Abstract
The construction industry is one of the largest emitters of CO2 because the production of traditional building materials is highly energy-intensive and uses considerable amounts of raw materials. This research aims to decrease the negative environmental impact of the construction industry by providing biocomposites with a low environmental impact due to their bio-based components and efficient use of the materials through 3D printing. Agricultural waste products—hemp shives—are used in these materials as a filler together with three different types of fast-setting binders—magnesium, calcium sulphoaluminate (CSA) and those that are gypsum-based. The study determines the setting time and compressive strength of these binders, as well as the formation of biocomposites of different densities for different applications; extrusion tests and preliminary life cycle assessment (LCA) are also performed. Results show that biocomposites with hemp shives and fast setting binders have a possible application in 3D printing due to their shape stability and buildability, as well as relatively high compressive strength, which allows for load-bearing use at high densities and thermal insulation use at low densities, although printability at low binder content remains a significant challenge. Preliminary LCA results show that CSA and gypsum binders have the lowest environmental impact from the binders considered.
1. Introduction
In recent years, world leaders have signed several agreements committing to limit CO2 emissions, for example the Paris Agreement ratified by the EU in 2016 [1]. In order to achieve these commitments, the EU has several environmental targets—for example the Energy and Climate framework 2030 aiming to reduce the greenhouse gases by 40% and increase energy efficiency by 32% by 2030 [2], or the 2050 long-term strategy that aims for climate-neutrality by 2050 [3]. However, these efforts do not contribute significantly to reducing the global CO2 level, as it is still on the rise and has exceeded 410 ppm, moving closer to 450 ppm, which is viewed as a boarder to keep global temperature rise under 2 °C. Therefore, additional efforts are necessary to achieve the goals set by world leaders.
The construction industry is one of the largest emitters of CO2 [4] and also contributes negatively to other environmental impact categories [5] mainly because the production of traditional building materials is highly energy intensive and uses considerable amounts of raw materials. The construction industry needs to become more sustainable due to the diminishing natural resources and increasing CO2 emissions resulting from the production of building materials. The increasing demand for building materials has called for an alternative and resource-saving production and raw material sourcing method.
One group of such low impact materials are bio-based building materials. These materials use agricultural or wooden waste products as a primary filler together with mineral binder—lime, magnesium, gypsum, geopolymers, etc. [6]. Due to the organic source of the filler, these materials can be carbon neutral or even negative [7,8].
Regarding resource-saving production, 3D printing technologies are becoming more widespread and available; their use in construction industry is rapidly advancing and has gone from prototyping to fully printed houses in a few years [9]. The European Commission recognizes that 3D printing would lower CO2 emissions due to reduction of transport and material use and could bring industrial transformation, thus has made it one of its priority areas of technology, e.g., by funding more than 20 projects based on 3D printing Horizon 2020 between 2014 and 2016 [10].
Thus, combination of both—bio-based building materials and 3D printing—could bring the necessary changes to reduce the environmental impact of the construction industry and to lower overall CO2 emissions to achieve targets set by the global community.
Traditional binders used in bio-based materials (lime and hydraulic lime) exhibit relatively low strength and no early setting; thus, they are not functional for 3D printing [11]. OPC-based binders that are usually used for 3D printing have high early strength but have problems related to their sustainability [12] and compatibility with some bio-based fillers [13]. Thus, three different types of binders will be explored in this research for their possible applications in 3D printing with bio-based fillers.
The first group to be explored is magnesium-based binders (magnesium oxychloride cement (MOC) and magnesium phosphate cement (MPC)) that have been shown to have good compatibility with bio-based fillers and high early strength [14,15] but have not been extensively used for 3D printing previously. The second group is calcium sulfoaluminate (CSA) cements, which have been used for 3D printing applications due to their fast setting [16] but have not been studied comprehensively. These cements have a lower CO2 footprint than OPC [17]. The third group is gypsum-based binders that can be produced from either raw sources of gypsum or waste products, such as flue gas desulphurisation gypsum or phosphogypsum [18]. These are fast-setting binders that are used in 3D printing applications but mostly in powder-based ink-jet printing [19]. Gypsum binders have durability issues in the water presence, but these can be addressed using a gypsum-cement–pozzolan mix. These binders have also been successfully used together with bio-based fillers [20]. Thus, these three binder types will be studied for possible applications in 3D printing with bio-based fillers.
In this study, the setting time and compressive strength of the selected binders will be determined to evaluate their applicability for 3D printing. Using these binders, biocomposites of different densities will be made with hemp shives filler: high-density (HD—around 1000 kg/m3) biocomposites for load-bearing applications and low-density (LD—around 400 kg/m3) biocomposites for thermal insulation or permanent formwork applications. Biocomposites will be moulded and tested to determine their properties. Following this, a custom-built screw extruder will be used to test the extrudability and buildability of the biocomposites (Figure 1a). This research is part of a research project that will use a custom-built gantry printer in the later stages for printing the biocomposites (Figure 1b).
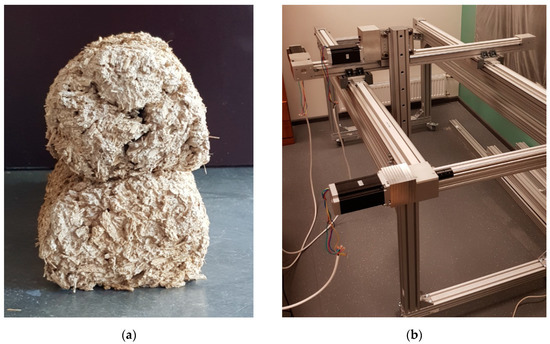
Figure 1.
(a) Extruded biocomposite with magnesium oxychloride cement (MOC) binder and hemp shives; (b) Gantry printer prototype.
As mentioned above, the selected binders should also provide a reduced environmental impact to meet contemporary requirements. As this study will not look for optimized solutions using 3D printing, but only search for suitable binders that could be used in 3D printing together with bio-based filler, then the environmental impact will also be considered in the context of the binder. Therefore, the selected binders will be preliminarily considered using LCA to determine the Global Warming Potential (GWP), expressed in CO2 equivalents, generated during the binder production process.
2. Materials and Methods
Two types of magnesium-based binders were used. Magnesium oxychloride cement (MOC) was produced by combining caustic magnesia and magnesium chloride salt solution (1:1 salt:water by weight). Caustic magnesia RKMH-F was produced by RHI AG Ltd. (Austria), with MgO amount of at least 73% according to information from producer (Table 1). Magnesium chloride hexahydrate containing 47% MgCl2 (produced in Germany) was used. The magnesium phosphate cement (MPC) used in this study is based on a monopotassium phosphate reaction with dead-burnt magnesium oxide. The dead-burnt magnesium oxide M-76 was produced by Integra Ltd. (Slovakia) with MgO amount of at least 81%. Monopotassium phosphate KH2PO4 produced by Prayon S.A. Ltd. was used, with a P2O5 content of at least 51.6%.

Table 1.
Chemical composition and properties of the raw materials used.
For CSA cement, a binder from Buzzi Unicem (Italy)—NEXT BASE—was used. It is formulated using NEXT CLINKER and anhydride; NEXT CLINKER is a sulfoaluminate clinker made from bauxite, gypsum and limestone calcined at 1350 °C (Table 1). As the calcination temperatures for the main ingredients are lower than that of cement and raw materials used contain fewer carbonates, NEXT BASE has significantly lower CO2 emissions than ordinary Portland cement (689 kg/t vs. 913 kg/t for OPC) [21]. For gypsum binder (BG), a Knauf BAUGIPS (Latvia) hemihydrate was used with chemical composition determined in previous study—seen in Table 1 [22].
Hemp shives provided by Zalers Ltd. (Latvia) were used as bio-based fillers. The bulk density of the shives was 81 kg/m3, water absorption at 4-h immersion was 400%, and the size range was 2–25 mm, with 67% of the particles being at the range of 5–15 mm.
Binder compositions are shown in Table 2. The optimal ratios of MgO/MgCl2 and MgO/KH2PO4 have been determined in previous studies [8]. The W/B ratio was chosen to ensure the same workability for all binders—240–260 mm flow diameter determined with flow table according to EN 459-2; in the case of MOC the MgCl2 was premixed with the water to make 1:1 brine solution. The setting time was determined using a Vicat apparatus. Samples with sizes 20 × 20 × 20 mm were molded in polyurethane molds. Fresh binder density was determined according to EN 1015-6, for hardened binder—by weighting and measuring dried samples. Samples were demolded after 20 h, BG samples were kept in laboratory curing conditions (20 ± 2 °C and 50 ± 10% RH) until testing, MPC, MOC and CSA samples were kept in a plastic container bags for the first six days to prevent the samples from drying too fast and afterwards the samples were kept in the same laboratory curing conditions as BG samples. Compressive strength was tested on days 1, 7 and 28 on a ZWICK Z100 universal testing machine.
Table 2.
Mixtures of binder samples, mass ratio.
Biocomposites were produced using bio-based filler (hemp shives) and the tested binders. Before mixing, hemp shives were premixed with water of the same weight to prevent hemp shives from absorbing the water necessary for binders. W/B ratio is used the same as in binder tests. Biocomposite density was adjusted by altering the filler/binder ratio, HD with designed density around 1000 kg/m3 and LD with designed density around 400 kg/m3 (as seen in Table 3). Biocomposites were molded in steel and plywood molds, tamped manually to achieve similar density as when using the custom-built extruder. Fresh biocomposite density was determined by weighting the biocomposite amount in the mood, for hardened biocomposites—by weighting and measuring dried samples. 100 × 100 × 100 mm samples for compressive strength were tested perpendicular to tamping direction on ZWICK Z100 at 28 days of curing. Biocomposite samples were demolded after 24 h and kept in laboratory curing conditions (20 ± 2 °C and 50 ± 10% RH) until testing. Then, 350 × 350 × 100 mm samples were used for thermal conductivity tests according to EN 12667 on FOX600 apparatus.
Table 3.
Mixtures of binder samples, mass ratio.
Following this, biocomposite extrudability was tested with a custom-made screw extruder, made of a conveyor screw, 18V motor with 40 Nm torque, and a polypropylene pipe extruder body and a nozzle that forms a narrowing from 100 to 85 mm. The design was inspired by a print-head from lightweight concrete and wood chip printing research [23]. Buildability and extrudability tests were adopted and customized from printable fiber-reinforced concrete research [24], both are qualitative methods. Extrusion is defined as acceptable by two successive layers at least 350 mm long with a diameter 80 mm without obstruction, such as nozzle blockage, significant tearing or buckling. Buildability is defined successful if two successive layers of fresh mixtures with the same dimensions are built-up layer upon layer without layer failure or excessive deformations. Extrusion is done by moving the extruder horizontally at a constant speed and raising it manually to print two consecutive layers on top of each other with no delay time between the layers. Extruded mixtures are identical to mold-casted mixtures (Table 3). As the mixtures are placed manually in the extruder, pumpability is not investigated in this research.
Preliminary LCA—Definition of Goal and Scope and Inventory Analysis
LCA was used in this study to preliminary evaluate the environmental impact of the fast setting binders considered in this study for the 3D printing of bio-composites, as the environmental impact of selected binders has rarely been studied. In this study, all binders were assessed and compared between themselves, as a reference value the environmental impact of Portland cement mentioned above was used. As this is a preliminary study, “cradle-to-gate” system boundaries were used to take into account only the production process of the binders. Impact assessment is carried out using the IPCC 2013 GWP100a method, which calculates global warming potential and expresses it in CO2 equivalents. The SimaPro 8 LCA software was used to perform the calculations.
Three different functional units were defined—1 m3 of binder, 1 m3 of HD biocomposite and 1 m3 of LD biocomposite. Since the main task is to compare binders with each other, the bio-based filler is not taken into account in these calculations, only the binder is. To prepare HD and LD biocomposites, the binder ratio was taken from Table 3, which shows the compositions of the biocomposites and multiplied by 100. To produce 1 m3 of binder, the amount of raw materials required was determined experimentally and it is as follows: MPC—1979.9 kg, MOC—1627.6 kg, CSA—1477.3 kg and BG—1306.9 kg of the raw binder.
The Ecoinvent 3 database is used for most processes, such as the BG binder. The processes of MOC and MPC binders have been described in previous studies [8]. For CSA binder a new process has been created adapting the cement production process and adjusting the CO2 emissions according to the environmental product declaration from the producer—Buzzi Unicem [21] described in the previous section.
3. Results
The results of the binder tests are shown in Table 4. Looking at the setting time, it can be seen that the MPC binder sets most rapidly in eight minutes, followed similarly by the BG binder (in 27 min) and CSA binder which sets in 34 min. MOC binder takes the longest time to set (starting to set in 65 min and ending after 150 min).
Table 4.
Binder properties.
Looking at the compressive strengths of binders, a relatively similar trend can be seen: the compressive strength on the first day is 1.5 times lower than on day 7 and 2–2.5 times lower than on day 28. The highest compressive strength is shown by CSA binder, reaching 88.6 MPa. MOC has a slightly lower strength—75.2 MPa, MPC—52.1 MPa, while gypsum binder has several times lower strength (around 20 MPa). No clear correlation regarding density and compressive strength can be observed.
The results of the biocomposite tests are shown in Table 5 and Figure 2. The average densities of the samples are approximately in line with the design densities. Thermal conductivity (determined only for LD samples) fluctuates around 0.09 W/m×K as can be expected for biocomposites with a density of around 400 kg/m3.
Table 5.
Biocomposite properties.
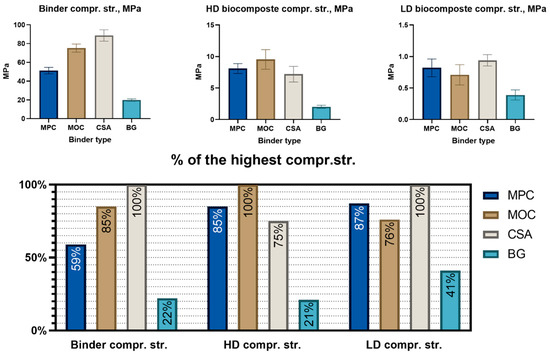
Figure 2.
Binder, HD and LD biocomposite compressive strength (upper), % of the highest compressive strength (lower).
Although the compressive strength is different for all types of biocomposites, MOC HD biocomposites with 9.54 MPa compressive strength show the highest strength. Differently to the binder strength, the second-highest strength is shown by MPC biocomposites with 8.09 MPa. Gypsum binder biocomposites show 4 times lower strength (2.02 MPa), while CSA shows 7.20 MPa. LD samples show about 10 times lower compressive strength, except for BG binder, which shows 5 times lower strength.
The setting time of the biocomposites was not determined by any uniform method, but they were manually checked by indention after molding. This made it possible to approximately determine whether the biocomposite samples set as fast as a pure binder. In the case of HD samples, only CSA samples set at the same rate, as the pure binder, setting for MPC, MOC and gypsum biocomposites took a little longer than for their respective binders. For all LD biocomposites, the final setting time was significantly longer.
After testing the biocomposites, they were experimentally extruded. It was initially concluded that none of the LD type biocomposites could be extruded with the existing equipment because the friction against the walls was too high, resulting in either insufficient motor power or deformation of the extruder body.
HD type biocomposites with all binders at density 1000 kg/m3 were extrudable due to the amount of binder used providing the necessary friction reduction, although some “tearing” (Figure 3) was observed. Buildability was sufficient for all binder biocomposites to hold the next printed layer; however, MOC binder biocomposites showed superior shape stability after extrusion due to the adhesive nature of the binder, while CSA and BG binders showed average shape stability due to the high amount of low density binder. MPC biocomposites have the highest density binder used and thus had the hardest extrusion and the worst shape stability, though it is sufficient.

Figure 3.
Slight tearing of the extruded layers.
Preliminary LCA—Impact Assessment and Interpretation
The results of the LCA calculations are shown in Figure 4. Looking at the impact resulting from the production of 1 m3 binder, it can be seen that the largest amount is caused by MPC—3060 kg CO2 eq., from MOC and MPC about 2–3 times lower, 1550 and 1030 kg CO2 eq., respectively, while BG produces the least, only 128 kg CO2 eq. It should be noted that part of the difference is formed by the different densities (Table 4) that binders have, thus, the amount of raw material required per m3 is also different.
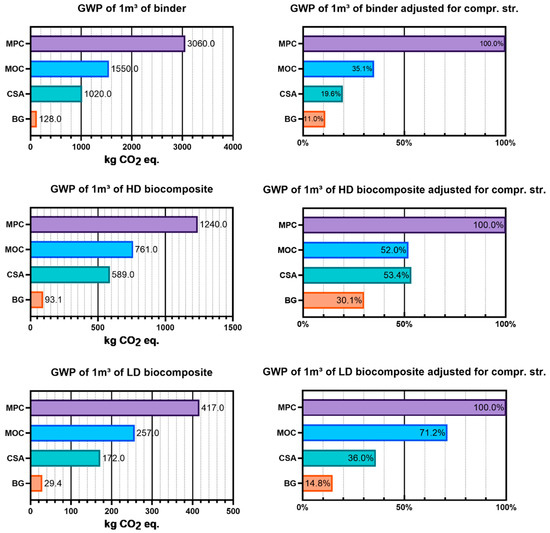
Figure 4.
Preliminary life cycle assessment (LCA) results regarding the global warming potential (GWP) of the tested binders and biocomposites.
Looking at the effects of magnesium binders, it can be concluded that in the case of MPC, most of the effects come from KH2PO4, which is produced using phosphoric acid and its production is highly energy intensive. In the case of MOC, most of the impact is from magnesium oxide, with magnesium chloride accounting for only about 4% of the impact. The reduced impact of CSA is provided by a lower firing temperature than traditional cement, as well as a larger amount of raw materials that do not emit CO2 during the firing process. The same applies to gypsum, but its environmental impact is several times lower because it has a significantly lower firing temperature than other binders. Looking at GWP adjusted for compressive strength, this advantage is significantly reduced, but still, gypsum shows the lowest environmental impact.
Looking at the GWP generated by the considered binders used in HD and LD composites, a similar picture is seen as in the case of a pure binder. The highest impact is caused by the MPC binder, followed by MOC and CSA; BG shows the lowest environmental impact, and the reasons for this difference are the same as discussed above. The main difference is seen in the case of HD biocomposites; when adjusted for compressive strength, the difference between the lowest effect (BG) and the highest (MPC) is only three times. This is explained by the potential compatibility issues that can arise between different binders and bio-based fillers.
4. Discussion
MOC binder biocomposites showed the highest strength due to the high binder strength and compatibility with the bio-based filler that has been pointed out by other research where MOC is used in extrusion with bio-based filler [25]. The adhesive properties of the binder allowed for superior shape stability after extrusion; however, it would be necessary to accelerate the curing of MOC binders to use them more successfully for 3D printing of biocomposites. Such acceleration could be performed with phosphoric acid or other phosphorus-containing substances, but at high quantities, and reduction of compressive strength will occur.
MPC biocomposites also show relatively high results, looking at Figure 2 where the percentage of the highest compressive strength can be seen it can be concluded that MPC binders have slightly better compatibility with bio-based filler than MOC or CSA binders. However, due to the high binder density (seen in Figure 5), they are not as promising for 3D printing as MOC biocomposites as it is significantly harder to extrude MPC samples and their buildability is much lower. Attempts could be made to improve this with viscosity-modifying additives such as methylcellulose.

Figure 5.
HD biocomposites of various binders magnesium phosphate cement (MPC) (upper left), BG (upper right), calcium sulphoaluminate (CSA) (lower left) and MOC (lower right).
CSA binder showed the highest compressive strength, but used with bio-based filler this superiority is not so directly visible—Figure 2 (lower) shows binder and biocomposite strength percentage of the highest achieved strength— and compering HD biocomposites CSA reaches only 75% of the maximum achieved strength by MOC binder. CSA cements may have some compatibility issues with the bio-based filler; for example, the sugars they release may slow down the hardening, as is the case with Portland cement [26,27]. This issue should be investigated in further studies, as the initial setting time and overall strength of the CSA binder—even when used with the filler—are sufficient and promising for the use in 3D printing.
Gypsum-based binder showed relatively good results, although it did not have high strength; however, together with the bio-based filler, especially with LD samples, it showed relatively good results, as seen in Figure 2—BG binder strength is only 22% of CSA binder strength, but it is 41% of CSA LD biocomposite strength. This indicated that the bio-based filler may not significantly inhibit the hardening of gypsum binders. This, like the compatibility of CSA cements, should be further investigated in a separate study. Although gypsum binders have durability issues in the water presence, they can be improved using a gypsum–cement–pozzolan mix [20].
Regarding material use, magnesium and CSA HD biocomposites could be used as load-bearing materials, as their compressive strength is adequately high. Gypsum HD biocomposites have relatively lower strength, they could be used in solutions where low load-bearing capacity is required or their strength should be improved by improving the strength of the binder with various additives. All LD biocomposites could be used as self-supporting thermal insulation materials, as they have sufficient strength and thermal conductivity adequate for 400 kg/m3 density materials [28]. However, printable biocomposites with even lower densities and thus lower thermal conductivity would be needed to meet the ever-increasing energy efficiency requirements for buildings.
Low-density samples were produced in molds, as extrusion at this point of the research was not yet possible due to high friction and filler compression issues. These issues could be solved with additional lubricating layers and more rigid extrusion molds. More uniform compaction for HD samples should be achieved in further studies to prevent “tearing”. At both densities pumping of the material would remain a challenge, traditionally used progressive cavity pumps could not be used due to filler compressibility and peristaltic pumps could be a viable option.
Furthermore, most of the selected binders are attractive regarding their lower environmental impact. Gypsum binders show the highest potential to reduce the environmental impact of the binders, as their firing requires significantly lower temperatures than other used binders. Furthermore, it is possible to use industrial waste products for their production, thus reducing the consumption of raw materials and preventing waste accumulation [22]. CSA binders also show a promising environmental impact, that should be further researched. The problem with MPC biocomposites is the significant environmental impact of the binder discussed in previous studies that should be reduced [8] in order to consider these materials for any further use.
5. Conclusions
This study demonstrates the potential of using various alternative fast-setting binders and bio-based fillers to create biocomposites that can be used in 3D printing of buildings and building materials in various applications with reduced environmental impact. Four potential binders—magnesium, CSA and gypsum-based—are investigated, and all binders show rheological properties and setting time (5 min to 2 h) appropriate for the use in 3D printing, although the setting time of MOC binder could be improved with accelerators. Magnesium and CSA binders exhibit high mechanical strength with compressive strength of more than 50 MPa allowing to produce high density (1000 kg/m3) load-bearing biocomposites with compressive strength of more than 8 MPa, gypsum binders provides 4 times lower strength and can be used as a self-supporting material or as a permanent shuttering, although water durability should be enhanced for the wide application of such a material. At high density biocomposites made from all types of binders have adequate extrudability and buildability; however, biocomposites with higher density binders show lower results because the binder does not fill the entire volume between the fillers and does not provide low enough friction with the extruder walls. Similarly, low-density biocomposites (400 kg/m3) could not be extruded using existing equipment because the friction between the fresh biocomposite and the extruder walls was too high. This can be prevented with additional lubricating layers and a more rigid print-head.
Analyzing the obtained strength results, it can be concluded that all binders show satisfactory compatibility with bio-based fillers based on compressive strength, although in the case of CSA this compatibility needs more investigation as it has not been widely researched. Preliminary LCA results show and allow us to conclude that CSA and gypsum binders have the lowest environmental impact from the binders considered and need more investigation regarding other environmental impact categories.
Overall, material tests and preliminary tests with extrusion show that biocomposites can be used for application in 3D printing of buildings and building materials, although printability at low binder content remains a significant challenge. High density biocomposites have a possible application in 3D printing due to their shape, stability and buildability, as well as average compressive strength, which allows for load-bearing use.
Author Contributions
Conceptualization, M.S., D.B., G.S. and A.K.; methodology, M.S., D.B.; software, M.S.; validation, M.S., D.B., G.S. and A.K.; investigation, M.S. and J.Z.; resources, M.S. and J.Z.; data curation, M.S. and J.Z.; writing—original draft preparation, M.S.; writing—review and editing, M.S. and D.B.; visualization, M.S.; supervision, D.B., G.S. and A.K.; project administration, D.B. and A.K.; funding acquisition, M.S. and D.B. All authors have read and agreed to the published version of the manuscript.
Funding
This work has been supported by the European Regional Development Fund within the Activity 1.1.1.2 “Post-doctoral Research Aid” of the Specific Aid Objective 1.1.1 “To increase the research and innovative capacity of scientific institutions of Latvia and the ability to attract external financing, investing in human resources and infrastructure” of the Operational Programme “Growth and Employment” (No. 1.1.1.2/VIAA/3/19/394).
Conflicts of Interest
The authors declare no conflict of interest.
References
- UN. United Nations/Framework Convention on Climate Change. Adoption of the Paris Agreement. In Proceedings of the 21st Conference of the Parties, Paris, France, 30 November–11 December 2015. [Google Scholar]
- EU. Energy and Climate framework 2030, European Council 23/24 October 2014–Conclusions, EUCO 169/14; European Council: Brussels, Belgium, 2014. [Google Scholar]
- EU. A Clean Planet for all, A European Strategic Long-Term Vision for a Prosperous, Modern, Competitive and Climate Neutral Economy, 28.11.2018 COM(2018) 773 Final; European Council: Brussels, Belgium, 2018. [Google Scholar]
- Kylili, A.; Ilic, M.; Fokaides, P.A. Whole-building Life Cycle Assessment (LCA) of a passive house of the sub-tropical climatic zone. Resour. Conserv. Recycl. 2017, 116, 169–177. [Google Scholar] [CrossRef]
- Hossain, M.U.; Poon, C.S.; Dong, Y.H.; Xuan, D. Evaluation of environmental impact distribution methods for supplementary cementitious materials. Renew. Sustain. Energy Rev. 2018, 82, 597–608. [Google Scholar] [CrossRef]
- Bumanis, G.; Vitola, L.; Pundiene, I.; Sinka, M.; Bajare, D. Gypsum, Geopolymers, and Starch—Alternative Binders for Bio-Based Building Materials: A Review and Life-Cycle Assessment. Sustainability 2020, 12, 5666. [Google Scholar] [CrossRef]
- Arrigoni, A.; Pelosato, R.; Meli, P.; Ruggieri, G.; Sabbadini, S.; Dotelli, G. Life cycle assessment of natural building materials: The role of carbonation, mixture components and transport in the environmental impacts of hempcrete blocks. J. Clean. Prod. 2017, 149, 1051–1061. [Google Scholar] [CrossRef]
- Sinka, M.; van den Heede, P.; de Belie, N.; Bajare, D.; Sahmenko, G.; Korjakins, A. Comparative life cycle assessment of magnesium binders as an alternative for hemp concrete. Resour. Conserv. Recycl. 2018, 133, 288–299. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B 2018, 143, 172–196. [Google Scholar] [CrossRef]
- EU. Report on Three-Dimensional Printing, a Challenge in the Fields of Intellectual Property Rights and Civil Liability (2017/2007(INI)); European Parliament: Brussels, Belgium, 2018. [Google Scholar]
- Walker, R.; Pavia, S.; Mitchell, R. Mechanical properties and durability of hemp-lime concretes. Constr. Build. Mater. 2014, 61, 340–348. [Google Scholar] [CrossRef]
- Song, D.; Yang, J.; Chen, B.; Hayat, T.; Alsaedi, A. Life-cycle environmental impact analysis of a typical cement production chain. Appl. Energy 2016, 164, 916–923. [Google Scholar] [CrossRef]
- Diquelou, Y.; Gourlay, E.; Arnaud, L.; Kurek, B. Impact of hemp shiv on cement setting and hardening: Influence of the extracted components from the aggregates and study of the interfaces with the inorganic matrix. Cem. Concr. Compos. 2015, 55, 112–121. [Google Scholar] [CrossRef]
- Haque, M.A.; Chen, B. Research progresses on magnesium phosphate cement: A review. Constr. Build. Mater. 2019, 211, 885–898. [Google Scholar] [CrossRef]
- Sinka, M.; Korjakins, A.; Bajare, D.; Zimele, Z.; Sahmenko, G. Bio-based construction panels for low carbon development. Energy Procedia 2018, 147, 220–226. [Google Scholar] [CrossRef]
- Chen, M.; Li, L.; Zheng, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological and mechanical properties of admixtures modified 3D printing sulphoaluminate cementitious materials. Constr. Build. Mater. 2018, 189, 601–611. [Google Scholar] [CrossRef]
- Page, J.; Khadraoui, F.; Boutouil, M.; Gomina, M. Using alternative binders for the development of flax fibre reinforced mortars. In Proceedings of the 2nd International Conference on Bio-Based Building Materials & 1st Conference on ECOlogical Valorisation of GRAnular and FIbrous Materials, Clermont-Ferrand, France, 21–23 June 2017; pp. 188–195. [Google Scholar]
- Bumanis, G.; Zorica, J.; Bajare, D.; Korjakins, A. Technological properties of phosphogypsum binder obtained from fertilizer production waste. Energy Procedia 2018, 147, 301–308. [Google Scholar] [CrossRef]
- Ma, B.; Jiang, Q.; Huang, J.; Wang, X.; Leng, J. Effect of different silica particles on flowability of gypsum powder for 3D powder printing. Constr. Build. Mater. 2019, 217, 394–402. [Google Scholar] [CrossRef]
- Sinka, M.; Sahmenko, G.; Korjakins, A.; Radina, L.; Bajare, D. Hemp thermal insulation concrete with alternative binders, analysis of their thermal and mechanical properties. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Riga, Latvia, 30 September–2 October 2015; Volume 96. [Google Scholar]
- Unicem, B. Environmental Product Declaration—Hydraulic Binders; EPDItaly: Milan, Italy, 2019; p. 1. [Google Scholar]
- Bumanis, G.; Zorica, J.; Bajare, D. Properties of Foamed Lightweight High-Performance Phosphogypsum-Based Ternary System Binder. Appl. Sci. 2020, 10, 6222. [Google Scholar] [CrossRef]
- Henke, K.; Talke, D.; Winter, S. Multifunctional Concrete-Additive Manufacturing by the Use of Lightweight Concrete. In Proceedings of the Interfaces: Architecture, Engineering, Science, Annual Meeting of the International Association of Shell & Spatial Structures (IASS), Hamburg, Germany, 25–28 September 2017; Available online: https://www.researchgate.net/publication/334318777_Multifunctional_Concrete_-Additive_Manufacturing_by_the_Use_of_Lightweight_Concrete (accessed on 23 October 2020).
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Zhou, X.; Li, Z. Light-weight wood-magnesium oxychloride cement composite building products made by extrusion. Constr. Build. Mater. 2012, 27, 382–389. [Google Scholar] [CrossRef]
- Delannoy, G.; Marceau, S.; Gle, P.; Gourlay, E.; Guéguen-Minerbe, M.; Diafi, D.; Amziane, S.; Farcas, F. Impact of hemp shiv extractives on hydration of Portland cement. Constr. Build. Mater. 2020, 244, 118300. [Google Scholar] [CrossRef]
- Vitola, L.; Sinka, M.; Korjakins, A.; Bajare, D. The impact of organic compounds extracted from hemp origin aggregates on the hardening process and compressive strength of different types of mineral binders. J. Mater. Civ. Eng. 2020, 32, 04020386. [Google Scholar] [CrossRef]
- Cérézo, V. Propriétés mécaniques, thermiques et acoustiques d’un matériau à base de particules végétales: Approche expérimentale et modélisation théorique. L’Institut Natl. des Science Appliquées Lyon 2005, 247. Available online: https://www.researchgate.net/publication/37813495_Proprietes_mecaniques_thermiques_et_acoustiques_d%27un_materiau_a_base_de_particules_vegetales_approche_experimentale_et_modelisation_theorique (accessed on 23 October 2020).





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).