Abstract
For practical applications, both environmental and economic aspects are highly required to consider in the development of recycling of fibre reinforced polymers (FRPs) encountering their end-of-life. Here, a sustainable, low cost, and efficient approach for the recycling of the glass fibre (GF) from GF reinforced epoxy polymer (GFRP) waste is introduced, based on a microwave-assisted chemical oxidation method. It was found that in a one-step process using microwave irradiation, a mixture of hydrogen peroxide (H2O2) as a green oxidiser and tartaric acid (TA) as a natural organic acid could be used to decompose the epoxy matrix of a waste GFRP up to 90% yield. The recycled GFs with ~92.7% tensile strength, ~99.0% Young’s modulus, and ~96.2% strain-to-failure retentions were obtained when compared to virgin GFs (VGFs). This short microwave irradiation time using these green and sustainable recycling solvents makes this a significantly low energy consumption approach for the recycling of end-of-life GFRPs.
1. Introduction
Due to the high strength and stiffness of fibre reinforced polymers (FRPs), they are widely used in a growing number of fields including automotive, aircraft, aerospace, wind turbines, and civil infrastructure [1,2,3,4,5]. The net global glass fibre (GF) market is expected to reach USD 12 billion by 2025, according to a 2019 Global Market Insights, Inc. report. Market reports have also stated that the global GF reinforced epoxy polymer (GFRP) composites market is likely to grow at a steady pace as the material finds varied end-use applications. During the forecast years of 2018 to 2025, the GFRP composites market is expected to register a compound annual growth rate of 9.18% [6]. This growth in the use of GFRP composites will lead to the production of higher amounts of waste [7,8,9,10]. Therefore, it is highly necessary to develop a GFRP waste management system dealing with GFs recovery to comply with this legislation [11,12].
Recently, in order to close the loop of GFRPs life-cycle, the complete recycling of GFRPs comprising of the recycling process of both fibres and polymer matrix has been at the centre of attention [13,14]. In contrast to thermoplastics, the recycling of FRPs fabricated by thermosetting resins is always more challenging because of highly cross-linked networks through irreversible chemical reactions, which make them insoluble and infusible in common solvents [9,15]. As yet, various approaches have been industrialized to reclaim GFs from GFRPs which are as follows [16,17,18,19,20]: mechanical recycling consists of shredding, crushing, and milling; pyrolysis and fluidized bed process; and chemical recycling. Although mechanical recycling is a cost-effective process, the mechanical performance of the fibres has greatly been ruined. Moreover, only 70−75% strength retention in reclaimed fibres is reported when using the pyrolysis and fluidized bed processes. It should be mentioned that these approaches also consume significant amounts of energy and release highly toxic gases [6]. Although these days environmentally clean chemical approaches are used to digest thermoset resins, in the past, strong oxidation mediums consisting of sulphuric and nitric acids were typically used to recycle the fibres [21,22]. Nowadays, enormous advances in chemical/electrochemical recycling methods have been made to minimize the damage to the fibres during recycling processes and to keep consistency of the fibre architecture [23,24,25].
Focusing on sustainable and green chemistry aspects [26,27,28,29,30], chemical methods which are based on supercritical solvents in which an organic solvent or water with or without catalysts are the most promising methods. These methods can retain fibre strength up to >90% and generate a limited quantity of by-products and wastes [31,32,33,34,35]. Nevertheless, they are still considered high energy-consuming processes because of the fact that reaching the supercritical status of solvents requires high processing temperatures and extremely high pressures. Therefore, the development of methods based on low temperatures and ambient pressure conditions are still demanding [36]. For the first time, Xu et al. [37] used H2O2 in combination with an organic solvent as an efficient and green oxidiser medium, which can fulfil the supercritical state of the solvents but at lower temperatures and pressures for recycling a carbon fibre (CF) epoxy composite. They achieved recycled CFs with a strength >95% of the original strength and a degradation ratio of >90%. Peracetic acid, a mixture of H2O2 and acid acetic, was introduced by Das et al. [38] to degrade a highly cross-linked amine–epoxy resin system, leaving behind CF with 94% retention of its original strength. However, the potential of these methods for recycling of GFRPs and their effects on the final properties of GFs have not been investigated yet. The concept of microwave irradiation for producing the required heat of the processes in lieu of conventional heating to increase efficiency of reactions has been researched during the past decades, and is confirmed to be more energy efficient and environmentally friendly nature [39,40]. In this regard, Zhao et al. [41] studied the effect of a microwave accelerated catalytic degradation approach in an anhydride–epoxy resin system. Their two-step process consists of diethylenetriamine as solvent to reach the highest degradation ratios in a long period of time. However, the effect of their proposed process on the mechanical properties of the recycled fibres have not been evaluated.
Here, we have developed a cost-effective, fast, efficient, and sustainable chemical method for degradation of a high-performance GF/amine–epoxy composite waste and recycling of its GFs under microwave irradiation. Tartaric acid (TA), which is a natural organic acid, in combination with H2O2 was employed as a mild and green oxidiser medium. In this process, the green and sustainability aspects are reflected in using “safer solvents”, “renewable feedstocks”, and a “design for energy efficiency” [42]. The effect of various processing parameters on the degradation ratio of the GFRPs and reclaimed GF properties have also been evaluated.
2. Experimental
2.1. Materials
Tartaric acid (TA) and hydrogen peroxide (H2O2, 50 wt %) were provided by Paramount Chemicals (Melbourne, Australia). A viscose epoxy resin (RIM935 grade) and an aliphatic diamine based liquid curing agent (RIM936 grade) were supplied by Hexion Inc. (Columbus, OH, USA). Waste composite panels (WCP) with a 5 mm thickness, fabricated using vacuum resin infusion technique using woven GF fabrics (Hexcel, Washington, USA) and cured at 120 °C for 2 h, were kindly provided by Ironbark Composites, Torquay, Australia.
2.2. Recycling Process
To produce the recycling solvent, tartaric acid (TA) and hydrogen peroxide (H2O2, 50 wt %) were mixed in different ratios by a magnet stirrer at room temperature for 30 min. A waste glass fibre reinforced epoxy–amine composite panel (WCP) piece with dimensions of approximately 5 cm × 2 cm × 5 mm was immersed in the TA/H2O2 solvent and irradiated using a conventional microwave (800 watts) for different time durations. After 1.5 min microwave irradiation, the hot mixture was taken out and kept idle for 30 min to simultaneously decompose the WCP and cool down the mixture. For the samples with higher microwave time durations, this process was repeated to reach time durations of 3 and 4.5 min, cooling for 30 min between each step. Two different control experiments using solutions of pure H2O2 and pure TA (5 M) were also performed. Afterwards, the remaining WCP, which mainly consisted of recycled GFs, was washed with acetone in an ultrasonic cleaner for 5 min, followed by drying at 60 °C. The decomposition yield (Dy) was calculated according to the following Equation (1) [38]:
where mi is the initial weight of the WCP, mr is the weight of remaining WCP after the recycling process, and wi is the mass fraction of epoxy resin in the WCP which was determined by TGA. Table 1 presents the conditions of all experiments and their Dy values.
Dy = 100(mi − mr)/wi × mi)

Table 1.
The effect of H2O2/tartaric acid (TA) ratio and microwave irradiation time on decomposition yield (Dy) of the waste glass fibre reinforced epoxy–amine composite panel (WCP).
2.3. Characterizations
GFs tensile properties were measured using a Favimat + Robot 2 single fibre tester (Textechno H. Stein, Bavaria, Germany). The force–elongation data for individual fibres (at least 75 single fibres) loaded into a magazine were automatically recorded. Tensile load–elongation curves were obtained at a test speed of 2.0 mm/min using a gauge length of 25 mm and a pretension of 0.5 cN/tex according to ASTM D1577 linear density and ISO 11566 for fibre tensile test. The Weibull modulus was calculated based on Weibull theory [43,44]. Thermogravimetric analysis (TGA) was performed under a nitrogen atmosphere with a heating rate of 10 °C/min from room temperature to 800 °C holding for 30 min. Fourier transform infrared (FTIR) analysis was performed by a Bruker Vertex 70 FTIR spectrometer. SEM imaging was performed by a scanning electron microscope (ZEISS Supra 55 SEM VP, Oberkochen, Germany) operated with a 5 kV accelerating voltage.
3. Results and Discussion
3.1. Recycling Process Optimization
The proposed recycling process in which H2O2 and TA were used as a green recycling solvent is schematically presented in Figure 1. Upon microwave irradiation, reaction temperature increased which led to the self-accelerated recycling process. During the cooling process, fibres were gradually separated into individual filaments. After 1.5 min microwave irradiation, the temperature increased to 100 °C, which provided enough energy for reaction of TA with H2O2. Various H2O2/TA ratios and microwave irradiation time durations were evaluated to optimize the process and obtain high values of Dy. As presented in Table 1, when the H2O2/TA ratio increased from 1 to 3 at a constant microwave irradiation time, Dy increased gradually. For instance, for 3 min microwave irritation time, Dy increased from 73% to 92% when H2O2/TA ratio increased from 1 to 3. More importantly, increasing microwave irradiation time up to 4.5 min increased Dy, reaching a Dy of 93%. After 4.5 min time, a higher Dy could not be achieved by increasing irradiation time, (e.g., 6 min, RGFs10 sample) and it remained as high as 93% for an H2O2/TA ratio of 3 and microwave irritation time of 6 min. The pure H2O2 and pure TA solutions (5 M) were also applied as recycling solvents (samples RGFs11 and RGFs12, respectively), recording Dy values of <3%. This implies that only the reaction of TA and H2O2 under microwave irradiation provides an oxidation medium suitable for epoxy matrix decomposition. It can be discussed that the reaction of H2O2 and TA can produce various reactive species (e.g., organic peroxides) which can decompose epoxy resin possibly through C–N bonds cleavage [23,33,37,38]. Moreover, to investigate the role of microwave irradiation, an H2O2/TA solution without WCP was also treated under microwave irradiation, which can only raise the temperature up to ~70 °C within 1.5 min irradiation. This shows that WCP is a microwave absorbing material that can transfer the microwave energy to the H2O2/TA solution, leading to the increase of temperature over a short period of time. The effect of conventional heating on Dy was also studied (RGFs13 sample). At an H2O2/TA ratio of 3, a Dy of only 67% was obtained after 360 min, which is a very long time compared to 4.5 min microwave irradiation. Three samples of RGFs5, RGFs6, and RGFs9 which have maximum Dy were chosen for further analyses.
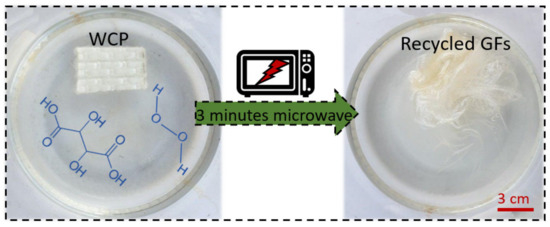
Figure 1.
Schematic presentation of the recycling process of WCP under microwave irradiation to recover its glass fibres (GFs) using a green solvent containing H2O2 and TA.
Figure 2a demonstrates the TGA thermogram of WCP in which a 16% weight loss at 800 °C was observed. This denotes that the WCP consisted of ~84 wt % GFs (equal to ~72% volume fraction) and ~16 wt % epoxy polymer, while the TGA thermogram of virgin GFs (VGFs) showed only a minor weight loss of ~1.5% at 800 °C. However, RGFs5, RGFs6, and RGFs9 demonstrated higher weight losses, showing higher polymer residues remaining on the fibres. A rational correlation between weight loss of the various samples and their Dy can be understood according to the Dy values. In other words, a lower Dy leads to a higher weight loss due to higher amounts of polymer residue on the fibre surface. However, a higher Dy might also result from slight etching on the surface of the GFs due to the reaction of H2O2 with the surface, leaving behind sodium hydroxide [45]. Figure 2b shows FTIR of VGFs and RGFs5. VGFs exhibited typical peaks related to the structure of the GFs (e.g., 1020 cm−1 (Si–O–Si) and 3550 cm−1 (Si– OH)). Apart from the Si–O–Si structural peak, new peaks at 3400 cm−1, 2860–2970 cm−1, and 840 cm−1 appeared in FTIR spectra of RGFs5. These wavelengths are respectively associated with Ph–OH/C–OH, C–H, and C–O–C [46,47], which are the main adducts of epoxy matrix which remained on the surface of the GFs.
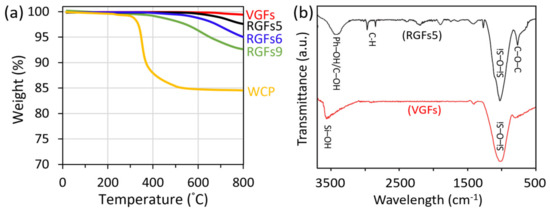
Figure 2.
(a) TGA thermograms of the various samples including virgin GFs (VGFs), different recycled GFs, and WCP; and (b) FTIR spectrums of VGFs and RGFs5.
Figure 3a,b depicts SEM images of WCP before and after the recycling process, respectively. Before recycling of WCP, the GFs were completely covered by epoxy polymer. After the recycling process, no resin-rich area was observed on the GFs (Figure 3b), denoting successful recycling of WCP to remove the epoxy polymer. The SEM images of the VGFs surface (Figure 3c,d) present a clean and smooth surface. However, SEM images of RGFs5 (Figure 3g,h) demonstrate a relatively rough surface consisting of some minor polymer residue particles on its surface.
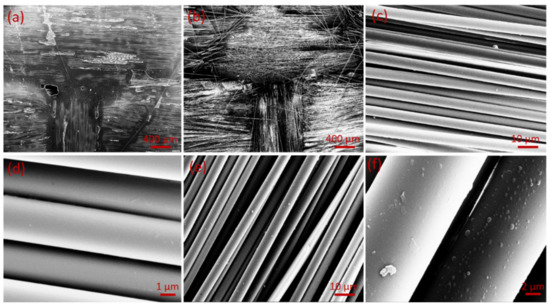
Figure 3.
SEM images of the WCP (a) before and (b) after recycling process, and SEM images of (c,d) VGFs and (e,f) reclaimed RGFs5.
3.2. Mechanical Properties of Recycled GFs
Mechanical properties of the recycled GFs were evaluated using tensile testing of the single filaments to investigate the effect of the proposed process. Typical stress–strain curves of the VGFs and various recycled GFs are presented in Figure 4a. Using these curves, different parameters such as tensile strength, Young’s modulus, strain-to-failure, and Weibull modulus were obtained. As presented in Figure 4b–d, VGFs showed 2.87 ± 0.75 GPa tensile strength, 83.66 ± 3.61 GPa Young’s modulus, and 3.73% ± 1.07 strain-to-failure. The closest values for these properties were for the RGFs5 sample with 2.66 ± 0.82 GPa tensile strength, 82.69 ± 4.92 GPa Young’s modulus, and 3.68% ± 1.15 strain-to-failure. Compared to VGFs, RGFs5 showed only a 7.3% reduction in tensile strength, a 1.0% reduction in Young’s modulus, and a 1.3% reduction in strain-to-failure. These insignificant reductions indicate that the recycling process using the H2O2/TA solution under microwave irradiation did not significantly affect the mechanical performance of the GFs and the entire process only decomposed the cured amine–epoxy system. Although RGFs6 and RGFs9 samples had slightly higher Dy values compared to RGFs5, their mechanical performance reduction was higher than RGFs5, probably due to applying longer microwave irradiation times in their processes.
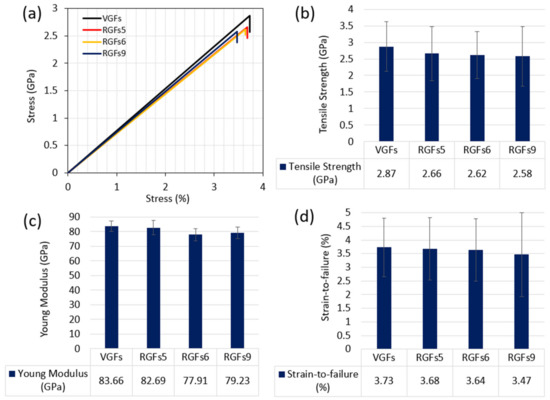
Figure 4.
(a) Stress–strain curves, (b) tensile strength, (c) Young’s modulus, and (d) strain-to-failure values of the various GFs according to Table 1.
Mechanical properties of the GFs are a multiplex parameter because each GF bundle consisted of thousands of single filaments and it is not precise to describe them only by the single tensile strength values. In this regard, the Weibull model provides a useful tool to understand the intrinsic statistical nature of the fracture strength [48]. The Weibull modulus in this model is a determining parameter which can control the length dependence of the average fracture stress and bundle efficiency, reflecting the shape of the defect population in the GFs [48]. Using Weibull plots presented in Figure 5a, Weibull modulus can be calculated (Figure 5b). Despite reduction in tensile strength, Young’s modulus, and strain-to-failure of RGFs5 compared to VGFs, there was no statistical difference between Weibull modulus of RGFs5 and VGFs. However, RGFs6 and RGFs9 samples showed lower Weibull modulus compared to both RGFs5 and VGFs.
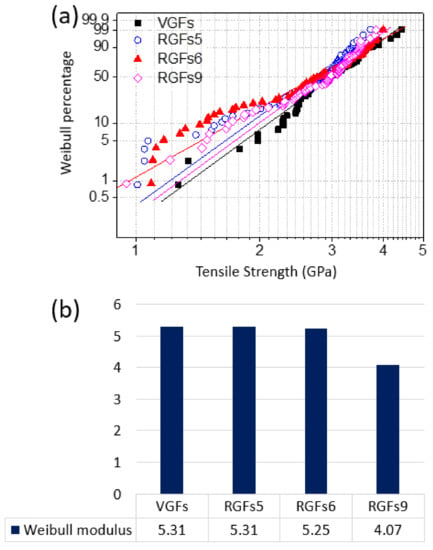
Figure 5.
(a) Weibull plots, and (b) Weibull modulus of the various GFs according to Table 1.
4. Conclusions
In GFRP composites waste recycling, it is crucial to develop low cost approaches for recycling the GFs, otherwise it will not be beneficial and affordable since commercial GFs are not very expensive reinforcing fibres. When it comes to the cost of recycling processes, the combination of time, temperature, and pressure always leads to a higher cost. Figure 6 compares outcomes of our presented approach with other approaches already reported in the literature. In chemical approaches, often long-term heat treatment and/or high pressure are required. On the other hand, the pyrolysis approach, which is considered an environmentally unfriendly and high energy-consuming method, is usually a distractive method for the GFs recycling.
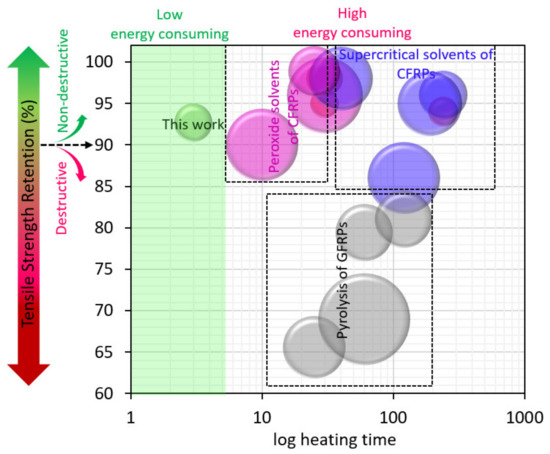
Figure 6.
Proposition of this work compared to other approaches for both GFRPs and CFs reinforced polymers (CFRPs) in terms of recycling time and temperature, and tensile strength retention of the GFs (a bigger circle means a higher temperature required for the process).
In this work, a low cost and rapid process for the recycling of GFs from waste composites was successfully introduced. A microwave accelerated reaction between H2O2 and TA effectively decomposed a highly cured amine–epoxy resin in a waste GFRP. The microwave irradiation was conducted only for three minutes and the recycling process was completed over a 60 min cooling period. The yield of this process was as high as 90%, leading to obtaining individual GFs. This low energy-consuming approach resulted in the reclaimed GFs presenting only 7.3% reduction in tensile strength, 1.0% reduction in Young’s modulus, and 1.3% reduction in strain-to-failure, when compared to their original commercial GFs.
Author Contributions
Conceptualization, O.Z.; data curation, O.Z., C.L. and M.R.G.F.; formal analysis, O.Z., M.A., R.M. and Q.L.; funding acquisition, M.N.; investigation, O.Z. and M.A.; methodology, O.Z., M.A., C.L., Q.L. and M.R.G.F.; resources, M.N.; supervision, M.N.; validation, R.M.; writing—original draft, O.Z.; writing—review and editing, M.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
This research was supported by the Australian Research Council World Class Future Fibre Industry Transformation Research Hub (IH140100018) and the Australian Research Council Training Centre for Light Weight Automotive Structures (ATLAS). The authors would like to thank Deakin University’s Advanced Characterization team for use of the electron microscopy facility. This work was performed in part at the Deakin node of the Australian National Fabrication Facility, a company established under the National Collaborative Research Infrastructure Strategy to provide nano- and micro-fabrication facilities for Australia’s researchers.
Conflicts of Interest
The authors declare no competing financial interest.
References
- Liu, P.; Meng, F.; Barlow, C.Y. Wind turbine blade end-of-life options: An eco-audit comparison. J. Clean. Prod. 2019, 212, 1268–1281. [Google Scholar] [CrossRef]
- Khayyam, H.; Jazar, R.N.; Nunna, S.; Golkarnarenji, G.; Badii, K.; Mousa Fakhrhoseini, S.; Kumar, S.; Naebe, M. PAN Precursor Fabrication, Applications and Thermal Stabilization Process in Carbon Fiber Production: Experimental and Mathematical Modelling. Prog. Mater. Sci. 2019, 107, 100575. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, X.; Lemanski, S.; Nezhad, H.Y.; Ayre, D. Experimental and numerical study of process-induced defects and their effect on fatigue debonding in composite joints. Int. J. Fatigue 2019, 125, 47–57. [Google Scholar] [CrossRef]
- An, D.; Lotfian, S.; Mesbah, D.; Ayre, D.; Yoosefinejad, A.; Thakur, V.K.; Yazdani Nezhad, H. Ultra-thin electrospun nanofibers for development of damage-tolerant composite laminates. Mater. Today Chem. 2019, 14, 100202. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Nikafshar, S.; Chandrakumar Preyeswary, K.; Naebe, M. A technical review on epoxy-clay nanocomposites: Structure, properties, and their applications in fiber reinforced composites. Compos. Part B: Eng. 2018, 135, 1–24. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef]
- Verma, S.; Balasubramaniam, B.; Gupta, R.K. Recycling, reclamation and re-manufacturing of carbon fibres. Curr. Opin. Green Sustain. Chem. 2018, 13, 86–90. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Fayazbakhsh, K.; Lessard, L. Recycling of fiberglass wind turbine blades into reinforced filaments for use in Additive Manufacturing. Compos. Part B: Eng. 2019, 175, 107101. [Google Scholar] [CrossRef]
- Zaidi, Z.; Crosky, A. Unidirectional Rubber-Toughened Green Composites Based on PHBV. Sustainability 2019, 11, 2411. [Google Scholar] [CrossRef]
- Li, Y.-F.; Hsu, T.-H.; Hsieh, F.-C. A Study on Improving the Mechanical Behaviors of the Pultruded GFRP Composite Material Members. Sustainability 2019, 11, 577. [Google Scholar] [CrossRef]
- Lefeuvre, A.; Garnier, S.; Jacquemin, L.; Pillain, B.; Sonnemann, G. Anticipating in-use stocks of carbon fiber reinforced polymers and related waste flows generated by the commercial aeronautical sector until 2050. Resour. Conserv. Recycl. 2017, 125, 264–272. [Google Scholar] [CrossRef]
- Lefeuvre, A.; Garnier, S.; Jacquemin, L.; Pillain, B.; Sonnemann, G. Anticipating in-use stocks of carbon fibre reinforced polymers and related waste generated by the wind power sector until 2050. Resour. Conserv. Recycl. 2019, 141, 30–39. [Google Scholar] [CrossRef]
- Hagnell, M.K.; Åkermo, M. The economic and mechanical potential of closed loop material usage and recycling of fibre-reinforced composite materials. J. Clean. Prod. 2019, 223, 957–968. [Google Scholar] [CrossRef]
- Knappich, F.; Klotz, M.; Schlummer, M.; Wölling, J.; Mäurer, A. Recycling process for carbon fiber reinforced plastics with polyamide 6, polyurethane and epoxy matrix by gentle solvent treatment. Waste Manag. 2019, 85, 73–81. [Google Scholar] [CrossRef] [PubMed]
- Zabihi, O.; Ahmadi, M.; Shafei, S.; Seraji, S.M.; Oroumei, A.; Naebe, M. One-step amino-functionalization of milled carbon fibre for enhancement of thermo-physical properties of epoxy composites. Compos. Part A: Appl. Sci. Manuf. 2016, 88, 243–252. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.S.R.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. J. Clean. Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.J.; Lester, E.H.; Turner, T.A.; Wong, K.H.; Warrior, N.A. Characterisation of carbon fibres recycled from carbon fibre/epoxy resin composites using supercritical n-propanol. Compos. Sci. Technol. 2009, 69, 192–198. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, W.; Jin, X.; Liang, X.; Sui, G.; Yang, X. Efficient reclamation of carbon fibers from epoxy composite waste through catalytic pyrolysis in molten ZnCl2. RSC Adv. 2019, 9, 377–388. [Google Scholar] [CrossRef]
- Yu, K.; Shi, Q.; Dunn, M.L.; Wang, T.; Qi, H.J. Carbon Fiber Reinforced Thermoset Composite with Near 100% Recyclability. Adv. Funct. Mater. 2016, 26, 6098–6106. [Google Scholar] [CrossRef]
- Jiang, J.; Deng, G.; Chen, X.; Gao, X.; Guo, Q.; Xu, C.; Zhou, L. On the successful chemical recycling of carbon fiber/epoxy resin composites under the mild condition. Compos. Sci. Technol. 2017, 151, 243–251. [Google Scholar] [CrossRef]
- Li, J.; Xu, P.-L.; Zhu, Y.-K.; Ding, J.-P.; Xue, L.-X.; Wang, Y.-Z. A promising strategy for chemical recycling of carbon fiber/thermoset composites: Self-accelerating decomposition in a mild oxidative system. Green Chem. 2012, 14, 3260–3263. [Google Scholar] [CrossRef]
- Zhu, J.-H.; Chen P-y Su M-n Pei, C.; Xing, F. Recycling of carbon fibre reinforced plastics by electrically driven heterogeneous catalytic degradation of epoxy resin. Green Chem. 2019, 21, 1635–1647. [Google Scholar] [CrossRef]
- Sun, H.; Guo, G.; Memon, S.A.; Xu, W.; Zhang, Q.; Zhu, J.-H.; Xing, F. Recycling of carbon fibers from carbon fiber reinforced polymer using electrochemical method. Compos. Part A: Appl. Sci. Manuf. 2015, 78, 10–17. [Google Scholar] [CrossRef]
- Nikafshar, S.; Zabihi, O.; Moradi, Y.; Ahmadi, M.; Amiri, S.; Naebe, M. Catalyzed Synthesis and Characterization of a Novel Lignin-Based Curing Agent for the Curing of High-Performance Epoxy Resin. Polymers 2017, 9, 266. [Google Scholar] [CrossRef] [PubMed]
- Radkar, S.S.; Amiri, A.; Ulven, A.C. Tensile Behavior and Diffusion of Moisture through Flax Fibers by Desorption Method. Sustainability 2019, 11, 3558. [Google Scholar] [CrossRef]
- Zabihi, O.; Shafei, S.; Fakhrhoseini, S.M.; Ahmadi, M.; Ajdari Nazarloo, H.; Stanger, R.; Anh Tran, Q.; Lucas, J.; Wall, T.; Naebe, M. Low-Cost Carbon Fibre Derived from Sustainable Coal Tar Pitch and Polyacrylonitrile: Fabrication and Characterisation. Materials 2019, 12, 1281. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Ghandehari Ferdowsi, M.R.; Li, Q.; Fakhrhoseini, S.M.; Mahmoodi, A.V.; Naebe, M. Natural bauxite nanosheets: A multifunctional and sustainable 2D nano-reinforcement for high performance polymer nanocomposites. Compos. Sci. Technol. 2019, 184, 107868. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Li, Q.; Ferdowsi, M.R.G.; Mahmoodi, R.; Kalali, E.N.; Wang, D.; Naebe, M. A sustainable approach to scalable production of a graphene based flame retardant using waste fish deoxyribonucleic acid. J. Clean. Prod. 2020, 247, 119150. [Google Scholar] [CrossRef]
- Kim, Y.N.; Kim, Y.-O.; Kim, S.Y.; Park, M.; Yang, B.; Kim, J.; Jung, Y.C. Application of supercritical water for green recycling of epoxy-based carbon fiber reinforced plastic. Compos. Sci. Technol. 2019, 173, 66–72. [Google Scholar] [CrossRef]
- Okajima, I.; Sako, T. Recycling fiber-reinforced plastic using supercritical acetone. Polym. Degrad. Stab. 2019, 163, 1–6. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Ge, H.; Yang, Y.; Wang, Y.; Zhang, C.; Li, J.; Deng, T.; Qin, Z.; Hou, X. Chemical Recycling of Carbon Fiber Reinforced Epoxy Resin Composites via Selective Cleavage of the Carbon–Nitrogen Bond. ACS Sustain. Chem. Eng. 2015, 3, 3332–3337. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, Z.; Feng, L. Chemical recycling of carbon fibers reinforced epoxy resin composites in oxygen in supercritical water. Mater. Des. 2010, 31, 999–1002. [Google Scholar] [CrossRef]
- Boulanghien, M.; Mili, M.; Bernhart, G.; Berthet, F.; Soudais, Y. Mechanical Characterization of Carbon Fibres Recycled by Steam Thermolysis: A Statistical Approach. J. Adv. Mater. Sci. Eng. 2018, 2018, 10. [Google Scholar] [CrossRef]
- Kuang, X.; Zhou, Y.; Shi, Q.; Wang, T.; Qi, H.J. Recycling of Epoxy Thermoset and Composites via Good Solvent Assisted and Small Molecules Participated Exchange Reactions. ACS Sustain. Chem. Eng. 2018, 6, 9189–9197. [Google Scholar] [CrossRef]
- Xu, P.; Li, J.; Ding, J. Chemical recycling of carbon fibre/epoxy composites in a mixed solution of peroxide hydrogen and N.,N-dimethylformamide. Compos. Sci. Technol. 2013, 82, 54–59. [Google Scholar] [CrossRef]
- Das, M.; Chacko, R.; Varughese, S. An Efficient Method of Recycling of CFRP Waste Using Peracetic Acid. ACS Sustain. Chem. Eng. 2018, 6, 1564–1571. [Google Scholar] [CrossRef]
- Zhu, Y.-J.; Chen, F. Microwave-Assisted Preparation of Inorganic Nanostructures in Liquid Phase. Chem. Rev. 2014, 114, 6462–6555. [Google Scholar] [CrossRef]
- Bassyouni, F.A.; Abu-Bakr, S.M.; Rehim, M.A. Evolution of microwave irradiation and its application in green chemistry and biosciences. Res. Chem. Intermed. 2012, 38, 283–322. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, X.-L.; Tian, F.; An, W.-L.; Xu, S.; Wang, Y.-Z. A fast and mild closed-loop recycling of anhydride-cured epoxy through microwave-assisted catalytic degradation by trifunctional amine and subsequent reuse without separation. Green Chem. 2019, 21, 2487–2493. [Google Scholar] [CrossRef]
- Anastas, P.T.; Zimmerman, J.B. Peer Reviewed: Design Through the 12 Principles of Green Engineering. Environ. Sci. Technol. 2003, 37, 94A–101A. [Google Scholar] [CrossRef] [PubMed]
- Naito, K.; Tanaka, Y.; Yang, J.-M.; Kagawa, Y. Tensile properties of ultrahigh strength PAN-based, ultrahigh modulus pitch-based and high ductility pitch-based carbon fibers. Carbon 2008, 46, 189–195. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Li, Q.; Shafei, S.; Huson, M.G.; Naebe, M. Carbon fibre surface modification using functionalized nanoclay: A hierarchical interphase for fibre-reinforced polymer composites. Compos. Sci. Technol. 2017, 148, 49–58. [Google Scholar] [CrossRef]
- Keating, K.B.; Rozner, A.G. Decomposition of Hydrogen Peroxide on Glass. J. Phys. Chem. 1965, 69, 3658–3660. [Google Scholar] [CrossRef]
- Zabihi, O.; Aghaie, M.; Aghaie, H.; Zare, K.; Saghapour, Y. Description of phenomenological process during thermal formation of an epoxy system in presence of metal nanoparticles using advanced kinetics analysis. J. Therm. Anal. Calorim. 2014, 117, 53–61. [Google Scholar] [CrossRef]
- Zabihi, O.; Khodabandeh, A.; Mostafavi, S.M. Preparation, optimization and thermal characterization of a novel conductive thermoset nanocomposite containing polythiophene nanoparticles using dynamic thermal analysis. Polym. Degrad. Stab. 2012, 97, 3–13. [Google Scholar] [CrossRef]
- Van der Zwaag, S. The Concept of Filament Strength and the Weibull Modulus. J. Test. Eval. 1989, 17, 292–298. [Google Scholar]






© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).