
Feasibility of Using Coal Ash for the Production of Sustainable Bricks

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Experimental Program
3. Material Properties
3.1. Coal Ash (CA)
3.2. Cement
3.3. Lime
3.4. Sand
3.5. Quarry Dust (QD)
4. Testing of CA Bricks
5. Results and Discussions
5.1. Measurement of Size
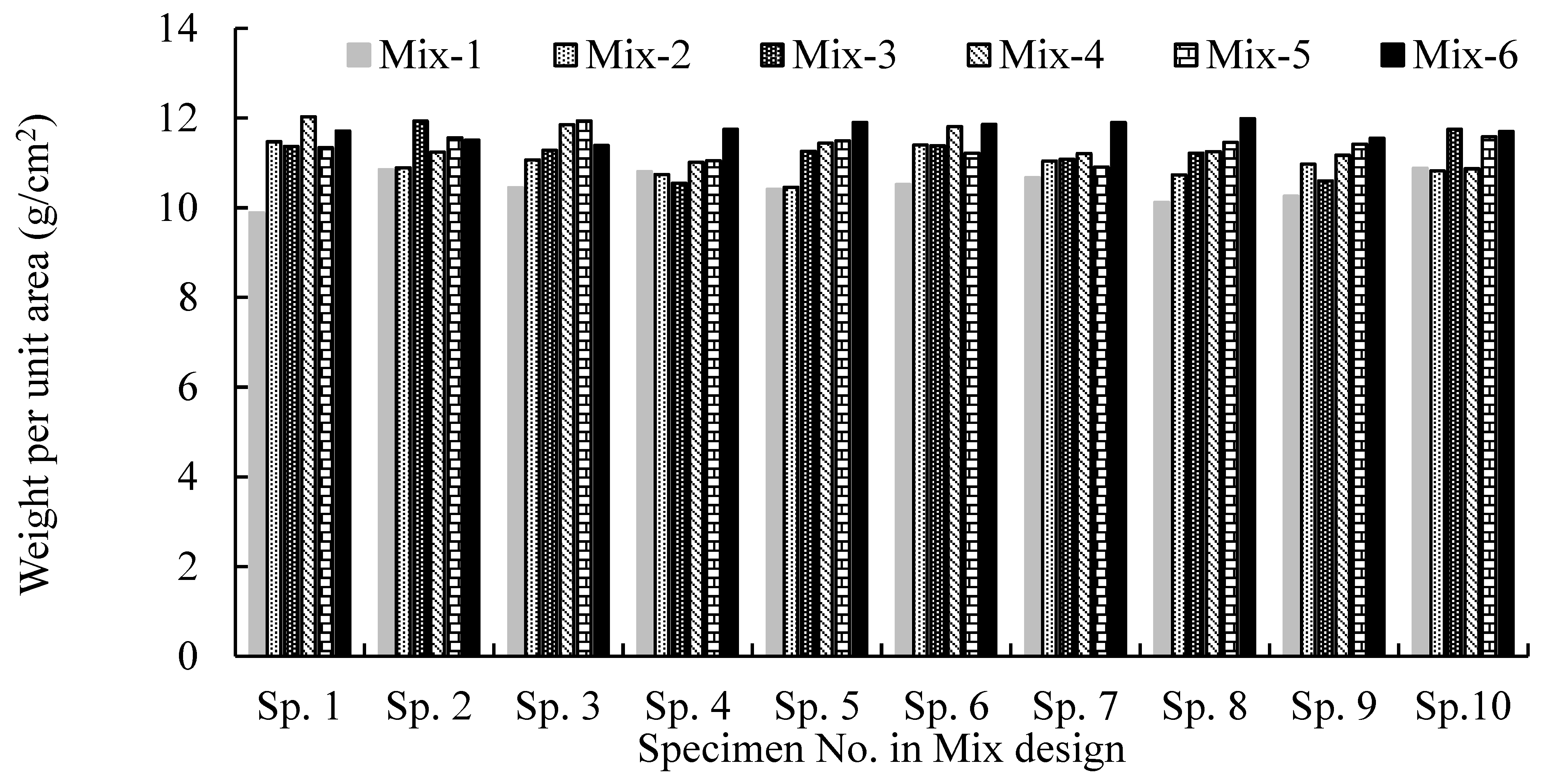
5.2. Weight per Unit Area
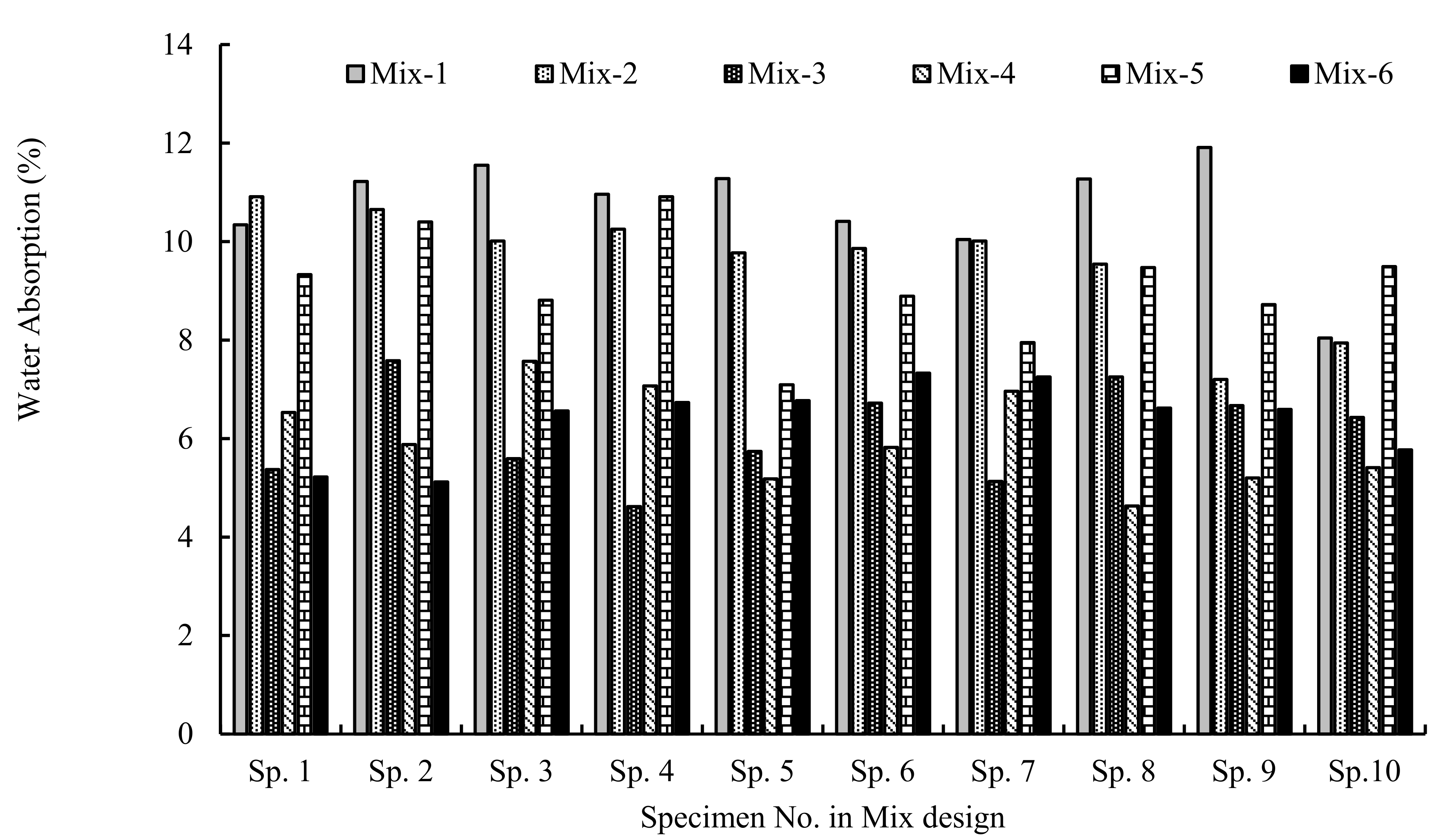
5.3. Water Absorption
5.4. Compressive Strength
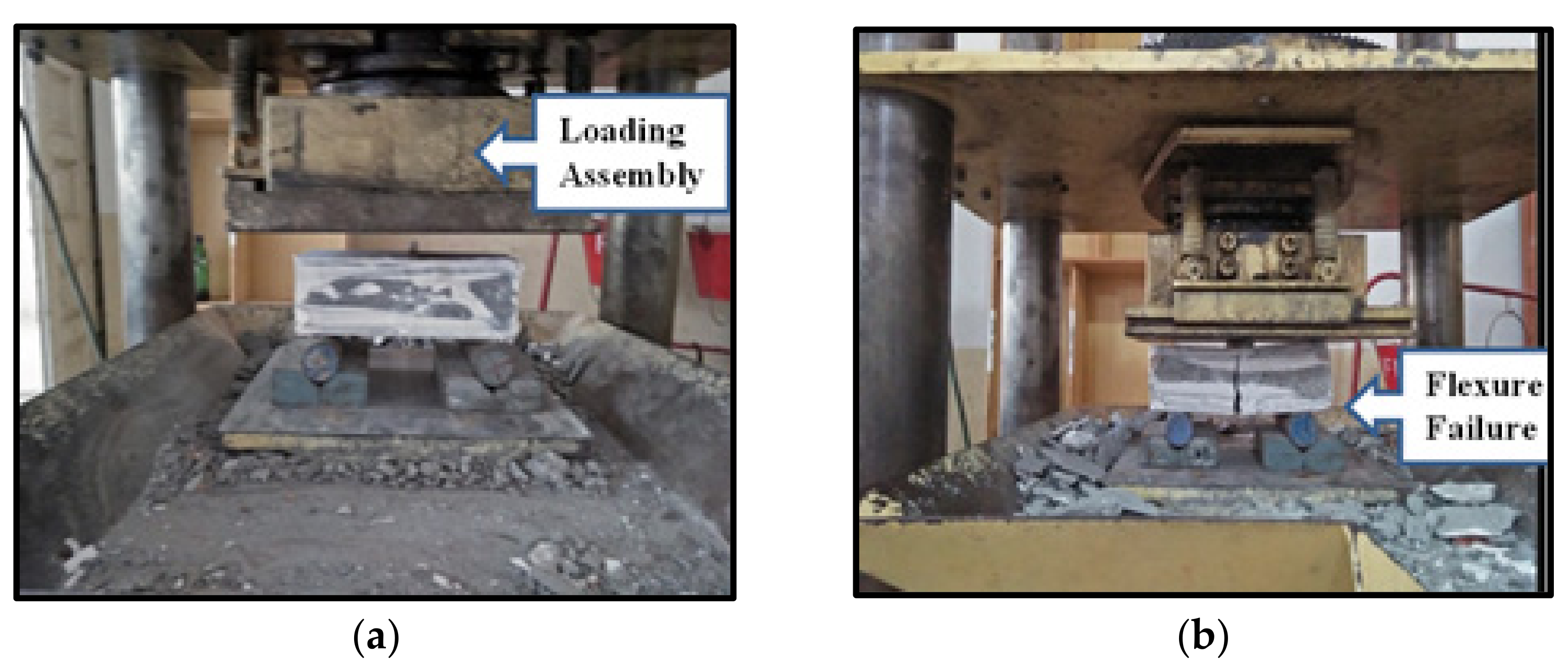
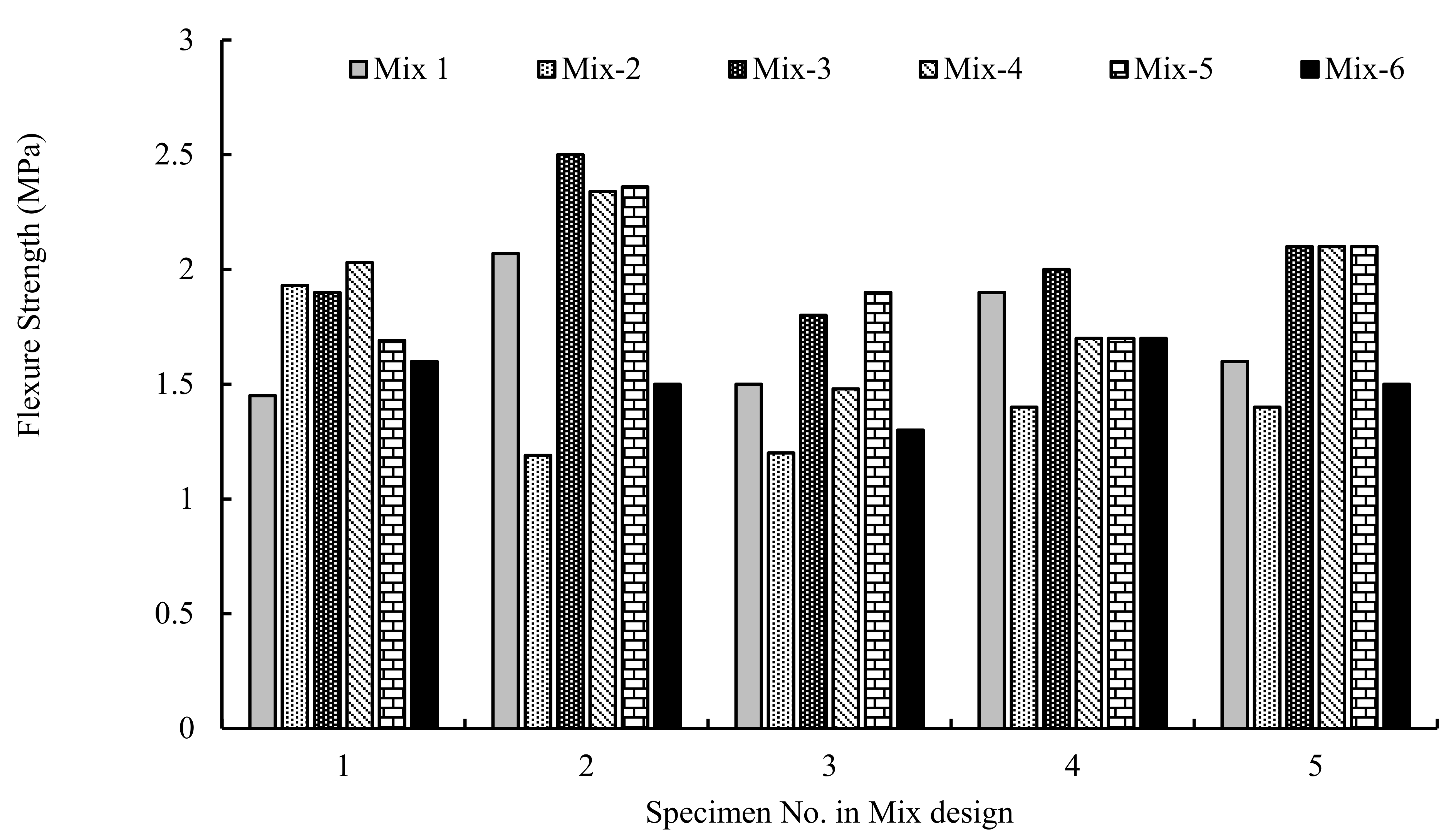
5.5. Modulus of Rupture
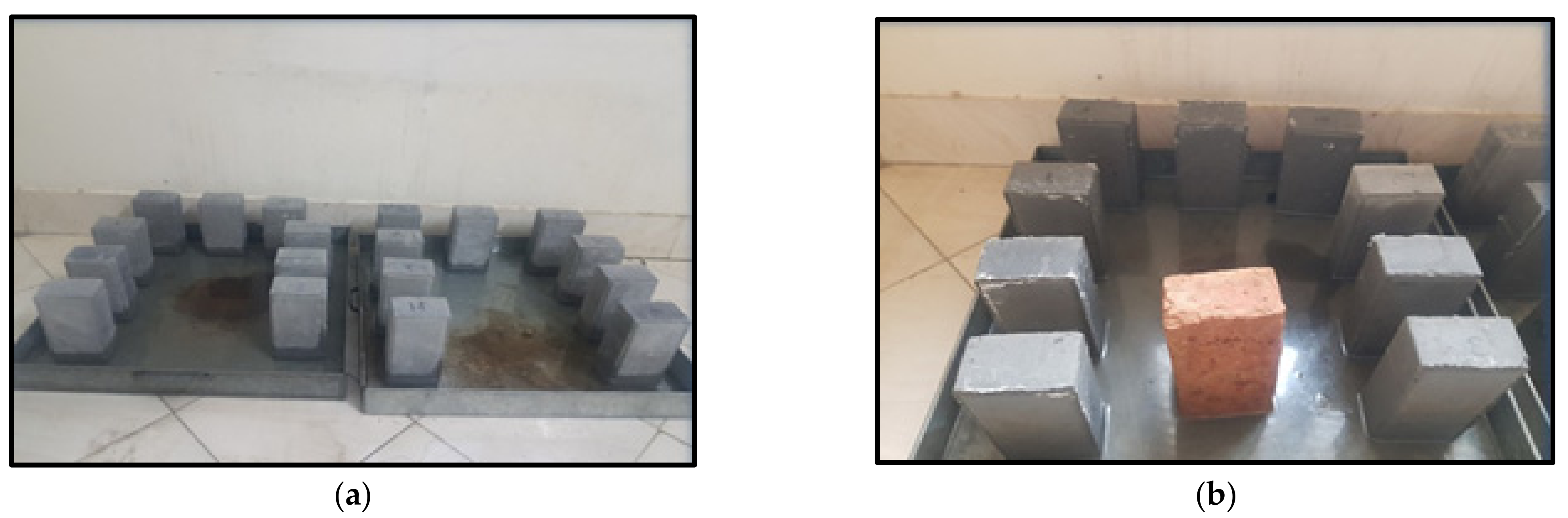
5.6. Efflorescence
5.7. Cost Comparison of CA Bricks with Clay Bricks
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bui, Q.B.; Morel, J.C.; Reddy, B.V.V.; Ghayam, W. Durability of rammed earth walls exposed for 20 years to natural weathering. Build. Environ. 2009, 44, 912–919. [Google Scholar] [CrossRef]
- Calatan, G.; Hegyi, A.; Deco, C.; Szilagyi, H. Opportunities regarding the use of adobe-bricks within contemporary architecture. Procedia Manuf. 2020, 46, 150–157. [Google Scholar] [CrossRef]
- Pakistan, Building Sector Report; Report of Labor and human resource; Department of Punjab: Punjab, Pakistan, 2017.
- Shaikh, K.; Imran, U.; Bakhsh, H. Health risk assessment of emission from brick kilns in Tando Hyder, Sindh, Pakistan using the AERMOD dispersion model. Earth Environ. Sci. 2020, 2, 1290. [Google Scholar] [CrossRef]
- Ahmad, M.; Rashid, K.; Hameed, R.; Haq, E.U.; Farooq, H.; Ju, M. Physico-mechanical performance of fly ash based geopolymer brick: Influence of pressure-temperature-time. J. Build. Eng. 2022, 50, 104161. [Google Scholar] [CrossRef]
- Dalkilic, N.; Nabikoglu, A. Traditional manufacturing of clay brick used in historical buildings of Diyarbakir (Turkey). Front. Archit. Res. 2017, 6, 346–359. [Google Scholar] [CrossRef]
- Moyo, V.; Mguni, N.G.; Hlabangana, N.; Danha, G. Use of coal fly ash to manufacture a corrosion resistance brick. Procedia Manuf. 2019, 35, 500–512. [Google Scholar] [CrossRef]
- Building Code of Pakistan. Seismic Hazard Evaluation Studies, Ministry of Housing and Works; Government of Pakistan: Islamabad, Pakistan, 2021. [Google Scholar]
- Committee of China Economic. Tenth five-year program of building materials industry. China Build. Mater. 2001, 7, 7–10. [Google Scholar]
- Chen, Y.; Zhang, Y.; Chen, T.; Zhao, Y.; Bao, S. Preparation of eco-friendly construction bricks from hematite tailings. Constr. Build. Mater. 2011, 25, 2107–2111. [Google Scholar] [CrossRef]
- Akintola, G.O.; Dacosta, F.A.; Mhlongo, S.E. Geotechncal evaluation of clayey materials for quality burnt bricks. Heliyon 2020, 6, e05626. [Google Scholar] [CrossRef]
- Gupta, N.; Gedam, V.V.; Moghe, C.; Labhasetwar, P. Investigation of characteristics and leaching behavior of coal fly ash, coal fly ash bricks and clay bricks. Environ. Technol. Innov. 2017, 7, 152–159. [Google Scholar] [CrossRef]
- Prmraksa, K.; Wilhelm, M.; Wruss, W. A new approach to the production of bricks made of 100% fly ash II. In Proceedings of the International Ash Utilization Symposium, Lexington, KY, USA, 22–24 October 2001. [Google Scholar]
- Ghafoor, M.T.; Khan, Q.S.; Qazi, A.U.; Sheikh, M.N.; Hadi, M.N.S. Influence of alkaline activators on the on the mechanical properties of fly ash based geopolymer concrete cured at ambient temperature. Constr. Build. Mater. 2021, 273, 121752–121765. [Google Scholar] [CrossRef]
- Vilakazi, A.Q.; Ndlovu, S.; Chipise, L.; Shemi, A. The recycling of coal fly ash: A review on sustainable developments and economic considerations. Sustainability 2022, 14, 1958. [Google Scholar] [CrossRef]
- Khan, M.W.; Ali, Y.; de Felice, F.; Salman, A.; Petrillo, A. Impact of Brick Kiln industry on environment and human health in Pakistan. Sci. Total Environ. 2019, 678, 383–389. [Google Scholar] [CrossRef] [PubMed]
- US EPA (Environmental Protecting Agency). Sulfur Dioxide (SO2) Pollution. 2021. Available online: https://www.epa.gov/so2-pollution (accessed on 21 December 2021).
- EPA-Punjab. Report of the Smog Commission; Environmental Protection Department, Government of Punjab: Punjab, Pakistan, 2018. [Google Scholar]
- Chukkatur, P.; Sagar, A.D. Carbon mitigation in the India Coal-power sector: Options and recommendations. Energy Procedia 2009, 1, 3901–3907. [Google Scholar] [CrossRef] [Green Version]
- Islam, R.; Hassan, M.; Karim, R.; Zain, M.F.M. Properties of fly ash bricks prepared in local environment of Bangladesh. Int. J. Civ. Environ. Eng. 2015, 9, 12. [Google Scholar]
- Ashish, D.K.; Verma, S.K.; Singh, J.; Sharma, N. Strength and durability characteristics of bricks made using bottom and coal fly ash. Adv. Concr. Constr. 2018, 6, 407–422. [Google Scholar]
- Kumar, S. Fly Ash-lime-phosphogupsum hollow blocks for walls and partition. Build. Environ. 2003, 38, 291–295. [Google Scholar] [CrossRef]
- Al-Fakih, A.; Mohammed, B.; Liew, M.; Nikbakht, E. Incorporation of waste materials in the manufacture of masonry bricks: An updated review. J. Build. Eng. 2019, 21, 37–54. [Google Scholar] [CrossRef]
- Raut, S.P.; Ralegaonkar, R.V.; Mandavgane, S.A. Development of sustainable construction material using industrial and agricultural solid waste: A review of waste-created bricks. Constr. Build. Mater. 2011, 25, 4037–4040. [Google Scholar] [CrossRef]
- Piyadarshini, M.; Giri, J.P.; Patnaik, M. Variability in the compressive strength of non-conventional bricks containing agro and industrial waste. Case Study Constr. Mater. 2021, 14, e00506. [Google Scholar]
- Zhang, Z.; Wang, Y.; Arulrajah, A.; Horpibulsuk, S. A review of studies on bricks using alternative materials and approaches. Constr. Build. Mater. 2018, 188, 1101–1118. [Google Scholar] [CrossRef]
- Eliche-quesada, D.; Sandalio-Perez, J.A.; Martinez-Martinez, S.; Perez-Villarejo, L. Investigation of use of coal fly ash in ecofrirndly construction material: Fires clay bricks and silica-calcareous non fired bricks. Ceram. Int. 2018, 44, 4400–4412. [Google Scholar] [CrossRef]
- Hameed, A.; Haider, U.; Qazi, A.U.; Abbas, S. Effect of waste glass on properties of burnt clay bricks. Pak. J. Eng. Appl. Sci. 2018, 22, 56–63. [Google Scholar]
- Murugesan, T.; Sakthivel, S. Performance evaluation of Burnt Clay-Fly ash un-burnt bricks and precast paver blocks. Mater. Today Proc. 2017, 4, 9673–9679. [Google Scholar] [CrossRef]
- Chindaprasirt, P.K. Study of Fly Ash—Lime granule unfired bricks. Powder Technol. 2007, 182, 33–41. [Google Scholar] [CrossRef]
- Khan, Q.S.; Sheikh, M.N.; McCarthy, T.J.; Robati, M.; Allen, M. Experimental investigation on foam concrete without and with recycled glass powder: A sustainable solution for future construction. Constr. Build. Mater. 2019, 201, 369–379. [Google Scholar] [CrossRef]
- Gadling, P.P.; Varma, M.B. Comparative study on fly ash and normal clay bricks. Int. J. Sci. Res. Dev. 2016, 4, 673–676. [Google Scholar]
- Taki, K.; Gahlot, R.; Kumar, M. Utilization of fly ash amended sewage sludge as brick for sustainable building material with special emphasis on dimensional effect. J. Clean. Prod. 2020, 275, 123942. [Google Scholar] [CrossRef]
- Shinde, R.V. Study of Engineering Properties of Fly-Ash Bricks for Construction. Int. J. Innov. Res. Sci. Eng. Technol. 2016, 5. Available online: http://www.ijirset.com/upload/2016/may/104_4_Study.pdf (accessed on 21 April 2022).
- Toure, A.O.; Sambe, F.M.; Diop, C.G.M.; Ghantous, R.M. Manufacturing Unfired Bricks using coal fly ash, calcium fluoride and calcium silicate. Int. J. Civ. Environ. Eng. 2020, 20, 1–14. [Google Scholar]
- Balasubramaniam, T.; Karthik, P.M.S.; Sureshkumar, S.; Bharath, M.; Arun, M. Effectiveness of industrial waste materials in fly ash brick manufacturing. Mater. Today Proc. 2021, 45, 7850–7858. [Google Scholar] [CrossRef]
- Ahmad, T.U.; Ashikuzzaman, M.; Alam, Z. An Experimental study on mechanical properties of fly-ash gypsum bricks. In Proceedings of the 4th international conference on advances in Civil Engineering, Xi’an, China, 4–7 July 2018; pp. 386–391. [Google Scholar]
- Prasad, H.N.R.; Prasad, H.G.V.; Hamsagar, C.; Gowda, D.Y.; Lobo, N.M.; Gowda, S.P. An approach for alternative solution in brick manufacturing. Int. J. Sci. Environ. Technol. 2014, 3, 1105–1114. [Google Scholar]
- Turgut, P. Masonry composite materials made of limestone powder and fly ash. Powder Technol. 2010, 204, 42–47. [Google Scholar] [CrossRef]
- Moghaddam, F.; Sirivivatnanon, V.; Vessalas, K. The effect of fly ash fineness on heat of hydration, microstructures, flow and compressive strength of blended cement pastes. Case Stud. Constr. Mater. 2019, 10, e00218. [Google Scholar] [CrossRef]
- Vigneshwar, P.V.; Anuradha, B.; Guna, K.; Kumar, R.A. Sustainable eco-friendly fly ash brick using soil filled plastic bottles. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Naganathan, S. Almamon Yousef Omer Mohamed, Kamal Nasharuddin Mustapha. Performance of bricks made using fly ash and bottom ash. Constr. Build. Mater. 2015, 96, 576–580. [Google Scholar] [CrossRef]
- Wang, L.; Sun, H.; Sun, Z.; Ma, E. New technology and application of brick making with coal fly ash. J. Mater. Cycles Waste Manag. 2016, 18, 763–770. [Google Scholar] [CrossRef]
- Alam, J.; Khan, M.A.; Akhtar, M.N. Fly ash based brick tiles: An experimental study. Int. J. Emerg. Trends Eng. Dev. 2013, 6, 35–44. [Google Scholar]
- Nguyen, M.H.; Huynh, T.-P. Turning incinerator waste fly ash into interlocking concrete bricks for sustainable development. Constr. Build. Mater. 2022, 321, 126385. [Google Scholar] [CrossRef]
- ASTM D6103-17; Standard Test Method for Flow Consistency of Controlled Low Strength Material (CLSM). ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C618-19; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C311-18 (ASTM 2018); Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C184-94 (ASTM 1994); Standard Test Method for Fineness of Hydraulic Cement by the 150-µm (No. 100) and 75-µm (No. 200) Sieves. ASTM International: West Conshohocken, PA, USA, 1994.
- BS EN196-3-16 (BS 2016); Methods of Testing Cement: Determination of Setting Times and Soundness. British Standards Institution: London, UK, 2016.
- ASTM C187-16 (ASTM 2016); Standard Test Method for Amount of Water Required for Normal Consistency of Hydraulic Cement Paste. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM C191-19 (ASTM 2019); Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C110-20 (ASTM 2020); Standard Test Methods for Physical Testing of Quicklime, Hydrated Lime, and Limestone. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C25-19 (ASTM 2019); Standard Test Methods for Chemical Analysis of Limestone, Quicklime, and Hydrated Lime. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C136-19 (ASTM 2019); Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D698-12; Standard Test Methods for Laboratory Compaction Characteristics of Soil Using Standard Effort. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C33-18 (ASTM 2018); Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C29-17 (ASTM 2017); Standard Test Method for Bulk Density (“Unit Weight”) and Voids in Aggregate. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C127-15 (ASTM 2015); Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. ASTM International: West Conshohocken, PA, USA, 2015.
- BS 812-09 (BS 2009); Testing Aggregates. British Standards Institution: London, UK, 2009.
- ASTM C67-20 (ASTM 2020); Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile. ASTM International: West Conshohocken, PA, USA, 2020.
- Tayfun Cicek, Y.C. Use of fly ash in production of light-weight building bricks. Constr. Build. Mater. 2015, 94, 521–527. [Google Scholar] [CrossRef]
- Pawar, S.; Garud, D.B. Engineering properties of clay bricks with use of Fly Ash. Int. J. Res. Eng. Technol. 2014, 3, 75–80. [Google Scholar]
- Glamtimur, N.D.; Bilgil, A.; Nska-Hebda, M.S.; Parzych, S.; Hebda, M. Eco-friendly fired brick produced from industrial ash and natural clay: A study of waste reuse. Materials 2021, 14, 877. [Google Scholar] [CrossRef] [PubMed]
- Kazmi, S.M.S.; Munir, M.J.; Patnaikuni, I.; Wu, Y.-F. Pozzolanic reaction of sugarcane bagasse ash and its role in controlling alkali silica reaction. Constr. Build. Mater. 2017, 148, 231–240. [Google Scholar] [CrossRef]
- ASTM C20-22 (ASTM 2022); Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refactory Brick and Shapes by Boiling Water. ASTM International: West Conshohocken, PA, USA, 2022.
- BS 3921-85 (BS 1985); Standard Specifications for Clay Bricks. British Standards Institution: London, UK, 1985.
- ASTM C62-17 (ASTM 2017); Standard Specifications for Building Bricks (Solid Masonry Units Made From Clay or Shale). ASTM International: West Conshohocken, PA, USA, 2017.
- Michael, K.; Stefan, I.; Nicoletta, Z. Efflorescence, Admixture Systems Europe; BASF Construction Chemicals: Winterthur, Switzerland, 2007. [Google Scholar]
- Munir, M.J.; Kazmi, S.M.S.; Khitab, A.; Hassan, M. Utilization of rice husk ash to mitigate alkali silica reaction in concrete. In Proceedings of the 2nd International Multi-Disciplinary Conference (IMDC 2016), Lahore, Pakistan, 19–20 December 2016. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix No. | Cement (%) | Coal Ash (%) | Lime (%) | Sand (%) | Quarry Dust (%) | Application of Forming Pressure |
|---|---|---|---|---|---|---|
| Mix-1 | 5 | 60 | 10 | 15 | 10 | 3 s |
| Mix-2 | 5 | 15 | 10 | 6 s | ||
| Mix-3 | 10 | 10 | 10 | 3 s | ||
| Mix-4 | 10 | 10 | 10 | 6 s | ||
| Mix 5 | 15 | 10 | 5 | 3 s | ||
| Mix 6 | 15 | 10 | 5 | 6 s |
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO4 | LOI |
|---|---|---|---|---|---|---|
| 70.04 | 11.58 | 1.75 | 8.9 | 2.4 | 0.91 | 1.63 |
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | LOI |
|---|---|---|---|---|---|---|
| 19.11 | 5.2 | 3.18 | 62.51 | 0.85 | 2.34 | 4 |
| Mix No. | Average Length (mm) | Average Width (mm) | Average Height (mm) |
|---|---|---|---|
| Mix-1 | 231 | 113 | 70 |
| Mix-2 | 230 | 115 | 69 |
| Mix-3 | 231 | 114 | 70 |
| Mix-4 | 231 | 113 | 70 |
| Mix-5 | 230 | 113 | 69 |
| Mix-6 | 231 | 113 | 70 |
| Standard deviation | 0.47 mm | 0.76 mm | 0.47 |
| Mix No. | Weight per Unit Area (g/cm2) | Average | Standard Deviation | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sp. 1 | Sp. 2 | Sp. 3 | Sp. 4 | Sp. 5 | Sp. 6 | Sp. 7 | Sp. 8 | Sp. 9 | Sp.10 | |||
| Mix-1 | 9.89 | 10.85 | 10.45 | 10.81 | 10.41 | 10.52 | 10.67 | 10.12 | 10.26 | 10.88 | 10.49 | 0.31 |
| Mix-2 | 11.47 | 10.89 | 11.07 | 10.74 | 10.46 | 11.4 | 11.04 | 10.73 | 10.97 | 10.82 | 10.96 | 0.29 |
| Mix-3 | 11.37 | 11.93 | 11.28 | 10.55 | 11.26 | 11.38 | 11.08 | 11.22 | 10.6 | 11.75 | 11.24 | 0.41 |
| Mix-4 | 12.03 | 11.24 | 11.85 | 11.01 | 11.44 | 11.81 | 11.21 | 11.25 | 11.17 | 10.87 | 11.39 | 0.37 |
| Mix-5 | 11.34 | 11.56 | 11.94 | 11.05 | 11.49 | 11.22 | 10.91 | 11.46 | 11.42 | 11.58 | 11.40 | 0.28 |
| Mix-6 | 11.71 | 11.51 | 11.39 | 11.75 | 11.9 | 11.86 | 11.9 | 11.99 | 11.55 | 11.7 | 11.73 | 0.18 |
| Mix No. | Sp. 1 | Sp. 2 | Sp. 3 | Sp. 4 | Sp. 5 | Sp. 6 | Sp. 7 | Sp. 8 | Sp. 9 | Sp.10 | Average | Standard Deviation |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mix-1 | 10.34 | 11.22 | 11.55 | 10.96 | 11.28 | 10.41 | 10.04 | 11.27 | 11.91 | 8.04 | 10.70 | 1.04 |
| Mix-2 | 10.91 | 10.65 | 10.01 | 10.25 | 9.77 | 9.86 | 10.01 | 9.54 | 7.2 | 7.94 | 9.61 | 1.10 |
| Mix-3 | 5.37 | 7.58 | 5.59 | 4.62 | 5.74 | 6.72 | 5.13 | 7.25 | 6.67 | 6.43 | 6.11 | 0.92 |
| Mix-4 | 6.53 | 5.88 | 7.57 | 7.07 | 5.18 | 5.82 | 6.96 | 4.63 | 5.2 | 5.41 | 6.03 | 0.92 |
| Mix-5 | 9.33 | 10.4 | 8.81 | 10.91 | 7.09 | 8.89 | 7.95 | 9.47 | 8.72 | 9.49 | 9.11 | 1.05 |
| Mix-6 | 5.22 | 5.12 | 6.56 | 6.73 | 6.77 | 7.33 | 7.25 | 6.62 | 6.59 | 5.77 | 6.40 | 0.73 |
| Mix No. | Compressive Strengths (MPa) | Average | Standard Deviation | ||||
|---|---|---|---|---|---|---|---|
| Sp. 1 | Sp. 2 | Sp. 3 | Sp. 4 | Sp. 5 | |||
| Mix-1 | 10.31 | 11.05 | 9.67 | 12.72 | 8.27 | 10.40 | 1.48 |
| Mix-2 | 10.83 | 11.74 | 9.51 | 11.16 | 11.09 | 10.87 | 0.74 |
| Mix-3 | 18.20 | 17.72 | 22.23 | 15.45 | 20.56 | 18.83 | 2.35 |
| Mix-4 | 20.59 | 17.20 | 18.95 | 17.07 | 17.40 | 18.24 | 1.36 |
| Mix-5 | 8.00 | 12.00 | 12.48 | 15.41 | 14.06 | 12.39 | 2.50 |
| Mix-6 | 13.34 | 13.00 | 11.00 | 11.60 | 16.80 | 13.15 | 2.02 |
| Mix No. | Modulus of Rupture (MPa) | Average | Standard Deviation | ||||
|---|---|---|---|---|---|---|---|
| Sp. 1 | Sp. 2 | Sp. 3 | Sp. 4 | Sp. 5 | |||
| Mix-1 | 1.45 | 2.07 | 1.50 | 1.90 | 1.60 | 1.70 | 0.24 |
| Mix-2 | 1.93 | 1.19 | 1.20 | 1.40 | 1.40 | 1.42 | 0.27 |
| Mix-3 | 1.90 | 2.50 | 1.80 | 2.00 | 2.10 | 2.06 | 0.24 |
| Mix-4 | 2.03 | 2.34 | 1.48 | 1.70 | 2.10 | 1.93 | 0.30 |
| Mix-5 | 1.69 | 2.36 | 1.90 | 1.70 | 2.10 | 1.95 | 0.25 |
| Mix-6 | 1.60 | 1.50 | 1.30 | 1.70 | 1.50 | 1.52 | 0.13 |
| A | Market Rate of Materials | Quantity | Unit | PKR |
|---|---|---|---|---|
| 1 | Cost of coal ash | 1000 | kg | 2000 |
| 2 | Cost of lime | 50 | kg | 500 |
| 3 | Cost of sand | 100 | cft | 2800 |
| 4 | Cost of stone dust | 100 | cft | 2800 |
| 5 | Cement | 50 | kg | 720 |
| B | Cost of brick plant/1000 | 1000 | No | 1500 |
| Description (Materials) | Mix 1 and 2 (5% Cement) | Mix 3 and 4 (10% Cement) | Mix 5 and 6 (15% Cement) | Clay Brick PKR |
|---|---|---|---|---|
| Coal ash | 3.13 | 3.13 | 3.13 | 12 (6.7 cents) |
| Cement | 1.88 | 3.76 | 5.63 | |
| Lime | 2.09 | 2.09 | 2.09 | |
| Sand | 0.22 | 0.15 | 0.15 | |
| Quarry dust | 0.15 | 0.15 | 0.07 | |
| Labor and plant charges | 1.50 | 1.50 | 1.50 | |
| Cost PKR (approx.) | 9 | 10.8 | 12.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mukhtar, A.; Qazi, A.U.; Khan, Q.S.; Munir, M.J.; Kazmi, S.M.S.; Hameed, A. Feasibility of Using Coal Ash for the Production of Sustainable Bricks. Sustainability 2022, 14, 6692. https://doi.org/10.3390/su14116692
Mukhtar A, Qazi AU, Khan QS, Munir MJ, Kazmi SMS, Hameed A. Feasibility of Using Coal Ash for the Production of Sustainable Bricks. Sustainability. 2022; 14(11):6692. https://doi.org/10.3390/su14116692
Chicago/Turabian StyleMukhtar, Ahmad, Asad Ullah Qazi, Qasim Shaukat Khan, Muhammad Junaid Munir, Syed Minhaj Saleem Kazmi, and Asif Hameed. 2022. "Feasibility of Using Coal Ash for the Production of Sustainable Bricks" Sustainability 14, no. 11: 6692. https://doi.org/10.3390/su14116692
APA StyleMukhtar, A., Qazi, A. U., Khan, Q. S., Munir, M. J., Kazmi, S. M. S., & Hameed, A. (2022). Feasibility of Using Coal Ash for the Production of Sustainable Bricks. Sustainability, 14(11), 6692. https://doi.org/10.3390/su14116692