
A Comprehensive Review on Biofuels from Oil Palm Empty Bunch (EFB): Current Status, Potential, Barriers and Way Forward


Abstract
:
1. Introduction
1.1. Biofuels
1.2. Generation of Biofuels
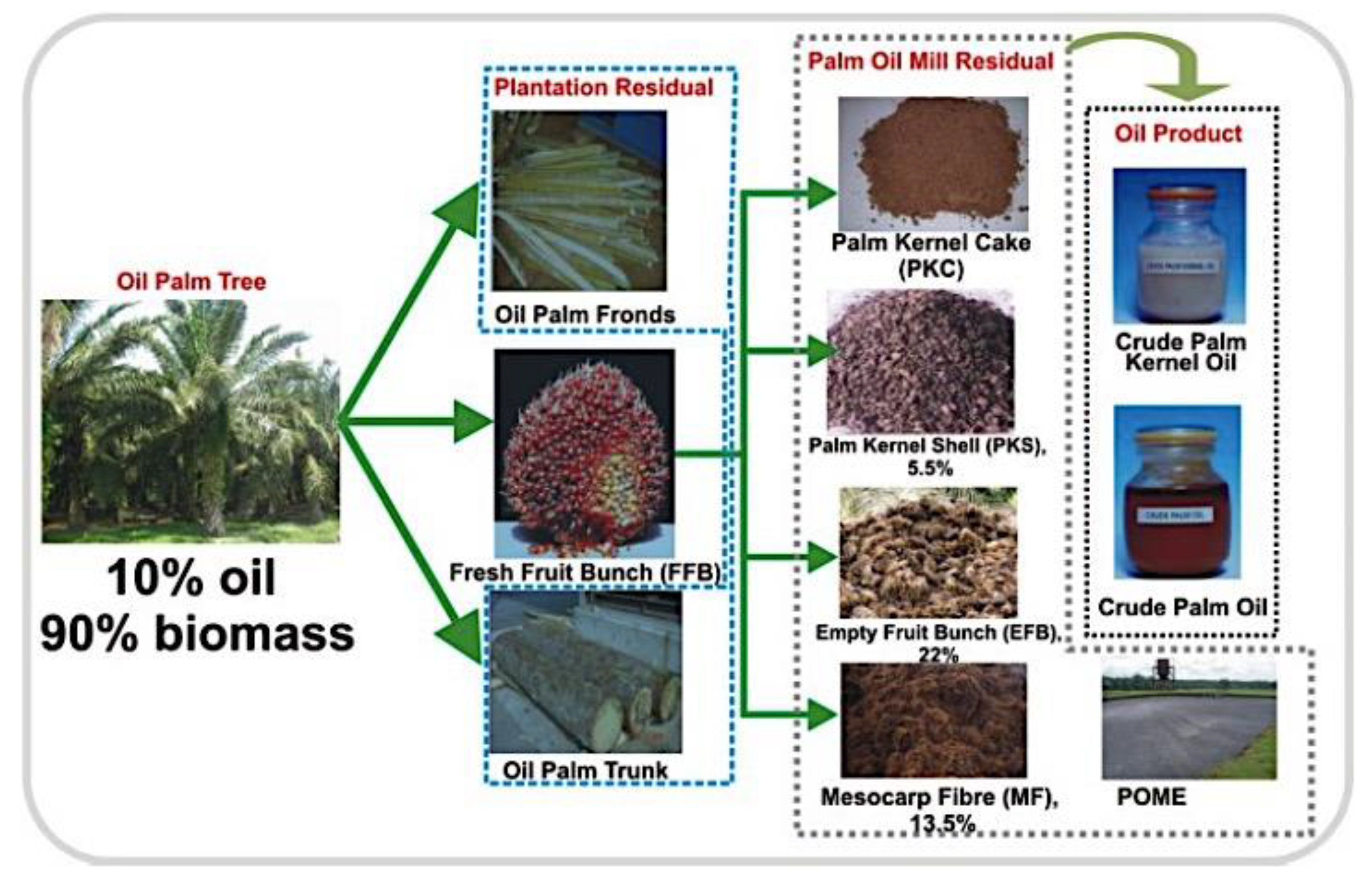
1.3. Relevance of Oil Palm EFB
2. Conversion of Oil Palm EFB to Bio-Oil: Principles and Processes
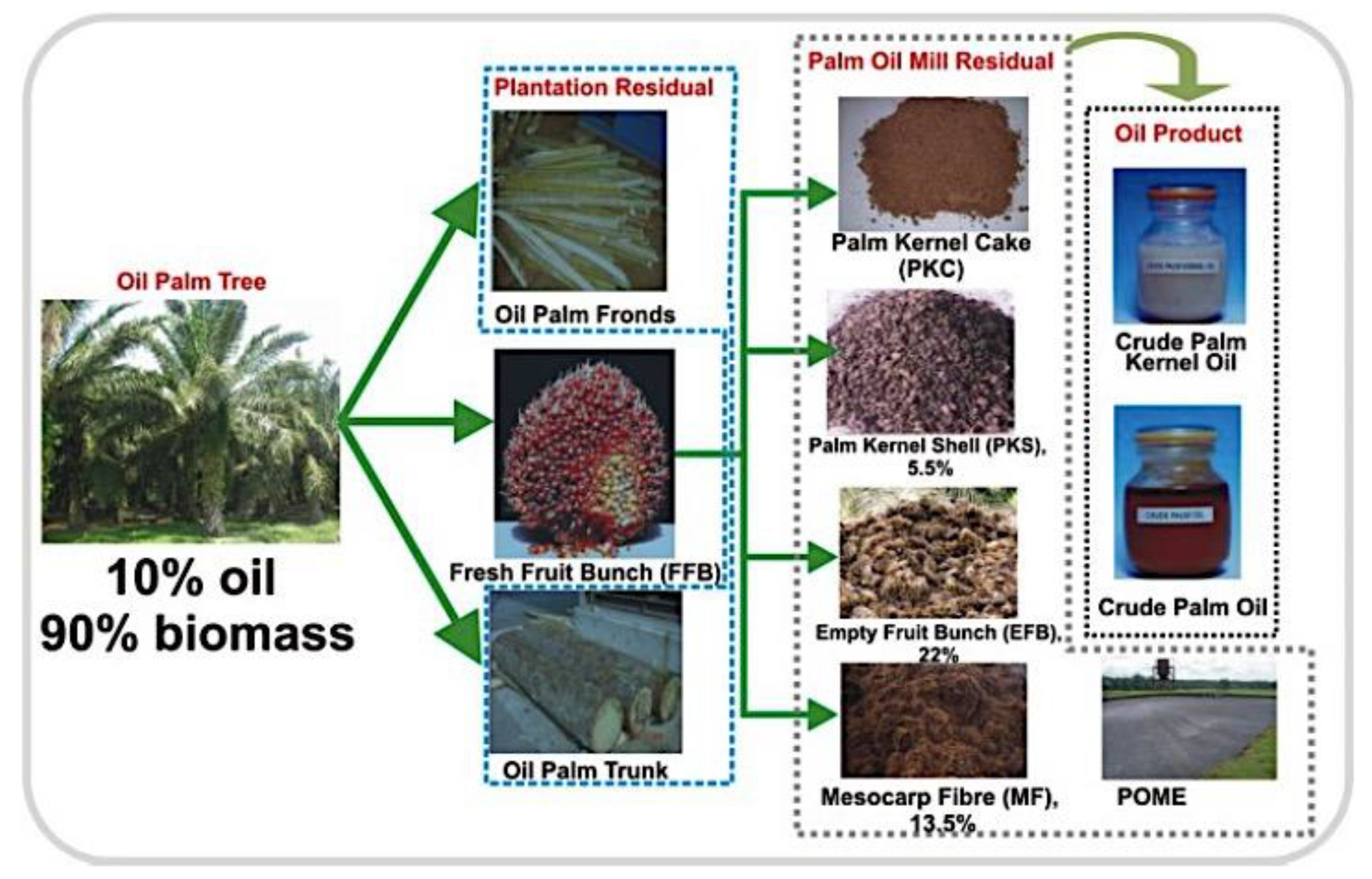
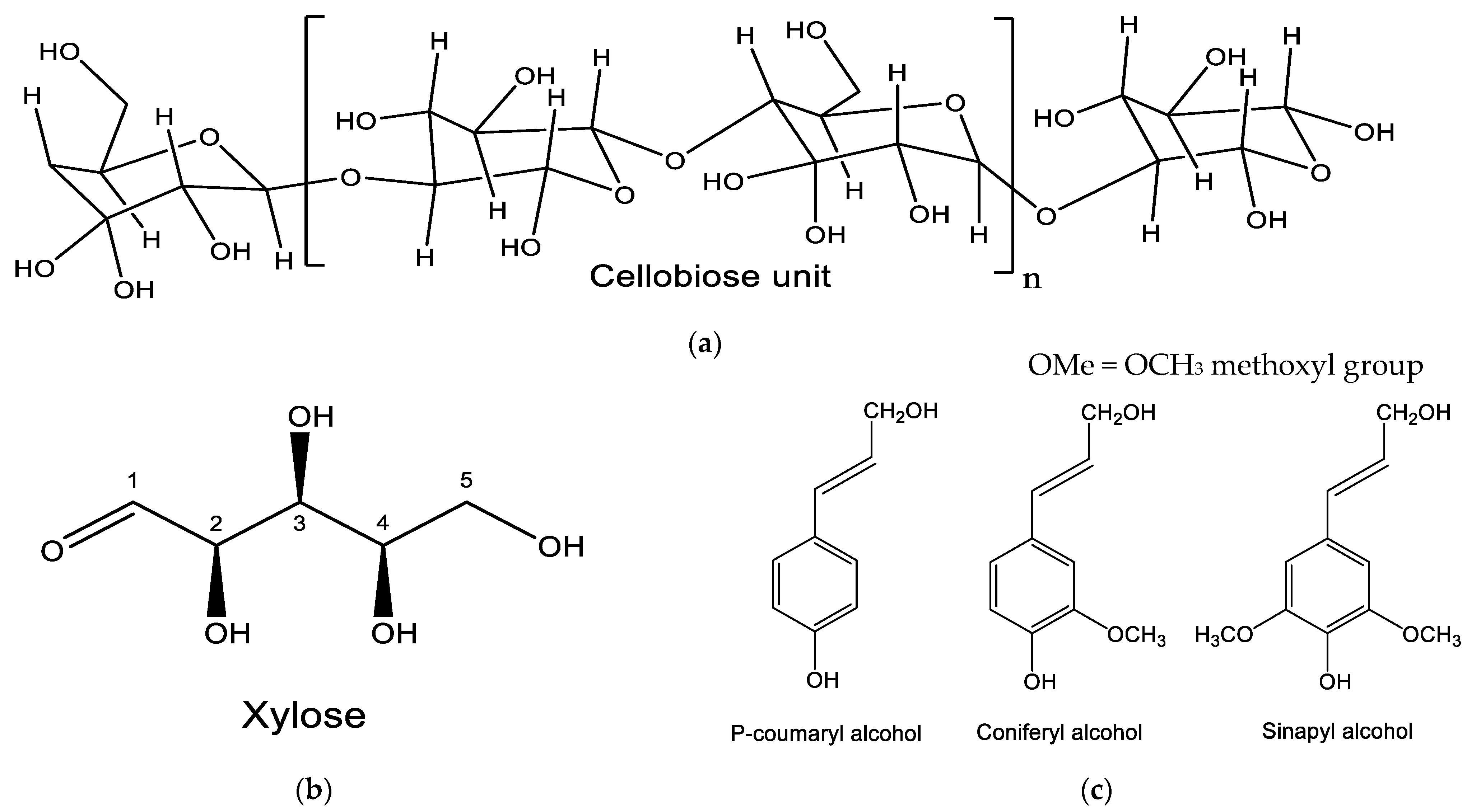
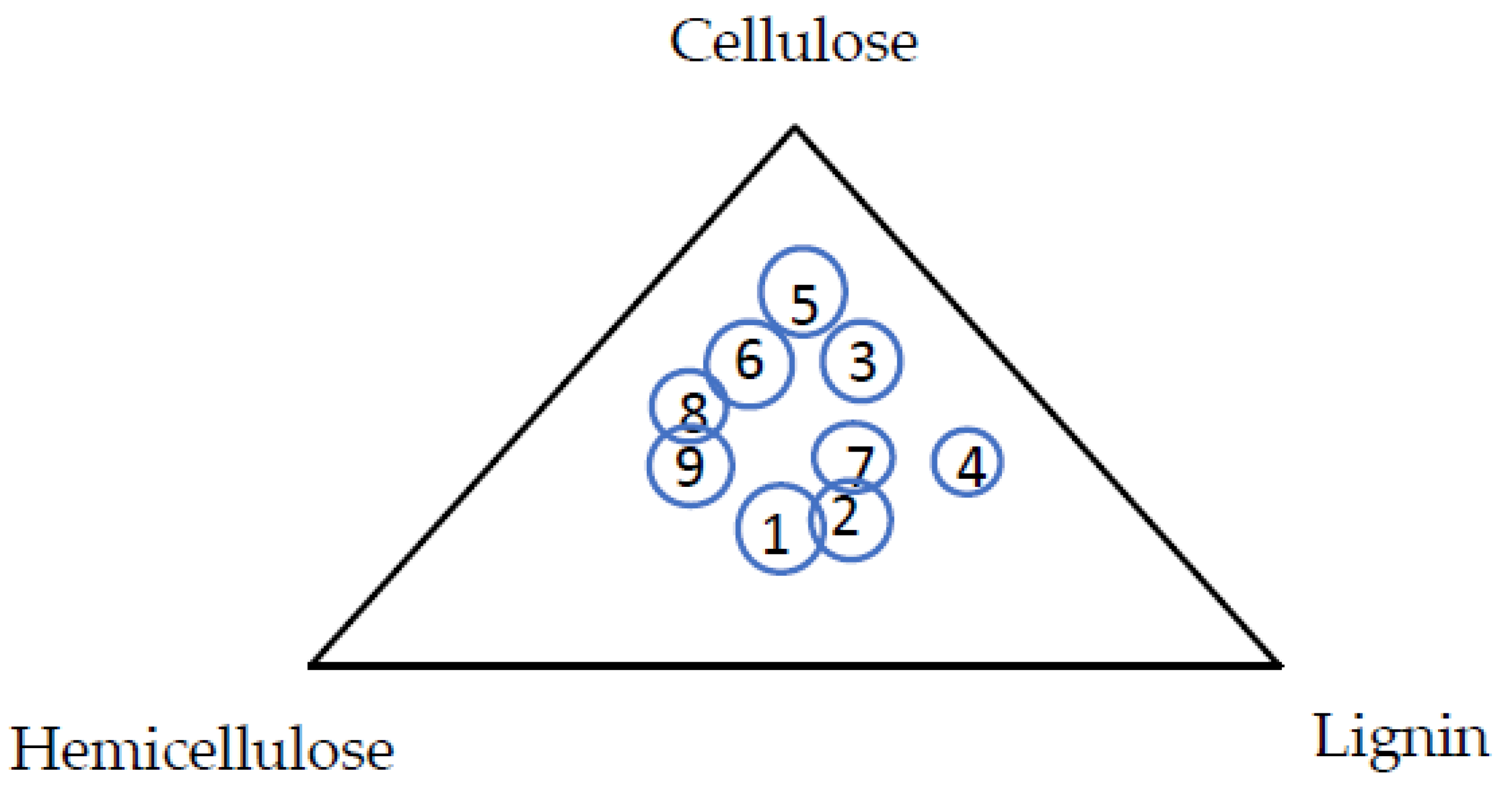
2.1. Oil Palm EFB Characterization and Compound Analysis
2.2. Pyrolysis Process
2.2.1. EFB Pyrolysis Reactions
2.2.2. Feedstock Preparation and Pretreatment
2.3. Slow Pyrolysis Reactor
2.4. Fast Pyrolysis Reactor
2.4.1. Types of Reactors
2.4.2. Pyrolysis Parameters and Their Optimization
- (a)
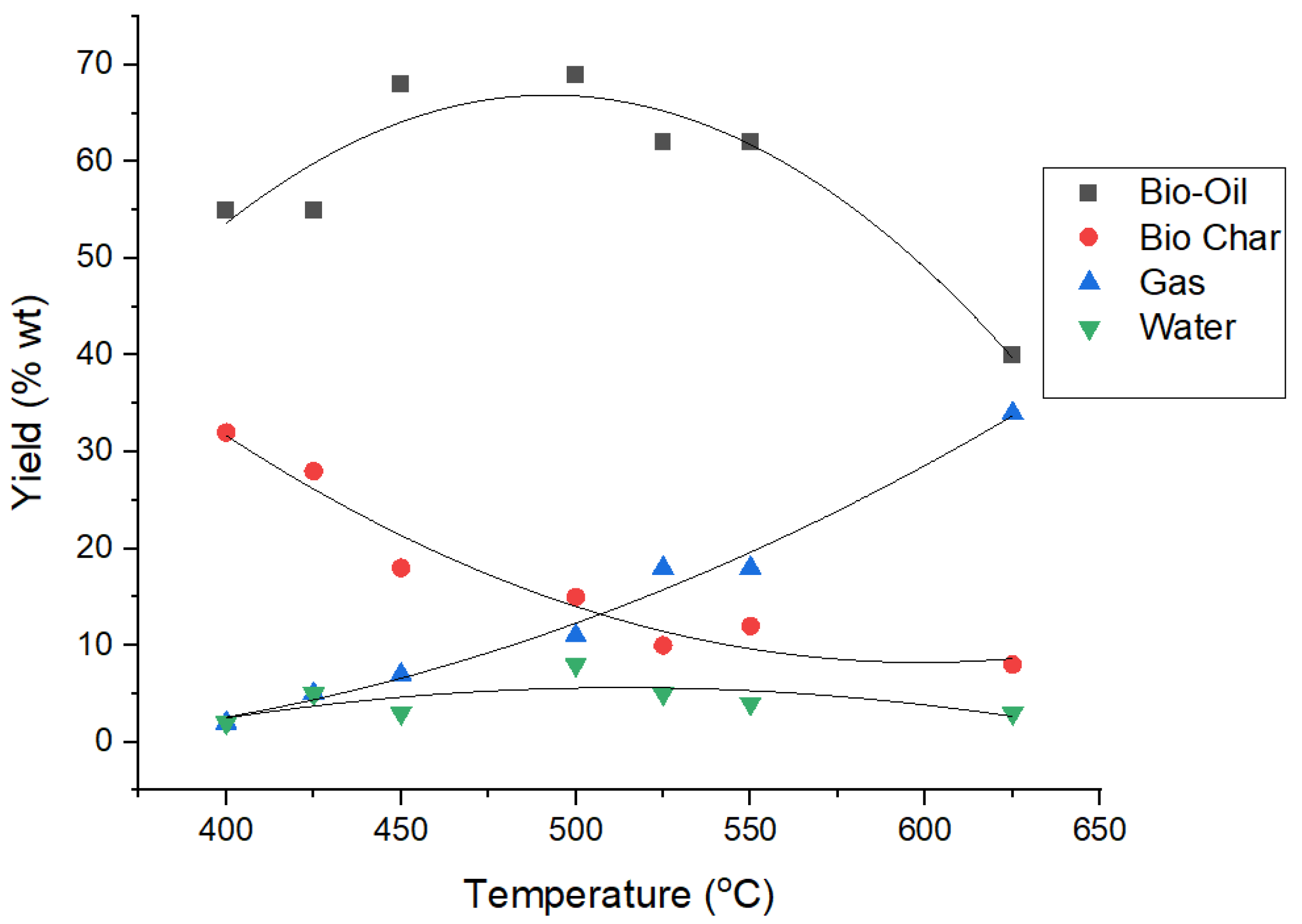
- Temperature, residence time, and heating rate: Javaid Akhtar et al. [97] reviewed temperature as the most influential parameter in the biomass pyrolysis. If the purpose is to maximize the yield of bio-oil, a low temperature, high heating rate and short vapor residence time are desirable. In order to maximize fuel gas, a high temperature and low heating rate with long vapor residence time is required. Lower temperature with low heating rate maximizes bio char production [112]. Although very short vapor residence times (few seconds to minutes) are recommended, short residence times may lead to incomplete conversion due to insufficient heat transfer into the particle;
- (b)
- Feed size: fine particle sizes of feedstock are preferred to enable rapid and uniform heating. Large particles have heat transfer limitations [53]. Some recommendations of particle size provided are less than 200 μm for rotating cone pyrolysis, less than 2 mm for fluid bed systems, less than 6 mm for circulating fluid beds and less than 10 mm for rotary disc ablative processes [102]. For fixed bed pyrolysis of rapeseed, ideal particle size between 0.85 to 200 μm were reported to yield 60% w/w bio-oil [113];
- (c)
- Sweeping gas: Some reactors use a sweeping gas and steam for fast purging of pyrolysis vapors. The sweeping gas (nitrogen) facilitates quick removal of the hot vapor. Quick cooling of the vapor is necessary to stop secondary reactions.
- (d)
- Biomass type: Different types of biomass contains different amounts of cellulose and hemicellulose which affects the amount of volatiles that form in bio-oil. [99]. Lignin seal is difficult to break at higher temperature which results char residue. Therefore, pretreatment is required in order to delignify the biomass hence maximize the bio-oil yield;
- (e)
- Moisture content: EFB needs to be dried thoroughly before being fed into the reactor, containing at most 30% moisture (as compared to 50–60% moisture in green biomass). Water content in EFB contributed by the pretreatment process can affect the heating rate during pyrolysis since energy is required to evaporate the moisture [114]. Lowering of heating rate due to moisture, reduces the bio-oil yield.
3. Bio-Oil Refinement
3.1. The Uses of Bio-Oil and the Need for Upgrading

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Bio-Oil Derived from EFB Fast Pyrolysis | Bio-Oil Derived from Other Lignocellulosic Material | Petroleum Fuel Oil (Diesel/Light Fuel Oil) | Effects of Difference in Characteristics Compared to Petroleum-Based Fuels | Impacts on the Uses of Bio-Oil | ||
|---|---|---|---|---|---|---|---|
| Transportation | Power/Electric Generation | Heating by Boiler and Furnace | |||||
| Moisture (%) | 6.66–24.3 | 14–31 | 0.025 | High water content leads to low ignition, reduces heating value [40], improves the flow characteristic of oil and reduces NOx emission [121] | Very critical—high moisture content makes ignition difficult [74,124] Solution: Pyrolysis parameters are modified | Tolerable | Tolerable |
| Ash, alkali metals (%) | 0.37–3.22 | 0.01–2 | 0.01 | Smoky smell alkaline metal leads to solid deposition during combustion [123]; high ashes reduce heating value | Very critical—solid residues and tar droplets [125] | Tolerable—damage for turbine with coated blades Solution: Hot vapor filtration, pretreat feedstock | Not relevant |
| Solids, Char (%) | 24.1 | NA | - | Bio char/residue in the oil | Critical—impurities in fuel, equipment blockage Solution: hot vapor filtration, liquid filtration [123,126] | Tolerable—impurities in fuel, equipment blockage Solution: Hot vapor filtration, liquid filtration, feedstock size reduction [125,127] | Not relevant |
| Oxygen (%) | 20.02–57.02 | 35–50 | 0.03 | Thermal instability, limited storage stability [42]. Higher combustion efficiency, less CO, CO2, HC and particulate matter (PM) emission [11] | Very critical—high combustion efficiency in transportation engine [11] | Very critical, high combustion efficiency in power generation [11] | Very critical, high combustion efficiency in heating [11] |
| Nitrogen (%) | 0.0113–2.74 | <0.4 | 0.04–0.20 | N2O emission is reduced [11] | Cleaner transportation emission | Cleaner flue gas emission | Cleaner gas emission |
| Sulfur (%) | <0.2 | 0–0.05 | 0.11–0.18 | SO2 emission is reduced [11] | Cleaner transportation emission | Cleaner flue gas emission | Cleaner gas emission |
| Heating Value (HV) (MJ/kg) | 20.23–36.06 | 13–18 | 40.3–45.8 | Low Heating Value (LHV); less energy usage [116,127] | Very critical—less heat of combustion lead to difficult ignition [70] Solution: water content reduction and solvent addition [126] | Tolerable Solution: solvent addition [126] | Tolerable Solution: solvent addition [126] |
| Kinematic Viscosity (mm2/s) | 38.4 at 25 °C | 13.5–128 | 3–7.5 at 40 °C | Viscosity of bio-oil is increased by aldehydes and phenols in it which can polymerize easily, particularly in acidic conditions [79] | Very critical—High pressure drop in pipelines, pipe leakage, pipe rupture [125] | Critical—high pressure drop in pipelines, pipe leakage, pipe rupture Solution: low temperature heating [123] | Tolerable—high pressure drop in pipelines, pipe leakage, pipe rupture [123] |
| pH and total acid number, KOH (g/kg) | 2.33–3.4, 67.75–110 | 2–8 | Neutral, 0.451 | Acidic pH of bio-oil leads to corrosion of aluminum, iron and steel [128] Acidity results from high concentration of carboxylic acids, particularly lauric, palmitic and acetic acids [45] | Very critical—corrosion of vessels and pipework, transportation engine and piping part modification | Tolerable—piping part modification Solution: Use of compatible materials such as stainless steel or olefin polymers [123] | Tolerable—piping part modification Solution: use of compatible materials such as stainless steel or olefin polymers [123] |
3.2. Methods for Bio-Oil Refinement
3.2.1. Physical Upgrading
- (i)
- Distillation is a conventional method for separation which includes atmospheric, vacuum, flash and steam distillation. Steam distillation is commonly used to refine bio-oil by introducing steam into a distilling vessel, followed by heating the bio-oil and decreasing its viscosity [129]. However, due to the thermal sensitivity and susceptibility to reactions such as decomposition, polymerization, and oxygenation, it is difficult to separate bio-oil using conventional distillation methods;
- (ii)
- Molecular distillation—so-called open-path or short-path high vacuum distillation—is performed in a vacuum, where the evaporating surface and condensing surface are in close proximity, smaller than the mean free path [130]. Since there is no atmospheric pressure, it does not involve boiling and evaporation and condensation occur whenever there is a temperature difference. It is very suitable for thermally unstable bio-oil. Due to its low operating temperature and short heating time, it offers high bio-oil separation efficiency [131] with three categories of bio-oil fractions: light, middle and heavy [132]. Molecular distillation consumes more energy than conventional distillation [79]. Shurong Wang [129] proposed a scheme of the process which is a combination of the molecular distillation separation with various methods. Xiangping Li et al. [98] introduced the applications of noble metal and transition catalysts supported on molecular sieves in HDO of lignin-derived bio-oil;
- (iii)
- Water extraction is a simple fractionation and inexpensive method that separates bio-oil constituents and extracts acidic compounds based on polarity and solubility in water [133]. Water is added into bio-oil, or vice versa, with continuous agitation to reach equilibrium, followed by centrifuging of the mixture. The solution forms two phases; the water-soluble fraction (WSF) contains more polar constituents such as acids and ketones. The water-insoluble fraction (WIF) contains hydrophobic compounds that originate from lignin, which may react to produce chemicals such as phenol-formaldehyde resins. Parameters in water extraction include water temperature, stirring time and water:bio-oil ratio. The acidity of pyrolytic lignin was reported to decrease significantly and yield was increased as water:bio-oil ratio was varied from 5:1 to 15:1 [134]. The upgraded bio-oil using water extraction has lower acidity, a higher heating value and more stability due to removal of carboxylic acids, alcohols, sugars, ketones, and other reactive compounds [133];
- (iv)
- Hot vapor filtration (HVF) is a technique to reduce inorganic content in bio-oil. The char particulates are removed by HVF at high temperature before condensation of the vapors [135]. Hot-vapor filtration reduces the ash content of the oil to less than 0.01%, the alkali content to less than 10 ppm and separates char from the pyrolysis gas or vapor steam [70]. However, the yield of bio-oil is low and oxygen and water content are high;
- (v)
- Emulsification is a method of upgrading bio-oil by using surfactants [79] that can favorably improve the ignition characteristics, but cetane number, corrosivity and heating value are not improved. Emulsification requires significant energy input; currently, most studies have reported emulsifying less than 400 mL of bio-oil [79]. Increasing the efficiency of fuel pumps, and testing, production and design of injectors are highly needed. In addition, the cost of surfactants is high;
- (vi)
- Solvent addition is a process of adding polar solvents, especially methanol, into bio-oil to homogenize oil stability and reduce the viscosity [73]. It is an economical and simple way of bio-oil upgrading. The solvents can be expensive and organic solvent addition is not really practical for commercialization due to its high cost [76].
3.2.2. Chemical Upgrading
- (i)
- Steam reforming is a chemical process that occurs between the range of 600–800 °C, and high space velocities with an Ni-based catalyst [74]. The output is syn-gas, which can be converted into methanol and alkanes [74]. It is an endothermic two-step reaction [94]. The first step involves reformation of natural gas to produce hydrogen and carbon monoxide. In the second step, known as water gas shift reaction, carbon monoxide gas produced in the first reaction reacts with steam over a catalyst to form hydrogen and carbon dioxide. A significant advantage of steam reforming is its ability to simultaneously upgrade bio-oil while producing renewable hydrogen gas [79]. As discussed in Section 3.2.1, bio-oils separate into an aqueous and organic fraction by water extraction. The water-soluble fraction can be converted into syn-gas by steam reforming [74]. However, deactivation of the catalyst due to coke is a challenge in steam reforming [74,79]; coking can be partially mitigated by hydrogenating or hydrotreating the bio-oil. The hydrogen produced may be recycled for hydrogenation purposes;
- (ii)
- Hydrogenation is a process of saturating the double bonds through catalytic addition of hydrogen in a reactor [136]. Hydrogenation is the type of reaction which occurs from hydrotreating of pyrolysis bio-oil, under specific conditions, such as high pressure (10–20 Mpa), optimized temperature and hydrogen flow rate as well as an appropriate catalyst [79]. Catalysts such as Al2O3 based catalysts [137,138] and Ru/SBA-15 catalysts [139] have been found to be effective. Hydrogenation reduces water content, increases pH and H element, improves stability, decreases viscosity and organic, carboxylic acid [112], aldehydes and reactive compounds’ contents. In addition, it is an efficient method to convert phenolic compounds into alcohol and alkanes [139] which leads to higher heating value and stability;
- (iii)
- Hydrotreatment is a chemical process of upgrading bio-oil, where hydrogen is added to the carbonyl group with the addition of a catalyst. The hydrogen may be obtained from the biomass itself if the system is integrated with a biorefinery [74]. Hydrotreating, when performed to minimize the oxygen level of the hydrocarbon, is called hydrodeoxygenation (HDO). In HDO, ideally the oxygen-containing compounds are converted to oxygen-free hydrocarbons and water using a hydrogen-using catalyst. Hydrotreatment is carried out at high pressure (up to 200 bars) and temperature up to 400 °C and requires a hydrogen supply [140]. Hydrotreating processes remove sulfur as well as other chemical compounds which are undesirable and detrimental to the stability and performance specifications of the product. The catalyst used is cobalt, molybdenum and nickel finely distributed on alumina extrudates [141]. HDO removes oxygen under high pressure of hydrogen with moderate temperature (>400 °C) in the presence of a heterogenous catalyst [142]. Sulfided Co-Mo and Ni-Mo-based catalysts are commonly used in petrochemical industry for removal of sulfur, nitrogen and oxygen from hydrocarbons. Pt/SiO–Al2O3, vanadium nitride and Ru have also been used for HDO [74,142]. HDO improves ignition characteristics by increasing the heating value, increases miscibility with hydrocarbon and improves stability by decreasing organic acid, aldehydes and reactive compounds. However, HDO of bio-oil is very costly, and requires high hydrogen consumption of 400 nitrogen per kg bio-oil [57];
- (iv)
- Esterification is performed by heating a mixture of bio-oil (carboxylic acid) with alcohol and acid catalyst. Esterification converts carboxyl acid in bio-oil into their corresponding esters; reduces the acid number, decreases water content, improves viscosity, fluidity [79], stability, engine ignition, corrosion [143] and promotes ozone oxidation [144]. Zhou et al. [80] found that esterification removed char particles to improve the homogeneity of dispersed organic droplets in bio-oil. However, large molecules are still present in the upgraded bio-oil [79]. Esterification does not reduce the oxygen content in bio-oil. Recently, hydrogenation and esterification were combined in one step, called One Step Hydrogenation-Esterification (OHE), to convert furfural and acetic acid into furfuryl alcohol and ester over a bifunctional catalyst. OHE reduces the acid number and forms a combustible bio-oil by improving its stability and heating value [79,145]. OHE is a promising method to upgrade bio-oil due to its capability to reduce larger oxygen content that limits many bio-oil applications.
- (v)
- Catalytic cracking breaks down long-chain alkanes in bio-oil into smaller alkanes and alkenes under hydrogen flow using catalysts and a temperature range above 350 °C with high pressure. Catalytic cracking produces solid coke, liquid and combustible gas. Oxygen level in bio-oil is mostly converted to H2O at lower temperatures, and to CO and CO2 at higher temperatures. Catalysts such as aluminum silicate, HZSM-5 and bifunctional catalysts under supercritical conditions can convert the majority of acids into esters [79], which reduces the density and viscosity and increases the pH and higher heating value. Bio-oil has a high content of carboxylic acids that make it corrosive and impart it with a lower pH and high acid number; the removal of acids from the bio-oil could make it more stable and less corrosive. Shurong Wang et al. used catalytic cracking with nitrogen purging to convert the carboxylic acids of bio-oil into liquid hydrocarbons [78]. Catalytic cracking is typically performed using solid acid catalysts such as aluminosilicates or zeolites [57]. Catalytic cracking of bio-oil using zeolites can improve bio-oil stability and lower oxygen content. However, the main challenges in catalytic cracking of bio-oil are coke formation (8–25%) [83] due to thermally unstable components [74] and low yield of upgraded liquid oil. Coke can be produced through homogeneous reaction in the gas phase and heterogeneous reaction over the catalyst. Zhu et al. [146] studied catalytic cracking using MCM-41, an acid cracking catalyst that was able to remove almost all acid in bio-oil to obtain an upgraded bio-oil yield of 22.3% and coke yield of 20.5%. One of the ways to reduce coking is to mix crude bio-oil with gas oil (C1–C4). Zhang et al. [147] investigated cracking of crude bio-oil and butanol mixture using ZSM-5 catalyst, which leads to an upgraded bio-oil and coke yield of 28.8 and 12.8%, respectively. Sunarno et al. [57] obtained an improved yield of bio-oil (45.42%) and a very low yield of coke (4.34%) using silica alumina as catalyst in a series tubular reactor under atmospheric pressure. Catalytic cracking improved bio-oil properties with higher heating value, lower density, and lower viscosity at 35.48 MJ/kg, 938.5 kg/m3 and 5.95 mm2/s, respectively [57].
3.3. Comparative Analysis of Upgrading Methods
4. Environmental Impact
5. Limitations and Way Forward
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- World Energy Consumption Statistics|Enerdata. Available online: https://yearbook.enerdata.net/total-energy/world-consumption-statistics.html (accessed on 25 August 2017).
- BP. BP Statistical Review of World Energy 2017. Br. Pet. 2017, 66, 8–11. [Google Scholar]
- Renewables 2016 Global Status Report. Available online: https://www.ren21.net/wp-content/uploads/2019/05/REN21_GSR2016_FullReport_en_11.pdf (accessed on 9 September 2021).
- Ben-Iwo, J.; Manovic, V.; Longhurst, P. Biomass resources and biofuels potential for the production of transportation fuels in Nigeria. Renew. Sustain. Energy Rev. 2016, 63, 172–192. [Google Scholar] [CrossRef] [Green Version]
- Hosseini, S.E.; Wahid, M.A.; Aghili, N. The scenario of greenhouse gases reduction in Malaysia. Renew. Sustain. Energy Rev. 2013, 28, 400–409. [Google Scholar] [CrossRef]
- Monitoring Division—Global Greenhouse Gas Reference Network GGGRN. Available online: http://www.esrl.noaa.gov/gmd/ccgg/ (accessed on 9 September 2021).
- Global Greenhouse Gas Emissions Data. Available online: https://www.epa.gov/ghgemissions/global-greenhouse-gas-emissions-data (accessed on 5 January 2018).
- Intergovernmental Panel on CLIMATE CHANGE. Available online: https://www.nobelprize.org/prizes/peace/2007/ipcc/facts/ (accessed on 5 January 2018).
- Demirbas, A. Fuel Properties of Pyrolysis Oils from Biomass. Energy Sources Part A Recovery Util. Environ. Eff. 2009, 31, 412–419. [Google Scholar] [CrossRef]
- Demirbas, A. Importance of biodiesel as transportation fuel. Energy Policy 2007, 35, 4661–4670. [Google Scholar] [CrossRef]
- Demirbas, A. Political, economic and environmental impacts of biofuels: A review. Appl. Energy 2009, 86, S108–S117. [Google Scholar] [CrossRef]
- Nguyen, D.D.; Dharmaraja, J.; Shobana, S.; Sundaram, A.; Chang, S.W.; Kumar, G.; Shin, H.; Saratale, R.G.; Saratale, G.D. Transesterification and fuel characterization of rice bran oil: A biorefinery path. Fuel 2019, 253, 975–987. [Google Scholar] [CrossRef]
- Dharmaraja, J.; Nguyen, D.D.; Shobana, S.; Saratale, G.D.; Arvindnarayan, S.; Atabani, A.E.; Chang, S.W.; Kumar, G. Engine performance, emission and bio characteristics of rice bran oil derived biodiesel blends. Fuel 2019, 239, 153–161. [Google Scholar] [CrossRef]
- Adams, E. Electric Airplanes Need Better Batteries—Which Should Arrive in 30 Years. Available online: https://www.wired.com/2017/05/electric-airplanes-2/ (accessed on 5 January 2018).
- Dutta, K.; Daverey, A.; Lin, J.G. Evolution retrospective for alternative fuels: First to fourth generation. Renew. Energy 2014, 69, 114–122. [Google Scholar] [CrossRef]
- Cherubini, F. The biorefinery concept: Using biomass instead of oil for producing energy and chemicals. Energy Convers. Manag. 2010, 51, 1412–1421. [Google Scholar] [CrossRef]
- Ghosh, S.K. Biomass & Bio-waste Supply Chain Sustainability for Bio-energy and Bio-fuel Production. Procedia Environ. Sci. 2016, 31, 31–39. [Google Scholar]
- Open Cleantech. Biofuels: 1st, 2nd and 3rd Generation. Available online: http://resources.opencleantech.com/our-blog/biofuels-1st-2nd-and-3rd-generation (accessed on 13 December 2017).
- Alam, F.; Mobin, S.; Chowdhury, H. Third generation biofuel from Algae. Procedia Eng. 2014, 105, 763–768. [Google Scholar] [CrossRef]
- Yang, S.I.; Hsu, T.C.; Wu, C.Y.; Chen, K.H.; Hsu, Y.L.; Li, Y.H. Application of biomass fast pyrolysis part II: The effects that bio-pyrolysis oil has on the performance of diesel engines. Energy 2014, 66, 172–180. [Google Scholar] [CrossRef]
- Aro, E.M. From first generation biofuels to advanced solar biofuels. Ambio 2016, 45, 24–31. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, D.; Zhou, J.; Zhang, Q.; Zhu, X. Evaluation methods and research progresses in bio-oil storage stability. Renew. Sustain. Energy Rev. 2014, 40, 69–79. [Google Scholar] [CrossRef]
- Biomass Energy. Available online: https://www.nationalgeographic.org/encyclopedia/biomass-energy/ (accessed on 12 December 2017).
- Average Prices for Palm Oil Worldwide from 2014 to 2025. Available online: https://www.statista.com/statistics/675813/average-prices-palm-oil-worldwide/ (accessed on 9 September 2021).
- Coyle, W.; Dohlman, E.; Elbheri, A. The Economics of Biomass Feedstocks in the United States: A Review of the Literature; Technical Report; U.S. Department of Agriculture USDA: Washington, DC, USA, January 2008. [Google Scholar]
- Asia Biomass Office. Import of EFB (Empty Fruit Bunch) of Palm Is Swelling/Asia Biomass Energy Cooperation Promotion Office—Asia Biomass Office. Available online: https://www.asiabiomass.jp/english/topics/1001_03.html (accessed on 19 September 2018).
- Abbas, A.; Ansumali, S. Global Potential of Rice Husk as a Renewable Feedstock for Ethanol Biofuel Production. Bioenergy Res. 2010, 3, 328–334. [Google Scholar] [CrossRef]
- Sarkar, N.; Ghosh, S.K.; Bannerjee, S.; Aikat, K. Bioethanol production from agricultural wastes: An overview. Renew. Energy 2012, 37, 19–27. [Google Scholar] [CrossRef]
- What Is POME|BioEnergy Consult. Available online: https://www.bioenergyconsult.com/tag/what-is-pome/ (accessed on 24 September 2018).
- Mekhilef, S.; Saidur, R.; Safari, A.; Mustaffa, W.E.S.B. Biomass energy in Malaysia: Current state and prospects. Renew. Sustain. Energy Rev. 2011, 15, 3360–3370. [Google Scholar] [CrossRef]
- Zafar, S. Bioenergy Developments in Malaysia. Available online: https://www.bioenergyconsult.com/bioenergy-developments-malaysia/ (accessed on 25 July 2017).
- Rachel-Tang, D.Y.; Islam, A.; Taufiq-Yap, Y.H. Bio-oil production via catalytic solvolysis of biomass. RSC Adv. 2017, 7, 7820–7830. [Google Scholar] [CrossRef] [Green Version]
- Sunarno; Herman, S.; Rochmadi; Mulyono, P.; Budiman, A. Effect of support on catalytic cracking of bio-oil over Ni/silica-alumina. AIP Conf. Proc. 2017, 1823, 020089. [Google Scholar] [CrossRef] [Green Version]
- Zainab, H.; Nurfatirah, N.; Norfaezah, A.; Othman, H. Green bio-oil extraction for oil crops. In Materials Science and Engineering; IOP Conference Series; IOP Publishing Ltd.: Bristol, UK, 2016; Volume 133, p. 012053. [Google Scholar]
- Sarwono, R.; Pusfitasari, E.D.; Ghozali, M. Hydrothermal liquefaction of palm oil empty fruit bunch (EFB) into bio-oil in different organic solvents. AIP Conf. Proc. 2016, 1737, 060015. [Google Scholar]
- Pogaku, R.; Hardinge, B.S.; Vuthaluru, H.; Amir, H.A. Production of bio-oil from oil palm empty fruit bunch by catalytic fast pyrolysis: A review. Biofuels 2016, 7, 647–660. [Google Scholar] [CrossRef]
- Awalludin, M.F.; Sulaiman, O.; Hashim, R.; Nadhari, W.N.A.W. An overview of the oil palm industry in Malaysia and its waste utilization through thermochemical conversion, specifically via liquefaction. Renew. Sustain. Energy Rev. 2015, 50, 1469–1484. [Google Scholar] [CrossRef]
- Sembiring, K.C.; Rinaldi, N.; Simanungkalit, S.P. Bio-oil from Fast Pyrolysis of Empty Fruit Bunch at Various Temperature. Energy Procedia 2015, 65, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.W.; Koo, B.S.; Ryu, J.W.; Lee, J.S.; Kim, C.J.; Lee, D.H.; Kim, G.R.; Choi, S. Bio-oil from the pyrolysis of palm and Jatropha wastes in a fluidized bed. Fuel Process. Technol. 2013, 108, 18–124. [Google Scholar] [CrossRef]
- Isahak, W.N.R.W.; Hisham, M.W.M.; Yarmo, M.A.; Hin, T.Y.Y. A review on bio-oil production from biomass by using pyrolysis method. Renew. Sustain. Energy Rev. 2012, 16, 5910–5923. [Google Scholar] [CrossRef]
- Yusoff, S. Renewable energy from palm oil - innovation on effective utilization of waste. J. Clean. Prod. 2006, 14, 87–93. [Google Scholar] [CrossRef]
- Chang, S.H. An overview of empty fruit bunch from oil palm as feedstock for bio-oil production. Biomass Bioenergy 2014, 62, 174–181. [Google Scholar] [CrossRef]
- Nazirah, Z.S.; Ridzuan, M.J.M.; Hafis, S.M.; Mohamed, A.R.; Azduwin, K. Viscosity Analysis of Empty Fruit Bunch (EFB) Bio-Oil. J. Mech. Eng. Sci. 2013, 5, 623–630. [Google Scholar] [CrossRef]
- Abdullah, N.; Sulaiman, F.; Gerhauser, H. Characterisation of oil palm empty fruit bunches for fuel application. J. Phys. Sci. 2011, 22, 1–24. [Google Scholar]
- Khor, K.H.; Lim, K.O.; Zainal, Z.A.; Pinang, P.; Tebal, N. Characterization of Bio-Oil: A By-Product from Slow Pyrolysis of Oil Palm Empty Fruit Bunches School of Physics, School of Mechanical Engineering, Engineering Campus. Am. J. Appl. Sci. 2009, 6, 1647–1652. [Google Scholar]
- Dolah, R.; Hamdan, H.; Muhid, N.; Yahaya, H.; Rashidi, K.A.; Rashidi, S.B. Second Generation Catalytic Pyrolysis of Oil Palm Empty Fruit Bunches into Bio Oil. In Proceedings of the NanoMITe Annual Symposium (NMAS 2016), Kuala Lumpur, Malaysia, 28 September 2016. [Google Scholar]
- Rahman, A.A.; Sulaiman, F.; Abdullah, N. Effect of temperature on pyrolysis product of empty fruit bunches. AIP Conf. Proc. 2015, 1657, 040011. [Google Scholar] [CrossRef]
- Mohamed, A.R.; Hamzah, Z.; Daud, M.Z.M. Optimization of the pyrolysis process of empty fruit bunch (EFB) in a fixed-bed reactor through a central composite design (CCD). AIP Conf. Proc. 2014, 1605, 1172–1177. [Google Scholar]
- Alias, N.; Ibrahim, N.; Kamaruddin, M.; Hamid, A. Design and Fabrication of Bench-Scale Flash Pyrolysis Reactor for Bio-Fuel Production. Chem. Eng. 2014, 39, 943–948. [Google Scholar]
- Abdullah, N.; Gerhauser, H.; Sulaiman, F. Fast pyrolysis of empty fruit bunches. Fuel 2010, 89, 2166–2169. [Google Scholar] [CrossRef]
- Hew, K.L.; Tamidi, A.M.; Yusup, S.; Lee, K.T.; Ahmad, M.M. Catalytic cracking of bio-oil to organic liquid product (OLP). Bioresour. Technol. 2010, 101, 8855–8858. [Google Scholar] [CrossRef] [PubMed]
- Sukiran, M.A.; Kartini, N.O.R.; Bakar, A.B.U.; Chin, C.M.E.E. Optimization of Pyrolysis of Oil Palm Empty Fruit Bunches Optimization of Pyrolysis of Oil Palm Empty Fruit Bunches. Am. J. Appl. Sci. 2009, 21, 653–658. [Google Scholar]
- Misson, M.; Haron, R.; Fadhzir, M.; Kamaroddin, A.; Aishah, N.; Amin, S. Bioresource Technology Pretreatment of empty palm fruit bunch for production of chemicals via catalytic pyrolysis. Bioresour. Technol. 2009, 100, 2867–2873. [Google Scholar] [CrossRef]
- Rozzeta, D.; Hassan, M.Z.; Krishnan, S.; Ramlie, F.; Din, M.F.M.; Jamaludin, K.R. Development of F-N-C-O Taguchi Method for Robust Measurement System using a Case Study of T-Peel Test on Adhesion Strength. Appl. Sci. 2020, 10, 6203. [Google Scholar]
- Dolah, R.; Miyagi, Z. Effect of Peel Side on Optimum Condition for Measuring Flexible Film Peel Strength in T-Peel Adhesion Test. J. Test. Eval. 2014, 42, 50–62. [Google Scholar] [CrossRef]
- Abdullah, N.; Gerhauser, H. Bio-oil derived from empty fruit bunches. Fuel 2008, 87, 2606–2613. [Google Scholar] [CrossRef] [Green Version]
- Sunarno; Rochmadi; Mulyono, P.; Budiman, A. Catalytic cracking of the top phase fraction of bio-oil into upgraded liquid oil. In AIP Conference Proceedings; AIP Publishing LLC: New York, NY, USA, 2015; Volume 1737, p. 060008. [Google Scholar]
- Mabrouki, J.; Abbassi, M.A.; Guedri, K.; Omri, A.; Jeguirim, M. Simulation of biofuel production via fast pyrolysis of palm oil residues. Fuel 2015, 159, 819–827. [Google Scholar] [CrossRef]
- Do, T.X.; Lim, Y.I. Techno-economic comparison of three energy conversion pathways from empty fruit bunches. Renew. Energy 2016, 90, 307–318. [Google Scholar] [CrossRef]
- Do, T.X.; Lim, Y.; Jang, S.; Chung, H.J. Hierarchical economic potential approach for techno-economic evaluation of bioethanol production from palm empty fruit bunches. Bioresour. Technol. 2015, 189, 224–235. [Google Scholar] [CrossRef]
- Hasanuzzaman, M.; Hossain, M.F.; Rahim, N.A. Palm Oil EFB: Green Energy Source in Malaysia. Appl. Mech. Mater. 2014, 619, 376–380. [Google Scholar] [CrossRef]
- Chiew, Y.L.; Shimada, S. Current state and environmental impact assessment for utilizing oil palm empty fruit bunches for fuel, fiber and fertilizer e A case study of Malaysia. Biomass Bioenergy 2013, 51, 109–124. [Google Scholar] [CrossRef]
- Luk, H.T.; Lam, T.Y.G.; Oyedun, A.O.; Gebreegziabher, T.; Hui, C.W. Drying of biomass for power generation: A case study on power generation from empty fruit bunch. Energy 2013, 63, 205–215. [Google Scholar] [CrossRef]
- Harsono, S.S.; Grundman, P.; Lau, L.H.; Hansen, A.; Salleh, M.A.M.; Meyer-Aurich, A.; Idris, A.; Ghazi, T.I.M. Energy balances, greenhouse gas emissions and economics of biochar production from palm oil empty fruit bunches. Resour. Conserv. Recycl. 2013, 77, 108–115. [Google Scholar] [CrossRef]
- Sulaiman, F.; Abdullah, N.; Gerhauser, H.; Shariff, A. An outlook of Malaysian energy, oil palm industry and its utilization of wastes as useful resources. Biomass Bioenergy 2011, 35, 3775–3786. [Google Scholar] [CrossRef]
- Tan, K.T.; Lee, K.T.; Mohamed, A.R.; Bhatia, S. Palm oil: Addressing issues and towards sustainable development. Renew. Sustain. Energy Rev. 2009, 13, 420–427. [Google Scholar] [CrossRef]
- Sumathi, S.; Chai, S.P.; Mohamed, A.R.Ã. Utilization of oil palm as a source of renewable energy in Malaysia. Renew. Sustain. Energy Rev. 2008, 12, 2404–2421. [Google Scholar] [CrossRef]
- Yai, H.; Yai, H. Biomass Residues from Palm Oil Mills in Thailand: An Overview on Quantity and Potential Usage. Biomass Bioenergy 1996, 1, 387–395. [Google Scholar]
- Sukiran, M.A. Pyrolysis of Empty Oil Palm Fruit Bunches Using the Quartz Fluidised-Fixed Bed Reactor. Univ. Malaya 2008, 8–35. [Google Scholar]
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and characterization of lignin from different biomass resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Hornung, A.; Dasappa, S. Thermochemical conversion of biomass. In Transformation of Biomass: Theory to Practice; John Wiley & Sons: West Sussex, UK, 2014; p. 134. [Google Scholar]
- Morgan, T.J. An overview of the organic and inorganic phase composition of biomass. Fuel 2017, 94, 1–33. [Google Scholar]
- Bridgwater, A.V. Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 2012, 38, 68–94. [Google Scholar] [CrossRef]
- Huber, G.W.; Iborra, S.; Corma, A. Synthesis of transportation fuels from biomass: Chemistry, catalysts, and engineering. Chem. Rev. 2006, 106, 4044–4098. [Google Scholar] [CrossRef] [Green Version]
- Banks, S.W.; Bridgwater, A.V. Catalytic Fast Pyrolysis for Improved Liquid Quality. In Handbook of Biofuels Production; Luque, R., Lin, C.S.K., Wilson, K., Clark, J., Eds.; Elsevie: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Yahaya, H.; Hamdan, H.; Dolah, R.; Muhid, N.; Rashidi, K.A.; Rashidi, S.B. Catalytic fast-pyrolysis process design and equipment setup for converting palm oil empty fruit bunch biomass to bio-oil. J. Adv. Res. Fluid Mech. Therm. Sci. 2017, 32, 1–8. [Google Scholar]
- Czernik, S. Catalytic Pyrolysis of Biomass. In Advanced Biofuels and Bioproducts; Lee, J.W., Ed.; Springer Science+Business Media: New York, NY, USA, 2013; pp. 119–127. [Google Scholar]
- Wang, S.; Guo, Z.; Cai, Q.; Guo, L. Catalytic conversion of carboxylic acids in bio-oil for liquid hydrocarbons production. Biomass Bioenergy 2012, 45, 138–143. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, R.; Yin, R.; Mei, Y. Upgrading of bio-oil from biomass fast pyrolysis in China: A review. Renew. Sustain. Energy Rev. 2013, 24, 66–72. [Google Scholar] [CrossRef]
- Lu, Y.; Wei, X.-Y.; Liu, F.-J.; Zong, Z.-M.; Rong, L.-C.; Zhao, Y.-P.; Fan, X.; Wang, S.-Z.; Yue, X.-M.; Mukasa, R.; et al. Environmental Effects FTIR and Mass Spectral Analyses of an Upgraded Bio-oil FTIR and Mass Spectral Analyses of an Upgraded Bio-oil. Energy Sources Part A Recovery Util. Environ. Eff. 2009, 32, 370–375. [Google Scholar]
- Babich, I.V.; van der Hulst, M.; Lefferts, L.; Moulijn, J.A.; O’Connor, P.; Seshan, K. Catalytic pyrolysis of microalgae to high-quality liquid bio-fuels. Biomass Bioenergy 2011, 35, 3199–3207. [Google Scholar] [CrossRef]
- French, R.; Czernik, S. Catalytic pyrolysis of biomass for biofuels production. Fuel Process. Technol. 2010, 91, 25–32. [Google Scholar] [CrossRef]
- Qi, Z. Review of biomass pyrolysis oil properties and upgrading research. Energy Convers. Manag. 2007, 48, 87–92. [Google Scholar]
- Lim, X.Y.; Andrésen, M.J. Pyro-catalytic deoxgenated bio-oil from palm oil empty fruit bunch and fronds with boric oxide in a fixed-bed reactor. Fuel Process. Technol. 2011, 92, 1796–1804. [Google Scholar] [CrossRef]
- Hamdan, H.; Dolah, R.; Yahaya, H.; Basir, N.M.; Karnik, R. Conversion of Oil Palm Empty Fruit Bunch (EFB) Biomass to Bio-Oil and Jet-Fuel by Catalytic Fast-Pyrolysis Process. ASM Sci. J. 2021, 14, 1–11. [Google Scholar] [CrossRef]
- Basir, N.M.; Jamil, N.A.M.; Hamdan, H. Conversion of Jet Biofuel Range Hydrocarbons from Palm Oil over Zeolite Hybrid Catalyst. Nanomater. Nanotechnol. 2021, 11, 1–10. [Google Scholar] [CrossRef]
- Auta, M.; Ern, L.M.; Hameed, B.H. Fixed-bed Catalytic and Non-Catalytic Empty Fruit Bunch Biomass Pyrolysis. J. Anal. Appl. Pyrolysis 2014, 107, 67–72. [Google Scholar] [CrossRef]
- Thangalazhy-Gopakumar, S.; Lee, C.W.; Gan, S.; Ng, H.K.; Lee, L.Y. Comparison of Bio-Oil Properties from Non-Catalytic and In-Situ Catalytic Fast Pyrolysis of Palm Empty Fruit Bunch. Mater. Today-Proc. 2018, 5, 23456–23465. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, R.; Huang, H.; Xiao, G. Comparison of non-catalytic and catalytic fast pyrolysis of corncob in a fluidized bed reactor. Bioresour. Technol. 2009, 100, 1428–1434. [Google Scholar] [CrossRef]
- Triantafyllidis, K.S.; Lappas, A.A.; Stocker, M. (Eds.) The Role of Catalysis for The Sustainable Production of Bio-Fuels and Bio-Chemicals; Elsevier: Oxford, UK, 2013. [Google Scholar]
- Wyman, C.E.; Balan, V.; Dale, B.E.; Elander, R.T.; Falls, M.; Hames, B.; Holtzapple, M.T.; Ladisch, M.R.; Lee, Y.Y.; Mosier, N. Comparative data on effects of leading pretreatments and enzyme loadings and formulations on sugar yields from different switchgrass sources. Bioresour. Technol. 2011, 102, 11052–11062. [Google Scholar] [CrossRef]
- Kumar, R.S.; Sivakumar, S.; Joshuva, A.; Deenadayalan, G.; Vishnuvardhan, R. Bio-fuel Production from Martynia annua L. Seeds using Slow Pyrolysis Reactor and its Effects on Diesel Engine Performance, Combustion and Emission Characteristics. Energy 2021, 217, 119327. [Google Scholar] [CrossRef]
- Pozo, C.; Rego, F.; Yang, Y.; Puy, N.; Bartroli, J.; Fabregas, E.; Bridgwater, A.V. Converting Coffee Silverskin to Value-Added Products by a slow Pyrolysis-based Biorefinery Process. Fuel Process. Technol. 2021, 214, 106708. [Google Scholar] [CrossRef]
- Lan, P.; Xu, Q.; Zhou, M.; Lan, L.; Zhang, S.; Yan, Y. Catalytic Steam Reforming of Fast Pyrolysis Bio-Oil in Fixed Bed and Fluidized Bed Reactors. Chem. Eng. Technol. 2010, 12, 2021–2028. [Google Scholar] [CrossRef]
- Zin, R.M.; Lea-Langton, A.; Dupont, V.; Twigg, M.V. High hydrogen yield and purity from palm empty fruit bunch and pine pyrolysis oils. Int. J. Hydrog. Energy 2012, 37, 10627–10638. [Google Scholar] [CrossRef] [Green Version]
- Koriakin, A.; Moon, S.; Kim, D.-W.; Lee, C.-H. Liquefaction of oil palm empty fruit bunch using sub- and supercritical tetralin, n-dodecane, and their mixture. Fuel 2017, 208, 184–192. [Google Scholar] [CrossRef]
- Akhtar, J.; Amin, N.S. A review on operating parameters for optimum liquid oil yield in biomass pyrolysis. Renew. Sustain. Energy Rev. 2012, 16, 5101–5109. [Google Scholar] [CrossRef]
- Li, X.; Chen, G.; Liu, C.; Ma, W.; Yan, B.; Zhang, J. Hydrodeoxygenation of lignin-derived bio-oil using molecular sieves supported metal catalysts: A critical review. Renew. Sustain. Energy Rev. 2017, 71, 296–308. [Google Scholar] [CrossRef]
- Jahirul, M.I.; Rasul, M.G.; Chowdhury, A.A.; Ashwath, N. Biofuels production through biomass pyrolysis—A technological review. Energies 2012, 5, 4952–5001. [Google Scholar] [CrossRef]
- Tang, Z.; Lu, Q.; Zhang, Y.; Zhu, X.; Guo, Q. One Step Bio-Oil Upgrading through Hydrotreatment, Esterification, and Cracking. Ind. Eng. Chem. Res. 2009, 48, 6923–6929. [Google Scholar] [CrossRef]
- Bridgwater, A.V.; Peacocke, G.V.C. Fast pyrolysis processes for biomass. Renew. Sustain. Energy Rev. 2000, 4, 1–73. [Google Scholar] [CrossRef]
- Mohamed, A.R.; Hamzah, Z.; Daud, M.Z.M.; Zakaria, Z. The effects of holding time and the sweeping nitrogen gas flowrates on the pyrolysis of EFB using a fixed bed reactor. Procedia Eng. 2013, 53, 185–191. [Google Scholar] [CrossRef] [Green Version]
- Xuan, T.; Lim, Y.; Jang, S.; Chung, H.; Lee, Y. Process Design and Economics for Bioethanol Production Process from Palm Empty Fruit Bunch (EFB). In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Zhang, H.; Xiao, R.; Wang, D.; He, G.; Shao, S.; Zhang, J.; Zhong, Z. Biomass fast pyrolysis in a fluidized bed reactor under N2, CO2, CO, CH4 and H2 atmospheres. Bioresour. Technol. 2011, 102, 4258–4264. [Google Scholar] [CrossRef]
- Production of Gasoline and Diesel from Biomass via Fast Pyrolysis, Hydrotreating and Hydrocracking: A Design Case. Available online: https://www.pnnl.gov/main/publications/external/technical_reports/PNNL-18284.pdf (accessed on 9 September 2021).
- Perkins, G.; Bhaskar, T.; Konarova, M. Process development status of fast pyrolysis technologies for the manufacture of renewable transport fuels from biomass. Renew. Sustain. Energy Rev. 2018, 90, 292–315. [Google Scholar] [CrossRef]
- Brassard, P.; Godbout, S.; Raghavan, V. Pyrolysis in auger reactors for biochar and bio-oil production: A review. Biosyst. Eng. 2017, 161, 80–92. [Google Scholar] [CrossRef]
- Gurentsov, E.; Priemchenko, K.; Grimm, H.; Orthner, H.; Wiggers, H.; Borchers, C.; Jander, H.; Eremin, A.; Schulz, C. Synthesis of Small Carbon Nanoparticles in a Microwave Plasma Flow Reactor. Z. Phys. Chem. 2013, 227, 357–370. [Google Scholar] [CrossRef]
- Salema, A.A.; Afzal, M.T.; Bennamoun, L. Pyrolysis of corn stalk biomass briquettes in a scaled-up microwave technology. Bioresour. Technol. 2017, 233, 353–362. [Google Scholar] [CrossRef]
- Soria, J.; Zeng, K.; Asensio, D.; Gauthier, D.; Flamant, G.; Mazza, G. Comprehensive CFD modelling of solar fast pyrolysis of beech wood pellets. Fuel Process. Technol. 2017, 158, 226–237. [Google Scholar] [CrossRef]
- Annual Report 2006 IEA Bioenergy. Available online: http://www.globalbioenergy.org/uploads/media/0707_IEA_-_Bioenergy_annual_report.pdf (accessed on 9 September 2021).
- Balat, M.; Balat, M.; Kirtay, E.; Balat, H. Main routes for the thermo-conversion of biomass into fuels and chemicals. Part 1: Pyrolysis systems. Energy Convers. Manag. 2009, 50, 3147–3157. [Google Scholar] [CrossRef]
- Arbeláez, J.I.M.; Janna, F.C.; Garcia-Pérez, M. Fast pyrolysis of biomass: A review of relevant aspects. Part I: Parametric study. Dyna 2015, 82, 239–248. [Google Scholar] [CrossRef]
- Babu, B.V. Biomass Pyrolysis: A state-of-the-art review. Biofuels Bioprod. Biorefining 2012, 6, 246–256. [Google Scholar] [CrossRef]
- Sellin, N.; Krohl, D.R.; Marangoni, C.; Souza, O. Oxidative fast pyrolysis of banana leaves in fluidized bed reactor. Renew. Energy 2016, 96, 56–64. [Google Scholar] [CrossRef]
- Chan, Y.; Dang, V.I.; Yusup, S.; Lim, M.T.; Zain, A.M.; Uemura, Y. Studies on Catalytic Pyrolysisof Empty Fruit Bunch (EFB) using Taguchi’s L9 Orthogonal Array. J. Energy Inst. 2014, 87, 227–234. [Google Scholar] [CrossRef]
- Ro, D.; Kim, Y.-M.; Lee, I.-G.; Jae, J.; Jung, S.-C.; Kimg, S.C.; Park, Y.-K. Bench scale catalytic fast pyrolysis of empty fruit bunches over low cost catalysts and HZSM-5 using a fixed bed reactor. J. Clean. Prod. 2018, 176, 298–303. [Google Scholar] [CrossRef]
- Demirbas, A. Progress and recent trends in biofuels. Prog. Energy Combust. Sci. 2007, 33, 1–18. [Google Scholar] [CrossRef]
- Ali, R.; Daut, I.; Taib, S. A review on existing and future energy sources for electrical power generation in Malaysia. Renew. Sustain. Energy Rev. 2012, 16, 4047–4055. [Google Scholar] [CrossRef]
- Czernik, S.; Bridgwater, A.V. Overview of applications of biomass fast pyrolysis oil. Energy Fuels 2004, 18, 590–598. [Google Scholar] [CrossRef]
- Furnaces and Boilers|Department of Energy. Available online: https://energy.gov/energysaver/furnaces-and-boilers (accessed on 26 August 2017).
- Oil-Fired Boilers and Furnaces|Department of Energy. Available online: https://energy.gov/energysaver/oil-fired-boilers-and-furnaces (accessed on 28 August 2017).
- Bridgwater, A.V.; Meier, D.; Radlein, D. An overview of fast pyrolysis of biomass. Org. Geochem. 1999, 30, 1479–1493. [Google Scholar] [CrossRef]
- Lehto, J.; Oasmaa, A.; Solantausta, Y.; Kytö, M.; Chiaramonti, D. Fuel oil quality and combustion of fast pyrolysis bio-oils. VTT Publ. 2013, 87, 79. [Google Scholar]
- Yoo, H.; Choi, H.S.; Lee, J.; Park, H.C.; Yang, W. The Fast Pyrolysis Characteristics of Palm Empty Fruit Bunch: The Yield and Homogeneity of Biocrudeoil Affected by Ash. Environ. Sci. Technol. 2014, 33, 482–489. [Google Scholar] [CrossRef]
- Oasmaa, A.; Czernik, S. Fuel Oil Quality of Biomass Pyrolysis Oils-State of the Art for the End Users. Energy Fuels 1999, 13, 914–921. [Google Scholar] [CrossRef]
- Kabir, G.; Hameed, B.H. Recent progress on catalytic pyrolysis of lignocellulosic biomass to high-grade bio-oil and bio-chemicals. Renew. Sustain. Energy Rev. 2017, 70, 945–967. [Google Scholar] [CrossRef]
- Di Blasi, C. Modeling chemical and physical processes of wood and biomass pyrolysis. Prog. Energy Combust. Sci. 2008, 34, 47–90. [Google Scholar] [CrossRef]
- Wang, S. High-Efficiency Separation of Bio-Oil. In Biomass Now–Sustainable Growth and Use; Matovic, M.D., Ed.; IntechOpen: London, UK, 2013. [Google Scholar]
- Ridgway Watt, P. Molecular Distillation. Vacuum 1956, 6, 113–160. [Google Scholar] [CrossRef]
- Wang, S.; Gua, Y.; Liu, Q.; Yao, Y.; Guo, Z.; Luo, Z.; Cen, K. Separation of bio-oil by molecular distillation. Fuel Process. Technol. 2009, 90, 738–745. [Google Scholar] [CrossRef]
- Guo, X.; Wang, S.; Guo, Z.; Liu, Q.; Luo, Z.; Cen, K. Pyrolysis characteristics of bio-oil fractions separated by molecular distillation. Appl. Energy 2010, 87, 2892–2898. [Google Scholar] [CrossRef]
- Vitasari, C.R.; Meindersma, G.W.; de Haan, A.B. Water extraction of pyrolysis oil: The first step for the recovery of renewable chemicals. Bioresour. Technol. 2011, 102, 7204–7210. [Google Scholar] [CrossRef]
- Yoosuk, B.; Boonpo, J.; Udomsap, P.; Sukkasi, S. Investigation of operating parameters of water extraction processes for improving bio-oil quality. Korean J. Chem. Eng. 2014, 31, 2229–2236. [Google Scholar] [CrossRef]
- Wang, H.; Elliott, D.C.; French, R.J.; Deutch, S.; Iisa, K. Biomass Conversion to Produce Hydrocarbon Liquid Fuel Via Hot-vapor Filtered Fast Pyrolysis and Catalytic Hydrotreating. J. Vis. Exp. 2016, 118, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Vásquez, M.C.; Silva, E.E.; Castillo, E.F. Hydrotreatment of vegetable oils: A review of the technologies and its developments for jet biofuel production. Biomass Bioenergy 2017, 105, 197–206. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, T.; Ma, L.; Chen, G. Upgrading of fast pyrolysis liquid fuel from biomass over Ru/γ-Al2O3 catalyst. Energy Convers. Manag. 2012, 55, 172–177. [Google Scholar]
- Xu, Y.; Wang, T.; Ma, L.; Zhang, Q.; Wang, L. Upgrading of liquid fuel from the vacuum pyrolysis of biomass over the Mo-Ni/γ-Al2O3 catalysts. Biomass Bioenergy 2009, 33, 1030–1036. [Google Scholar] [CrossRef]
- Guo, J.; Ruan, R.; Zhang, Y. Hydrotreating of phenolic compounds separated from bio-oil to alcohols. Ind. Eng. Chem. Res. 2012, 51, 6599–6604. [Google Scholar] [CrossRef]
- Piemonte, V.; Capocelli, M.; Orticello, G.; di Paola, L. Bio-oil production and upgrading: New challenges for membrane applications. Membr. Technol. Biorefining 2016, 32, 263–287. [Google Scholar]
- Technomanage. Hydrotreating. Available online: http://http://technomanage.com/Process%20Technology%20Database/Refinery/Hydrotreating/hydrotreating.htm (accessed on 10 October 2017).
- Gutierrez, A.; Turpeinen, E.M.; Viljava, T.R.; Krause, O. Hydrodeoxygenation of model compounds on sulfided CoMo/γ-Al2O3 and NiMo/γ-Al2O3 catalysts; Role of sulfur-containing groups in reaction networks. Catal. Today 2017, 285, 125–134. [Google Scholar] [CrossRef]
- Wang, J.; Chang, J.; Fan, J. Upgrading of Bio-oil by Catalytic Esterification and Determination of Acid Number for Evaluating Esterification Degree. Energy Fuels 2010, 12, 3251–3255. [Google Scholar] [CrossRef]
- Junming, X.; Jianchun, J.; Yunjuan, S.; Yanju, L. Bio-oil upgrading by means of ethyl ester production in reactive distillation to remove water and to improve storage and fuel characteristics. Biomass Bioenergy 2008, 32, 1056–1061. [Google Scholar] [CrossRef]
- Yu, W.; Tang, Y.; Mo, L.; Chen, P.; Lou, H.; Zheng, X. Bioresource Technology One-step hydrogenation—Esterification of furfural and acetic acid over bifunctional Pd catalysts for bio-oil upgrading. Bioresour. Technol. 2011, 102, 8241–8246. [Google Scholar] [CrossRef]
- Zhu, J.F.; Wang, J.C.; Li, Q.X. Transformation of bio-oil into BTX by bio-oil catalytic cracking. Chin. J. Chem. Phys. 2013, 26, 477–483. [Google Scholar] [CrossRef]
- Zhang, H.; Carlson, T.R.; Xiao, R.; Huber, G.W. Catalytic fast pyrolysis of wood and alcohol mixtures in a fluidized bed reactor. Green Chem. 2012, 14, 98–110. [Google Scholar] [CrossRef] [Green Version]
- Jiang, X.; Ellis, N. Upgrading Bio-oil through Emulsification with Biodiesel: Thermal Stability. Energy Fuels 2010, 23, 2699–2706. [Google Scholar] [CrossRef]
- Methane Methanol Price. Available online: https://www.methanex.com/our-business/pricing (accessed on 25 October 2017).
- Chen, T.; Wu, C.; Liu, R.; Fei, W.; Liu, S. Effect of hot vapor filtration on the characterization of bio-oil from rice husks with fast pyrolysis in a fluidized-bed reactor. Bioresour. Technol. 2011, 102, 6178–6185. [Google Scholar] [CrossRef] [PubMed]
- Park, L.K.E.; Ren, S.; Yiacoumi, S.; Ye, X.P.; Borole, A.P.; Tsouris, C. Separation of Switchgrass Bio-Oil by Water/Organic Solvent Addition and pH Adjustment. Energy Fuels 2016, 30, 2164–2173. [Google Scholar] [CrossRef]
- Refinery Project Hydrogenation Unit, Petroleum Refinery Equipment for Sale, Waste Oil Distillation Plant-Buy Refinery Project Hydrogenation Unit, Petroleum Refinery Equipment for Sale. Available online: https://www.alibaba.com/product-detail/Refinery-project-hydrogenation-unit-Petroleum-refinery_60684898533.html?spm=a2700.7724838.2017121.5.78d6a6a3Y1xSYt&s=p (accessed on 25 October 2017).
- Biomass Hydrodeoxygenation. 2016. Available online: http://large.stanford.edu/courses/2016/ph240/adams2/ (accessed on 24 October 2017).
- Saswattecha, K.; Kroeze, C.; Jawjit, W.; Hein, L. Options to reduce environmental impacts of palm oil production in Thailand. J. Clean. Prod. 2016, 137, 370–393. [Google Scholar] [CrossRef]
- Yogalakshmi, K.N.; Poornima Devi, T.; Sivashanmugam, P.; Kavitha, S.; Yukesh Kannah, R.; Sunita Varjani, S.; Adishkumar, A.G.; Rajesh, B.J. Lignocellulosic biomass-based pyrolysis: A comprehensive review. Chemosphere 2021, 286, 131824. [Google Scholar]



| Biofuel/Country | Feedstock | Feedstock (Percent of Total) | Total Production Costs ($ per Gallon) |
|---|---|---|---|
| Biodiesel: | |||
| United States | Soybean oil | 80–85 | 2.50 |
| Malaysia | Palm oil | 80–85 | 2.04 |
| EU | Rapeseed | 80–85 | 3.29 |
| India | Jatropha | 80–85 | 1.99 |
| Diesel | |||
| United States | Diesel | 75 | 1.50 |
| Ethanol | |||
| United States | Corn | 39–50 | 1.50 |
| Unites States | Cellulosic sources | 90 | 2.69 |
| Brazil | Sugarcane | 37 | 0.98 |
| EU | Wheat | 68 | 2.23 |
| EU | Sugar beets | 34 | 2.88 |
| Gasoline | |||
| United States | Gasoline | 73 | 1.29 |
| Type of Biomass by | Quantity per Year (Million Tons) | % |
|---|---|---|
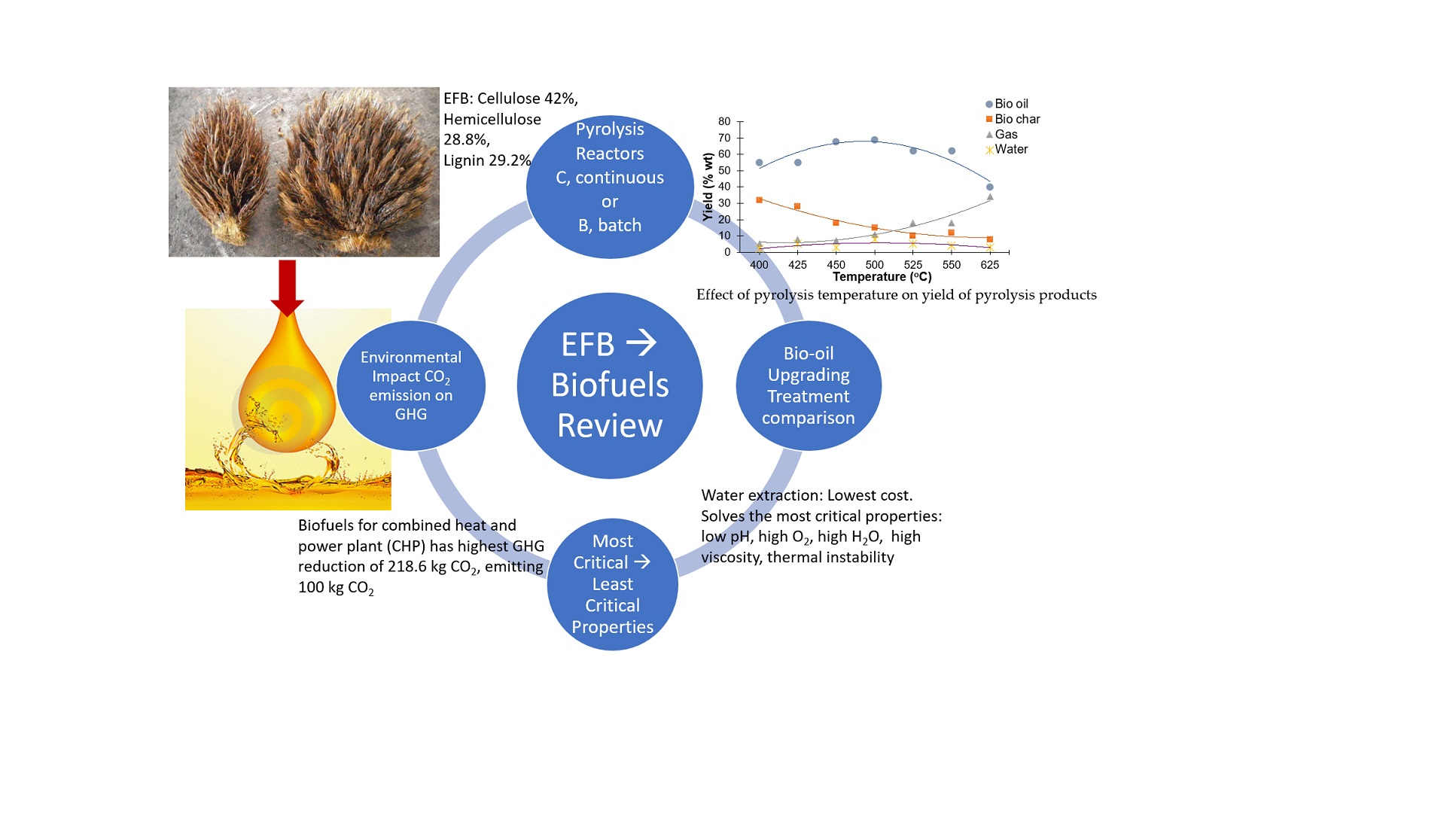
| Empty fruit bunch (EFB) | 15.8 | 30.9 |
| Fronds | 12.9 | 25.2 |
| Mesocarp fiber (MF) | 9.6 | 18.8 |
| Trunk | 8.2 | 16.0 |
| Shell | 4.7 | 9.2 |
| Category | Major References |
|---|---|
| Method of bio-oil conversion | [32,33,34,35,36,37,38,39,40,41] |
| Chemical compound analysis | [42,43,44,45] |
| Optimization of process design and parameters | [46,47,48,49,50,51,52,53,54,55,56] |
| Upgrading of bio-oil | [57,58] |
| Energy and environment | [30,59,60,61,62,63,64,65,66,67,68] |
| Label | Biomass | Cellulose | Hemicellulose | Lignin |
|---|---|---|---|---|
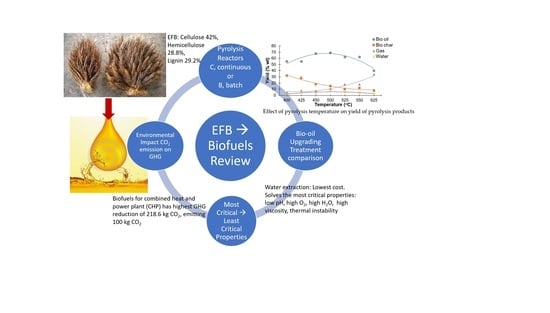
| 1 | Empty fruit bunch (EFB) | 42 | 28.8 | 29.2 |
| 2 | Pine | 40 | 28.5 | 27.7 |
| 3 | Eucalyptus-1 | 45 | 19.2 | 31.3 |
| 4 | Eucalyptus-2 | 50 | 7.6 | 38.8 |
| 5 | Soybean | 33 | 14 | 14 |
| 6 | Bagasse | 41.3 | 23.8 | 18.3 |
| 7 | Coconut shell | 36.3 | 25.0 | 28.7 |
| 8 | Corn cob | 40.3 | 26.9 | 16.6 |
| 9 | Rice husk | 31.3 | 24.3 | 14.3 |
| Reactor | Operations | Advantages | Disadvantages |
|---|---|---|---|
| 1. Fixed-bed (C,B) [48,102,103] | Requires heat exchanger to cool the exiting gas and regular cleaning of the reactor. Low velocities, long residence time of solids and low ash | Simple and reliable | Tar removal is difficult. |
| 2. Fluidized-bed (C,B) [38,40,45,69,94,104] | No char accumulation. Types: bubbling and circulating fluidized-bed; the latter has shorter residence times. | Simple to construct and operate. Good quality bio-oil with 70–75% yield. | Smaller feed particles (<2–3 mm) with low heating rate |
| 3. Ablative (C,B) [46,51,97] | Molten salt layer is used as heating element. Types: vortex and rotating-disk ablative | Large biomass feedstock particles and does not require excessive grinding. | Mechanical complexity; scaling is governed by surface area-limited heat transfer. |
| 4. Ablative vortex (C) | Use of steam and nitrogen as carrier gas [94]. Tangential flow forces particles against the hot walls at about 625 °C, creating a bio-oil layer. | Fast transfer of vapor of carrier gas in 50–100 ms to promote approximately 65% of bio-oil yield. | Low reaction rate |
| 5. Rotating disk reactor (C) | Pressurized heated rotating disk. | Small processing equipment in the absence of inert gas | Governed by surface area; ability to scale up to large facilities is limited. |
| 6. Vacuum pyrolysis reactor (B) | Low yields of 35–50% due to slow heating rates. Burner and inductive heater are used. Solid-feed is required due to vacuum operation. | Ability to accommodate larger size of biomass particles (up to 2–5 cm) | High maintenance cost. |
| 7. Rotating cone reactor (C) [99] | Mixture of hot sand and feedstock. Vapors enter a condenser, and solids enter a combustor where sand is heated | Large-scale production of bio-oil is possible [99,105,106] | Complex design and process |
| 8. Pyros reactor (C) | Cyclonic reactor produces bio-oil at 450–550 °C while separating particles and vapors by centrifugation. | Secondary reactions are minimized due to short gas residence (<1 s). Bio-oil yield is high (70–75%), with low operating cost. | High impurities in the oil |
| 9. Auger reactors (B) | The feedstock moves through an oxygen-free cylindrical heated tube at 400–800 °C [107]. | Versatile feedstock, better strengths for fast pyrolysis, slow and intermediate pyrolysis. | Heat transfer is suitable for small scale. |
| 10. Plasma reactor (C) | Inductively coupled plasma is generated in a cylindrical quartz tube. An inert gas is used [108]. | No tar is produced due to cracking effect of the highly activated species produced in the plasma environment. | High power consumption operating cost. |
| 11. Microwave reactor (B) [88] | Molecules and atoms interaction by a microwave-heated bed initiate the energy transfer [109]. | Efficient heat transfer, high syngas and bio-oil yield. Applicable to various types of biomass. | High electrical power consumption. |
| 12. Solar reactor (C) | Solar concentrator directs energy to a quartz tube reactor [110]. | High temperatures of above 700 °C. Fast start-up and shut down periods. | High costs and weather dependent. |
| Source | Amount of EFB Input | Yield |
|---|---|---|
| K.H. Khor et al., 2009 [45] | 100 kg | 12.9 wt% |
| Haryanti Yahaya et al., 2017 [46,76] | 10 kg | 30 wt% |
| Yi Herng Chan et al., 2014 [116] | 15 g | 44.05 wt% |
| Alina Rahayu Mohamed et al., 2014 [48] | 5 g | 46.2 wt% |
| Donghoon Ro et al., 2017 [117] | not available | 40–45% |
| Vecina Mentillo et al., 2014 | not available | 48–53% |
| Alina Rahayu Mohamed et al., 2013 [102] | not available | 45–46% |
| P/C | Upgrading Method | Description | Cost | Most Critical to Least Critical Property | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Low pH | High O2 | High H2O | Low H | High Viscosity | Thermal Instability | Ash/Alkali Metal | Char | ||||
| P | Molecular distillation | Short path, light, middle, and heavy fraction separation [129] | USD 599/complete apparatus [120]. Low, but energy consuming [79] | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| P | Emulsification | Emulsifying with fuel, with the help of surfactant [148] | USD 6.35/kg for Hypermers surfactant [25]. [$$] High cost of surfactants and high energy [73,79] | ✓ | ✓ | ||||||
| P | Solvent addition | Add solvent for oil stabilization (homogenize and reduce viscosity) [73] | USD 0.31/L methanol [149], [$] Low cost, simple, and practical. Sometimes solvent cost can be expensive | ✓ | ✓ | ✓ | |||||
| P | Hot vapor filtration (HVF) | Bio-oil vapor filtered by HVF column [73,150] | USD 100/apparatus set [119,124]. [$$] Low cost and low oil yield [150] | ✓ | ✓ | ✓ | |||||
| P | Water extraction | Separation of bio-oil by extraction of acidic compounds [134,151] | [$] Low cost and wider option for other applications | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| C | Steam reforming | Produces syn-gas | USD 100/apparatus set [127]. [$$] Coking caused catalyst deactivation [74,79] | ✓ | ✓ | ||||||
| C | Hydrogenation | Catalytic addition of hydrogen | USD 500,000/petroleum refinery unit [128]. [$$$$] High cost of hydrogen [74] | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| C | Hydrodeoxygenation (HDO) | Catalytic addition of hydrogen and removes oxygen | USD 500,000/petroleum refinery unit [152]. [$$$$] High cost of hydrogen [74] | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||
| C | Catalytic cracking | H flow and catalyst at high T and P | USD 2500/lab scale catalytic cracking unit [151]. [$$$] Coking and low oil yield [74] | ✓ | ✓ | ✓ | ✓ | ||||
| C | Esterification | Alcohol is added with acid catalyst | USD 50/set (ethanol + Pd(II) catalyst) [130]. [$$] Heavy species available, high energy [79] | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| C | One step-Hydrogenation-Esterification (OHE) | Bifunctional catalyst [130] | USD 500,000/petroleum refinery unit [131]. [$$$$$] Reduces high O2 content [145] | ✓ | ✓ | ✓ | ✓ | ||||
| Upgrading Method | Description | Most Critical to Least Critical Property | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Low pH | High O2 | High H2O | Low H | High Viscosity | Thermal Instability | Ash/ Alkali Metal | Char | ||
| Molecular distillation | 5 properties, but lack of most critical properties | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| Water extraction | 5 properties, lowest cost | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| Catalytic cracking | 4 properties, but critical to have | ✓ | ✓ | ✓ | ✓ | ||||
| Esterification | 5 properties, but lack of oxygen removal which is critical to have | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| Hydrogenation | 5 properties, but lack of oxygen removal which is critical to have | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| Hydrodeoxygenation | 6 properties and tackling almost the critical ones | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||
| Categories | Commercial Process | Products from 1 Ton EFB | Energy Consumption per Ton | Environmental Impact |
|---|---|---|---|---|
| Biofuels | Ethanol production [59,154] | 94.7 kg ethanol | 1.3 GJ | Emitting 159.6 kg CO2 eq |
| Methane (biogas) production [59] | 79 m3 methane | 0.52 GJ | High impact on eutrophication; performs best for ecotoxicity (fresh water and terrestrial); GHG reduction of 154.6 kg CO2 eq, emitting 108.6 kg CO2 eq | |
| Briquette production [59,154] | 0.33 t briquette | 0.166 GJ | Performs best for ecotoxicity (fresh water and terrestrial); emitting 43.7 kg CO2 eq | |
| As biofuel for CHP plant [59] | 0.43 MWh electricity | 0.36 GJ | GHG reduction of 218.6 kg CO2, emitting100 kg CO2 eq | |
| Material | Composting [59,154] | 0.4 t compost | <0.1 GJ | GHG reduction of 176.5 kg CO2 eq, emitting 22.2 kg CO2 eq |
| Medium Density Board (MDF) [59,154] | 0.1 m3 MDF | 1.07 GJ | No significant reduction on GHG, emitting 61.2 kg CO2 eq | |
| Pulp and paper [59] | 0.2 t pulp and paper | 4.2 GJ | No significant reduction on GHG, emitting 361.8 kg CO2 eq |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolah, R.; Karnik, R.; Hamdan, H. A Comprehensive Review on Biofuels from Oil Palm Empty Bunch (EFB): Current Status, Potential, Barriers and Way Forward. Sustainability 2021, 13, 10210. https://doi.org/10.3390/su131810210
Dolah R, Karnik R, Hamdan H. A Comprehensive Review on Biofuels from Oil Palm Empty Bunch (EFB): Current Status, Potential, Barriers and Way Forward. Sustainability. 2021; 13(18):10210. https://doi.org/10.3390/su131810210
Chicago/Turabian StyleDolah, Rozzeta, Rohit Karnik, and Halimaton Hamdan. 2021. "A Comprehensive Review on Biofuels from Oil Palm Empty Bunch (EFB): Current Status, Potential, Barriers and Way Forward" Sustainability 13, no. 18: 10210. https://doi.org/10.3390/su131810210
APA StyleDolah, R., Karnik, R., & Hamdan, H. (2021). A Comprehensive Review on Biofuels from Oil Palm Empty Bunch (EFB): Current Status, Potential, Barriers and Way Forward. Sustainability, 13(18), 10210. https://doi.org/10.3390/su131810210