Fresh and Hardened Properties of Extrusion-Based 3D-Printed Cementitious Materials: A Review

 ,
,  , ,
, , 

Abstract
1. Introduction
2. Fresh Properties
2.1. Flowability
2.1.1. Experimental Testing
2.1.2. Effective Factors
2.2. Extrudability
2.2.1. Experimental Testing
2.2.2. Effective Factors
2.3. Buildability
2.3.1. Experimental Testing
2.3.2. Effective Factors
2.4. Open Time
2.4.1. Experimental Testing
2.4.2. Effective Factors
2.5. Rheological Evolution
- Stage 1: At the end of the mixing phase, cementitious materials display an initial yield stress and an initial elastic modulus . Their evolution is limited by the competition between flocculation and de-flocculation, due to the agitation (i.e., shear stresses) from pumping and extrusion. Low initial yield stress is favorable in this stage for better flowability and extrudability. Water-reducing admixtures are able to decrease yield stress as dispersants by modifying the flocculation state of the cementitious system. The addition of fine mineral admixtures (such as fly ash, silica fume, and slag) with an appropriate proportion can affect yield stress, as detailed in Section 2.1.2.
- Stage 2: Once extruded and deposited, cementitious materials show intrinsic structural build-up. Cement particles tend to flocculate and form a network of interacting particles as colloidal attractive forces dominate [112]. The evolution of yield stress and elasticity in this stage is negligible. The structural build-up rate after deposition can be modified by the use of flocculation or thixotropic agents like clays [113,114,115], which lower the initial yield stress but accelerate its evolution over time (particularly after deposition, as shown by the dashed line in Figure 4).
- Stage 3: It shows a transition period with an almost constant yield stress, corresponding to the induction or dormant period. Hydration products nucleate at the pseudo-contact points between cement particles within the network. The nucleation turns the colloidal interactions into high energy interactions, forming solid bridges that increase elastic modulus at the macroscopic scale. This process is reversible, and the inter-particle connections can be broken by shear or remixing (so-called reversible structural build-up). Note that the material in this stage is not stiff enough to support subsequently deposited layers. At the end of this stage, the material is no longer flowable and extrudable. Stage 3 thereby represents the open time of printable materials. The duration of this stage (or open time) can be further tailored by using water-reducing admixtures (with retarding effect), retarders, or accelerators.
- Stage 4: The sudden increase of the macroscopic yield stress and elastic modulus in an irreversible way results from the rise in the size or numbers of solid bridges (irreversible structural build-up). The printed material with increased yield stress can support more weight and minimize deformation, due to the rapid strength gain. Buildability of printed materials is, therefore, determined by the evolution in this stage. As a new layer is deposited, the stress in the underlying layers increases, which requires that the evolution of yield stress must be faster than that of gravity-induced stresses. It should be kept in mind that although the gravity-induced stresses may stay below yield stress and no spreading flow occurs, the additional strain from the elastic behavior could threaten the geometry control of the printed elements. While high yield stress is a prerequisite for buildability, cold joints would become the next concern. To satisfy the buildability requirement but avoid cold-joint formation, the proper accelerator type and dosage need to be determined based on the scale of the printed structures.
3. Hardened Properties
3.1. Density
3.2. Compressive Strength
3.2.1. Experimental Testing
3.2.2. Effective Factors
3.3. Flexural Strength
3.3.1. Experimental Testing
3.3.2. Effective Factors
3.4. Tensile Bond Strength
3.4.1. Experimental Testing
3.4.2. Effective Factors
3.5. Shrinkage and Cracking
3.6. Reinforcement
- Pre-installed reinforcement: Reinforcement is arranged and placed in the final configuration prior to material deposition. This method has been used by HuaShang Tengda Ltd. [159]. The vertical and horizontal steel bars need to be pre-installed and placed manually on-site before printing, and concrete is then extruded layer by layer from the two customized nozzles on either side (Figure 13). This reinforcing approach is effective for vertical reinforcement, although the interface bonding might not be as strong as that in conventional reinforced concrete. It should be pointed out that additional labor is needed for reinforcing placements, and freeform construction is limited in this approach.
- Post-installed reinforcement: Reinforcement is installed after the material is 3D-printed. Companies, such as WinSun [160] and Apis Cor [161], have considered the possibility of printing concrete shells as permanent formwork, followed by placement of reinforcing steel bars and casting of conventional concrete in the core. Even though this approach eliminates the demolding process and allows a simple and straightforward implementation of reinforcement, it seems to be impractical, due to the lateral pressure from the cast concrete. For a wall element, the strength of the printed concrete shell must stay higher than the maximum lateral pressure at the bottom of the wall, which might require long curing time before casting new concrete. It further raises concerns about the bonding between printed and cast concrete, degree of automation, and possibilities of producing geometrically complex reinforced structures. Lim et al. [24] and Salet et al. [162] have explored the use of the post-tensioning method for the printed elements. Designed holes or conduits are included for the placement of reinforcing bars or cables. This method is feasible for producing a highly reinforced printed material with sufficient stiffness and tensile capacity, even though automation is somewhat limited. Asprone et al. [122] fabricated 3D-printed beams by using external reinforcement, in which steel bars are installed externally to assemble printed segments together into beams. Although this method increases the in-plane and out-of-plane loading capacity of printed structures, corrosion of external steel bars becomes the major concern.
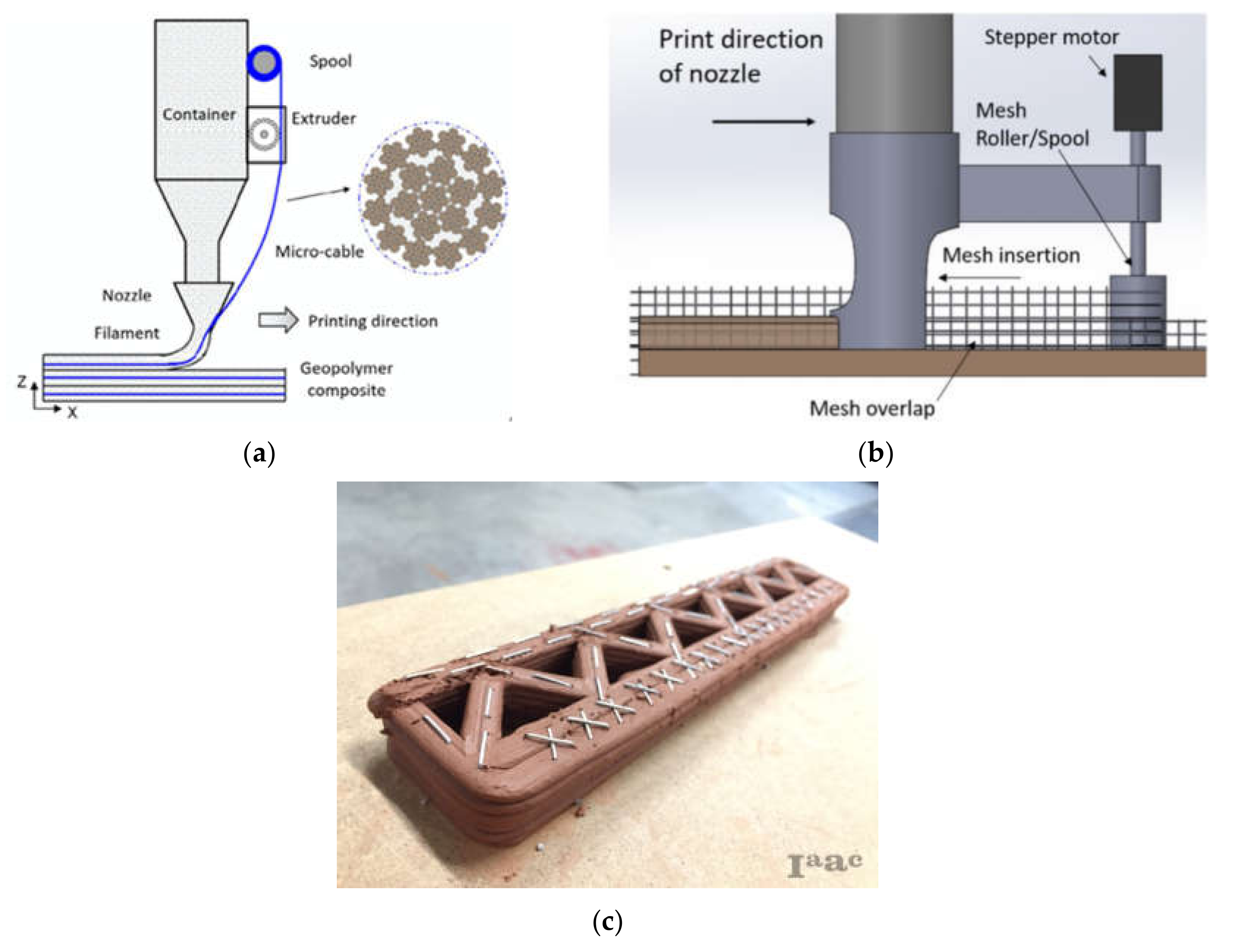
- In-process reinforcement: Continuous reinforcement is placed as the material is extruded. Researchers confirmed the feasibility of simultaneously entraining steel cables to printed mixtures during the extrusion process [163,164,165,166] (Figure 14a). Despite improving mechanical capacities of printed structures, cable reinforcement fails to address the problem of weak interlayer bonding introduced by the printing process. To improve the bonding and enhance the overall performance, Marchment and Sanjayan [167] integrated mesh reinforcement within the printing process. A forked nozzle (similar to the nozzle in pre-installed reinforcement) is designed to allow the embedding of continuous reinforcing mesh in the middle of the printed material (Figure 14b). Geneidy et al. [168,169] further combined a printing nozzle with a stapler that can insert staple profiles into the printed materials, maximizing structural integrity (indicated in Figure 14c). All of those methods involve directly entraining reinforcement during printing using a highly automated printing system. The addition of fibers to mixtures is an alternative approach that has been explored widely. A high degree of fiber alignment along the printing direction can be introduced by the extrusion process (see Section 3.3.2 and Figure 9), improving the mechanical performance of the printed materials. Although these in-process reinforcement methods enable the highest degree of automation and design freedom, they might not provide the printed cementitious materials with the same level of tensile and compressive strength as pre-installed or post-installed methods (i.e., steel rebar provides a higher reinforcing level compared to the other reinforcing materials, such as cable, mesh, and fiber).
4. Mix Design
5. Perspectives
- Validation and standardization of testing methods, in particular, the quantitative assessment of the time history of material properties in the fresh age;
- Development of effective reinforcing and curing solutions for different applications;
- Analysis of long-term dimensional stability (i.e., shrinkage and creep) and durability;
- Simulation modeling and analysis at multiscale level, including microscale cement hydration, mesoscale rheology, and macroscale mechanics;
- Utilization of anisotropy introduced by the printing process to fabricate functionally graded cementitious materials by programmable anisotropic fabrication approach;
- Development of durable and sustainable materials for construction-scale 3D-printing to reduce carbon footprint; and
- Development of printable cementitious materials compatible with harsh environments for post-disaster housing reconstruction and planetary construction (considering resources, gravity, temperature, humidity, and radiation).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- ISO. Additive Manufacturing General Principles—Terminology; ISO/ASTM 52900:2015; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Wegrzyn, T.F.; Golding, M.; Archer, R. Food Layered Manufacture: A new process for constructing solid foods. Trends Food Sci. Technol. 2012, 27, 66–72. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J. Current Progress of 3D Concrete Printing Technologies. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction, Taipei, Taiwan, 28 June–1 July 2017; pp. 260–267. [Google Scholar]
- Buswell, R.A.; Soar, R.; Gibb, A.; Thorpe, A. Freeform Construction: Mega-scale Rapid Manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef]
- Xia, M.; Sanjayan, J. Method of formulating geopolymer for 3D printing for construction applications. Mater. Des. 2016, 110, 382–390. [Google Scholar] [CrossRef]
- Sanjayan, J.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Gibbons, G.J.; Williams, R.; Purnell, P.; Farahi, E. 3D Printing of cement composites. Adv. Appl. Ceram. 2010, 109, 287–290. [Google Scholar] [CrossRef]
- Maier, A.-K.; Dezmirean, L.; Will, J.; Greil, P. Three-dimensional printing of flash-setting calcium aluminate cement. J. Mater. Sci. 2011, 46, 2947–2954. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Sanjayan, J. Dimensional accuracy, flowability, wettability, and porosity in inkjet 3DP for gypsum and cement mortar materials. Autom. Constr. 2020, 110, 102964. [Google Scholar] [CrossRef]
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Sanjayan, J.; Nazari, A. Mechanical Properties of Cement-Based Materials and Effect of Elevated Temperature on Three-Dimensional (3-D) Printed Mortar Specimens in Inkjet 3-D Printing. Aci Mater. J. 2019, 116, 55–67. [Google Scholar]
- Shakor, P.; Nejadi, S.; Paul, G. Investigation into the effect of delays between printed layers on the mechanical strength of inkjet 3DP mortar. Manuf. Lett. 2020, 23, 19–22. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Chen, J.-F.; Ye, L. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Zhang, H. Mechanical behavior of FRP sheets reinforced 3D elements printed with cementitious materials. Compos. Struct. 2015, 134, 331–342. [Google Scholar] [CrossRef]
- Alghamdi, H.; Neithalath, N. Synthesis and characterization of 3D-printable geopolymeric foams for thermally efficient building envelope materials. Cem. Concr. Compos. 2019, 104, 103377. [Google Scholar] [CrossRef]
- Xia, M.; Nematollahi, B.; Nazari, A.M. Printability, accuracy and strength of geopolymer made using powder-based 3D printing for construction applications. Autom. Constr. 2019, 101, 179–189. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.T.; Yeh, Z. Mega-scale fabrication by Contour Crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Dutton, R. Innovative Rapid Prototyping Process Makes Large Sized, Smooth Surfaced Complex Shapes in a Wide Variety of Materials. Mater. Technol. 1998, 13, 53–56. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, J. Experimental investigation of contour crafting using ceramics materials. Rapid Prototyping J. 2001, 7, 32–42. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Lim, S.; Le, T.; Webster, J.; Buswell, R.; Austin, A.; Gibb, A.; Thorpe, T. Fabricating Construction Components Using Layered Manufacturing Technology. In Proceedings of the International Conference on Global Innovation in Construction, Loughborough, UK, 13–16 September 2009; pp. 512–520. [Google Scholar]
- Nerella, V.N.; Krause, M.; Näther, M.; Mechtcherine, V. Studying Printability of Fresh Concrete for Formwork Free Concrete On-Site 3D Printing Technology (Conprint3D). In Proceedings of the 25th Conference on Rheology of Building Materials, Regensburg, Germany, 2–3 March 2016. [Google Scholar]
- Hojati, M.; Nazarian, S.; Duarte, J.P.; Radlinska, A.; Ashrafi, N.; Craveiro, F.; Bilen, S. 3D Printing of Concrete: A Continuous Exploration of Mix Design and Printing Process. In Proceedings of the 42nd IAHS World Congress on Housing, Naples, Italy, 10–13 April 2018. [Google Scholar]
- Hojati, M.; Radlińska, A.; Nazarian, S.; Duarte, J.P.; Memari, A.M.; Meisel, N.; Bilén, S. Synthesis and 3D Printing of One-Part Geopolymer Mortar. In Proceedings of the 1st RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 10–12 September 2018. [Google Scholar]
- Hojati, M.; Radlinska, A.; Nazarian, S.; Duarte, J.; Memari, A.; Meisel, N.; Bilen, S. Design and 3D Printing of Two-Part Geopolymer Mortar. In Proceedings of the 1st RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 10–12 September 2018. [Google Scholar]
- Nazarian, S.; Duarte, J.; Bilen, S.; Memari, A.; Radlinska, A.; Meisel, N.; Hojati, M. Additive Manufacturing of Architectural Structures: An Interplay Between Materials, Systems, and Design. In Proceedings of the Conference on Automation Innovation in Construction (CIAC2019), Leiria, Portugal, 7–8 November 2019. [Google Scholar]
- Nazarian, S.; Duarte, J.; Bilén, S.; Memari, A.; Muthumanickam, N.K.; Watson, N.D.; Radlinska, A.; Ashrafi, N.; Hojati, M. An Overview of the Execution of 3D-Printed Subscale Habitat On Mars: A Case Study to Exemplify the Automated Construction Process. In Proceedings of the 5th Residential Building Design & Construction Conference, State College, PA, USA, 4–6 March 2020. [Google Scholar]
- Le, T.T.; Austin, S.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Le, T.; Austin, S.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Flatt, R.J.; Wangler, T. Editorial for special issue on digital concrete. Cem. Concr. Res. 2018, 112, 1–4. [Google Scholar] [CrossRef]
- Hamidi, F.; Aslani, F. Additive manufacturing of cementitious composites: Materials, methods, potentials, and challenges. Constr. Build. Mater. 2019, 218, 582–609. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L.; Ju, Y. State-of-the-art of 3D printing technology of cementitious material—An emerging technique for construction. Sci. China Ser. E Technol. Sci. 2017, 61, 475–495. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Van der Zee, A.; de Vries, B.; Salet, T. From Rapid Prototyping to Automated Manufacturing. In Proceedings of the 32nd International Conference on Education and research in Computer Aided Architectural Design in Europe, Newcastle upon Tyne, UK, 10–12 September 2014; pp. 455–461. [Google Scholar]
- Van Zijl, G.P.A.G. Properties of 3D Printable Concrete. In Proceedings of the 2nd International Conference on Progress in Additive Manufacturing, Singapore, 16–19 May 2016; pp. 421–426. [Google Scholar]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.J. Experimental study on mix proportion and fresh properties of fly ash based geopolymer for 3D concrete printing. Ceram. Int. 2018, 44, 10258–10265. [Google Scholar] [CrossRef]
- Malaeb, Z.; Hachem, H.; Tourbah, A.; Maalouf, T.; Zarwi, N.E.; Hamzeh, F. 3D Concrete Printing: Machine and Mix Design. Int. J. Civ. Eng. Technol. 2015, 6, 14–22. [Google Scholar]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Tan, M.J.; Qian, S.Z.; Leong, K.F.; Chua, C.K. Processing and Properties of Construction Materials for 3D Printing. Mater. Sci. Forum 2016, 861, 177–181. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete; Pearson Education Limited: Harlow, UK, 1995. [Google Scholar]
- Tattersall, G.H. Workability and Quality Control of Concrete; E & FN Spon: London, UK, 1991. [Google Scholar]
- Monteiro, P.J.M.; Mehta, P.K. Concrete: Microstructure, Properties and Materials; McGraw-Hill Education: New York, NY, USA, 2014. [Google Scholar]
- Qian, Y.; De Schutter, G. Enhancing thixotropy of fresh cement pastes with nanoclay in presence of polycarboxylate ether superplasticizer (PCE). Cem. Concr. Res. 2018, 111, 15–22. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G. A Study into the Effect of Different Nozzles Shapes and Fibre-Reinforcement in 3D Printed Mortar. Materials 2019, 12, 1708. [Google Scholar] [CrossRef] [PubMed]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Rushing, T.S.; Al-Chaar, G.; Eick, B.; Burroughs, J.; Shannon, J.; Barna, L.; Case, M. Investigation of concrete mixtures for additive construction. Rapid Prototyping J. 2017, 23, 74–80. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Sun, X.; Wang, Q.; Wang, H.; Chen, L. Influence of multi-walled nanotubes on the fresh and hardened properties of a 3D printing PVA mortar ink. Constr. Build. Mater. 2020, 247, 118590. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Effects of mixture ingredients on extrudability of concrete in Contour Crafting. Rapid Prototyping J. 2018, 24, 722–730. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Shakor, P.; Renneberg, J.; Nejadi, S.; Paul, G. Optimisation of Different Concrete Mix Designs for 3D Printing by Utilizing 6Dof Industrial Robot. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction, Taipei, Taiwan, 28 June–1 July 2017; pp. 268–275. [Google Scholar]
- Wallevik, J.E. Relationship between the Bingham parameters and slump. Cem. Concr. Res. 2006, 36, 1214–1221. [Google Scholar] [CrossRef]
- Uchikawa, H.; Sawaki, D.; Hanehara, S. Influence of kind and added timing of organic admixture on the composition, structure and property of fresh cement paste. Cem. Concr. Res. 1995, 25, 353–364. [Google Scholar] [CrossRef]
- Uchikawa, H.; Hanehara, S.; Sawaki, D. The role of steric repulsive force in the dispersion of cement particles in fresh paste prepared with organic admixture. Cem. Concr. Res. 1997, 27, 37–50. [Google Scholar] [CrossRef]
- Barfield, M.; Ghafoori, N. Air-entrained self-consolidating concrete: A study of admixture sources. Constr. Build. Mater. 2012, 26, 490–496. [Google Scholar] [CrossRef]
- Zain, M.; Safiuddin, M.; Yusof, K. A study on the properties of freshly mixed high performance concrete. Cem. Concr. Res. 1999, 29, 1427–1432. [Google Scholar] [CrossRef]
- Lorimer, P.; Omari, M.A.; Claisse, P.A. Workability of Cement Pastes. Aci Mater. J. 2001, 98, 476–482. [Google Scholar]
- Lee, S.H.; Kim, H.J.; Sakai, E.; Daimon, M. Effect of Particle Size Distribution of Fly Ash–Cement System On the Fluidity of Cement Pastes. Cem. Concr. Res. 2003, 3, 763–768. [Google Scholar] [CrossRef]
- Ramachandran, V.S. Concrete Admixtures Handbook: Properties, Science and Technology; William Andrew: Norwich, NY, USA, 1996. [Google Scholar]
- Yahia, A.; Tanimura, M.; Shimoyama, Y. Rheological properties of highly flowable mortar containing limestone filler-effect of powder content and W/C ratio. Cem. Concr. Res. 2005, 35, 532–539. [Google Scholar] [CrossRef]
- Uysal, M.; Yilmaz, K.; Ipek, M. The effect of mineral admixtures on mechanical properties, chloride ion permeability and impermeability of self-compacting concrete. Constr. Build. Mater. 2012, 27, 263–270. [Google Scholar] [CrossRef]
- Ferraris, C.F.; Obla, K.H.; Hill, R. The influence of mineral admixtures on the rheology of cement paste and concrete. Cem. Concr. Res. 2001, 31, 245–255. [Google Scholar] [CrossRef]
- Bayasi, M.Z.; Soroushian, P. Effect of Steel Fiber Reinforcement On Fresh Mix Properties of Concrete. Aci Mater. J. 1992, 89, 369–374. [Google Scholar]
- Grünewald, S.; Walraven, J.C. Parameter-study on the influence of steel fibers and coarse aggregate content on the fresh properties of self-compacting concrete. Cem. Concr. Res. 2001, 31, 1793–1798. [Google Scholar] [CrossRef]
- Şahmaran, M.; Yurtseven, A.; Yaman, I.O. Workability of hybrid fiber reinforced self-compacting concrete. Build. Environ. 2005, 40, 1672–1677. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Sutjipto, S.; Paul, G.; Gowripalan, N. Effects of deposition velocity in the presence/absence of E6-glass fibre on extrusion-based 3D printed mortar. Addit. Manuf. 2020, 32, 101069. [Google Scholar] [CrossRef]
- Paul, S.C.; Van Zijl, G.P.A.G.; Tan, M.J.; Gibson, I. A review of 3D concrete printing systems and materials properties: Current status and future research prospects. Rapid Prototyping J. 2018, 24, 784–798. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Malek, S. Review of Emerging Additive Manufacturing Technologies in 3D Printing of Cementitious Materials in the Construction Industry. Front. Built Environ. 2019, 4, 85. [Google Scholar] [CrossRef]
- Rubio, M.; Sonebi, M.; Amziane, S. 3D Printing of Fibre Cement-Based Materials: Fresh and Rheological Performances. In Proceedings of the 2nd International Conference On Bio-Based Building Materials, Clermont-Ferrand, France, 21–23 June 2017. [Google Scholar]
- Barra Bizinotto, M.; Faleschini, F.; Jiménez Fernández, C.G.; Aponte Hernández, D. F Effects of chemical admixtures on the rheology of fresh recycled aggregate concretes. Constr. Build. Mater. 2017, 151, 353–362. [Google Scholar] [CrossRef]
- Hu, C.; De Larrard, F. The rheology of fresh high-performance concrete. Cem. Concr. Res. 1996, 26, 283–294. [Google Scholar] [CrossRef]
- Le, H.D.; Kadri, E.H.; Aggoun, S.; Vierendeels, J.; Troch, P.; De Schutter, G. Effect of lubrication layer on velocity profile of concrete in a pumping pipe. Mater. Struct. 2015, 48, 3991–4003. [Google Scholar] [CrossRef]
- Rahul, A.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Melinge, Y. Prediction of the Ram Extrusion Force of Cement-Based Materials. Appl. Rheol. 2014, 24, 34–40. [Google Scholar] [CrossRef]
- Perrot, A.; Lanos, C.; Estellé, P.; Mélinge, Y. Ram extrusion force for a frictional plastic material: Model prediction and application to cement paste. Rheol. Acta 2006, 45, 457–467. [Google Scholar] [CrossRef]
- Perrot, A.; Mélinge, Y.; Rangeard, D.; Micaelli, F.; Estellé, P.; Lanos, C.; Perrot, A. Use of ram extruder as a combined rheo-tribometer to study the behaviour of high yield stress fluids at low strain rate. Rheol. Acta 2012, 51, 743–754. [Google Scholar] [CrossRef]
- El Cheikh, K.; Rémond, S.; Khalil, N.; Aouad, G. Numerical and experimental studies of aggregate blocking in mortar extrusion. Constr. Build. Mater. 2017, 145, 452–463. [Google Scholar] [CrossRef]
- Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Meisel, N.A. Evaluating the relationship between deposition and layer quality in large-scale additive manufacturing of concrete. Virtual Phys. Prototyping 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; Van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Suiker, A.S.J. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Suiker, A.S.J. Structural failure during extrusion-based 3D printing processes. Int. J. Adv. Manuf. Technol. 2019, 104, 565–584. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Yield stress criteria to assess the buildability of 3D concrete printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Triaxial compression testing on early age concrete for numerical analysis of 3D concrete printing. Cem. Concr. Compos. 2019, 104, 103344. [Google Scholar] [CrossRef]
- Austin, S.A.; Goodier, C.I.; Robins, P.J. Low-volume wet-process sprayed concrete: Pumping and spraying. Mater. Struct. 2005, 38, 229–237. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Hui, L.J.; Tay, Y.W.D.; Tan, M.J. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Tregger, N.; Pakula, M.E.; Shah, S.P. Influence of clays on the rheology of cement pastes. Cem. Concr. Res. 2010, 40, 384–391. [Google Scholar] [CrossRef]
- Casagrande, L.; Esposito, L.; Menna, C.; Asprone, D.; Auricchio, F. Effect of testing procedures on buildability properties of 3D-printable concrete. Constr. Build. Mater. 2020, 245, 118286. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J.; Hui, L.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Barnes, H.A. Thixotropy—A review. J. Non Newton. Fluid Mech. 1997, 70, 1–33. [Google Scholar] [CrossRef]
- Mehta, P.; Aïtcin, P.-C. Principles Underlying Production of High-Performance Concrete. Cem. Concr. Aggreg. 1990, 12, 70. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Roussel, N. Steady and transient flow behaviour of fresh cement pastes. Cem. Concr. Res. 2005, 35, 1656–1664. [Google Scholar] [CrossRef]
- Roussel, N.; Ovarlez, G.; Garrault, S.; Brumaud, C. The origins of thixotropy of fresh cement pastes. Cem. Concr. Res. 2012, 42, 148–157. [Google Scholar] [CrossRef]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Roussel, N.; Bessaies-Bey, H.; Kawashima, S.; Marchon, D.; Vasilic, K.; Wolfs, R. Recent advances on yield stress and elasticity of fresh cement-based materials. Cem. Concr. Res. 2019, 124, 105798. [Google Scholar] [CrossRef]
- Kim, J.H.; Beacraft, M.; Shah, S.P. Effect of mineral admixtures on formwork pressure of self-consolidating concrete. Cem. Concr. Compos. 2010, 32, 665–671. [Google Scholar] [CrossRef]
- Kuder, K.G.; Shah, S.P. Rheology of Extruded Cement-Based Materials. Aci Mater. J. 2007, 104, 283–290. [Google Scholar]
- Voigt, T.; Mbele, J.-J.; Wang, K.; Shah, S.P. Using Fly Ash, Clay, and Fibers for Simultaneous Improvement of Concrete Green Strength and Consolidatability for Slip-Form Pavement. J. Mater. Civ. Eng. 2010, 22, 196–206. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Wolfs, R.J.M.; Salet, T.A.M. 3D Printing Concrete with Reinforcement. In Proceedings of the 2017 fib Symposium High Tech Concrete: Where Technology and Engineering Meet, Maastricht, The Netherlands, 12–14 June 2017; pp. 2484–2493. [Google Scholar]
- Zhu, J.; Zhang, T.; Faried, M.; Wengang, C. 3D Printing Cement Based Ink, and It’s Application within the Construction Industry. In Proceedings of the International Conference on Advances in Sustainable Construction Materials & Civil Engineering Systems, Sharjah, UAE, 18–20 April 2017. [Google Scholar]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Rahul, A.; Santhanam, M.; Meena, H.; Ghani, Z. Mechanical characterization of 3D printable concrete. Constr. Build. Mater. 2019, 227, 116710. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Interlayer adhesion and strength of structures in Contour Crafting—Effects of aggregate size, extrusion rate, and layer thickness. Autom. Constr. 2017, 81, 112–121. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Al-Qutaifi, S.; Nazari, A.; Bagheri, A. Mechanical properties of layered geopolymer structures applicable in concrete 3D-printing. Constr. Build. Mater. 2018, 176, 690–699. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Effects of mixture ingredients on interlayer adhesion of concrete in Contour Crafting. Rapid Prototyping J. 2018, 24, 584–592. [Google Scholar] [CrossRef]
- Hosseini, E.; Zakertabrizi, M.; Korayem, A.H.; Xu, G. A novel method to enhance the interlayer bonding of 3D printing concrete: An experimental and computational investigation. Cem. Concr. Compos. 2019, 99, 112–119. [Google Scholar] [CrossRef]
- Panda, B.; Unluer, C.; Tan, M.J. Extrusion and rheology characterization of geopolymer nanocomposites used in 3D printing. Compos. Part B Eng. 2019, 176, 107290. [Google Scholar] [CrossRef]
- Austin, S.; Robins, P.J.; Goodier, C. The performance of hardened wet-process sprayed mortars. Mag. Concr. Res. 2000, 52, 195–208. [Google Scholar] [CrossRef]
- Stang, H.; Li, V.C. Extrusion of Ecc-Material. In Proceedings of the 3rd International RILEM Workshop on High Performance Fiber Reinforced Cement Composites, Mainz, Germany, 16–19 May 1999; pp. 203–212. [Google Scholar]
- Lakes, R. Materials with structural hierarchy. Nature 1993, 361, 511–515. [Google Scholar] [CrossRef]
- Fratzl, P.; Weinkamer, R. Nature’s hierarchical materials. Prog. Mater. Sci. 2007, 52, 1263–1334. [Google Scholar] [CrossRef]
- Meyers, M.A.; Chen, P.-Y.; Lin, A.Y.-M.; Seki, Y. Biological materials: Structure and mechanical properties. Prog. Mater. Sci. 2008, 53, 1–206. [Google Scholar] [CrossRef]
- De Koker, D.; Van Zijl, G. Extrusion of Engineered Cement-Based Composite Material. In Proceedings of the 6th RILEM Symposium on Fiber-Reinforced Concrete (FRC)-BEFIB, Verenna, Italy, 20–22 September 2004; pp. 1301–1310. [Google Scholar]
- Rossi, P.; Harrouche, N. Mix design and mechanical behaviour of some steel-fibre-reinforced concretes used in reinforced concrete structures. Mater. Struct. 1990, 23, 256–266. [Google Scholar] [CrossRef]
- Uygunoğlu, T. Effect of fiber type and content on bleeding of steel fiber reinforced concrete. Constr. Build. Mater. 2011, 25, 766–772. [Google Scholar] [CrossRef]
- Ma, G.; Zhang, J.; Wang, L.; Li, Z.; Sun, J. Mechanical characterization of 3D printed anisotropic cementitious material by the electromechanical transducer. Smart Mater. Struct. 2018, 27, 075036. [Google Scholar] [CrossRef]
- Compton, B.G.; Lewis, J.A. 3D-Printing of Lightweight Cellular Composites. Adv. Mater. 2014, 26, 5930–5935. [Google Scholar] [CrossRef]
- Hambach, M.; Möller, H.; Neumann, T.; Volkmer, D. Portland cement paste with aligned carbon fibers exhibiting exceptionally high flexural strength (>100 MPa). Cem. Concr. Res. 2016, 89, 80–86. [Google Scholar] [CrossRef]
- Austin, S.; Robins, P.; Pan, Y. Tensile bond testing of concrete repairs. Mater. Struct. 1995, 28, 249–259. [Google Scholar] [CrossRef]
- Austin, S.; Robins, P.; Pan, Y. Shear bond testing of concrete repairs. Cem. Concr. Res. 1999, 29, 1067–1076. [Google Scholar] [CrossRef]
- Tschegg, E.K.; Ingruber, M.; Surberg, C.H.; Munger, F. Factors Influencing Fracture Behavior of Old-New Concrete Bonds. Aci Mater. J. 2000, 97, 447–453. [Google Scholar]
- Júlio, E.N.B.S.; Branco, F.A.B.; Silva, V.D. Concrete-to-concrete bond strength. Influence of the roughness of the substrate surface. Constr. Build. Mater. 2004, 18, 675–681. [Google Scholar] [CrossRef]
- Lee, M.-G.; Wang, Y.-C.; Chiu, C.-T. A preliminary study of reactive powder concrete as a new repair material. Constr. Build. Mater. 2007, 21, 182–189. [Google Scholar] [CrossRef]
- Austin, S.; Robins, P.J. Development of patch test to study behaviour of shallow concrete patch repairs. Mag. Concr. Res. 1993, 45, 221–229. [Google Scholar] [CrossRef]
- Momayez, A.; Ehsani, M.; Ramezanianpour, A.; Rajaie, H. Comparison of methods for evaluating bond strength between concrete substrate and repair materials. Cem. Concr. Res. 2005, 35, 748–757. [Google Scholar] [CrossRef]
- Robins, P.J.; Austin, S. A unified failure envelope from the evaluation of concrete repair bond tests. Mag. Concr. Res. 1995, 47, 57–68. [Google Scholar] [CrossRef]
- Espeche, A.D.; León, J. Estimation of bond strength envelopes for old-to-new concrete interfaces based on a cylinder splitting test. Constr. Build. Mater. 2011, 25, 1222–1235. [Google Scholar] [CrossRef]
- Beushausen, H.; Alexander, M.G. Bond strength development between concretes of different ages. Mag. Concr. Res. 2008, 60, 65–74. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Ting, G.H.A.; Qian, Y.; Panda, B.; He, L.; Tan, M.J. Time gap effect on bond strength of 3D-printed concrete. Virtual Phys. Prototyping 2018, 14, 1–10. [Google Scholar] [CrossRef]
- Keita, E.; Bessaies-Bey, H.; Zuo, W.; Belin, P.; Roussel, N. Weak bond strength between successive layers in extrusion-based additive manufacturing: Measurement and physical origin. Cem. Concr. Res. 2019, 123, 105787. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyping 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Bissonnette, B.; Pierre, P.; Pigeon, M. Influence of key parameters on drying shrinkage of cementitious materials. Cem. Concr. Res. 1999, 29, 1655–1662. [Google Scholar] [CrossRef]
- Ma, B.-G.; Wen, X.-D.; Wang, M.-Y.; Yan, J.-J.; Xiao-Jian, G. Drying Shrinkage of Cement-Based Materials Under Conditions of Constant Temperature and Varying Humidity. J. China Univ. Min. Technol. 2007, 17, 428–431. [Google Scholar] [CrossRef]
- Baroghel-Bouny, V.; Mainguy, M.; Lassabatere, T.; Coussy, O. Characterization and identification of equilibrium and transfer moisture properties for ordinary and high-performance cementitious materials. Cem. Concr. Res. 1999, 29, 1225–1238. [Google Scholar] [CrossRef]
- Graham, M.D. The sharkskin instability of polymer melt flows. Chaos Interdiscip. J. Nonlinear Sci. 1999, 9, 154–163. [Google Scholar] [CrossRef]
- TV, N.C. World’s First 3D-Printed House that Can Withstand 8.0-Magnitude Quake. 2020. Available online: https://www.youtube.com/watch?v=OloOc21_u80 (accessed on 17 June 2020).
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef]
- Cor, A. Apis Cor Homepage. 2020. Available online: https://www.apis-cor.com/> (accessed on 17 June 2020).
- Salet, T.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototying. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental Exploration of Metal Cable as Reinforcement in 3D Printed Concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Wang, L.; Ma, G.; Wang, L. Mechanical improvement of continuous steel microcable reinforced geopolymer composites for 3D printing subjected to different loading conditions. Compos. Part B Eng. 2020, 187, 107796. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-cable reinforced geopolymer composite for extrusion-based 3D printing. Mater. Lett. 2019, 235, 144–147. [Google Scholar] [CrossRef]
- Lim, J.H.; Panda, B.; Pham, Q.-C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D Concrete Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Geneidy, O.; Kumarji, S.; Dubor, A.; Sollazzo, A.; Chadha, K.; Krenmueller, R.; Bettucchi, E.; Lara, S. IAAC Simultaneous Reinforcement of Concrete while 3D Printing. 2019. Available online: http://www.iaacblog.com/programs/sim-reinforcement-concrete/ (accessed on 17 June 2020).
- Geneidy, O.; Kumarji, S.; Dubor, A.; Sollazzo, A. Simultaneous Reinforcement of Concrete while 3D Printing. In Proceedings of the 2nd RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; pp. 895–905. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Effective Factors | Experimental Testing | ||||
|---|---|---|---|---|---|---|
| Internal | External | |||||
| Mix Design 1 | Printing Parameters 2 | Printing System 3 | Curing Condition 4 | |||
| Fresh | Flowability | X 5 | - 6 | X | - |
|
| Extrudability | X | X | X | - |
| |
| Buildability | X | X | X | - | ||
| Open Time | X | - | X | X | ||
| Hardened | Density | X | X | - | - | |
| Compressive Strength | X | X | X | X |
| |
| Flexural Strength | X | X | X | X | ||
| Tensile Bond Strength | X | X | X | X | ||
| Shrinkage and Cracking | X | X | X | X |
| |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Hojati, M.; Wu, Z.; Piasente, J.; Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Bilén, S.G.; Memari, A.M.; Radlińska, A. Fresh and Hardened Properties of Extrusion-Based 3D-Printed Cementitious Materials: A Review. Sustainability 2020, 12, 5628. https://doi.org/10.3390/su12145628
Li Z, Hojati M, Wu Z, Piasente J, Ashrafi N, Duarte JP, Nazarian S, Bilén SG, Memari AM, Radlińska A. Fresh and Hardened Properties of Extrusion-Based 3D-Printed Cementitious Materials: A Review. Sustainability. 2020; 12(14):5628. https://doi.org/10.3390/su12145628
Chicago/Turabian StyleLi, Zhanzhao, Maryam Hojati, Zhengyu Wu, Jonathon Piasente, Negar Ashrafi, José P. Duarte, Shadi Nazarian, Sven G. Bilén, Ali M. Memari, and Aleksandra Radlińska. 2020. "Fresh and Hardened Properties of Extrusion-Based 3D-Printed Cementitious Materials: A Review" Sustainability 12, no. 14: 5628. https://doi.org/10.3390/su12145628
APA StyleLi, Z., Hojati, M., Wu, Z., Piasente, J., Ashrafi, N., Duarte, J. P., Nazarian, S., Bilén, S. G., Memari, A. M., & Radlińska, A. (2020). Fresh and Hardened Properties of Extrusion-Based 3D-Printed Cementitious Materials: A Review. Sustainability, 12(14), 5628. https://doi.org/10.3390/su12145628