A review of the literature shows that little research has been conducted to develop a methodology for implementing I4.0 based on improving agility in manufacturing SME in Quebec. The first part of this section deals with Industry 4.0, agility, and the new requirements generated by this revolution. Since no strategy to implement agility in the context of the I4.0 exists, this research is conducted with the objective of providing such a strategy. The second part deals with standardization and modular product design structure as a mean for achieving mass customization. The last part deals with dynamic cells as a way to implement process agility. A summary of the main elements that emerged from the literature review led to the conceptual framework of the research, focusing on the different performance measures and methodologies used.
2.2. Industry 4.0
To date, few methods for increasing Quebec manufacturing SME agility appear in the scientific literature. Increased agility makes it possible to meet mass custom demand in the era of the I4.0 revolution. Industry 4.0 was first put forward in 2011 at the Industrial Technology Fair in Hannover, Germany. This fourth industrial revolution is Germany’s response to the emergence of technology in the industrial environment and the government’s desire to remain the global leader in manufacturing [
23,
24]. This industrial policy was initially aiming at maintaining a global competitive advantage in the manufacturing business sector [
8]. Industry 4.0 relies, among other things, on the connectivity of technological resources for more efficient use of production data [
25]. Furthermore, Industry 4.0 generates notable benefits that leads to increased productivity, increased customer satisfaction, and improved ability to innovate [
26].
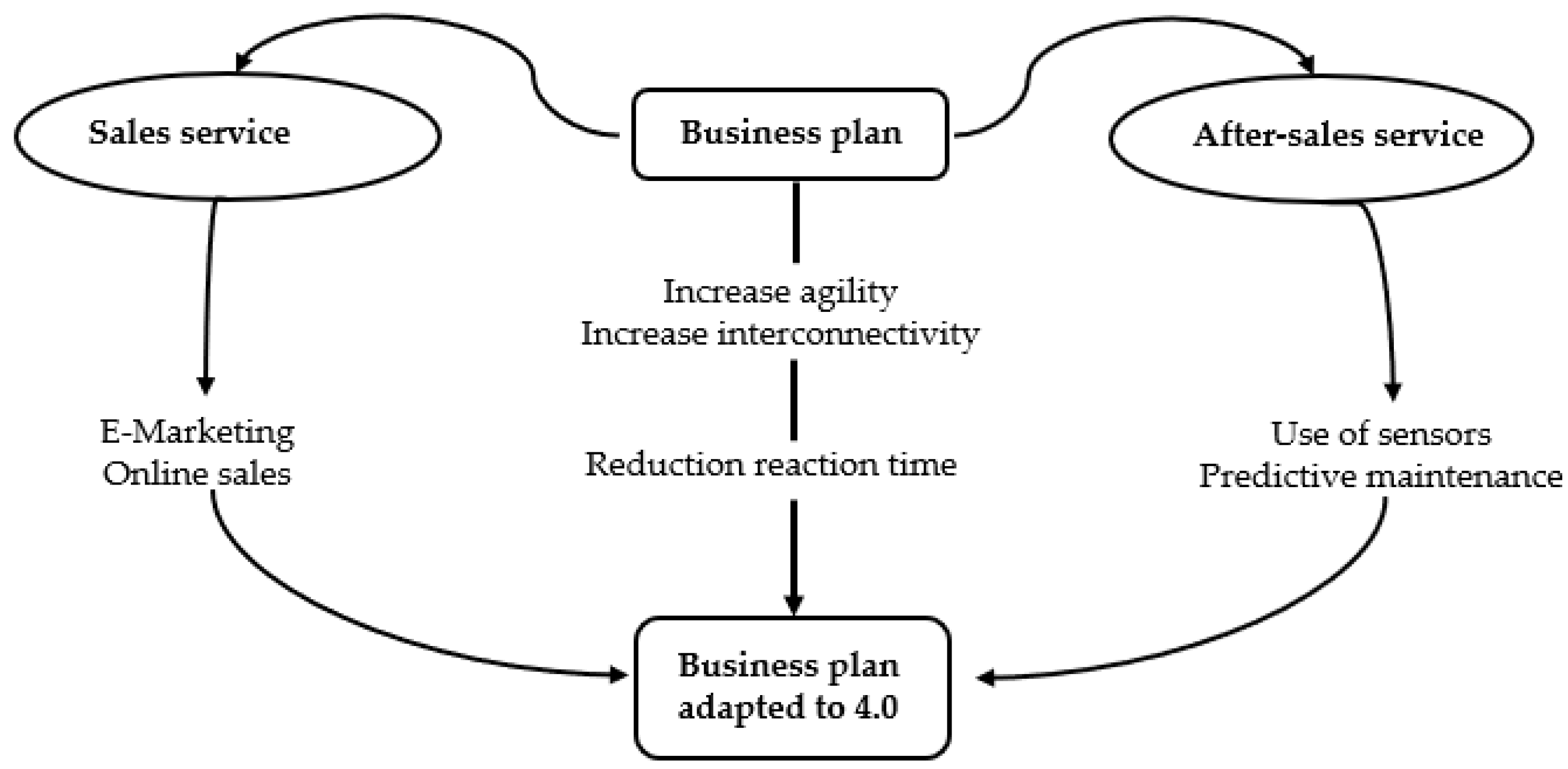
Industry 4.0 generates a globalization of markets and customized mass production that forces companies to review their business model as well as their production methods to remain competitive. The entire process, from sales to after-sales service, must be reviewed and adapted to this new reality and to the growing demands of customers. Therefore, process automation and the implementation and appropriation of digital technologies can increase agility, efficiency, and performance [
5,
22]. Such an increase in agility, efficiency, and performance allows for greater responsiveness in the context of mass customization demand. In seeking to increase connectivity and automation in manufacturing, the fourth industrial revolution attempts to integrate technological resources to existing production processes. However, it can be observed that small and medium-sized enterprises have greater difficulty harnessing the potential of Industry 4.0 [
22]. Rauch et al. [
22] focused on the prerequisites for and barriers to smart manufacturing implementation in SME. Among the different prerequisites that emerge, four are considered significant. These are agility and mass customization, real-time data and connectivity, advanced manufacturing and automation, and ease of use of technologies. Agility and mass customization seek to build a manufacturing system that is quickly adaptable and reconfigurable in the face of rapid and constant volume and product changes. Agility makes it possible to meet mass customization demand [
22].
The fourth industrial revolution requires greater production flexibility, agility, and efficiency. Due to the growing competitiveness in manufacturing markets, companies are forced to make their production systems more productive and flexible. A production system with a high degree of agility can better respond to changing demand. Similarity in the production processes of different products also promotes an adapted system [
14]. Finally, in their work, Niakan et al. [
14] asserted the relevance of making use of dynamic cells as a production system to be able to achieve the requirements of Industry 4.0.
In the context of Industry 4.0, it is important to have a maintenance system given the significant amount of mechanical and electronic equipment. While it is necessary to monitor the production equipment in place, it is also essential to generate information to detect failures so that action can be taken in real time [
18]. In their work, Bourezza and Mousrij [
18] sought to implement an intelligent industrial maintenance platform that can acquire data in real time to detect breakdowns but also to be able to estimate the time before a device’s life span is reached. This information allows for better equipment monitoring and reduces reaction time when a breakdown occurs. In a similar vein, Erez et al. [
20] investigated the design methodology of different sensors in the field of nanoscience for industrial machines in the context of predictive maintenance in an Industry 4.0 context [
20]. This research highlights the importance of using sensors to enable predictive maintenance of different devices when seeking to reduce reaction times and production process performance.
After-sale service is also crucial in the context of Industry 4.0. Cimini et al. [
15] focused on digital servitization and competence development. Servitization is a trend that can be found in industry to offer customers solutions that integrate different goods, services, support, and knowledge by making use of new technologies to facilitate innovation. A product can therefore be used to sell the result of a service. They proposed a model oriented towards selling a solution instead of selling a product. Based on the strategies used and the capabilities of the products, this model makes it possible to situate a company and establish an action plan according to the company’s objective [
27].
In their work, Nishi et al. [
21] discussed the use of electronic catalogues to build a virtual production chain in a I4.0 context. The transition to the virtual world allows companies to study the different opportunities available more easily as well as the possibilities of expansion [
21]. The use of online sales catalogues facilitates the implementation of a virtual production chain, which in turn makes it easier to simulate production phase planning. For this purpose, online catalogue models specific to the type of business are implemented. The work provides a method for configuring the production chain based on electronic catalogues [
21].
A study by The Boston Consulting Group [
28] of more than 800 respondents shows that only 30% of digital transformations are successful. In the remaining 70% of cases, transformations fail to meet targeted goals and expectations in terms of people, processes, infrastructure, sustainability, and ability to innovate within a given time horizon. Such a high failure rate is even more concerning in a context where digital transformation is at the heart of the economic changes taking place. According to The Boston Consulting Group (BCG) [
28], six key factors could increase the chances of a successful digital transformation from 30% to 80%: an integrated strategy with clear transformation goals, executive commitment, the use of modular data technology, agile governance to respond quickly and flexibly to demand, talent deployment, and effective progress monitoring.
With their focus on responsiveness and flexibility, SME offer an environment for developing the concept of agility. As a start, Shashi et al. [
19] discussed the concept of enterprise supply chain agility as a critical strategy for developing flexible capabilities to respond quickly to changing customer demands. Supply chain agility, defined by Goldman et al. [
29], is a strategy for being responsive and ready for change in the face of dynamic and turbulent demand. Harris et al. [
15] conducted interviews with various manufacturing SME with the goal of identifying the gaps between companies’ digital manufacturing. In their research, the authors discovered that the manufacturing SME interviewed have a low production volume but a wide variety of products, making it important to be agile in the face of changing demand. In addition, Mittal et al. [
17] present the characteristics of a manufacturing SME in the context of Industry 4.0. The authors depict SME as one of the strengths of the manufacturing economy and as the guiding light of the manufacturing industry. The fourth industrial revolution has a far-reaching impact on SME. Furthermore, the article explains that SME often face significant challenges in implementing new technologies. As a result of their research, they conclude that:
- -
SME have excellent relationships with their customers;
- -
SME are highly dependent on their collaboration networks;
- -
SME often have limited knowledge in specific areas;
- -
-SME have a greater variety of products that can be adapted to demand;
- -
SME have a less complex and more informal organizational structure.
The authors note a major difference between SME and larger companies. This paper defines an SME as an enterprise with less than 250 employees and less than CAD 50 million in annual sales.
For safety concerns, Fujdiak et al. [
30] addressed the relationship between safety, cybersecurity, and performance. Therefore, basic security requirements are brought forward in this study with examples of the impact of security on performance. Furthermore, in another study, Fujdiak et al. [
30] looked at the security and performance of data distribution service as well as the logic behind it.
I4.0 in SME is increasingly being studied. Studies show that there is a gap in the ways to implement I4.0 at the research level. Da Silva et al. [
31] studied the scientific contributions related to the deployment of I4.0 in companies. They found that different issues can hinder the implementation of Industry 4.0. These include lack of financial resources and operational and organizational structure. However, the study allows us to establish requirements that can facilitate the implementation of I4.0 and target the benefits of operationalizing I4.0 [
31].
Sony and Naik [
32] examined how I4.0 can be successfully implemented in companies. Their systematic literature review identified the following 10 critical factors for successful implementation of I4.0: align Industry 4.0 initiatives with organizational strategy; senior management must fully support the project; employee participation will be important to the success of Industry 4.0; make products and services smart; working to digitize the supply chain; turning the company digital; change management; project management; Industry 4.0 and sustainability; and cybersecurity management.
Although I4.0 has become a concept adopted by a growing number of companies, several studies put forward the difficulty managing the transition to I4.0, while others are even reluctant to advance it [
33]. Hoyer et al. [
33], therefore, sought to establish a knowledge base to guide future research and to be able to link what has already been studied and highlight perspectives to allow for a better understanding of the complexity of I4.0. In this study, 14 factors for successfully implementing I4.0 are detailed. They are political support, standardization, and IT security; cooperation between companies and institutions; assessment of costs and available funding options; available knowledge and education; pressure to adapt; perceived benefits of implementation; strategic consideration; IT infrastructure maturity; internal knowledge and skills development; lean manufacturing experience; occupational health and safety; industrial sector; and company size. They concluded that the different factors are interrelated and that some are of greater importance and should be prioritized. However, more research is needed to assess the importance of factors in different environments [
33].
In their work, Davies et al. [
34] reviewed the infrastructure of I4.0 and highlighted that the operationalization of Industry 4.0 is justified beyond cost and efficiency gains. Indeed, mobilizing internal resources makes it possible to create a competitive advantage. The study details the socio-technical requirements to successfully implement I4.0. The article concludes that it is essential to deploy an initiative based on the approval of the socio-technical characteristics put forward [
34].
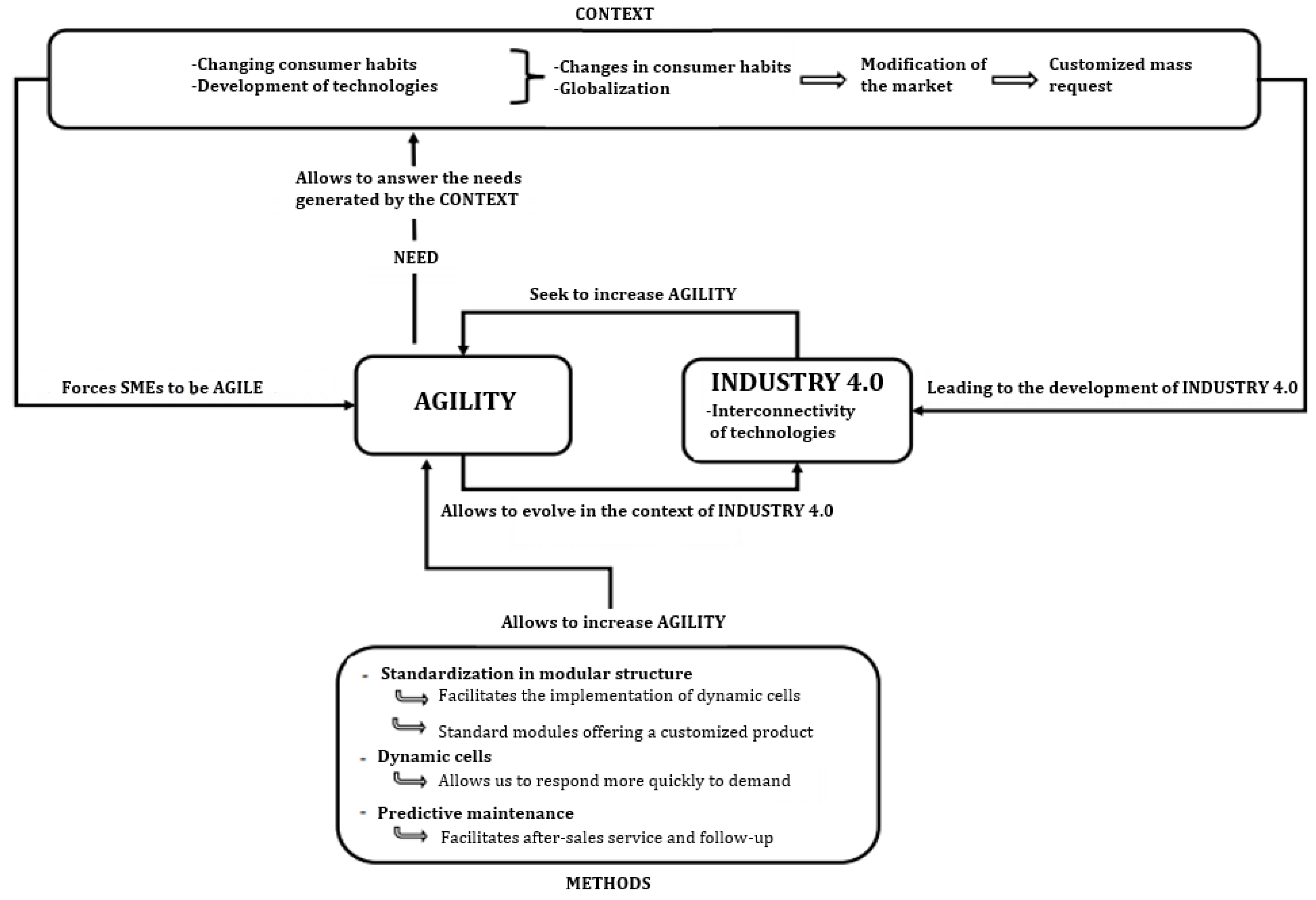
The authors agree on the relevance of increasing the agility, flexibility, and performance of existing production processes to respond to customized mass demand and to be competitive in a context of market globalization. It is important to develop a formal method to increase agility and reduce a company’s reaction time in such an environment. While the concept of Industry 4.0 is broad and includes many elements, the current work defines the fourth industrial revolution as the interconnectivity of emerging technologies to increase agility and interconnectivity of existing industrial systems and processes to meet dynamic demand.
2.3. Standardization and Modular Structure
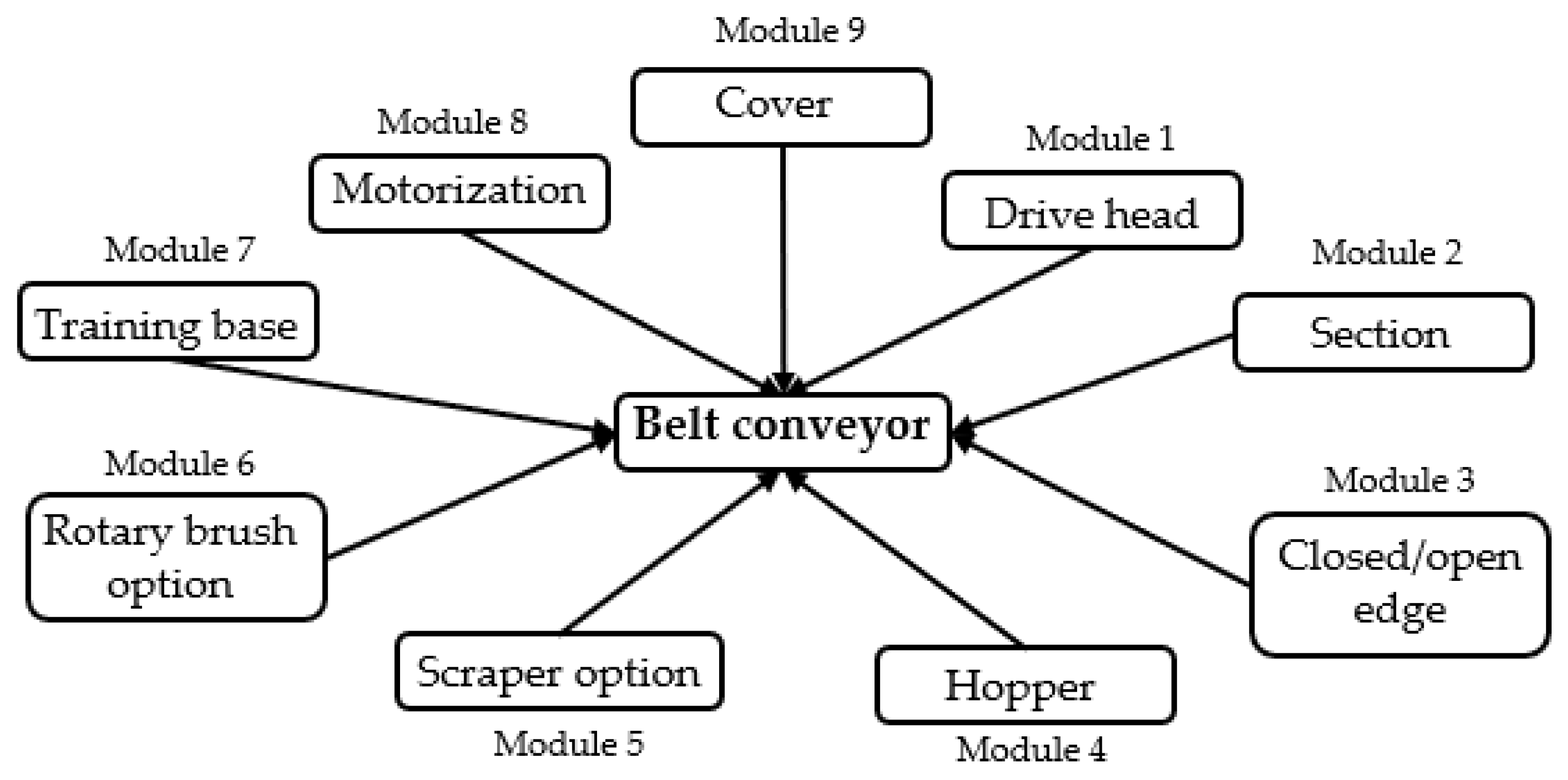
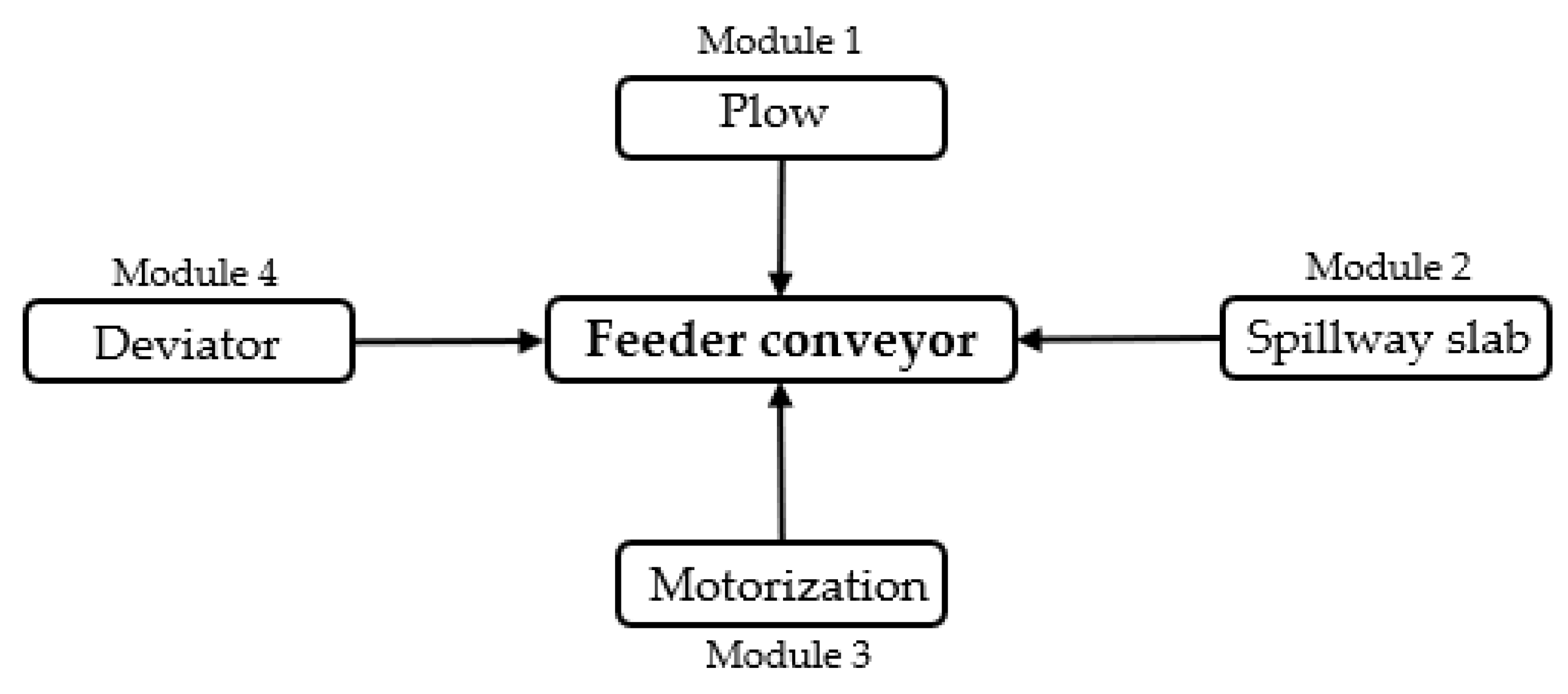
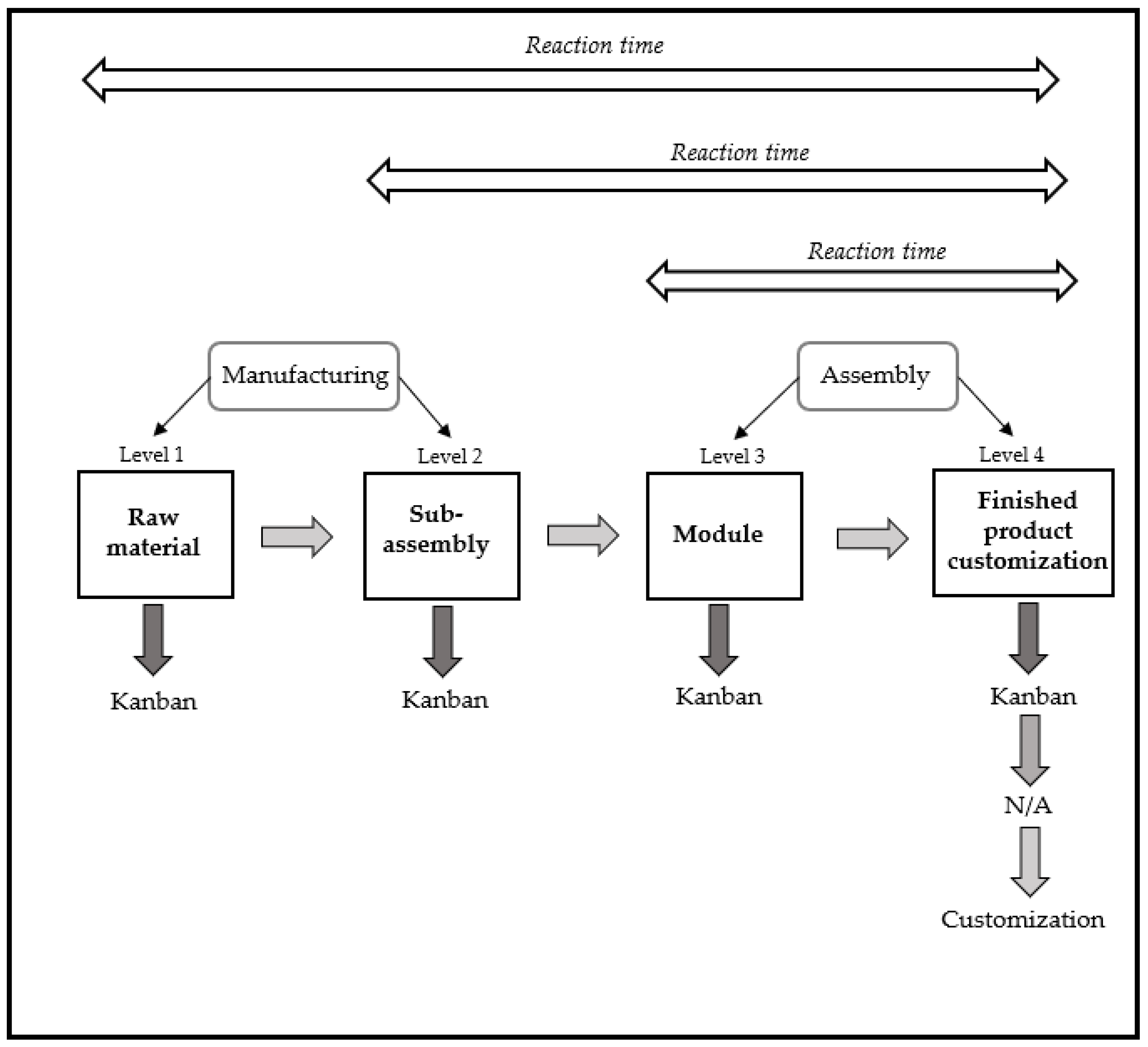
The concept of standardization is particularly important in industrial domains with rather heavy machinery due to the need to transport, assemble, and disassemble the machinery, as explained by Zhang et al. [
7]. The authors demonstrated in their research the relevance of using modules that can be configured and reconfigured. This module standardization is achieved by designing modules with independent functions that can be joined using connection interfaces. The authors demonstrated that a final assembly is the result of a combination of different modules that can be used to design a variety of products that can meet customized demand. It is simply a matter of replacing certain functional modules to obtain a different structure. Finally, they concluded by explaining that such a standardized modular design allows for more streamlined structures, easier assembly, longer machine life, and easier maintenance of the equipment.
Egilmez et al. [
6] explored the high similarity of manufacturing processes leading to work cell formation. At the end of their research, they concluded that there is a link between good work cell formation and a high similarity index of the cell equipment. Standardization is therefore a key aspect of successfully implementing dynamic work cells.
Gamache’s [
2] research focused on the key success factors for implementing dynamic cells in network enterprises. The goal of his research was to determine the effects of using dynamic cells and modular design equipment on the performance of network enterprises. Using an experimental design, simulation, and a case study, the author was able to validate the relevance of his model. Gamache [
2] concluded that standardization through modular-structured equipment allows for the successful implementation of dynamic cells. The author found that the implementation of dynamic cells optimizes the performance of companies. Thus, the standardization of modules, the implementation of dynamic cells, and the performance of companies are, according to the author, intimately linked. Nevertheless, the author did not address in a concrete way how to implement this standardization and modular design.
The authors agree on the relevance of standardizing in a modular structure to obtain significant benefits for competitiveness in a context of customized mass demand. However, the literature does not address how to do this and the related impacts on mass customization. It is interesting to pursue this line of research with a greater focus on the level of standardization and the impact on agility and response time in a small to medium-sized manufacturing company.
2.4. Dynamic Cells
The dynamic cell concept was put forward in 1995 by Rheault et al. [
5,
11] to fit the reality of subcontracting companies that wanted to produce a wide variety of parts for different customers. To operate in such an environment and maintain their level of competitiveness, companies must rely on flexibility. These authors were the first to use the term dynamic cells, commonly referred to in the scientific literature as dynamic cellular manufacturing systems (DCMS). Dynamic cells represent a production method by physically grouping different workstations or machines, which can be assembled and disassembled several times according to demand, to manufacture a range of products more efficiently with a high index of similarity [
2,
9]. However, as Rheault et al. [
10] explained, moving machines should occur if and only if it is economically justifiable to do so.
According to Rheault et al. [
11], the concept of a dynamic cell exists because of the turbulent environment in which the manufacturing system finds itself. The turbulent environment is described by the authors as an environment in which there is a large variation in production batches, quantity of demands, processing times, and setups. According to the authors, an environment is considered turbulent due to the constant changes in products [
10]. The authors referred to the work of Ramudhin and Rochette [
35], Montreuil et al. [
36], Irani [
37], Rajamani et al. [
38], Hayes and Pisano [
39], Greene and Cleary [
40], and finally, Kusiak and Heragu [
41] to characterize this environment. Furthermore, an environment is characterized as turbulent when there are frequent product changes at the production level but also when the competition on the market is strong. Finally, the authors explained that due to the turbulence of the environment, production lines and other fixed installations quickly become obsolete. Dynamic cells have also been shown to be effective in dynamic environments on several occasions [
10].
Drolet et al. [
9], for their part, examined the comparison between different production systems in the context of a case study. The following production systems were studied: job shop, classical cells, virtual cells, and dynamic cells. Using an experimental design, the authors were able to draw conclusions about the relevance and performance of a dynamic cell production system. Dynamic cells were found to be superior to other types of production systems for each of the 12 performance factors targeted in this study. These 12 performance factors include total marginal cost, average level of work in progress, maximum level of work in progress, average level of delay, and maximum level of delay, among others [
9].
To quantify the gains achieved through dynamic cells, Gamache [
2] focused on the effects of dynamic cells on the performance of network firms. By focusing on supplier reliability, the production system, interdisciplinarity, and modular design, among other things, and through an experimental design, the author was able to reach a conclusion on the effect of dynamic cells. He concluded that such a production system is relevant in the context of network enterprises [
2]. Furthermore, the author confirmed that the variables that were studied make it possible to optimize the reaction time, the number of WIP, the throughput time, and the total sales. However, the author concluded by offering an opening for future research with a greater focus on factors that were overlooked in his research. These factors include the planning horizon, production scheduling, the study of a more elaborate network, and outsourcing, among others.
The authors agree that to operationalize and implement a standardized design, a suitable manufacturing system is necessary. Due to the variable structure created by modular products, a fixed layout often causes significant inconvenience. As a result, several authors have addressed the notion of dynamic cells in combination with reconfigurable modules [
2].






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}