Analysis of Multi-Objective Optimization of Machining Allowance Distribution and Parameters for Energy Saving Strategy


Abstract
1. Introduction
2. Literature Review
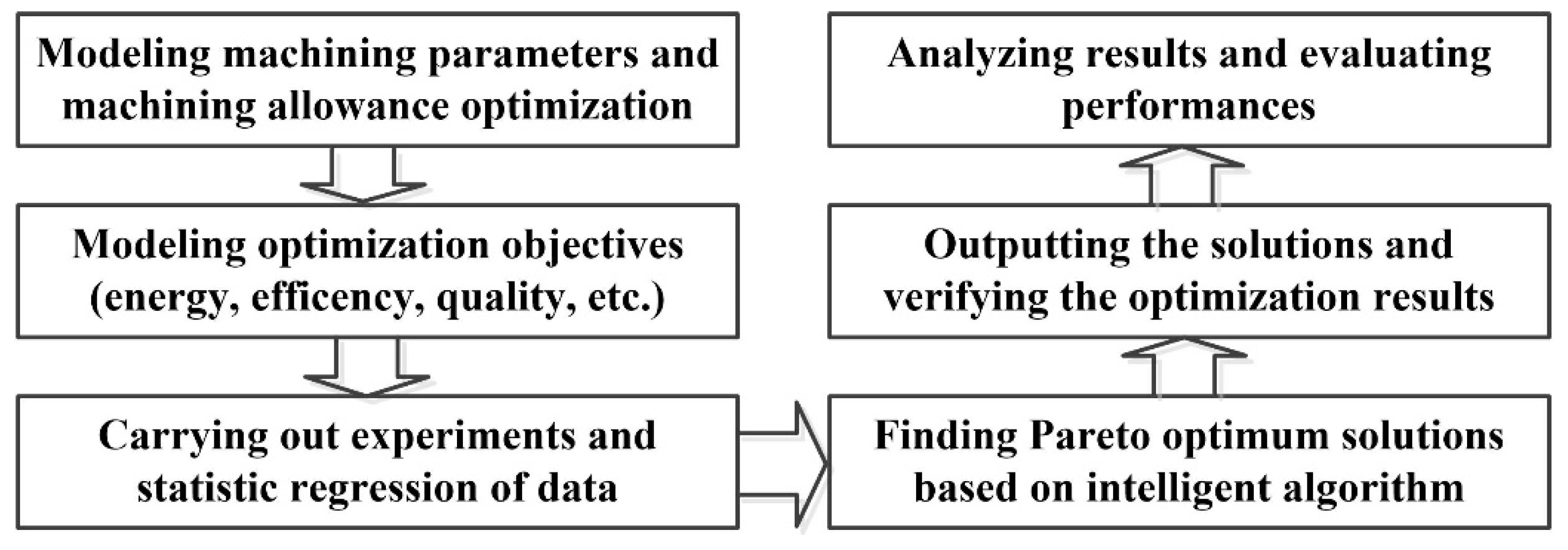
3. Modeling of Machining Process Considering Machining Allowance Distribution
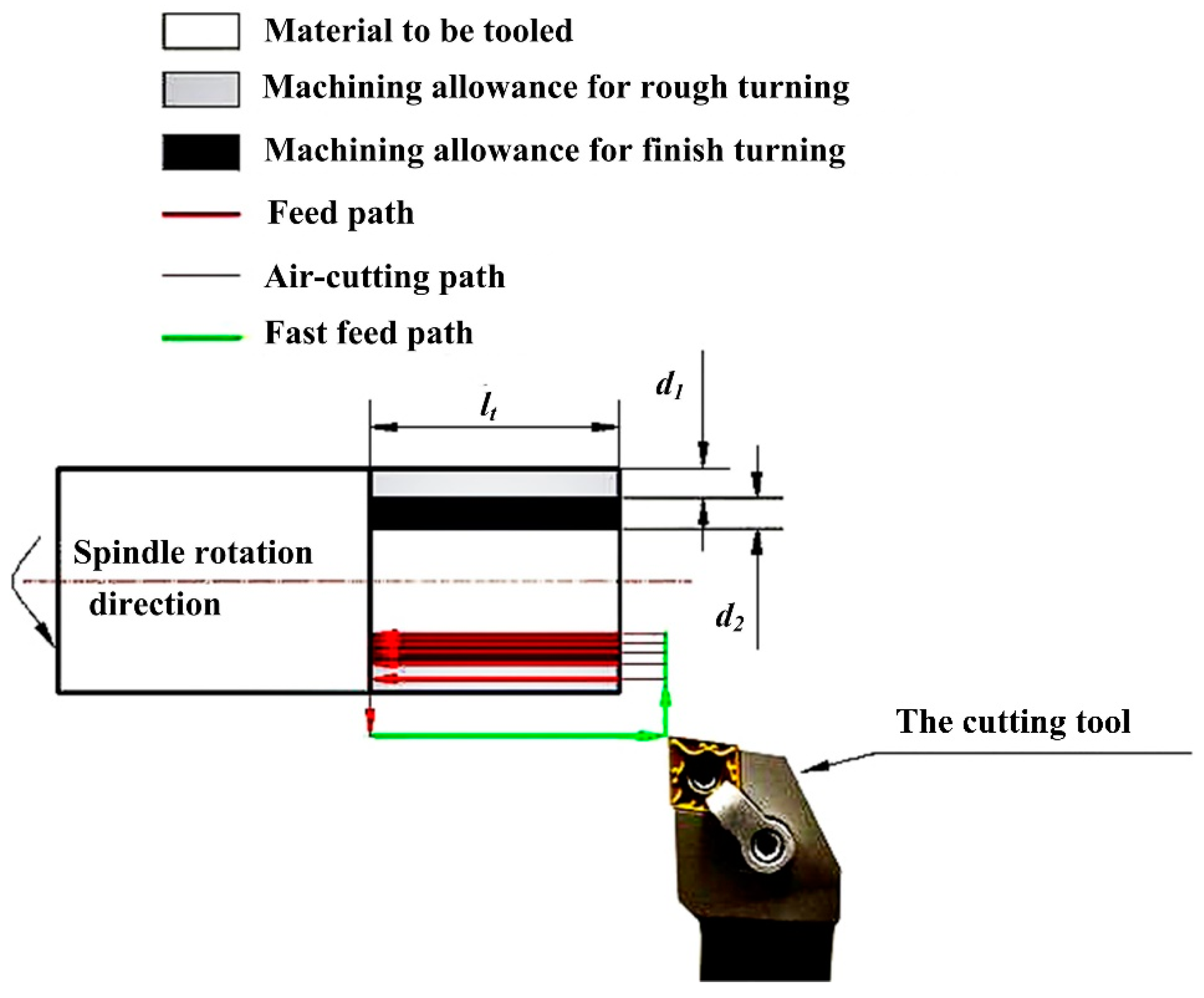
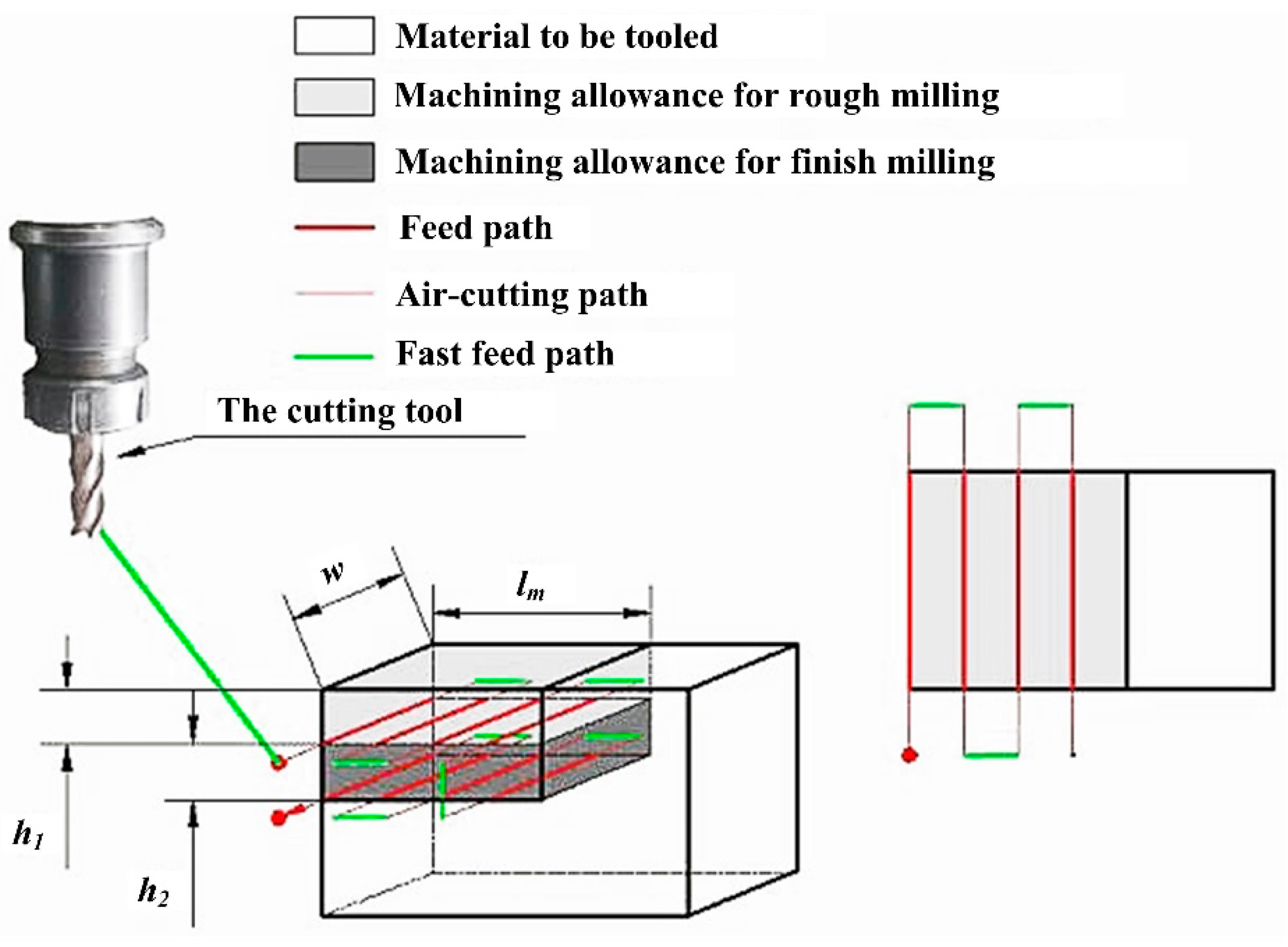
3.1. Optimization Focuses During Different Machining Phases
3.2. Modeling of Relation between Cutting Parameters and Optimization Objectives
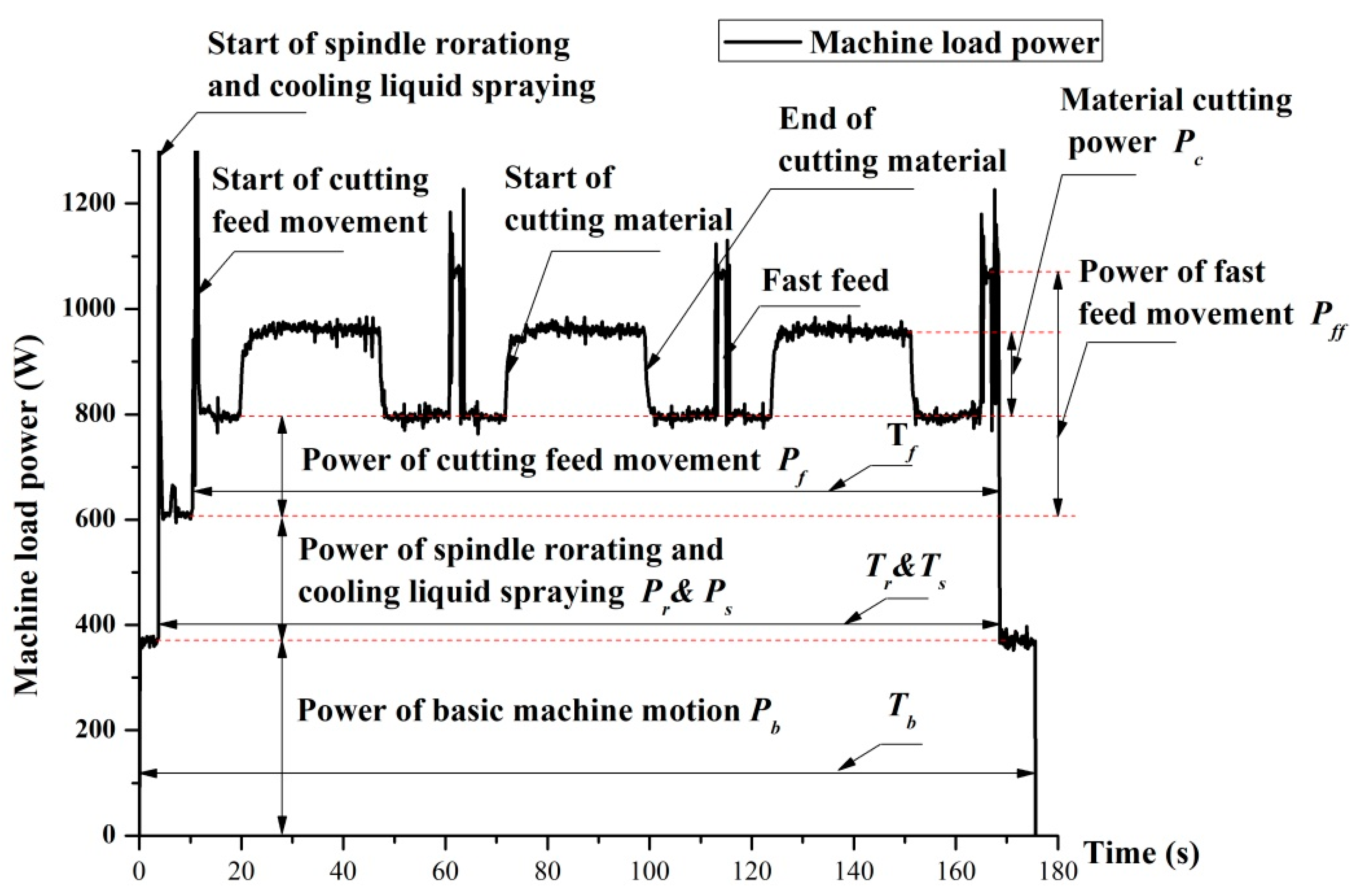
3.2.1. Modeling of Energy Consumption During Machining Process
3.2.2. Modeling of Machining Time
3.2.3. Modeling of Surface Roughness from Machining Process
3.2.4. Modeling of Cutting Tool Life
4. Machining Parameter Optimization and Machining Allowance Distribution Based on Modeling Results and PARETO Fronts Method
4.1. Determining Rules and Parameters of Basic Genetic Algorithm, NSGA-II and MOEA/D
4.2. Normalized Expression of Multi-Objective Problems Using Modeling Results
4.3. Performance Evaluation Indicators of Intelligent Algorithms
5. Case Studies
5.1. Case 1: A Cylindrical Turning Process
5.1.1. Modeling Results of Energy Consumption of the Cylindrical Turning
5.1.2. Normalized MOP Expression of the Objective Cylindrical Turning
5.1.3. MOP Solving Using NSGA-II and MOEA/D, Optimization Results, and Validations
5.2. Case 2: A Step Milling Process
5.2.1. Modeling Results of Energy Consumption of the Step Milling
5.2.2. Normalized MOP Expression of the Objective Step Milling
5.2.3. MOP Solving Using NSGA-II and MOEA/D, Optimization Results, and Validation
5.3. Analysis and Discussions
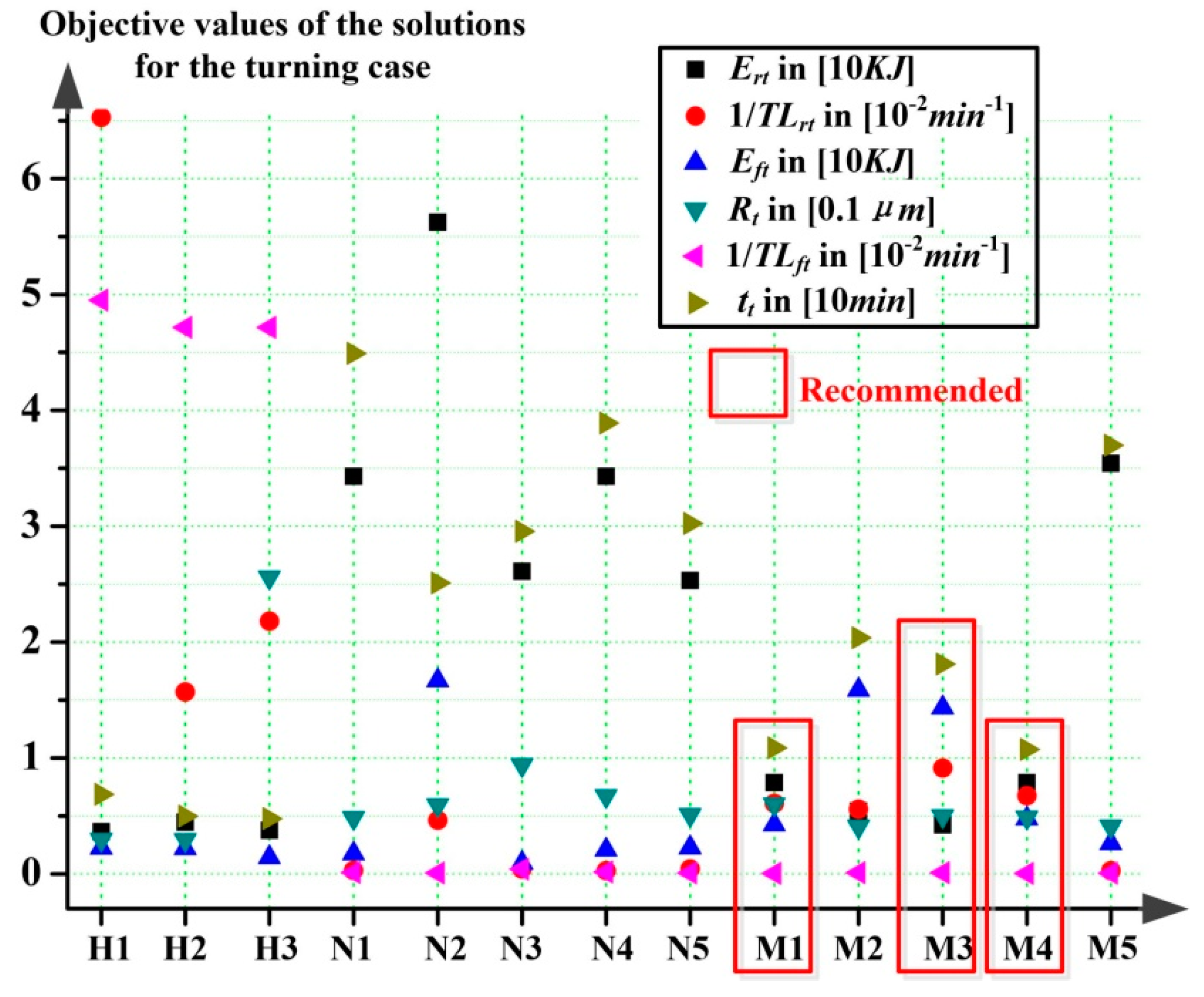
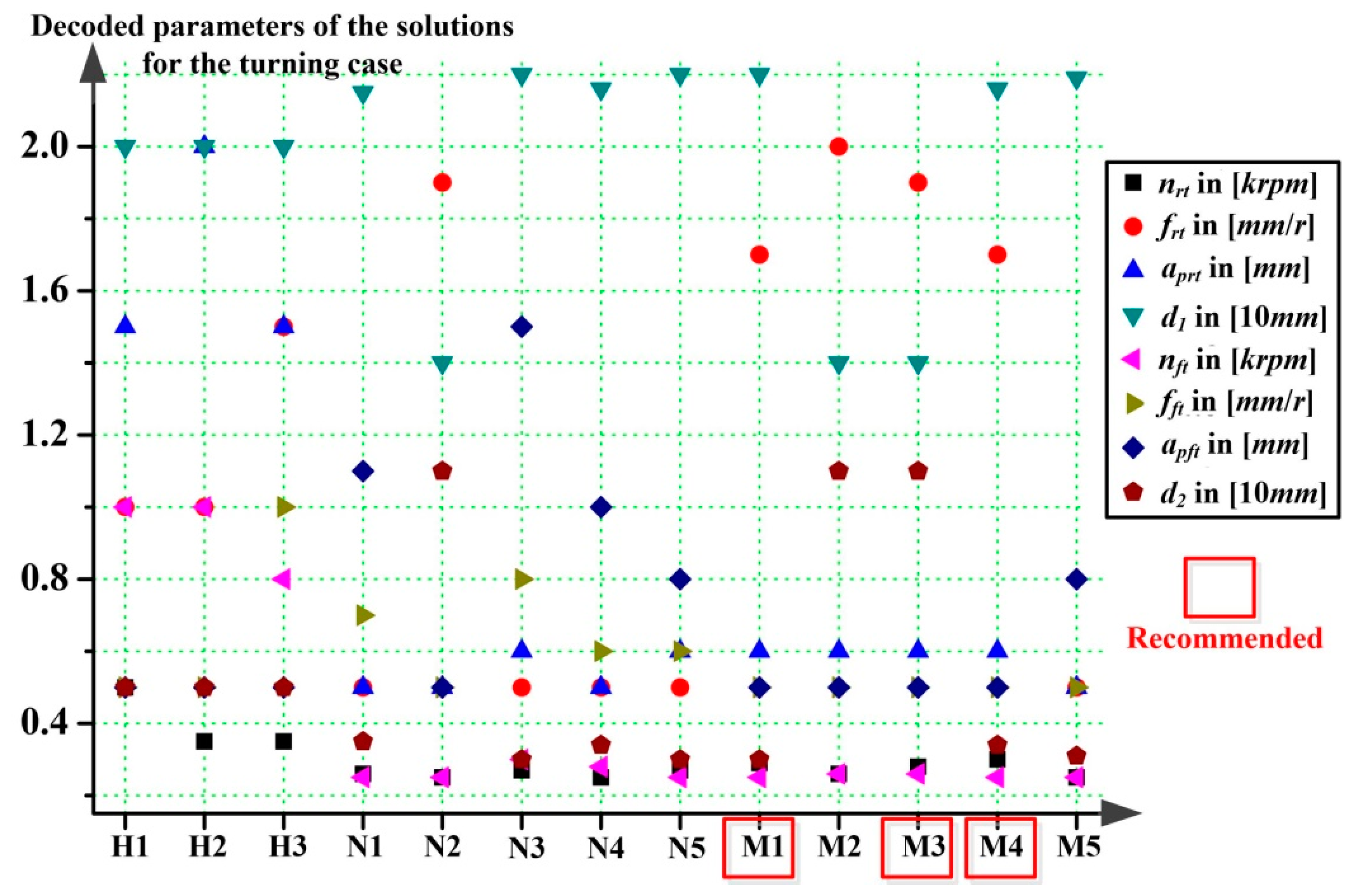
5.3.1. Analysis of the Turning Case
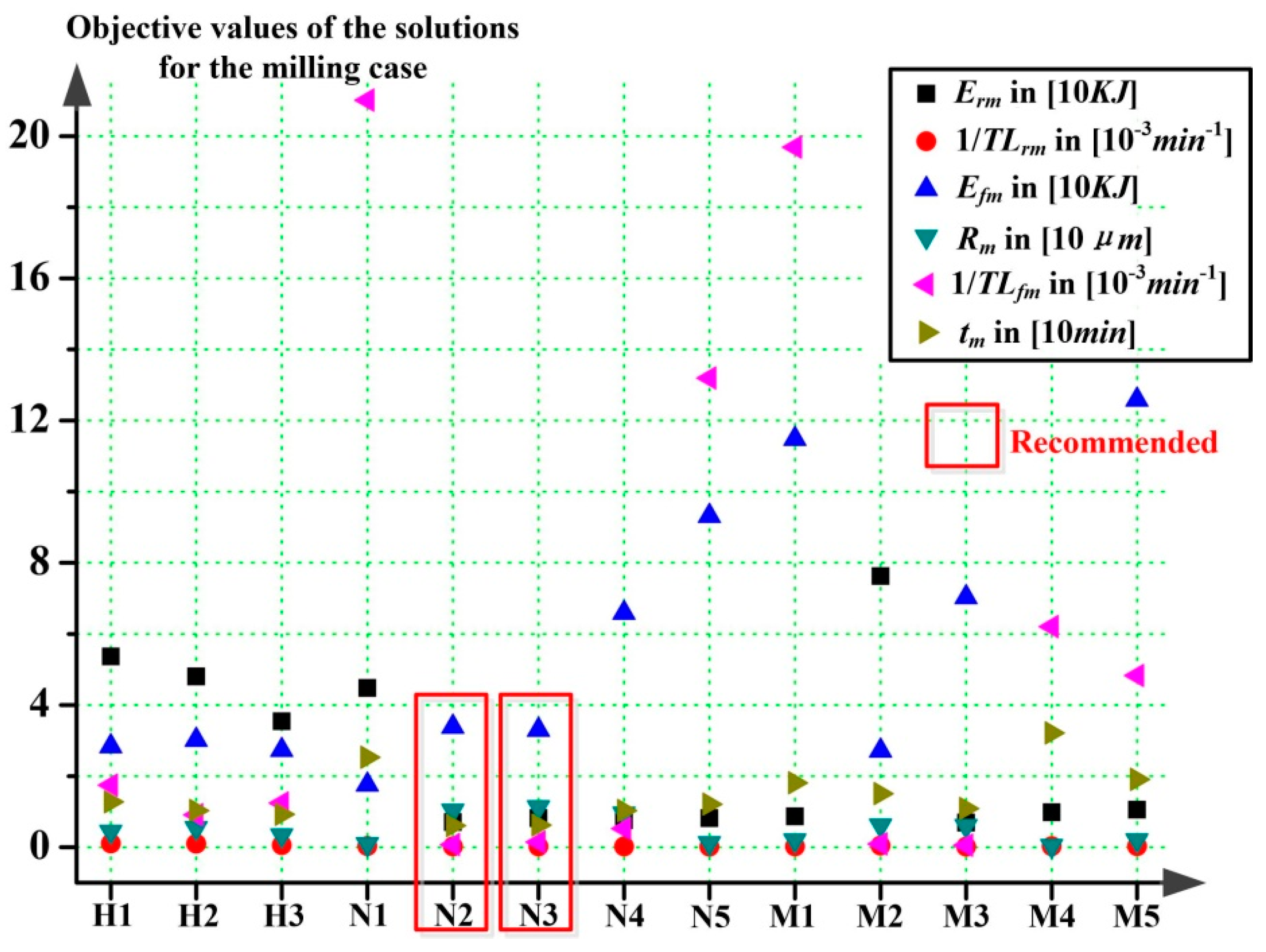
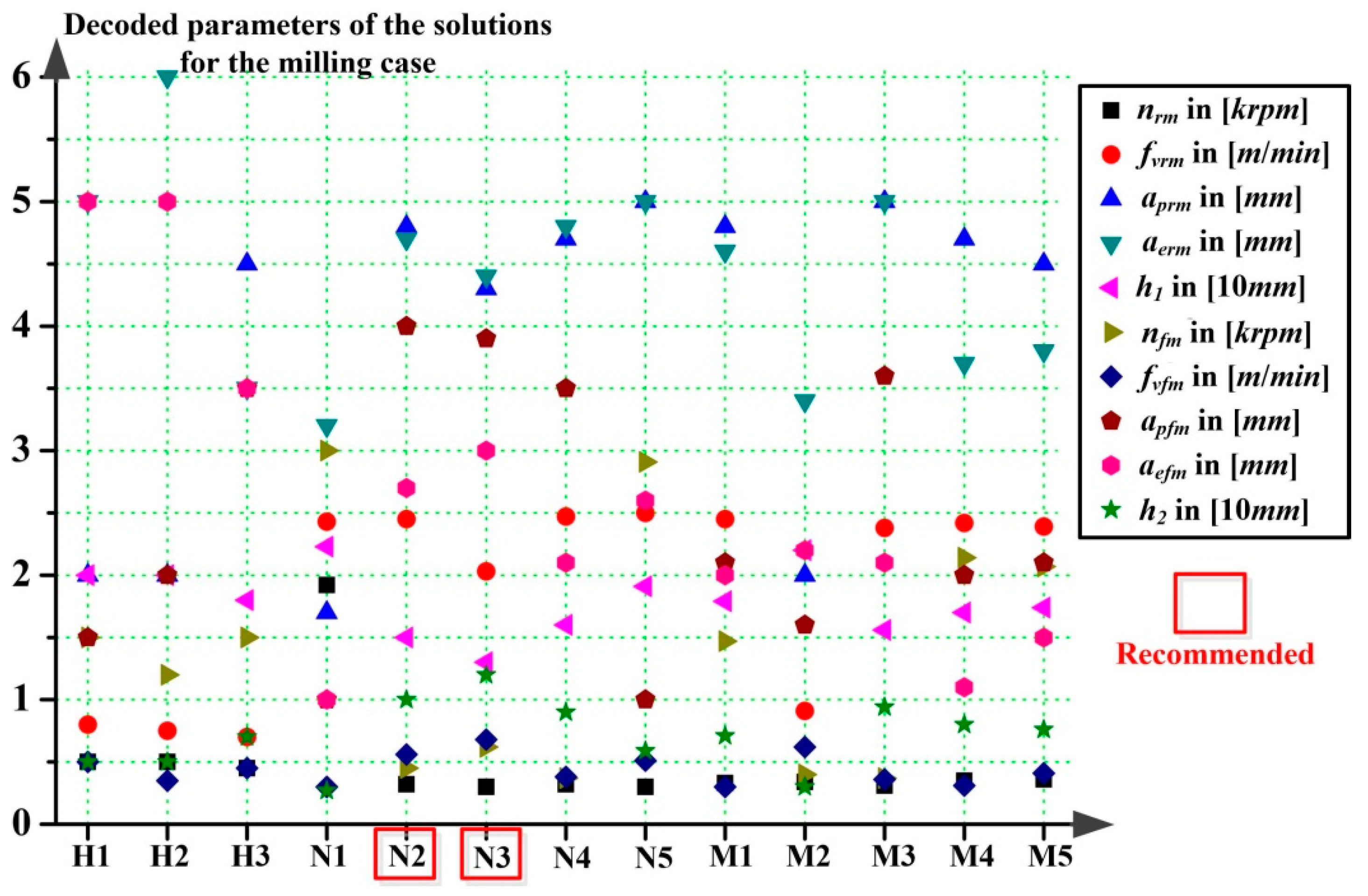
5.3.2. Analysis of the Milling Case
5.3.3. Performance Evaluations of Algorithms and Related Discussion
5.3.4. Discussions
- (1)
- Rather than parameter optimizations of a single machining phase like the works of [20,21], comprehensive optimization considering machining allowance distributions of different machining phases is more likely to be used in real production. The generated solutions provide not only energy-oriented machining parameters, but also various groups of parameters and allowances for better implementation. The priorities of each phase can all be met by doing so.
- (2)
- (3)
- It is revealed that the high-speed cutting technique recommended by many previous studies, like [13,30], are not always suitable for application. Specifically, for multi-objective considerations like energy costs and tool protection, relative low cutting speeds of the finishing phases are recommended in this research.
- (4)
- Contrary to our previous finding of [27], NSGA-Ⅱ outperformed MOEA/D in the milling case once machining allowance distribution is involved. Namely, the selection of optimization strategies should be well-adjusted, considering the characteristics and uniqueness of the specific problem.
6. Conclusions and Future Work
- (1)
- Improved modeling of machining allowance distribution is proposed, integrated with parameter optimization. Energy-saving demands of different machining phases can be comprehensively met. With the machining allowance distribution well-addressed, the proposed method is relatively practical compared to traditional methods, consistent with the actual situation.
- (2)
- The most recommended optimization solutions are picked out, and they can be used in real production directly. Workers can choose among those non-determined solutions for their optimization priority, without harming any of the economic objectives too much. With a little sacrifice of energy costs and efficiency, cutting tool life and surface roughness can all be greatly improved for turning, and energy consumption of rough milling can be greatly reduced to around 20% of traditional methods.
- (3)
- The most suitable scope of machining allowances and parameters is precisely recommended. It can be concluded that during rough machining, the machining should be set with the combination of large allowance, high cutting speed, high feed rate and large cutting depth. During finish machining, it should be the combination of small allowance, low cutting speed, low feed speed, and small cutting depth.
- (4)
- The performance of different strategies, including and MOEA/D was studied. The selection of algorithms can be adjusted as needed considering the performance analysis. Generally, MOEA/D is more likely to be used for turning and NSGA-Ⅱ is more likely to be used for milling for real applications.
- (1)
- So far, only cylindrical turning and step milling have been studied. Other machining scenarios and demands, like drilling, grinding, and complex surface machining, are necessary to further validate the proposed method should be considered.
- (2)
- How do the limitations and constraints used affect the results has not been not discussed. Factors like high-speed cutting technique, machine tolerance changes, cutting tool conditions, and change of cooling paths will affect the results.
- (3)
- The possibility of uncertainty will affect the results, like the changes of machine types, layouts, cutting tools, materials, and optimization priorities.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Cutting width of milling, those of rough milling and finishing milling, and their maximum value according to the scenario [mm] | |
| Cutting depth of turning, and those of rough turning, finishing turning, general milling, rough milling and finishing milling [mm] | |
| Maximum values of cutting depths according to the turning or milling scenario [mm] | |
| Coefficients of the polyphyletic function for material cutting power of turning and those of milling | |
| Coefficients of the quadratic function for feed power calculation | |
| Coefficients of the function for roughness of workpieces after milling process | |
| Coefficients of the three linear functions for spindle rotation power calculation | |
| Coefficients of the function for cutting tool life after turning | |
| Coefficients of the function for cutting tool life after milling | |
| Diameter of the cutting tool of milling [mm] | |
| Value range of variables of a sub-objective function | |
| Radial distance of the workpiece to be tooled of turning, and those for rough tuning and finishing turning [mm] | |
| Energy consumption of rough turning, its normalized expression, and those for finishing turning, rough milling and finishing milling [J] | |
| Energy consumption objective during a machining process [J] | |
| Feed rates of general turning, and those of rough turning, finishing turning, general milling, rough milling, and finishing milling [mm/r] | |
| Maximum values of feed rates according to the turning or milling scenario [mm/r] | |
| Feed speeds of general turning, and those of rough turning, finishing turning, general milling, rough milling and finishing milling [mm/min] | |
| Maximum values of feed speeds according to the turning or milling scenario [mm/min] | |
| One of the sub-objective functions and its normalized expression | |
| Total height of the workpiece to be tooled of milling, and those for rough milling and finishing milling [mm] | |
| Number of effective Pareto solutions an algorithm can obtain finally | |
| Average operating time for a certain number of repeats of the solving operation [s] | |
| Length of feed path for one single cutting of turning and milling [mm] | |
| Total axial lengths of the workpiece to be tooled of turning and milling [mm] | |
| Initial population, gap between two generations, crossover rate, mutation rate, maximum evolution generations and length of the genes of basic genetic algorithm | |
| Material removal rate, and those of turning and milling [mm3/min] | |
| Feed times needed to cut the whole volume to be tooled of a turning process | |
| Spindle rotation speed of machining processes [rpm] | |
| Number of the operation repeats to evaluate the algorithm | |
| Spindle rotation speed of general turning, those of rough turning and finishing turning, and those of general milling, rough milling and finishing milling [rpm] | |
| Maximum values of spindle rotation speeds according to the turning or milling scenario [rpm] | |
| Turning points of the three linear functions for spindle rotation power calculation | |
| Power of basic machine motion, spraying cooling fluid, spindle rotation, feed movement, material cutting [W] | |
| Material cutting power of turning and milling [W] | |
| ball screw lead [mm] | |
| Radius of the original cylindrical material to be tooled [mm] | |
| Surface roughness of the workpiece after turning, its normalized expression, and those for milling [μm] | |
| Corner radius, main cutting edge angle and secondary cutting edge angle of the cutting tool | |
| Sizes of neighbor and tournament of MOEA/D algorithm | |
| A constant for a given feed drive system | |
| Tool life of rough turning, its normalized expression, and those for finishing turning, rough milling and finishing milling [min] | |
| Material cutting time of machining processes, and those of turning and milling [min] | |
| Material cutting time of rough turning and finishing turning, and those of rough milling and finishing milling [min] | |
| Feeding time of machining processes, and those of turning and milling [min] | |
| Feeding time of rough turning and finishing turning, and those of rough milling and finishing milling [min] | |
| Lasting time of a single optimization operation [s] | |
| Time objective during a machining process [min] | |
| Total workpiece volumes to be tooled, and those in a turning process and milling process [mm3] | |
| Cutting speeds of general turning, and those of rough turning, finishing turning, rough milling and finishing milling [m/min] | |
| Maximum values of cutting speeds according to the turning or milling scenario [m/min] |
References
- Lv, J.; Gu, F.; Zhang, W.; Guo, J. Life cycle assessment and life cycle costing of sanitary ware manufacturing: A case study in China. J. Clean. Prod. 2019, 238, 117938. [Google Scholar] [CrossRef]
- Yang, F.; Liu, Y.; Liu, G. A process simulation based benchmarking approach for evaluating energy consumption of a chemical process system. J. Clean. Prod. 2016, 112, 2730–2743. [Google Scholar] [CrossRef]
- Kassai, M.; Poleczky, L.; Alhyari, L.; Kajtar, L.; Nyers, J. Investigation of the Energy Recovery Potentials in Ventilation Systems in Different Climates. Facta Univ. Ser. Mech. Eng. 2018, 16, 203–217. [Google Scholar] [CrossRef]
- Wu, X.; Dai, W. Research on Machining Allowance Distribution Optimization based on Processing Defect Risk. Procedia CIRP 2016, 56, 508–511. [Google Scholar] [CrossRef]
- International Energy Agency. World Energy Outlook 2016; International Energy Agency: Paris, France, 2016. [Google Scholar]
- Dunham, S. Inventory of U.S. Greenhouse Gas Emissions and Sinks: 1990–2013; US EPA: Washington, DC, USA, 2015.
- Zhang, Y.; Zhang, D.; Wu, B. An approach for machining allowance optimization of complex parts with integrated structure. J. Comput. Des. Eng. 2015, 2, 248–252. [Google Scholar] [CrossRef]
- Kassai, M.; Ge, G.; Simonson, C.J. Dehumidification performance investigation of run-around membrane energy exchanger system. Therm. Sci. 2016, 20, 1927–1938. [Google Scholar] [CrossRef]
- EIA. U.S. Energy-Related Carbon Dioxide Emissions, 2014. 2014. Available online: https://www.eia.gov/environment/emissions/carbon/archive/2014/pdf/2014_co2analysis.pdf (accessed on 15 January 2020).
- Zhang, Z.; Wu, L.; Peng, T.; Jia, S. An Improved Scheduling Approach for Minimizing Total Energy Consumption and Makespan in a Flexible Job Shop Environment. Sustainability 2019, 11, 179. [Google Scholar] [CrossRef]
- Kant, G.; Sangwan, K.S. Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. J. Clean. Prod. 2014, 83, 151–164. [Google Scholar] [CrossRef]
- Lv, J.; Tang, R.; Tang, W.; Jia, S.; Ying, L.; Cao, Y. An investigation into methods for predicting material removal energy consumption in turning. J. Clean. Prod. 2018, 193, 128–139. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Cai, W.; Lv, J.; Hu, L. Establishing prediction models for feeding power and material drilling power to support sustainable machining. Int. J. Adv. Manuf. Technol. 2019, 100, 2243–2253. [Google Scholar] [CrossRef]
- Franco, A.; Rashed, C.A.A.; Romoli, L. Analysis of energy consumption in micro-drilling processes. J. Clean. Prod. 2016, 137, 1260–1269. [Google Scholar] [CrossRef]
- Sealy, M.P. Energy consumption and modeling in precision hard milling. J. Clean. Prod. 2015, 135, 1591–1601. [Google Scholar] [CrossRef]
- Aramcharoen, A.; Mativenga, P.T. Critical factors in energy demand modelling for CNC milling and impact of toolpath strategy. J. Clean. Prod. 2014, 78, 63–74. [Google Scholar] [CrossRef]
- Pusavec, F.; Kramar, D.; Krajnik, P.; Kopac, J. Transitioning to sustainable production-part II: Evaluation of sustainable machining technologies. J. Clean. Prod. 2010, 18, 1211–1221. [Google Scholar] [CrossRef]
- Li, C.; Chen, X.; Ying, T.; Li, L. Selection of optimum parameters in multi-pass face milling for maximum energy efficiency and minimum production cost. J. Clean. Prod. 2017, 140, 1805–1818. [Google Scholar] [CrossRef]
- Albertelli, P.; Keshari, A.; Matta, A. Energy oriented multi cutting parameter optimization in face milling. J. Clean. Prod. 2016, 137, 1602–1618. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, F.; Wang, X. Multi-objective optimization of machining parameters considering energy consumption. Int. J. Adv. Manuf. Technol. 2014, 71, 1133–1142. [Google Scholar] [CrossRef]
- Yan, J.; Li, L. Multi-objective optimization of milling parameters-the trade-offs between energy, production rate and cutting quality. J. Clean. Prod. 2013, 52, 462–471. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Prediction and optimization of machining time and surface roughness of AISI O1 tool steel in wire-cut EDM using robust design and desirability approach. Int. J. Adv. Manuf. Technol. 2019, 103, 2411–2422. [Google Scholar] [CrossRef]
- Wei, Z.C.; Guo, M.L.; Wang, M.J.; Li, S.Q.; Liu, S.X. Prediction of cutting force of ball-end mill for pencil-cut machining. Int. J. Adv. Manuf. Technol. 2018, 100, 577–588. [Google Scholar] [CrossRef]
- Hanafi, I.; Khamlichi, A.; Cabrera, F.M.; Almansa, E.; Jabbouri, A. Optimization of cutting conditions for sustainable machining of PEEK-CF30 using TiN tools. J. Clean. Prod. 2012, 33, 1–9. [Google Scholar] [CrossRef]
- Zhang, Z.; Ming, L.; Zhang, D.; Wu, B. A force-measuring-based approach for feed rate optimization considering the stochasticity of machining allowance. Int. J. Adv. Manuf. Technol. 2018, 97, 2545–2556. [Google Scholar] [CrossRef]
- Jiang, S.; Li, Y.; Liu, C. A non-uniform allowance allocation method based on interim state stiffness of machining features for NC programming of structural parts. Vis. Comput. Ind. Biomed. Art 2018, 1, 4. [Google Scholar] [CrossRef]
- He, K.; Tang, R.; Jin, M. Pareto fronts of machining parameters for trade-off among energy consumption, cutting force and processing time. Int. J. Prod. Econ. 2017, 185, 113–127. [Google Scholar] [CrossRef]
- He, K.; Tang, R.; Zhang, Z.; Sun, W. Energy Consumption Prediction System of Mechanical Processes Based on Empirical Models and Computer-Aided Manufacturing. J. Comput. Inf. Sci. Eng. 2016, 16, 041008. [Google Scholar] [CrossRef]
- Lv, J.; Tang, R.; Jia, S. Therblig-based energy supply modeling of computer numerical control machine tools. J. Clean. Prod. 2014, 65, 168–177. [Google Scholar] [CrossRef]
- Lv, J.; Tang, R.; Jia, S.; Ying, L. Experimental study on energy consumption of computer numerical control machine tools. J. Clean. Prod. 2016, 112, 3864–3874. [Google Scholar] [CrossRef]
- Lv, J.; Tang, R.; Tang, W.; Ying, L.; Zhang, Y.; Jia, S. An investigation into reducing the spindle acceleration energy consumption of machine tools. J. Clean. Prod. 2016, 143, 794–803. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Cai, W.; Li, M.; Li, Z. Energy modeling method of machine-operator system for sustainable machining. Energy Convers. Manag. 2018, 172, 265–276. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Lv, J.; Liu, Y.; Ren, D.; Zhang, Z. Therblig-embedded value stream mapping method for lean energy machining. Energy 2017, 138, 1081–1098. [Google Scholar] [CrossRef]
- Nee, A.Y.C. Handbook of Manufacturing Engineering and Technology; Springer Verlag: London, UK, 2014; pp. 569–592. [Google Scholar]
- Grote, K.H.; Antonsson, E.K. Springer Handbook of Mechanical Engineering; Springer Verlag: New York, NY, USA, 2009; pp. 1–33. [Google Scholar]
- Sun, Y.W.; Xu, J.T.; Guo, D.M.; Jia, Z.Y. A unified localization approach for machining allowance optimization of complex curved surfaces. Precis. Eng. 2009, 33, 516–523. [Google Scholar] [CrossRef]
- Armarego, E.J.A.; Brown, R.H. The machining of metals. Wear 1969, 14, 305. [Google Scholar]
- Wu, D.; Zhou, Y. Modeling and Experimental Study on Tool Wear Life in High-speed Milling. Manuf. Technol. Mach. Tool 2008, 11, 90–93. [Google Scholar]
- Xiao, Y.; Zhang, H.; Jiang, Z. An approach for blank dimension design considering energy consumption. Int. J. Adv. Manuf. Technol. 2015, 10, 1229–1238. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, H. MOEA/D: A Multiobjective Evolutionary Algorithm Based on Decomposition. IEEE Trans. Evol. Comput. 2007, 11, 712–731. [Google Scholar] [CrossRef]
- Rowe, G.W. Principles of machining by cutting, abrasion and erosion. Wear 1978, 49, 393–394. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Type | Turning Process | Milling Process | ||
|---|---|---|---|---|
| Machining phases | Rough turning | Finish turning | Rough milling | Finish milling |
| Machining parameters | Cutting speed vrt Spindle speed nrt Feed speed fvrt Feed rate frt Cutting depth aprt | Cutting speed vft Spindle speed nft Feed speed fvft Feed rate fft Cutting depth apft | Cutting speed vrm Spindle speed nrt Feed speed fvrm Feed rate frm Cutting depth aprm Cutting width aerm | Cutting speed vfm Spindle speed nft Feed speed fvfm Feed rate ffm Cutting depth apfm Cutting width aefm |
| Optimization objectives | Energy consumption Ert Cutting time trt Cutting tool life TLrt | Energy consumption Eft Cutting time tft Surface roughness RatCutting tool life TLft | Energy consumption Erm Cutting time trm Cutting tool life TLrm | Energy Efm Cutting time tfm Surface roughness RamCutting tool life TLfm |
| Machining allowance | Radial distance for rough turning d1 | Radial distance for finish turning d2 | Height of the workpiece for rough milling h1 | Height of the workpiece for finish milling h2 |
| Operating Parameters | Remarks | Values |
|---|---|---|
| Size of the initial population | 500 | |
| Gap between parents and children | 0.9 | |
| Crossover rate | 0.7 | |
| Mutation rate | 0.7/Lind | |
| The maximum evolution generations | 300 |
| Main cutting edge angle | |
| Secondary cutting edge angle | |
| Corner radius | 0.8 mm |
| Turning Parameters | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Cutting speed | 50 | 100 | 150 | 200 |
| Feed rate | 0.05 | 0.1 | 0.15 | 0.2 |
| Cutting depth | 0.5 | 1 | 1.5 | 2 |
| Experiment Order | Turning Parameters | ||
|---|---|---|---|
| Cutting Speed | Feed Rate | Cutting Depth | |
| 1 | 50 | 0.05 | 0.5 |
| 2 | 50 | 0.1 | 1 |
| 3 | 50 | 0.15 | 1.5 |
| 4 | 50 | 0.2 | 2 |
| 5 | 100 | 0.05 | 1 |
| 6 | 100 | 0.1 | 0.5 |
| 7 | 100 | 0.15 | 2 |
| 8 | 100 | 0.2 | 1.5 |
| 9 | 150 | 0.05 | 1.5 |
| 10 | 150 | 0.1 | 2 |
| 11 | 150 | 0.15 | 0.5 |
| 12 | 150 | 0.2 | 1 |
| 13 | 200 | 0.05 | 2 |
| 14 | 200 | 0.1 | 1.5 |
| 15 | 200 | 0.15 | 1 |
| 16 | 200 | 0.2 | 0.5 |
| Machining Parameters | Constrains |
|---|---|
| Cutting speed | |
| Rotation speed | |
| Feed rate | |
| Cutting depth |
| Objectives (st: Constrains) | ||||||
|---|---|---|---|---|---|---|
| Minimum values | 0 | 0 | 0.205 | |||
| Maximum values | 428.456 | 1.028 | 101.675 | 3210.167 |
| Performance Evaluation Indexes | ||
|---|---|---|
| NSGA-II | 34.5 | 306 |
| MOEA/D | 17.5 | 355 |
| Solution Type: | Data of Validation Experiments (Average of Five Repeats): | ||||||
|---|---|---|---|---|---|---|---|
| Ert [J] | TLrt [min] | Eft [J] | Rat [μm] | TLft [min] | tt [min] | ||
| Solutions from handbooks | No. 1 | 15.324 | 20.235 | 6.864 | |||
| No. 2 | 63.678 | 21.234 | 4.987 | ||||
| No. 3 | 45.865 | 21.238 | 4.765 | ||||
| Pareto solutions from NSGA-II | No. 1 | 44.908 | |||||
| No. 2 | 215.353 | 25.098 | |||||
| No. 3 | 29.564 | ||||||
| No. 4 | 38.908 | ||||||
| No. 5 | 30.235 | ||||||
| Pareto solutions from MOEA/D | No. 1 | 164.098 | 10.874 | ||||
| No. 2 | 179.098 | 20.375 | |||||
| No. 3 | 109.543 | 18.098 | |||||
| No. 4 | 147.987 | 10.75 | |||||
| No. 5 | 36.985 | ||||||
| Solution Type | Relevant Decoded Parameters | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| nrt [rpm] | frt [mm/r] | aprt [mm] | d1 [mm] | nft [rpm] | fft [mm/r] | apft [mm] | d2 [mm] | ||
| Solutions from handbooks | No. 1 | 500 | 1.0 | 1.5 | 20.0 | 1000 | 0.5 | 0.5 | 5.0 |
| No. 2 | 350 | 1.0 | 2.0 | 20.0 | 1000 | 0.5 | 0.5 | 5.0 | |
| No. 3 | 350 | 1.5 | 1.5 | 20.0 | 800 | 1.0 | 0.5 | 5.0 | |
| Pareto solutions from NSGA-II | No. 1 | 260 | 0.5 | 0.5 | 21.5 | 250 | 0.7 | 1.1 | 3.5 |
| No. 2 | 250 | 1.9 | 0.5 | 14.0 | 250 | 0.5 | 0.5 | 11.0 | |
| No. 3 | 270 | 0.5 | 0.6 | 22.0 | 300 | 0.8 | 1.5 | 3.0 | |
| No. 4 | 250 | 0.5 | 0.5 | 21.6 | 280 | 0.6 | 1.0 | 3.4 | |
| No. 5 | 270 | 0.5 | 0.6 | 22.0 | 250 | 0.6 | 0.8 | 3.0 | |
| Pareto solutions from MOEA/D | No. 1 | 290 | 1.7 | 0.6 | 22.0 | 250 | 0.5 | 0.5 | 3.0 |
| No. 2 | 260 | 2.0 | 0.6 | 14.0 | 260 | 0.5 | 0.5 | 11.0 | |
| No. 3 | 280 | 1.9 | 0.6 | 14.0 | 260 | 0.5 | 0.5 | 11.0 | |
| No. 4 | 300 | 1.7 | 0.6 | 21.6 | 250 | 0.5 | 0.5 | 3.4 | |
| No. 5 | 250 | 0.5 | 0.5 | 21.9 | 250 | 0.5 | 0.8 | 3.1 | |
| Solution Type | Deviation Percentages of the Models: | ||||
|---|---|---|---|---|---|
| Ert | Eft | Rat | tt | ||
| Solutions from handbooks | No. 1 | 3.533% | 5.421% | 2.544% | 5.422% |
| No. 2 | 4.652% | 5.644% | 1.235% | 5.642% | |
| No. 3 | 2.451% | 4.324% | 2.654% | 4.765% | |
| Pareto solutions from NSGA-II | No. 1 | 4.311% | 4.655% | 2.654% | 5.235% |
| No. 2 | 1.235% | 5.654% | 1.654% | 5.423% | |
| No. 3 | 4.321% | 3.434% | 3.543% | 3.644% | |
| No. 4 | 3.543% | 5.655% | 2.533% | 4.643% | |
| No. 5 | 3.342% | 3.654% | 1.644% | 4.542% | |
| Pareto solutions from MOEA/D | No. 1 | 4.325% | 5.422% | 1.952% | 5.321% |
| No. 2 | 1.652% | 4.345% | 1.744% | 5.322% | |
| No. 3 | 4.311% | 3.654% | 2.652% | 4.564% | |
| No. 4 | 5.323% | 5.312% | 2.654% | 4.653% | |
| No. 5 | 4.345% | 2.534% | 3.443% | 3.564% | |
| Milling Parameters | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Rotation speed | 100 | 500 | 1500 | 3000 |
| Feed speed | 100 | 500 | 1500 | 3000 |
| Cutting depth | 0.1 | 1 | 3 | 5 |
| Cutting width | 0.1 | 1 | 3 | 5 |
| Experiment Order | Milling Parameters | |||
|---|---|---|---|---|
| 1 | 100 | 100 | 0.1 | 0.1 |
| 2 | 100 | 500 | 1 | 1 |
| 3 | 100 | 1500 | 3 | 3 |
| 4 | 100 | 3000 | 5 | 5 |
| 5 | 500 | 100 | 3 | 5 |
| 6 | 500 | 500 | 5 | 3 |
| 7 | 500 | 1500 | 0.1 | 1 |
| 8 | 500 | 3000 | 1 | 0.1 |
| 9 | 1500 | 100 | 5 | 1 |
| 10 | 1500 | 500 | 3 | 0.1 |
| 11 | 1500 | 1500 | 1 | 5 |
| 12 | 1500 | 3000 | 0.1 | 3 |
| 13 | 3000 | 100 | 1 | 3 |
| 14 | 3000 | 500 | 0.1 | 5 |
| 15 | 3000 | 1500 | 5 | 0.1 |
| 16 | 3000 | 3000 | 3 | 1 |
| Machining Parameters | Constrains |
|---|---|
| Rotation speed | |
| Cutting speed | |
| Feed speed | |
| Cutting depth | |
| Cutting width |
| Objectives (St: Constrains) | ||||||
|---|---|---|---|---|---|---|
| Minimum values | 0 | 0 | 0.406 | |||
| Maximum values | 293.712 |
| Performance Evaluation Indexes | ||
|---|---|---|
| NSGA-II | 46.43 | 354 |
| MOEA/D | 23.54 | 287 |
| Solution Type | Data of Validation Experiments (Average of Five Repeats): | ||||||
|---|---|---|---|---|---|---|---|
| Erm [J] | TLrm [min] | Efm [J] | Ram [μm] | TLfm [min] | tm [min] | ||
| Solutions from handbooks | No. 1 | 4.375 | 12.734 | ||||
| No. 2 | 5.395 | 10.285 | |||||
| No. 3 | 3.294 | 9.273 | |||||
| Pareto solutions from NSGA-Ⅱ | No. 1 | 0.864 | 25.293 | ||||
| No. 2 | 10.284 | 6.092 | |||||
| No. 3 | 11.245 | 6.235 | |||||
| No. 4 | 9.457 | 10.283 | |||||
| No. 5 | 1.092 | 12.083 | |||||
| Pareto solutions from MOEA/D | No. 1 | 1.863 | 18.092 | ||||
| No. 2 | 6.098 | 15.098 | |||||
| No. 3 | 5.987 | 10.875 | |||||
| No. 4 | 0.345 | 32.098 | |||||
| No. 5 | 1.972 | 19.092 | |||||
| Solution Type | Relevant Decoded Parameters | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| nrm [rpm] | fvrm [mm/min] | aprm [mm] | aerm [mm] | h1 [mm] | nfm [rpm] | fvfm [mm/min] | apfm [mm] | aefm [mm] | h2 [mm] | ||
| Solutions from handbooks | No. 1 | 500 | 800 | 2.0 | 5.0 | 20.0 | 1500 | 500 | 1.5 | 5.0 | 5.0 |
| No. 2 | 500 | 750 | 2.0 | 6.0 | 20.0 | 1200 | 350 | 2 | 5.0 | 5.0 | |
| No. 3 | 450 | 700 | 4.5 | 3.5 | 18.0 | 1500 | 450 | 3.5 | 3.5 | 7.0 | |
| Pareto solutions from NSGA-II | No. 1 | 1920 | 2430 | 1.7 | 3.2 | 22.3 | 3000 | 300 | 1.0 | 1.0 | 2.7 |
| No. 2 | 320 | 2450 | 4.8 | 4.7 | 15.0 | 450 | 560 | 4.0 | 2.7 | 10.0 | |
| No. 3 | 300 | 2030 | 4.3 | 4.4 | 13.0 | 620 | 680 | 3.9 | 3.0 | 12.0 | |
| No. 4 | 320 | 2470 | 4.7 | 4.8 | 16.0 | 370 | 380 | 3.5 | 2.1 | 9.0 | |
| No. 5 | 300 | 2500 | 5.0 | 5.0 | 19.1 | 2910 | 510 | 1.0 | 2.6 | 5.9 | |
| Pareto solutions from MOEA/D | No. 1 | 330 | 2450 | 4.8 | 4.6 | 17.9 | 1470 | 300 | 2.1 | 2.0 | 7.1 |
| No. 2 | 340 | 910 | 2.0 | 3.4 | 22.0 | 400 | 620 | 1.6 | 2.2 | 3.0 | |
| No. 3 | 310 | 2380 | 5.0 | 5.0 | 15.6 | 370 | 360 | 3.6 | 2.1 | 9.4 | |
| No. 4 | 350 | 2420 | 4.7 | 3.7 | 17.0 | 2140 | 310 | 2.0 | 1.1 | 8.0 | |
| No. 5 | 360 | 2390 | 4.5 | 3.8 | 17.4 | 2070 | 410 | 2.1 | 1.5 | 7.6 | |
| Solution Type | Deviation Percentages of the Models: | ||||
|---|---|---|---|---|---|
| Erm | Efm | Ram | tm | ||
| Solutions from handbooks | No. 1 | 2.633% | 4.765% | 1.353% | 4.986% |
| No. 2 | 3.563% | 4.654% | 1.653% | 4.844% | |
| No. 3 | 4.321% | 4.654% | 1.653% | 4.876% | |
| Pareto solutions from NSGA-II | No. 1 | 3.533% | 4.953% | 3.234% | 4.876% |
| No. 2 | 2.542% | 4.568% | 2.422% | 4.327% | |
| No. 3 | 3.653% | 4.567% | 3.675% | 3.874% | |
| No. 4 | 4.312% | 4.965% | 1.563% | 3.876% | |
| No. 5 | 2.564% | 4.345% | 1.784% | 4.875% | |
| Pareto solutions from MOEA/D | No. 1 | 4.642% | 4.653% | 1.895% | 4.873% |
| No. 2 | 4.565% | 4.865% | 1.752% | 3.543% | |
| No. 3 | 4.654% | 4.953% | 2.236% | 3.765% | |
| No. 4 | 4.654% | 4.843% | 2.963% | 4.886% | |
| No. 5 | 4.964% | 4.754% | 3.326% | 3.986% | |
| Case Information | Cylindrical Turning (Case No. 1) | Face Milling (Case No. 2) | ||
|---|---|---|---|---|
| Mechanical scenario | Machine | CK6153i-AH | XHK-714F | |
| Cutter | VNMG160408-YBC351 | W400-FS | ||
| Blank workpiece | CACE45 | CACE45 | ||
| Cutting type | Wet cutting | Wet cutting | ||
| Total allowance | d = 25 | H = 25 | ||
| Machining allowances and parameters | Rough machining phase | Spindle speed [rpm] | 280 < nrt < 300 | 300 < nrm < 320 |
| Feed speed [mm/min] or feed rate [mm/r] | 1.7 < frt < 1.9 | 2000 < fvrm < 2500 | ||
| Cutting depth [mm] | 0.5 < aprt < 0.6 | 4.3 < aprm < 4.8 | ||
| Cutting width [mm] | / | 4.4 < aerm < 4.7 | ||
| Allowance [mm] | 21.0 < d1 < 22.0 | 16.0 < h1 < 22.0 | ||
| Finishing machining phase | Spindle speed [rpm] | 250 < nft < 260 | 450 < nfm < 620 | |
| Feed speed [mm/min] or feed rate [mm/r] | fft ≈ 0.5 | 560 < fvfm < 680 | ||
| Cutting depth [mm] | apft ≈ 0.5 | apfm ≈ 4.0 | ||
| Cutting width [mm] | / | 2.7 < aefm < 3.0 | ||
| Allowance [mm] | 3.0 < d2 < 4.0 | 10.0 < h2 < 12.0 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, K.; Hong, H.; Tang, R.; Wei, J. Analysis of Multi-Objective Optimization of Machining Allowance Distribution and Parameters for Energy Saving Strategy. Sustainability 2020, 12, 638. https://doi.org/10.3390/su12020638
He K, Hong H, Tang R, Wei J. Analysis of Multi-Objective Optimization of Machining Allowance Distribution and Parameters for Energy Saving Strategy. Sustainability. 2020; 12(2):638. https://doi.org/10.3390/su12020638
Chicago/Turabian StyleHe, Keyan, Huajie Hong, Renzhong Tang, and Junyu Wei. 2020. "Analysis of Multi-Objective Optimization of Machining Allowance Distribution and Parameters for Energy Saving Strategy" Sustainability 12, no. 2: 638. https://doi.org/10.3390/su12020638
APA StyleHe, K., Hong, H., Tang, R., & Wei, J. (2020). Analysis of Multi-Objective Optimization of Machining Allowance Distribution and Parameters for Energy Saving Strategy. Sustainability, 12(2), 638. https://doi.org/10.3390/su12020638