
Review: Brine Solution: Current Status, Future Management and Technology Development


 and
and
Abstract
:1. Introduction

| Parameters | Details |
|---|---|
| Physical characteristics | Salinity: above 55,000 mg/L of TDS; conductivity: 0.6 W/mK at 25 °C; temperature: ambient seawater; pH: 7–8. |
| Inorganic salts | Example: sodium chloride (NaCl), calcium chloride (CaCl2), and magnesium chloride (MgCl2) are the major constituents. |
| Metals caused by corrosion | Brine might have high levels of iron, chromium, nickel, and molybdenum if the facility uses low-quality stainless steel. |
| Nutrients | Ammonia, nitrate, and phosphorus. |
| Pretreatment chemicals | Antiscale additive (ethylenediaminetetraacetic acid: EDTA, sodium hexameta phosphate). Biofouling control additives such as chlorine (small quantities)—coagulants. |
| Halogenated organics | Trihalomethanes are common byproducts of chlorine addition (low content). |
| Cleaning chemicals | -Acidic solutions used to adjust the pH of the seawater. -Detergent such as EDTA, oxidants (sodium perborate) and biocides (formaldehyde) are used to clean the membrane. |
1.1. Brine Solution and Characteristics
1.2. Conventional Methodologies for Disposal of Brine
1.3. Environmental Impact of Brine
2. Conventional Technologies for Brine Treatment
3. Brine Management and Zero Liquid Discharge
4. Brine Management: Resource Recovery Technologies
4.1. Freshwater Recovery Technologies
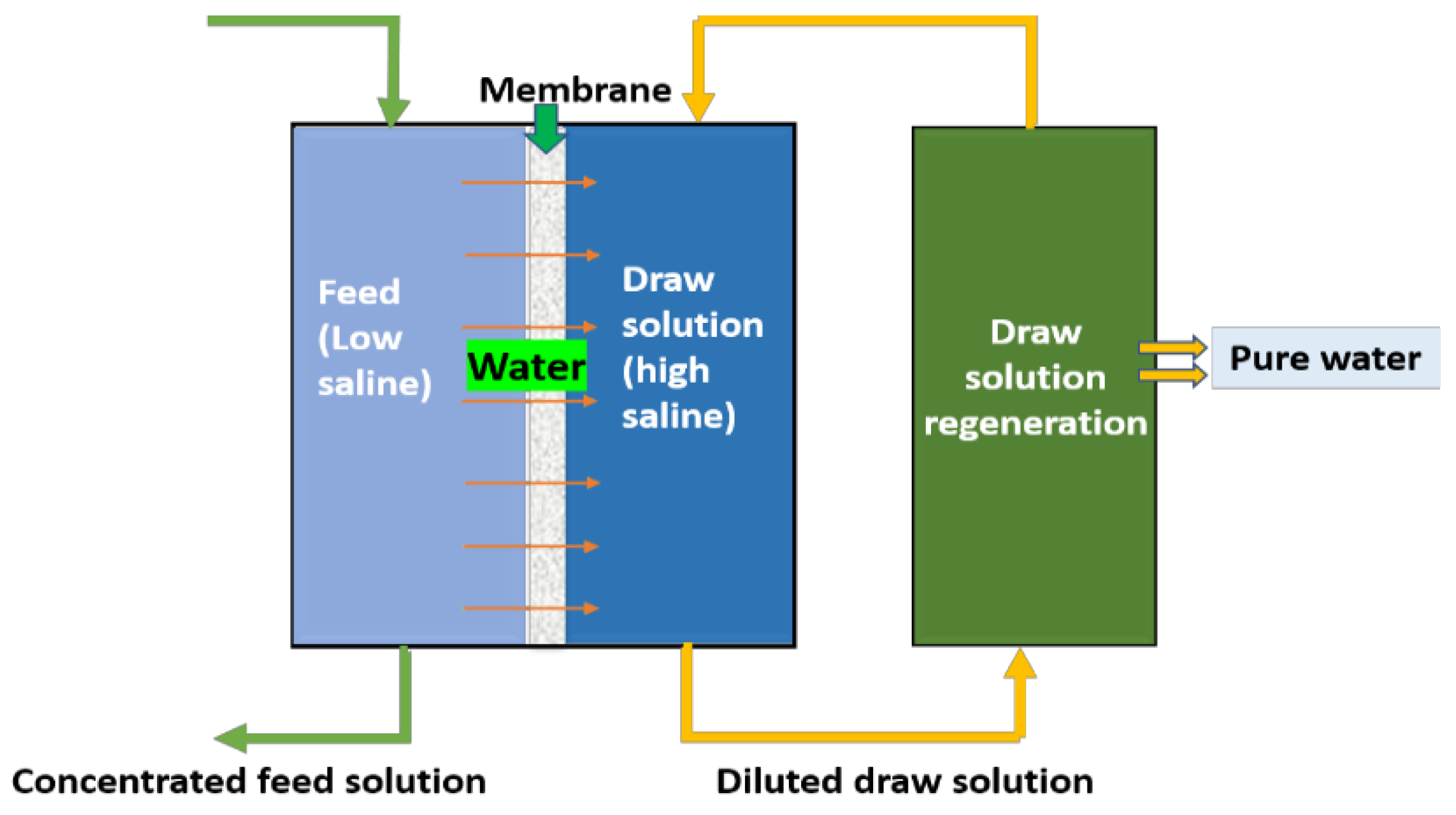
4.1.1. Forward Osmosis
| Source of Brine | Draw Solution and FO Membrane | Water Recovery and Salinity Level | Ref. |
|---|---|---|---|
| High-saline water | NH3/CO2 as DS and polyamide FO thin film composite membrane | 64% water recovery with 300 mg/L TDS | [43] |
| Reverse osmosis brine | NaCl as DS and flat-sheet cellulose triacetate membrane | 90% water recovery | [44] |
| NaCl-based synthetic brine | Industrial-grade fertilizer ammonium sulfate as DS and commercial FO membrane | 12.7% water recovery | [45] |
| RO brine | 3 M MgCl2 as DS; cellulose-based polymers with an embedded polyester mesh | 50% water recovery | [46] |
| Synthetic brine | Fructose as DS; hydrophilic cotton-derived cellulose-ester plastics embedded on top of a microfiltration membrane | 56.8% recovery with 5 M Fructose; 61.4% recovery with 6 M Fructose | [47] |
| Brine from multi-effect distillation systems | 3 mol/L NaCl as DS; cellulose triacetate membrane and polyamide thin film composite membranes | Brine volume reduced to 54.9% | [48] |
| Four source of high-saline wastewater | Sodium alginate sulfate as DS | - | [49] |
| RO concentrate produced from coal chemical industry | DS: NaCl; membrane: active rejection layer made of cellulose triacetate (CTA) as well as a polyester support layer | 72.1% (4.6g/L TDS), 84.3%, 90.9% and 92.5% (17.4 g/L TDS) water recovery using 1 M, 2 M, 3 M and 4 M DS | [50] |
| Anaerobic palm oil mill effluent | DS: 3 reagent-grade fertilizers (i.e., (NH4)2SO4, monoammonium phosphate (MAP) and KCl) and three commercial grade chemical fertilizers (i.e., (NH4)2SO4-f, monoammonium phosphate-f and muriate of potash; membrane: cellulose triacetate | Highest recovery with MAP, 5.9% for a 4 h operation | [51] |
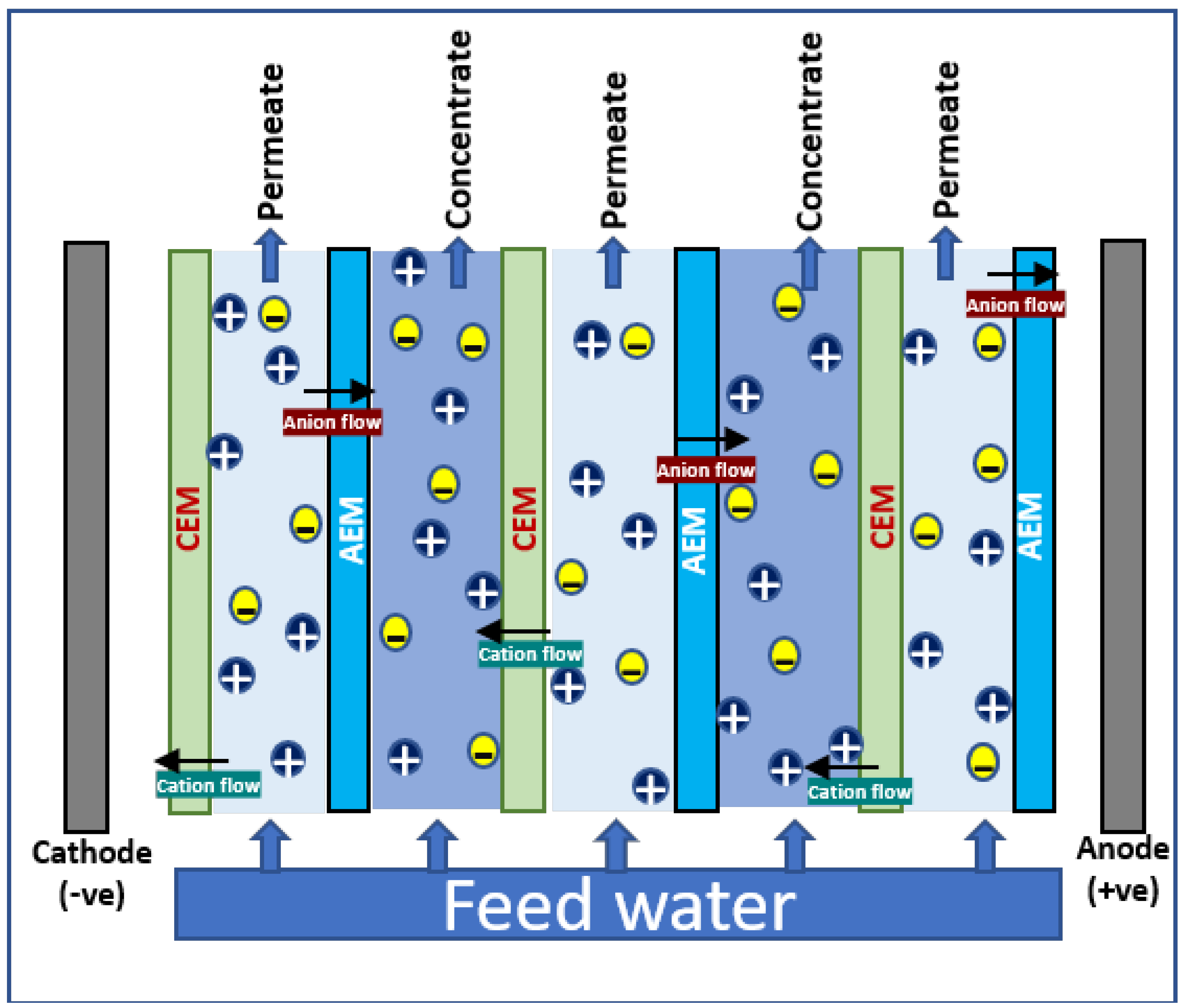
4.1.2. Electrodialysis Technologies
| Source of Brine and Salinity Level | IEMs and Conditions of ED Technologies | Water Recovery Rate | Ref. |
|---|---|---|---|
| RO concentrate discharged from RO plant | Series of ion exchange membranes such as FAS-PET-130, FKS-PET-130, Neosepta-CMX, Neosepta-AMX, LabAM-NR, LabCM-NR were used | 67.78% | [56] |
| RO brine concentrate | RO-ED integrated system | 95% | [59] |
| Brackish water RO concentrate | Lab-scale EDR system with three cell pairs of AEM and CEM | 85% | [60] |
| Synthetic brine | Electrodialyzer with 25 cell pairs of monovalent selective AEM and CEM | 70% | [58] |
| Brackish Water RO brine | Bipolar membrane electrodialysis (BMED) | Acid (0.7 mol/L) and base (0.6 mol/L) recovery | [61] |
| Seawater reverse osmosis brine | Monovalent selective electrodialysis (S-ED) | 55% | [62] |
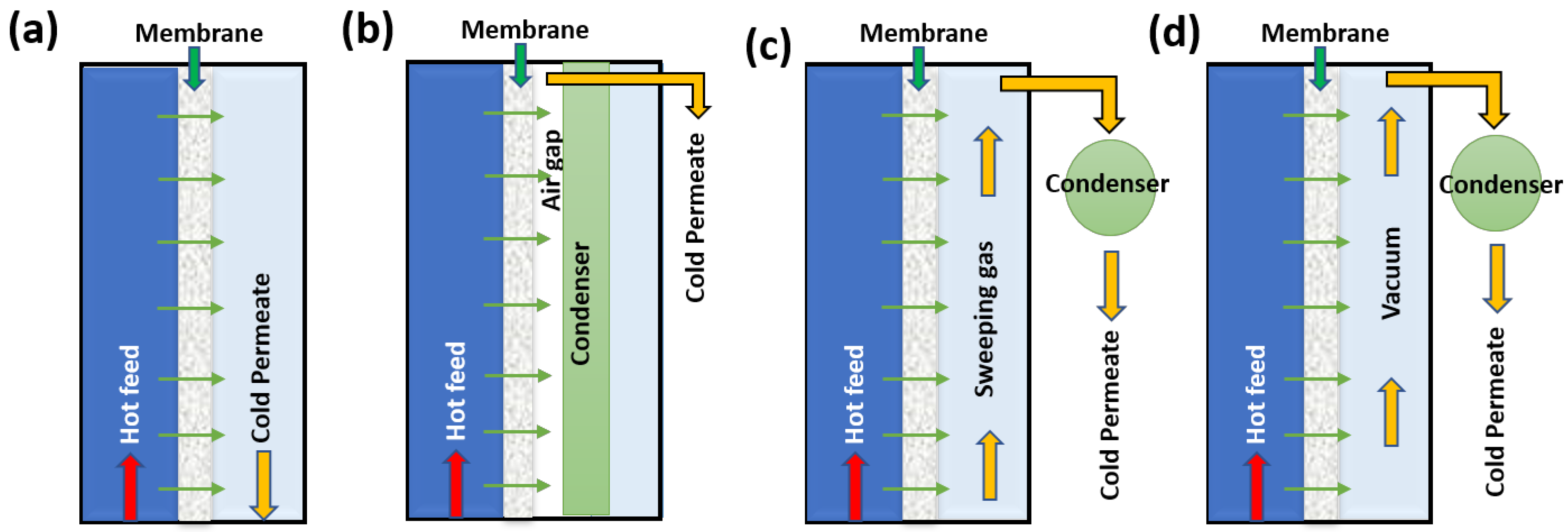
4.1.3. Membrane Distillation
4.1.4. Hybrid Processes
| Combined Techniques with RO/Feed Water | Operation Conditions | Advantages | Challenges | Research Highlights | Ref. |
|---|---|---|---|---|---|
| (CP)/Colorado River Water | CP/RO/Filtration -Solid contact reactor facilitate efficient separation of the precipitates Chemicals used for scale precipitation: Sodium hydroxide and sodium bicarbonate | High water recovery | Costs Large footprint Biofouling of membranes | 70%: rate of removed scale ions 95%: water recovery | [81] |
| CP/Brackish groundwater | CP/adsorption/enmeshment/RO Chemical added: Lime (Ca(OH)2) and soda ash/NaOH | High removal rate of scale forming ions High water recovery | Cost study optimization of the hybrid process via pilot scale study | Removed species: Mg2+, Ca2+, Sr2+, Ba2+, and SiO2 97%: water recovery | [82] |
| SP | Seed slurry: Calcium carbonate/ Magnesium hydroxide -Column: Open channel | Less chemical Pretreatment High removal rate of scale forming ions High water recovery | Cost study | Hardness removal (90%) Water recovery (95%) Membrane: open-channel spiral wound modules could be an alternative to tubular RO system | [83] |
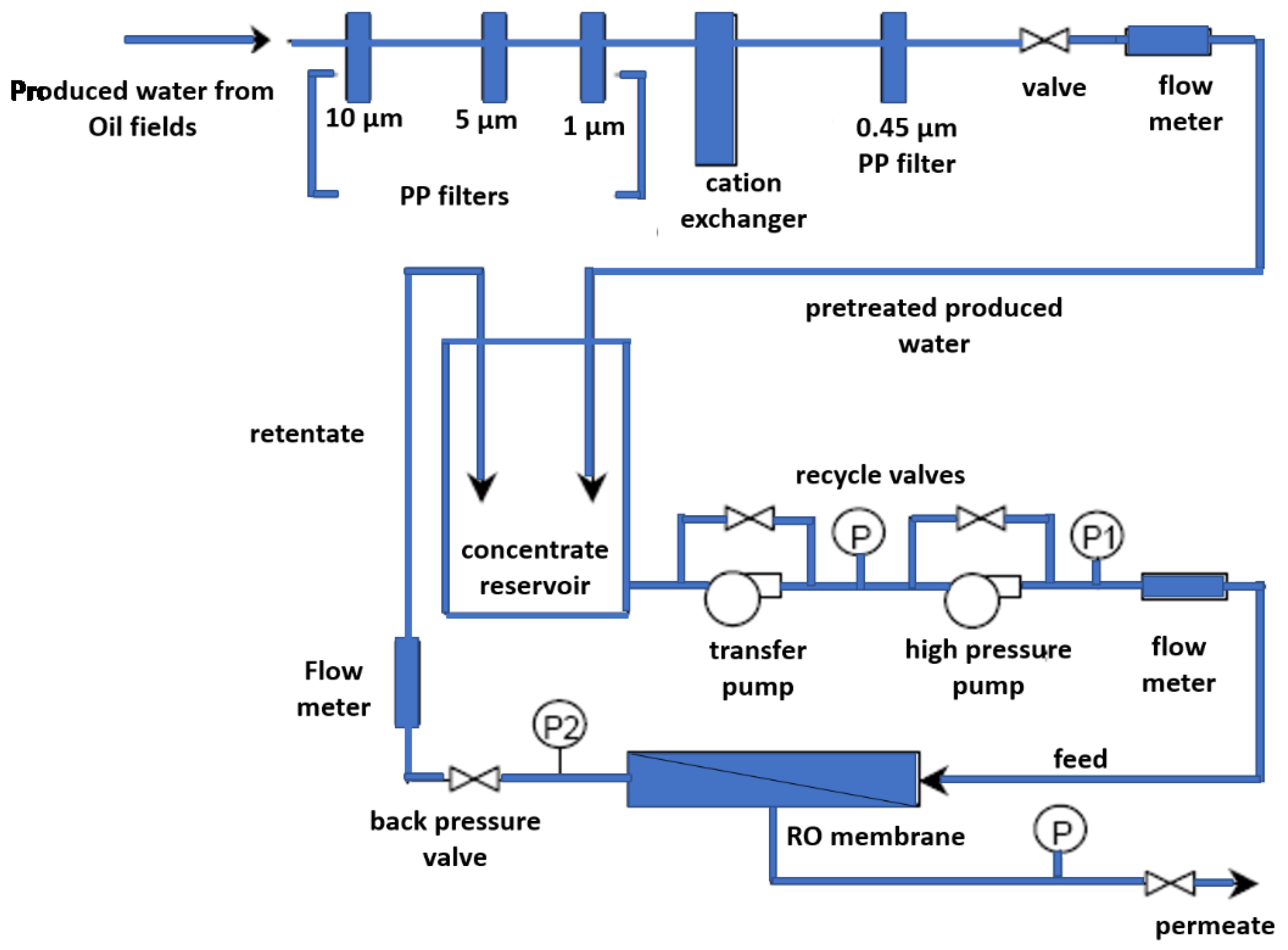
| IEX/water from oil field | -Hybrid filtration/cation exchange/RO system/ | Effective toxicity control Effective scale control | Post-treatment of the treated water to control boron removal. Cost analysis Ion exchange regeneration | Pilot-scale results: -TDS reduction (96%) -conductivity reduction (98%) -Reduction in different water quality parameters (80–100%) | [84] |
| IEX/low salinity river water desalination | -A hybrid anion exchanger with doped ferric oxide nanoparticles and a shallow shell weak acid cation exchanger -Use CO2 as sole regenerant for two column ion exchange | Effective scale control multifunctional pretreatment: TDS and scale forming ions are both reduced | Organic fouling of the membrane. Design and optimization of the hybrid ion exchange/RO Cost optimization | -More than 80% removal of calcium, sulfate, and phosphate, -water recovery (98%) -TDS reduction (50%) | [85] |
| Combined Techniques with RO/Feed Water | Operation Conditions | Advantages | Challenges | Research Highlights | Ref. |
|---|---|---|---|---|---|
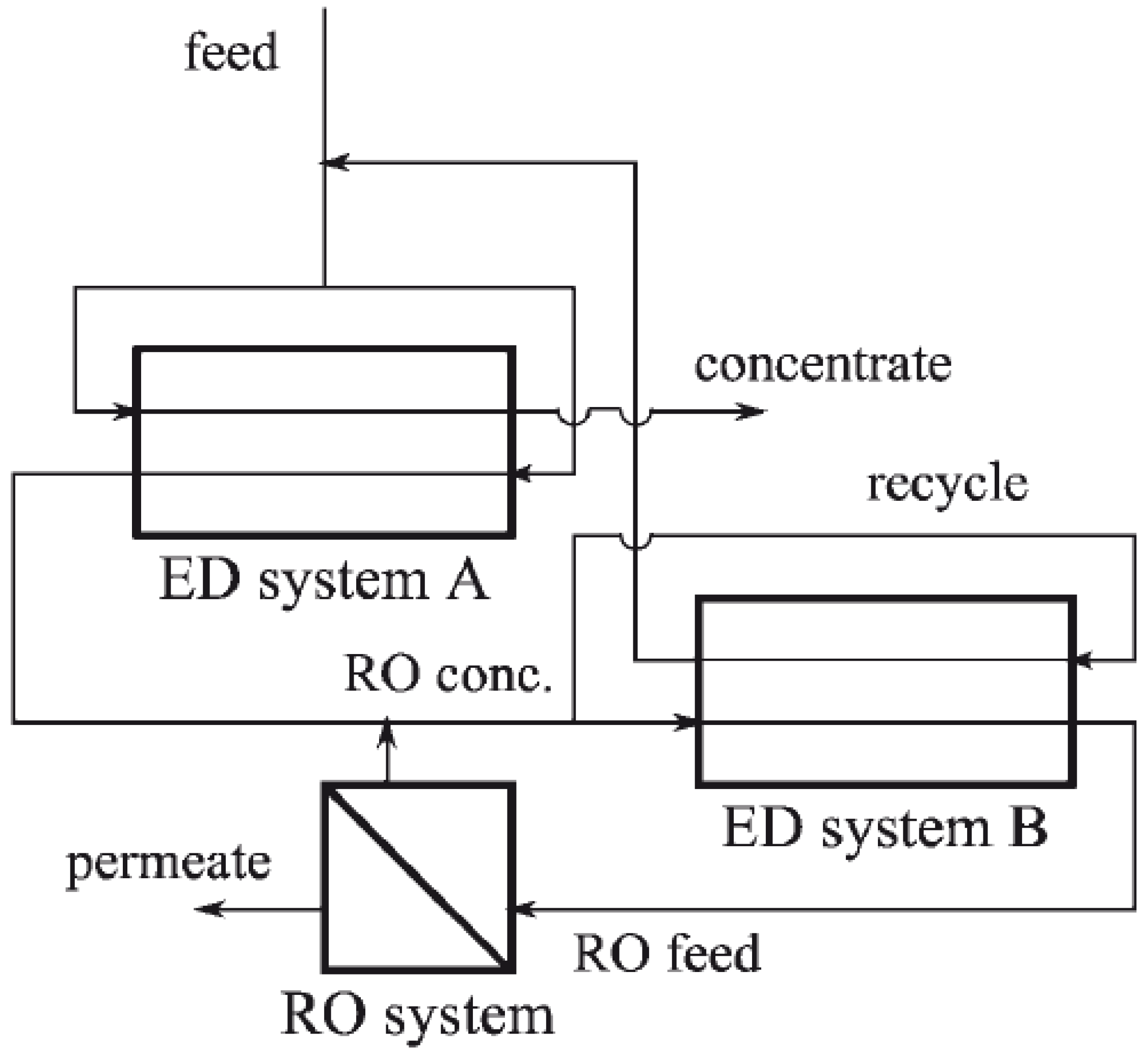
| ED/high salinity brine | Counter-flow ED units hybridized with RO | Production of Highly concentrated brine (It could be utilized for salt production) | Modelling and optimization of the process to avoid membrane resistances (both ohmic and free energy losses) | High water recoveries are limited when applied to treatment brine with TDS 120,000 ppm | [86] |
| EDR/saline basal aquifer water | Pilot scale: pretreatment steps, included sedimentation, microfiltration and ultrafiltration, have been used before EDR/RO | Dual function of EDR: high efficiency in scaling mitigation & production of highly concentrated brine (125,000 mg/L). No chemical addition | Electrical energy consumption should be reduced | 77% water recoveries | [87] |
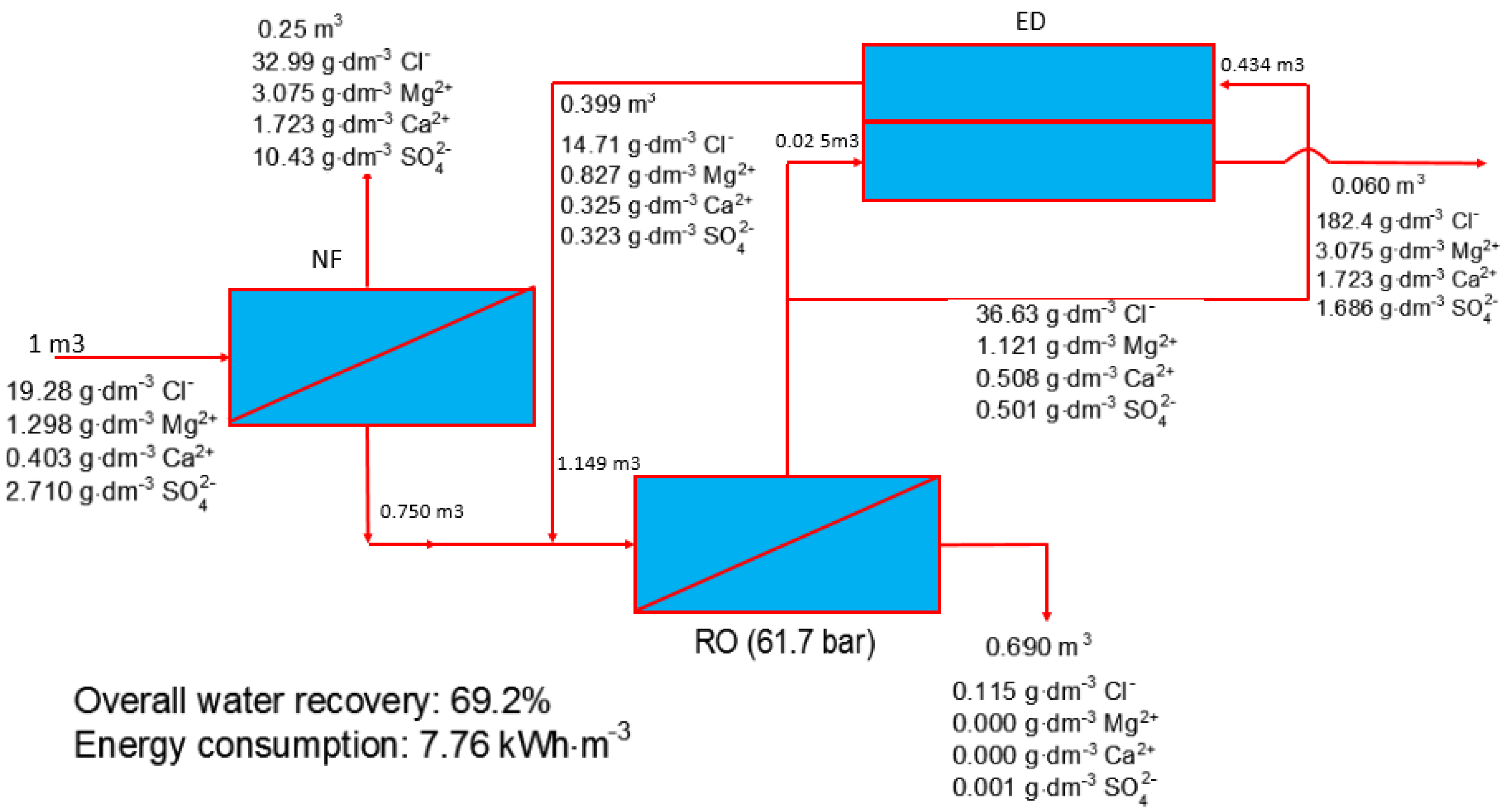
| ED/sea water | Nanofiltration (NF)/RO/ED | Production of highly concentrated brine, close to saturation | Pilot-scale study | Water recovery (69%) Energy consumption (6.9 kWh/m3) | [88] |
4.1.4.1. Combined Techniques with Reverse Osmosis (RO)-Brine from Low-Salinity Water
- (a)
- Chemical Precipitation-RO:
- (b)
- Seeded Precipitation-RO:
- (c)
- Ion Exchange-RO:
| Pretreatment Method | Advantages | Disadvantages | Estimated Cost | |
|---|---|---|---|---|
| Capital Cost | Operating Cost | |||
| Chemical precipitation | High efficiency in scaling mitigation Retrofit easily into an existing desalination plant | Sensitivity to temporal changes of brine characteristics High chemical demand Sludge production Process performance can be affected by the residual antiscalant in brine High operating cost Difficulties in managing organic compounds Difficulties in controlling pH | 0.275 USD/m3 | 0.554 USD/m3 |
| Seeded precipitation | Less chemical intensive Seeded precipitation could enhance the precipitation kinetics and the efficiency of separation | Sludge production High cost to recover precipitated salts Large foot print due to the tubular RO membrane The residual antiscalant could inhibit crystal growth | 10.8 USD/m3 (SPARRO) | 0.06 USD/m3 (SPARRO) |
| Ion exchange | Effective scale control with high ion selectivity Organic compounds from brine could be reduced No sludge production | Removal depends on type of ion exchange resin Waste for resin regeneration Resin saturation High operating cost: cost of resin regeneration & increase in the amount of required resin | - | 0.08–0.21 USD/m3 |
4.1.4.2. Combined Techniques with Reverse Osmosis (RO) Brine from High-Salinity Water
- (a)
- Electrodialysis technologies (ED)/RO:
4.2. Mineral’s Recovery Technologies
| Minerals/Components Recovered | Brine Source | Mineral Recovery Method | Ref. |
|---|---|---|---|
| Lithium (Li) | Bolivian salt-lake brine | Adsorption by column packed with iron-doped lithium manganese oxides, Li1.33FexMn1.67−xO4 (x = 0.15, 0.30, and 0.40) | [115] |
| Li | - | Adsorption using dihydrate lithium acetate (C2H3LiO2·2H2O) | [116] |
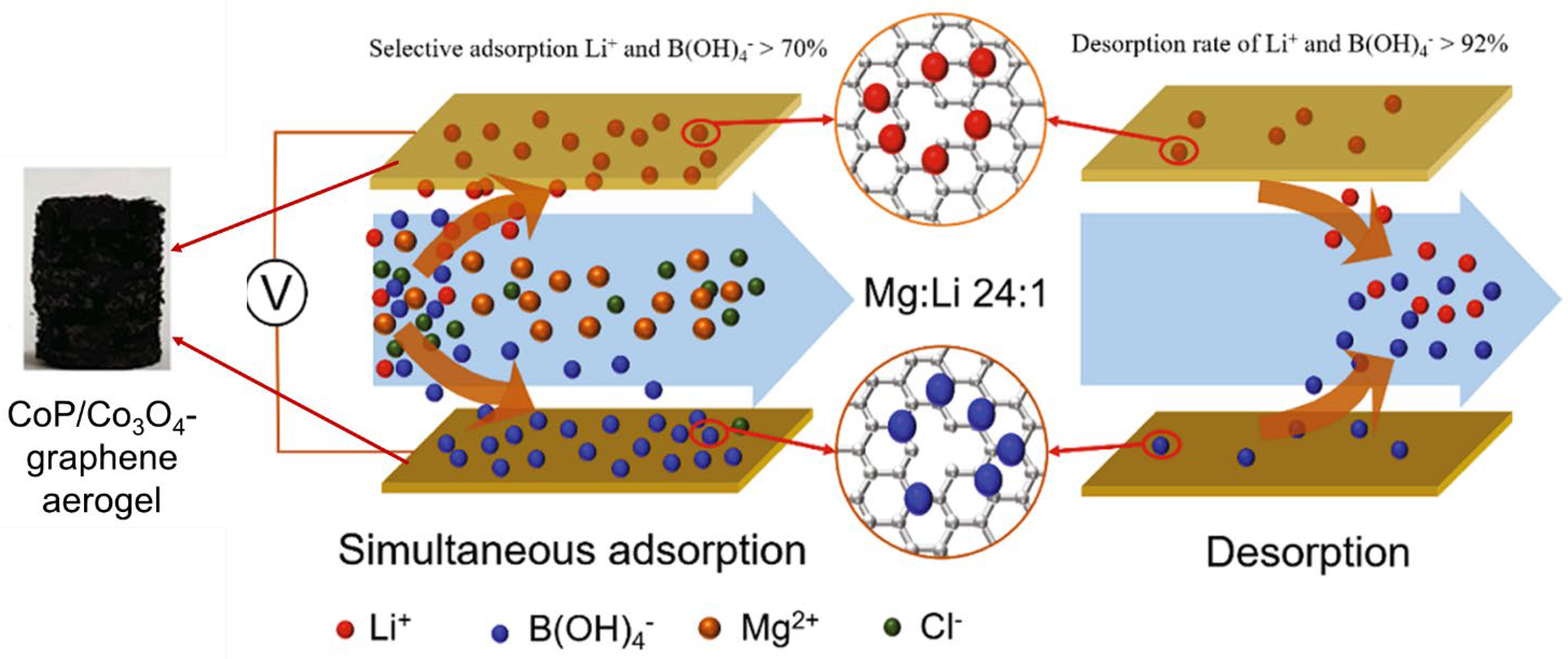
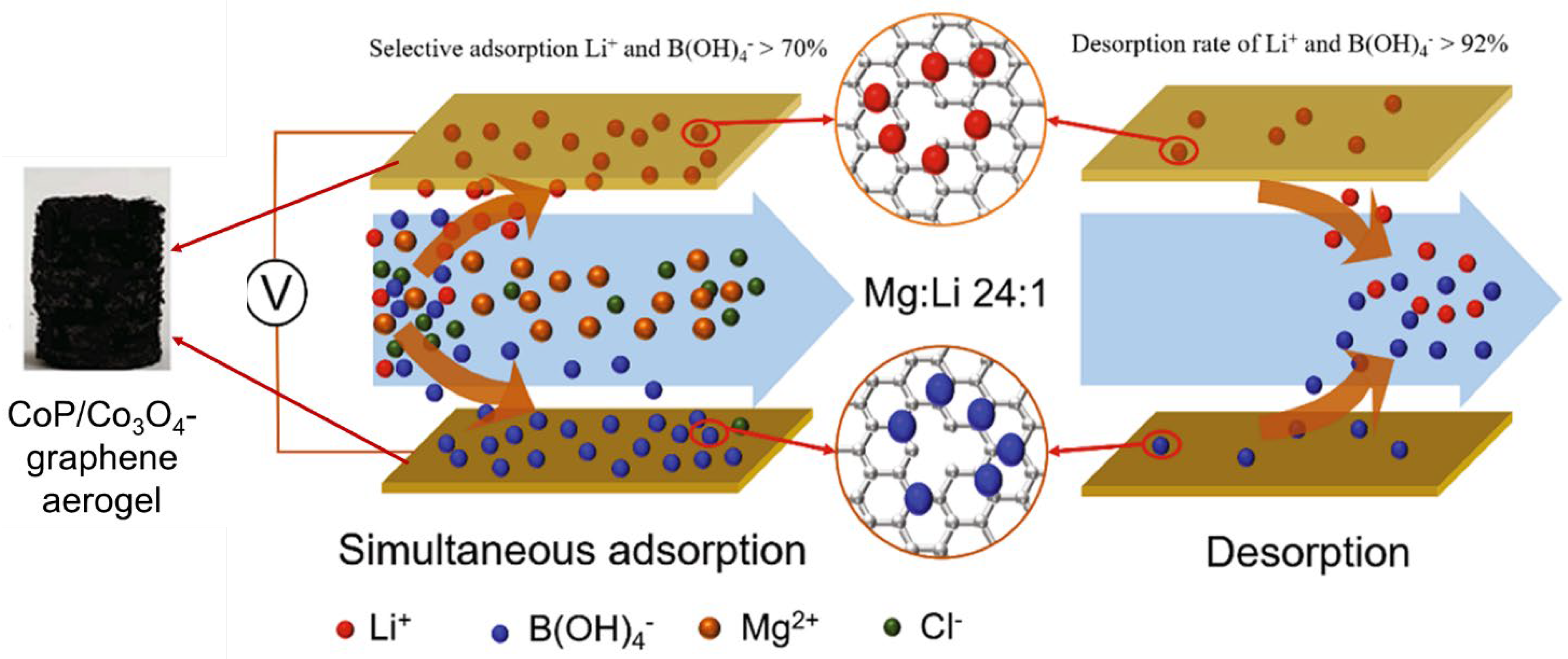
| Li | Salt-lake brine | Electrochemical adsorption or capacitive deionization using oxygen vacancy-rich CoP/Co3O4-graphene aerogel (GA/CoP/Co3O4) as bifunctional anode and cathode | [117] |
| Li | Salt-lake brine | Adsorption by column packed with layered lithium-aluminum hydroxides | [118] |
| Li | Salt-lake brine | Adsorption by Mn-based cylindrical granular adsorbent EP/HMO (Epoxyresin/H4Mn5O12) | [119] |
| Li | Seawater brine | Adsorption by lithium-ion sieves (LIS) embedded in a cross-linked hydroxyethyl cellulose (HEC) | [120] |
| Li | East Taigener Salt-lake brine | granulated lithium adsorbents made of puckered layer double hydroxide NH4Al3(SO4)2(OH)6 | [121] |
| Li | Seawater brine | Adsorption by spinel-type manganese oxide (Li1.33Mn1.67O4) ion sieve | [122] |
| Li | Salt-lake brine | Adsorption on porous titanium-based Lithium-ion sieves (LIS) nanofibers | [117] |
| Li | Salt brine eluate | solar evaporation crystallization | [123] |
| Li | Salt-lake brine | Constant-current electrodialysis (ED) | [124] |
| Li | Salt-lake brine | Selective-electrodialysis (S-ED) for recovering Li from Mg2+/Li+ ratio brines | [125] |
| Li | Lake brines | Sandwiched liquid-membrane electrodialysis used by combining liquid-membrane extraction and electrodialysis | [126] |
| Lithium hydroxide (LiOH) | Lithium-rich salt-lake brine | mass transfer based on three-chamber bipolar membrane electrodialysis based | [127] |
| Li | Salt-lake brine | GO-composite-based pervaporation membrane and crystallizer | [128] |
| Magnesium (Mg) | Brackish water mimicked RO brine | Electrochemical nitrate removal with simultaneous magnesium recovery | [129] |
| Rubidium (Rb) | SWRO brine | integrated submerged MD-adsorption by granular KCuFC | [130,131] |
| Salt-lake brine | Adsorption by biomass-derived adsorbents (BCA@STS, CBCA@STS) modified with sodium titanium silicate (STS) | [132] | |
| Cesium (Cs) | Salt-lake brine | Adsorption by titanosilicate modified BCA and CBCA (carbonized biomass carbonaceous aerogel) | [132] |
| Calcium (Ca) | RO brine, seawater and stored urine | Eutectic freeze crystallization (EFC) | [133] |
| Boron (B) | Salt-lake brine | Electrochemical adsorption or capacitive deionization using oxygen vacancy-rich CoP/Co3O4-graphene aerogel (GA/CoP/Co3O4) as bifunctional anode and cathode | [117] |
| Neodymium (Nd), Gadolinium (Gd), Holmium (Ho) | Acid mine drainage or geothermal fluid | Adsorption using ligand-functionalized silica particles | [134] |
| Sodium chloride (NaCl) | Seawater brine | quartz glass fibrous filter membrane enabled solar crystallizer coupled with a salt crystallization inhibitor | [135] |
| Magnesium sulphate (MgSO4) | Seawater brine | Precipitation using Slaked dolomite | [136] |
| Magnesium hydroxide Mg(OH)2 | RO brine | Precipitation using NaOH | [137] |
| Lithium phosphate (Li3PO4) | Salt-lake brine | Precipitation using facet engineered Li3PO4 seed | [138] |
| MgSO4 | Seawater brine | Precipitation using paper sludge ash, sulfuric acid, and ethanol | [139] |
4.2.1. Adsorption
- (i)
- Granules: The most straightforward method is to make the adsorbent powders into granules by combining with polymeric adhesive/binding/crosslinking agents such as (polyvinyl alcohol) (PVA) [141], poly(vinyl chloride) (PVC)/poly methyl methacrylate (PMMA) [142], epoxy resin-dicyanamide [119] alginates [121], etc. Both cylindrical [119] and spherical granular adsorbents were reported [142]. Naidu et al., attempted to fabricate granular KCuFC adsorbent for rubedium (Rb) by encapsulating in the polyacrylonitrile (PAN) [131].
- (ii)
- Foam: Adsorbents can be made as in the form of ion-permeable network structures with interconnected pores and therefore can attain an augmented surface area available for adsorption. A widely adopted strategy is to make the pore walls activated toward specific ions (e.g., Li) [116]. Such porous structures with ion selectivity are often termed as ion sieves. Quite a large number of works have concentrated on providing meso- and macro-porosity by incorporating onto a perforated/network structure [117,120]. Maintaining adequate structural and mechanical integrity without losing their performance over continuous adsorption–desorption cycles are the bottleneck for the commercialization of foam adsorbents.
- (iii)
- Membranes: In the resource recovery section, we have already discussed principles of a membrane-enabled water treatment process, which relies on the size-exclusion principle. Having said that, the adsorption by membranes is working on selective adsorption in conjunction with a size-exclusion mechanism. It has the major advantage of simultaneous recovery of both pure water and the targeted mineral. The membranes made of suitable components could either be used to embed adsorbent or be functionalized appropriately to make it selective toward a particular ion. Thus, a membrane is conveniently modified to captivate the targeted ion. There are ion imprinted membranes (IIM) and ion sieve membranes (ISM) through which the recovery of valuable minerals could be achieved in a selective manner. The key difference between these adsorbents lies in their adsorbing mechanism. IIM is formed by a functionalizing membrane surface with supramolecular cationic receptors such as calyxarenes or crown ethers [143]. An ISM, on the other hand, could be made better at selection by virtue of intercalation of ions between the interstices. However, precautions must be taken for not blocking the pores by depositing other precipitating agents present in the medium. The membrane further required regeneration by desorbing the ions by chemical treatment [143].
- (iv)
- Nanofibers: Being a relatively novel method compared to the above discussed strategies, only limited numbers of reports have come in this area [119,144]. Here perforated nanofibrous structures are fabricated by incorporating the powder adsorbent into suitable polymeric binding agents. For such a system, electrospinning is a highly viable tool to achieve fibrous morphology. For instance Lai et al. fabricated a highly porous HMn2O4 nanofiber, exploiting electrospinning and subsequent calcination by using polyvinylpyrrolidone (PVP) as a binding agent [119].
4.2.2. Crystallization
4.2.3. Precipitation
4.2.4. Miscellaneous
4.2.5. Hybrid Processes
4.2.5.1. Combined Techniques with RO for Resource Recovery Using ZLD Approach
| Recovering Component | Hybrid Method Other Details | Brine Source | Advantages | Challenges | Ref. |
|---|---|---|---|---|---|
| Calcium carbonate (CaCO3)/calcium oxide (CaO) | CP/RO Precipitant: Lime and soda ash CaCO3 and CaO recovery from the precipitated sludge through CO2 gas injection to selectively dissolve magnesium | Simulated RO brine from Brackish ground water | Economic return from mineral precipitation | Cost study Study of CO2 emission to the atmosphere | [82] |
| CaCO3 | Chemical precipitation/FO/RO Lime and soda ash softening | Real RO brine from a coal chemical industry | Production of High purity product (92.2% purity): −5.6 kg/m3 ROC | FO membrane scaling and cleaning strategies Study of the integrated FO/RO system | [91] |
| Seeded aeration softening/RO | Real brine from brackish water | Production of, chemical free, 1.05 g-CaCO3 L−1 h−1. High purity product: 92% | Reduction of CO2 emission | [93] | |
| -Divalent salt calcium sulphate (CaSO4) -Super concentrate for sodium and potassium salts | CP/RO Acidification + degasification antiscalant before SRO | Real (RO) brine/Brackish water | Divalent salts could be used for soil and dust control Production of super concentrate depleted of bicarbonates and with less scaling for thermal evaporation | Cost evaluation Additional treatment of the super concentrate is may needed Study of the integrated system CP/RO with thermal treatment | [90] |
| Production of highly concentrated brine | ED/RO | Simulated highly saline brines from both brackish and sea waters | High salinities, beyond the range of RO alone, could be reached (Brine from brackish water) | Limitations to treat brine with TDS 120,000 ppm (Brine from sea water) | [86] |
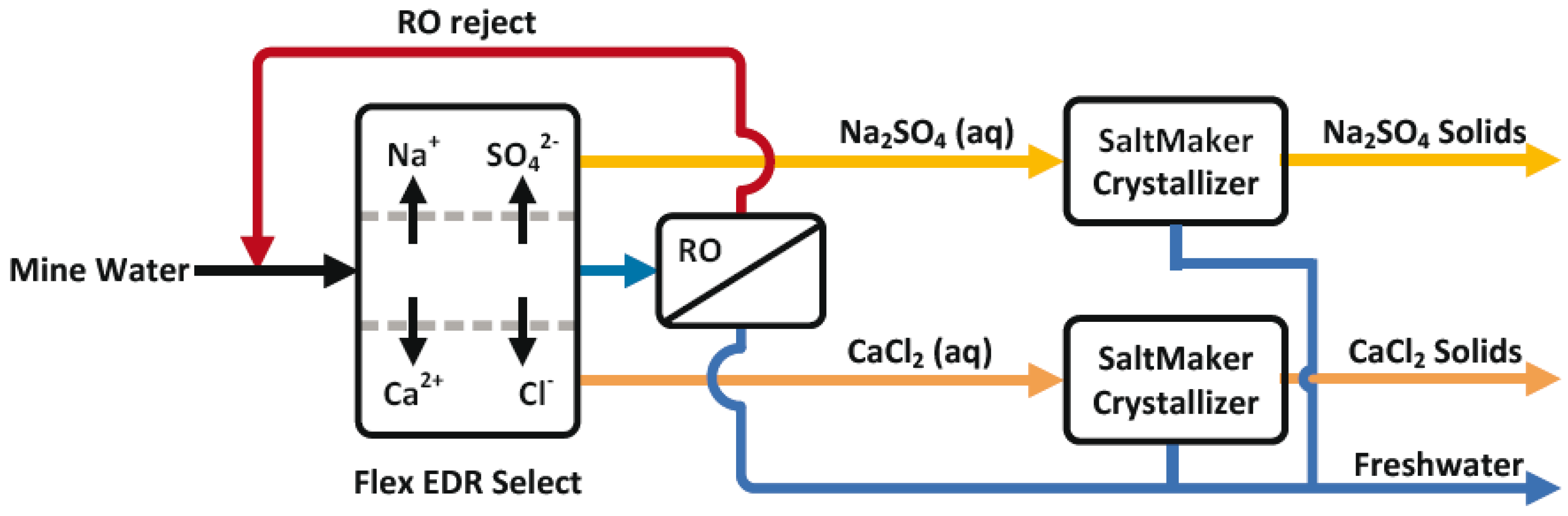
| Sodium sulfate and CaCl2 | Salt-splitting ED/RO pilot unit combined with crystallizer | Coal plant wastewater | Production of low volumes of concentrated brines Smaller evaporator system ED is easily combined with any RO unit | Separation of products Cost study | [108] |
| Highly concentrated brine close to the saturation limit of the water chemistry (TDS of 239,000 mg/L) | EDR/RO system combined with a low-temperature crystallizer | Real Brine from saline basal aquifer water | Production of highly concentrated brine up to two times more than that of RO alone | Lowering the Energy consumption Solid separation | [87] |
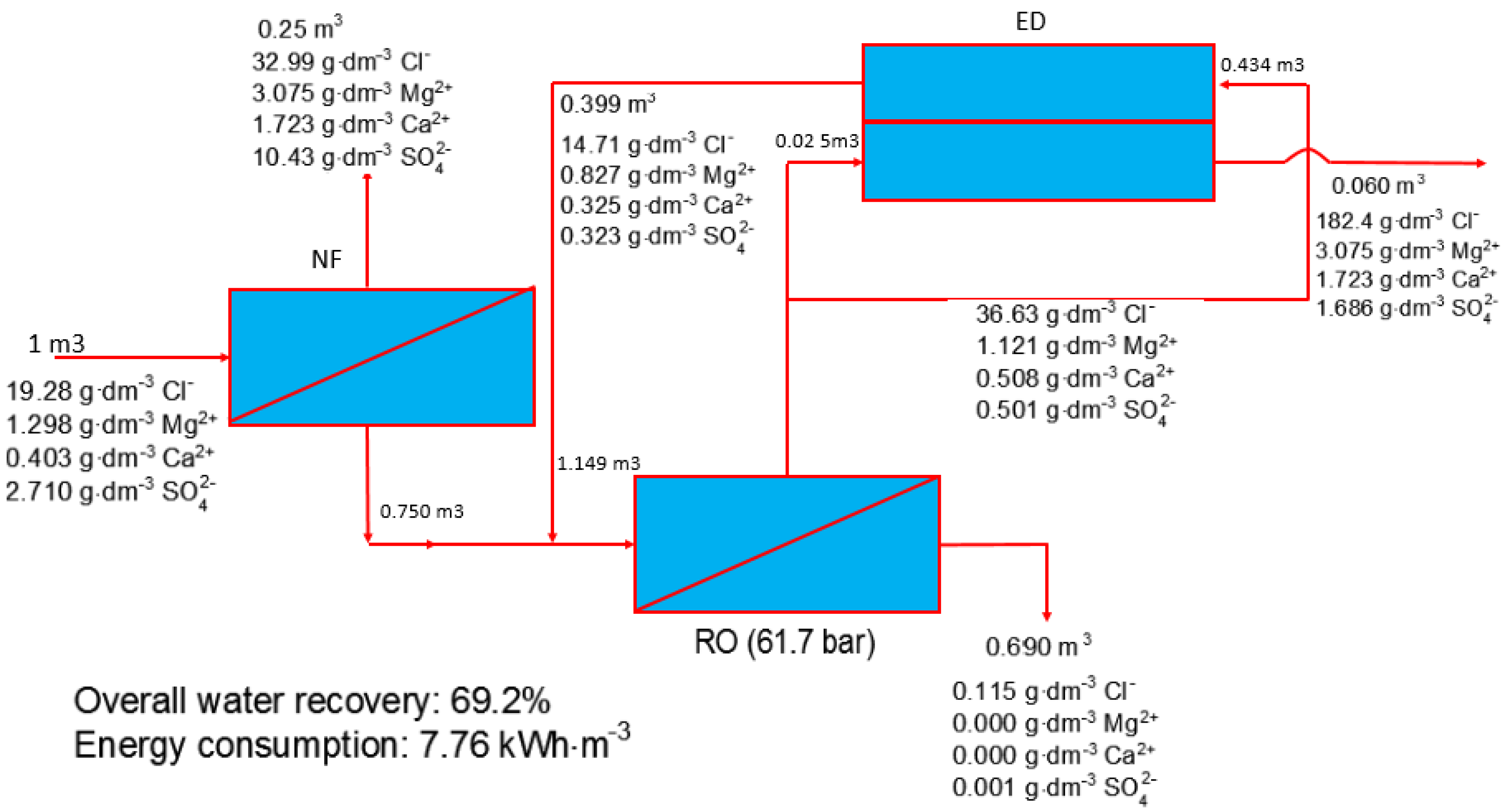
| Saturated brine: >180 g dm−3 as Cl−: | NF-RO-ED | Simulated Coal mine water | Production of a raw material for evaporated salt production | Membrane development to reduce the cost | [109] |
| Na2SO4 | Fractional submerged MD-Crystallization (Other hybrid technique) | Simulated sea water RO brine | The concentration/temperature gradient enhances water and salt recoveries | Quantitative analysis of ammonia in MD permeate Study with real sea water brine | [150] |
4.2.5.2. Hybrid Process for Simultaneous Water-Mineral Recovery and Carbon Capture
4.3. Energy Recovery Technologies
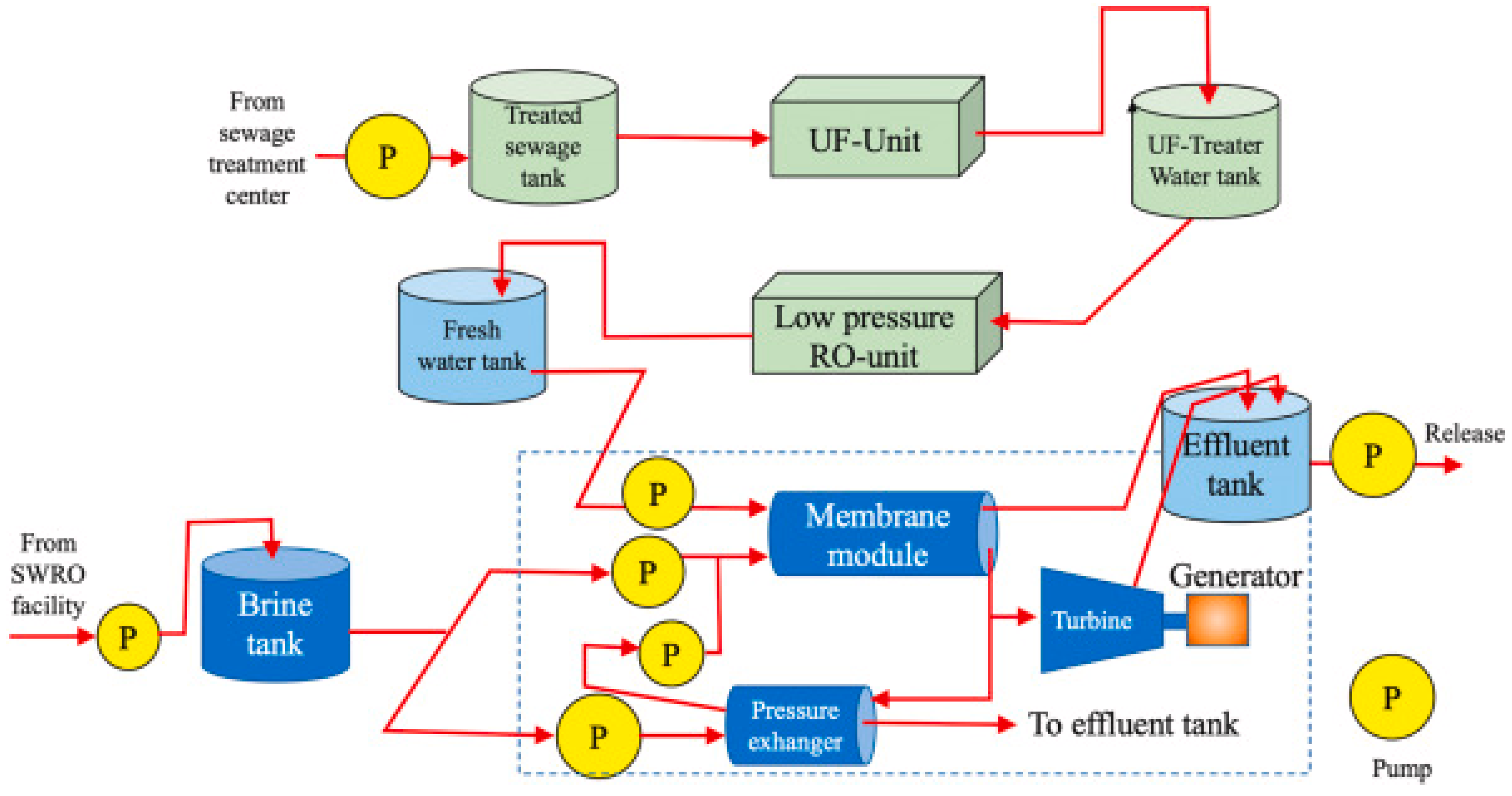
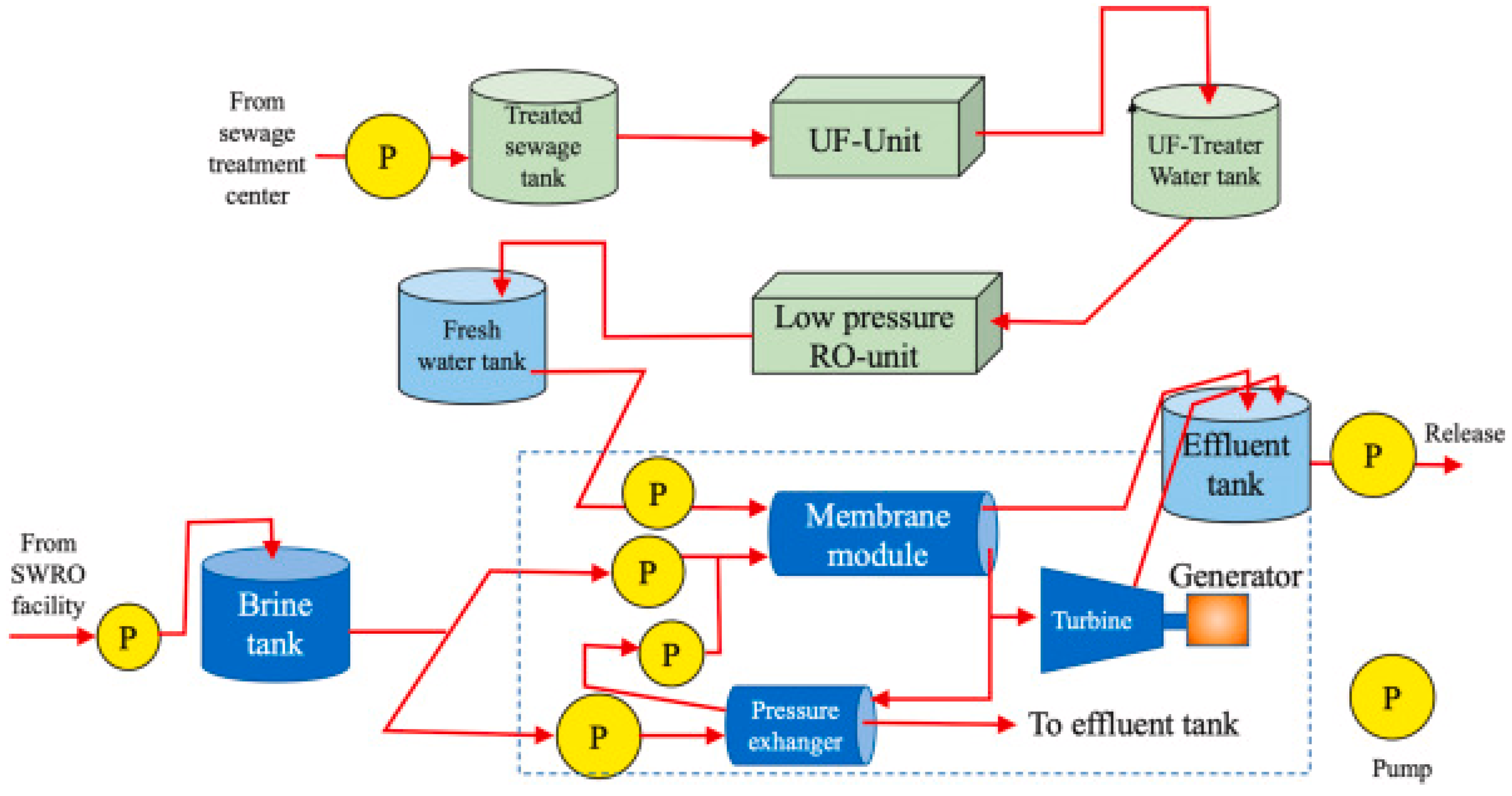
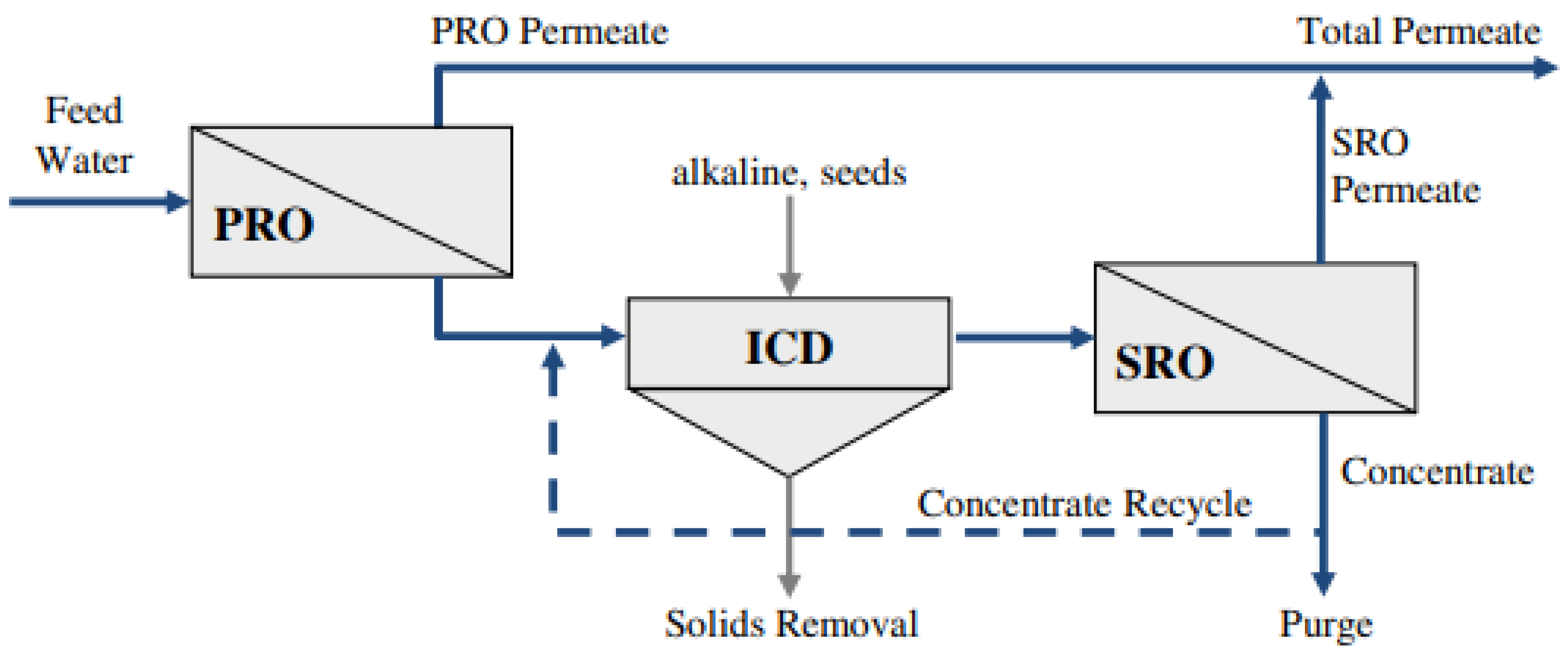
4.3.1. Pressure Retarded Osmosis
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
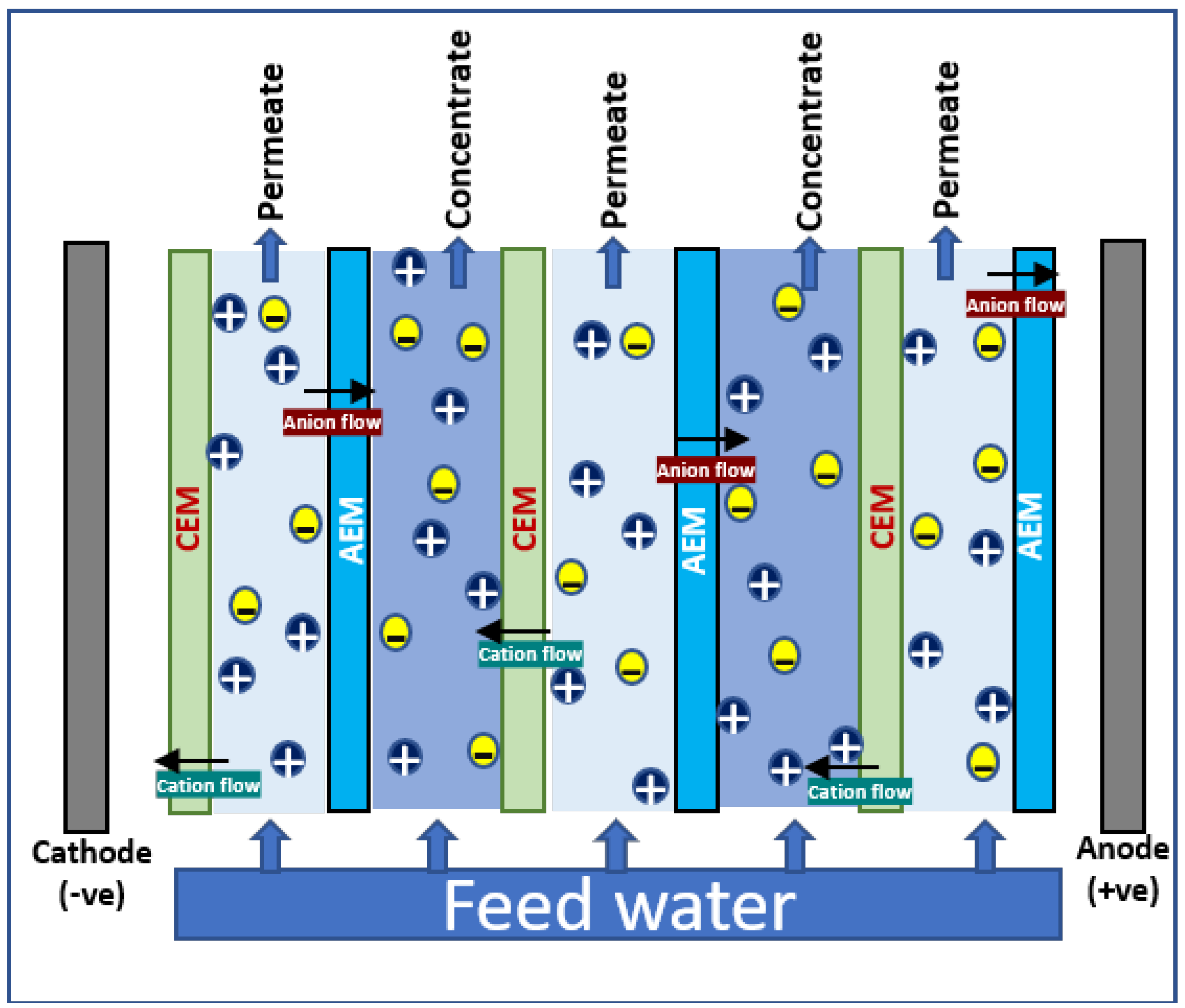
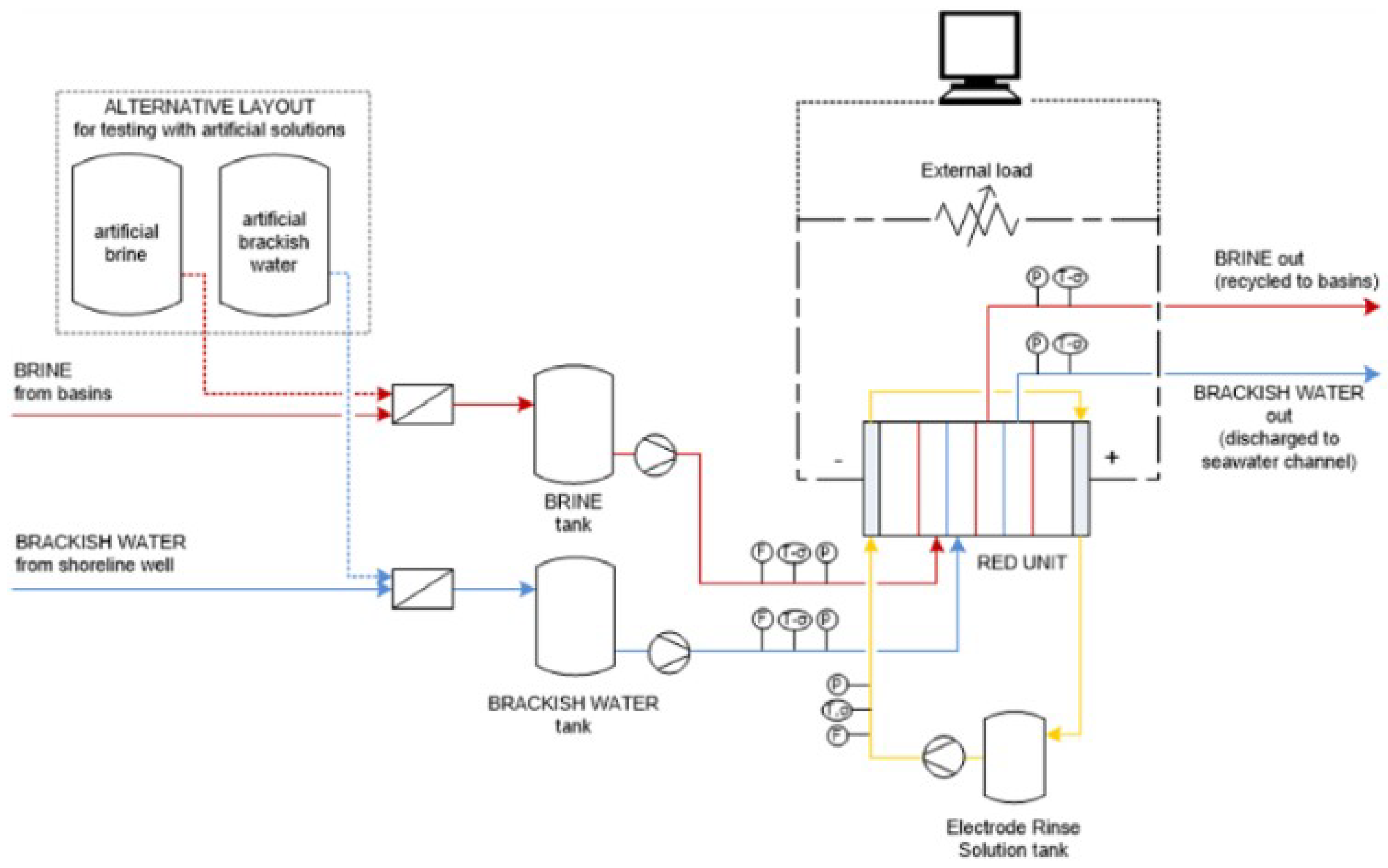
4.3.2. Electrodialysis Reversal (EDR)
4.3.3. Capacitive Mixing (CapMix)
5. Conclusions and Future Recommendation for Brine Management
| Method | Brine TDS Level (g/L) | Recovery Rates | Energy | Cost | Industrial Scale Piloting | Ref. |
|---|---|---|---|---|---|---|
| FO | 200 | Up to 98% | 0.8–13 kWh/m3 | 0.63 USD/m3 | 15 kLD | [41] |
| ED | 150 | More than 90% | 20–40 kWh/m3 | 4–8 USD/m3 | - | [181] |
| MD | 350 | 90% | 39–67 kWh/m3 | 1.17 USD/m3 | - | [8] |
| CP/RO | More than 90% | - | 0.6 USD/m3 | 4546 kLD | [94] | |
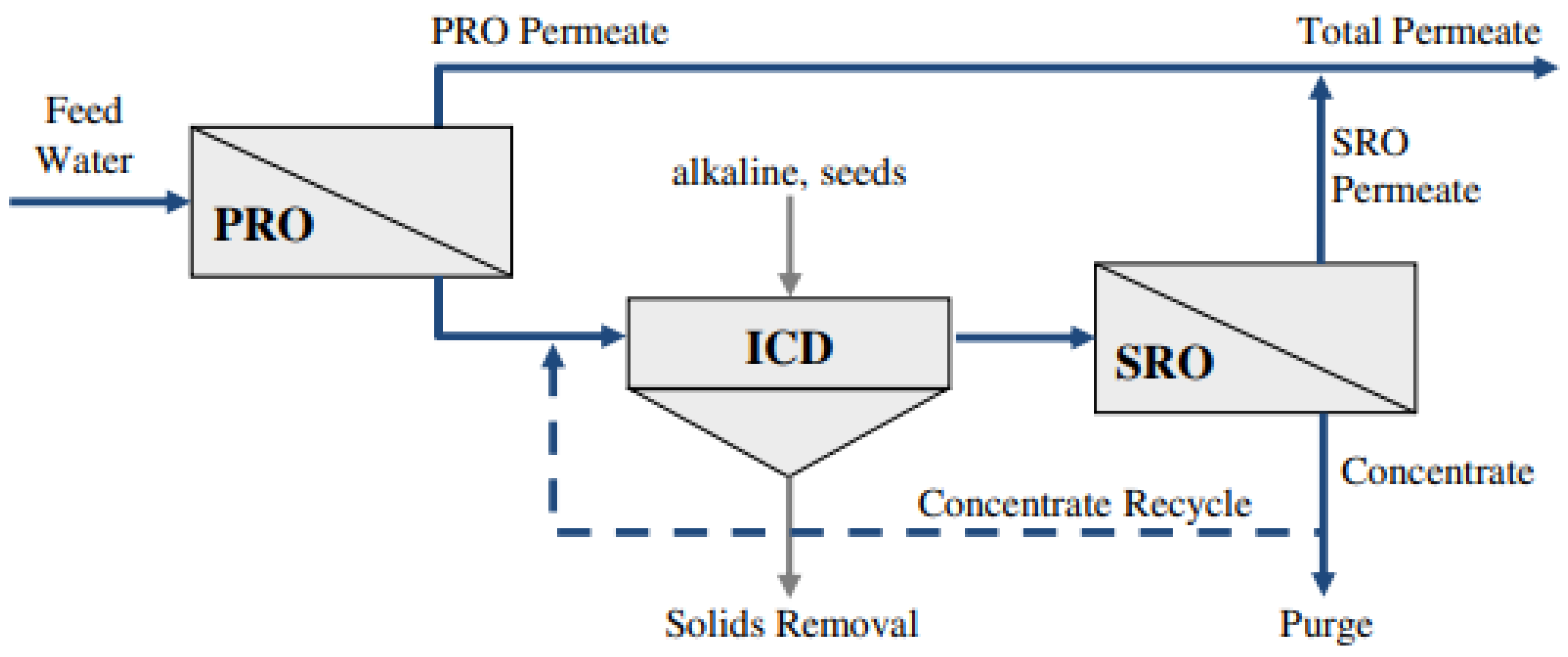
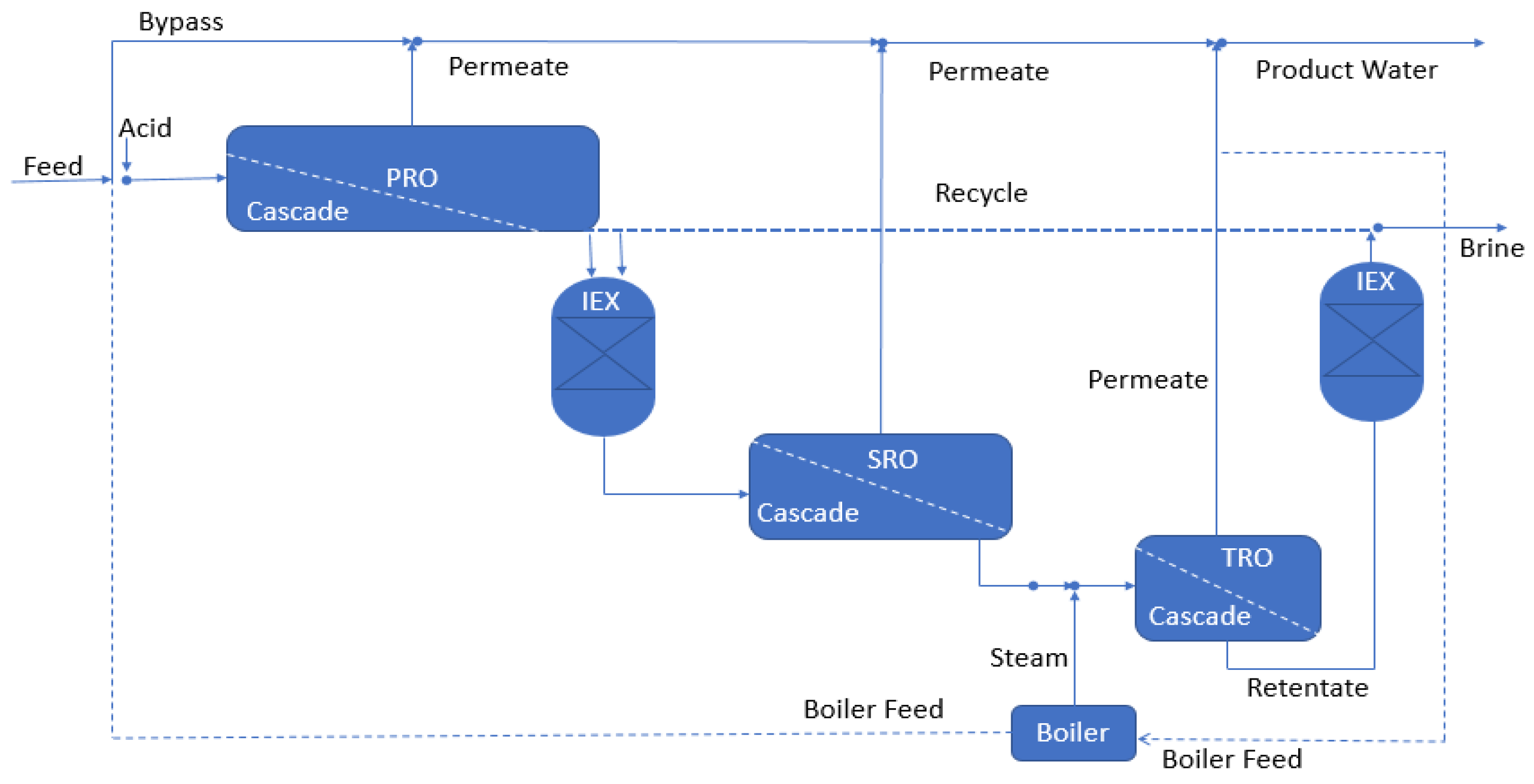
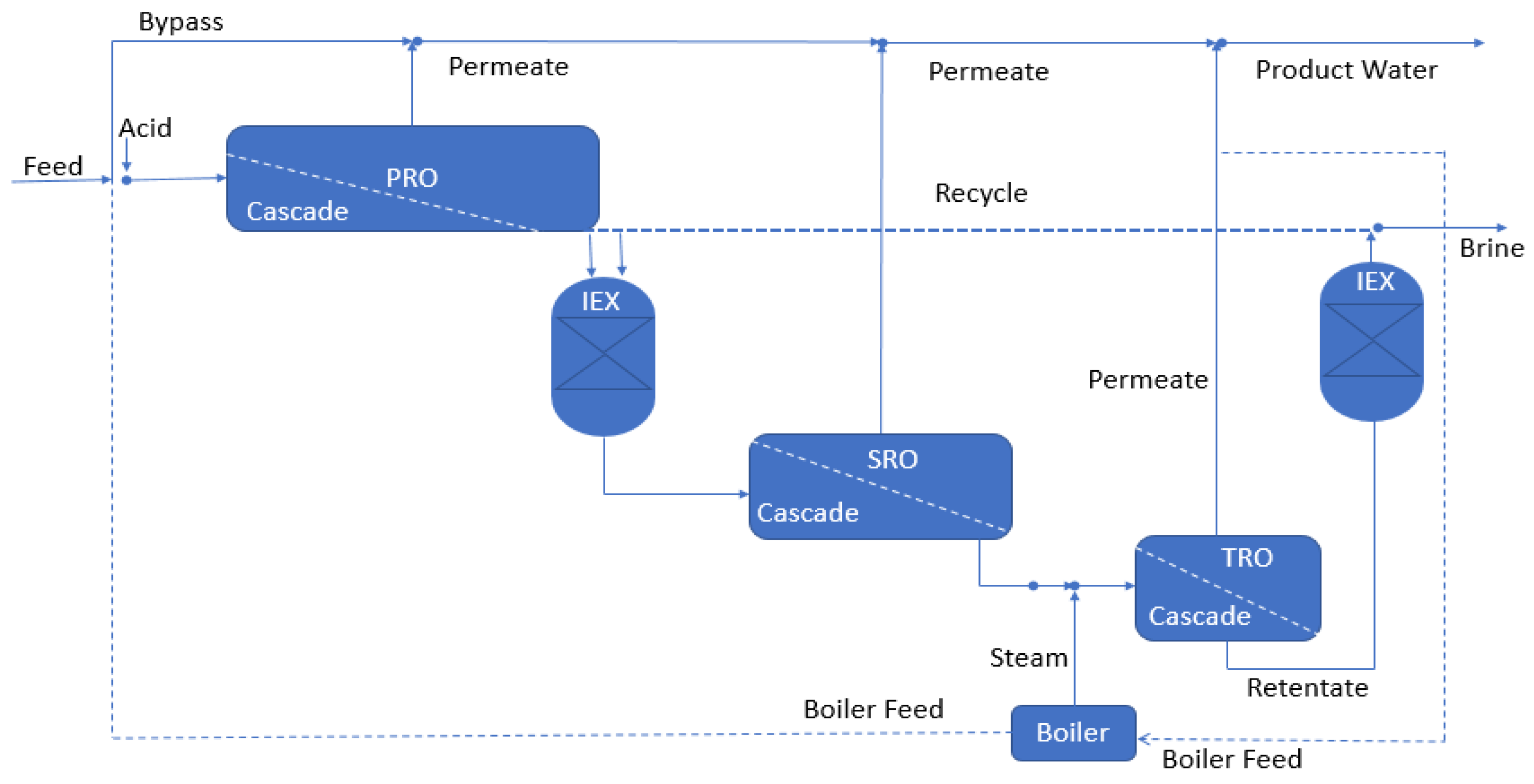
| PRO-IEX-SRO-Heat-TRO | 941 | 96.4% | - | 0.739 USD/m3 | 96 Mgpd (363,399.6 kLD) | [101] |
| SP/RO | RO brine from low-salinity mine water | More than 90% | - | 10.8 USD/m3 | - | [104] |
| ED/RO | 60 | 69% | 6.9 kWh/m3 | - | - | [88] |
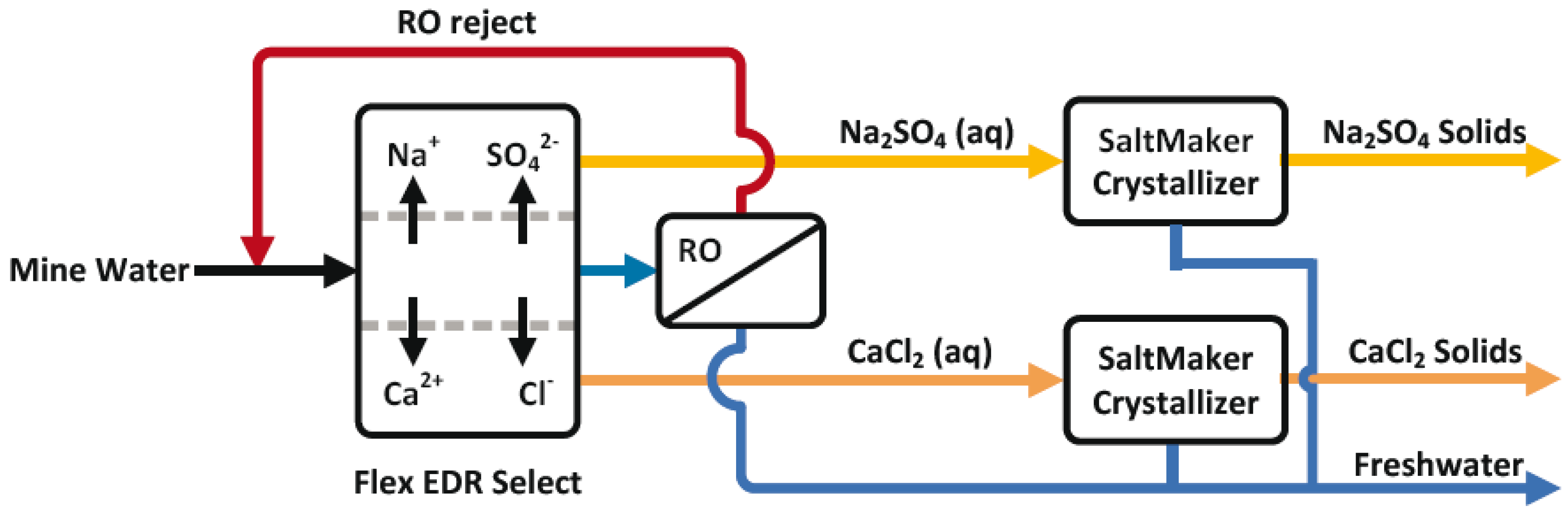
| RO/ED/ crystallizer | 6–120 | - | 191 kWhe/tonne-salt | 111 $/tonne-salt. | 100,000 tonnes/year salt | [182] |
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Bello, A.S.; Zouari, N.; Da’ana, D.A.; Hahladakis, J.N.; Al-Ghouti, M.A. An Overview of Brine Management: Emerging Desalination Technologies, Life Cycle Assessment, and Metal Recovery Methodologies. J. Environ. Manag. 2021, 288, 112358. [Google Scholar] [CrossRef]
- Al-Absi, R.S.; Abu-Dieyeh, M.; Al-Ghouti, M.A. Brine Management Strategies, Technologies, and Recovery Using Adsorption Processes. Environ. Technol. Innov. 2021, 22, 101541. [Google Scholar] [CrossRef]
- Mavukkandy, M.O.; Chabib, C.M.; Mustafa, I.; Al Ghaferi, A.; AlMarzooqi, F. Brine Management in Desalination Industry: From Waste to Resources Generation. Desalination 2019, 472, 114187. [Google Scholar] [CrossRef]
- Soliman, M.N.; Guen, F.Z.; Ahmed, S.A.; Saleem, H.; Khalil, M.J.; Zaidi, S.J. Energy Consumption and Environmental Impact Assessment of Desalination Plants and Brine Disposal Strategies. Process Saf. Environ. Prot. 2021, 147, 589–608. [Google Scholar] [CrossRef]
- Kress, N.; Gertner, Y.; Shoham-Frider, E. Seawater Quality at the Brine Discharge Site from Two Mega Size Seawater Reverse Osmosis Desalination Plants in Israel (Eastern Mediterranean). Water Res. 2020, 171, 115402. [Google Scholar] [CrossRef]
- Ogunbiyi, O.; Saththasivam, J.; Al-Masri, D.; Manawi, Y.; Lawler, J.; Zhang, X.; Liu, Z. Sustainable Brine Management from the Perspectives of Water, Energy and Mineral Recovery: A Comprehensive Review. Desalination 2021, 513, 115055. [Google Scholar] [CrossRef]
- Sola, I.; Zarzo, D.; Carratalá, A.; Fernández-Torquemada, Y.; de-la-Ossa-Carretero, J.A.; Del-Pilar-Ruso, Y.; Sánchez-Lizaso, J.L. Review of the Management of Brine Discharges in Spain. Ocean Coast. Manag. 2020, 196, 105301. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.J.; Loizidou, M. Desalination Brine Disposal Methods and Treatment Technologies—A Review. Sci. Total Environ. 2019, 693, 133545. [Google Scholar] [CrossRef]
- Levitt, J. Water, Radiation, Salt, and Other Stresses; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Mannan, M.; Alhaj, M.; Mabrouk, A.; Desalination, S.A.-G. Examining the Life-Cycle Environmental Impacts of Desalination: A Case Study in the State of Qatar. Desalination 2019, 452, 238–246. [Google Scholar] [CrossRef]
- Abushaban, M. Assessing Bacterial Growth Potential in Seawater Reverse Osmosis Pretreatment: Method Development and Applications; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Stein, S.; Michael, H.A.; Dugan, B. Injection of Desalination Brine into the Saline Part of the Coastal Aquifer; Environmental and Hydrological Implications. Water Res. 2021, 207, 117820. [Google Scholar] [CrossRef]
- Klas, S.; Peretz, Y. Fish Survival in Groundwater-Desalination Concentrate. Aquac. Eng. 2020, 88, 102037. [Google Scholar] [CrossRef]
- Sadhwani Alonso, J.J.; Melián-Martel, N. Environmental Regulations—Inland and Coastal Desalination Case Studies. In Sustainable Desalination Handbook; Butterworth-Heinemann: Oxford, UK, 2018; pp. 403–435. [Google Scholar] [CrossRef]
- Yang Teh, C.; Mori Budiman, P.; Pui Yee Shak, K.; Yeong Wu, T. Recent Advancement of Coagulation–Flocculation and Its Application in Wastewater Treatment. Ind. Eng. Chem. Res. 2016, 55, 4363–4389. [Google Scholar] [CrossRef]
- Pramanik, B.K.; Shu, L.; Jegatheesan, V. A Review of the Management and Treatment of Brine Solutions. Environ. Sci. Water Res. Technol. 2017, 3, 625–658. [Google Scholar] [CrossRef]
- Mohamed, F.M.; Alfalous, K.A. The Effectiveness of Activated Silica Derived from Rice Husk in Coagulation Process Compared with Inorganic Coagulants for Wastewater Treatment. Egypt. J. Aquat. Res. 2020, 46, 131–136. [Google Scholar] [CrossRef]
- Maćczak, P.; Kaczmarek, H.; Ziegler-Borowska, M. Recent Achievements in Polymer Bio-Based Flocculants for Water Treatment. Materials 2020, 13, 3951. [Google Scholar] [CrossRef]
- Shahedi, A.; Darban, A.K.; Taghipour, F.; Jamshidi-Zanjani, A. A Review on Industrial Wastewater Treatment via Electrocoagulation Processes. Curr. Opin. Electrochem. 2020, 22, 154–169. [Google Scholar] [CrossRef]
- Milne, N.A.; O’Reilly, T.; Sanciolo, P.; Ostarcevic, E.; Beighton, M.; Taylor, K.; Mullett, M.; Tarquin, A.J.; Gray, S.R. Chemistry of Silica Scale Mitigation for RO Desalination with Particular Reference to Remote Operations. Water Res. 2014, 65, 107–133. [Google Scholar] [CrossRef]
- Giwa, A.; Dufour, V.; Al Marzooqi, F.; Al Kaabi, M.; Hasan, S.W. Brine Management Methods: Recent Innovations and Current Status. Desalination 2017, 407, 1–23. [Google Scholar] [CrossRef]
- Boo, C.; Qi, H.; Billinge, I.H.; Shah, K.M.; Fan, H.; Yip, N.Y. Thermomorphic Hydrophilicity Base-Induced Precipitation for Effective Descaling of Hypersaline Brines. ACS ES T Eng. 2021, 1, 1351–1359. [Google Scholar] [CrossRef]
- Xiong, R.; Chen, Q.; Liu, J.; Wei, C. Experimental Study on Seeded Precipitation Assisted Reverse Osmosis for Industrial Wastewater Reuse. J. Water Process Eng. 2017, 20, 78–83. [Google Scholar] [CrossRef]
- Van Houwelingen, G.; Bond, R.; Seacord, T.; Fessler, E. Experiences with Pellet Reactor Softening as Pretreatment for Inland Desalination in the USA. Desalin. Water Treat. 2010, 13, 259–266. [Google Scholar] [CrossRef] [Green Version]
- Azerrad, S.P.; Isaacs, M.; Dosoretz, C.G. Integrated Treatment of Reverse Osmosis Brines Coupling Electrocoagulation with Advanced Oxidation Processes. Chem. Eng. J. 2019, 356, 771–780. [Google Scholar] [CrossRef]
- Justo, A.; González, O.; Aceña, J.; Pérez, S.; Barceló, D.; Sans, C.; Esplugas, S. Pharmaceuticals and Organic Pollution Mitigation in Reclamation Osmosis Brines by UV/H2O2 and Ozone. J. Hazard. Mater. 2013, 263, 268–274. [Google Scholar] [CrossRef]
- Westerhoff, P.; Moon, H.; Minakata, D.; Crittenden, J. Oxidation of Organics in Retentates from Reverse Osmosis Wastewater Reuse Facilities. Water Res. 2009, 43, 3992–3998. [Google Scholar] [CrossRef]
- Pérez, G.; Fernández-Alba, A.R.; Urtiaga, A.M.; Ortiz, I. Electro-Oxidation of Reverse Osmosis Concentrates Generated in Tertiary Water Treatment. Water Res. 2010, 44, 2763–2772. [Google Scholar] [CrossRef]
- Magureanu, M.; Mandache, N.B.; Parvulescu, V.I. Degradation of Pharmaceutical Compounds in Water by Non-Thermal Plasma Treatment. Water Res. 2015, 81, 124–136. [Google Scholar] [CrossRef]
- Magureanu, M.; Bilea, F.; Bradu, C.; Hong, D. A Review on Non-Thermal Plasma Treatment of Water Contaminated with Antibiotics. J. Hazard. Mater. 2021, 417, 125481. [Google Scholar] [CrossRef]
- Li, J.; Zhao, L.; Qin, L.; Tian, X.; Wang, A.; Zhou, Y.; Meng, L.; Chen, Y. Removal of Refractory Organics in Nanofiltration Concentrates of Municipal Solid Waste Leachate Treatment Plants by Combined Fenton Oxidative-Coagulation with Photo—Fenton Processes. Chemosphere 2016, 146, 442–449. [Google Scholar] [CrossRef]
- Justo, A.; González, Ó.; Aceña, J.; Mita, L.; Casado, M.; Pérez, S.; Piña, B.; Sans, C.; Barceló, D.; Esplugas, S. Application of Bioassay Panel for Assessing the Impact of Advanced Oxidation Processes on the Treatment of Reverse Osmosis Brine. J. Chem. Technol. Biotechnol. 2014, 89, 1168–1174. [Google Scholar] [CrossRef]
- Rodríguez, D.C.; Ramírez, O.; Mesa, G.P. Behavior of Nitrifying and Denitrifying Bacteria in a Sequencing Batch Reactor for the Removal of Ammoniacal Nitrogen and Organic Matter. Desalination 2011, 273, 447–452. [Google Scholar] [CrossRef]
- Ashoori, N.; Teixido, M.; Spahr, S.; LeFevre, G.H.; Sedlak, D.L.; Luthy, R.G. Evaluation of Pilot-Scale Biochar-Amended Woodchip Bioreactors to Remove Nitrate, Metals, and Trace Organic Contaminants from Urban Stormwater Runoff. Water Res. 2019, 154, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Rivas, A.; Barkle, G.; Stenger, R.; Moorhead, B.; Clague, J. Nitrate Removal and Secondary Effects of a Woodchip Bioreactor for the Treatment of Subsurface Drainage with Dynamic Flows under Pastoral Agriculture. Ecol. Eng. 2020, 148, 105786. [Google Scholar] [CrossRef]
- Zhao, J.; He, Q.; Chen, N.; Peng, T.; Feng, C. Denitrification Behavior in a Woodchip-Packed Bioreactor with Gradient Filling for Nitrate-Contaminated Water Treatment. Biochem. Eng. J. 2020, 154, 107454. [Google Scholar] [CrossRef]
- Lindholm-Lehto, P.C.; Pulkkinen, J.T.; Kiuru, T.; Koskela, J.; Vielma, J. Efficient Water Treatment Achieved in Recirculating Aquaculture System Using Woodchip Denitrification and Slow Sand Filtration. Environ. Sci. Pollut. Res. 2021, 28, 65333–65348. [Google Scholar] [CrossRef]
- Christianson, L.E.; Lepine, C.; Sibrell, P.L.; Penn, C.; Summerfelt, S.T. Denitrifying Woodchip Bioreactor and Phosphorus Filter Pairing to Minimize Pollution Swapping. Water Res. 2017, 121, 129–139. [Google Scholar] [CrossRef]
- Díaz-García, C.; Martínez-Sánchez, J.J.; Maxwell, B.M.; Franco, J.A.; Álvarez-Rogel, J. Woodchip Bioreactors Provide Sustained Denitrification of Brine from Groundwater Desalination Plants. J. Environ. Manag. 2021, 289, 112521. [Google Scholar] [CrossRef]
- Tong, T.; Elimelech, M. The Global Rise of Zero Liquid Discharge for Wastewater Management: Drivers, Technologies, and Future Directions. Environ. Sci. Technol. 2016, 50, 6846–6855. [Google Scholar] [CrossRef]
- Suwaileh, W.; Pathak, N.; Shon, H.; Hilal, N. Forward Osmosis Membranes and Processes: A Comprehensive Review of Research Trends and Future Outlook. Desalination 2020, 485, 114455. [Google Scholar] [CrossRef]
- Kim, Y.; Woo, Y.C.; Phuntsho, S.; Nghiem, L.D.; Shon, H.K.; Hong, S. Evaluation of Fertilizer-Drawn Forward Osmosis for Coal Seam Gas Reverse Osmosis Brine Treatment and Sustainable Agricultural Reuse. J. Memb. Sci. 2017, 537, 22–31. [Google Scholar] [CrossRef] [Green Version]
- McGinnis, R.L.; Hancock, N.T.; Nowosielski-Slepowron, M.S.; McGurgan, G.D. Pilot Demonstration of the NH3/CO2 Forward Osmosis Desalination Process on High Salinity Brines. Desalination 2013, 312, 67–74. [Google Scholar] [CrossRef]
- Martinetti, C.R.; Childress, A.E.; Cath, T.Y. High Recovery of Concentrated RO Brines Using Forward Osmosis and Membrane Distillation. J. Memb. Sci. 2009, 331, 31–39. [Google Scholar] [CrossRef]
- El Zayat, H.; Nasr, P.; Sewilam, H. Investigating Sustainable Management of Desalination Brine through Concentration Using Forward Osmosis. Environ. Sci. Pollut. Res. 2021, 28, 39938–39951. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Kim, Y.; Kim, A.S.; Hong, S. Evaluation of Membrane-Based Desalting Processes for RO Brine Treatment. Desalin. Water Treat. 2016, 57, 7432–7439. [Google Scholar] [CrossRef]
- Tang, W.; Ng, H.Y. Concentration of Brine by Forward Osmosis: Performance and Influence of Membrane Structure. Desalination 2008, 224, 143–153. [Google Scholar] [CrossRef]
- Yang, Y.; Sun, Y.; Song, X.; Yu, J. Forward Osmosis for Multi-Effect Distillation Brine Treatment: Performance and Concentration Polarization Evaluation. Can. J. Chem. Eng. 2021, 99, S114–S125. [Google Scholar] [CrossRef]
- Khazaie, F.; Shokrollahzadeh, S.; Bide, Y.; Sheshmani, S.; Shahvelayati, A.S. High-Flux Sodium Alginate Sulfate Draw Solution for Water Recovery from Saline Waters and Wastewaters via Forward Osmosis. Chem. Eng. J. 2021, 417, 129250. [Google Scholar] [CrossRef]
- Lu, J.; Wang, X. Volume Reduction and Water Reclamation of Reverse Osmosis Concentrate from Coal Chemical Industry by Forward Osmosis with an Osmotic Backwash Strategy. Water Sci. Technol. 2020, 81, 2674–2684. [Google Scholar] [CrossRef]
- Abdul Wahid, R.; Ang, W.L.; Mohammad, A.W.; Johnson, D.J.; Hilal, N. Evaluating Fertilizer-Drawn Forward Osmosis Performance in Treating Anaerobic Palm Oil Mill Effluent. Membranes 2021, 11, 566. [Google Scholar] [CrossRef]
- Iskander, S.M.; Zou, S.; Brazil, B.; Novak, J.T.; He, Z. Energy Consumption by Forward Osmosis Treatment of Landfill Leachate for Water Recovery. Waste Manag. 2017, 63, 284–291. [Google Scholar] [CrossRef]
- Choi, Y.; Cho, H.; Shin, Y.; Jang, Y.; Lee, S. Economic Evaluation of a Hybrid Desalination System Combining Forward and Reverse Osmosis. Membranes 2016, 6, 3. [Google Scholar] [CrossRef] [Green Version]
- Zou, S.; He, Z. Enhancing Wastewater Reuse by Forward Osmosis with Self-Diluted Commercial Fertilizers as Draw Solutes. Water Res. 2016, 99, 235–243. [Google Scholar] [CrossRef] [Green Version]
- Gulied, M.; Al Momani, F.; Khraisheh, M.; Bhosale, R.; AlNouss, A. Influence of Draw Solution Type and Properties on the Performance of Forward Osmosis Process: Energy Consumption and Sustainable Water Reuse. Chemosphere 2019, 233, 234–244. [Google Scholar] [CrossRef] [PubMed]
- Jiang, C.; Wang, Y.; Zhang, Z.; Xu, T. Electrodialysis of Concentrated Brine from RO Plant to Produce Coarse Salt and Freshwater. J. Memb. Sci. 2014, 450, 323–330. [Google Scholar] [CrossRef]
- Korngold, E.; Aronov, L.; Daltrophe, N. Electrodialysis of Brine Solutions Discharged from an RO Plant. Desalination 2009, 242, 215–227. [Google Scholar] [CrossRef]
- Al-Anzi, B.S.; Al-Rashidi, A.; Abraham, L.; Fernandes, J.; Al-Sheikh, A.; Alhazza, A. Brine Management from Desalination Plants for Salt Production Utilizing High Current Density Electrodialysis-Evaporator Hybrid System: A Case Study in Kuwait. Desalination 2021, 498, 114760. [Google Scholar] [CrossRef]
- Zhang, Y.; Ghyselbrecht, K.; Meesschaert, B.; Pinoy, L.; Van der Bruggen, B. Electrodialysis on RO Concentrate to Improve Water Recovery in Wastewater Reclamation. J. Memb. Sci. 2011, 378, 101–110. [Google Scholar] [CrossRef]
- Zhao, D.; Lee, L.Y.; Ong, S.L.; Chowdhury, P.; Siah, K.B.; Ng, H.Y. Electrodialysis Reversal for Industrial Reverse Osmosis Brine Treatment. Sep. Purif. Technol. 2019, 213, 339–347. [Google Scholar] [CrossRef]
- Du, C.; Runhong Du, J.; Zhao, X.; Cheng, F.; Ali, M.E.; Feng, X. Treatment of Brackish Water RO Brine via Bipolar Membrane Electrodialysis. Ind. Eng. Chem. Res. 2021, 60, 3115–3129. [Google Scholar] [CrossRef]
- Yang, Y.; Sun, Y.; Song, X.; Yu, J. Separation of mono- and di-valent ions from seawater reverse osmosis brine using selective electrodialysis. Environ. Sci. Pollut. Res. 2021, 28, 18754–18767. [Google Scholar] [CrossRef]
- Choi, Y.; Naidu, G.; Nghiem, L.D.; Lee, S.; Vigneswaran, S. Membrane distillation crystallization for brine mining and zero liquid discharge: Opportunities, challenges, and recent progress. Environ. Sci. Water Res. Technol. 2019, 5, 1202–1221. [Google Scholar] [CrossRef]
- Francis, L.; Ahmed, F.E.; Hilal, N. Electrospun Membranes for Membrane Distillation: The State of Play and Recent Advances. Desalination 2022, 526, 115511. [Google Scholar] [CrossRef]
- Abdallah, H.; El-Gendi, A.; Khedr, M.; El-Zanati, E. Hydrophobic Polyethersulfone Porous Membranes for Membrane Distillation. Front. Chem. Sci. Eng. 2015, 9, 84–93. [Google Scholar] [CrossRef]
- Gryta, M. The Application of Polypropylene Membranes for Production of Fresh Water from Brines by Membrane Distillation. Chem. Pap. 2017, 71, 775–784. [Google Scholar] [CrossRef]
- Mansour, S.; Giwa, A.; Hasan, S.W. Novel graphene nanoplatelets-coated polyethylene membrane for the treatment of reject brine by pilot-scale direct contact membrane distillation: An optimization study. Desalination 2018, 441, 9–20. [Google Scholar] [CrossRef]
- Gryta, M. The Study of Performance of Polyethylene Chlorinetrifluoroethylene Membranes Used for Brine Desalination by Membrane Distillation. Desalination 2016, 398, 52–63. [Google Scholar] [CrossRef]
- Mohd Ramli, M.R.; Ahmad, A.L.; Leo, C.P. Surface modification of polytetrafluoroethylene hollow fiber membrane for direct contact membrane distillation through low-density polyethylene solution coating. ACS Omega 2021, 6, 4609–4618. [Google Scholar] [CrossRef]
- Li, J.; Guan, Y.; Cheng, F.; Liu, Y. Treatment of high salinity brines by direct contact membrane distillation: Effect of membrane characteristics and salinity. Chemosphere 2015, 140, 143–149. [Google Scholar] [CrossRef]
- Sanmartino, J.A.; Khayet, M.; García-Payo, M.C.; El-Bakouri, H.; Riaza, A. Treatment of Reverse Osmosis Brine by Direct Contact Membrane Distillation: Chemical Pretreatment Approach. Desalination 2017, 420, 79–90. [Google Scholar] [CrossRef]
- Woo, Y.C.; Kim, Y.; Shim, W.G.; Tijing, L.D.; Yao, M.; Nghiem, L.D.; Choi, J.S.; Kim, S.H.; Shon, H.K. Graphene/PVDF Flat-Sheet Membrane for the Treatment of RO Brine from Coal Seam Gas Produced Water by Air Gap Membrane Distillation. J. Memb. Sci. 2016, 513, 74–84. [Google Scholar] [CrossRef]
- Zheng, G.; Yao, L.; You, X.; Liao, Y.; Wang, R.; Huang, J.J. Effects of Different Secondary Nano-Scaled Roughness on the Properties of Omniphobic Membranes for Brine Treatment Using Membrane Distillation. J. Memb. Sci. 2021, 620, 118918. [Google Scholar] [CrossRef]
- Kharraz, J.A.; Bilad, M.R.; Arafat, H.A. Flux Stabilization in Membrane Distillation Desalination of Seawater and Brine Using Corrugated PVDF Membranes. J. Memb. Sci. 2015, 495, 404–414. [Google Scholar] [CrossRef]
- Yao, M.; Tijing, L.D.; Naidu, G.; Kim, S.H.; Matsuyama, H.; Fane, A.G.; Shon, H.K. A Review of Membrane Wettability for the Treatment of Saline Water Deploying Membrane Distillation. Desalination 2020, 479, 114312. [Google Scholar] [CrossRef]
- Geng, H.; Wang, J.; Zhang, C.; Li, P.; Chang, H. High Water Recovery of RO Brine Using Multi-Stage Air Gap Membrane Distillation. Desalination 2015, 355, 178–185. [Google Scholar] [CrossRef]
- Cerda, A.; Quilaqueo, M.; Barros, L.; Seriche, G.; Gim-Krumm, M.; Santoro, S.; Avci, A.H.; Romero, J.; Curcio, E.; Estay, H. Recovering water from lithium-rich brines by a fractionation process based on membrane distillation-crystallization. J. Water Process Eng. 2021, 41, 102063. [Google Scholar] [CrossRef]
- Subramani, A.; Jacangelo, J.G. Treatment technologies for reverse osmosis concentrate volume minimization: A review. Sep. Purif. Technol. 2014, 122, 472–489. [Google Scholar] [CrossRef]
- Rahardianto, A.; Gao, J.; Gabelich, C.J.; Williams, M.D.; Cohen, Y. High Recovery Membrane Desalting of Low-Salinity Brackish Water: Integration of Accelerated Precipitation Softening with Membrane RO. J. Memb. Sci. 2007, 289, 123–137. [Google Scholar] [CrossRef]
- Subramani, A.; Schlicher, R.; Long, J.; Yu, J.; Lehman, S.; Jacangelo, J.G. Recovery optimization of membrane processes for treatment of produced water with high silica content. Desalin. Water Treat. 2011, 36, 297–309. [Google Scholar] [CrossRef]
- Gabelich, C.J.; Rahardianto, A.; Northrup, C.R.; Yun, T.I.; Cohen, Y. Process evaluation of intermediate chemical demineralization for water recovery enhancement in production-scale brackish water desalting. Desalination 2011, 272, 36–45. [Google Scholar] [CrossRef]
- Rioyo, J.; Aravinthan, V.; Bundschuh, J.; Lynch, M. Research on ‘High-PH Precipitation Treatment’ for RO concentrate minimization and salt recovery in a municipal groundwater desalination facility. Desalination 2018, 439, 168–178. [Google Scholar] [CrossRef]
- Pervov, A.G. Precipitation of calcium carbonate in reverse osmosis retentate flow by means of seeded techniques—A tool to increase recovery. Desalination 2015, 368, 140–151. [Google Scholar] [CrossRef]
- Murray-Gulde, C.; Heatley, J.E.; Karanfil, T.; Rodgers, J.H.; Myers, J.E. Performance of a hybrid reverse osmosis-constructed wetland treatment system for brackish oil field produced water. Water Res. 2003, 37, 705–713. [Google Scholar] [CrossRef]
- Dong, H.; German, M.; Tian, L.; SenGupta, A.K. Multifunctional Ion Exchange Pretreatment Driven by Carbon Dioxide for Enhancing Reverse Osmosis Recovery during Impaired Water Reuse. Desalination 2020, 485, 114459. [Google Scholar] [CrossRef]
- McGovern, R.K.; Zubair, S.M.; Lienhard, V.J.H. Hybrid Electrodialysis Reverse Osmosis System Design and Its Optimization for Treatment of Highly Saline Brines. IDA J. Desalin. Water Reuse 2014, 6, 15–23. [Google Scholar] [CrossRef]
- Loganathan, K.; Chelme-Ayala, P.; Gamal El-Din, M. Treatment of Basal Water Using a Hybrid Electrodialysis Reversal–Reverse Osmosis System Combined with a Low-Temperature Crystallizer for near-Zero Liquid Discharge. Desalination 2015, 363, 92–98. [Google Scholar] [CrossRef]
- Turek, M.; Mitko, K.; Laskowska, E.; Chorążewska, M.; Piotrowski, K.; Jakóbik-Kolon, A.; Dydo, P. Energy consumption and gypsum scaling assessment in a hybrid nanofiltration-reverse osmosis-electrodialysis system. Chem. Eng. Technol. 2018, 41, 392–400. [Google Scholar] [CrossRef]
- Ning, R.Y.; Tarquin, A.; Trzcinski, M.; Patwardhan, G. Recovery Optimization of RO Concentrate from Desert Wells. Desalination 2006, 201, 315–322. [Google Scholar] [CrossRef]
- Ning, R.Y.; Tarquin, A.J. Crystallization of Salts from Super-Concentrate Produced by Tandem RO Process. Desalin. Water Treat. 2010, 16, 238–242. [Google Scholar] [CrossRef]
- Lu, J.; You, S.; Wang, X. Forward osmosis coupled with lime-soda ash softening for volume minimization of reverse osmosis concentrate and CaCO3 recovery: A case study on the coal chemical industry. Front. Environ. Sci. Eng. 2020, 15, 9. [Google Scholar] [CrossRef]
- McCool, B.C.; Rahardianto, A.; Faria, J.I.; Cohen, Y. Evaluation of chemically-enhanced seeded precipitation of RO concentrate for high recovery desalting of high salinity brackish water. Desalination 2013, 317, 116–126. [Google Scholar] [CrossRef]
- Rom, I.; Klas, S. Kinetics of CaCO3 precipitation in seeded aeration softening of brackish water desalination concentrate. Chemosphere 2020, 260, 127527. [Google Scholar] [CrossRef]
- Juby, G.; Eastern Municipal Water District. Evaluation and Selection of Available Processes for a Zero-Liquid Discharge System for the Perris, California, Ground Water Basin; Desalination and Water Purification Research and Development Program Report; U.S. Department of the Interior, Bureau of Reclamation, Technical Service Center, Water and Environmental Services Division, Water Treatment Engineering Research Team: Perris, CA, USA, 2008. [Google Scholar]
- Ronquim, F.M.; Sakamoto, H.M.; Mierzwa, J.C.; Kulay, L.; Seckler, M.M. Eco-Efficiency Analysis of Desalination by Precipitation Integrated with Reverse Osmosis for Zero Liquid Discharge in Oil Refineries. J. Clean. Prod. 2020, 250, 119547. [Google Scholar] [CrossRef]
- Al Abdulgader, H.; Kochkodan, V.; Hilal, N. Hybrid Ion Exchange—Pressure Driven Membrane Processes in Water Treatment: A Review. Sep. Purif. Technol. 2013, 116, 253–264. [Google Scholar] [CrossRef]
- Liu, Z.; Haddad, M.; Sauvé, S.; Barbeau, B. Alleviating the Burden of Ion Exchange Brine in Water Treatment: From Operational Strategies to Brine Management. Water Res. 2021, 205, 117728. [Google Scholar] [CrossRef] [PubMed]
- Indarawis, K.A.; Boyer, T.H. Superposition of Anion and Cation Exchange for Removal of Natural Water Ions. Sep. Purif. Technol. 2013, 118, 112–119. [Google Scholar] [CrossRef]
- Jun, L.; McClain, B.; Seah, A.; Mukhopadhyay, D. Semiconductors: High-Purity Water System Upgrade in Singapore Using High-Efficiency RO. Ultrapure Water 2004, 21, 27–32. [Google Scholar]
- Chen, Y.; Baygents, J.C.; Farrell, J. Evaluating Electrocoagulation and Chemical Coagulation for Removing Dissolved Silica from High Efficiency Reverse Osmosis (HERO) Concentrate Solutions. J. Water Process Eng. 2017, 16, 50–55. [Google Scholar] [CrossRef] [Green Version]
- Venkatesan, A.; Wankat, P.C. Desalination of the colorado river water: A hybrid approach. Desalination 2012, 286, 176–186. [Google Scholar] [CrossRef]
- Vanoppen, M.; Stoffels, G.; Demuytere, C.; Bleyaert, W.; Verliefde, A.R.D. Increasing RO efficiency by chemical-free ion-exchange and donnan dialysis: Principles and practical implications. Water Res. 2015, 80, 59–70. [Google Scholar] [CrossRef]
- Vermeulen, T.; Tleimat, B.W.; Klein, G. Ion-exchange pretreatment for scale prevention in desalting systems. Desalination 1983, 47, 149–159. [Google Scholar] [CrossRef]
- Semblante, G.U.; Lee, J.Z.; Lee, L.Y.; Ong, S.L.; Ng, H.Y. Brine pre-treatment technologies for zero liquid discharge systems. Desalination 2018, 441, 96–111. [Google Scholar] [CrossRef]
- McGovern, R.K.; Zubair, S.M.; Lienhard, V.J.H. The benefits of hybridising electrodialysis with reverse osmosis. J. Memb. Sci. 2014, 469, 326–335. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, F.E.; Hashaikeh, R.; Hilal, N. Hybrid technologies: The future of energy efficient desalination—A review. Desalination 2020, 495, 114659. [Google Scholar] [CrossRef]
- Li, W.; Krantz, W.B.; Cornelissen, E.R.; Post, J.W.; Verliefde, A.R.D.; Tang, C.Y. A novel hybrid process of reverse electrodialysis and reverse osmosis for low energy seawater desalination and brine management. Appl. Energy 2013, 104, 592–602. [Google Scholar] [CrossRef]
- Man, M.; Sparrow, B.; Low, M. A Cradle to Grave Treatment Solution for Mine Waters. In Proceedings of the 11th ICARD|IMWA|MWD Conference–“Risk to Opportunity”, Pretoria, South Africa, 10–14 September 2018. [Google Scholar]
- Mitko, K.; Noszczyk, A.; Dydo, P.; Turek, M. Electrodialysis of Coal Mine Water. Water Resour. Ind. 2021, 25, 100143. [Google Scholar] [CrossRef]
- Tufa, R.A.; Curcio, E.; Brauns, E.; van Baak, W.; Fontananova, E.; Di Profio, G. Membrane distillation and reverse electrodialysis for near-zero liquid discharge and low energy seawater desalination. J. Memb. Sci. 2015, 496, 325–333. [Google Scholar] [CrossRef]
- Tufa, R.A.; Noviello, Y.; Di Profio, G.; Macedonio, F.; Ali, A.; Drioli, E.; Fontananova, E.; Bouzek, K.; Curcio, E. Integrated membrane distillation-reverse electrodialysis system for energy-efficient seawater desalination. Appl. Energy 2019, 253, 113551. [Google Scholar] [CrossRef]
- Kumar, A.; Naidu, G.; Fukuda, H.; Du, F.; Vigneswaran, S.; Drioli, E.; Lienhard, J.H. Metals recovery from seawater desalination brines: Technologies, opportunities, and challenges. ACS Sustain. Chem. Eng. 2021, 9, 7704–7712. [Google Scholar] [CrossRef]
- Diallo, M.S.; Rao Kotte, M.; Cho, M. Mining critical metals and elements from seawater: Opportunities and challenges. Environ. Sci. Technol. 2015, 49, 9390–9399. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, W.; Zhang, Y.; Jegatheesan, V. A review of resource recovery from seawater desalination brine. Rev. Environ. Sci. Bio/Technol. 2021, 20, 333–361. [Google Scholar] [CrossRef]
- Chitrakar, R.; Makita, Y.; Ooi, K.; Sonoda, A. Synthesis of iron-doped manganese oxides with an ion-sieve property: Lithium adsorption from bolivian brine. Ind. Eng. Chem. Res. 2014, 53, 3682–3688. [Google Scholar] [CrossRef]
- Gu, D.; Sun, W.; Han, G.; Cui, Q.; Wang, H. Lithium Ion Sieve Synthesized via an Improved Solid State Method and Adsorption Performance for West Taijinar Salt Lake Brine. Chem. Eng. J. 2018, 350, 474–483. [Google Scholar] [CrossRef]
- Jin, W.; Hu, M.; Sun, Z.; Huang, C.H.; Zhao, H. Simultaneous and Precise Recovery of Lithium and Boron from Salt Lake Brine by Capacitive Deionization with Oxygen Vacancy-Rich CoP/Co3O4-Graphene Aerogel. Chem. Eng. J. 2021, 420, 127661. [Google Scholar] [CrossRef]
- Jiang, H.; Yang, Y.; Yu, J. Application of Concentration-Dependent HSDM to the Lithium Adsorption from Brine in Fixed Bed Columns. Sep. Purif. Technol. 2020, 241, 116682. [Google Scholar] [CrossRef]
- Lai, X.; Yuan, Y.; Chen, Z.; Peng, J.; Sun, H.; Zhong, H. Adsorption–desorption properties of granular EP/HMO composite and its application in lithium recovery from brine. Ind. Eng. Chem. Res. 2020, 59, 7913–7925. [Google Scholar] [CrossRef]
- Liu, C.; Tao, B.; Wang, Z.; Wang, D.; Guo, R.; Chen, L. Preparation and characterization of lithium ion sieves embedded in a hydroxyethyl cellulose cryogel for the continuous recovery of lithium from brine and seawater. Chem. Eng. Sci. 2021, 229, 115984. [Google Scholar] [CrossRef]
- Luo, Q.; Dong, M.; Nie, G.; Liu, Z.; Wu, Z.; Li, J. Extraction of Lithium from Salt Lake Brines by Granulated Adsorbents. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 628, 127256. [Google Scholar] [CrossRef]
- Ohashi, F.; Tai, Y. Lithium Adsorption from natural brine using surface-modified manganese oxide adsorbents. Mater. Lett. 2019, 251, 214–217. [Google Scholar] [CrossRef]
- Ooi, K.; Sonoda, A.; Makita, Y.; Chitrakar, R.; Tasaki-Handa, Y.; Nakazato, T. Recovery of lithium from salt-brine eluates by direct crystallization as lithium sulfate. Hydrometallurgy 2017, 174, 123–130. [Google Scholar] [CrossRef]
- Nie, X.Y.; Sun, S.Y.; Song, X.; Yu, J.G. Further Investigation into Lithium Recovery from Salt Lake Brines with Different Feed Characteristics by Electrodialysis. J. Memb. Sci. 2017, 530, 185–191. [Google Scholar] [CrossRef]
- Ji, P.Y.; Ji, Z.Y.; Chen, Q.B.; Liu, J.; Zhao, Y.Y.; Wang, S.Z.; Li, F.; Yuan, J.S. Effect of coexisting ions on recovering lithium from high Mg2+/Li+ Ratio Brines by Selective-Electrodialysis. Sep. Purif. Technol. 2018, 207, 1–11. [Google Scholar] [CrossRef]
- Zhao, Z.; Liu, G.; Jia, H.; He, L. Sandwiched Liquid-Membrane Electrodialysis: Lithium Selective Recovery from Salt Lake Brines with High Mg/Li Ratio. J. Memb. Sci. 2020, 596, 117685. [Google Scholar] [CrossRef]
- Zhao, Y.; Xiang, X.; Wang, M.; Wang, H.; Li, Y.; Li, J.; Yang, H. Preparation of LiOH through BMED Process from Lithium-Containing Solutions: Effects of Coexisting Ions and Competition between Na+ and Li+. Desalination 2021, 512, 115126. [Google Scholar] [CrossRef]
- Cha-umpong, W.; Li, Q.; Razmjou, A.; Chen, V. Concentrating Brine for Lithium Recovery Using GO Composite Pervaporation Membranes. Desalination 2021, 500, 114894. [Google Scholar] [CrossRef]
- Ma, X.; Li, M.; Feng, C.; He, Z. Electrochemical Nitrate Removal with Simultaneous Magnesium Recovery from a Mimicked RO Brine Assisted by in Situ Chloride Ions. J. Hazard. Mater. 2020, 388, 122085. [Google Scholar] [CrossRef] [PubMed]
- Choi, Y.; Ryu, S.; Naidu, G.; Lee, S.; Vigneswaran, S. Integrated submerged membrane distillation-adsorption system for rubidium recovery. Sep. Purif. Technol. 2019, 218, 146–155. [Google Scholar] [CrossRef]
- Naidu, G.; Loganathan, P.; Jeong, S.; Johir, M.A.H.; To, V.H.P.; Kandasamy, J.; Vigneswaran, S. Rubidium Extraction Using an Organic Polymer Encapsulated Potassium Copper Hexacyanoferrate Sorbent. Chem. Eng. J. 2016, 306, 31–42. [Google Scholar] [CrossRef]
- Ding, D.; Li, K.; Fang, D.; Ye, X.; Hu, Y.; Tan, X.; Liu, H.; Wu, Z. Novel Biomass-Derived Adsorbents Grafted Sodium Titanium Silicate with High Adsorption Capacity for Rb+ and Cs+ in the Brine. ChemistrySelect 2019, 4, 13630–13637. [Google Scholar] [CrossRef]
- Randall, D.G.; Nathoo, J. Resource Recovery by Freezing: A Thermodynamic Comparison between a Reverse Osmosis Brine, Seawater and Stored Urine. J. Water Process Eng. 2018, 26, 242–249. [Google Scholar] [CrossRef]
- Callura, J.C.; Perkins, K.M.; Noack, C.W.; Washburn, N.R.; Dzombak, D.A.; Karamalidis, A.K. Selective Adsorption of Rare Earth Elements onto Functionalized Silica Particles. Green Chem. 2018, 20, 1515–1526. [Google Scholar] [CrossRef]
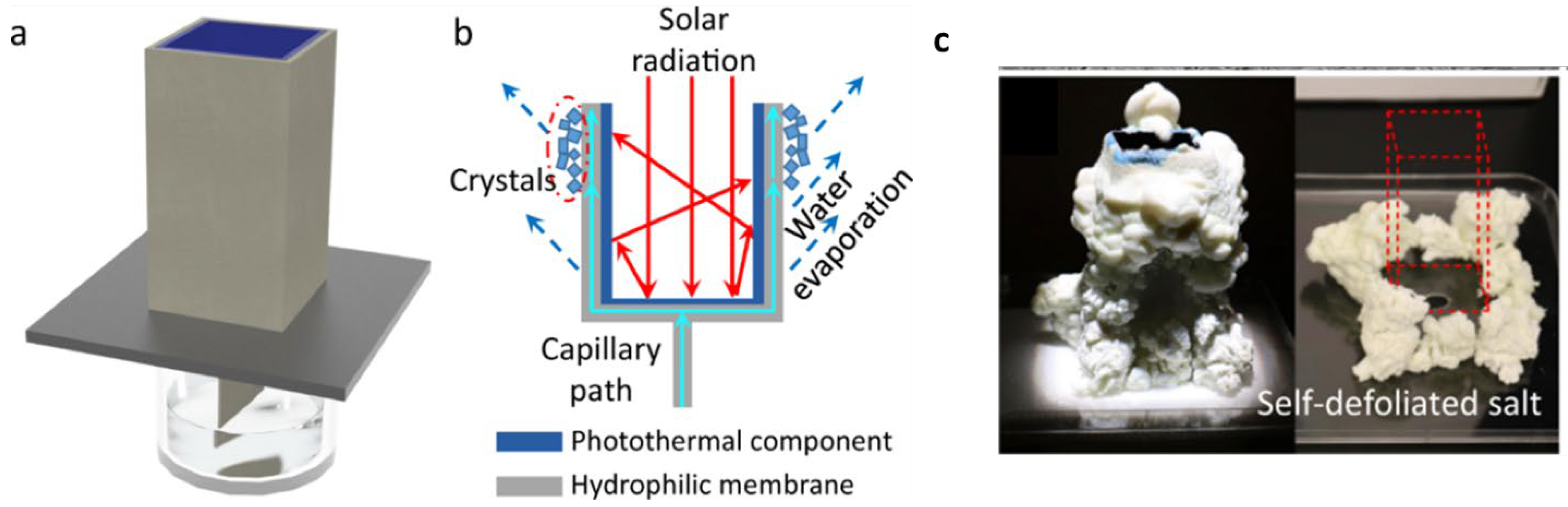
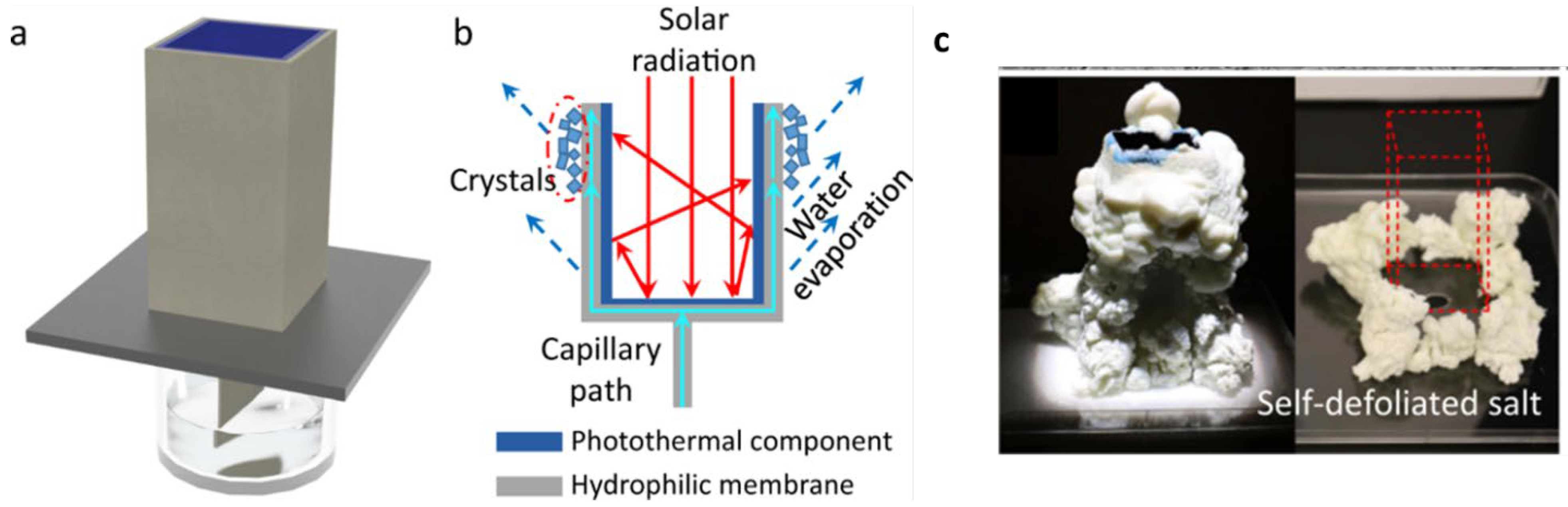
- Zhang, C.; Shi, Y.; Shi, L.; Li, H.; Li, R.; Hong, S.; Zhuo, S.; Zhang, T.; Wang, P. Designing a next generation solar crystallizer for real seawater brine treatment with zero liquid discharge. Nat. Commun. 2021, 12, 998. [Google Scholar] [CrossRef]
- Carson, R.C.; Simandl, J. Kinetics of magnesium hydroxide precipitation from seawater using slaked dolomite. Miner. Eng. 1994, 7, 511–517. [Google Scholar] [CrossRef]
- Dong, H.; Unluer, C.; Yang, E.H.; Al-Tabbaa, A. Recovery of Reactive MgO from Reject Brine via the Addition of NaOH. Desalination 2018, 429, 88–95. [Google Scholar] [CrossRef]
- Liu, D.; Li, Z.; He, L.; Zhao, Z. Facet Engineered Li3PO4 for Lithium Recovery from Brines. Desalination 2021, 514, 115186. [Google Scholar] [CrossRef]
- Na, H.; Kim, M. Determination of Optimal Conditions for Magnesium Recovery Process from Seawater Desalination Brine Using Paper Sludge Ash, Sulfuric Acid, and Ethanol. Desalin. WATER Treat. 2019, 157, 324–331. [Google Scholar] [CrossRef] [Green Version]
- Naidu, G.; Jeong, S.; Choi, Y.; Song, M.H.; Oyunchuluun, U.; Vigneswaran, S. Valuable Rubidium Extraction from Potassium Reduced Seawater Brine. J. Clean. Prod. 2018, 174, 1079–1088. [Google Scholar] [CrossRef] [Green Version]
- Zhao, B.; Zhang, Y.; Dou, X.; Wu, X.; Yang, M. Granulation of Fe–Al–Ce Trimetal Hydroxide as a Fluoride Adsorbent Using the Extrusion Method. Chem. Eng. J. 2012, 185–186, 211–218. [Google Scholar] [CrossRef]
- Zhong, J.; Lin, S.; Yu, J. Lithium Recovery from Ultrahigh Mg2+/Li+ Ratio Brine Using a Novel Granulated Li/Al-LDHs Adsorbent. Sep. Purif. Technol. 2021, 256, 117780. [Google Scholar] [CrossRef]
- Zavahir, S.; Elmakki, T.; Gulied, M.; Ahmad, Z.; Al-Sulaiti, L.; Shon, H.K.; Chen, Y.; Park, H.; Batchelor, B.; Han, D.S. A review on lithium recovery using electrochemical capturing systems. Desalination 2021, 500, 114883. [Google Scholar] [CrossRef]
- Wei, S.; Wei, Y.; Chen, T.; Liu, C.; Tang, Y. Porous lithium ion sieves nanofibers: General synthesis strategy and highly selective recovery of lithium from brine water. Chem. Eng. J. 2020, 379, 122407. [Google Scholar] [CrossRef]
- Hasan, M.; Rotich, N.; John, M.; Louhi-Kultanen, M. Salt recovery from wastewater by air-cooled eutectic freeze crystallization. Chem. Eng. J. 2017, 326, 192–200. [Google Scholar] [CrossRef]
- Ahmed, M.; Arakel, A.; Hoey, D.; Thumarukudy, M.R.; Goosen, M.F.A.; Al-Haddabi, M.; Al-Belushi, A. Feasibility of Salt Production from Inland RO Desalination Plant Reject Brine: A Case Study. Desalination 2003, 158, 109–117. [Google Scholar] [CrossRef]
- Kim, M.J.; Kim, S.; Shin, S.; Kim, G. Production of High-Purity MgSO4 from Seawater Desalination Brine. Desalination 2021, 518, 115288. [Google Scholar] [CrossRef]
- Landsman, M.R.; Lawler, D.F.; Katz, L.E. Application of electrodialysis pretreatment to enhance boron removal and reduce fouling during desalination by nanofiltration/reverse osmosis. Desalination 2020, 491, 114563. [Google Scholar] [CrossRef]
- Liu, E.; Lee, L.Y.; Ong, S.L.; Ng, H.Y. Treatment of Industrial Brine Using Capacitive Deionization (CDI) towards Zero Liquid Discharge—Challenges and Optimization. Water Res. 2020, 183, 116059. [Google Scholar] [CrossRef]
- Choi, Y.; Naidu, G.; Lee, S.; Vigneswaran, S. Recovery of Sodium Sulfate from Seawater Brine Using Fractional Submerged Membrane Distillation Crystallizer. Chemosphere 2020, 238, 124641. [Google Scholar] [CrossRef]
- Kim, D.H. A review of desalting process techniques and economic analysis of the recovery of salts from retentates. Desalination 2011, 270, 1–8. [Google Scholar] [CrossRef]
- Casas, S.; Aladjem, C.; Larrotcha, E.; Gibert, O.; Valderrama, C.; Cortina, J.L. Valorisation of Ca and Mg By-Products from Mining and Seawater Desalination Brines for Water Treatment Applications. J. Chem. Technol. Biotechnol. 2014, 89, 872–883. [Google Scholar] [CrossRef]
- Oren, Y.; Korngold, E.; Daltrophe, N.; Messalem, R.; Volkman, Y.; Aronov, L.; Weismann, M.; Bouriakov, N.; Glueckstern, P.; Gilron, J. Pilot Studies on High Recovery BWRO-EDR for near Zero Liquid Discharge Approach. Desalination 2010, 261, 321–330. [Google Scholar] [CrossRef]
- Dindi, A.; Quang, D.V.; AlNashef, I.; Abu-Zahra, M.R.M. A Process for Combined CO2 Utilization and Treatment of Desalination Reject Brine. Desalination 2018, 442, 62–74. [Google Scholar] [CrossRef]
- El-Naas, M.H.; Mohammad, A.F.; Suleiman, M.I.; Al Musharfy, M.; Al-Marzouqi, A.H. A New Process for the Capture of CO2 and Reduction of Water Salinity. Desalination 2017, 411, 69–75. [Google Scholar] [CrossRef]
- Viet Quang, D.; Dindi, A.; Zahra, M. The Utilization of CO2, Alkaline Solid Waste, and Desalination Reject Brine in Soda Ash Production. In CO2 Separation, Purification and Conversion to Chemicals and Fuels; Springer: Singapore, 2019; pp. 153–184. ISBN 978-981-13-3295-1. [Google Scholar]
- Mustafa, J.; Mourad, A.A.H.I.; Al-Marzouqi, A.H.; El-Naas, M.H. Simultaneous Treatment of Reject Brine and Capture of Carbon Dioxide: A Comprehensive Review. Desalination 2020, 483, 114386. [Google Scholar] [CrossRef]
- De Carvalho Pinto, P.C.; de Oliveira Carvalho, M.M.; Linhares, F.M.; da Silva, T.R.; de Lima, G.M. A Cleaner Production of Sodium Hydrogen Carbonate: Partial Replacement of Lime by Steel Slag Milk in the Ammonia Recovery Step of the Solvay Process. Clean Technol. Environ. Policy 2015, 17, 2311–2321. [Google Scholar] [CrossRef]
- He, L.; Yu, D.; Lv, W.; Wu, J.; Xu, M. A Novel Method for CO2 Sequestration via Indirect Carbonation of Coal Fly Ash. Ind. Eng. Chem. Res. 2013, 52, 15138–15145. [Google Scholar] [CrossRef]
- Skilhagen, S.E. Osmotic Power—A New, Renewable Energy Source. Desalin. Water Treat. 2010, 15, 271–278. [Google Scholar] [CrossRef]
- Saito, K.; Irie, M.; Zaitsu, S.; Sakai, H.; Hayashi, H.; Tanioka, A. Power Generation with Salinity Gradient by Pressure Retarded Osmosis Using Concentrated Brine from SWRO System and Treated Sewage as Pure Water. Desalin. Water Treat. 2012, 41, 114–121. [Google Scholar] [CrossRef]
- Akram, W.; Sharqawy, M.H.; Lienhard, J.H. Energy Utilization of Brine from An Msf Desalination Plant by Pressure Retarded Osmosis. In Proceedings of the International Desalination Association World Congress on Desalination and Water Reuse, Tianjin, China, 20–25 October 2013. [Google Scholar]
- Kim, Y.C.; Elimelech, M. Potential of Osmotic Power Generation by Pressure Retarded Osmosis Using Seawater as Feed Solution: Analysis and Experiments. J. Memb. Sci. 2013, 429, 330–337. [Google Scholar] [CrossRef]
- Straub, A.P.; Yip, N.Y.; Elimelech, M. Raising the Bar: Increased hydraulic pressure allows unprecedented high power densities in pressure-retarded osmosis. Environ. Sci. Technol. Lett. 2014, 1, 55–59. [Google Scholar] [CrossRef]
- Achilli, A.; Prante, J.L.; Hancock, N.T.; Maxwell, E.B.; Childress, A.E. Experimental Results from RO-PRO: A Next Generation System for Low-Energy Desalination. Environ. Sci. Technol. 2014, 48, 6437–6443. [Google Scholar] [CrossRef]
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse osmosis desalination: Water sources, technology, and today’s challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef]
- Liyanaarachchi, S.; Shu, L.; Muthukumaran, S.; Jegatheesan, V.; Baskaran, K. Problems in Seawater Industrial Desalination Processes and Potential Sustainable Solutions: A Review. Rev. Environ. Sci. Bio/Technol. 2014, 13, 203–214. [Google Scholar] [CrossRef]
- Peñate, B.; García-Rodríguez, L. Current Trends and Future Prospects in the Design of Seawater Reverse Osmosis Desalination Technology. Desalination 2012, 284, 1–8. [Google Scholar] [CrossRef]
- Wan, C.F.; Chung, T.S. Energy Recovery by Pressure Retarded Osmosis (PRO) in SWRO–PRO Integrated Processes. Appl. Energy 2016, 162, 687–698. [Google Scholar] [CrossRef]
- Benjamin, J.; Arias, M.E.; Zhang, Q. A Techno-Economic Process Model for Pressure Retarded Osmosis Based Energy Recovery in Desalination Plants. Desalination 2020, 476, 114218. [Google Scholar] [CrossRef]
- Tawalbeh, M.; Al-Othman, A.; Abdelwahab, N.; Alami, A.H.; Olabi, A.G. Recent Developments in Pressure Retarded Osmosis for Desalination and Power Generation. Renew. Sustain. Energy Rev. 2021, 138, 110492. [Google Scholar] [CrossRef]
- Daniilidis, A.; Vermaas, D.A.; Herber, R.; Nijmeijer, K. Experimentally Obtainable Energy from Mixing River Water, Seawater or Brines with Reverse Electrodialysis. Renew. Energy 2014, 64, 123–131. [Google Scholar] [CrossRef]
- Kwon, K.; Han, J.; Park, B.H.; Shin, Y.; Kim, D. Brine Recovery Using Reverse Electrodialysis in Membrane-Based Desalination Processes. Desalination 2015, 362, 1–10. [Google Scholar] [CrossRef]
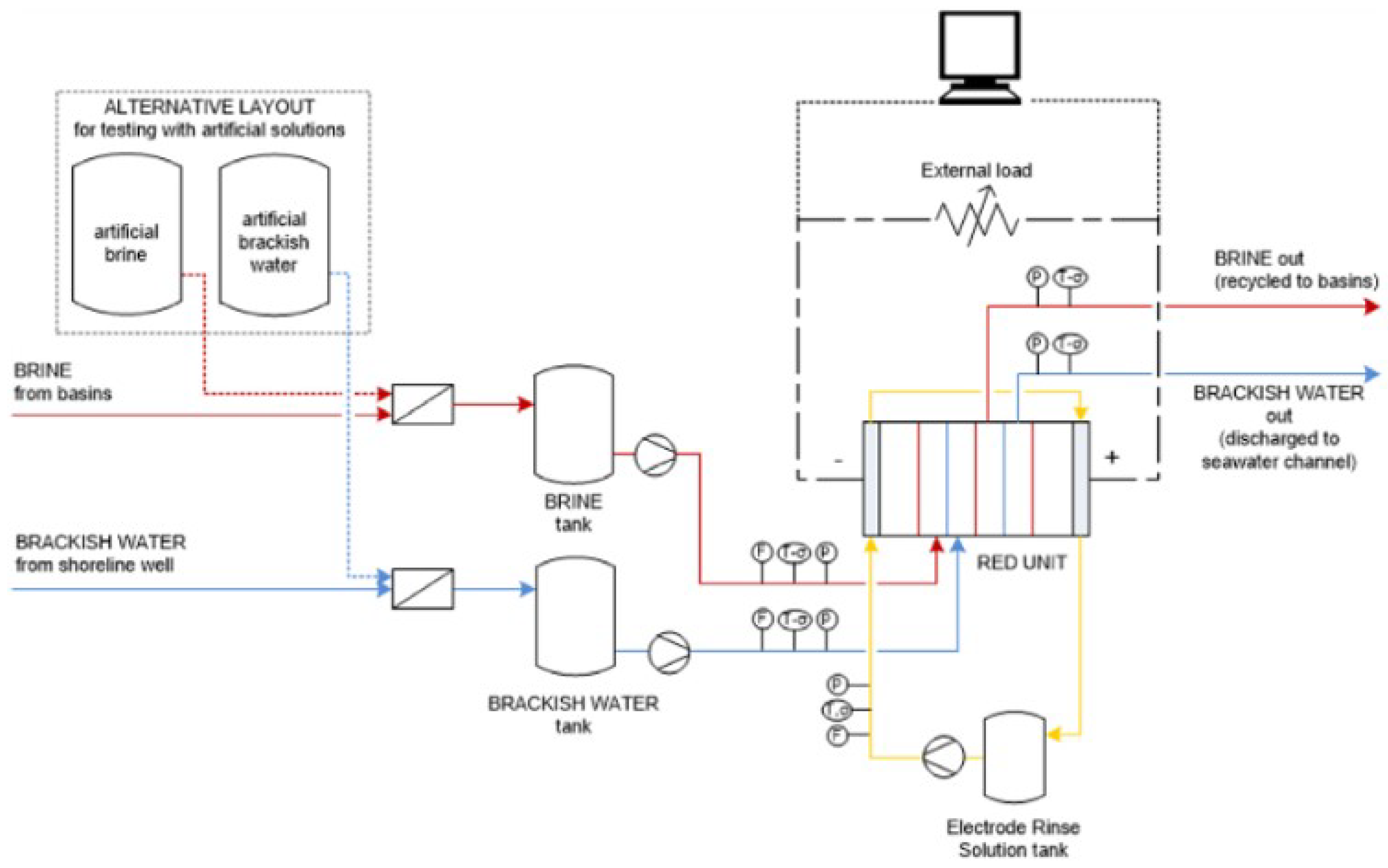
- Tedesco, M.; Scalici, C.; Vaccari, D.; Cipollina, A.; Tamburini, A.; Micale, G. Performance of the First Reverse Electrodialysis Pilot Plant for Power Production from Saline Waters and Concentrated Brines. J. Memb. Sci. 2016, 500, 33–45. [Google Scholar] [CrossRef] [Green Version]
- Mehdizadeh, S.; Yasukawa, M.; Abo, T.; Kuno, M.; Noguchi, Y.; Higa, M. The Effect of Feed Solution Temperature on the Power Output Performance of a Pilot-Scale Reverse Electrodialysis (RED) System with Different Intermediate Distance. Membranes 2019, 9, 73. [Google Scholar] [CrossRef] [Green Version]
- Hulme, A.M.; Davey, C.J.; Tyrrel, S.; Pidou, M.; McAdam, E.J. Scale-up of Reverse Electrodialysis for Energy Generation from High Concentration Salinity Gradients. J. Memb. Sci. 2021, 627, 119245. [Google Scholar] [CrossRef]
- Porada, S.; Zhao, R.; Van Der Wal, A.; Presser, V.; Biesheuvel, P.M. Review on the Science and Technology of Water Desalination by Capacitive Deionization. Prog. Mater. Sci. 2013, 58, 1388–1442. [Google Scholar] [CrossRef] [Green Version]
- Jeon, S.; Park, H.; Yeo, J.; Yang, S.; Cho, C.H.; Han, M.H.; Kim, D.K. Desalination via a New Membrane Capacitive Deionization Process Utilizing Flow-Electrodes. Energy Environ. Sci. 2013, 6, 1471–1475. [Google Scholar] [CrossRef]
- Porada, S.; Weingarth, D.; Hamelers, H.V.M.; Bryjak, M.; Presser, V.; Biesheuvel, P.M. Carbon Flow Electrodes for Continuous Operation of Capacitive Deionization and Capacitive Mixing Energy Generation. J. Mater. Chem. A 2014, 2, 9313–9321. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Yoon, H.; Lee, J.; Kim, T.; Yoon, J. Extraction of Salinity-Gradient Energy by a Hybrid Capacitive-Mixing System. ChemSusChem 2017, 10, 1600–1606. [Google Scholar] [CrossRef] [PubMed]
- Gurreri, L.; Tamburini, A.; Cipollina, A.; Micale, G. Electrodialysis Applications in Wastewater Treatment for Environmental Protection and Resources Recovery: A Systematic Review on Progress and Perspectives. Membranes 2020, 10, 146. [Google Scholar] [CrossRef] [PubMed]
- Nayar, K.G.; Fernandes, J.; McGovern, R.K.; Dominguez, K.P.; McCance, A.; Al-Anzi, B.S.; Lienhard, J.H. Cost and Energy Requirements of Hybrid RO and ED Brine Concentration Systems for Salt Production. Desalination 2019, 456, 97–120. [Google Scholar] [CrossRef]
- Afrasiabi, N.; Shahbazali, E. RO Brine Treatment and Disposal Methods. Desalin. Water Treat. 2011, 35, 39–53. [Google Scholar] [CrossRef]
- Yan, Z.; Yang, H.; Qu, F.; Yu, H.; Liang, H.; Li, G.; Ma, J. Reverse Osmosis Brine Treatment Using Direct Contact Membrane Distillation: Effects of Feed Temperature and Velocity. Desalination 2017, 423, 149–156. [Google Scholar] [CrossRef]
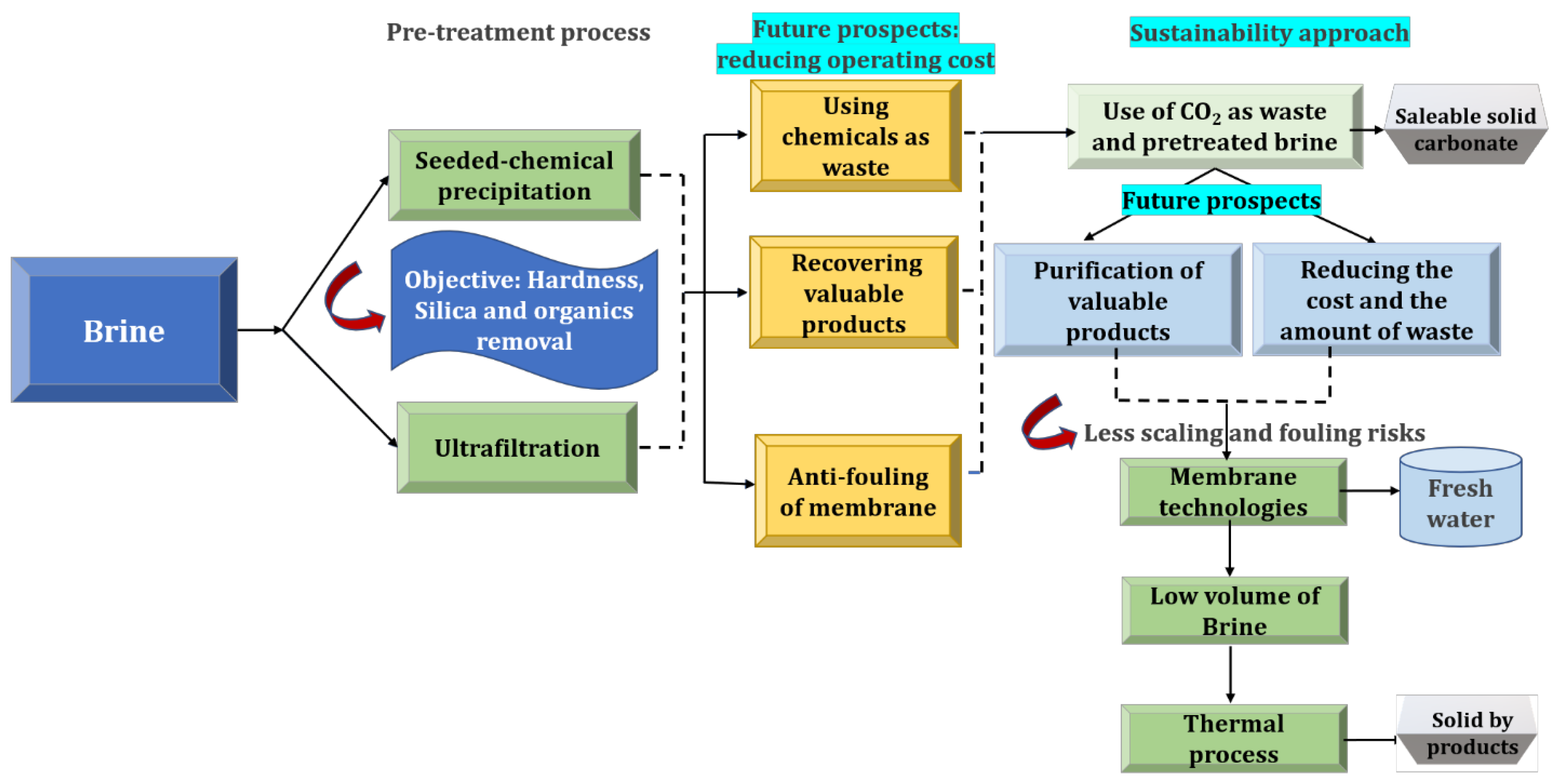
- Khan, M.; Al-Ghouti, M.A. DPSIR Framework and Sustainable Approaches of Brine Management from Seawater Desalination Plants in Qatar. J. Clean. Prod. 2021, 319, 128485. [Google Scholar] [CrossRef]





| Disposal Methods | Requirements Prior Disposal | Cost in US$ 0.00/m3 | Environmental Impact |
|---|---|---|---|
| Surface water discharge | Compatibility with the receiving water body, i.e., dilution to maintain salinity. | 0.05–0.30 | Pollution of the marine ecosystem by altering the salinity and pH. |
| Sewer discharge | Basic pretreatment is essential like pH neutralization to maintain the TDS concentration lower than 3000 mg/L. | 0.32–0.66 | Potential environmental hazards due to brine’s high TDS content. |
| Deep-well injection | Wells of depth 500–1500 m is a requisite and should be able to receive brine for 25–30 years. Other parameters are pond size, lining material and monitoring of the injection site. | 0.54–2.65 | Pollution of nearby water aquifers and ground water contamination. Unsuitable for countries with high seismic activity. |
| Evaporation ponds | Availability of solar energy, land and favorable climatic conditions affect the evaporation rate. | 3.28–10.04 | Improper lining or damage can cause percolation into the water aquifer underneath the pond and deteriorate the water quality. |
| Land application | The concentration of nutrients in the brine needs to be well within the limits when used for irrigation purposes. Other factors include dilution of concentrated discharge, availability of irrigation land, salinity tolerance interval and follow the groundwater quality regulations. There should not be any pathogenic organisms in the stream. | 0.74–1.95 | High-salinity tolerant plants can only be irrigated with a TDS higher than 2000 g/L. Ground percolation and surface water runoff can increase the aquifer salinity thereby causing a negative impact on ground water aquifer. |
| Conventional crystallizers | A process used at the last stage of brine disposal. It can be a combination of RO, electrodialysis or evaporation process to obtain zero liquid discharge. | 3–27 | Recovery and reuse of waste metal is the objective so that it can reduce environmental impact and generate revenue from brine. |
| Process | Advantages | Disadvantages | Energy Consumption | |
|---|---|---|---|---|
| ED technologies/RO [88] | Higher salinity feeds could be treated than with RO alone and the use of RO eliminates ED operation with low conductivity streams Effective scale control It can be applied for both low and high salinity sources | High energy consumption | 6.9 kWh/m3 brine with TDS = 60 g/dm3 | |
| EDR/RO [87,107] | Energy generation: Energy saving could be achieved | High Energy consumption for the treatment of hypersaline feed | 0.8 kWh/m3 (vs. 1.8 kW h/m3 for a standalone RO) | Non optimized Energy consumption: 17 kWhe/m3 influent (Pilotscale: 50 m3/day Water recover: 77% Final Brine concentration: up to 125,000 mg/L |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Backer, S.N.; Bouaziz, I.; Kallayi, N.; Thomas, R.T.; Preethikumar, G.; Takriff, M.S.; Laoui, T.; Atieh, M.A. Review: Brine Solution: Current Status, Future Management and Technology Development. Sustainability 2022, 14, 6752. https://doi.org/10.3390/su14116752
Backer SN, Bouaziz I, Kallayi N, Thomas RT, Preethikumar G, Takriff MS, Laoui T, Atieh MA. Review: Brine Solution: Current Status, Future Management and Technology Development. Sustainability. 2022; 14(11):6752. https://doi.org/10.3390/su14116752
Chicago/Turabian StyleBacker, Sumina Namboorimadathil, Ines Bouaziz, Nabeela Kallayi, Reny Thankam Thomas, Gopika Preethikumar, Mohd Sobri Takriff, Tahar Laoui, and Muataz Ali Atieh. 2022. "Review: Brine Solution: Current Status, Future Management and Technology Development" Sustainability 14, no. 11: 6752. https://doi.org/10.3390/su14116752
APA StyleBacker, S. N., Bouaziz, I., Kallayi, N., Thomas, R. T., Preethikumar, G., Takriff, M. S., Laoui, T., & Atieh, M. A. (2022). Review: Brine Solution: Current Status, Future Management and Technology Development. Sustainability, 14(11), 6752. https://doi.org/10.3390/su14116752