
Energy and Eco-Impact Evaluation of Fused Deposition Modeling and Injection Molding of Polylactic Acid

 , , ,
, , , 
Abstract
1. Introduction
2. Materials and Methods
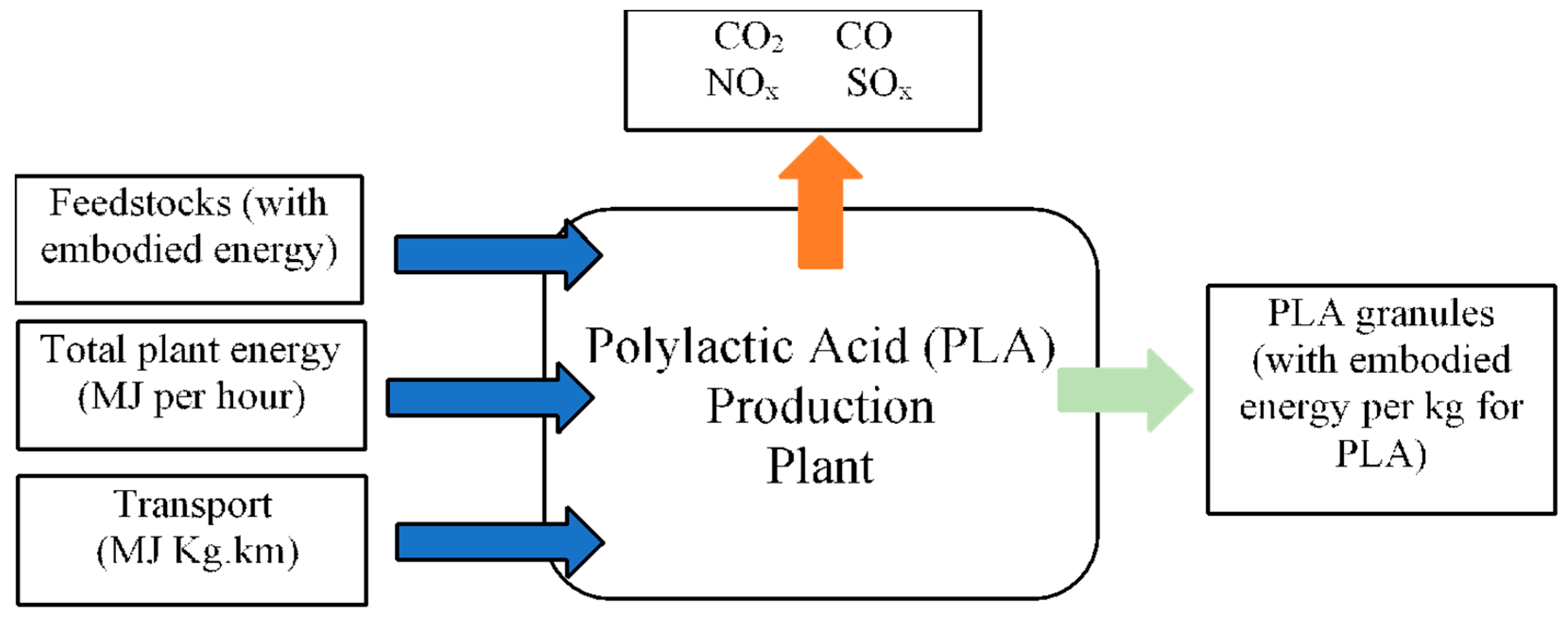
2.1. Material
2.2. Material Life Cycle Assessment
2.3. Models Goal and Scope
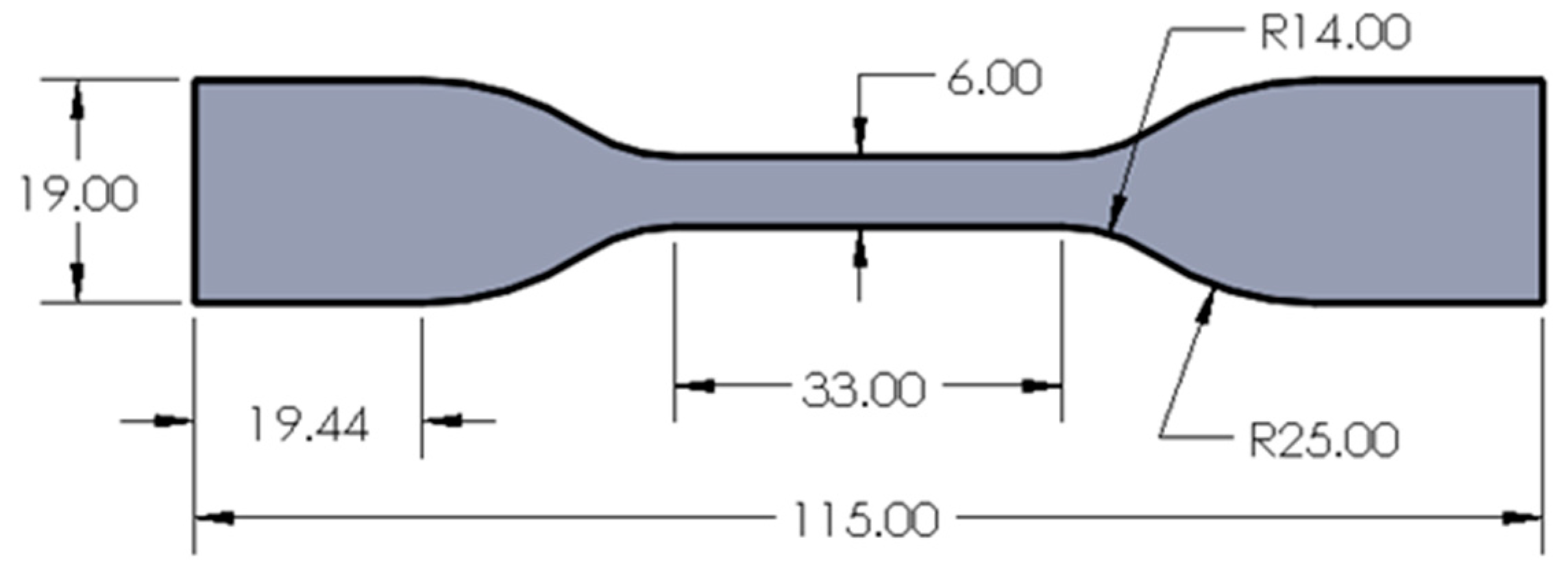
2.4. Functional Unit
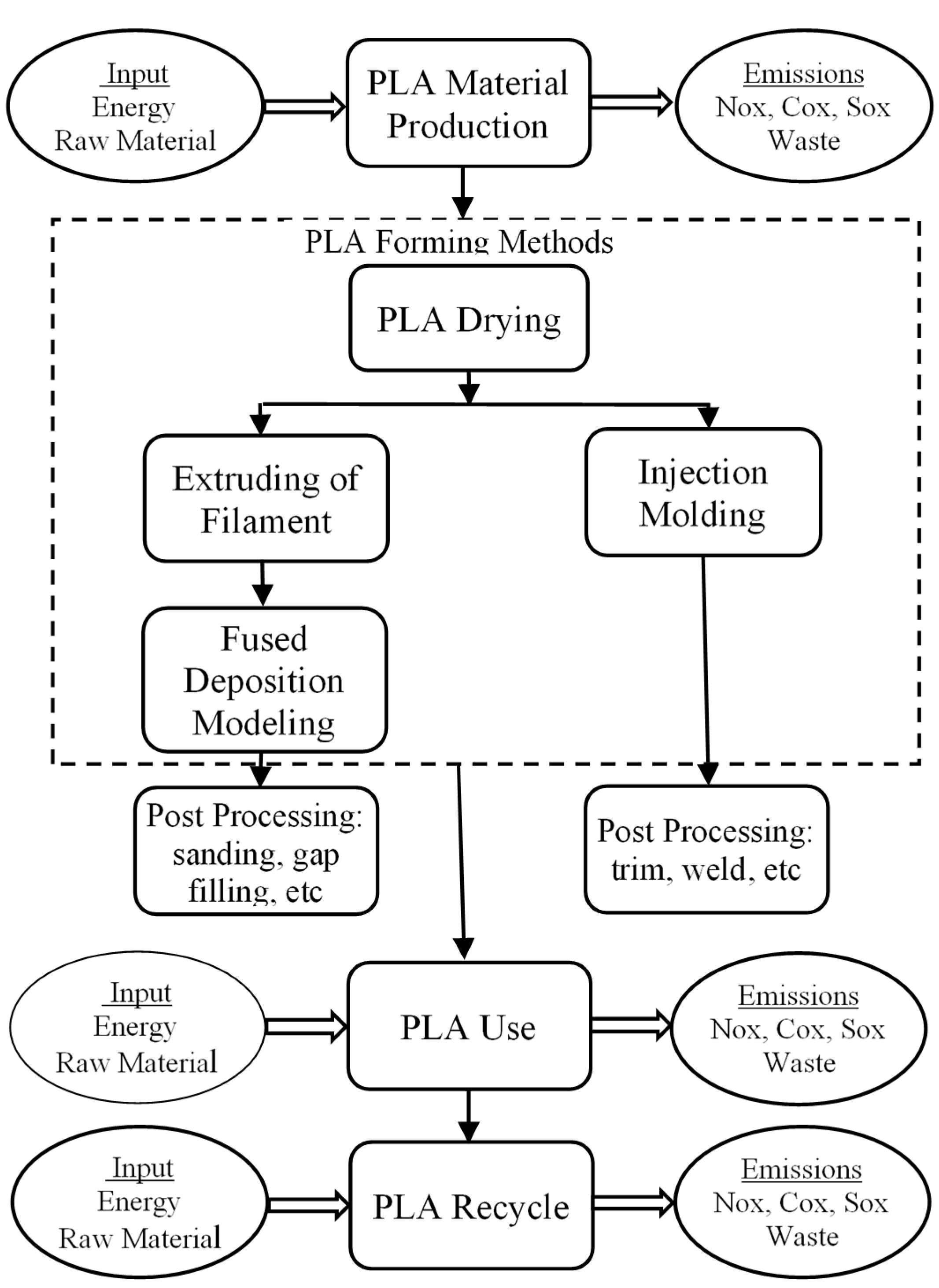
2.5. System Boundary
2.6. Energy Model and Life Cycle Inventory (LCI)
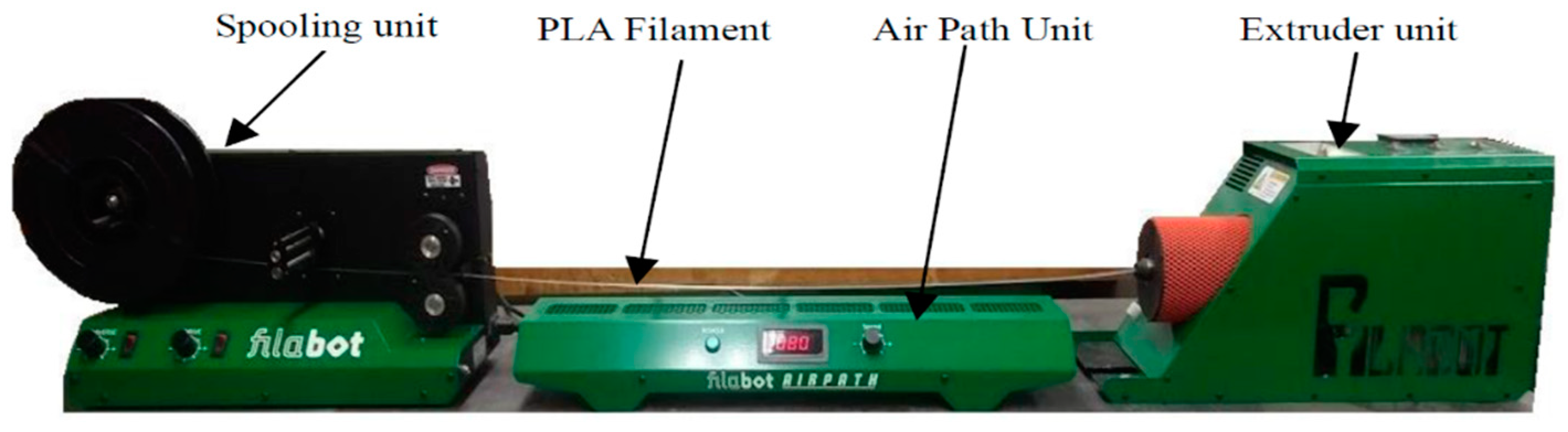
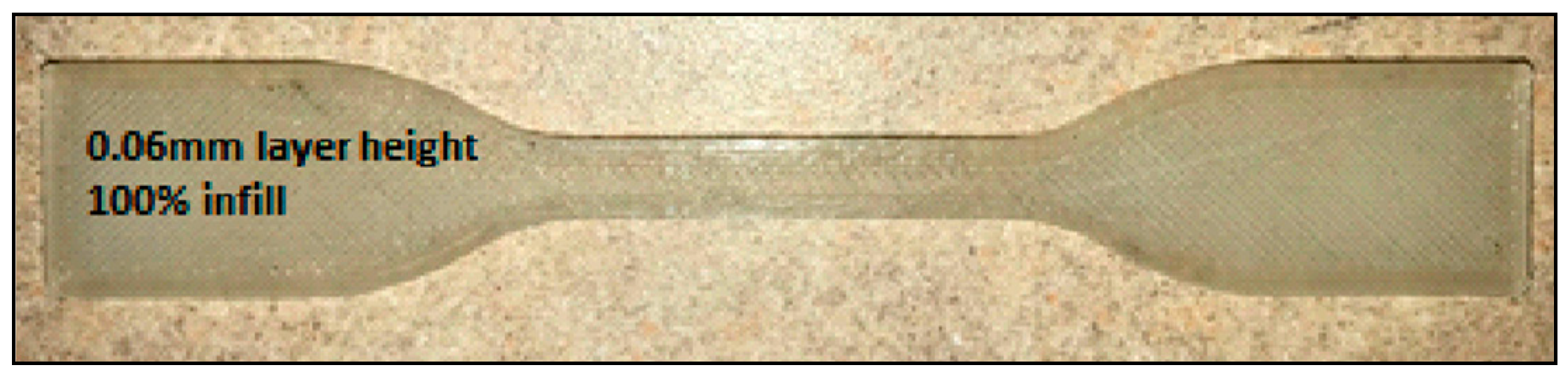
2.6.1. Fused Deposition Modeling Additive Manufacturing
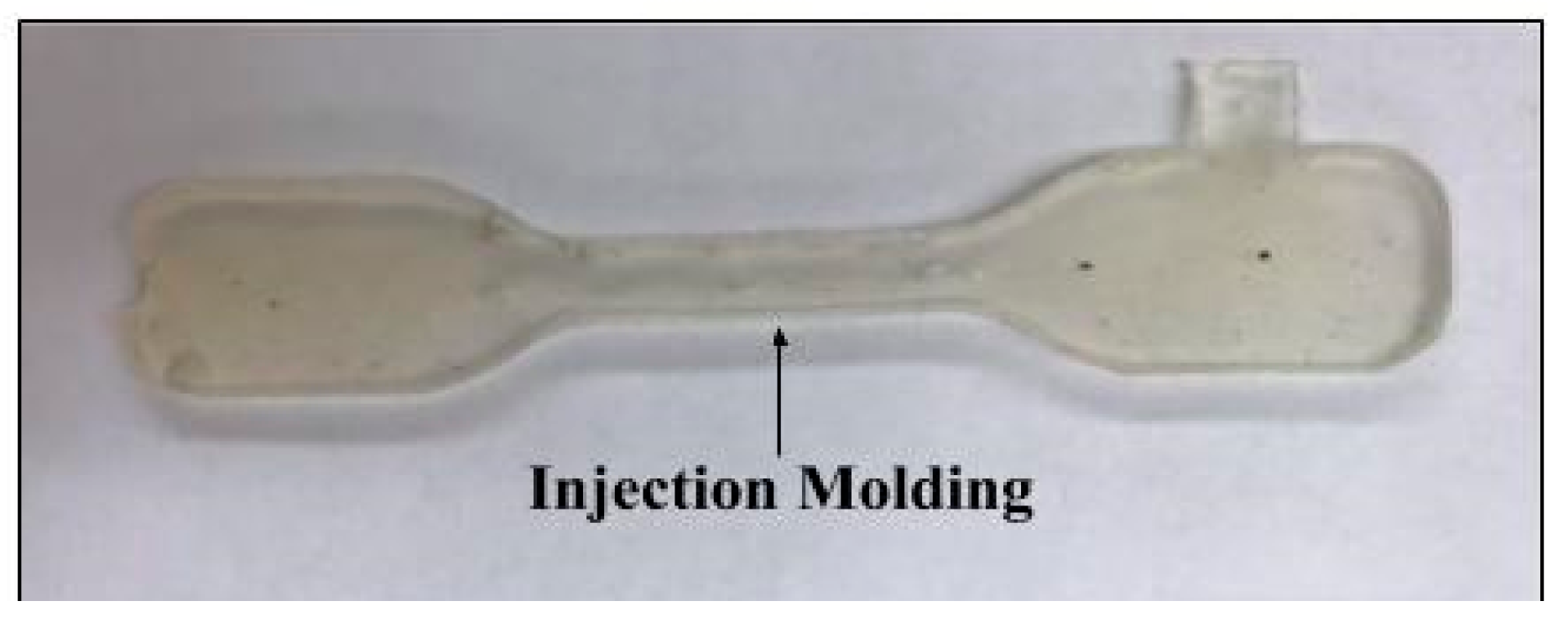
2.6.2. Injection Molding Manufacturing
3. Results and Discussion
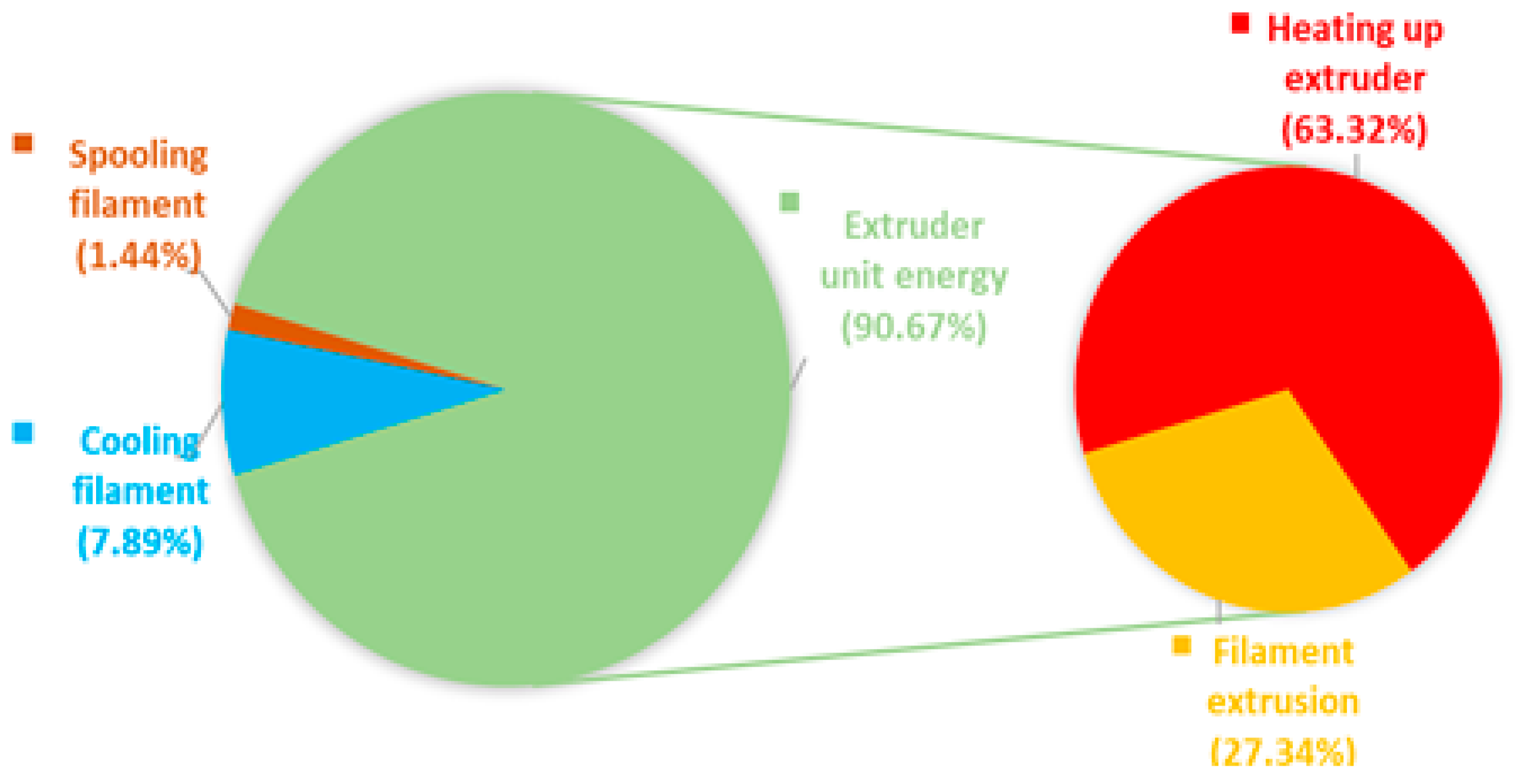
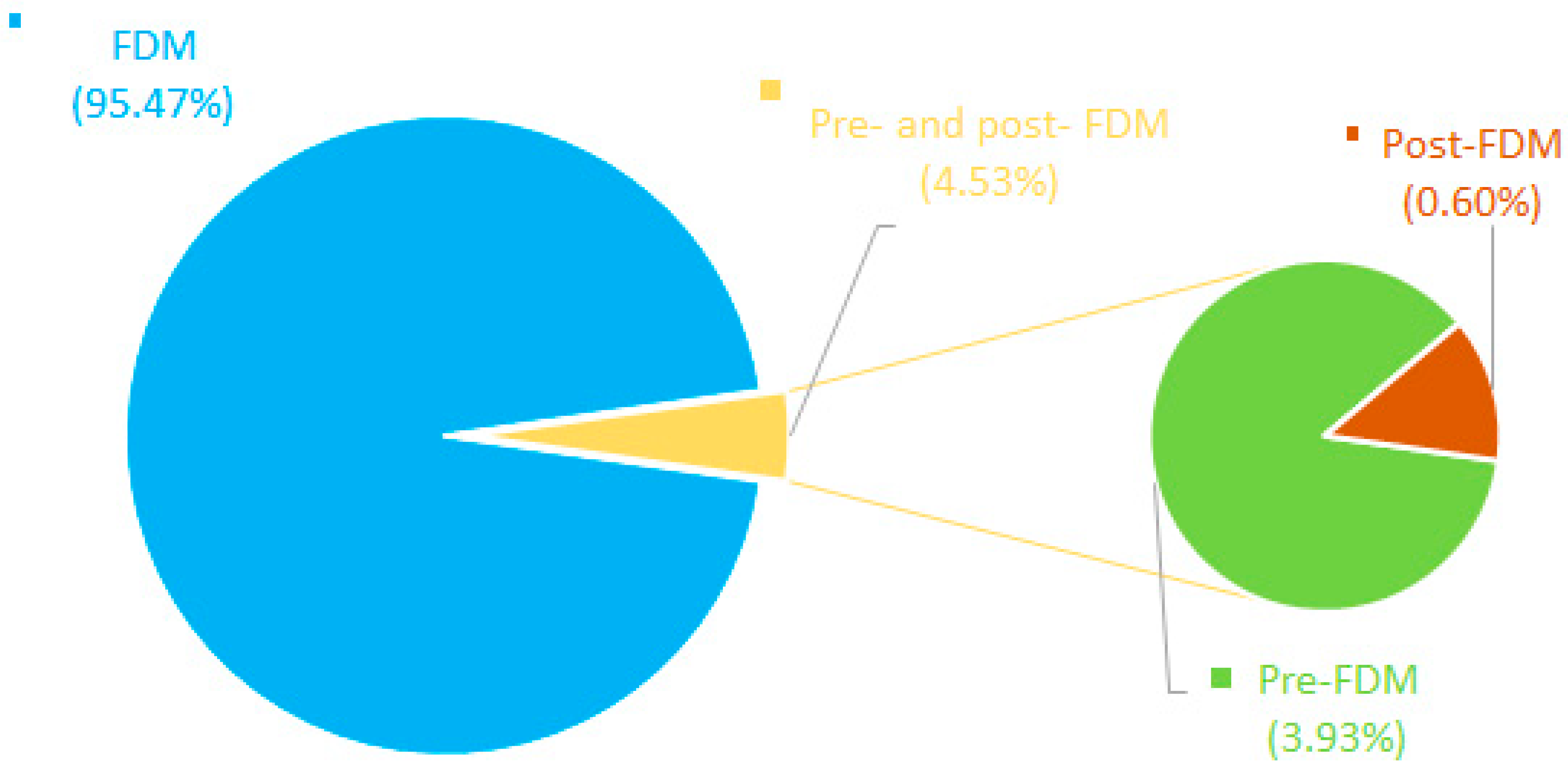
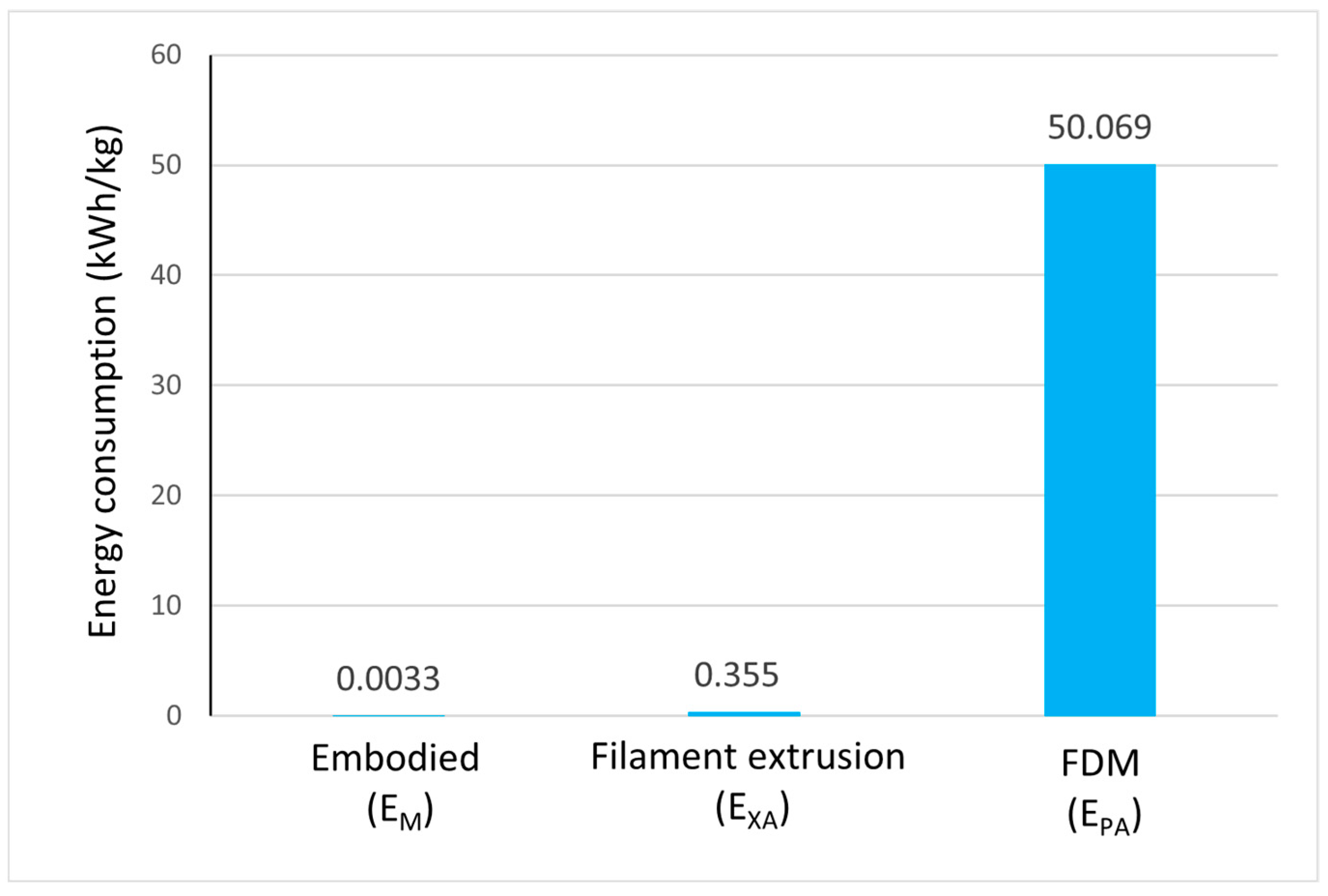
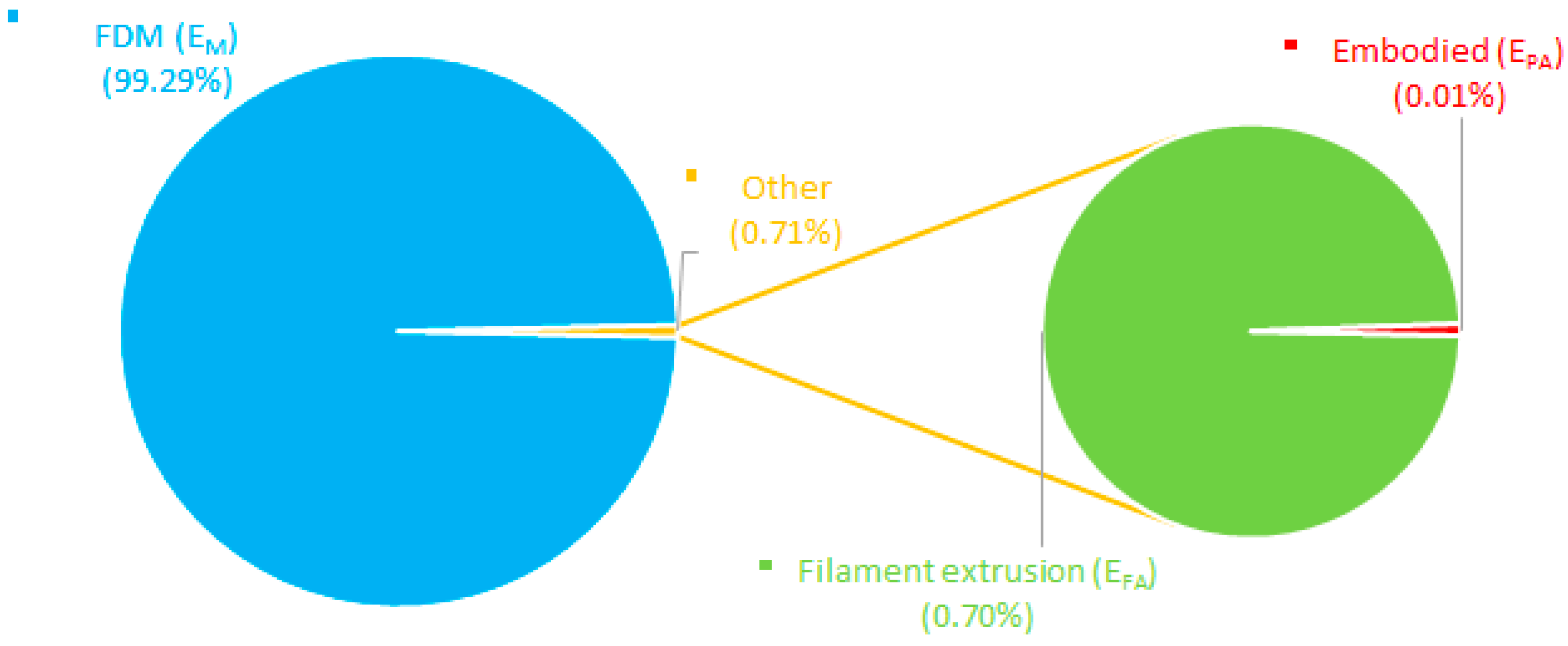
3.1. Energy of Fused Deposition Modeling Forming
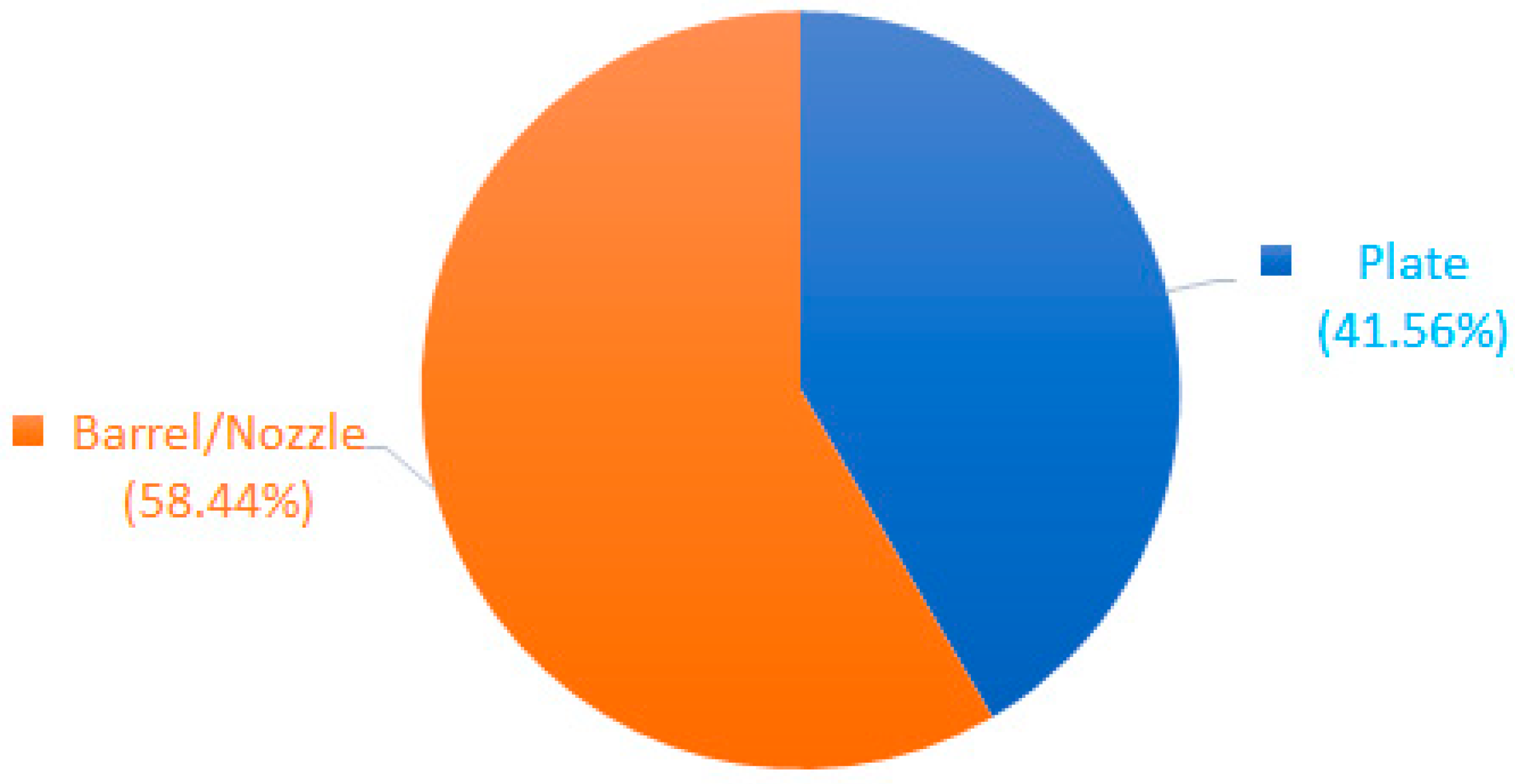
3.2. Energy of Injection Molding
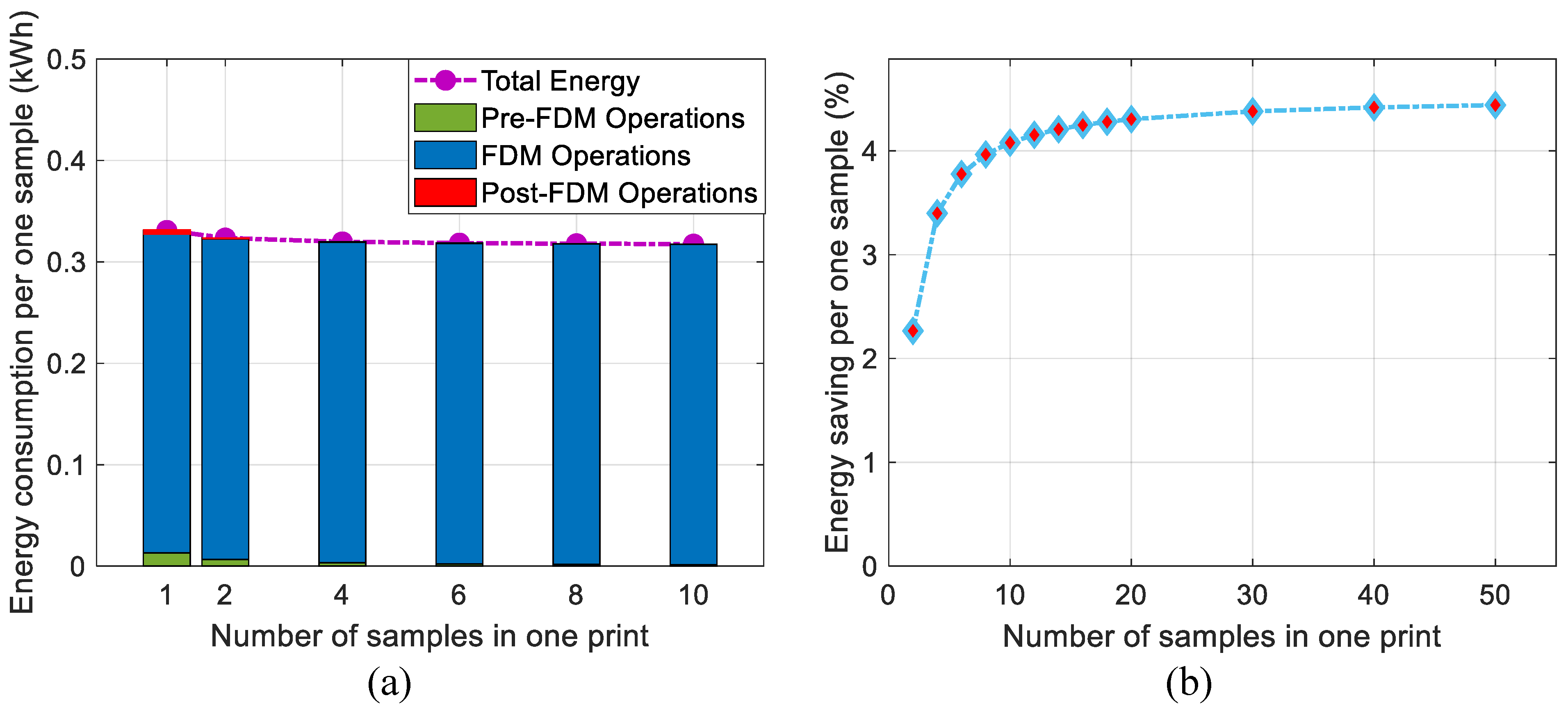
3.3. Effect of Volume of Production on Energy Consumption
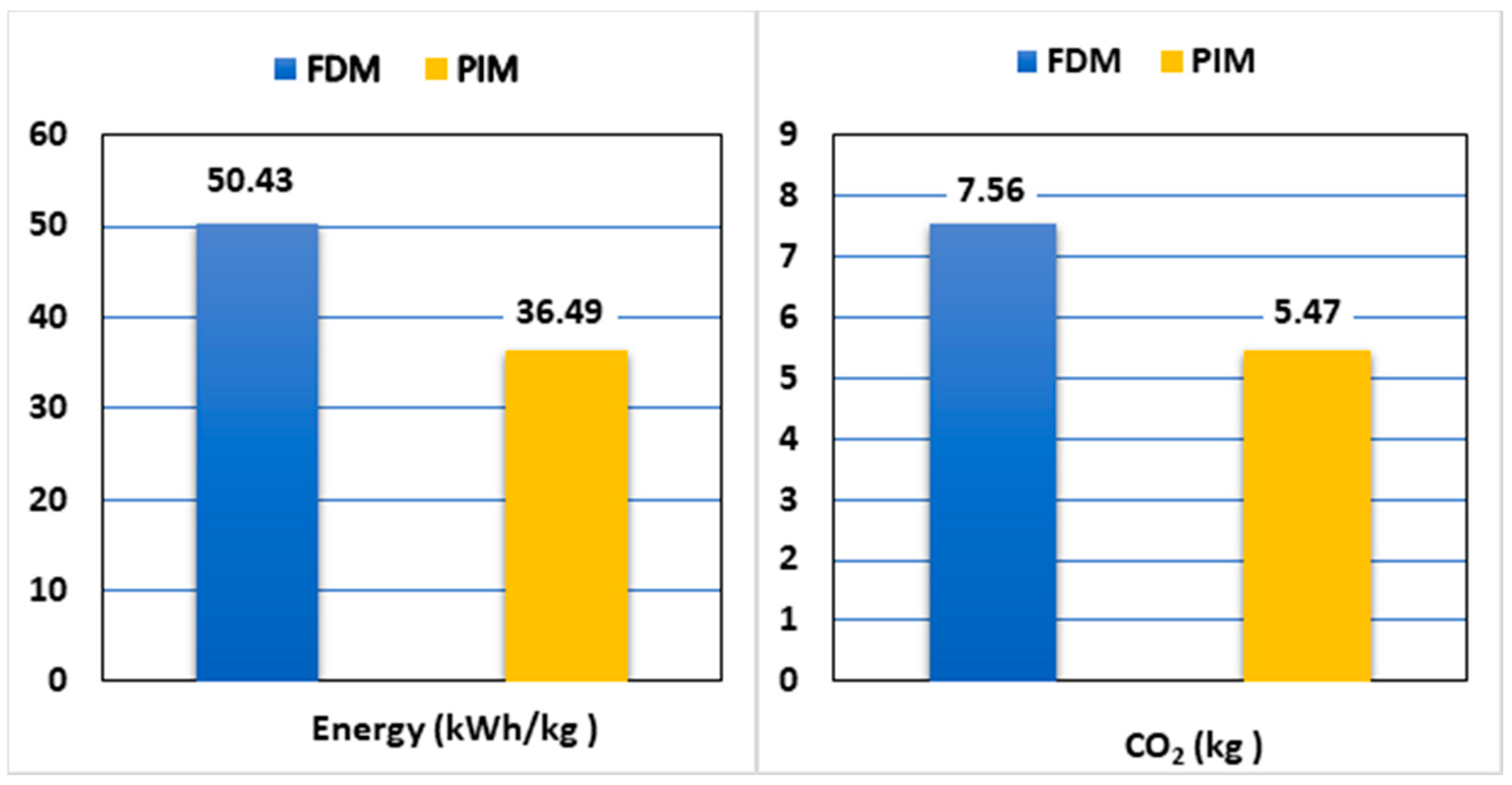
3.4. Carbon Emission of FDM and PIM
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ashby, M.F. Materials and the Environment: Eco-Informed Material Choice; Butterworth-Heinemann: Oxford, UK, 2009. [Google Scholar]
- Jeswiet, J.; Kara, S. Carbon emissions and CESTM in manufacturing. CIRP Ann. Manuf. Technol. 2008, 57, 17–20. [Google Scholar] [CrossRef]
- Peng, T.; Sun, W. Energy modelling for FDM 3D printing from a life cycle perspective. Int. J. Manuf. Res. 2017. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing.: Scientific and technological challenges, market uptake and opportunities. Mat. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Kim, Y.; Yoon, C.; Ham, S.; Park, J.; Kim, S.; Kwon, O.; Tsai, P.-J. Emissions of Nanoparticles and Gaseous Material from 3D Printer Operation. Environ. Sci. Technol. 2015, 49, 12044–12053. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mat. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Ribeiro, I.; Peças, P.; Henriques, E. Assessment of Energy Consumption in Injection Moulding Process. In Leveraging Technology for a Sustainable World, Proceedings of the 19th CIRP Conference on Life Cycle Engineering, Berkeley, CA, USA, 23–25 May 2012; Springer: Berlin/Heidelberg, Germany, 2012; pp. 263–268. [Google Scholar]
- Park, H.S.; Nguyen, T.T. Optimization of injection molding process for car fender in consideration of energy efficiency and product quality. J. Comput. Des. Eng. 2014, 1, 256–265. [Google Scholar] [CrossRef]
- Madan, J.; Mani, M.; Lyons, K.W. Characterizing Energy Consumption of the Injection Molding Process. In ASME 2013 International Manufacturing Science and Engineering Conference Collocated with the 41st North American Manufacturing Research Conference; American Society of Mechanical Engineers Digital Collection: Madison, WI, USA, 2013. [Google Scholar] [CrossRef]
- Injection Molding: Global Markets and Technologies Through. 2023. Available online: https://www.bccresearch.com/market-research/plastics/injection-molding-global-markets-and-technologies.html (accessed on 22 September 2020).
- Weissman, A.; Gupta, S.K. Selecting a Design-Stage Energy Estimation Approach for Manufacturing Processes. In International Design Engineering Technical Conferences and Computers and Information in Engineering Conference; American Society of Mechanical Engineers Digital Collection: Washington, DC, USA, 2011. [Google Scholar] [CrossRef]
- Peng, T. Analysis of Energy Utilization in 3D Printing Processes. Procedia CIRP 2016, 40, 62–67. [Google Scholar] [CrossRef]
- Yosofi, M.; Kerbrat, O.; Mognol, P. Energy and material flow modelling of additive manufacturing processes. Virtual Phys. Prototyp. 2018, 13, 83–96. [Google Scholar] [CrossRef]
- Balogun, V.A.; Kirkwood, N.D.; Mativenga, P.T. Direct Electrical Energy Demand in Fused Deposition Modelling. Procedia CIRP 2014, 15, 38–43. [Google Scholar] [CrossRef]
- Balogun, V.A.; Kirkwood, N.D.; Mativenga, P.T. Energy consumption and carbon footprint analysis of Fused Deposition Modelling: A case study of RP Stratasys Dimension SST FDM. Int. J. Sci. Eng. Res. 2015, 6, 442–447. [Google Scholar]
- Mognol, P.; Lepicart, D.; Perry, N. Rapid prototyping: Energy and environment in the spotlight. Rapid Prototyp. J. 2006, 12, 26–34. [Google Scholar] [CrossRef]
- Peng, T.; Yan, F. Dual-objective Analysis for Desktop FDM Printers: Energy Consumption and Surface Roughness. Procedia CIRP 2018, 69, 106–111. [Google Scholar] [CrossRef]
- Qureshi, F.; Li, W.; Kara, S.; Herrmann, C. Unit Process Energy Consumption Models for Material Addition Processes: A Case of the Injection Molding Process. In Leveraging Technology for a Sustainable World; Dornfeld, D.D., Linke, B.S., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 269–274. [Google Scholar]
- Weissman, A.; Ananthanarayanan, A.; Gupta, S.K.; Sriram, R.D. A Systematic Methodology for Accurate Design-Stage Estimation of Energy Consumption for Injection Molded Parts. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Montreal, QC, Canada, 15–18 August 2010; 2010. [Google Scholar] [CrossRef]
- Mianehrow, H.; Abbasian, A. Energy monitoring of plastic injection molding process running with hydraulic injection molding machines. J. Clean. Prod. 2017, 148, 804–810. [Google Scholar] [CrossRef]
- He, D.; Zhang, Y.; Zhuang, J.; Fan, Y.; Zhou, G. Numerical Simulation for Optimization of Plastics Process Parameters of Injection Molding Machine Based on Energy Consumption. DEStech Trans. Eng. Technol. Res 2016. [Google Scholar] [CrossRef]
- Kanungo, A.; Swan, E. All Electric Injection Molding Machines: How Much Energy Can You Save? Available online: https://oaktrust.library.tamu.edu/handle/1969.1/87974 (accessed on 1 December 2020).
- Telenko, C.; Seepersad, C.C. A Comparative Evaluation of Energy Consumption of Selective Laser Sintering and Injection Molding of Nylon Parts. Rapid Prototyp. J. 2012, 18, 6. [Google Scholar] [CrossRef]
- Yoon, H.S.; Lee, J.Y.; Kim, H.S.; Kim, M.S.; Kim, E.S.; Shin, Y.J.; Chu, W.S.; Ahn, S.H. A comparison of energy consumption in bulk forming, subtractive, and additive processes: Review and case study. Int. J. Precis. Eng. Manuf. Green Tech. 2014, 1, 261–279. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Amount | Source |
|---|---|---|
| Embodied Energy (EM) | (1.03–1.13) BTU/kg | ANSYS Granta |
| CO2 Footprint | (1.22–1.34) kg/kg | ANSYS Granta |
| Parameter | Specification |
|---|---|
| Nozzle diameter | 0.4 mm |
| Outer shell speed | 15 mm/s |
| 100% infill speed | 50 mm/s |
| Speed without extrusion | 80 mm/s |
| Material flow rate | 2.5 mm3/s |
| Factor | Level |
|---|---|
| Injection pressure | 25.5 MPa |
| Nozzle temperature | 185 °C |
| Barrel temperature | 176.7 °C |
| Plate temperature | 121.1 °C |
| Injection time | 11 sec |
| Extruder (kW h) | Fan (kW h) | Spooler (kW h) | |
|---|---|---|---|
| Temperature ramp-up (17 to 190 °C) | 0.044 | N/A | N/A |
| Filament extrusion | 0.019 | 0.005 | 0.001 |
| Total per unit | 0.063 | 0.005 | 0.001 |
| Total (kWh) | 0.0695 | ||
| FDM Stages | Energy Consumption (kWh) |
|---|---|
| Pre-FDM operations | 0.013 |
| FDM | 0.316 |
| Post-FDM operations | 0.002 |
| Total | 0.331 |
| Plate (kWh) | Barrel/Nozzle (kWh) | |
|---|---|---|
| Heating up | 0.192 | 0.272 |
| Injection | 0.005 | 0.005 |
| Total per element | 0.197 | 0.277 |
| Total (kWh) | 0.474 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Enemuoh, E.U.; Menta, V.G.; Abutunis, A.; O’Brien, S.; Kaya, L.I.; Rapinac, J. Energy and Eco-Impact Evaluation of Fused Deposition Modeling and Injection Molding of Polylactic Acid. Sustainability 2021, 13, 1875. https://doi.org/10.3390/su13041875
Enemuoh EU, Menta VG, Abutunis A, O’Brien S, Kaya LI, Rapinac J. Energy and Eco-Impact Evaluation of Fused Deposition Modeling and Injection Molding of Polylactic Acid. Sustainability. 2021; 13(4):1875. https://doi.org/10.3390/su13041875
Chicago/Turabian StyleEnemuoh, Emmanuel Ugo, Venkata Gireesh Menta, Abdulaziz Abutunis, Sean O’Brien, Labiba Imtiaz Kaya, and John Rapinac. 2021. "Energy and Eco-Impact Evaluation of Fused Deposition Modeling and Injection Molding of Polylactic Acid" Sustainability 13, no. 4: 1875. https://doi.org/10.3390/su13041875
APA StyleEnemuoh, E. U., Menta, V. G., Abutunis, A., O’Brien, S., Kaya, L. I., & Rapinac, J. (2021). Energy and Eco-Impact Evaluation of Fused Deposition Modeling and Injection Molding of Polylactic Acid. Sustainability, 13(4), 1875. https://doi.org/10.3390/su13041875