4.1. Aggregate Production Planning
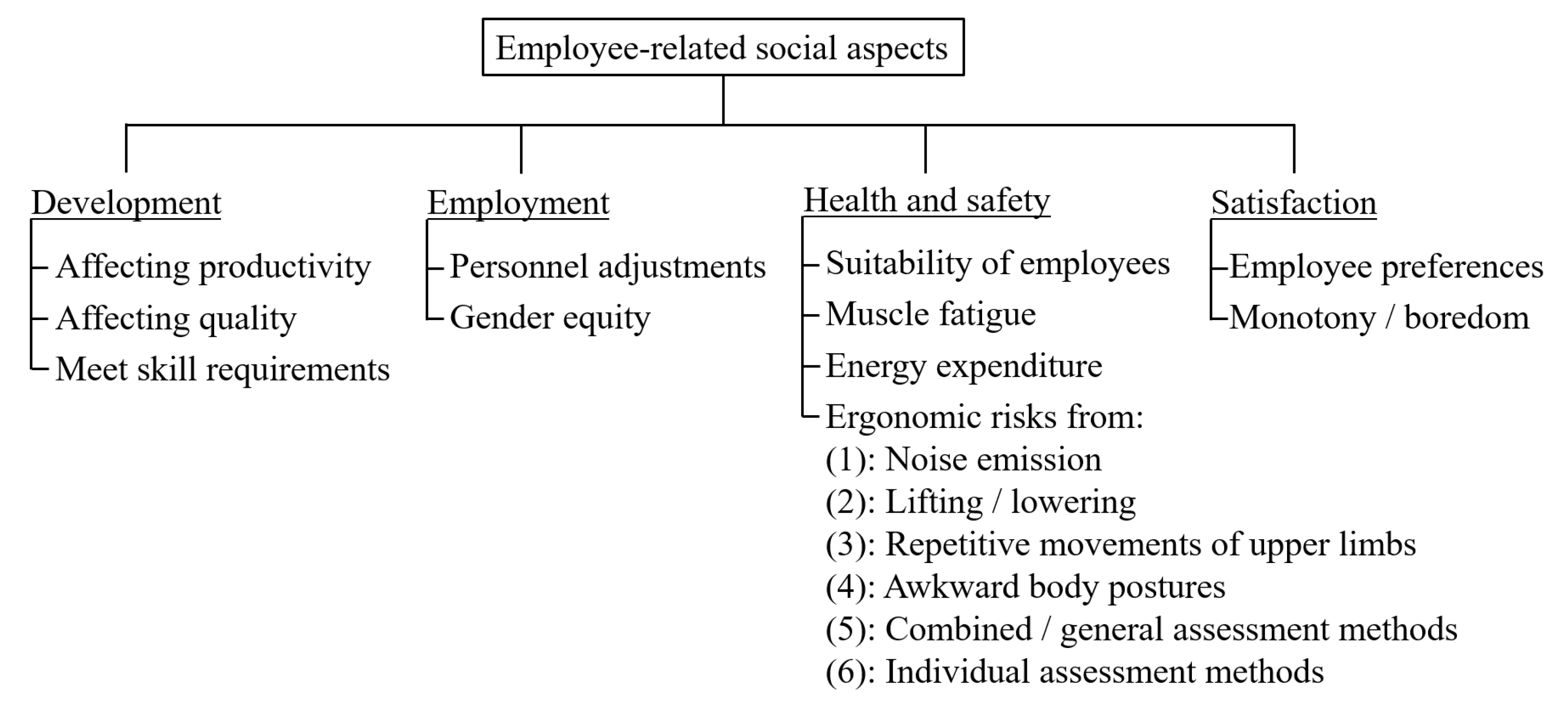
For APP, employee-related social aspects from the areas of development and employment have been considered so far (see
Table 2). Note that no articles at the MPS level could be identified that included employee-related social aspects.
In the area of development, employee training is implemented, which generates respective costs. Refs. [
56,
57,
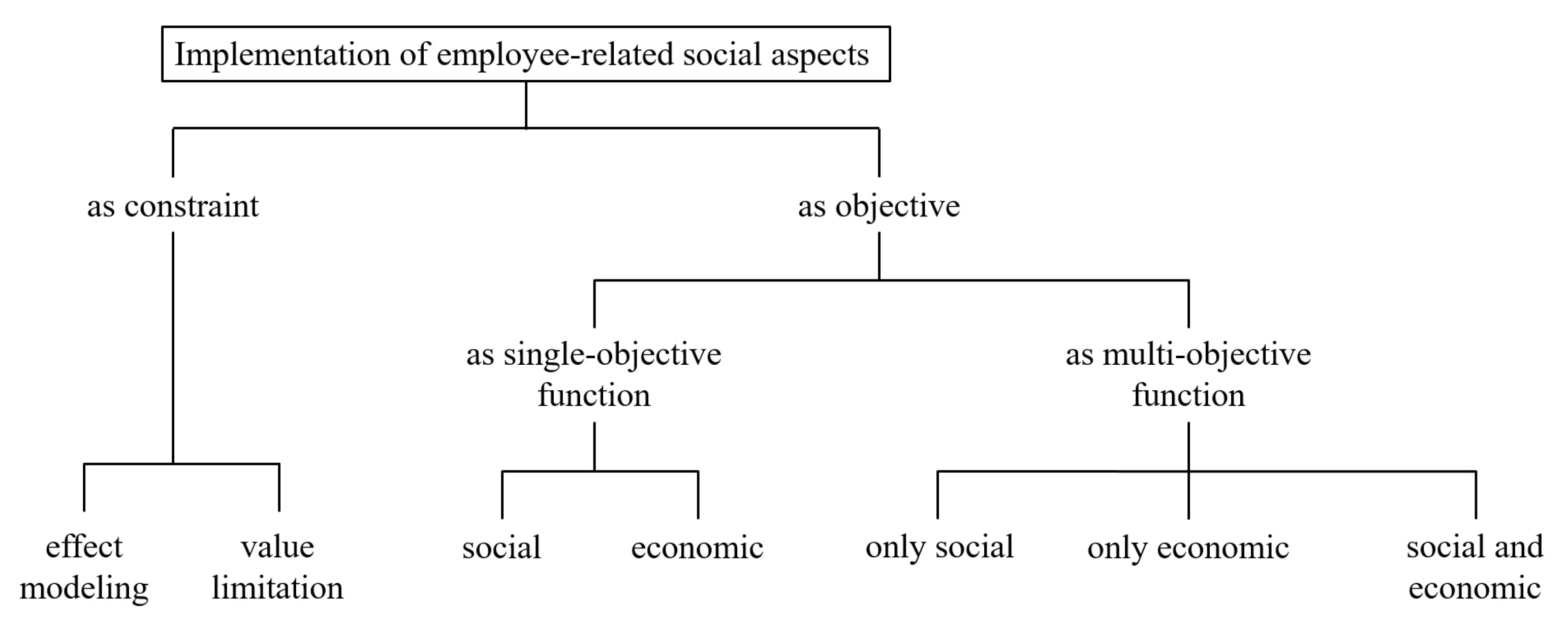
58] indicate that the productivity of employees is affected by training measures. The effects of training on productivity are formulated always in the constraints as effect modeling. For this, Refs. [
57,
58] define a training-level-dependent productivity factor that affects general capacity load factors. Ref. [
56] directly defines training-level-dependent capacity load factors. Within the objective function, the total costs (total losses) are minimized. Thus, the training-dependent employee productivity is economically included, for example, by minimizing labor costs, hiring/firing costs, and training costs. Furthermore, Ref. [
57] minimize the sum of the maximum shortages and personnel adjustments within a multi-objective function. Refs. [
56,
58] formulates a single-objective function.
Refs. [
59,
60] demonstrates that training improves production quality. They assume that trained employees cause fewer errors. The quality is maximized within a multi-objective function, next to minimizing the costs and maximizing the customer service (satisfaction) level. For this, the quality is expressed by the share of trained employees. In [
60], production quality also depends on the supplier’s quality. Furthermore, Ref. [
59] define a minimum level of training that has to be maintained. For minimizing the customer satisfaction level, they minimize the absolute difference between delivery date and due date. Thus, earliness and tardiness are minimized.
Ref. [
61] considers that different production levels require different training levels (skill requirements). Employees of the highest training level carry out the training from less trained employees during production. Accordingly, the number of trained employees affects the production output. Within a single-objective function, the profit is maximized. Thereby, meeting the skill requirements is monetarily considered by means of training-level-dependent personnel costs.
In the area of employment, the focus is on limiting personnel adjustments. For this, in the constraints, the share of hiring and layoffs relative to the number of employees in the previous period [
56,
57,
58,
59] and on acceptable layoffs [
63] is restricted. Furthermore, the personnel adjustments are always accounted for monetarily within the objective function by costs for hiring/firing. Only [
57,
62,
63] additionally include personnel adjustments as a social variable within a multi-objective function, simultaneous to economic variables. For this, the sum of fired employees [
63], the sum of fired and hired employees [
62], and the difference between hired and fired employees [
57] are minimized. Thus, different aims could be observed: reducing total layoffs [
63], reducing total adjustments [
62], or reducing absolute changes of the number of employees [
57].
Gender equity is only addressed in [
63]. Next to profit, emissions, use of renewable energy sources, overtime, number of layoffs, backorders, number of CSR projects carried out, and the number of innovative projects carried out, also the difference between female and male employees is optimized within a multi-objective function. Furthermore, the deviations between the number of female and male employees are limited within the constraints.
4.2. Lot Sizing
Within lot sizing, aspects of health and safety have been integrated so far. Considering primarily extended EOQ approaches, the approaches regard the energy expenditure and ergonomic risks from lifting/lowering, as well as from individual assessment methods (see
Table 3).
The energy expenditure is integrated in [
64,
65]. For this, the energy expenditure is assessed according to [
36]. Furthermore, exceeding a corresponding energy expenditure requires a rest allowance (according to [
38]). To improve the energy expenditure, the rest allowance is valued monetarily. Considering that employees do not work during rest time, the potential cost impact from this production loss (non-productive time) is assessed with a cost factor within a single-objective function. The objective is to minimize the total costs, consisting of picking, traveling, storing, and resting costs.
Ergonomic risks from lifting and lowering activities are included in [
65,
66] and assessed according to the NIOSH-Eq. For this, [
66] minimize the risk value directly within a multi-objective function, besides minimizing the costs. Additionally, the maximum accepted ergonomic risk is limited. Ref. [
65] models the constraint that exceeding a defined risk value requires the use of additional equipment. Within the single-objective function, respective costs are considered for the potential use of the equipment.
Refs. [
67,
68] use an individual method to assess the ergonomic risks. Ref. [
68] regards the emission of hazardous gases (sulfur dioxide). Thereby, emissions are evaluated with a cost factor and minimized within a single-objective function. In [
67], the working hours are minimized as a metric for the social performance of a company. Additionally, the maximum acceptable working hours are limited. Besides, economic (costs) and environmental (carbon footprint) aspects are minimized within a multi-objective function.
4.3. Single-Machine, Parallel-Machine, Job Shop, and Flow Shop Scheduling
Due to the small number of articles, single-machine, parallel-machine, job shop, and flow shop scheduling were considered together. Included are social aspects from the area’s development, health, and safety, as well as satisfaction so far (see
Table 4).
The area of employee development is addressed in [
69,
70]. For a single-machine configuration, Ref. [
69] consider (besides autonomous learning) an induced learning for which a fixed time interval (e.g., for training activities) is scheduled. For this, a correlation between training and makespan is modeled in the constraints by learning dependent processing times. Within a single-objective function, the makespan is minimized. Regarding a flow shop configuration, in [
70], the use of new technologies affects the processing times, while lost days occur for the qualification of employees. Using a multi-objective function, the makespan and energy consumption are minimized and the weighted difference between job opportunities and lost days is maximized.
Health and safety aspects are included in job shop and flow shop configurations. The energy expenditure is addressed in [
71] for a job shop configuration. For this, age-dependent processing times are defined and corresponding energy expenditure values are derived within the constraints (according to [
36]). According to [
38], a rest allowance is modeled, which affects the makespan, and within a single-objective function, the dependent makespan is minimized.
Furthermore, the ergonomic risks from noise emission and from a combined/general risk assessment are considered. A machine-dependent noise emission (according to [
80]) is addressed in [
72,
73] for a job shop configuration and in [
74] for flow shop scheduling according to an individual machine noise matrix. A machine-dependent and operation-mode-dependent noise emission (based on [
73]) is introduced by [
75] for a flow shop configuration. Next to the noise emission, further objectives are directly minimized within a multi-objective function, for example makespan [
72,
73,
74,
75], energy consumption [
73,
75], and total dust pollution [
74]. Ref. [
72] additionally minimizes the CO
2 emissions, the waste and water consumption, the average manipulated weight, the exposure time to vibrations, and the temperature exposure.
A general ergonomic risk includes [
76] for job shop scheduling (assessed according to EAWS). Besides this social aspect, the makespan and energy consumption are minimized within a multi-objective function.
The employee satisfaction is reflected by task- and worker-specific preferences within a parallel machine configuration. For this purpose, a corresponding preference/satisfaction parameter is defined to determine the satisfaction of assigning tasks to workers. Refs. [
77,
78] formulate a multi-objective function to maximize employee satisfaction as well as on-time delivery. Ref. [
78] additionally defines a minimum acceptable employee satisfaction. For maximizing the employee satisfaction, a variety score, and minimizing the maximum completion time, [
79] introduce a multi-objective function. The variety score reflects the preferences of employees regarding varying job assignments.
4.4. Assembly Line Balancing Problem
Approaches of ALBP primarily focus on health and safety aspects. Especially the energy expenditure and ergonomic risks are addressed (see
Table 5). Furthermore, the suitability of employees and the muscle fatigue as health and safety aspects are integrated. The areas of development and employment are only considered in [
81]. For this, a required skill level of hired and inexperienced employees can be achieved through training measures. The personnel adjustments are considered by hiring and firing of employees. The objectives of the multi-objective function are minimizing the number of stations for a given cycle time and minimizing the costs for hiring, firing, training, and salary.
Regarding the area of health and safety, Ref. [
82] consider the suitability of employees by the psychological demand of workstations using a weighted rigidity measure. The rigidity measure reflects the flexibility in work methods and the opportunity for individual decision-making. While minimizing the costs within a single-objective function, the maximum acceptable psychological demand is limited within the constraints.
Refs. [
83,
84] include the general muscle fatigue (according to [
35]). Thereby, the current capacity of the muscle depends on the MVC and the external load the muscle is exposed to. In [
83], the fatigue score and the number of stations are minimized for a given cycle time within a multi-objective function. Ref. [
84] additionally considers the muscle recovery (according to [
110]). They present an exact algorithm for low- and medium-sized instances. Within the algorithm, first the number of workstations is minimized for a given cycle time. Subsequently, the muscular capacity is improved iteratively.
The energy expenditure is included in different ways. In [
82], exceeding a given energy expenditure parameter requires the use of additional equipment. This causes costs that are minimized within a single-objective function. Furthermore, the energy expenditure is limited. In [
86,
87,
90,
92], exceeding a respective threshold requires a rest allowance. The correlation between energy expenditure and rest allowance is modeled in the constraints, affecting the cycle time. For this, a maximum cycle time is given, and additionally, in [
87,
92], the maximum ergonomic load is limited. Within a single-objective function, the objective is to minimize the number of operators/stations [
86,
87]. Ref. [
90] minimizes the smoothness index in order to have similar workstation processing times and the costs per cycle considering the costs of stations and resources per minute. Ref. [
92] minimizes the cycle time. Directly within a multi-objective function, the energy expenditure is included in [
85,
88,
89,
91,
93]. Thereby, for a given number of stations, the energy expenditure and the cycle time per station, as well as the respective deviations between the stations are minimized in [
85]. Furthermore, for a given number of stations, Ref. [
91] minimizes the cycle time, the total energy expenditure for the assembly line, and the total energy expenditure of each station (by minimizing the total energy expenditure of the station with the maximum energy expenditure). Furthermore, Ref. [
91] consider a human–robot collaboration and maximize the number of operations allocated to the preferred resource. The preferred resources (human or robot) for each operation are considered by a proposed classification. For a given cycle time, Refs. [
88,
89] minimize the deviations in the energy expenditures between stations and the number of stations. Additionally, Ref. [
88] minimize a required skill score of stations. In [
89], the ALBP is extended by job rotation, and they consider costs of equipment installed, including collaborative robots. Furthermore, for a given cycle time, Ref. [
93] minimize the number of stations and a smoothness index, which is the standard deviation of the energy expenditure.
Furthermore, from the area of health and safety, the ergonomic risks from repetitive movements of the upper limbs, from awkward body postures, and from combined/general assessment methods, as well as individual assessment methods are addressed. Refs. [
94,
95,
96,
97] include the ergonomic risk from repetitive movements of the upper limbs (assessed according to OCRA). For a given cycle time, Ref. [
95] limit the acceptable deviations of the risk value between stations and minimizing the number of stations within a single-objective function. Furthermore, for a given cycle time, Ref. [
96] minimize the deviations of the risk value between stations, the average risk value over all stations, the number of stations, and the number of stations with a very high risk (red stations) within a multi-objective function. Additionally, a maximum acceptable risk value is defined within the constraints. For a given number of stations, Ref. [
94] minimize the average risk value over all stations, the deviations of the risk values between stations, the number of red stations, and the cycle time, and Ref. [
97] minimize the maximum ergonomic risk and cycle time within a multi-objective function.
The ergonomic risk from awkward body posture is assessed according to OWAS in [
99] and by RULA in [
98,
100,
101]. A multi-objective function is modeled to minimize the variation of the risk value between stations. Additionally, for a given number of stations, Ref. [
99] minimize the maximum risk value and the deviations between a given cycle time and workstation time. Ref. [
101] presents a two-step approach. In the first step, the cycle time is minimized. This is followed by a reassignment, if the composite index of variation is improved. This is calculated as the weighted and normalized sum of the deviations of the cycle time and the ergonomic risk related to the previous solution (step 1). For a given cycle time, Refs. [
98,
100] minimize the risk deviations between stations and the number of stations. Furthermore, Ref. [
98] minimize the maximum ergonomic risk and [
100] the deviations of workstation time between stations.
A combined/general assessment method is applied in [
102,
103,
104,
105,
106,
107]. Within a single-objective function, Refs. [
103,
104] combine and minimize the ergonomic risks from the movements of the upper limbs (assessed according to OCRA), awkward body postures (assessed according to RULA), and lifting/lowering activities (assessed according to the NIOSH-Eq). Given the number of stations and cycle time, different specifications of the objective function are introduced to minimize the maximum risk, the absolute risk deviations between stations, and the difference between the maximum and minimum risk. Within a multi-objective function, the ergonomic risk is minimized in [
102,
105] regarding the movements of the upper limbs (assessed according to OCRA), awkward body postures (assessed according to RULA), and lifting/lowering activities (assessed according to the NIOSH-Eq). Next to maximum risk value, Ref. [
102] minimize the spatial workstation area, as well as the cycle time for a given number of stations. Additionally, Ref. [
105] minimize the risk variances between stations for a given number of stations and cycle time. Furthermore, within a multi-objective function, Ref. [
106] minimize the number of stations for a given cycle time and distribute the ergonomic risk equally among stations. For this, they regard a combined ergonomic risk from lifting/lowering (assessed according to the NIOSH-Eq), movements of the upper limbs (assessed according to OCRA), and awkward body postures (assessed according to OWAS), as well as a general ergonomic risks (assessed according to the EAWS) and further assessment methods. Ref. [
107] minimize the cycle time and the deviations of the ergonomic risk between stations for a given number of stations within a multi-objective function. They combine ergonomic risks from lifting, twisting of the wrist, twisting of the hip, and squatting.
Refs. [
108,
109] consider the ergonomic risk using an individual assessment method. For a given cycle time, the number of stations is minimized within a single-objective function. Additionally, a maximum acceptable ergonomic risk is defined, which [
109] derive from empirical studies as a gender- and age-specific threshold.
4.5. Worker Assignment/Job Rotation
Approaches for worker assignment/job rotation primarily include aspects of health and safety (see
Table 6). Furthermore, employee satisfaction regarding monotonous work is addressed. The area of employment, specifically meeting skill requirements, is only considered in [
111]. For this, each station requires a respective skill level. The skill levels can be achieved through training measures (and autonomous learning), which cause respective costs. The costs are minimized using a single-objective function.
Regarding the health and safety area, Refs. [
112,
113,
114] consider the suitability of employees. Within a multi-objective function, Ref. [
112] optimize 39 ergonomic and competency criteria and Ref. [
113] assess the employee suitability based on 42 criteria. Ref. [
114] reflects the employee suitability by age, size, skill level (according to suitability test), and experience (according to company affiliation) and model a dependent productivity. A single-objective function is used to minimize the dependent cycle time.
Muscle fatigue in [
115] is assessed from the execution of previous and current jobs (according to [
35]). For this, muscle fatigue affects the Human Error Probability (HEP), which is minimized within a single-objective function. In [
116], muscle fatigue is modeled (according to [
134]), considering work intensity, as well as work duration related to six different body regions. The weighted and summed up risk values are minimized within a single-objective function, in addition to the ergonomic risks from lifting/lowering. Next to minimizing the cycle time, Ref. [
117] minimize the muscle fatigue (according to [
21]) directly within a multi-objective function for a human–robot collaborative assembly cell. Fatigue in this case depends on the task execution and a break time (recovery).
The energy expenditure is only considered in [
89], who enhance an ALBP by job rotation (see
Section 4.4).
For reducing the ergonomic risks from noise emission, Refs. [
118,
119,
120] limit the acceptable noise level. For this, they use the DND. According to [
41], in [
118], the daily permissible noise exposure limit is 90 dBA. In [
119,
120], the daily permissible noise exposure limit is 85 dBA (according to [
42]). As the objective function, Ref. [
118] present different alternatives to maximize a competence score and to minimize the number of required workers. The competence score reflects the appropriate assignment of required and available competencies per station and employee. Within a single-objective function, Ref. [
119] minimize the total delay caused by deficiency of skill and job satisfaction and Ref. [
120] minimize the labor costs, consisting of daily wages and overtime wages.
The ergonomic risks from lifting/lowering within the job rotation is only addressed in [
116]. In addition to the muscle fatigue, the ergonomic risk (assessed according to the NIOSH-Eq) is minimized. Furthermore, they also consider the working height. For this, they formulate a single-objective function, where the weighted sum of the different risk scores is minimized.
Assessed according to OCRA, Refs. [
113,
121,
122] consider the ergonomic risk from repetitive movements of the upper limbs. For this, Refs. [
113,
122] define a maximum acceptable risk value within the constraints. In [
121], the ergonomic risk value is directly minimized within a multi-objective function. Furthermore, within a multi-objective function, Ref. [
113] maximize a movement score between successive periods simultaneous to the employee suitability. The movement score assesses the physical load of employees. Thus, differences in the movement scores in successive periods contribute to the change between load and recovery. Ref. [
122] introduce two alternative single-objective functions. The first alternative maximizes the production output subject to the maximum ergonomic risk and the maximum acceptable coefficient of variation of the risk over all stations. The second alternative is to minimize the standard deviation of the ergonomic risk over all stations, ensuring required production levels.
The ergonomic risks from awkward body postures are addressed in [
123,
124] within a single-objective function. In [
123], as the first alternative, the coefficient of variation of awkward body postures (assessed according to RULA) is minimized and a given production output to be achieved. In the second alternative, the production output is maximized and the maximum acceptable coefficient of variation of ergonomic risk is limited. Each case also limits the maximum acceptable ergonomic risk. In [
124], the ergonomic risks are assessed according to REBA. Additionally, the successive assignment of employees to stations with high ergonomic loads for the same body part is limited.
Refs. [
125,
126,
127] include a combined/general risk assessment. Within a single-objective function, the value of the general risk (assessed according to EAWS) is minimized [
125,
126]. In [
127], ergonomic risks regarding different body parts and from different movements are combined into an overall risk. Within a multi-objective function, each score of the ergonomic risk from the movements of the upper limbs (assessed according to OCRA), awkward body postures (assessed according to RULA), and lifting/lowering activities (assessed according to the NIOSH-Eq) is minimized.
The ergonomic risk is also included in [
131] as hazard exposure using an individual assessment method and limiting the maximum acceptable risk. Within a multi-objective function, the number of workers and the worker-task changeover are minimized and a worker-task fit-score is maximized. The worker–task fit-score results from a suitable assignment of the required and necessary competencies per station and employee. Furthermore, using an individual assessment method, [
128] limit the maximum allowable Hand–Arm Vibrations (HAVs). Three different model specifications are considered. In Model 1, costs are minimized without considering HAV. In Model 2, HAVs are integrated and the monetary deviations from Model 1 are minimized. Only HAVs are minimized in Model 3. In [
129,
130], the physical workload is assessed according to an individual method. Ref. [
130] describes this as a company internal standard consisting of 5 categories and 20 subcategories. A single-objective function is formulated to minimize the risk value while limiting successive assignments to stations with a high ergonomic workload for the same body part. In [
129], a multi-objective function is modeled to minimize the cycle time and the risk value where successive assignments to stations with high physical workload are limited.
The area of satisfaction is addressed in [
111,
119,
121,
132,
133] regarding monotonous work. Next to required employee skills (development area), Ref. [
111] consider that employees are suitable for different stations, which is referred to as multi-functionality. By limiting the minimum and maximum acceptable multi-functionality within the constraints, employee preferences for frequent and infrequent rotations are considered. Furthermore, a minimum time interval between repeated assignments is defined. Refs. [
119,
132,
133] model that processing times depend on employee boredom (besides autonomous learning and forgetting). The interdependencies between the assignments and the autonomous learning/forgetting (employee skills), as well as the boredom are formulated within the constraints. Within a multi-objective function, Ref. [
132] minimize the dependent idle time, the deviation from a given cycle time, the number of deviations, and the number of employees. Furthermore, within a single-objective function, in [
119,
133], the weighted and normalized sum of the difference between the upper bound and the current skill, as well as motivation level is multiplied with a maximum delay of a machine and the assignment variable. Thus, time losses caused by insufficient employee skills and boredom are minimized. Additionally, in [
133], a minimum time interval must be maintained between two repetitive employee assignments to a station. In [
121], the satisfaction is interpreted as monotony due to repeated and similar job assignments. Within a multi-objective function, the number of repetitive assignments is directly minimized, next to the ergonomic risk value (assessed according to OCRA).









{kind=link}
{kind=link}
{kind=link}
{kind=link}