, D.Y.C.; Wu, C.Z.; Yuan, Z.H. A review on the energy production, consumption, and prospect of renewable energy in China. Renew. Sustain. Energy Rev. 2003, 7, 453–468. [Google Scholar] [CrossRef]
- Elliott, D. Renewable Energy in the UK: Past, Present and Future; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Frey, G.W.; Linke, D.M. Hydropower as a renewable and sustainable energy resource meeting global energy challenges in a reasonable way. Energy Policy 2002, 30, 1261–1265. [Google Scholar] [CrossRef]
- Batel, S. Research on the social acceptance of renewable energy technologies: Past, present and future. Energy Res. Soc. Sci. 2020, 68, 101544. [Google Scholar] [CrossRef]
- Stram, B.N. Key challenges to expanding renewable energy. Energy Policy 2016, 96, 728–734. [Google Scholar] [CrossRef]
- Sen, S.; Ganguly, S.; Das, A.; Sen, J.; Dey, S. Renewable energy scenario in India: Opportunities and challenges. J. Afr. Earth Sci. 2016, 122, 25–31. [Google Scholar] [CrossRef]
- Eissa, M.M. Challenges and novel solution for wide-area protection due to renewable sources integration into smart grid: An extensive review. IET Renew. Power Gener. 2018, 12, 1843–1853. [Google Scholar] [CrossRef]
- Murdoch University Research Repository. Fast Track to Renewables: Low Emission Electricity for South West Australia by 2030. Available online: https://researchrepository.murdoch.edu.au/id/eprint/36358/ (accessed on 29 June 2022).
- Beshr, E.H.; Abdelghany, H.; Eteiba, M. Novel optimization technique of isolated microgrid with hydrogen energy storage. PLoS ONE 2018, 13, e0193224. [Google Scholar] [CrossRef]
- Colbertaldo, P.; Agustin, S.B.; Campanari, S.; Brouwer, J. Impact of hydrogen energy storage on California electric power system: Towards 100% renewable electricity. Int. J. Hydrogen Energy 2019, 44, 9558–9576. [Google Scholar] [CrossRef]
- Ahmad, M.S.; Ali, M.S.; Rahim, N.A. Hydrogen energy vision 2060, Hydrogen as energy Carrier in Malaysian primary energy mix—Developing P2G case. Energy Strategy Rev. 2021, 35, 100632. [Google Scholar] [CrossRef]
- Shi, L.; Qi, S.; Qu, J.; Che, T.; Yi, C.; Yang, B. Integration of hydrogenation and dehydrogenation based on dibenzyltoluene as liquid organic hydrogen energy carrier. Int. J. Hydrogen Energy 2019, 44, 5345–5354. [Google Scholar] [CrossRef]
- Abe, J.O.; Popoola, A.P.I.; Ajenifuja, E.; Popoola, O.M. Hydrogen energy, economy and storage: Review and recommendation. Int. J. Hydrogen Energy 2019, 44, 15072–15086. [Google Scholar] [CrossRef]
- Baroutaji, A.; Wilberforce, T.; Ramadan, M.; Olabi, A.G. Comprehensive investigation on hydrogen and fuel cell technology in the aviation and aerospace sectors. Renew. Sustain. Energy Rev. 2019, 106, 31–40. [Google Scholar] [CrossRef]
- Manoharan, Y.; Hosseini, S.E.; Butler, B.; Alzhahrani, H.; Senior, B.T.F.; Ashuri, T.; Krohn, J. Hydrogen Fuel Cell Vehicles; Current Status and Future Prospect. Appl. Sci. 2019, 9, 2296. [Google Scholar] [CrossRef]
- Sorgulu, F.; Dincer, I. A renewable source based hydrogen energy system for residential applications. Int. J. Hydrogen Energy 2018, 43, 5842–5851. [Google Scholar] [CrossRef]
- Yue, M.; Lambert, H.; Pahon, E.; Roche, R.; Jemei, S.; Hissel, D. Hydrogen energy systems: A critical review of technologies, applications, trends and challenges. Renew. Sustain. Energy Rev. 2021, 146, 111180. [Google Scholar] [CrossRef]
- Ozturk, M.; Dincer, I. Life cycle assessment of hydrogen-based electricity generation in place of conventional fuels for residential buildings. Int. J. Hydrogen Energy 2020, 45, 26536–26544. [Google Scholar] [CrossRef]
- Jahangiri, M.; Soulouknga, M.H.; Bardei, F.K.; Shamsabadi, A.A.; Akinlabi, E.T.; Sichilalu, S.M. Techno-econo-environmental optimal operation of grid-wind-solar electricity generation with hydrogen storage system for domestic scale, case study in Chad. Int. J. Hydrogen Energy 2019, 44, 28613–28628. [Google Scholar] [CrossRef]
- Minutillo, M.; Perna, A.; Sorce, A. Combined hydrogen, heat and electricity generation via biogas reforming: Energy and economic assessments. Int. J. Hydrogen Energy 2019, 44, 23880–23898. [Google Scholar] [CrossRef]
- Ayodele, T.R.; Alao, M.A.; Ogunjuyigbe, A.S.O.; Munda, J.L. Electricity generation prospective of hydrogen derived from biogas using food waste in south-western Nigeria. Biomass Bioenergy 2019, 127, 105291. [Google Scholar] [CrossRef]
- Endo, N.; Shimoda, E.; Goshome, K.; Yamane, T.; Nozu, T.; Maeda, T. Simulation of design and operation of hydrogen energy utilization system for a zero emission building. Int. J. Hydrogen Energy 2019, 44, 7118–7124. [Google Scholar] [CrossRef]
- Endo, N.; Shimoda, E.; Goshome, K.; Yamane, T.; Nozu, T.; Maeda, T. Construction and operation of hydrogen energy utilization system for a zero emission building. Int. J. Hydrogen Energy 2019, 44, 14596–14604. [Google Scholar] [CrossRef]
- Gao, J.; Xing, S.; Tian, G.; Ma, C.; Zhao, M.; Jenner, P. Numerical simulation on the combustion and NOx emission characteristics of a turbocharged opposed rotary piston engine fuelled with hydrogen under wide open throttle conditions. Fuel 2021, 285, 119210. [Google Scholar] [CrossRef]
- Knop, V.; Benkenida, A.; Jay, S.; Colin, O. Modelling of combustion and nitrogen oxide formation in hydrogen-fuelled internal combustion engines within a 3D CFD code. Int. J. Hydrogen Energy 2008, 33, 5083–5097. [Google Scholar] [CrossRef]
- Acar, C.; Dincer, I. Comparative assessment of hydrogen production methods from renewable and non-renewable sources. Int. J. Hydrogen Energy 2014, 39, 1–12. [Google Scholar] [CrossRef]
- Davidian, T.; Guilhaume, N.; Iojoiu, E.; Provendier, H.; Mirodatos, C. Hydrogen production from crude pyrolysis oil by a sequential catalytic process. Appl. Catal. B 2007, 73, 116–127. [Google Scholar] [CrossRef]
- Tanksale, A.; Beltramini, J.N.; Lu, G.Q.M. A review of catalytic hydrogen production processes from biomass. Renew. Sustain. Energy Rev. 2010, 14, 166–182. [Google Scholar] [CrossRef]
- Nikolaidis, P.; Poullikkas, A. A comparative overview of hydrogen production processes. Renew. Sustain. Energy Rev. 2017, 67, 597–611. [Google Scholar] [CrossRef]
- Guran, S. Thermochemical conversion of biomass. In Green Energy Technology; Springer: Berlin/Heidelberg, Germany, 2020; pp. 159–194. [Google Scholar] [CrossRef]
- Patil, K.; Bhoi, P.; Huhnke, R.; Bellmer, D. Biomass downdraft gasifier with internal cyclonic combustion chamber: Design, construction, and experimental results. Bioresour. Technol. 2011, 102, 6286–6290. [Google Scholar] [CrossRef] [PubMed]
- Waheed, Q.M.K.; Williams, P.T. Hydrogen Production from High Temperature Pyrolysis/Steam Reforming of Waste Biomass: Rice Husk, Sugar Cane Bagasse, and Wheat Straw. Energy Fuels 2013, 27, 6695–6704. [Google Scholar] [CrossRef]
- Chen, T.; Wu, C.; Liu, R. Steam reforming of bio-oil from rice husks fast pyrolysis for hydrogen production. Bioresour. Technol. 2011, 102, 9236–9240. [Google Scholar] [CrossRef]
- Bhoi, P.R.; Rahman, M.H. Hydrocarbons recovery through catalytic pyrolysis of compostable and recyclable waste plastics using a novel desk-top staged reactor. Environ. Technol. Innov. 2022, 27, 102453. [Google Scholar] [CrossRef]
- Pathak, B.S.; Patel, S.R.; Bhave, A.G.; Bhoi, P.R.; Sharma, A.M.; Shah, N.P. Performance evaluation of an agricultural residue-based modular throat-type down-draft gasifier for thermal application. Biomass Bioenergy 2008, 32, 72–77. [Google Scholar] [CrossRef]
- Voldsund, M.; Jordal, K.; Anantharaman, R. Hydrogen production with CO2 capture. Int. J. Hydrogen Energy 2016, 41, 4969–4992. [Google Scholar] [CrossRef]
- Zhu, X.; Li, S.; Shi, Y.; Cai, N. Recent advances in elevated-temperature pressure swing adsorption for carbon capture and hydrogen production. Prog. Energy Combust. Sci. 2019, 75, 100784. [Google Scholar] [CrossRef]
- Chisalita, D.A.; Cormos, C.C. Techno-economic assessment of hydrogen production processes based on various natural gas chemical looping systems with carbon capture. Energy 2019, 181, 331–344. [Google Scholar] [CrossRef]
- Gunawan, A.; Singh, A.K. A solar thermal sorption-enhanced steam methane reforming (SE-SMR) approach and its performance assessment. Sustain. Energy Technol. Assess. 2022, 52, 102036. [Google Scholar] [CrossRef]
- Zhao, M.; Memon, M.Z.; Ji, G.; Yang, X.; Vuppaladadiyam, A.K.; Song, Y. Alkali metal bifunctional catalyst-sorbents enabled biomass pyrolysis for enhanced hydrogen production. Renew. Energy 2020, 148, 168–175. [Google Scholar] [CrossRef]
- Shell, D.E. Shell Hydrogen Study and Research. Available online: https://www.shell.de/ueber-uns/newsroom/shell-wasserstoffstudie.html#vanity-aHR0cHM6Ly93d3cuc2hlbGwuZGUvbWVkaWVuL3NoZWxsLXB1Ymxpa2F0aW9uZW4vc2hlbGwtaHlkcm9nZW4tc3R1ZHkuaHRtbA (accessed on 6 July 2022).
- Muritala, I.K.; Compart, F.; Seifert, P.; Meyer, B. Distribution of trace components downstream of autothermal gas reforming processes. Fuel Process. Technol. 2017, 168, 152–163. [Google Scholar] [CrossRef]
- Guiberti, T.F.; Garnier, C.; Scouflaire, P.; Caudal, J.; Labegorre, B.; Schuller, T. Experimental and numerical analysis of non-catalytic partial oxidation and steam reforming of CH4/O2/N2/H2O mixtures including the impact of radiative heat losses. Int. J. Hydrogen Energy 2016, 41, 8616–8626. [Google Scholar] [CrossRef]
- Richter, A.; Seifert, P.; Compart, F.; Tischer, P.; Meyer, B. A large-scale benchmark for the CFD modeling of non-catalytic reforming of natural gas based on the Freiberg test plant HP POX. Fuel 2015, 152, 110–121. [Google Scholar] [CrossRef]
- Xu, Y.; Dai, Z.; Li, C.; Li, X.; Zhou, Z.; Yu, G. Numerical simulation of natural gas non-catalytic partial oxidation reformer. Int. J. Hydrogen Energy 2014, 39, 9149–9157. [Google Scholar] [CrossRef]
- Guo, W.; Wu, Y.; Dong, L.; Chen, C.; Wang, F. Simulation of non-catalytic partial oxidation and scale-up of natural gas reformer. Fuel Process. Technol. 2012, 98, 45–50. [Google Scholar] [CrossRef]
- Ren, C.; Ge, Z.; Zhao, M.; Wang, R.; Huang, L.; Guo, L. Experimental investigation on supercritical water partial oxidation of ethanol: Explore the way to complete gasification of ethanol. Fuel 2022, 307, 121804. [Google Scholar] [CrossRef]
- Demirbaş, A. Biomass resource facilities and biomass conversion processing for fuels and chemicals. Energy Convers. Manag. 2001, 42, 1357–1378. [Google Scholar] [CrossRef]
- Parthasarathy, P.; Narayanan, K.S. Hydrogen production from steam gasification of biomass: Influence of process parameters on hydrogen yield—A review. Renew. Energy 2014, 66, 570–579. [Google Scholar] [CrossRef]
- Demirbaş, A. Analysis of Liquid Products from Biomass via Flash Pyrolysis. Energy Sources 2002, 24, 337–345. [Google Scholar] [CrossRef]
- Chen, X.; Yang, H.; Chen, Y.; Chen, W.; Lei, T.; Zhang, W. Catalytic fast pyrolysis of biomass to produce furfural using heterogeneous catalysts. J. Anal. Appl. Pyrolysis 2017, 127, 292–298. [Google Scholar] [CrossRef]
- Choi, Y.S.; Choi, S.K.; Kim, S.J.; Jeong, Y.W.; Soysa, R.; Rahman, T. Fast pyrolysis of coffee ground in a tilted-slide reactor and characteristics of biocrude oil. Environ. Prog. Sustain. Energy 2017, 36, 655–661. [Google Scholar] [CrossRef]
- Arregi, A.; Lopez, G.; Amutio, M.; Barbarias, I.; Bilbao, J.; Olazar, M. Hydrogen production from biomass by continuous fast pyrolysis and in-line steam reforming. RSC Adv. 2016, 6, 25975–25985. [Google Scholar] [CrossRef]
- Guerrero, M.R.B.; Salinas Gutiérrez, J.M.; Meléndez Zaragoza, M.J.; López Ortiz, A.; Collins-Martínez, V. Optimal slow pyrolysis of apple pomace reaction conditions for the generation of a feedstock gas for hydrogen production. Int. J. Hydrogen Energy 2016, 41, 23232–23237. [Google Scholar] [CrossRef]
- Duman, G.; Uddin, M.A.; Yanik, J. Hydrogen production from algal biomass via steam gasification. Bioresour. Technol. 2014, 166, 24–30. [Google Scholar] [CrossRef] [PubMed]
- Demirbaş, A. Yields of hydrogen-rich gaseous products via pyrolysis from selected biomass samples. Fuel 2001, 80, 1885–1891. [Google Scholar] [CrossRef]
- Matras, J.; Niewiadomski, M.; Ruppert, A.; Grams, J. Activity of Ni catalysts for hydrogen production via biomass pyrolysis. Kinet. Catal. 2012, 53, 565–569. [Google Scholar] [CrossRef]
- Basu, P. Pyrolysis and torrefaction. In Biomass Gasification and Pyrolisis: Practical Design and Theory, 1st ed.; Zanol, R., Ed.; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Bhoi, P.R.; Huhnke, R.L.; Kumar, A.; Payton, M.E.; Patil, K.N.; Whiteley, J.R. Vegetable oil as a solvent for removing producer gas tar compounds. Fuel Process. Technol. 2015, 133, 97–104. [Google Scholar] [CrossRef]
- Bhoi, P.R.; Huhnke, R.L.; Kumar, A.; Patil, K.N.; Whiteley, J.R. Design and development of a bench scale vegetable oil based wet packed bed scrubbing system for removing producer gas tar compounds. Fuel Process. Technol. 2015, 134, 243–250. [Google Scholar] [CrossRef]
- Yuan, H.; Wu, S.; Yin, X.; Huang, Y.; Guo, D.; Wu, C. Adjustment of biomass product gas to raise H2/CO ratio and remove tar over sodium titanate catalysts. Renew. Energy 2018, 115, 288–298. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Liang, D.T.; Zheng, C. Pyrolysis of palm oil wastes for enhanced production of hydrogen rich gases. Fuel Process. Technol. 2006, 87, 935–942. [Google Scholar] [CrossRef]
- Gomez-Rueda, Y.; Zaini, I.N.; Yang, W.; Helsen, L. Thermal tar cracking enhanced by cold plasma—A study of naphthalene as tar surrogate. Energy Convers. Manag. 2020, 208, 112540. [Google Scholar] [CrossRef]
- Dave, P.N.; Joshi, A.K. Plasma pyrolysis and gasification of plastics waste—A review. J. Sci. Ind. Res. 2010, 69, 177–179. [Google Scholar]
- Piel, A. Plasma Physics: An Introduction to Laboratory, Space, and Fusion Plasmas; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Gitzhofer, F. A review on plasma technologies applied to thermo-chemical biomass conversion. In Proceedings of the 2015 Engineering Conferences International, Chania, Greece, 27 September–2 October 2015. [Google Scholar]
- Tang, L.; Huang, H. Plasma Pyrolysis of Biomass for Production of Syngas and Carbon Adsorbent. Energy Fuels 2005, 19, 1174–1178. [Google Scholar] [CrossRef]
- Zhao, Z.; Huang, H.; Wu, C.; Li, H.; Chen, Y. Biomass Pyrolysis in an Argon/Hydrogen Plasma Reactor. Eng. Life Sci. 2001, 1, 197–199. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, P.; Liu, S.; Fan, L.; Zhou, N.; Min, M. Microwave-Assisted Pyrolysis of Biomass for Bio-Oil Production. Pyrolysis 2017. [Google Scholar] [CrossRef]
- Borges, F.C.; Du, Z.; Xie, Q.; Trierweiler, J.O.; Cheng, Y.; Wan, Y. Fast microwave assisted pyrolysis of biomass using microwave absorbent. Bioresour. Technol. 2014, 156, 267–274. [Google Scholar] [CrossRef]
- Jimenez, G.D.; Monti, T.; Titman, J.J.; Hernandez-Montoya, V.; Kingman, S.W.; Binner, E.R. New insights into microwave pyrolysis of biomass: Preparation of carbon-based products from pecan nutshells and their application in wastewater treatment. J. Anal. Appl. Pyrolysis 2017, 124, 113–121. [Google Scholar] [CrossRef]
- al Shra’Ah, A.; Helleur, R. Microwave pyrolysis of cellulose at low temperature. J. Anal. Appl. Pyrolysis 2014, 105, 91–99. [Google Scholar] [CrossRef]
- Pozzobon, V.; Salvador, S.; Bézian, J.J.; El-Hafi, M.; le Maoult, Y.; Flamant, G. Radiative pyrolysis of wet wood under intermediate heat flux: Experiments and modelling. Fuel Process. Technol. 2014, 128, 319–330. [Google Scholar] [CrossRef]
- Nzihou, A.; Flamant, G.; Stanmore, B. Synthetic fuels from biomass using concentrated solar energy—A review. Energy 2012, 42, 121–131. [Google Scholar] [CrossRef]
- Li, R.; Zeng, K.; Soria, J.; Mazza, G.; Gauthier, D.; Rodriguez, R. Product distribution from solar pyrolysis of agricultural and forestry biomass residues. Renew. Energy 2016, 89, 27–35. [Google Scholar] [CrossRef]
- Sánchez, M.; Clifford, B.; Nixon, J.D. Modelling and evaluating a solar pyrolysis system. Renew. Energy 2018, 116, 630–638. [Google Scholar] [CrossRef]
- He, X.; Zeng, K.; Xie, Y.; Flamant, G.; Yang, H.; Yang, X. The effects of temperature and molten salt on solar pyrolysis of lignite. Energy 2019, 181, 407–416. [Google Scholar] [CrossRef]
- Jiang, H.; Ai, N.; Wang, M.; Ji, D.; Ji, A. Experimental Study on Thermal Pyrolysis of Biomass in Molten Salt Media. Electrochemistry 2009, 77, 730–735. [Google Scholar] [CrossRef]
- Hathaway, B.J.; Honda, M.; Kittelson, D.B.; Davidson, J.H. Steam gasification of plant biomass using molten carbonate salts. Energy 2013, 49, 211–217. [Google Scholar] [CrossRef]
- Rizkiana, J.; Guan, G.; Widayatno, W.B.; Hao, X.; Wang, Z.; Zhang, Z. Oil production from mild pyrolysis of low-rank coal in molten salts media. Appl. Energy 2015, 154, 944–950. [Google Scholar] [CrossRef]
- Wei, Y.; Tang, J.; Xie, J.; Shen, C. Molten alkali carbonates pyrolysis of digestate for phenolic productions. J. Clean. Prod. 2019, 225, 143–151. [Google Scholar] [CrossRef]
- Ong, H.C.; Chen, W.H.; Farooq, A.; Gan, Y.Y.; Lee, K.T.; Ashokkumar, V. Catalytic thermochemical conversion of biomass for biofuel production: A comprehensive review. Renew. Sustain. Energy Rev. 2019, 113, 109266. [Google Scholar] [CrossRef]
- Zeng, K.; Li, J.; Xie, Y.; Yang, H.; Yang, X.; Zhong, D. Molten salt pyrolysis of biomass: The mechanism of volatile reforming and pyrolysis. Energy 2020, 213, 118801. [Google Scholar] [CrossRef]
- Adinberg, R.; Epstein, M.; Karni, J. Solar Gasification of Biomass: A Molten Salt Pyrolysis Study. J. Sol. Energy Eng. 2004, 126, 850–857. [Google Scholar] [CrossRef]
- Rahman, M.H.; Bhoi, P.R.; Saha, A.; Patil, V.; Adhikari, S. Thermo-catalytic co-pyrolysis of biomass and high-density polyethylene for improving the yield and quality of pyrolysis liquid. Energy 2021, 225, 120231. [Google Scholar] [CrossRef]
- Akubo, K.; Nahil, M.A.; Williams, P.T. Pyrolysis-catalytic steam reforming of agricultural biomass wastes and biomass components for production of hydrogen/syngas. J. Energy Inst. 2019, 92, 1987–1996. [Google Scholar] [CrossRef]
- Abdullah, S.H.Y.S.; Hanapi, N.H.M.; Azid, A.; Umar, R.; Juahir, H.; Khatoon, H. A review of biomass-derived heterogeneous catalyst for a sustainable biodiesel production. Renew. Sustain. Energy Rev. 2017, 70, 1040–1051. [Google Scholar] [CrossRef]
- Cao, S.; Wang, D.; Wang, M.; Zhu, J.; Jin, L.; Li, Y. In-Situ Upgrading of Coal Pyrolysis Tar with Steam Catalytic Cracking over Ni/Al2O3 Catalysts. ChemistrySelect 2020, 5, 4905–4912. [Google Scholar] [CrossRef]
- Chen, F.; Wu, C.; Dong, L.; Jin, F.; Williams, P.T.; Huang, J. Catalytic steam reforming of volatiles released via pyrolysis of wood sawdust for hydrogen-rich gas production on Fe–Zn/Al2O3 nanocatalysts. Fuel 2015, 158, 999–1005. [Google Scholar] [CrossRef]
- Deng, J.; Zhou, Y.; Zhao, Y.; Meng, L.; Qin, T.; Chen, X. Catalytic pyrolysis of pine needle biomass over Fe–Co–K catalyst for H2-rich syngas production: Influence of catalyst preparation. Energy 2022, 244, 122602. [Google Scholar] [CrossRef]
- Deng, J.; Liu, Z.; Qin, T.; Chen, X.; Li, K.; Meng, L. Development of Ni-doped Fe/Ca catalyst to be used for hydrogen-rich syngas production during medicine residue pyrolysis. Energy 2022, 254, 124205. [Google Scholar] [CrossRef]
- Bhoi, P.R.; Ouedraogo, A.S.; Soloiu, V.; Quirino, R. Recent advances on catalysts for improving hydrocarbon compounds in bio-oil of biomass catalytic pyrolysis. Renew. Sustain. Energy Rev. 2020, 121, 109676. [Google Scholar] [CrossRef]
- Nam, W.L.; Phang, X.Y.; Su, M.H.; Liew, R.K.; Ma, N.L.; bin Rosli, M.H.N. Production of bio-fertilizer from microwave vacuum pyrolysis of palm kernel shell for cultivation of Oyster mushroom (Pleurotus ostreatus). Sci. Total Environ. 2018, 624, 9–16. [Google Scholar] [CrossRef]
- Foong, S.Y.; Liew, R.K.; Yang, Y.; Cheng, Y.W.; Yek, P.N.Y.; Wan Mahari, W.A. Valorization of biomass waste to engineered activated biochar by microwave pyrolysis: Progress, challenges, and future directions. Chem. Eng. J. 2020, 389, 124401. [Google Scholar] [CrossRef]
- Kong, S.H.; Lam, S.S.; Yek, P.N.Y.; Liew, R.K.; Ma, N.L.; Osman, M.S. Self-purging microwave pyrolysis: An innovative approach to convert oil palm shell into carbon-rich biochar for methylene blue adsorption. J. Chem. Technol. Biotechnol. 2019, 94, 1397–1405. [Google Scholar] [CrossRef]
- Wan Mahari, W.A.; Chong, C.T.; Lam, W.H.; Anuar, T.N.S.T.; Ma, N.L.; Ibrahim, M.D. Microwave co-pyrolysis of waste polyolefins and waste cooking oil: Influence of N2 atmosphere versus vacuum environment. Energy Convers. Manag. 2018, 171, 1292–1301. [Google Scholar] [CrossRef]
- Lam, S.S.; Wan Mahari, W.A.; Ok, Y.S.; Peng, W.; Chong, C.T.; Ma, N.L. Microwave vacuum pyrolysis of waste plastic and used cooking oil for simultaneous waste reduction and sustainable energy conversion: Recovery of cleaner liquid fuel and techno-economic analysis. Renew. Sustain. Energy Rev. 2019, 115, 109359. [Google Scholar] [CrossRef]
- Hu, Q.; Tang, Z.; Yao, D.; Yang, H.; Shao, J.; Chen, H. Thermal behavior, kinetics and gas evolution characteristics for the co-pyrolysis of real-world plastic and tyre wastes. J. Clean. Prod. 2020, 260, 121102. [Google Scholar] [CrossRef]
- Li, Y.; Huang, S.; Wu, S.; Wu, Y.; Gao, J. Co-pyrolysis of lignite and vacuum residue: Product distribution and hydrogen transfer. Fuel 2020, 263, 116703. [Google Scholar] [CrossRef]
- Karaeva, J.V.; Timofeeva, S.S.; Kovalev, A.A.; Kovalev, D.A.; Gilfanov, M.F.; Grigoriev, V.S. CO-PYROLYSIS of agricultural waste and estimation of the applicability of pyrolysis in the integrated technology of biorenewable hydrogen production. Int. J. Hydrogen Energy 2022, 47, 11787–11798. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, J.; Li, B.; Li, Z.; He, Y.; Qin, Z. Preparation of Ni-La/Al2O3-CeO2-Bamboo Charcoal Catalyst and Its Application in Co-pyrolysis of Straw and Plastic for Hydrogen Production. BioEnergy Res. 2021, 15, 1501–1514. [Google Scholar] [CrossRef]
- Wang, C.; Jiang, Z.; Song, Q.; Liao, M.; Weng, J.; Gao, R. Investigation on hydrogen-rich syngas production from catalytic co-pyrolysis of polyvinyl chloride (PVC) and waste paper blends. Energy 2021, 232, 121005. [Google Scholar] [CrossRef]
- Chang, A.C.C.; Chang, H.F.; Lin, F.J.; Lin, K.H.; Chen, C.H. Biomass gasification for hydrogen production. Int. J. Hydrogen Energy 2011, 36, 14252–14260. [Google Scholar] [CrossRef]
- Bhoi, P.R.; Huhnke, R.L.; Kumar, A.; Indrawan, N.; Thapa, S. Co-gasification of municipal solid waste and biomass in a commercial scale downdraft gasifier. Energy 2018, 163, 513–518. [Google Scholar] [CrossRef]
- Safarian, S.; Ebrahimi Saryazdi, S.M.; Unnthorsson, R.; Richter, C. Modeling of Hydrogen Production by Applying Biomass Gasification: Artificial Neural Network Modeling Approach. Fermentation 2021, 7, 71. [Google Scholar] [CrossRef]
- Thapa, S.; Bhoi, P.R.; Kumar, A.; Huhnke, R.L. Effects of Syngas Cooling and Biomass Filter Medium on Tar Removal. Energies 2017, 10, 349. [Google Scholar] [CrossRef]
- Li, A.; Han, H.; Hu, S.; Zhu, M.; Ren, Q.; Wang, Y. A novel sludge pyrolysis and biomass gasification integrated method to enhance hydrogen-rich gas generation. Energy Convers. Manag. 2022, 254, 115205. [Google Scholar] [CrossRef]
- Šuhaj, P.; Husár, J.; Haydary, J.; Annus, J. Experimental verification of a pilot pyrolysis/split product gasification (PSPG) unit. Energy 2022, 244, 122584. [Google Scholar] [CrossRef]
- Faraji, M.; Saidi, M. Hydrogen-rich syngas production via integrated configuration of pyrolysis and air gasification processes of various algal biomass: Process simulation and evaluation using Aspen Plus software. Int. J. Hydrogen Energy 2021, 46, 18844–18856. [Google Scholar] [CrossRef]
- Ma, W.C.; Chu, C.; Wang, P.; Guo, Z.F.; Lei, S.J.; Zhong, L. Hydrogen-Rich Syngas Production by DC Thermal Plasma Steam Gasification from Biomass and Plastic Mixtures. Adv. Sustain. Syst. 2020, 4, 2000026. [Google Scholar] [CrossRef]
- Sikarwar, V.S.; Peela, N.R.; Vuppaladadiyam, A.K.; Ferreira, N.L.; Mašláni, A.; Tomar, R. Thermal plasma gasification of organic waste stream coupled with CO2-sorption enhanced reforming employing different sorbents for enhanced hydrogen production. RSC Adv. 2022, 12, 6122–6132. [Google Scholar] [CrossRef]
- Zhang, S.; He, S.; Gao, N.; Wang, J.; Duan, Y.; Quan, C. Hydrogen production from autothermal CO2 gasification of cellulose in a fixed-bed reactor: Influence of thermal compensation from CaO carbonation. Int. J. Hydrogen Energy, 2022; in press. [Google Scholar] [CrossRef]
- Singh, D.; Yadav, S. Steam gasification with torrefaction as pretreatment to enhance syngas production from mixed food waste. J. Environ. Chem. Eng. 2021, 9, 104722. [Google Scholar] [CrossRef]
- Kirsanovs, V.; Zandeckis, A. Investigation of Biomass Gasification Process with Torrefaction Using Equilibrium Model. Energy Procedia 2015, 72, 329–336. [Google Scholar] [CrossRef]
- Bach, Q.V.; Nguyen, D.D.; Lee, C.J. Effect of Torrefaction on Steam Gasification of Biomass in Dual Fluidized Bed Reactor—A Process Simulation Study. BioEnergy Res. 2019, 12, 1042–1051. [Google Scholar] [CrossRef]
- Fan, Y.; Tippayawong, N.; Wei, G.; Huang, Z.; Zhao, K.; Jiang, L. Minimizing tar formation whilst enhancing syngas production by integrating biomass torrefaction pretreatment with chemical looping gasification. Appl. Energy 2020, 260, 114315. [Google Scholar] [CrossRef]
- Khan, Z.; Yusup, S.; Ahmad, M.M.; Chin, B.L.F. Hydrogen production from palm kernel shell via integrated catalytic adsorption (ICA) steam gasification. Energy Convers. Manag. 2014, 87, 1224–1230. [Google Scholar] [CrossRef]
- Hu, J.; Jia, Z.; Zhao, S.; Wang, W.; Zhang, Q.; Liu, R. Activated char supported Fe-Ni catalyst for syngas production from catalytic gasification of pine wood. Bioresour. Technol. 2021, 340, 125600. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.; Liu, W.; Sun, R.; Jiang, S.; Wang, S.; Shen, L. Chemical looping catalytic gasification of biomass over active LaNixFe1-xO3 perovskites as functional oxygen carriers. Chin. J. Chem. Eng. 2021, 36, 146–156. [Google Scholar] [CrossRef]
- Khan, M.M.; Xu, S.; Wang, C. Catalytic gasification of coal in a decoupled dual loop gasification system over alkali-feldspar. J. Energy Inst. 2021, 98, 77–84. [Google Scholar] [CrossRef]
- Irfan, M.; Li, A.; Zhang, L.; Ji, G.; Gao, Y. Catalytic gasification of wet municipal solid waste with HfO2 promoted Ni-CaO catalyst for H2-rich syngas production. Fuel 2021, 286, 119408. [Google Scholar] [CrossRef]
- Magoua Mbeugang, C.F.; Li, B.; Lin, D.; Xie, X.; Wang, S.; Wang, S. Hydrogen rich syngas production from sorption enhanced gasification of cellulose in the presence of calcium oxide. Energy 2021, 228, 120659. [Google Scholar] [CrossRef]
- Dai, J.; Whitty, K.J. Chemical looping gasification and sorption enhanced gasification of biomass: A perspective. Chem. Eng. Process.-Process Intensif. 2022, 174, 108902. [Google Scholar] [CrossRef]
- Santos, M.P.S.; Hanak, D.P. Techno-economic feasibility assessment of sorption enhanced gasification of municipal solid waste for hydrogen production. Int. J. Hydrogen Energy 2022, 47, 6586–6604. [Google Scholar] [CrossRef]
- Yan, X.; Li, Y.; Ma, X.; Bian, Z.; Zhao, J.; Wang, Z. CeO2-modified CaO/Ca12Al14O33 bi-functional material for CO2 capture and H2 production in sorption-enhanced steam gasification of biomass. Energy 2020, 192, 116664. [Google Scholar] [CrossRef]
- Li, B.; Fabrice Magoua Mbeugang, C.; Liu, D.; Zhang, S.; Wang, S.; Wang, Q. Simulation of sorption enhanced staged gasification of biomass for hydrogen production in the presence of calcium oxide. Int. J. Hydrogen Energy 2020, 45, 26855–26864. [Google Scholar] [CrossRef]
- Salaudeen, S.A.; Acharya, B.; Heidari, M.; Al-Salem, S.M.; Dutta, A. Hydrogen-Rich Gas Stream from Steam Gasification of Biomass: Eggshell as a CO2 Sorbent. Energy Fuels 2020, 34, 4828–4836. [Google Scholar] [CrossRef]
- Yoon, H.C.; Cooper, T.; Steinfeld, A. Non-catalytic autothermal gasification of woody biomass. Int. J. Hydrogen Energy 2011, 36, 7852–7860. [Google Scholar] [CrossRef]
- Curcio, A.; Rodat, S.; Vuillerme, V.; Abanades, S. Design and validation of reactant feeding control strategies for the solar-autothermal hybrid gasification of woody biomass. Energy 2022, 254, 124481. [Google Scholar] [CrossRef]
- Zhang, S.; Gao, N.; Quan, C.; Wang, F.; Wu, C. Autothermal CaO looping biomass gasification to increase process energy efficiency and reduce ash sintering. Fuel 2020, 277, 118199. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, B.; Li, H.; Liu, H. Thermodynamic evaluation of biomass gasification with air in autothermal gasifiers. Thermochim. Acta 2011, 519, 65–71. [Google Scholar] [CrossRef]
- Ren, C.; Guo, S.; Wang, Y.; Liu, S.; Du, M.; Chen, Y. Thermodynamic analysis and optimization of auto-thermal supercritical water gasification polygeneration system of pig manure. Chem. Eng. J. 2022, 427, 131938. [Google Scholar] [CrossRef]
- Bromberg, L.; Cohn, D.R.; Rabinovich, A.; Alexeev, N. Plasma catalytic reforming of methane. Int. J. Hydrogen Energy 1999, 24, 1131–1137. [Google Scholar] [CrossRef]
- Liu, K.; Song, C.; Subramani, V. Hydrogen and Syngas Production and Purification Technologies; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Tao, X.; Bai, M.; Li, X.; Long, H.; Shang, S.; Yin, Y. CH4–CO2 reforming by plasma—Challenges and opportunities. Prog. Energy Combust. Sci. 2011, 37, 113–124. [Google Scholar] [CrossRef]
- ETDEWEB. Electrically Assisted Conversion of Carbon Dioxide into Synthesis Gas (Conference). Available online: https://www.osti.gov/etdeweb/biblio/20016140 (accessed on 9 July 2022).
- Wang, Q.; Spasova, B.; Hessel, V.; Kolb, G. Methane reforming in a small-scaled plasma reactor—Industrial application of a plasma process from the viewpoint of the environmental profile. Chem. Eng. J. 2015, 262, 766–774. [Google Scholar] [CrossRef]
- Dincer, I.; Acar, C. Review and evaluation of hydrogen production methods for better sustainability. Int. J. Hydrogen Energy 2015, 40, 11094–11111. [Google Scholar] [CrossRef]
- Liu, C.J.; Xu, G.H.; Wang, T. Non-thermal plasma approaches in CO2 utilization. Fuel Process. Technol. 1999, 58, 119–134. [Google Scholar] [CrossRef]
- Eliasson, B.; Kogelschatz, U. Nonequilibrium Volume Plasma Chemical Processing. IEEE Trans. Plasma Sci. 1991, 19, 1063–1077. [Google Scholar] [CrossRef]
- ETDEWEB. Methane Conversion into Syn-Gas in Gliding Arc Discharge (Conference). Available online: https://www.osti.gov/etdeweb/biblio/20490205 (accessed on 11 July 2022).
- Sekiguchi, H.; Mori, Y. Steam plasma reforming using microwave discharge. Thin Solid Film. 2003, 435, 44–48. [Google Scholar] [CrossRef]
- Czernichowski, A.; Czernichowski, M.; Wesolowska, K. Glidarc-assisted production of synthesis gas from rapeseed oil. In Proceedings of the Hydrogen and Fuel Cells 2003 Conference and Trade Show, Vancouver, BC, Canada, 8–11 June 2003. [Google Scholar]
- Aubry, O.; Met, C.; Khacef, A.; Cormier, J.M. On the use of a non-thermal plasma reactor for ethanol steam reforming. Chem. Eng. J. 2005, 106, 241–247. [Google Scholar] [CrossRef]
- Kappes, T.; Schiene, W.; Hammer, T. Energy balance of a Dielectric Barrier Discharge reactor for hydrocarbon steam reforming. In Proceedings of the 8th International Symposium on High Pressure Low Temperature Plasma Chemestry Proceedings, Hakone, Japan; 2002; Volume 8. Available online: https://www.researchgate.net/profile/Thomas-Hammer-4/publication/242297553_Energy_balance_of_a_dielectric_barrier_discharge_for_hydrocarbon_steam_reforming/links/551709190cf2f7d80a39e5e6/Energy-balance-of-a-dielectric-barrier-discharge-for-hydrocarbon-steam-reforming.pdf (accessed on 31 August 2022).
- Wang, B.; Xu, X.; Xu, W.; Wang, N.; Xiao, H.; Sun, Y.; Huang, H.; Yu, L.; Fu, M.; Wu, J.; et al. The Mechanism of Non-thermal Plasma Catalysis on Volatile Organic Compounds Removal. Catal. Surv. Asia 2018, 22, 73–94. [Google Scholar] [CrossRef]
- Jiang, T.; Li, Y.; Liu, C.J.; Xu, G.H.; Eliasson, B.; Xue, B. Plasma methane conversion using dielectric-barrier discharges with zeolite A. Catal. Today 2002, 72, 229–235. [Google Scholar] [CrossRef]
- Paulmier, T.; Fulcheri, L. Use of non-thermal plasma for hydrocarbon reforming. Chem. Eng. J. 2005, 106, 59–71. [Google Scholar] [CrossRef]
- Neyts, E.C.; Ostrikov, K.; Sunkara, M.K.; Bogaerts, A. Plasma Catalysis: Synergistic Effects at the Nanoscale. Chem. Rev. 2015, 115, 13408–13446. [Google Scholar] [CrossRef] [PubMed]
- Tu, X.; Whitehead, J.C. Plasma-catalytic dry reforming of methane in an atmospheric dielectric barrier discharge: Understanding the synergistic effect at low temperature. Appl. Catal. B 2012, 125, 439–448. [Google Scholar] [CrossRef]
- Chiremba, E.; Zhang, K.; Kazak, C.; Akay, G. Direct nonoxidative conversion of methane to hydrogen and higher hydrocarbons by dielectric barrier discharge plasma with plasma catalysis promoters. AIChE J. 2017, 63, 4418–4429. [Google Scholar] [CrossRef]
- Gholami, R.; Stere, C.E.; Goguet, A.; Hardacre, C. Non-thermal-plasma-activated de-NOx catalysis. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2018, 376, 20170054. [Google Scholar] [CrossRef] [PubMed]
- Mei, D.; Ashford, B.; He, Y.L.; Tu, X. Plasma-catalytic reforming of biogas over supported Ni catalysts in a dielectric barrier discharge reactor: Effect of catalyst supports. Plasma Processes Polym. 2017, 14, 1600076. [Google Scholar] [CrossRef]
- Zeng, Y.; Zhu, X.; Mei, D.; Ashford, B.; Tu, X. Plasma-catalytic dry reforming of methane over γ-Al2O3 supported metal catalysts. Catal. Today 2015, 256, 80–87. [Google Scholar] [CrossRef]
- Mahammadunnisa, S.K.; Manoj Kumar Reddy, P.; Ramaraju, B.; Subrahmanyam, C.H. Catalytic Nonthermal Plasma Reactor for Dry Reforming of Methane. Energy Fuels 2013, 27, 4441–4447. [Google Scholar] [CrossRef]
- Khoja, A.H.; Tahir, M.; Saidina Amin, N.A. Process optimization of DBD plasma dry reforming of methane over Ni/La2O3MgAl2O4 using multiple response surface methodology. Int. J. Hydrogen Energy 2019, 44, 11774–11787. [Google Scholar] [CrossRef]
- Khoja, A.H.; Tahir, M.; Amin, N.A.S. Cold plasma dielectric barrier discharge reactor for dry reforming of methane over Ni/ɤ-Al2O3-MgO nanocomposite. Fuel Process. Technol. 2018, 178, 166–179. [Google Scholar] [CrossRef]
- Mei, D.H.; Liu, S.Y.; Tu, X. CO2 reforming with methane for syngas production using a dielectric barrier discharge plasma coupled with Ni/γ-Al2O3 catalysts: Process optimization through response surface methodology. J. CO2 Util. 2017, 21, 314–326. [Google Scholar] [CrossRef]
- Tu, X.; Gallon, H.J.; Twigg, M.V.; Gorry, P.A.; Whitehead, J.C. Dry reforming of methane over a Ni/Al2O3 catalyst in a coaxial dielectric barrier discharge reactor. J. Phys. D Appl. Phys. 2011, 44, 274007. [Google Scholar] [CrossRef]
- Zheng, X.; Tan, S.; Dong, L.; Li, S.; Chen, H. Plasma-assisted catalytic dry reforming of methane: Highly catalytic performance of nickel ferrite nanoparticles embedded in silica. J. Power Sources 2015, 274, 286–294. [Google Scholar] [CrossRef]
- Pham, M.H.; Goujard, V.; Tatibouët, J.M.; Batiot-Dupeyrat, C. Activation of methane and carbon dioxide in a dielectric-barrier discharge-plasma reactor to produce hydrocarbons—Influence of La2O3/γ-Al2O3 catalyst. Catal. Today 2011, 171, 67–71. [Google Scholar] [CrossRef]
- Nguyen, H.H.; Kim, K.S. Combination of plasmas and catalytic reactions for CO2 reforming of CH4 by dielectric barrier discharge process. Catal. Today 2015, 256, 88–95. [Google Scholar] [CrossRef]
- Eliasson, B.; Liu, C.J.; Kogelschatz, U. Direct Conversion of Methane and Carbon Dioxide to Higher Hydrocarbons Using Catalytic Dielectric-Barrier Discharges with Zeolites. Ind. Eng. Chem. Res. 2000, 39, 1221–1227. [Google Scholar] [CrossRef]
- Zhang, K.; Kogelschatz, U.; Eliasson, B. Conversion of Greenhouse Gases to Synthesis Gas and Higher Hydrocarbons. Energy Fuels 2001, 15, 395–402. [Google Scholar] [CrossRef]
- Zhang, K.; Eliasson, B.; Kogelschatz, U. Direct Conversion of Greenhouse Gases to Synthesis Gas and C4 Hydrocarbons over Zeolite HY Promoted by a Dielectric-Barrier Discharge. Ind. Eng. Chem. Res. 2002, 41, 1462–1468. [Google Scholar] [CrossRef]
- Vakili, R.; Gholami, R.; Stere, C.E.; Chansai, S.; Chen, H.; Holmes, S.M.; Jiao, Y.; Hardacre, C.; Fan, X. Plasma-assisted catalytic dry reforming of methane (DRM) over metal-organic frameworks (MOFs)-based catalysts. Appl. Catal. B 2020, 260, 118195. [Google Scholar] [CrossRef]
- Yap, D.; Tatibouët, J.M.; Batiot-Dupeyrat, C. Catalyst assisted by non-thermal plasma in dry reforming of methane at low temperature. Catal. Today 2018, 299, 263–271. [Google Scholar] [CrossRef]
- Zheng, X.; Tan, S.; Dong, L.; Li, S.; Chen, H. LaNiO3@SiO2 core–shell nano-particles for the dry reforming of CH4 in the dielectric barrier discharge plasma. Int. J. Hydrogen Energy 2014, 39, 11360–11367. [Google Scholar] [CrossRef]
- Ray, D.; Nepak, D.; Vinodkumar, T.; Subrahmanyam, C. g-C3N4 promoted DBD plasma assisted dry reforming of methane. Energy 2019, 183, 630–638. [Google Scholar] [CrossRef]
- Pawelec, B.; Damyanova, S.; Arishtirova, K.; Fierro, J.L.G.; Petrov, L. Structural and surface features of PtNi catalysts for reforming of methane with CO2. Appl. Catal. A Gen. 2007, 323, 188–201. [Google Scholar] [CrossRef]
- Zhang, X.; Cha, M.S. Electron-induced dry reforming of methane in a temperature-controlled dielectric barrier discharge reactor. J. Phys. D Appl. Phys. 2013, 46, 415205. [Google Scholar] [CrossRef]
- Goujard, V.; Tatibouët, J.M.; Batiot-Dupeyrat, C. Use of a non-thermal plasma for the production of synthesis gas from biogas. Appl. Catal. A Gen. 2009, 353, 228–235. [Google Scholar] [CrossRef]
- Chung, W.C.; Tsao, I.Y.; Chang, M.B. Novel plasma photocatalysis process for syngas generation via dry reforming of methane. Energy Convers. Manag. 2018, 164, 417–428. [Google Scholar] [CrossRef]
- Brune, L.; Ozkan, A.; Genty, E.; Visart De Bocarmé, T.; Reniers, F. Dry reforming of methane via plasma-catalysis: Influence of the catalyst nature supported on alumina in a packed-bed DBD configuration. J. Phys. D Appl. Phys. 2018, 51, 234002. [Google Scholar] [CrossRef]
- Khoja, A.H.; Tahir, M.; Amin, N.A.S.; Javed, A.; Mehran, M.T. Kinetic study of dry reforming of methane using hybrid DBD plasma reactor over La2O3 co-supported Ni/MgAl2O4 catalyst. Int. J. Hydrogen Energy 2020, 45, 12256–12271. [Google Scholar] [CrossRef]
- Chung, W.C.; Pan, K.L.; Lee, H.M.; Chang, M.B. Dry Reforming of Methane with Dielectric Barrier Discharge and Ferroelectric Packed-Bed Reactors. Energy Fuels 2014, 28, 7621–7631. [Google Scholar] [CrossRef]
- Michielsen, I.; Uytdenhouwen, Y.; Bogaerts, A.; Meynen, V. Altering Conversion and Product Selectivity of Dry Reforming of Methane in a Dielectric Barrier Discharge by Changing the Dielectric Packing Material. Catalysts 2019, 9, 51. [Google Scholar] [CrossRef]
- Ray, D.; Manoj Kumar Reddy, P.; Subrahmanyam, C. Glass Beads Packed DBD-Plasma Assisted Dry Reforming of Methane. Top. Catal. 2017, 60, 869–878. [Google Scholar] [CrossRef]
- Krawczyk, K.; Młotek, M.; Ulejczyk, B.; Schmidt-Szałowski, K. Methane conversion with carbon dioxide in plasma-catalytic system. Fuel 2014, 117, 608–617. [Google Scholar] [CrossRef]
- Ray, D.; Nepak, D.; Janampelli, S.; Goshal, P.; Subrahmanyam, C. Dry Reforming of Methane in DBD Plasma over Ni-Based Catalysts: Influence of Process Conditions and Support on Performance and Durability. Energy Technol. 2019, 7, 1801008. [Google Scholar] [CrossRef]
- Liu, J.L.; Li, Z.; Liu, J.H.; Li, K.; Lian, H.Y.; Li, X.S. Warm-plasma catalytic reduction of CO2 with CH4. Catal. Today 2019, 330, 54–60. [Google Scholar] [CrossRef]
- Chung, W.C.; Chang, M.B. Simultaneous Generation of Syngas and Multiwalled Carbon Nanotube via CH4/CO2 Reforming with Spark Discharge. ACS Sustain. Chem. Eng. 2017, 5, 206–212. [Google Scholar] [CrossRef]
- Majd Alawi, N.; Hung Pham, G.; Barifcani, A.; Hoang Nguyen, M.; Liu, S. Syngas formation by dry and steam reforming of methane using microwave plasma technology. IOP Conf. Ser. Mater. Sci. Eng. 2019, 579, 012022. [Google Scholar] [CrossRef]
- Ali Khan, M.H.; Daiyan, R.; Neal, P.; Haque, N.; MacGill, I.; Amal, R. A framework for assessing economics of blue hydrogen production from steam methane reforming using carbon capture storage & utilisation. Int. J. Hydrogen Energy 2021, 46, 22685–22706. [Google Scholar] [CrossRef]
- Navas-Anguita, Z.; García-Gusano, D.; Dufour, J.; Iribarren, D. Revisiting the role of steam methane reforming with CO2 capture and storage for long-term hydrogen production. Sci. Total Environ. 2021, 771, 145432. [Google Scholar] [CrossRef]
- Ou, Z.; Zhang, Z.; Qin, C.; Xia, H.; Deng, T.; Niu, J. Highly active and stable Ni/perovskite catalysts in steam methane reforming for hydrogen production. Sustain. Energy Fuels 2021, 5, 1845–1856. [Google Scholar] [CrossRef]
- Song, H.; Liu, Y.; Bian, H.; Shen, M.; Lin, X. Energy, environment, and economic analyses on a novel hydrogen production method by electrified steam methane reforming with renewable energy accommodation. Energy Convers. Manag. 2022, 258, 115513. [Google Scholar] [CrossRef]
- Chen, L.G.; Li, P.L.; Xia, S.J.; Kong, R.; Ge, Y.L. Multi-objective optimization for membrane reactor for steam methane reforming heated by molten salt. Sci. China Technol. Sci. 2022, 65, 1396–1414. [Google Scholar] [CrossRef]
- Sheu, W.J.; Chu, C.S.; Chen, Y.C. The operation types and operation window for high-purity hydrogen production for the sorption enhanced steam methane reforming in a fixed-bed reactor. Int. J. Hydrogen Energy, 2021; in press. [Google Scholar] [CrossRef]
- Dat Vo, N.; Kang, J.H.; Oh, M.; Lee, C.H. Dynamic model and performance of an integrated sorption-enhanced steam methane reforming process with separators for the simultaneous blue H2 production and CO2 capture. Chem. Eng. J. 2021, 423, 130044. [Google Scholar] [CrossRef]
- Shahid, M.M.; Abbas, S.Z.; Maqbool, F.; Ramirez-Solis, S.; Dupont, V.; Mahmud, T. Modeling of sorption enhanced steam methane reforming in an adiabatic packed bed reactor using various CO2 sorbents. J. Environ. Chem. Eng. 2021, 9, 105863. [Google Scholar] [CrossRef]
- Zeng, K.; Zhang, D. Recent progress in alkaline water electrolysis for hydrogen production and applications. Prog. Energy Combust. Sci. 2010, 36, 307–326. [Google Scholar] [CrossRef]
- Hennicke, P.; Fischedick, M. Towards sustainable energy systems: The related role of hydrogen. Energy Policy 2006, 34, 1260–1270. [Google Scholar] [CrossRef]
- Marbán, G.; Valdés-Solís, T. Towards the hydrogen economy? Int. J. Hydrogen Energy 2007, 32, 1625–1637. [Google Scholar] [CrossRef]
- Matus, E.V.; Ismagilov, I.Z.; Yashnik, S.A.; Ushakov, V.A.; Prosvirin, I.P.; Kerzhentsev, M.A. Hydrogen production through autothermal reforming of CH4, Efficiency and action mode of noble (M = Pt, Pd) and non-noble (M = Re, Mo, Sn) metal additives in the composition of Ni-M/Ce0.5Zr0.5O2/Al2O3 catalysts. Int. J. Hydrogen Energy 2020, 45, 33352–33369. [Google Scholar] [CrossRef]
- Basini, L.; Aasberg-Petersen, K.; Guarinoni, A.; Østberg, M. Catalytic partial oxidation of natural gas at elevated pressure and low residence time. Catal. Today 2001, 64, 9–20. [Google Scholar] [CrossRef]
- Krumpelt, M.; Krause, T.R.; Carter, J.D.; Kopasz, J.P.; Ahmed, S. Fuel processing for fuel cell systems in transportation and portable power applications. Catal. Today 2002, 77, 3–16. [Google Scholar] [CrossRef]
- Cherif, A.; Nebbali, R.; Sheffield, J.W.; Doner, N.; Sen, F. Numerical investigation of hydrogen production via autothermal reforming of steam and methane over Ni/Al2O3 and Pt/Al2O3 patterned catalytic layers. Int. J. Hydrogen Energy 2021, 46, 37521–37532. [Google Scholar] [CrossRef]
- Kim, J.; Park, J.; Qi, M.; Lee, I.; Moon, I. Process Integration of an Autothermal Reforming Hydrogen Production System with Cryogenic Air Separation and Carbon Dioxide Capture Using Liquefied Natural Gas Cold Energy. Ind. Eng. Chem. Res. 2021, 60, 7257–7274. [Google Scholar] [CrossRef]
- Dębek, R.; Motak, M.; Grzybek, T.; Galvez, M.E.; da Costa, P. A Short Review on the Catalytic Activity of Hydrotalcite-Derived Materials for Dry Reforming of Methane. Catalysts 2017, 7, 32. [Google Scholar] [CrossRef]
- Elsayed, N.H.; Roberts, N.R.M.; Joseph, B.; Kuhn, J.N. Low temperature dry reforming of methane over Pt–Ni–Mg/ceria–zirconia catalysts. Appl. Catal. B 2015, 179, 213–219. [Google Scholar] [CrossRef]
- Nozaki, T.; Okazaki, K. Non-thermal plasma catalysis of methane: Principles, energy efficiency, and applications. Catal. Today 2013, 211, 29–38. [Google Scholar] [CrossRef]
- Uchida, T.; Ikeda, I.Y.; Takeya, S.; Kamata, Y.; Ohmura, R.; Nagao, J. Kinetics and Stability of CH4–CO2 Mixed Gas Hydrates during Formation and Long-Term Storage. ChemPhysChem 2005, 6, 646–654. [Google Scholar] [CrossRef] [PubMed]
- Tomiyama, S.; Takahashi, R.; Sato, S.; Sodesawa, T.; Yoshida, S. Preparation of Ni/SiO2 catalyst with high thermal stability for CO2-reforming of CH4. Appl. Catal. A Gen. 2003, 241, 349–361. [Google Scholar] [CrossRef]
- Labinger, J.A.; Bercaw, J.E. Understanding and exploiting C–H bond activation. Nature 2002, 417, 507–514. [Google Scholar] [CrossRef] [PubMed]
- Yao, L.; Shi, J.; Xu, H.; Shen, W.; Hu, C. Low-temperature CO2 reforming of methane on Zr-promoted Ni/SiO2 catalyst. Fuel Process. Technol. 2016, 144, 1–7. [Google Scholar] [CrossRef]
- Kathiraser, Y.; Thitsartarn, W.; Sutthiumporn, K.; Kawi, S. Inverse NiAl2O4 on LaAlO3-Al2O3, Unique catalytic structure for stable CO2 reforming of methane. J. Phys. Chem. C 2013, 117, 8120–8130. [Google Scholar] [CrossRef]
- Bian, Z.; Kawi, S. Highly carbon-resistant Ni–Co/SiO2 catalysts derived from phyllosilicates for dry reforming of methane. J. CO2 Util. 2017, 18, 345–352. [Google Scholar] [CrossRef]
- Cao, C.; Bourane, A.; Schlup, J.R.; Hohn, K.L. In situ IR investigation of activation and catalytic ignition of methane over Rh/Al2O3 catalysts. Appl. Catal. A Gen. 2008, 344, 78–87. [Google Scholar] [CrossRef]
- Angeli, S.D.; Turchetti, L.; Monteleone, G.; Lemonidou, A.A. Catalyst development for steam reforming of methane and model biogas at low temperature. Appl. Catal. B 2016, 181, 34–46. [Google Scholar] [CrossRef]
- Kameshima, S.; Tamura, K.; Ishibashi, Y.; Nozaki, T. Pulsed dry methane reforming in plasma-enhanced catalytic reaction. Catal. Today 2015, 256, 67–75. [Google Scholar] [CrossRef]
- Bradford, M.C.J.; Vannice, M.A. Catalytic reforming of methane with carbon dioxide over nickel catalysts I. Catalyst characterization and activity. Appl. Catal. A Gen. 1996, 142, 73–96. [Google Scholar] [CrossRef]
- Sokolov, S.; Kondratenko, E.V.; Pohl, M.M.; Barkschat, A.; Rodemerck, U. Stable low-temperature dry reforming of methane over mesoporous La2O3-ZrO2 supported Ni catalyst. Appl. Catal. B 2012, 113–114, 19–30. [Google Scholar] [CrossRef]
- Slagtern, Å.; Olsbye, U.; Blom, R.; Dahl, I.M. The influence of rare earth oxides on Ni/Al2O3 catalysts during CO2 reforming of CH4. Stud. Surf. Sci. Catal. 1997, 107, 497–502. [Google Scholar] [CrossRef]
- Dębek, R.; Galvez, M.E.; Launay, F.; Motak, M.; Grzybek, T.; da Costa, P. Low temperature dry methane reforming over Ce, Zr and CeZr promoted Ni–Mg–Al hydrotalcite-derived catalysts. Int. J. Hydrogen Energy 2016, 41, 11616–11623. [Google Scholar] [CrossRef]
- Kehres, J.; Jakobsen, J.G.; Andreasen, J.W.; Wagner, J.B.; Liu, H.; Molenbroek, A. Dynamical properties of a Ru/MgAl2O4 catalyst during reduction and dry methane reforming. J. Phys. Chem. C 2012, 116, 21407–21415. [Google Scholar] [CrossRef]
- Li, X.; Hu, Q.; Yang, Y.; Wang, Y.; He, F. Studies on stability and coking resistance of Ni/BaTiO3–Al2O3 catalysts for lower temperature dry reforming of methane (LTDRM). Appl. Catal. A Gen. 2012, 413–414, 163–169. [Google Scholar] [CrossRef]
- Dębek, R.; Motak, M.; Galvez, M.E.; da Costa, P.; Grzybek, T. Catalytic activity of hydrotalcite-derived catalysts in the dry reforming of methane: On the effect of Ce promotion and feed gas composition. React. Kinet. Mech. Catal. 2017, 121, 185–208. [Google Scholar] [CrossRef]
- Yabe, T.; Mitarai, K.; Oshima, K.; Ogo, S.; Sekine, Y. Low-temperature dry reforming of methane to produce syngas in an electric field over La-doped Ni/ZrO2 catalysts. Fuel Process. Technol. 2017, 158, 96–103. [Google Scholar] [CrossRef]
- Dębek, R.; Motak, M.; Galvez, M.E.; Grzybek, T.; da Costa, P. Influence of Ce/Zr molar ratio on catalytic performance of hydrotalcite-derived catalysts at low temperature CO2 methane reforming. Int. J. Hydrogen Energy 2017, 42, 23556–23567. [Google Scholar] [CrossRef]
- Kaydouh, M.N.; el Hassan, N.; Davidson, A.; Casale, S.; el Zakhem, H.; Massiani, P. Effect of the order of Ni and Ce addition in SBA-15 on the activity in dry reforming of methane. Comptes Rendus Chim. 2015, 18, 293–301. [Google Scholar] [CrossRef]
- Chatla, A.; Ghouri, M.M.; el Hassan, O.W.; Mohamed, N.; Prakash, A.V.; Elbashir, N.O. An experimental and first principles DFT investigation on the effect of Cu addition to Ni/Al2O3 catalyst for the dry reforming of methane. Appl. Catal. A Gen. 2020, 602, 117699. [Google Scholar] [CrossRef]
- Kumari, R.; Sengupta, S. Catalytic CO2 reforming of CH4 over MgAl2O4 supported Ni-Co catalysts for the syngas production. Int. J. Hydrogen Energy 2020, 45, 22775–22787. [Google Scholar] [CrossRef]
- Aghamohammadi, S.; Haghighi, M.; Maleki, M.; Rahemi, N. Sequential impregnation vs. sol-gel synthesized Ni/Al2O3-CeO2 nanocatalyst for dry reforming of methane: Effect of synthesis method and support promotion. Mol. Catal. 2017, 431, 39–48. [Google Scholar] [CrossRef]
- Gálvez, M.E.; Albarazi, A.; da Costa, P. Enhanced catalytic stability through non-conventional synthesis of Ni/SBA-15 for methane dry reforming at low temperatures. Appl. Catal. A Gen. 2015, 504, 143–150. [Google Scholar] [CrossRef]
- Huang, J.; Huang, T.; Liu, L.; Huang, W.; Ma, R. Mo2C/SBA-15 Modified by Ni for the Dry Reforming of Methane. Energy Sources Part A Recovery Util. Environ. Eff. 2011, 33, 2249–2256. [Google Scholar] [CrossRef]
- Song, Z.; Wang, Q.; Guo, C.; Li, S.; Yan, W.; Jiao, W. Improved effect of Fe on the stable NiFe/Al2O3 catalyst in low-temperature dry reforming of methane. Ind. Eng. Chem. Res. 2020, 59, 17250–17258. [Google Scholar] [CrossRef]
- Zhang, R.; Xia, G.; Li, M.; Wu, Y.; Nie, H.; Li, D. Effect of support on the performance of Ni-based catalyst in methane dry reforming. J. Fuel Chem. Technol. 2015, 43, 1359–1365. [Google Scholar] [CrossRef]
- Tsoukalou, A.; Imtiaz, Q.; Kim, S.M.; Abdala, P.M.; Yoon, S.; Müller, C.R. Dry-reforming of methane over bimetallic Ni–M/La2O3 (M = Co, Fe): The effect of the rate of La2O2CO3 formation and phase stability on the catalytic activity and stability. J. Catal. 2016, 343, 208–214. [Google Scholar] [CrossRef]
- Song, Y.; Ozdemir, E.; Ramesh, S.; Adishev, A.; Subramanian, S.; Harale, A. Dry reforming of methane by stable Ni–Mo nanocatalysts on single-crystalline MgO. Science 2020, 367, 777–781. [Google Scholar] [CrossRef]
- Sharifi, M.; Haghighi, M.; Rahmani, F.; Karimipour, S. Syngas production via dry reforming of CH4 over Co- and Cu-promoted Ni/Al2O3–ZrO2 nanocatalysts synthesized via sequential impregnation and sol–gel methods. J. Nat. Gas Sci. Eng. 2014, 21, 993–1004. [Google Scholar] [CrossRef]
- Du, X.; France, L.J.; Kuznetsov, V.L.; Xiao, T.; Edwards, P.P.; AlMegren, H. Dry reforming of methane over ZrO2-supported Co–Mo carbide catalyst. Appl. Petrochem. Res. 2014, 4, 137–144. [Google Scholar] [CrossRef]
- le Saché, E.; Johnson, S.; Pastor-Pérez, L.; Horri, B.A.; Reina, T.R. Biogas Upgrading Via Dry Reforming Over a Ni-Sn/CeO2-Al2O3 Catalyst: Influence of the Biogas Source. Energies 2019, 12, 1007. [Google Scholar] [CrossRef]
- Song, K.; Lu, M.; Xu, S.; Chen, C.; Zhan, Y.; Li, D. Effect of alloy composition on catalytic performance and coke-resistance property of Ni-Cu/Mg(Al)O catalysts for dry reforming of methane. Appl. Catal. B 2018, 239, 324–333. [Google Scholar] [CrossRef]
- Yang, Y.; Lin, Y.A.; Yan, X.; Chen, F.; Shen, Q.; Zhang, L. Cooperative Atom Motion in Ni-Cu Nanoparticles during the Structural Evolution and the Implication in the High-Temperature Catalyst Design. ACS Appl. Energy Mater. 2019, 2, 8894–8902. [Google Scholar] [CrossRef]
- Bahzad, H.; Shah, N.; mac Dowell, N.; Boot-Handford, M.; Soltani, S.M.; Ho, M. Development and techno-economic analyses of a novel hydrogen production process via chemical looping. Int. J. Hydrogen Energy 2019, 44, 21251–21263. [Google Scholar] [CrossRef]
- Khan, M.N.; Shamim, T. Techno-economic assessment of a plant based on a three reactor chemical looping reforming system. Int. J. Hydrogen Energy 2016, 41, 22677–22688. [Google Scholar] [CrossRef]
- Kathe, M.V.; Empfield, A.; Na, J.; Blair, E.; Fan, L.S. Hydrogen production from natural gas using an iron-based chemical looping technology: Thermodynamic simulations and process system analysis. Appl. Energy 2016, 165, 183–201. [Google Scholar] [CrossRef]
- Sanfilippo, D. One-step hydrogen through water splitting with intrinsic CO2 capture in chemical looping. Catal. Today 2016, 272, 58–68. [Google Scholar] [CrossRef]
- Alam, S.; Sumana, C. Thermodynamic analysis of plant-wide CLC-SESMR scheme for H2 production: Studying the effect of oxygen carrier supports. Int. J. Hydrogen Energy 2019, 44, 3250–3263. [Google Scholar] [CrossRef]
- Hu, J.; Chen, S.; Xiang, W. Ni, Co and Cu-promoted iron-based oxygen carriers in methane-fueled chemical looping hydrogen generation process. Fuel Process. Technol. 2021, 221, 106917. [Google Scholar] [CrossRef]
- Yin, X.; Wang, S.; Wang, B.; Shen, L. Chemical looping steam methane reforming using Al doped LaMnO3+δ perovskites as oxygen carriers. Int. J. Hydrogen Energy 2021, 46, 33375–33387. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, L.; Wang, Y.; Wang, Y.; Wang, H.; Wang, Y. Enhanced activity of La1-xMnCuxO3 perovskite oxides for chemical looping steam methane reforming. Fuel Process. Technol. 2021, 215, 106744. [Google Scholar] [CrossRef]
- Nazari, M.; Soltanieh, M.; Heydarinasab, A.; Maddah, B. Synthesis of a new self-supported Mgy(CuxNi0.6−xMn0.4)1−yFe2O4 oxygen carrier for chemical looping steam methane reforming process. Int. J. Hydrogen Energy 2021, 46, 19397–19420. [Google Scholar] [CrossRef]
- Ma, S.; Cheng, F.; Meng, J.; Ge, H.; Lu, P.; Song, T. Ni-enhanced red mud oxygen carrier for chemical looping steam methane reforming. Fuel Process. Technol. 2022, 230, 107204. [Google Scholar] [CrossRef]
- Nazari, M. Heydarinasab, Amir. Synthesis and Optimization of NixMn1−xFe2O4 Catalyst in Chemical Looping Steam Methane Reforming Process. J. Chem. Chem. Eng. 2021, 40, 1584–1606. [Google Scholar]
- Cao, D.; Luo, C.; Wu, F.; Zhang, L.; Li, X. Screening loaded perovskite oxygen carriers for chemical looping steam methane reforming. J. Environ. Chem. Eng. 2022, 10, 107315. [Google Scholar] [CrossRef]
- Hu, J.; Li, H.; Chen, S.; Xiang, W. Enhanced Fe2O3/Al2O3 Oxygen Carriers for Chemical Looping Steam Reforming of Methane with Different Mg Ratios. Ind. Eng. Chem. Res. 2022, 61, 1022–1031. [Google Scholar] [CrossRef]
- Cabello, A.; Mendiara, T.; Abad, A.; Izquierdo, M.T.; García-Labiano, F. Production of hydrogen by chemical looping reforming of methane and biogas using a reactive and durable Cu-based oxygen carrier. Fuel 2022, 322, 124250. [Google Scholar] [CrossRef]
- Zhao, K.; Fang, X.; Cui, C.; Kang, S.; Zheng, A.; Zhao, Z. Co-production of syngas and H2 from chemical looping steam reforming of methane over anti-coking CeO2/La0.9Sr0.1Fe1−xNixO3 composite oxides. Fuel 2022, 317, 123455. [Google Scholar] [CrossRef]
- Hafizi, A.; Rahimpour, M.R.; Hassanajili, S. Hydrogen production via chemical looping steam methane reforming process: Effect of cerium and calcium promoters on the performance of Fe2O3/Al2O3 oxygen carrier. Appl. Energy 2016, 165, 685–694. [Google Scholar] [CrossRef]
- Hafizi, A.; Rahimpour, M.R.; Hassanajili, S. Calcium promoted Fe/Al2O3 oxygen carrier for hydrogen production via cyclic chemical looping steam methane reforming process. Int. J. Hydrogen Energy 2015, 40, 16159–16168. [Google Scholar] [CrossRef]
- Lee, M.; Lim, H.S.; Kim, Y.; Lee, J.W. Enhancement of highly-concentrated hydrogen productivity in chemical looping steam methane reforming using Fe-substituted LaCoO3. Energy Convers. Manag. 2020, 207, 112507. [Google Scholar] [CrossRef]
- Silvester, L.; Antzara, A.; Boskovic, G.; Heracleous, E.; Lemonidou, A.A.; Bukur, D.B. NiO supported on Al2O3 and ZrO2 oxygen carriers for chemical looping steam methane reforming. Int. J. Hydrogen Energy 2015, 40, 7490–7501. [Google Scholar] [CrossRef]
- Antzara, A.; Heracleous, E.; Silvester, L.; Bukur, D.B.; Lemonidou, A.A. Activity study of NiO-based oxygen carriers in chemical looping steam methane reforming. Catal. Today 2016, 272, 32–41. [Google Scholar] [CrossRef]
- Rydén, M.; Ramos, P. H2 production with CO2 capture by sorption enhanced chemical-looping reforming using NiO as oxygen carrier and CaO as CO2 sorbent. Fuel Process. Technol. 2012, 96, 27–36. [Google Scholar] [CrossRef]
- Dou, B.; Song, Y.; Wang, C.; Chen, H.; Yang, M.; Xu, Y. Hydrogen production by enhanced-sorption chemical looping steam reforming of glycerol in moving-bed reactors. Appl. Energy 2014, 130, 342–349. [Google Scholar] [CrossRef]
- Dou, B.; Zhang, H.; Cui, G.; Wang, Z.; Jiang, B.; Wang, K. Hydrogen production by sorption-enhanced chemical looping steam reforming of ethanol in an alternating fixed-bed reactor: Sorbent to catalyst ratio dependencies. Energy Convers. Manag. 2018, 155, 243–252. [Google Scholar] [CrossRef]
- Zhu, X.; Shi, Y.; Cai, N.; Li, S.; Yang, Y. Techno-economic Evaluation of an Elevated Temperature Pressure Swing Adsorption Process in A 540 MW IGCC Power Plant with CO2 capture. Energy Procedia 2014, 63, 2016–2022. [Google Scholar] [CrossRef]
- Zhu, X.; Shi, Y.; Li, S.; Cai, N. Elevated temperature pressure swing adsorption process for reactive separation of CO/CO2 in H2-rich gas. Int. J. Hydrogen Energy 2018, 43, 13305–13317. [Google Scholar] [CrossRef]
- Zhu, X.; Shi, Y.; Cai, N. Integrated gasification combined cycle with carbon dioxide capture by elevated temperature pressure swing adsorption. Appl. Energy 2016, 176, 196–208. [Google Scholar] [CrossRef]
- Siriwardane, R.V.; Robinson, C.; Shen, M.; Simonyi, T. Novel Regenerable Sodium-Based Sorbents for CO2 Capture at Warm Gas Temperatures. Energy Fuels 2007, 21, 2088–2097. [Google Scholar] [CrossRef]
- Nakagawa, K.; Ohashi, T. A Novel Method of CO2 Capture from High Temperature Gases. J. Electrochem. Soc. 1998, 145, 1344–1346. [Google Scholar] [CrossRef]
- Filitz, R.; Kierzkowska, A.M.; Broda, M.; Müller, C.R. Highly efficient CO2 sorbents: Development of synthetic, calcium-rich dolomites. Environ. Sci. Technol. 2012, 46, 559–565. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Ahn, W.S. CO2 capture using mesoporous alumina prepared by a sol–gel process. Chem. Eng. J. 2011, 166, 646–651. [Google Scholar] [CrossRef]
- NASA Technical Reports Server (NTRS). Carbon Dioxide Adsorption on a 5A Zeolite Designed for CO2 Removal in Spacecraft Cabins. Available online: https://ntrs.nasa.gov/citations/19980237902 (accessed on 5 August 2022).
- Siriwardane, R.V.; Shen, M.S.; Fisher, E.P.; Poston, J.A. Adsorption of CO2 on Molecular Sieves and Activated Carbon. Energy Fuels 2001, 15, 279–284. [Google Scholar] [CrossRef]
- Wang, Q.; Luo, J.; Zhong, Z.; Borgna, A. CO2 capture by solid adsorbents and their applications: Current status and new trends. Energy Environ. Sci. 2010, 4, 42–55. [Google Scholar] [CrossRef]
- Zhu, X.; Shi, Y.; Cai, N. High-pressure carbon dioxide adsorption kinetics of potassium-modified hydrotalcite at elevated temperature. Fuel 2017, 207, 579–590. [Google Scholar] [CrossRef]
- Yong, Z.; Rodrigues, A.E. Hydrotalcite-like compounds as adsorbents for carbon dioxide. Energy Convers. Manag. 2002, 43, 1865–1876. [Google Scholar] [CrossRef]
- van Selow, E.R.; Cobden, P.D.; van Dijk, H.A.J.; Walspurger, S.; Verbraeken, P.A.; Jansen, D. Qualification of the ALKASORB sorbent for the sorption-enhanced water-gas shift process. Energy Procedia 2013, 37, 180–189. [Google Scholar] [CrossRef]
- van Selow, E.R.; Cobden, P.D.; Wright, A.D.; van den Brink, R.W.; Jansen, D. Improved sorbent for the sorption-enhanced water-gas shift process. Energy Procedia 2011, 4, 1090–1095. [Google Scholar] [CrossRef]
- Radosz, M.; Hu, X.; Krutkramelis, K.; Shen, Y. Flue-gas carbon capture on carbonaceous sorbents: Toward a low-cost multifunctional carbon filter for “green” energy producers. Ind. Eng. Chem. Res. 2008, 47, 3783–3794. [Google Scholar] [CrossRef]
- Witoon, T. Polyethyleneimine-loaded bimodal porous silica as low-cost and high-capacity sorbent for CO2 capture. Mater. Chem. Phys. 2012, 137, 235–245. [Google Scholar] [CrossRef]
- Rao, A.B.; Rubin, E.S. A technical, economic, and environmental assessment of amine-based CO2 capture technology for power plant greenhouse gas control. Environ. Sci. Technol. 2002, 36, 4467–4475. [Google Scholar] [CrossRef]
- Shen, S.; Feng, X.; Ren, S. Effect of Arginine on Carbon Dioxide Capture by Potassium Carbonate Solution. Energy Fuels 2013, 27, 6010–6016. [Google Scholar] [CrossRef]
- Bhoi, P.R.; Huhnke, R.L.; Whiteley, J.R.; Gebreyohannes, S.; Kumar, A. Equilibrium stage based model of a vegetable oil based wet packed bed scrubbing system for removing producer gas tar compounds. Sep. Purif. Technol. 2015, 142, 196–202. [Google Scholar] [CrossRef]
- Oh, T.H. Carbon capture and storage potential in coal-fired plant in Malaysia—A review. Renew. Sustain. Energy Rev. 2010, 14, 2697–2709. [Google Scholar] [CrossRef]
- Font-Palma, C.; Cann, D.; Udemu, C.; García, O. Review of Cryogenic Carbon Capture Innovations and Their Potential Applications. C 2021, 7, 58. [Google Scholar] [CrossRef]
- Olajire, A.A. CO2 capture and separation technologies for end-of-pipe applications—A review. Energy 2010, 35, 2610–2628. [Google Scholar] [CrossRef]
- Favre, E. Membrane processes and postcombustion carbon dioxide capture: Challenges and prospects. Chem. Eng. J. 2011, 171, 782–793. [Google Scholar] [CrossRef]
- Falter, C.; Sizmann, A. Solar Thermochemical Hydrogen Production in the USA. Sustainability 2021, 13, 7804. [Google Scholar] [CrossRef]
- Milani, D.; Kiani, A.; McNaughton, R. Renewable-powered hydrogen economy from Australia’s perspective. Int. J. Hydrogen Energy 2020, 45, 24125–24145. [Google Scholar] [CrossRef]
- Lu, Y.; Zhao, L.; Guo, L. Technical and economic evaluation of solar hydrogen production by supercritical water gasification of biomass in China. Int. J. Hydrogen Energy 2011, 36, 14349–14359. [Google Scholar] [CrossRef]
- Ghaebi Panah, P.; Cui, X.; Bornapour, M.; Hooshmand, R.A.; Guerrero, J.M. Marketability analysis of green hydrogen production in Denmark: Scale-up effects on grid-connected electrolysis. Int. J. Hydrogen Energy 2022, 47, 12443–12455. [Google Scholar] [CrossRef]
- Bhandari, R. Green hydrogen production potential in West Africa—Case of Niger. Renew. Energy 2022, 196, 800–811. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | NPT Process | Power (w) | Conversion | Selectivity | Ref. | |||
|---|---|---|---|---|---|---|---|---|
| CH4 | CO2 | CH3OH | CO | H2 | ||||
| 10% Ni/γ-Al2O3 | Dielectric Barrier Discharge | 30 | 26 | 16 | - | 49 | 35 | [171] |
| 10% Ni/Al2O3 | Dielectric Barrier Discharge | 7.5 | 19.6 | 9 | - | 45 | 28 | [172] |
| 10% Ni/Al2O3 | Dielectric Barrier Discharge | 24 | 38 | 23 | - | 45 | 38 | [173] |
| 10% Ni/La2O3-MgAl2O4 | Dielectric Barrier Discharge | 125.6 | 79.9 | 84 | - | 40.5 | 41.4 | [174] |
| 10% Ni/Al2O3 | AC Dielectric Barrier Discharge | 50 | 56.4 | 30.2 | - | 52 | 31 | [168] |
| 10% Ni/γ-Al2O3-MgO | Dielectric Barrier Discharge | - | 74 | - | - | - | 46 | [175] |
| 9.5% Niγ-Al2O3 | Dielectric Barrier Discharge | 60 | 48.1 | 31.7 | - | 21.7 | 17.9 | [176] |
| 10% Ni/γ-Al2O3-MgO | Dielectric Barrier Discharge | 100 | 74.5 | 73 | - | 48 | 47 | [175] |
| 26% Ni/Al2O3 | Dielectric Barrier Discharge | 97 | 56.4 | 30 | - | 52 | 31 | [177] |
| NiFe2O4/SiO2 | Dielectric Barrier Discharge | - | 80 | 70 | - | - | 81 | [178] |
| La2O3/γ-Al2O3 | Dielectric Barrier Discharge | 45 | 25 | 30 | - | - | [179] | |
| Zeolite | Dielectric Barrier Discharge | 67.5 | 31 | 34 | - | 53 | 60 | [180] |
| Zeolite A | Dielectric Barrier Discharge | 500 | 66 | 39 | - | 3.11 (H2/CO) | [165] | |
| Zeolite 4A | Dielectric Barrier Discharge | - | 50 | - | - | - | 59.6 | [180] |
| NaX Zeolite | Dielectric Barrier Discharge | 500 | 51.6 | 41.7 | - | 31.7 | 44.4 | [181] |
| NaY Zeolite | Dielectric Barrier Discharge | 500 | 66.6 | 39.9 | - | 42.7 | 38.6 | [182] |
| HY Zeolite | Dielectric Barrier Discharge | 100–500 | 63 | 37 | - | 46.1 | - | [183] |
| Pt@UiO-67 | Dielectric Barrier Discharge | 11 | 56 | 43 | - | 64 | 62 | [184] |
| 30 sccm,He, 10% La2O3/Al2O3 | Dielectric Barrier Discharge | 8 | 33.4 | 11.8 | - | 72.1 | 24.6 | [185] |
| LaNiO3@SiO2 | Dielectric Barrier Discharge | 150 | 88.31 | 77.76 | - | 92.43 | 83.65 | [186] |
| 5% TiO2/g-C3N4 | Dielectric Barrier Discharge | 2.7 | 30 | 18 | - | 48 | 30 | [187] |
| 5% ZnO/g-C3N4 | Dielectric Barrier Discharge | 2.7 | 39 | 9 | - | 46 | 21 | [187] |
| Pt12Ni | DRM | 34.6 | 53.8 | 73.4 | - | 0.90 (H2/CO) | [188] | |
| Pt6Ni | DRM | 34.6 | 29.9 | 65 | - | 0.85 (H2/CO) | [188] | |
| N2/160 sccm | Dielectric Barrier Discharge | 10 | 11 | 5 | - | 35 | 32 | [189] |
| LaNiO3 | Dielectric Barrier Discharge | - | 23 | 21 | - | 1.5 (H2/CO) | [190] | |
| LaFeO3 | Dielectric Barrier Discharge | - | 82 | 0 | - | 73.1 | - | [191] |
| Cu/γ-Al2O3 | Dielectric Barrier Discharge | - | 90 | 6 | - | - | [192] | |
| La2O3Ni/MgAl2O4 | Dielectric Barrier Discharge | - | 81 | - | - | - | 48.1 | [193] |
| Fe/γ-Al2O3 | Dielectric Barrier Discharge | 160 | 68.7 | 60.5 | - | 86.7 | 74.4 | [183] |
| BaFe0.5Nb0.5O3 | Dielectric Barrier Discharge | 22.8 | 70 | 51 | - | 1.81 (H2/CO) | [194] | |
| BaTiO2 | Dielectric Barrier Discharge | - | 14 | 7 | - | - | 8.9 | [195] |
| γ-Al2O3 | Dielectric Barrier Discharge | - | 32 | 14 | - | - | 8.5 | [195] |
| α-Al2O3 | Dielectric Barrier Discharge | - | 33 | 23 | - | - | 8 | [195] |
| Pt@UiO-67 | Dielectric Barrier Discharge | 11 | 39–66 | 27–51 | - | 64–68 | 61–63 | [184] |
| Glass beads | Dielectric Barrier Discharge | - | 29 | - | - | - | 37.2 | [196] |
| Na-ZSM-5 | Dielectric Barrier Discharge | - | 65 | - | - | - | 21.3 | [197] |
| 15Ni/ZSM-5 | Dielectric Barrier Discharge | - | 76 | 71 | - | 58 | 45 | [198] |
| Ni/CeO2/Al2O3 | Gliding Arc Discharge | 128 | 94 | 91 | - | 95 | 97 | [199] |
| - | Spark Discharge | 26 | 52.5 | 49.5 | - | - | - | [200] |
| H2O/24500 sccm | Microwave Discharge | 700 | 83 | 19 | - | 19 | 99 | [201] |
| Catalyst | Preparation Method | Reaction Temperature | Stability | Conversion Rate | H2/CO | Ref. | |
|---|---|---|---|---|---|---|---|
| CH4 | CO2 | ||||||
| 5wt%Ni/BaTiO3 | Sol-(xero) gel method | 690 | <1 (TOS) | 79 | - | - | [235] |
| 5wt%Ni/32.4%BaTiO3-Al2O3 | Sol–gel | 50 | 87 | - | - | ||
| HTNi25 | Co-precipitation | 550 | 5 | 35–55 | 35–45 | - | [236] |
| 1wt%Ni/La-ZrO2 | complex polymerized method. | 555 3.7 W | - | 22.8 | 24.8 | 0.83 | [237] |
| Pt/La-ZrO2 | 580 4.1 W | - | 21 | 23.6 | 0.80 | ||
| H-ZrCe0.3 | co-precipitation | 550, 650, 750. | 24 | 22.5 | 29 | - | [238] |
| Ni/32.4%BaTiO3-Al2O3 | 690 | - | 88 | 88 | - | [235] | |
| Ni-Ce/SBA-15 | Impregnation | 575 | 12 | 90 | >80 | 0.96 | [239] |
| 1.1%Cu-8.9%Ni/Al2O3 | Incipient wetness impregnation | 650 | 10 | - | - | 0.85 | [240] |
| 3.75%Co-11.25%Ni/MgAl2O4 | Incipient wetness impregnation | 600 | 1.5 | 9 | 13 | 0.5 | [241] |
| Ni/CeO2-Al2O3 | Sol–gel | 750 | 10 | 90 | - | 0.64 | [242] |
| Impregnation | 750 | 10 | 35 | - | |||
| Ni/SBA-15(RM) | 600 | - | 65 | 88 | 0.83 | [243] | |
| Ni/Mo2C/SBA-15 | incipient wet impregnation | 800 °C, atm pressure | 180 | >95 | - | 0.9 | [244] |
| 4.2%Fe-9.6%Ni/Al2O3 | Evaporation induced self-assembly. | 550 | 20 | 27 | 38 | 0.68 | [245] |
| Ni/MgO-Al2O3 | Wet Impregnation | 750 | 100 | 90 | - | - | [246] |
| LaNi0.8Co0.2O3 | Co-precipitation | 650 | 0.48 | [247] | |||
| 1.76%Mo-3.76%Ni/MgO | Polyol-mediated reductive growth with a PVP surfactant | 800 | 850 (TOS) | 99 | 100 | ≈1 | [248] |
| 3%Cu-10%Ni/Al2O3-ZrO2 | Sol–gel | 850 | 24 | 91 | 92 | 0.95 | [249] |
| 20%Co-Mo/ZrO2 | Carburization | 850 | 4 | 97.8 | 98 | 1.1 | [250] |
| Sn0.02Ni/CeO2-Al2O3 | Sequential impregnation | 700 | 20 | 80 | 90 | 0.89 | [251] |
| 0.5%Ni-Cu/Mg(Al)O | Co-precipitation | 600 | 25 (TOS) | 47 | 58 | - | [252] |
| (0.6–7.7)%Cu − (9.4–2.3)%Ni/Al2O3 | Wet impregnation | 850 | 24(TOS) | 88 | 98 | - | [253] |
| Oxygen Carrier | Operating Condition | CH4 Conversion | H2/CO | H2 Yield | CO Yield | Ref. |
|---|---|---|---|---|---|---|
| Mg0.1(Cu0.3Ni0.3Mn0.4)0.9Fe2O4 | 650 °C; S/C = 2.5 | 99.4% | - | 84.4% | - | [262] |
| 5NiO-RM | 900 °C | - | 2.01 | 2.20 mmol·g−1 | 94.1% | [263] |
| Ni0.6Mn0.4Fe2O4 | 650 °C S/C = 2.5 | 99.6% | - | 77.6% | - | [264] |
| LaMn0.5Al0.5O3+δ | - | - | 2 | 3.32 mmol·g−1 | 1.70 mmol·g−1 | [260] |
| LaFeO3-CeO2 | - | - | 2 | 95% (purity) | 98% | [265] |
| Mg improved Fe2O3/Al2O3 | - | 82% | 2 | 0.75 mmol/g OC | 96% | [266] |
| Cu14Al_ICB | 950 °C | 96% | - | 2.6 mol/mole CH4 | - | [267] |
| CeO2/La0.9Sr0.1Fe0.8Ni0.2O3 | - | 85% | - | 96% | 88% | [268] |
| 15Fe–5Ca/Al2O3 | 823–1023 K; Steam/CH4 = 1.5 | 100% (at 923K) | - | - | - | [269] |
| 15 wt.%Fe–5 wt.%Ca/γ-Al2O3 | 700 °C | 100% | - | 83% | - | [270] |
| LaCo0.6Fe0.4O3 | 700 °C | - | - | 99.3%(purity) | 92% | [271] |
| Thermochemical Processes | Operating Condition | Advantages | Limitations | Efficiency |
|---|---|---|---|---|
| Steam methane reforming | 700–950 °C | Higher yield of hydrogen, higher hydrogen to carbon ratio, clean hydrogen production, environment-friendly pathways, steam is highly available, oxygen not required. | Greenhouse gas emission, lower conversion, higher operating cost, higher energy consumption, continuous heat supply | 60–75% |
| Sorbent-enhanced steam reforming | 600–750 °C; 1 atm | Clean Hydrogen production, lower reaction temperature, emission reduction, and lower energy required | Lower chemical stability | 65–75% |
| Autothermal reforming | 1000–1200 °C ∼70bar | Lower reaction temperature, and a high conversion rate of feed. | Catalyst oxidation may lower the concentration of H2 in syngas | 60–75% |
| Plasma-assisted steam reforming | 350–500 °C | No catalyst requirement, different element composition, fast process, can achieve high temperature, a wide variety of operating modes | Complicated process, less control, complex mechanism | 9–85% |
| Chemical looping steam reforming | 500–800 °C | Lower reaction temperature, lower energy consumption, | Requirement of oxygen carriers, lower syngas, carbon deposition | 65–75% |
| Partial oxidation | 125–1400 °C | No catalyst needed, lower pressure in oxidation chamber | Lower hydrogen production, high reaction temperature, soot generation | 60–75% |
| Biomass Gasification | 600–1000 °C | Variable types of waste can be converted, multi-generation is possible, and utilization of wastes | Low heating value, high moisture content, generation of solid tar | 35–50% |
| Chemical looping combustion | 800–1000 °C | Multi-generation (hydrogen + power) is possible, reduces H2 production cost, lower energy consumption, environment-friendly, improves syngas production | Requirement of oxygen carrier, | 40–60% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Das, A.; Peu, S.D. A Comprehensive Review on Recent Advancements in Thermochemical Processes for Clean Hydrogen Production to Decarbonize the Energy Sector. Sustainability 2022, 14, 11206. https://doi.org/10.3390/su141811206
Das A, Peu SD. A Comprehensive Review on Recent Advancements in Thermochemical Processes for Clean Hydrogen Production to Decarbonize the Energy Sector. Sustainability. 2022; 14(18):11206. https://doi.org/10.3390/su141811206
Chicago/Turabian StyleDas, Arnob, and Susmita Datta Peu. 2022. "A Comprehensive Review on Recent Advancements in Thermochemical Processes for Clean Hydrogen Production to Decarbonize the Energy Sector" Sustainability 14, no. 18: 11206. https://doi.org/10.3390/su141811206
APA StyleDas, A., & Peu, S. D. (2022). A Comprehensive Review on Recent Advancements in Thermochemical Processes for Clean Hydrogen Production to Decarbonize the Energy Sector. Sustainability, 14(18), 11206. https://doi.org/10.3390/su141811206