Polymeric Waste from Recycling Refrigerators as an Aggregate for Self-Compacting Concrete

 , , ,
, , ,  ,
,  , , , ,
, , , ,  and
and
Abstract
1. Introduction
2. Materials and Experimental Program
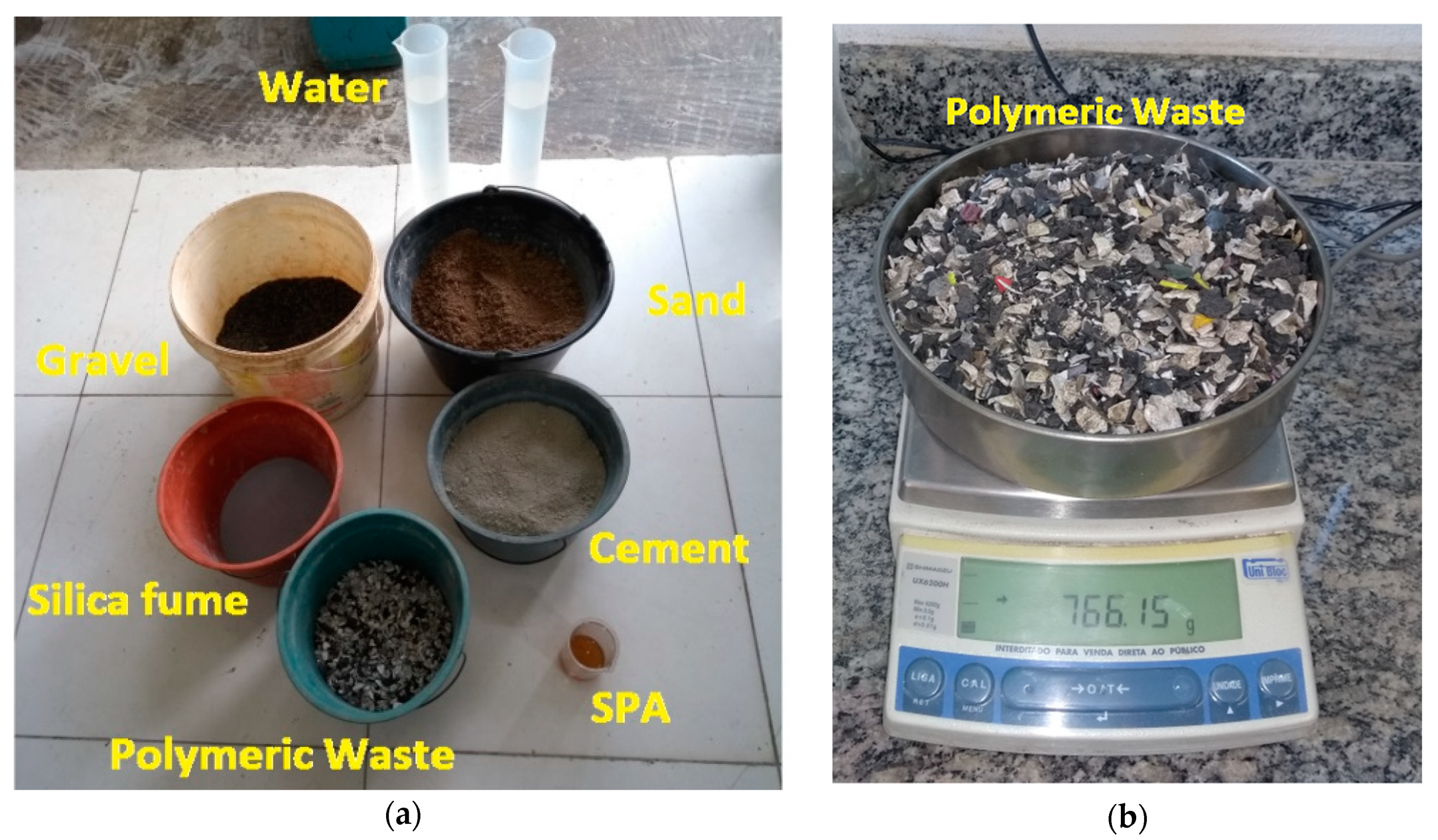
2.1. Materials
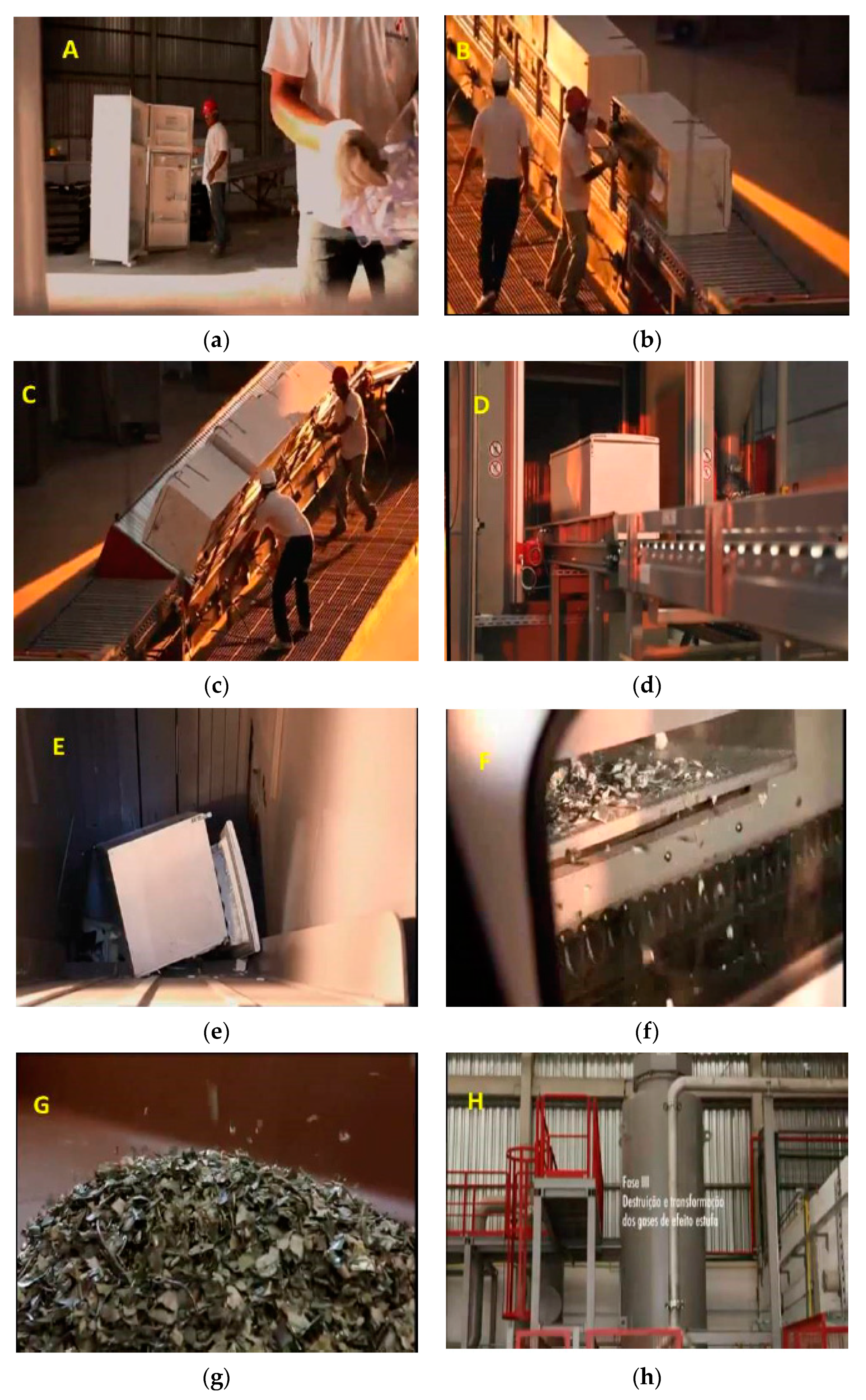
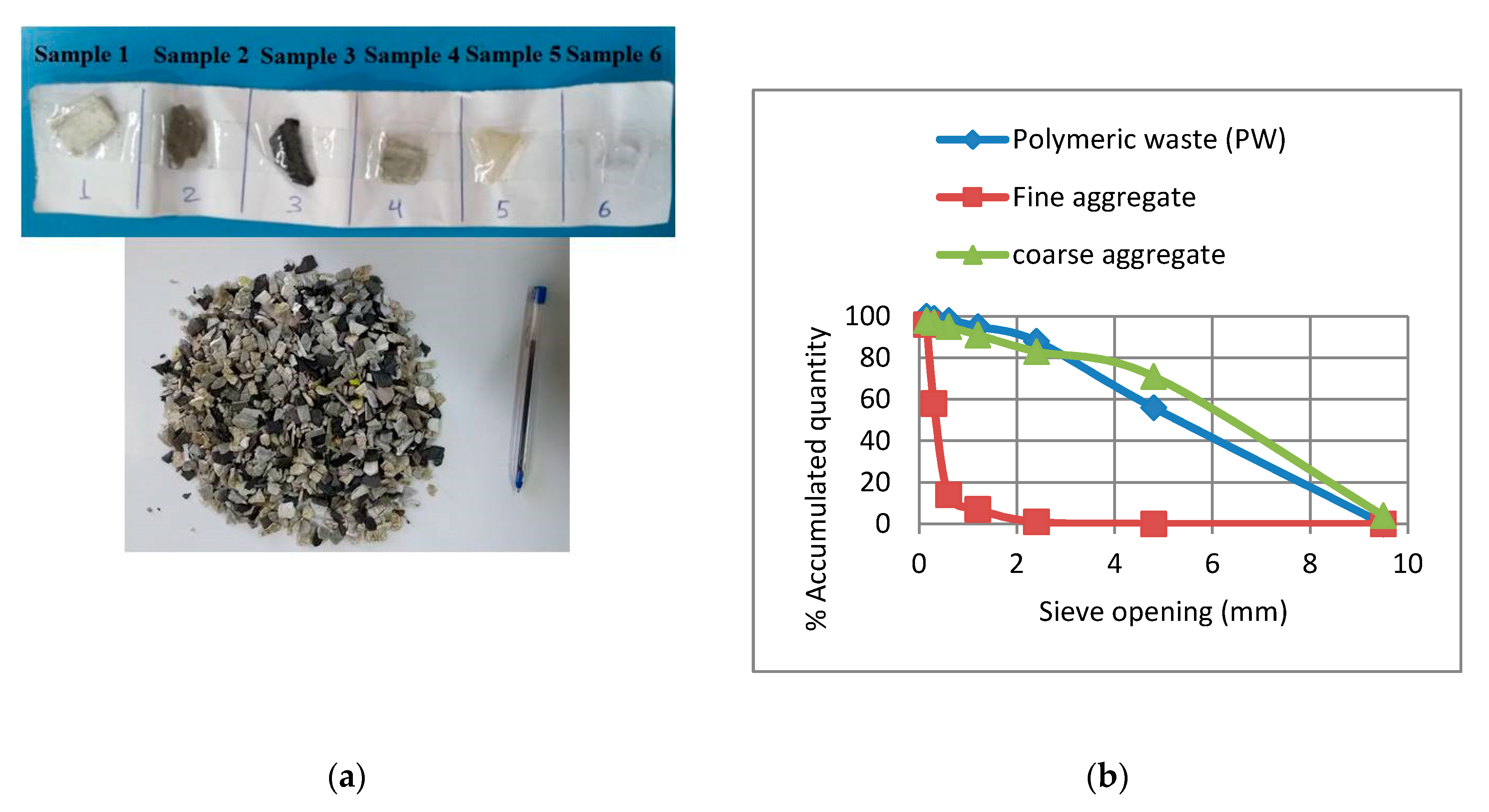
2.2. Polymeric Waste
2.3. Mixing Method
2.4. Preparation of the Recycled Aggregates and Concrete Specimens
2.5. Testing Procedures
3. Results and Discussions
3.1. Characterization of the Materials
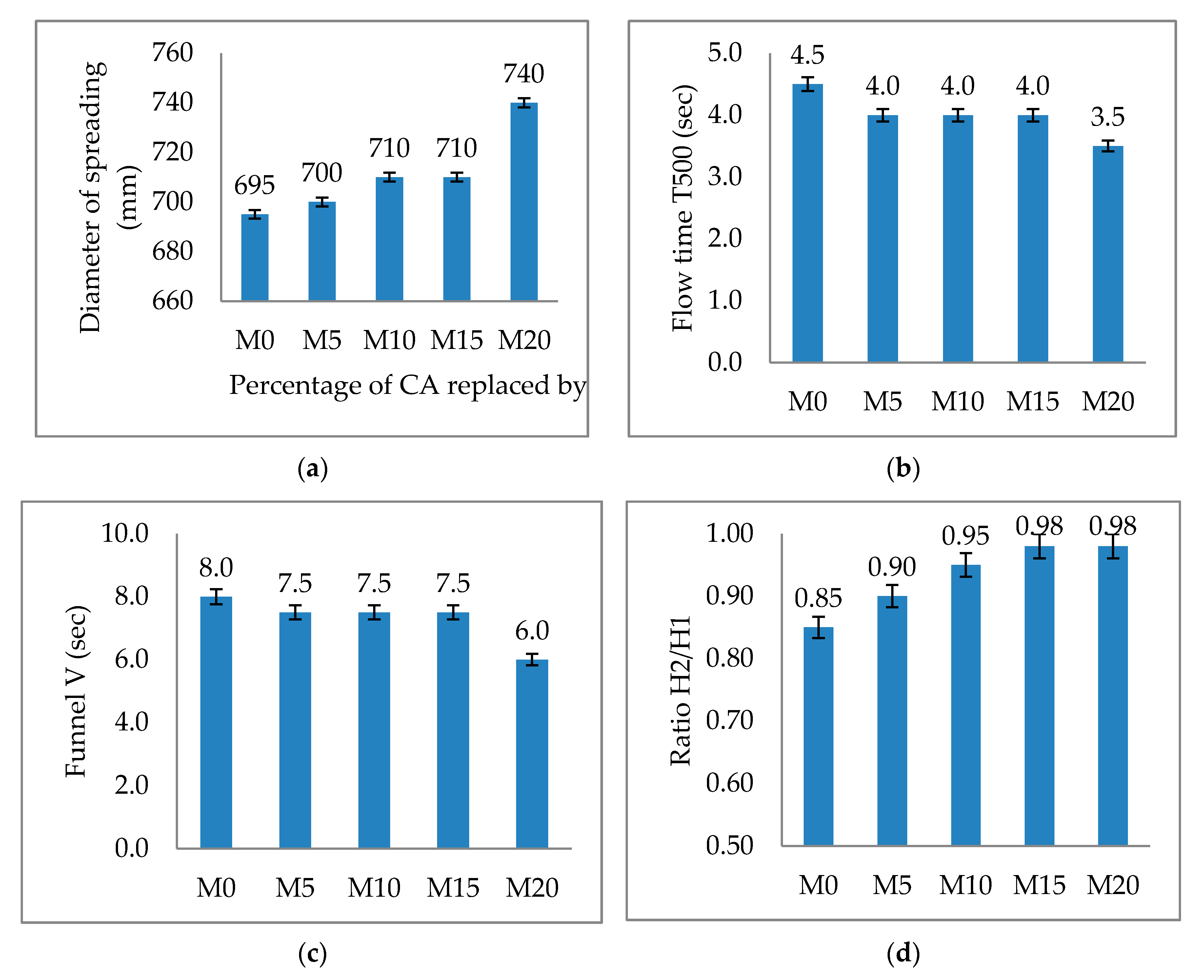
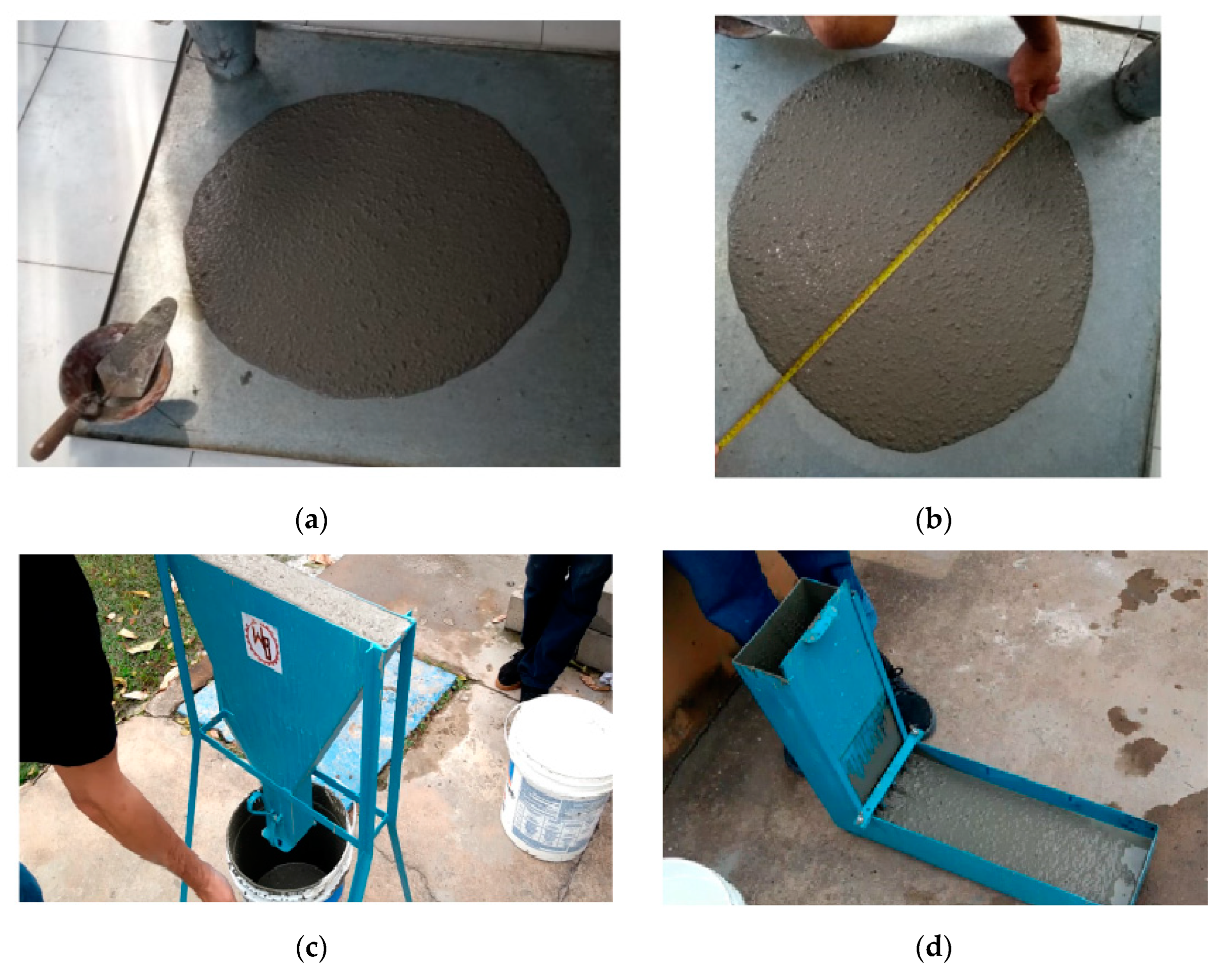
3.2. SCC in Fresh Condition
3.3. SCC in Hardened Condition
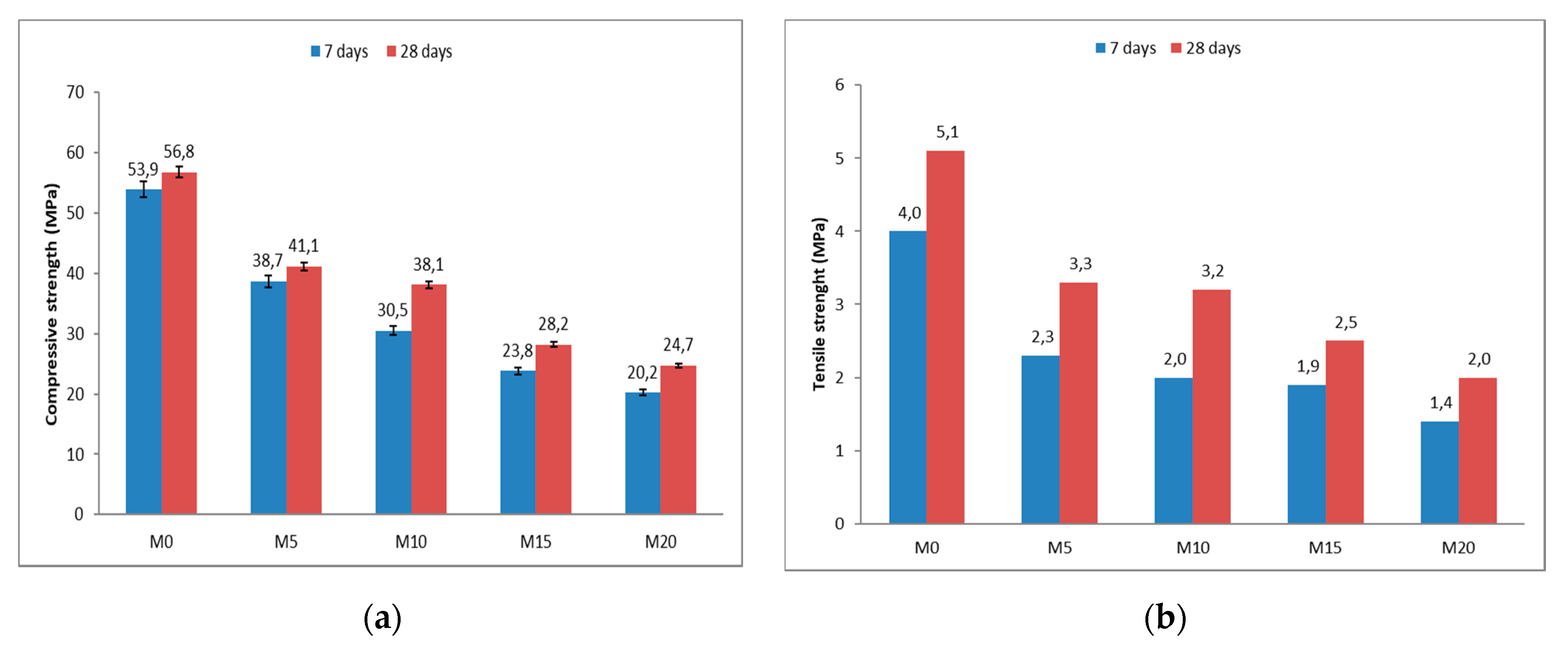
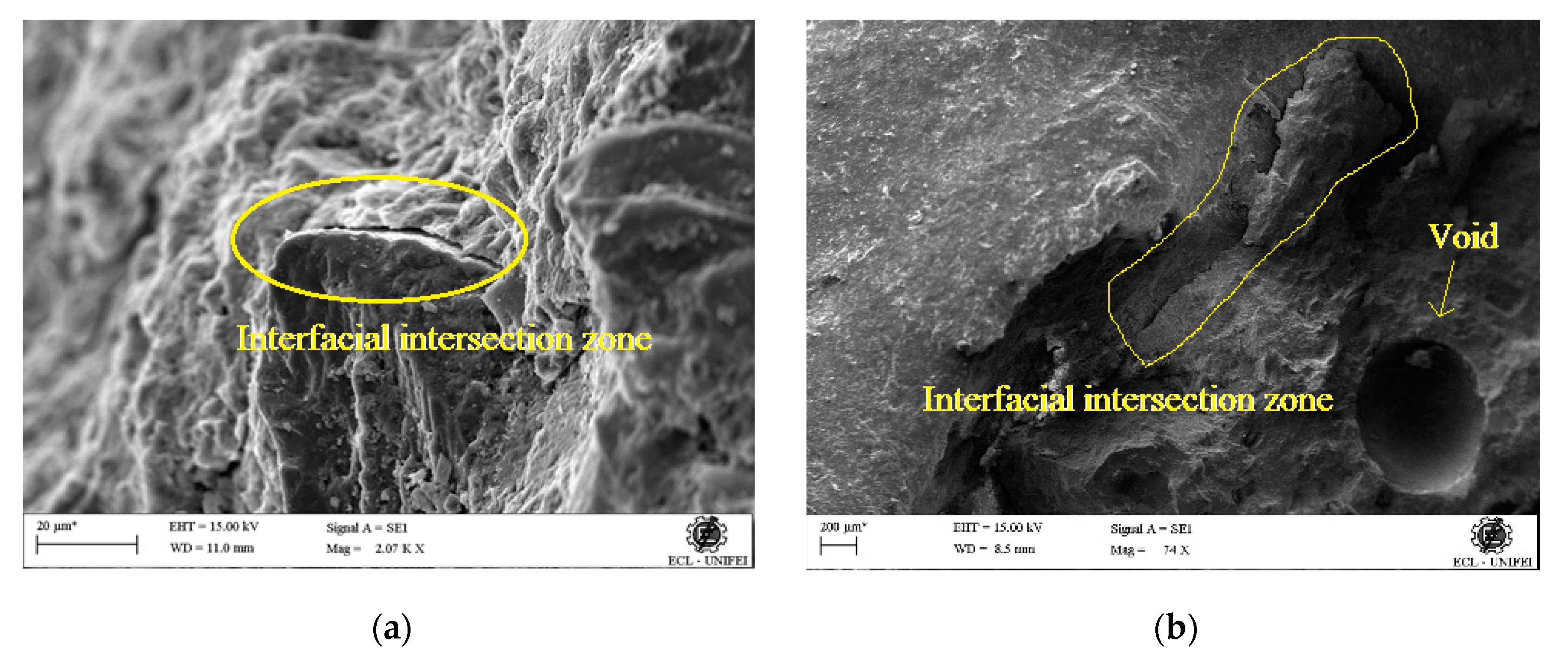
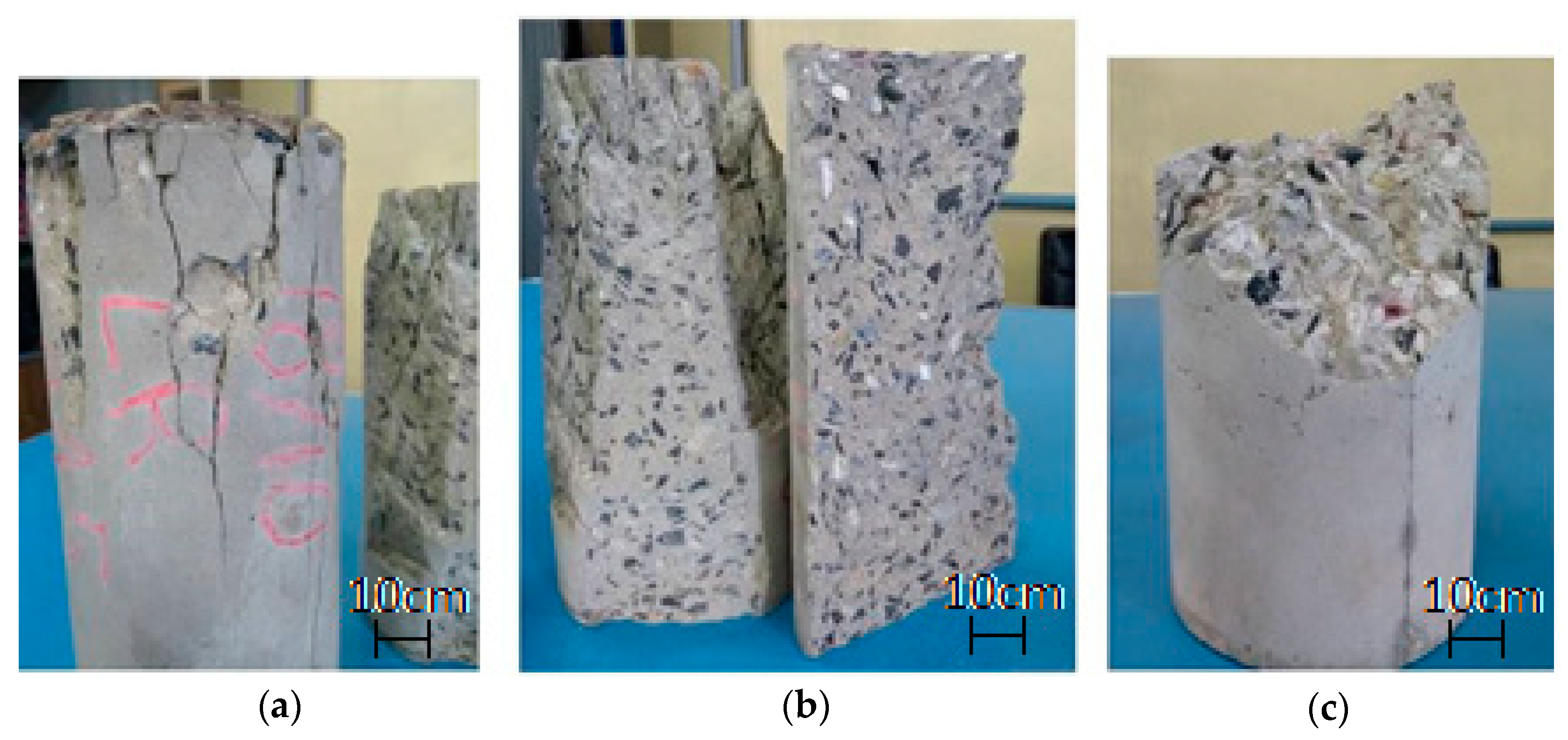
3.3.1. Mechanical Resistance and Microstructure
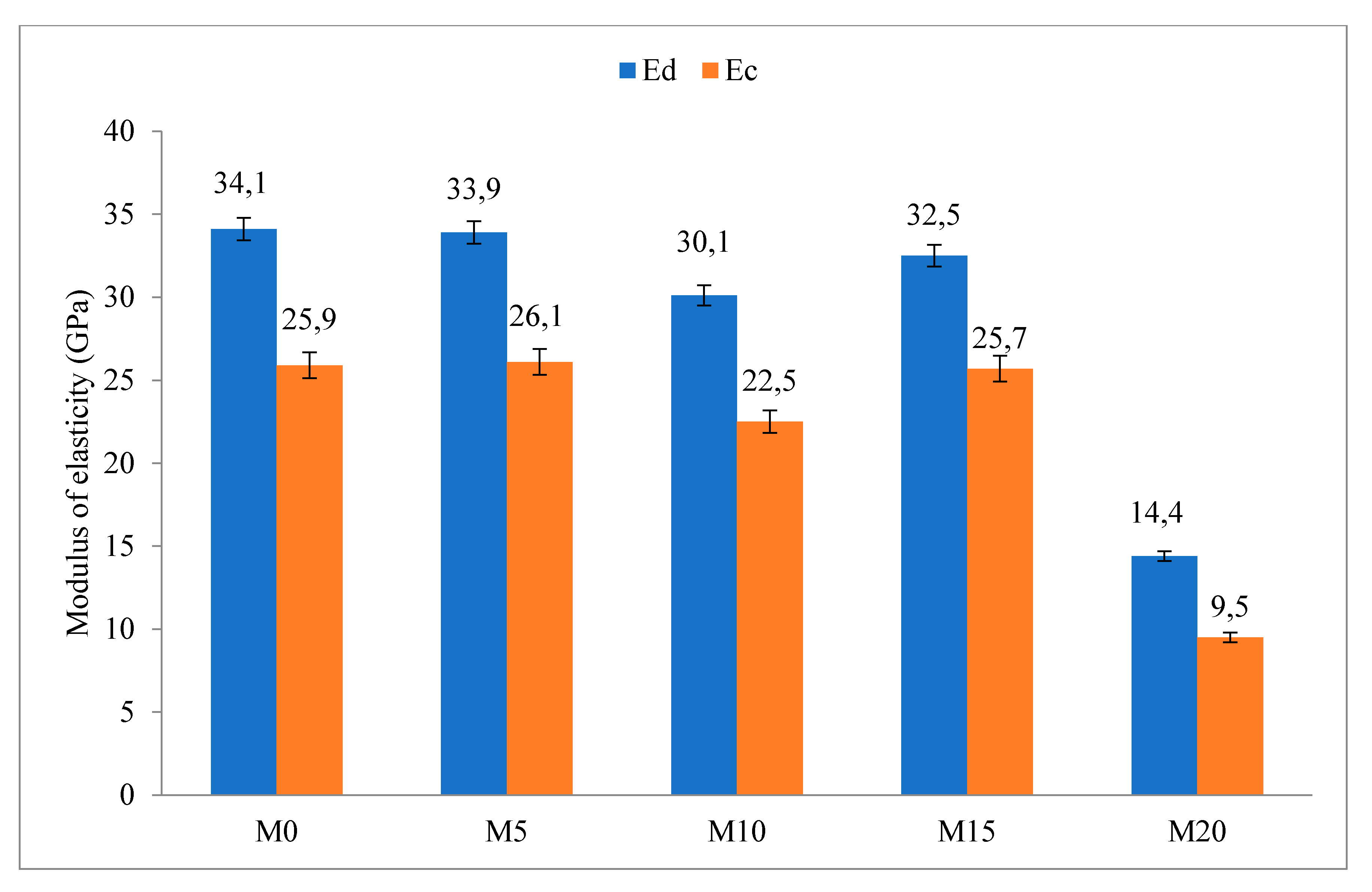
3.3.2. Modulus of Elasticity.
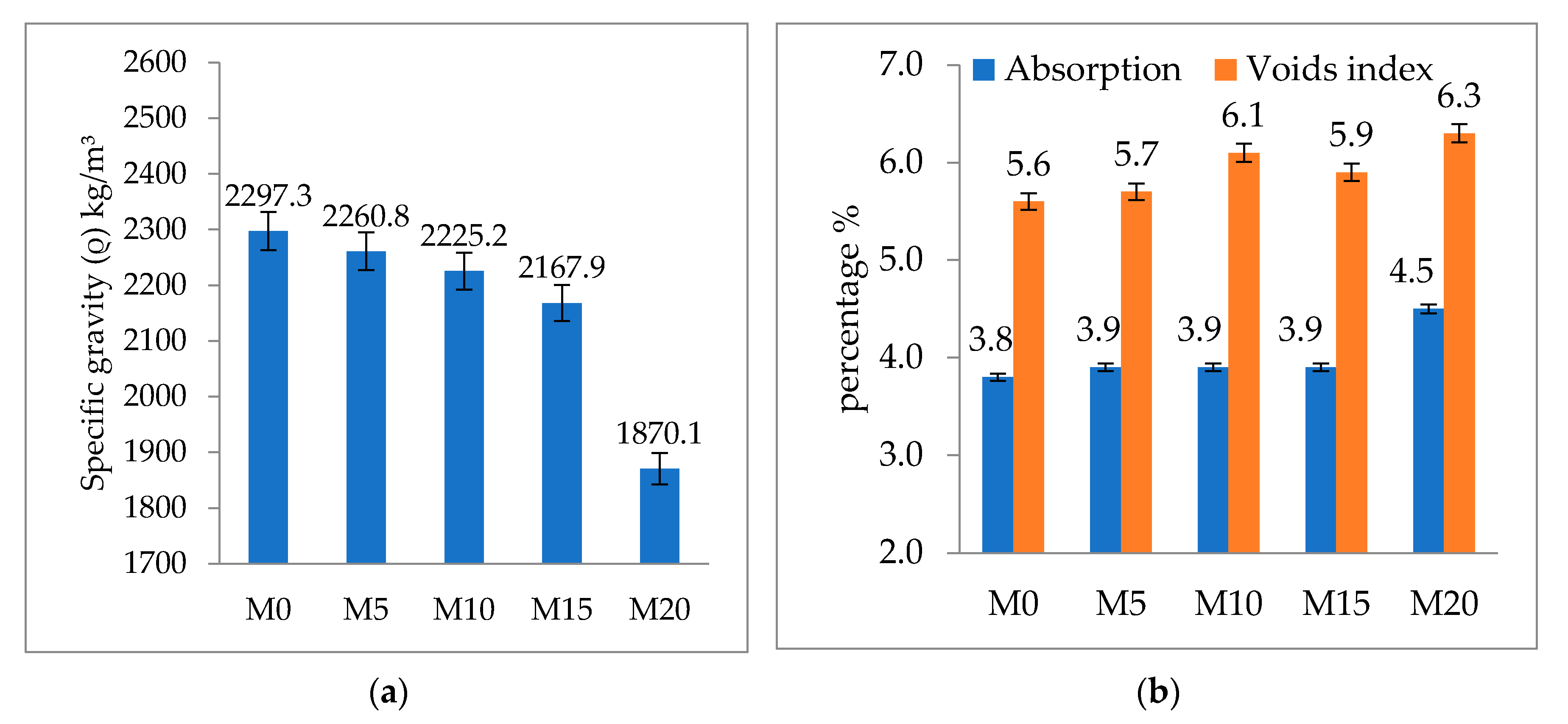
3.3.3. Specific Mass, Absorption and Voids Index
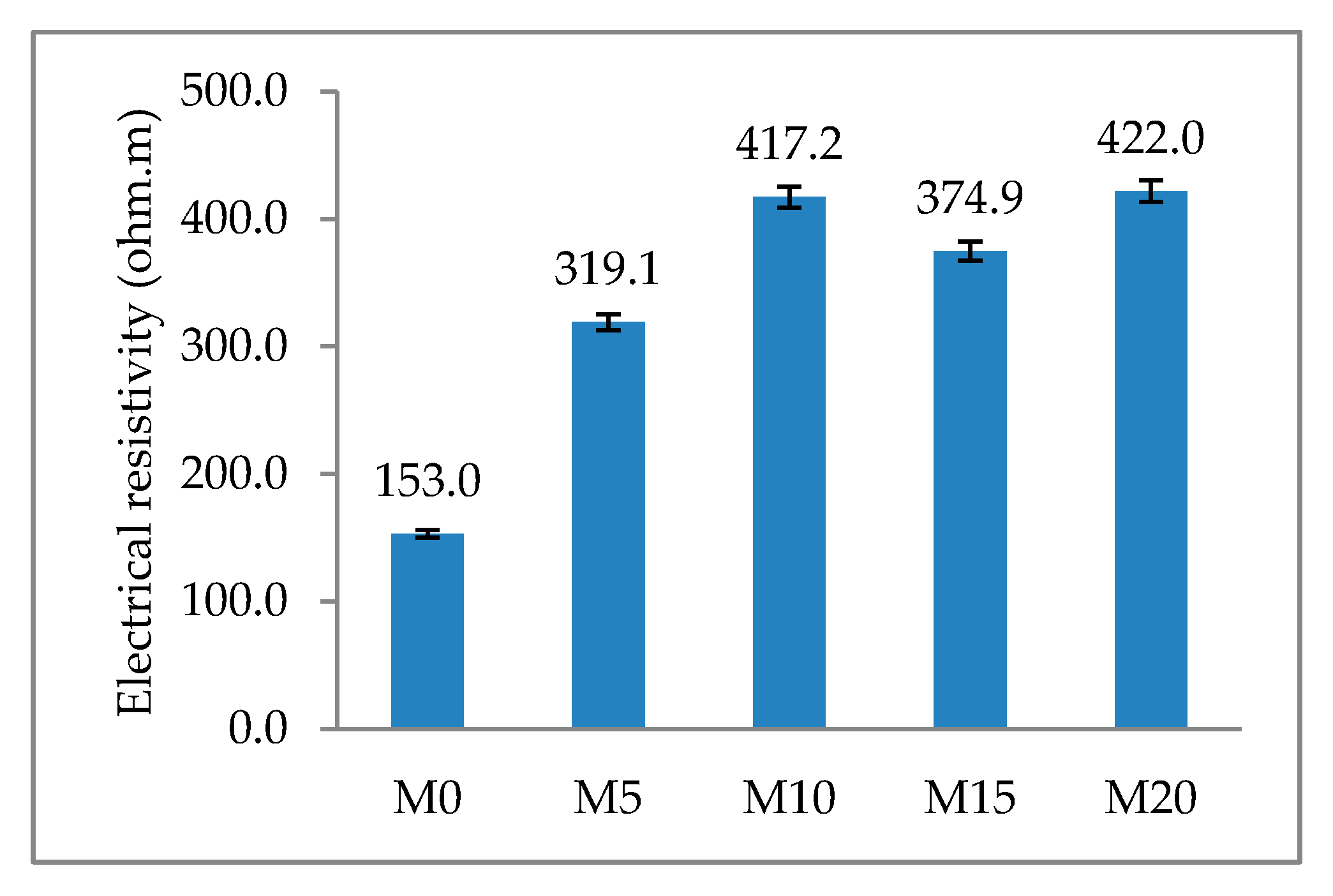
3.3.4. Electrical Resistivity
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shamili, R.; Natarajan, C.; Karthikeyan, J. An Overview of Electronic Waste as Aggregate in Concrete. World Acad. Sci. Eng. Technol. Int. J. Struct. Constr. Eng. 2017, 11, 1423–1427. [Google Scholar]
- Awasthi, A.K.; Cucchiella, F.; D’Adamo, I.; Li, J.; Rosa, P.; Terzi, S.; Wei, G.; Zeng, X. Modelling the correlations of e-waste quantity with economic increase. Sci. Total Environ. 2018, 613–614, 46–53. [Google Scholar] [CrossRef] [PubMed]
- PlasticsEurope. Plastics—The Facts. Plast Facts 2018, 2018, 38. [Google Scholar]
- Purushothaman, R.; Amirthavalli, R.R.; Karan, L. Influence of treatment methods on the strength and performance characteristics of recycled aggregate concrete. J. Mater. Civ. Eng. 2015, 27, 04014168. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made—Supplementary Information. Sci. Adv. 2017, 3, 19–24. [Google Scholar] [CrossRef]
- Gertsakis, J.; Lewis, H. Sustainability and the Waste Management Hierarchy. A Discuss Pap waste Manag hierarchy its Relatsh to Sustain. 2003. Available online: https://www.sustainability.vic.gov.au/~/media/resources/documents/Publications%20and%20Research/Publications/Q%20-%20T/Publications%20Towards%20Zero%20Waste%20Sustainability%20and%20the%20Waste%20Hierarchy%202003.pdf (accessed on 24 June 2019).
- Lv, F.; Yao, D.; Wang, Y.; Wang, C.; Zhu, P.; Hong, Y. Recycling of waste nylon 6/spandex blended fabrics by melt processing. Compos. Part B Eng. 2015, 77, 232–237. [Google Scholar] [CrossRef]
- Hama, S.M.; Hilal, N.N. Fresh properties of self-compacting concrete with plastic waste as partial replacement of sand. Int. J. Sustain. Built Environ. 2017, 6, 299–308. [Google Scholar] [CrossRef]
- Aslani, F.; Gedeon, R. Experimental investigation into the properties of self-compacting rubberised concrete incorporating polypropylene and steel fibers. Struct. Concr. 2019, 20, 267–281. [Google Scholar] [CrossRef]
- Fallah, S.; Nematzadeh, M. Mechanical properties and durability of high-strength concrete containing macro-polymeric and polypropylene fibers with nano-silica and silica fume. Constr. Build. Mater. 2017, 132, 170–187. [Google Scholar] [CrossRef]
- AL-Hadithi, A.I.; Hilal, N.N. The Possibility of Enhancing Some Properties of Self-Compacting Concrete by Adding Waste Plastic Fibers. J. Build. Eng. 2016, 8, 20–28. [Google Scholar] [CrossRef]
- Ceran, Ö.; Şimşek, B.; Uygunoğlu, T.; Şara, O. PVC concrete composites: Comparative study with other polymer concrete in terms of mechanical, thermal and electrical properties. J. Mater. Cycles Waste Manag. 2019, 21, 818–828. [Google Scholar] [CrossRef]
- Rathore, V.; Rawat, A. Effective utilization of electronic waste in concrete mixture as a partial replacement to coarse aggregates. AIP Conf. Proc. 2019, 2158, 020037. [Google Scholar]
- Si, R.; Wang, J.; Guo, S.; Dai, Q.; Han, S. Evaluation of laboratory performance of self-consolidating concrete with recycled tire rubber. J. Clean. Prod. 2018, 180, 823–831. [Google Scholar] [CrossRef]
- Acar, V.; Cakir, F.; Uysal, H.; Seydibeyoglu, M.O.; Akbulut, H.; Mosalam, K.M. Strengthening of concrete beams by monolayer prepreg composites with and without graphene reinforcement. Constr. Build. Mater. 2017, 151, 866–880. [Google Scholar] [CrossRef]
- Georgiadis, A.S.; Sideris, K.K.; Anagnostopoulos, N.S. Anagnostopoulos. Properties of SCC Produced with Limestone Filler or Viscosity Modifying Admixture. J. Mater. Civ. Eng. 2012, 22, 352–360. [Google Scholar] [CrossRef]
- Khayat, K.H. Workability, testing, and performance of selfconsolidating concrete. ACI Mater. J. 1999, 96, 346–353. [Google Scholar]
- Liew, K.M.; Kai, M.F.; Zhang, L.W. Carbon nanotube reinforced cementitious composites: An overview. Compos. Part A Appl. Sci. Manuf. 2016, 91, 301–323. [Google Scholar] [CrossRef]
- Aslani, F.; Ma, G.; Wan, D.L.Y.; Muselin, G. Development of high-performance self-compacting concrete using waste recycled concrete aggregates and rubber granules. J. Clean. Prod. 2018, 182, 553–566. [Google Scholar] [CrossRef]
- Alkmim, F.F. História Geológica de Minas Gerais. Dep Geol Esc Minas, Univ Fed Ouro Preto Morro do Cruzeiro s/n 35400000 Ouro Preto, MG. Available online: http://recursomineralmg.codemge.com.br/wp-content/uploads/2018/10/HistoriaGeologicadeMG.pdf (accessed on 15 February 2020).
- EFNARC. The European Guidelines for Self-Compacting Concrete. 2005. Available online: http://www.efnarc.org/pdf/SCCGuidelinesMay2005.pdf (accessed on 10 October 2019).
- Tutikian, B.F.; Dal Molin, D. Comparativo das Propriedades do Concreto Autoadensável (CAA) Utilizando Areia Fina e Cinza Volante. Rev. IBRACON Estruturas e Mater. 2011, 4, 247–276. [Google Scholar] [CrossRef][Green Version]
- ABNT NBR 5739-2007-Concreto-Ensaio de Compressao de Corpos-de-Prova Cilindricos.pdf. Available online: https://www.academia.edu/10401356/NBR_5739_2007_Ensaio_de_compressao_cp_cilindrico_1_ (accessed on 20 February 2020).
- ABNT NBR 15823-1. Self-Consolidating Concrete Part 1: Classification, Control and Receipt in the Fresh State. 2017. Available online: https://www.abntcatalogo.com.br/norma.aspx?ID=375764 (accessed on 20 December 2019).
- ABNT NBR15823-4. Self Compacting Concrete Part 4: Determination of Passing Ability—L-Box and U-Box Test Methods. 2017. Available online: https://www.abntcatalogo.com.br/norma.aspx?ID=375767 (accessed on 20 December 2019).
- ABNT NBR15823-5. Self-Consolidating Concrete Part 5: Determination of the Viscosity—V-Funnel Test. 2017. Available online: https://www.abntcatalogo.com.br/norma.aspx?ID=375768 (accessed on 21 December 2019).
- ABNT NBR 7222. Concreto e Argamassa—Determinação da Resistência à Tração por Compressão Diametral de Corpos de Prova Cilíndricos. Assoc Bras Normas Técnicas—Rio Janeiro. 2011. Available online: https://www.abntcatalogo.com.br/norma.aspx?ID=87151 (accessed on 1 January 2019).
- Otani, L.B.; Pereira, A.H.A. Determinação do Módulo de Elasticidade do Concreto Empregando a Técnica de Excitação por Impulso. ATCP Engenharia Física. Ribeirão Preto-São Paulo. 2017. Available online: https://www.researchgate.net/publication/321038252_Determinacao_do_modulo_de_elasticidade_do_concreto_empregando_a_Tecnica_de_Excitacao_por_Impulso (accessed on 1 July 2019).
- Popovics, J.S.; Zemajtis, J.; Shkolnik, I. A Study of Static and Dynamic Modulus of Elasticity of Concrete; ACI-CRC Final Report; Civil Environmental Engineering University of Illinois: Urbana, IL, USA, 2008; p. 16. Available online: https://www.concreteresearchcouncil.org/portals/7/files/pdfs/crc_43.pdf (accessed on 1 June 2019).
- ABNT NBR 9204. Hardened Concrete—Determination of the Eletrical-Volumetrical Resistivity—Test Method. 2012. Available online: https://www.abntcatalogo.com.br/norma.aspx?ID=193724 (accessed on 1 January 2020).
- ABNT NBR 9778. Argamassa e Concreto Endurecidos—Determinação da Absorção de Água, Índice de Vazios e Massa Específica. 2005. Available online: https://www.abntcatalogo.com.br/norma.aspx?ID=79524 (accessed on 15 January 2020).
- ABNT NBR15823-2. Self-Consolidating Concrete Part 2: Slump-Flow Test, Flow Time and Visual Stability Index—Abrams Cone Method. 2017. Available online: https://www.abntcatalogo.com.br/norma.aspx?ID=375765 (accessed on 5 January 2020).
- Madandoust, R.; Ranjbar, M.M.; Mousavi, S.Y. An investigation on the fresh properties of self-compacted lightweight concrete containing expanded polystyrene. Constr. Build. Mater. 2011, 25, 3721. [Google Scholar] [CrossRef]
- Chunchu, B.R.K.; Putta, J. Rheological and strength behavior of binary blended SCC replacing partial fine aggregate with plastic E-waste as high impact polystyrene. Buildings 2019, 2, 9. [Google Scholar] [CrossRef]
- Yang, S.; Yue, X.; Liu, X.; Tong, Y. Properties of self-compacting lightweight concrete containing recycled plastic particles. (Abstract). Constr. Build. Mater. 2015, 84, 444. [Google Scholar] [CrossRef]
- Faraj, R.H.; Hama Ali, H.F.; Sherwani, A.F.H.; Hassan, B.R.; Karim, H. Use of recycled plastic in self-compacting concrete: A comprehensive review on fresh and mechanical properties. J. Build. Eng. 2020, 30, 101283. [Google Scholar] [CrossRef]
- Angelin, A.F.; Lintz, R.C.C.; Barbosa, L.A.G. Leves E Reciclados. 2018. Available online: https://www.scielo.br/scielo.php?script=sci_arttext&pid=S1983-41952018000100076&lng=en&tlng=en (accessed on 4 January 2020).
- ABNT NBR 8953. Concreto Para Fins Estruturais—Classificação Pela Massa Específica, Por Grupos de Resistência e Consistência. 2015. Available online: http://www.abnt.org.br/ (accessed on 18 January 2020).
- Girskas, G.; Nagrockienė, D. Crushed rubber waste impact of concrete basic properties. Constr. Build. Mater. 2017, 140, 36–42. [Google Scholar] [CrossRef]
- Thomas, B.S.; Chandra Gupta, R. Properties of high strength concrete containing scrap tire rubber. J. Clean. Prod. 2016, 113, 86–92. [Google Scholar] [CrossRef]
- Ghernouti, Y.; Rabehi, B.; Bouziani, T.; Ghezraoui, H.; Makhloufi, A. Fresh and hardened properties of self-compacting concrete containing plastic bag waste fibers (WFSCC).(Abstract). Constr. Build. Mater. 2015, 82, 89. [Google Scholar] [CrossRef]
- Sadrmomtazi, A.; Dolati-Milehsara, S.; Lotfi-Omran, O.; Sadeghi-Nik, A. The combined effects of waste Polyethylene Terephthalate (PET) particles and pozzolanic materials on the properties of selfcompacting concrete. J. Clean. Prod. 2016, 112, 2363–2373. [Google Scholar] [CrossRef]
- Mohammed, A.A.; Mohammed, I.I.; Mohammed, S.A. Some properties of concrete with plastic aggregate derived from shredded PVC sheets. Constr. Build. Mater. 2019, 201, 232. [Google Scholar] [CrossRef]
- Kumayama, R.; De Morais Alcântara, M.A.; Da Silva Cruz, W.; da Silva Segantini, A.A. Estudo Da Viabibilidade Do Emprego De Pó De Mármore Para Produção De Concreto Auto-Adensável E Substituição Parcial Dos Agregados Por Pérolas De Poliestireno Expandido (Eps). REEC Rev. Eletrônica Eng. Civ. 2015, 10. [Google Scholar] [CrossRef]
- Aliabdo, A.A.E.; Abd-Elmoaty, A.E.M. Experimental investigation on the properties of polymer modified SCC. Constr. Build. Mater. 2012, 34, 584–592. [Google Scholar] [CrossRef]
- Herrera-Sosa, E.S.; Martínez-Barrera, G.; Barrera-Díaz, C.; Cruz-Zaragoza, E.; Ureña-Núñez, F.; Martí Nez-Barrera, G.; Dí, B.; Ureñ Nú, A. Recovery and Modification of Waste Tire Particles and Their Use as Reinforcements of Concrete. Int. J. Polym. Sci. 2015, 2015, 1–8. [Google Scholar] [CrossRef]
- Lu, X.; Sun, Q.; Feng, W.; Tian, J. Evaluation of dynamic modulus of elasticity of concrete using impact-echo method. Constr. Build. Mater. 2013, 47, 231–239. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstruture, Properties and Materials; Department of Civil and Environmental Engineering University of California at Berkeley: Berkeley, CA, USA, 2015; Volume 3, ISBN 0071589198. [Google Scholar]
- Helene, P.R.; Terzian, P. Manual de Dosagem e Controle do Concreto; Pini, S., Paulo, S.P., Eds.; IBRACON—Instituto Brasileiro do Concreto: São Paulo, Spain, 1992. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate | Characterization Test | Standard | |
|---|---|---|---|
| Physical characterization | Fine aggregate | Granulometry | ABNT NBR NM 248:2003 |
| Specific mass, unit mass | ABNT NBR NM 52:2009 | ||
| Absorption | ABNT NBR NM 30:2001 | ||
| Coarse aggregate Polymeric waste | Granulometry | ABNT NBR NM 248:2003 | |
| Specific mass, unit mass, absorption | ABNT NBR NM 53:2009 | ||
| Chemical characterization | Polymeric waste | Infrared spectroscopy | ASTM D2702-05: 2016 |
| Classification | Polymeric waste | Classification as solid waste | ABNT NBR 10004:2004 and CONAMA n° 313:2002 |
| Mixtures | % PW | C | SPA | FA | CA | PW | SPA | Water |
|---|---|---|---|---|---|---|---|---|
| M0 | 0% | 1 | 0.1 | 1.6 | 1.4 | 0 | 0.015 | 0.42 |
| M5 | 5% | 1 | 0.1 | 1.6 | 1.33 | 0.07 | 0.015 | 0.42 |
| M10 | 10% | 1 | 0.1 | 1.6 | 1.26 | 0.14 | 0.015 | 0.42 |
| M15 | 15% | 1 | 0.1 | 1.6 | 1.19 | 0.21 | 0.015 | 0.42 |
| M20 | 20% | 1 | 0.1 | 1.6 | 1.12 | 0.28 | 0.015 | 0.42 |
| Samples | Chemical Analysis | Composition | Physical and Visual Appearance |
|---|---|---|---|
| 1 | Polyurethane (PU) | 31% | Opaque; White; smooth surface; ductile; hard |
| 2 | Polyurethane (PU) | 13% | Opaque; strong gray; rough surface; ductile; hard |
| 3 | Polyurethane (PU) | 24% | Opaque; black; rough surface; ductile; soft |
| 4 | Polyester (PES) | 21% | Translucent; strong gray; smooth surface; ductile; hard |
| 5 | Polyester (PES) | 6% | Translucent; light gray; smooth surface; ductile; hard |
| 6 | Polyester (PES) | 4% | Transparent; smooth surface; fragile; hard |
| Sieve Opening (mm) | Polymeric Waste | Fine Aggregate | Coarse Aggregate |
|---|---|---|---|
| % Accumulated | % Accumulated | % Accumulated | |
| 9.5 | 0.00 | 0.00 | 4.0 |
| 4.8 | 56.00 | 0.00 | 71.00 |
| 2.4 | 88.00 | 1.00 | 83.00 |
| 1.2 | 95.00 | 7.00 | 91.00 |
| 0.6 | 98.00 | 14.00 | 95.00 |
| 0.3 | 99.00 | 58.00 | 97.00 |
| 0.15 | 100.00 | 96.00 | 98.00 |
| <0.15 | 100.00 | 100.00 | 100.00 |
| Dmax (mm) | 9.50 | 2.4 | 9.50 |
| Fineness module | 5.37 | 2.6 | 6.39 |
| Specific gravity (g/cm3) | 1.33 | 2.67 | 2.88 |
| Absorption | 1.50 | 2.50 | 2.00 |
| Classification | 1 CONAMA: Class II or III—A007 E A008 | Lower usable zone | Zone 4.75/12.50 |
| Classification | Porosity I % | Water Absorption A % |
|---|---|---|
| Deficient | ≥15 | ˃6.3 |
| Normal | 10 to 15 | 4.2 to 6.3 |
| Durable | ≤10 | ˂4.2 |
| Concrete Resistivity | Indications of Corrosion Probability |
|---|---|
| >200 ohm.m | Negligible |
| 100 a 200 ohm.m | Low |
| 50 a 100 ohm.m | High |
| <50 ohm.m | Very high |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, L.R.R.d.; Silva, J.A.d.; Francisco, M.B.; Ribeiro, V.A.; de Souza, M.H.B.; Capellato, P.; Souza, M.A.; Claret dos Santos, V.; Cesar Gonçalves, P.; de Lourdes Noronha Motta Melo, M. Polymeric Waste from Recycling Refrigerators as an Aggregate for Self-Compacting Concrete. Sustainability 2020, 12, 8731. https://doi.org/10.3390/su12208731
Silva LRRd, Silva JAd, Francisco MB, Ribeiro VA, de Souza MHB, Capellato P, Souza MA, Claret dos Santos V, Cesar Gonçalves P, de Lourdes Noronha Motta Melo M. Polymeric Waste from Recycling Refrigerators as an Aggregate for Self-Compacting Concrete. Sustainability. 2020; 12(20):8731. https://doi.org/10.3390/su12208731
Chicago/Turabian StyleSilva, Lucas Ramon Roque da, Josimara Aparecida da Silva, Matheus Brendon Francisco, Vander Alkmin Ribeiro, Michel Henry Bacelar de Souza, Patricia Capellato, Marcelo Anderson Souza, Valquíria Claret dos Santos, Paulo Cesar Gonçalves, and Mirian de Lourdes Noronha Motta Melo. 2020. "Polymeric Waste from Recycling Refrigerators as an Aggregate for Self-Compacting Concrete" Sustainability 12, no. 20: 8731. https://doi.org/10.3390/su12208731
APA StyleSilva, L. R. R. d., Silva, J. A. d., Francisco, M. B., Ribeiro, V. A., de Souza, M. H. B., Capellato, P., Souza, M. A., Claret dos Santos, V., Cesar Gonçalves, P., & de Lourdes Noronha Motta Melo, M. (2020). Polymeric Waste from Recycling Refrigerators as an Aggregate for Self-Compacting Concrete. Sustainability, 12(20), 8731. https://doi.org/10.3390/su12208731