Abstract
Freeze-drying is one of the most expensive and most energy intensive processes applied in food technology. Therefore, there have been significant efforts to reduce the freeze-drying time and decrease its energy consumption. The aim of this work was to analyze the effect of pulsed electric field (PEF), ultrasound (US), and hybrid treatment (PEF-US) and compare them with the effect of blanching (BL) on the freeze-drying kinetics, energy consumption, greenhouse gasses emission, and physical quality of the product. The freeze-drying process was applied to red bell peppers after pretreatment operations. Results showed that application of BL, PEF, US, or PEF-US reduces freeze-drying time and decreases energy consumption. Among the tested methods, the combination of PEF performed at 1 kJ/kg and US was the most effective in reduction of greenhouse gas emission. BL samples exhibited the highest porosity, but from a statistical point of view, most of the PEF-US treated materials did not differ from it. The smallest color changes were noted for US pre-treated bell peppers (ΔE = 9.4), whereas BL, PEF, and PEF-US material was characterized by ΔE of 15.2–28.5. Performed research indicates the application of pre-treatment may improve the sustainability of freeze-drying process and quality of freeze-dried bell pepper.
Keywords:
red bell pepper; freeze-drying; US; PEF; blanching; hygroscopicity; rehydration; color; porosity 1. Introduction
Freeze-drying is considered the top benchmark drying method and one of the best techniques for the preservation of physical and chemical quality properties of food [1]. It allows consumers to obtain a product that is characterized by high porosity, low apparent density, and preserved nutritional quality, color, and flavor. Freeze-drying was developed in 1890 by Altmann to prepare histological samples but its use as an industrial method dates back to World War II when it was used to preserve blood plasma [2,3]. The first use of freeze-drying for food processing was reported in the 1940s by Flosdorf [4]. From a processing point of view, freeze-drying depends on the removal of water from the wet frozen product, or solution by sublimation. That is why the pressure inside the freeze-drying chamber needs to be reduced below the vapor pressure of ice when considering the temperature of the product. At the same time, sublimation heat must be provided to remove the frozen moisture from the product, which usually is performed by heating the shelves which the product is placed on. When the whole ice is removed from the product by means of sublimation, the first phase of freeze-drying, called primary drying, is finished and secondary drying begins. During the second phase of the process the water that did not freeze is removed. This stage sometimes lasts longer than the primary drying since water is removed mainly by means of desorption [5,6]. It must also be emphasized that removed water is collected by the condenser as it turns to ice on its surface [7]. As illustrated by Ratti [8], freeze-drying can be described as a five operation process that consists of: freezing, sublimation, desorption, vacuum pumping, and condensation. The complexity of the process and the fact that during and after freeze-drying water needs to change its state four times (freezing, sublimation, condensation, thawing) make this operation very energy intensive. Although the costs of freeze-drying depend strongly on the type of processed raw material, it is estimated that they are four–eight times higher than the costs of air drying, which is why this process is usually applied for processing of high-value products, since it adds value to a product [8]. These high costs of freeze-drying are related both to operational (OC) and capital (CC) costs, of which CC constitutes the majority, which ranges between 85 and 95% [9]. One of the possible approaches that aims towards reduction of energy consumption of freeze-drying involves pre-treatment of the raw material before freeze-drying. Usually, the pre-treatment that is applied prior to water removal destroys or alters the main limiting factor of mass and heat transfer of solid-like raw materials, which is cellular structure. Such a technological effect can be achieved, for example, by thermal methods such as blanching or using non-thermal methods such as pulsed electric field (PEF) or ultrasound (US) [10,11,12]. There are some articles that report use of these methods for enhancement of air drying, however the literature about the impact of PEF or US on freeze-drying kinetics and product quality is less abundant. For instance, it has been reported recently that US treatment of sweet potato before freeze-drying (assisted by infrared) enhances the process kinetics [13]. Similar findings have been reported for freeze-drying of apples that were subjected to PEF treatment and vacuum freezing [14]. Moreover, recently some articles have demonstrated that a combination of PEF and US may be effective for the intensification of mass transfer during unit operations such as frying or drying [15,16,17]. No data on freeze-drying, according to the best knowledge of the authors, has been reported up to now in this field. Also, the data about energy consumption of freeze-drying preceded by PEF, US, and blanching is limited.
Therefore, the aim of this study was to analyze the impact of blanching, PEF, US, and combined PEF and US treatment applied before freeze-drying on kinetics and the energy consumption of the process. Moreover, the sustainability aspect of the process has been assessed by determination of the CO2 emission equivalents. Additionally, the quality of obtained product has been assessed by means of dry matter content, water activity, hygroscopic and rehydration properties, color, and porosity, determined by X-ray tomography.
2. Materials and Methods
2.1. Material
The material for the experiments was fresh red bell pepper obtained from a local supplier (Bronisze, Poland). Before the studies, it was stored in controlled cooling conditions at a temperature of 4 ± 1° C, relative humidity 85 ± 5%. For pretreatment, the peppers were washed with cold tap water and dried. The placenta with seeds and septum was removed from the fruit, and the residue tissue was cut into 2 × 4 cm strips.
2.2. Pretreatment before Drying
2.2.1. Blanching
The sliced red bell pepper was placed on a metal sieve and thrown in 98° C water. The treatment was carried out for 3 min, with a water to sample mass ratio of 2:1. Every 15 s material was mixed. After the process, the samples were cooled for 15 s in a stream of cold water and drained with filtered paper. The treatment was performed in triplicate.
2.2.2. Sonication
For ultrasonic treatment, samples were immersed directly in an ultrasonic bath (MKD-3, MKD Ultrasonics, Warsaw, Poland) filled with water at room temperature, where the mass ratio of material to water was 1:4. The pepper was subjected to continuous ultrasound with a frequency of 21 kHz and a generator power of 300 W. After 30 min, the samples were filtered and dried on filter paper. The treatment was performed in triplicate.
2.2.3. Pulsed Electric Field
200 g of strips (2 × 4 cm) of bell pepper fruits were immersed in a chamber and filled to 5 L with tap water (T = 21 ± 1 °C, conductivity 220 μS/cm). A pilot scale PEF system (Elea GmbH, Quakenbrück, Germany) was used for the experiment, which generated voltage up to 30 kV, with monopolar exponential decay pulses (length of single pulse 40 ms, 0.5 s of interval between pulses). Specific energy intake of 1 and 3 kJ/kg was obtained by adjusting the number of applied pulses. The electric field strength E was 1.07 kV/cm. After processing, the samples were removed from the chamber and the excess of water was removed by the tissue pepper. The treatment was performed in triplicate for each variant of the experiment.
2.2.4. Hybrid Methods of Treatment
The combination of the traditional and non-thermal treatment was studied. All combinations of the treatment are presented in Table 1.

Table 1.
Abbreviations and parameters of conducted treatment for red bell pepper.
2.3. Drying
For quick freezing, the red pepper pieces were placed in a shock freezer (Irinox Shock Freezer HCM 51.20, Treviso, Italy) at −40 °C for 4 h. Freeze-drying was carried out at 40 °C of shelf temperature, −55 °C of condenser temperature, 63 Pa pressure in a Gamma 1–16 LSC laboratory dryer (Martin Christ Gefriertrocknungsanlagen GmbH, Osterode am Harz, Germany).
During the freeze-drying process, the change in mass and temperature inside the sample was recorded continuously every 5 min for the first 120 min and every 15 min until the end of the process. The mass and temperature recording system (SWL0125, Mensor, Poland) was placed in the drying chamber and connected to a specially designed scale, placed outside the system. The weighing elements were triggered only during the measurement, thanks to the servo drive mechanism. The point locks provided by the supplier ensured the hermetic nature of the system. The samples were dried to constant weight. The process was performed in duplicate. The dried samples were stored in barrier packages (PET12/Al8/PE100).
Based on the registered mass change during drying and the dry substance content, the drying kinetics of the samples were determined, representing the ratio of moisture (MR) to drying time. The drying curves allowed to determine the drying time needed to obtain the MR value = 0.05, which corresponds to the water content of 0.45% in the dried material.
2.4. CO2 Greenhouse Gas Emission
The amount of greenhouse gas (GHG) emission was expressed as a carbon footprint CF (for the CO2 greenhouse gas). For the calculations the relevant coefficients from reliable organizations [18] was applied—the CO2 emission during the production of 1 MWh of electricity in installations for combustion of fuels was equal to 792 kg.
2.5. Physical Measurements
2.5.1. Dry Matter Content and Water Activity
To evaluate the dry matter content of the samples the drying was conducted by vacuum drying (Memmert VO400, Schwabach, Germany) under the pressure of 10 mPa and temperature 70 °C for 24 h. Measurement was performed in three repetitions, according to the AOAC [19].
Water activity was evaluated using hygrometer Aqua Lab CX-2 (Dekagon Device Inc., Pullman, WA, USA) [20].
2.5.2. Hygroscopicity and Rehydration Properties
Hygroscopic and rehydration properties were evaluated in freeze-dried red bell pepper according to the methodology described by Fijalkowska et al. [20] in three repetition. In brief, the hygroscopic properties were measured after 48 h. Samples were placed in the desiccator under NaCl solution (water activity aw = 0.75) and it was expressed in grams of adsorbed water by 1 g of dry matter [g H2O/g d.m.].
The rehydration rate was measured by dipping the known mass of red bell pepper tissue for 30 min in 100 cm3 water at room temperature [20]. The material was removed from the water, dried on a filter paper, and weighed again. For the rehydration properties, the rehydration rate RR was calculated according to the Equation (1):
where mτ—mass of rehydrated sample for 30 min [g], m0—initial mass of a dried sample [g].
RR = mτ/m0,
2.5.3. Color Measurements
Due to the irregular structure and porous of dried material, it was grounded in an analytical mill (IKA A11 basic, IKA Werke GmbH & Co. KG, Staufen, Germany) and placed in a quartz petri dish with a diameter of 3 cm. Colorimeter (Chroma Meter Konica-Minolta CR-5, Osaka, Japan) was calibrated with a black and white standard. The color measurements were made in the CIE L*, a*, b* system, in reflectance using a standard D65 light source, geometry di: 8° (“di” means that the sample is measured under illuminated diffuse light and 8° means the angle of viewing which is 8° off the normal) and 2° Standard Observer (2° determines the color perception of the average person and it reflects how the human eye sense the colors in the spectrum with a 2° field of the view function). The measurement was performed six times. Based on the obtained color coordinates, the total color difference (ΔE) was calculated [20]. The ΔE were calculated according to the Equation (2):
where ΔL*, Δa*, Δb* ia a change of L*, a* and b* parameter between freeze-dried red bell pepper preceded different pretreatment methods and untreated dried material.
2.6. X-ray Computed Tomography (XRCT)
To examine the internal structure and porosity of freeze-dried bell pepper samples XRCT determinations were carried out on the Skyscan 1272 (Bruker, Kontich, Belgium) [21]. The system has two major functions: data acquisition and image reconstruction. Instrument was operating with X-ray source voltage at 40 kV and 193 μA current. Scans were done with a rotation step of 0.3° and a resolution of 25 μm. NRecon software (Bruker, Kontich, Belgium) was used to reconstruct cross-section images from μCT projections to 3D images. Beam hardening and ring artifact were corrected during reconstruction. The determination of porosity was done with the application of CTAnn software (Bruker). Raw images were binarized at threshold value 25–255, and custom processing with internal pluggins (despeckle, ROI shrink-wrap, 3D analysis) were applied for the selected volume of interest. Additionally, the distribution of structural thickness of pores and walls (after reversed binarization in CTAnn custom processing) was derived to compare the internal structure of samples. Two samples of each experimental variant were scanned.
2.7. Statistical Analysis
The analysis of variance (ANOVA) was performed using STATISTICA 13 software (TIBCO Software, Palo Alto, CA, USA). The significance of the test was set on α = 0.05. Data was expressed as a mean with standards deviations (± SD) and the differences between groups were evaluated using Tukey HSD test.
3. Results and Discussion
3.1. Freeze-Drying Process of Red Bell Pepper
Figure 1 shows drying curves of untreated and treated with different methods (BLw, PEF1,3, US, PEF1,3US, USPEF1,3) bell pepper. In order to reach an MR of 0.05, the freeze-drying of untreated bell pepper had to be conducted for 800 ± 42 min (Table 2). The blanching in water has demonstrated the most drastic acceleration of drying kinetics (Figure 1a). The observed effects can be associated with thermalplasmolisis of vegetable tissues. In addition, the positive effects of thermal treatment may be associated, mainly, with changes in the structure of cell walls, and to a lesser extent with damage of membranes [22]. Observed effects are in a good correspondence with previously reported data [23]. It has been shown that thermal treatment enhanced the drying rate of carrot, potato, and yam. PEF treatment has also demonstrated a positive trend in reduction of drying time from 800 ± 42 min to 275 ± 42 and 305 ± 64 min for PEF1 and PEF3 samples, respectively, compared to the untreated sample (Table 2). This effect is associated with the electroporation phenomenon. During PEF treatment the cell membranes of vegetable cells were losing their semi-permeability, which led to an enhancement of mass and heat transfer [14,24]. However, the interesting fact is that PEF treatment at 1 kJ/kg (PEF1) was more efficient than at 3 kJ/kg (PEF3) in terms of enhancement of the freeze-drying process (Figure 1a). This effect can be related to the so-called ‘overtreatment’ of plant material by PEF [25,26]. However, the sample treated by only ultrasound (US) has shown the smallest enhancement of the drying rate (Figure 1a) and the drying time was equal to 560 ± 64 min. Therefore, the effect of combined US and PEF treatment are shown in Figure 1b. The different sequences of treatment have been tested, e.g., PEF treatment at different intensities followed by US (PEF1,3US) or US treatment followed by PEF (USPEF1,3). It can be observed that the biggest drying rate enhancement has been obtained for the PEF1,3US hybrid treatment (for PEF1US 230 ± 42 min and for PEF3US 275 ± 64 min). It resulted in a drying time reduction of approx 65 and 72% for PEF3US and PEF1US, respectively, compared to the untreated sample (U). This can be associated with the consequences of electroporation [27] and sonication that cause some alteration in cellular structure (cell wall and membrane disintegration, microchannels formation) [28] and thus impact upon freezing and further freeze-drying. In its turn, USPEF1,3 has demonstrated smaller effects on drying kinetics compare to PEF1,3US treatment (320 ± 21 and 455 ± 42, respectively). Overall, the addition of PEF to the US treatment has shown a positive effect in terms of drying kinetics compared to a single US treatment.
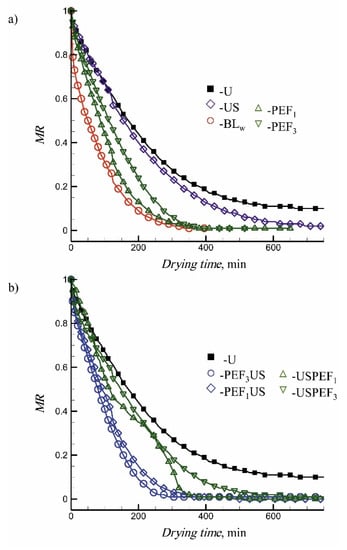
Figure 1.
Freeze-drying kinetics of peppers (a) untreated, blanched in water (BLw) and treated with ultrasound (US) and PEF1, PEF3 (Ws = 1 and 3 kJ/kg) and (b) hybrid treatment (PEF1,3US and USPEF1,3).
Table 2.
Drying time to MR = 0.05, diffusion coefficient (Deff), CO2 emission, dry matter content, and water activity of freeze-dried red bell peppers subjected to traditional treatment (blanching in water BLw) and novel treatment: single ultrasound and PEF (US—30 min, PEF1 and PEF3—pulsed electric field with energy input 1 and 3 kJ/kg, respectively) and hybrid treatment (PEF1,3US and USPEF1,3), error bars indicate ± SD (standard deviation calculated from 2 or 3 repetitions).
It should be noted that the application of traditional and novel-single or hybrid treatments prior to freeze-drying has a substantial impact on effective diffusion coefficient, Deff (Table 2). The lowest and highest Deff of 1.57 × 10−10 and 5.17 × 10−10 m2/s has been observed for the untreated (U) and blanched (BLw) bell pepper. US treated sample resulted in low Deff, which was equal to 2.20 × 10−10 m2/s. However, PEF1 treatment caused an increase in Deff and it was equal to 4.29 × 10−10 m2/s. As has been described above these changes due to PEF treatment are connected to cell electroporation. Moreover, these results are in good correspondence to the previously reported studies [29]. The PEF1US showed the highest impact on the diffusion coefficient among all the novel hybrid treatments, resulting in Deff equal to 4.69 × 10−10 m2/s.
The enhancement of freeze-drying resulted in reduced CO2 emission (Table 2). For untreated red bell pepper, the highest CO2 emission was obtained and it was equal to 17.3 kg of CO2/kg of dried material. The US treatment applied before freeze-drying reduced the CO2 emission of about 31% in comparison to untreated dried red bell pepper. However, the PEF1US treatment was able to reduce CO2 emission by 66% resulted in 5.9 kg of CO2/kg of product. The freeze-dried samples pretreated by BLw, PEF1, and PEF3US also have shown a good reduction of CO2 resulting in 6.4, 6.8, and 6.8 kg of CO2/kg of product, respectively. For the novel hybrid treatment where US was the first treatment and then PEF1,3 was applied, the CO2 emission was higher and in the range of 7.7 and 10 kg of CO2/kg of product.
Besides drying kinetics and CO2 emissions, the storage properties of dried products are important. Therefore, the dry matter and water activity of freeze-dried bell pepper have been studied (Table 2). It should be noted that all samples obtained water activity below 0.6, which protects the product against microbial growth [30]. The freeze-dried untreated sample had the highest water activity of 0.392 ± 0.004 and residual moisture content was equal to 5.5%, while for the blanched sample (BLw) and US dried sample the water activity was significantly lower (0.270 and 0.252, respectively) and moisture was equal to 4.9 and 7.9%, respectively. In comparison, freeze-dried samples pretreated with novel hybrid treatment always had lower average moisture content of approx 3.7% and water activity was never higher than 0.174 ± 0.001. An interesting phenomenon has been observed for the dried sample pretreated with PEF1, which had higher residual moisture of 4.5% than freeze-dried samples pretreated with novel hybrid treatment, in that it demonstrated lower water activity of 0.169 ± 0.001. That observation can be connected to the fact that PEF treatment increases the quantity of bound water in the plant material [31]. That can reflect the enhancement of interactions between the cytoplasm fluids and cell wall compartments.
The process of drying is known as the one of the most energy consuming process in food technology [10]. Due to the fact that the study of the energy consumption is a very important factor [32], the total energy consumption during the pretreatment, freezing, and drying process is presented in Figure 2. The drying process consumed the most energy in the range of 5.2 to 19.5 kWh/kg, depending on the duration of the process. All the samples had to be frozen before drying and the freezing process used up to 2.3 kWh/kg energy. The energy consumption for traditional blanching in water was around 0.2 kWh/kg and for non-thermal technologies as ultrasound and PEF1 and PEF3 was equal to 0.017, 0.0003 and 0.0008 kWh/kg, respectively. The processes in different combinations results in final total energy consumption and it was linked especially with the time of drying. As can be seen from the Figure 2, the highest energy consumption was observed in the untreated sample (in total 21.8 kWh/kg). Novel treatments caused a reduction of energy consumption of about 34.5% for US (15.1 kWh/kg) and 62.2–67.8% for PEF treatment (8.6–9.7 kWh/kg). However, for the single treatment the lowest energy consumption was found in the blanched sample (8.1 kWh/kg), which was around 71.5% lower in comparison to untreated one. The hybrid methods resulted in decrease of energy consumption in the range of 46.9 to 73.4% (7.5–12.7 kWh/kg), compared to untreated freeze-dried sample. Thus, the lowest energy consumption was recorded for PEF1 US (7.5 kWh/kg). These results clearly indicate that freeze-drying step has the highest share in the total energy consumption whereas pre-treatment methods, no matter thermal or non-thermal, participate in a small extent in this parameter. Despite their little share, they have a huge impact on the energy consumption of freeze-drying step and hence on the total energy consumption of the process.
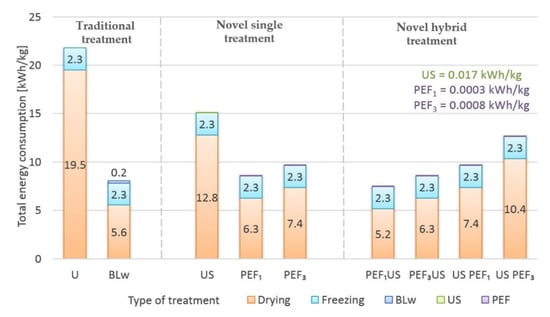
Figure 2.
The total energy consumption during processes to obtain final product.
3.2. Physical Properties of Freeze-Dried Red Bell Pepper
3.2.1. X-ray Computed Tomography (XRCT)
The samples of red bell pepper of size 2 × 4 cm were divided during XRCT scanning into 630 slices/cross-sections. To evaluate the expansion of the space of pore structures, the porosity and the structural thickness of the pores were determined. Additionally, after reversed binarization, the structural thickness of walls was also derived. XRCT-derived characterization of samples is presented in Figure 3 and Figure 4 (raw images inverted in black and white colors to facilitate observation, and the figures of the frequency distribution of pores and walls structural thickness) and Table 3 (porosity).
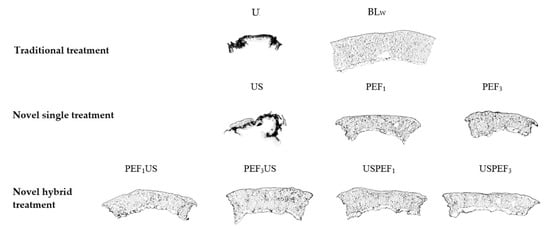
Figure 3.
XRCT images of freeze-dried red bell peppers: without pretreatment (U) subjected to traditional treatment (blanching in water BLw); novel single treatment (US—30 min of ultrasound, PEF1 and PEF3—pulsed electric field with energy input 1 and 3 kJ/kg, respectively), hybrid treatment (PEF1,3US and USPEF1,3).
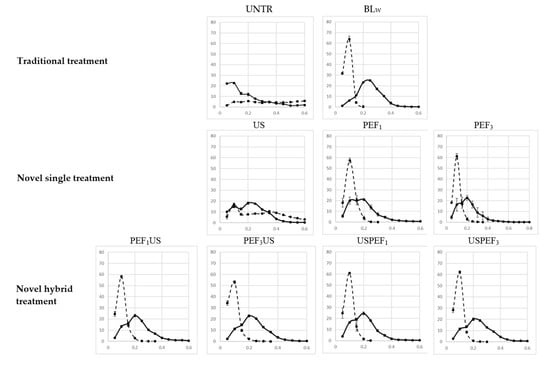
Figure 4.
Frequency distribution of pores (solid lines) and walls (dotted lines) structural thickness of freeze-dried red bell peppers: without pretreatment (U); subjected to traditional treatment (blanching in water BLw); novel single treatment (US—30 min of ultrasound, PEF1 and PEF3—pulsed electric field with energy input 1 and 3 kJ/kg, respectively); hybrid treatment (PEF1,3US and USPEF1,3); X-axis represents middle range of structural thickness [mm], Y-axis represent percent volume in range [%].
Table 3.
Porosity (calculated on the basis of the XRCT), hygroscopic and rehydration properties of freeze-dried red bell peppers subjected to traditional treatment (blanching in water BL_w) and novel treatment: single (US—30 min of ultrasound, PEF1 and PEF3—pulsed electric field with energy input 1 and 3 kJ/kg, respectively) and hybrid treatment (PEF1,3US and USPEF1,3), error bars indicate ± SD (standard deviation calculated from 3 repetitions).
The results of the porosity values derived from XRCT scan analysis were consistent with the appearance of samples in raw images (samples U and US of more shrunken appearance had lower porosity), as well as the figures presenting the distribution of pores and wall thickness (for samples of more shrunken appearance and lower porosity the distribution figures had a different course—the predominance of walls of low thickness was not found and the pore size distribution was shifted towards smaller values).
The type of pretreatment significantly affected the internal structure and porosity. Untreated sample U was characterized by the most collapsed structure, and the porosity was only 14.9 ± 0.3%, while blanching improved the structure and the porosity increased to 72.6 ± 0.3 (Table 3). A similar relationship of reduced shrinkage of the freeze-dried apple due to hot water blanching was observed by Wang et al. [33]. Among samples obtained after novel single pretreatments, US was revealed to not stabilize the structure, the samples were collapsed of low porosity below 40%.
In general, the structure of freeze-dried materials depends mainly on the size, the size distribution, and the amount of ice crystals formed during freezing prior to sublimation, while these parameters are affected by chemical composition, the distribution of soluble compounds, as well as morphology of the tissue. In turn, the pretreatments before freeze-drying affect the aforementioned parameters. Blanching causes the gradual breakdown in protoplasmic structure, gelification of pectins located in the cell walls as well as their solubilization and degradation [34,35], while PEF treatment causes cell wall electroporation. Thus, both treatments cause the changes leading to a more even distribution of soluble compounds, which finally can affect the structure after freeze-drying. The PEF applied as a single treatment caused the alteration of porosity in the range of 58.9 to 60.5 %. According to Lammerskitten et al. [36] the retention of microshape due to PEF pretreatment can be related to the electroporation phenomenon causing a homogenous distribution of sugars and water inside the sample. Thus, a uniform drying and reduced shrinkage of the sample can be achieved. Such observations were presented by Lammerskitten et al. [14], Parniakov et al. [24] for freeze-dried apple and Lammerskitten et al. [36] for freeze-dried strawberry.
Novel hybrid treatments were more effective in terms of structure retention than single treatments. The best result was in the case of the PEF3US sample, which was characterized by a porosity above 70%. Additionally, in the case of two more samples (PEF1US and USPEF3) the value of porosity was statistically not different than for the blanched sample BLw (Table 3).
To sum up, results derived from XRCT analysis, the structure and porosity of freeze-dried red bell pepper were affected by the type of pretreatment. Apart from hot water blanching, the most effective were some the hybrid treatments, and among the tested combinations, PEF3US gave the result that was most congenial to blanching.
3.2.2. Rehydration and Hygroscopicity Properties of Freeze-Dried Red Bell Pepper
During drying, irreversible changes in the structure of the material occur, which reduces the ability to water imbibe. The rehydration process is influenced, among others, by shrinkage, density and porosity. Higher shrinkage is associated with an increase in the density of the sample, which, on the other hand, results in lower porosity and, at the same time, less ability to rehydrate and adsorb water vapor. Rehydration, as well as hygroscopic properties, are important determinants of dried food, which may also indicate changes in the raw material during drying [14,20,30,37,38,39].
Table 3 shows the rehydration rate, ability to adsorb the water vapor over 48 h by freeze-dried red bell peppers subjected to different pretreatment methods and porosity of dried samples (described in Section 3.2.1). The dried materials obtained by the freeze-drying method have in general a porous structure and are easily hydrated, showing good adsorption properties [39,40]. The intact freeze-dried red bell peppers were characterized by a rehydration rate of 1.73 ± 0.02 and hygroscopic properties of 1.81 ± 0.11 g H2O/g d.m. Pretreatments affect the product structure and cause alterations, which impact rehydration properties later on [41]. The lowest rehydration rate for pretreated red bell pepper, which was in the same homogenous group as the untreated sample, was obtained for sonicated material, which was characterized by small porosity (39%). Also, Schössler et al. [42] did not find a significant difference between untreated and sonicated freeze-dried red bell pepper. However, Jambrak et al. [41] noted that rehydration properties for ultrasound treated freeze-dried button mushrooms, Brussels sprouts, and cauliflower were higher than those for the untreated samples. The PEF treated samples resulted in the increase of rehydration and hygroscopic properties about 4.91–4.98 and 3.08–3.49 g H2O/g d.m., respectively. These properties are linked with higher porosity, which was noted in freeze-dried apple tissue treated with PEF [24]. The same effect was observed for studied samples of freeze-dried red bell pepper. Also, these changes might be connected with the electroporation phenomenon, which causes changes in the tissue structure and impacts the shrinkage and porosity of the tissue [14,24,26].
As mentioned earlier, the hybrid treatment increased the porosity, which in turn resulted in significant changes in hygroscopic and rehydration properties. This means that the combination of treatment methods caused further alterations in the structure [43]. The rehydration rate was in the range of 4.33 to 6.40, however, the changes were not significant due to high standard deviations. However, for hygroscopic properties, significant changes were noted. From the novel hybrid treatment group, the PEF3US sample demonstrated significantly higher hygroscopic properties, which were comparable to the properties of the blanched sample. High water vapor adsorption may reduce the stability of the dried product [30]. It is worth mentioning that the highest rehydration rate and hygroscopic properties alike were obtained for the blanched sample. It is also worth emphasizing that the differences between rehydration and hygroscopic properties found for samples treated prior to drying by blanching and non-thermal methods indicate the differences in the mechanism of action of these methods and their impact upon cellular structure. For example, material pretreated only by ultrasound exhibited significantly lower rehydration ability than the material pretreated by PEF and a combination of PEF and US. It shows, that in the combined method, PEF treatment plays a predominant role, regardless of the sequence of application.
3.2.3. Color Parameters of Freeze-Dried Red Bell Pepper
The color of the food products is a very important factor, which has an influence on the quality evaluation of the product made by consumers [20]. The lightness of the untreated freeze-dried red bell pepper was equal to 36.9 and a similar value (L* = 33.1) was noticed by Krzykowski et al. [44] for freeze-dried red bell pepper. Blanching caused a significant increase of L* and b* parameters, and a decrease of a* value (Table 4). The blanching process results in a lighter color due to the leaching of the coloring components into the surrounding water. The blanching process causes the reduction of carotenoids [45], which gives the red color for bell pepper. During the blanching process the water caused damages to the tissue [46], which facilitated the leaching of the color pigments. A similar effect was observed in freeze-dried apples [33], microwave-vacuum dried cranberries [28], and spout-fluidized bed dried carrots [47], which were subjected to blanching before the drying process. As Rawson et al. [48] and Zielińska and Markowski [47] explain, the blanching might change the isomerization of the carotenoids and cause the structure trans to change to cis and result in lighter and less biological active procarotenoids.
Table 4.
Color parameters (L*, a*, b*) and total color difference (ΔE, in comparison to untreated dried material) of freeze-dried red bell peppers subjected to traditional treatment (blanching in water BLw) and novel treatment: single (US—30 min of ultrasound, PEF1 and PEF3—pulsed electric field with energy input 1 and 3 kJ/kg, respectively) and hybrid treatment (PEF1,3US and USPEF1,3); error bars indicate ± SD (standard deviation calculated from at least 6 repetitions).
The novel single and hybrid treatments also affected the color parameters. The lighter color was observed for all examined samples. All treatments were conducted in water, and even though the process occurs at room temperature, the other effect has an impact. When compared to untreated freeze-dried material, the sonication before freeze-drying resulted in higher lightness, a* and b* value of about 22, 2 and 12%, respectively. This can be linked with the sonoporation which occurs during the ultrasound treatment [28,49]. However, 10–45 min of ultrasound treatment before freeze-drying of strawberries does not result significantly in color change (ΔL) [50]. Nevertheless, for example, in sonicated and freeze-dried carrot a lighter color was noticed in comparison to the untreated one [48]. Furthermore, in porous tissue, as with after freeze-drying, oxidation can occur and carotenoids are sensitive to oxidation [51,52]. When the PEF treatment was applied before freeze-drying the lightness increased to about 59 and 34 % for PEF1 and PEF3, respectively. The lighter color of the PEF treated freeze-dried material might be linked with the electroporation of the cell membranes which results in leaking soluble solids into intercellular spaces which may result in the reflection of sugar crystals [26]. However, the a* value of red bell pepper was reduced from 12 to 19% (PEF1,3) in comparison to untreated freeze-dried pepper, which may be related to the creation of the carotenoids with a proteins complex. This complex has a higher polarity and flows more easily into the surrounding water during PEF treatment. On the other hand, PEF treatment, as well as US treatment, may generate free radicals, which affect the carotenoids [45] and thus the color. Conversely, the combinations of treatments applied prior to drying also affect the color of the red pepper. The highest changes in color parameters were obtained by PEF3US, which was connected to the electroporation process and then pouring the color pigments during the US process before drying. The other hybrid treatment, in almost all cases, did not result in significant alterations.
The total color difference describes the color alteration on the basis of the L*, a* and b* value. All the samples subjected to the treatment had ΔE value above 2, which shows that the treatment caused visible changes in color recognized by the inexperienced observer [20]. The ΔE was in a range of 9.4 to 28.5. The highest value of ΔE was obtained by the hybrid treatment as PEF3US. However, the lowest change in ΔE was noticed for a sonicated sample and then for the PEF3 treated one, which means that this treatment might preserve the color components. Generally, the different studies show that after the ultrasound application the color of the product is improved [53].
4. Conclusions
Obtained results demonstrated that the introduction of the pretreatment step before freeze-drying may be beneficial from a processing and quality point of view. Both thermal (BL) and non-thermal pre-treatment (US, PEF, PEF-US) of freeze-drying resulted in a reduction of drying time, energy consumption, and environmental load expressed as CO2 equivalent emission, which should be considered as one of the main advantages of investigated technologies. Moreover, it is worth emphasizing that all of investigated methods: traditional blanching, unconventional PEF or US, and novel hybrid treatment performed by combination of PEF and US, had the smallest shares of energy consumption but a high impact on this parameter. The investments costs, related to the use of investigated methods may be also a limiting factor that hinders industrial utilization and their commercialization. There are however, in the literature some successful examples of industrial usage of PEF, US, and blanching in food processing where investment costs were compensated for by other benefits. Therefore, the final selection of the technique should also consider the desired properties of the freeze-dried products. For example, samples subjected to blanching exhibited the highest porosity but at the same time they adsorbed moisture. Similar porosity was achieved by the use of a combination of PEF and US but the hygroscopicity of the material was much smaller. In turn, when the color preservation is the main technological aim of performed process and the porosity plays a secondary role, the ultrasound may be used prior to drying, although their application does not bring as high energy and sustainable benefits as other analyzed methods do.
Author Contributions
Conceptualization, M.N., D.W.-R. and K.R.; methodology, K.R., A.W., K.S. and M.N.; software, A.W. and O.P.; validation, K.R., M.N.; formal analysis, K.R. and K.S.; investigation, K.R. and K.S.; resources, O.P. and D.W.-R.; data curation, K.R., A.W. and M.N.; writing—original draft preparation, K.R., K.S., A.W., O.P., and M.N.; writing—review and editing, A.W., D.W.-R. and M.N.; visualization, K.R., A.W. and M.N.; supervision, A.W. and M.N.; project administration, A.W. and M.N.; funding acquisition, D.W.-R. All authors have read and agreed to the published version of the manuscript.
Funding
The research was conducted using research equipment purchased as part of the "Food and Nutrition Centre - modernisation of the WULS campus to create a Food and Nutrition Research and Development Centre (CŻiŻ)" co-financed by the European Union from the European Regional Development Fund under the Regional Operational Programme of the Mazowieckie Voivodeship for 2014-2020 (Project No. RPMA.01.01.00-14-8276/17).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Claussen, I.C.; Ustad, T.S.; Strømmen, I.; Walde, P.M. Atmospheric freeze drying—A review. Dry. Technol. 2010, 25, 947–957. [Google Scholar] [CrossRef]
- Meryman, H.T. Historical recollections of freeze-drying. Dev. Biol. Stand. 1976, 36, 29–32. [Google Scholar] [PubMed]
- Franks, F. Freeze-drying of bioproducts: Putting principles into practice. Eur. J. Pharm. Biopharm. 1998, 45, 221–229. [Google Scholar] [CrossRef]
- Hayashi, H. Drying Technologies of Foods—Their History and Future. Dry. Technol. 2007, 7, 315–369. [Google Scholar] [CrossRef]
- Hua, T.-C.; Liu, B.-L.; Zhang, H. Fundamentals of Freeze Drying. In Development and Manufacture of Protein Pharmaceuticals. Pharmaceutical Biotechnology; Nail, S.L., Akers, M.J., Eds.; Springer: Boston, MA, USA, 2010; pp. 18–67. [Google Scholar]
- Pikal, M.J.; Shah, S.; Roy, M.L.; Putman, R. The secondary drying stage of freeze drying: Drying kinetics as a function of temperature and chamber pressure. Int. J. Pharm. 1990, 60, 203–207. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, Y.; Feng, X. Exergy analysis for a freeze-drying process. Appl. Therm. Eng. 2008, 28, 675–690. [Google Scholar] [CrossRef]
- Ratti, C. Hot air and freeze-drying of high-value foods: A review. J. Food Eng. 2001, 49, 311–319. [Google Scholar] [CrossRef]
- Stratta, L.; Capozzi, L.C.; Franzino, S.; Pisano, R. Economic analysis of a freeze-drying cycle. Processes 2020, 8, 1399. [Google Scholar] [CrossRef]
- Witrowa-Rajchert, D.; Wiktor, A.; Sledz, M.; Nowacka, M. Selected Emerging Technologies to Enhance the Drying Process: A Review. Dry. Technol. 2014, 32, 1386–1396. [Google Scholar] [CrossRef]
- Nowacka, M.; Dadan, M.; Tylewicz, U. Applied sciences Current Applications of Ultrasound in Fruit and Vegetables Osmotic Dehydration Processes. Appl. Sci. 2021, 11, 1269. [Google Scholar] [CrossRef]
- Radojčin, M.; Pavkov, I.; Bursać Kovačević, D.; Putnik, P.; Wiktor, A.; Stamenković, Z.; Kešelj, K.; Gere, A. Effect of Selected Drying Methods and Emerging Drying Intensification Technologies on the Quality of Dried Fruit: A Review. Processes 2021, 9, 132. [Google Scholar] [CrossRef]
- Wu, X.F.; Zhang, M.; Ye, Y.; Yu, D. Influence of Ultrasonic Pretreatments on Drying Kinetics and Quality Attributes of Sweet Potato Slices in Infrared Freeze Drying (IRFD). LWT 2020, 131, 109801. [Google Scholar] [CrossRef]
- Lammerskitten, A.; Mykhailyk, V.; Wiktor, A.; Toepfl, S.; Nowacka, M.; Bialik, M.; Czyżewski, J.; Witrowa-Rajchert, D.; Parniakov, O. Impact of pulsed electric fields on physical properties of freeze-dried apple tissue. Innov. Food Sci. Emerg. Technol. 2019, 57. [Google Scholar] [CrossRef]
- Ostermeier, R.; Hill, K.; Dingis, A.; Töpfl, S.; Jäger, H. Influence of pulsed electric field (PEF) and ultrasound treatment on the frying behavior and quality of potato chips. Innov. Food Sci. Emerg. Technol. 2020, 102553. [Google Scholar] [CrossRef]
- Wiktor, A.; Dadan, M.; Nowacka, M.; Rybak, K.; Witrowa-Rajchert, D. The impact of combination of pulsed electric field and ultrasound treatment on air drying kinetics and quality of carrot tissue. LWT 2019, 110, 71–79. [Google Scholar] [CrossRef]
- Wiktor, A.; Witrowa-Rajchert, D. Drying kinetics and quality of carrots subjected to microwave-assisted drying preceded by combined pulsed electric field and ultrasound treatment. Dry. Technol. 2020, 38, 176–188. [Google Scholar] [CrossRef]
- KOBiZE. Poland’s National Inventory Report. Greenhouse Gas Inventory for 1988–2016; The National Centre for Emissions Management: Warsaw, Poland, 2018. [Google Scholar]
- Association of Official Analytical Collaboration International. Official Methods of Analysis of AOAC International, 17th ed.; The Association of Official Analytical Chemists: Gaithersburg, MD, USA, 2002. [Google Scholar]
- Fijalkowska, A.; Nowacka, M.; Witrowa-Rajchert, D. The physical, optical and reconstitution properties of apples subjected to ultrasound before drying. Ital. J. Food Sci. 2017, 29, 343–356. [Google Scholar]
- Gondek, E.; Jakubczyk, E.; Herremans, E.; Verlinden, B.; Hertog, M.; Vandendriessche, T.; Verboven, P.; Antoniuk, A.; Bongaers, E.; Estrade, P.; et al. Acoustic, mechanical and microstructural properties of extruded crisp bread. J. Cereal Sci. 2013, 58, 132–139. [Google Scholar] [CrossRef]
- Lebovka, N.I.; Praporscic, I.; Vorobiev, E. Effect of moderate thermal and pulsed electric field treatments on textural properties of carrots, potatoes and apples. Innov. Food Sci. Emerg. Technol. 2004, 5, 9–16. [Google Scholar] [CrossRef]
- Wang, W.-C.C.; Sastry, S.K.K. Effects of thermal and electrothermal pretreatments on hot air drying rate of vegetable tissue. J. Food Process Eng. 2000, 23, 299–319. [Google Scholar] [CrossRef]
- Parniakov, O.; Bals, O.; Lebovka, N.; Vorobiev, E. Pulsed electric field assisted vacuum freeze-drying of apple tissue. Innov. Food Sci. Emerg. Technol. 2016, 35, 52–57. [Google Scholar] [CrossRef]
- Lammerskitten, A.; Wiktor, A.; Siemer, C.; Toepfl, S.; Mykhailyk, V.; Gondek, E.; Rybak, K.; Witrowa-Rajchert, D.; Parniakov, O. The effects of pulsed electric fields on the quality parameters of freeze-dried apples. J. Food Eng. 2019, 252, 36–43. [Google Scholar] [CrossRef]
- Ammelt, D.; Lammerskitten, A.; Wiktor, A.; Barba, F.J.; Toepfl, S.; Parniakov, O. The impact of pulsed electric fields on quality parameters of freeze-dried red beets and pineapples. Int. J. Food Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Rybak, K.; Samborska, K.; Jedlinska, A.; Parniakov, O.; Nowacka, M.; Witrowa-Rajchert, D.; Wiktor, A. The impact of pulsed electric field pretreatment of bell pepper on the selected properties of spray dried juice. Innov. Food Sci. Emerg. Technol. 2020, 65, 102446. [Google Scholar] [CrossRef]
- Nowacka, M.; Wiktor, A.; Anuszewska, A.; Dadan, M.; Rybak, K.; Witrowa-Rajchert, D. The application of unconventional technologies as pulsed electric field, ultrasound and microwave-vacuum drying in the production of dried cranberry snacks. Ultrason. Sonochem. 2019, 56, 1–13. [Google Scholar] [CrossRef]
- Shynkaryk, M.V.; Lebovka, N.I.; Vorobiev, E. Pulsed electric fields and temperature effects on drying and rehydration of red beetroots. Dry. Technol. 2008, 26, 695–704. [Google Scholar] [CrossRef]
- Dadan, M.; Nowacka, M. The Assessment of the Possibility of Using Ethanol and Ultrasound to Design the Properties of Dried Carrot Tissue. Appl. Sci. 2021, 11, 689. [Google Scholar] [CrossRef]
- Parniakov, O.; Bals, O.; Mykhailyk, V.; Lebovka, N.; Vorobiev, E. Unfreezable Water in Apple Treated by Pulsed Electric Fields: Impact of Osmotic Impregnation in Glycerol Solutions. Food Bioprocess Technol. 2016, 9, 243–251. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-gilandeh, Y.; Nowacka, M. Chemical Engineering and Processing—Process Intensification Comparison of different drying techniques and their carbon emissions in green peas. Chem. Eng. Process. Process Intensif. 2021, 160, 108274. [Google Scholar] [CrossRef]
- Wang, H.O.; Fu, Q.Q.; Chen, S.J.; Hu, Z.C.; Xie, H.X. Effect of Hot-Water Blanching Pretreatment on Drying Characteristics and Product Qualities for the Novel Integrated Freeze-Drying of Apple Slices. J. Food Qual. 2018, 2018, 1347513. [Google Scholar] [CrossRef]
- Fuster, C.; Risuen, M.C. Eþects of Blanching and Freezing on the Structure of Carrots Cells and their Implications for Food Processing. J. Sci. Food Agric. 1998, 77, 223–229. [Google Scholar]
- Neri, L.; Hernando, I.H.; Pérez-Munuera, I.; Sacchetti, G.; Pittia, P. Effect of Blanching in Water and Sugar Solutions on Texture and Microstructure of Sliced Carrots. J. Food Sci. 2011, 76, 23–30. [Google Scholar] [CrossRef]
- Lammerskitten, A.; Wiktor, A.; Mykhailyk, V.; Samborska, K.; Gondek, E.; Witrowa-Rajchert, D.; Parniakov, O. Pulsed electric field pre-treatment improves microstructure and crunchiness of freeze-dried plant materials: Case of strawberry. LWT Food Sci. Technol. 1026. [Google Scholar] [CrossRef]
- Ciurzyńska, A.; Lenart, A. Effect of the aerated structure on selected properties of freeze-dried hydrocolloid gels. Int. Agrophysics 2016, 30, 9–17. [Google Scholar] [CrossRef]
- Fijalkowska, A.; Nowacka, M.; Wiktor, A.; Sledz, M.; Witrowa-Rajchert, D. Ultrasound as a Pretreatment Method to Improve Drying Kinetics and Sensory Properties of Dried Apple. J. Food Process Eng. 2016, 39, 256–265. [Google Scholar] [CrossRef]
- Fauster, T.; Giancaterino, M.; Pittia, P.; Jaeger, H. Effect of pulsed electric field pretreatment on shrinkage, rehydration capacity and texture of freeze-dried plant materials. LWT Food Sci. Technol. 2020, 121, 108937. [Google Scholar] [CrossRef]
- Hammami, C.; René, F.; Marin, M. Process-quality optimization of the vacuum freeze-drying of apple slices by the response surface method. Int. J. Food Sci. Technol. 1999, 34, 145–160. [Google Scholar] [CrossRef]
- Jambrak, A.R.; Mason, T.J.; Paniwnyk, L.; Lelas, V. Accelerated drying of button mushrooms, Brussels sprouts and cauliflower by applying power ultrasound and its rehydration properties. J. Food Eng. 2007, 81, 88–97. [Google Scholar] [CrossRef]
- Schössler, K.; Jäger, H.; Knorr, D. Novel contact ultrasound system for the accelerated freeze-drying of vegetables. Innov. Food Sci. Emerg. Technol. 2012, 16, 113–120. [Google Scholar] [CrossRef]
- Wiktor, A.; Gondek, E.; Jakubczyk, E.; Dadan, M.; Nowacka, M.; Rybak, K.; Witrowa-Rajchert, D. Acoustic and mechanical properties of carrot tissue treated by pulsed electric field, ultrasound and combination of both. J. Food Eng. 2018, 238, 12–21. [Google Scholar] [CrossRef]
- Krzykowski, A.; Dziki, D.; Rudy, S.; Gawlik-Dziki, U.; Polak, R.; Biernacka, B. Effect of pre-treatment conditions and freeze-drying temperature on the process kinetics and physicochemical properties of pepper. LWT 2018, 98, 25–30. [Google Scholar] [CrossRef]
- Rybak, K.; Wiktor, A.; Witrowa-Rajchert, D.; Parniakov, O.; Nowacka, M. The Effect of Traditional and Non-Thermal Treatments on the Bioactive Compounds and Sugars content of Red Bell Pepper. Molecules 2020, 25, 4287. [Google Scholar] [CrossRef]
- Nowacka, M.; Laghi, L.; Rybak, K.; Dalla Rosa, M.; Witrowa-Rajchert, D.; Tylewicz, U. Water state and sugars in cranberry fruits subjected to combined treatments: Cutting, blanching and sonication. Food Chem. 2019, 299, 125122. [Google Scholar] [CrossRef] [PubMed]
- Zielinska, M.; Markowski, M. Color characteristics of carrots: Effect of drying and rehydration. Int. J. Food Prop. 2012, 15, 450–466. [Google Scholar] [CrossRef]
- Rawson, A.; Tiwari, B.K.; Tuohy, M.G.; O’Donnell, C.P.; Brunton, N. Effect of ultrasound and blanching pretreatments on polyacetylene and carotenoid content of hot air and freeze dried carrot discs. Ultrason. Sonochem. 2011, 18, 1172–1179. [Google Scholar] [CrossRef]
- Chemat, F.; Rombaut, N.; Sicaire, A.G.; Meullemiestre, A.; Fabiano-Tixier, A.S.; Abert-Vian, M. Ultrasound assisted extraction of food and natural products. Mechanisms, techniques, combinations, protocols and applications. A review. Ultrason. Sonochem. 2017, 34, 540–560. [Google Scholar] [CrossRef]
- Garcia-Noguera, J.; Oliveira, F.I.P.; Weller, C.L.; Rodrigues, S.; Fernandes, F.A.N. Effect of ultrasonic and osmotic dehydration pre-treatments on the colour of freeze dried strawberries. J. Food Sci. Technol. 2014, 51, 2222–2227. [Google Scholar] [CrossRef]
- Ozcelik, M.; Ambros, S.; Morais, S.I.F.; Kulozik, U. Storage stability of dried raspberry foam as a snack product: Effect of foam structure and microwave-assisted freeze drying on the stability of plant bioactives and ascorbic acid. J. Food Eng. 2019, 270, 109779. [Google Scholar] [CrossRef]
- Tylewicz, U.; Nowacka, M.; Rybak, K.; Drozdzal, K.; Dalla Rosa, M.; Mozzon, M. Design of Healthy Snack Based on Kiwifruit. Molecules 2020, 25, 3309. [Google Scholar] [CrossRef]
- Huang, D.; Men, K.; Li, D.; Wen, T.; Gong, Z.; Sunden, B.; Wu, Z. Application of ultrasound technology in the drying of food products. Ultrason. Sonochem. 2020, 63, 104950. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).