A Modular Approach for Steel Reinforcing of 3D Printed Concrete—Preliminary Study



Abstract
1. Introduction
2. Experimental Program
2.1. Materials
2.2. Mortar Proportions and Properties
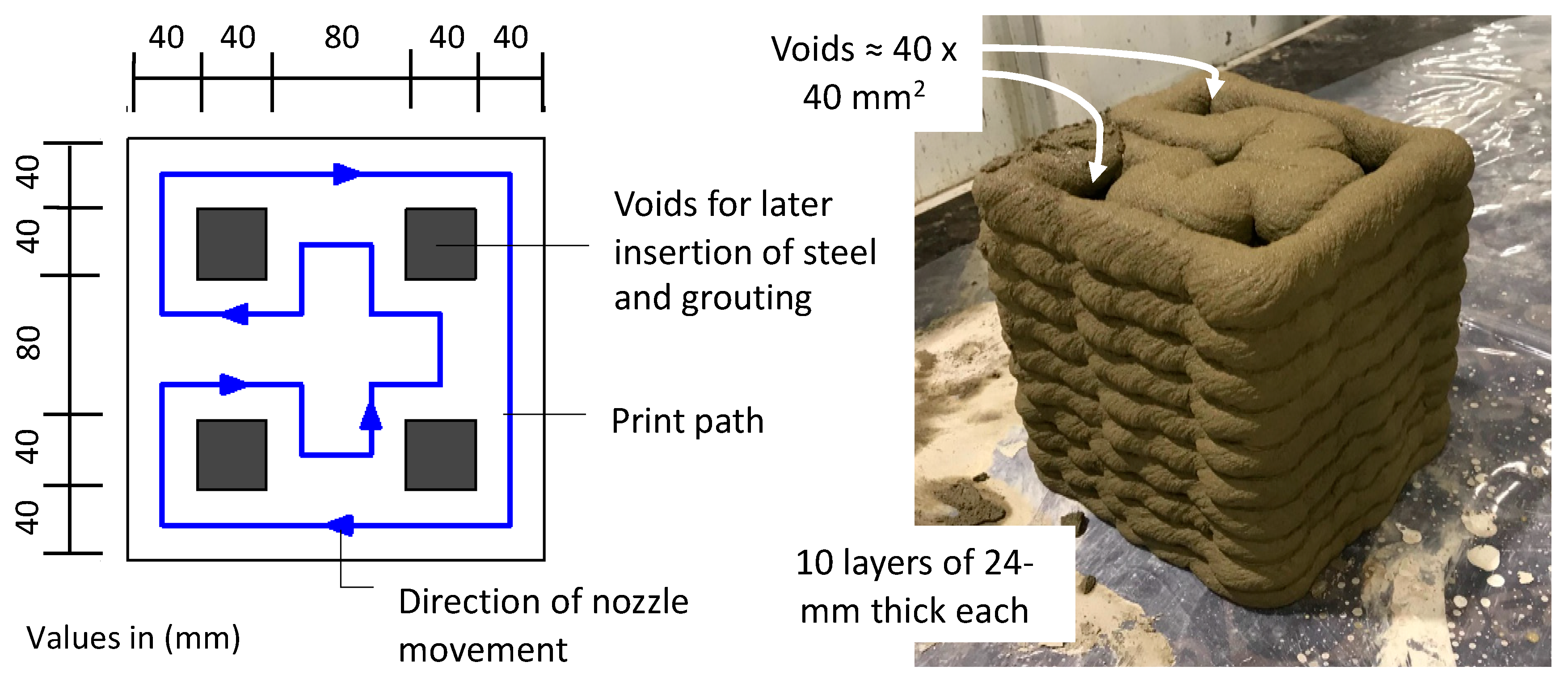
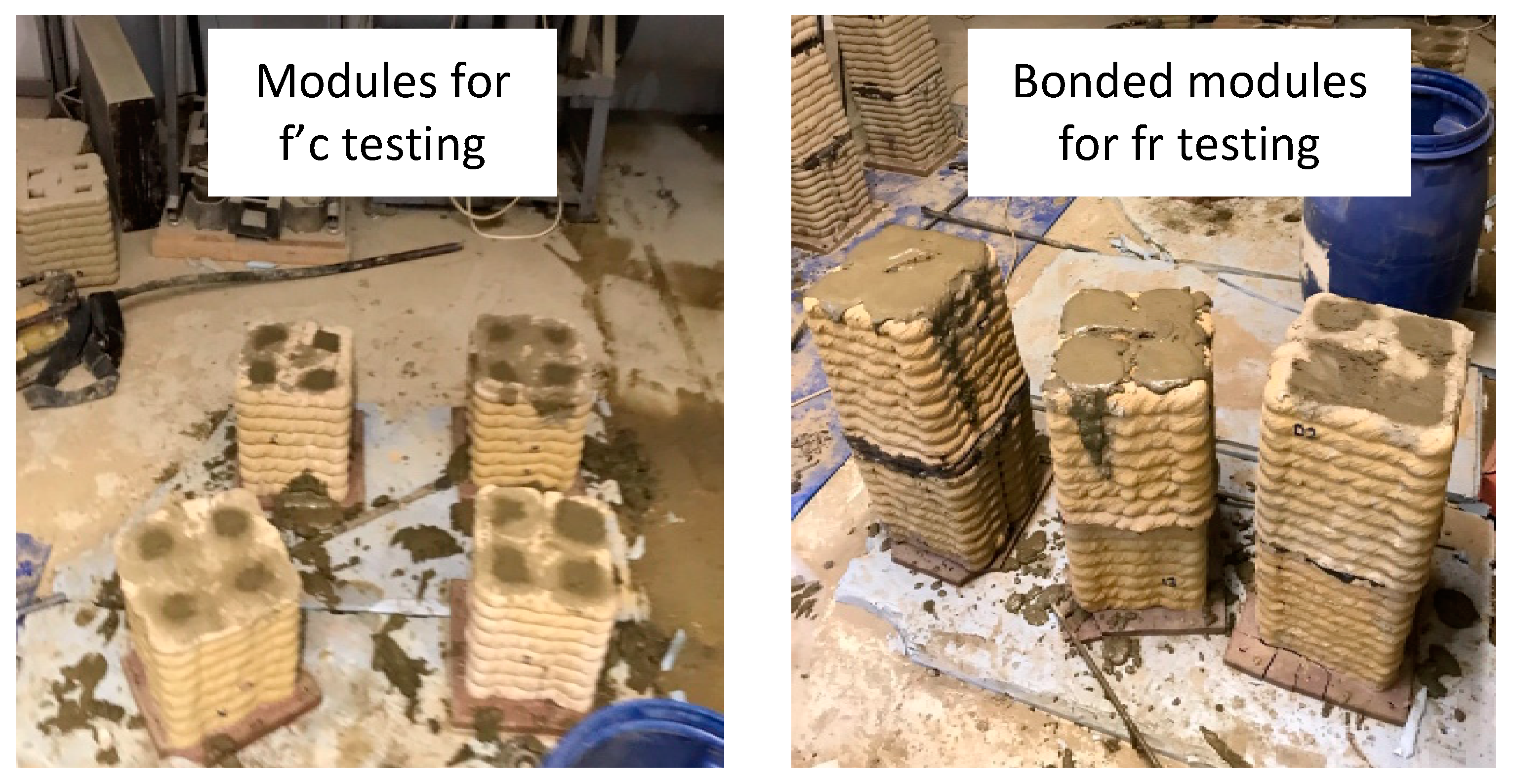
- Phase 1: Testing of plain (i.e., unreinforced) 3D printed modules
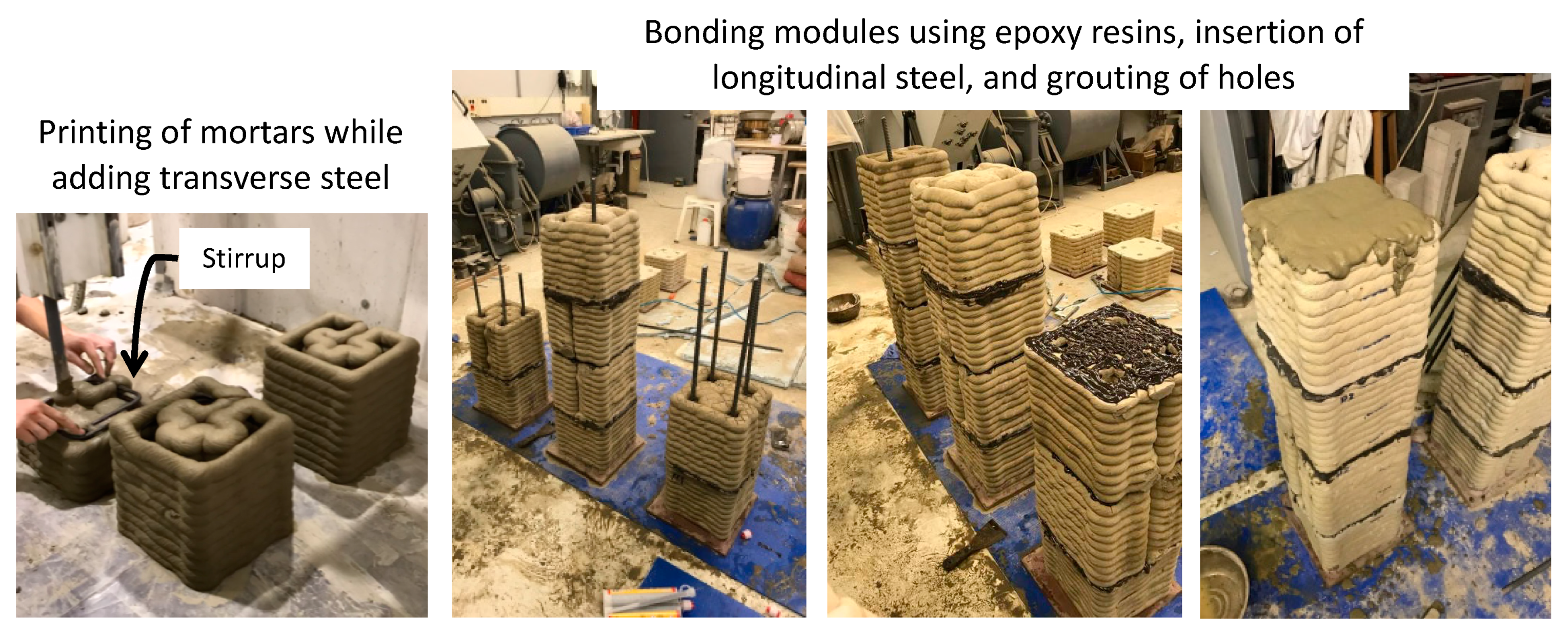
- Phase 2: Testing of reinforced bonded 3D printed modules
3. Test Results and Discussion
3.1. Compressive Strength of Plain (i.e., Unreinforced) Specimens
3.2. Flexural Strength of Plain (i.e., Unreinforced) Specimens
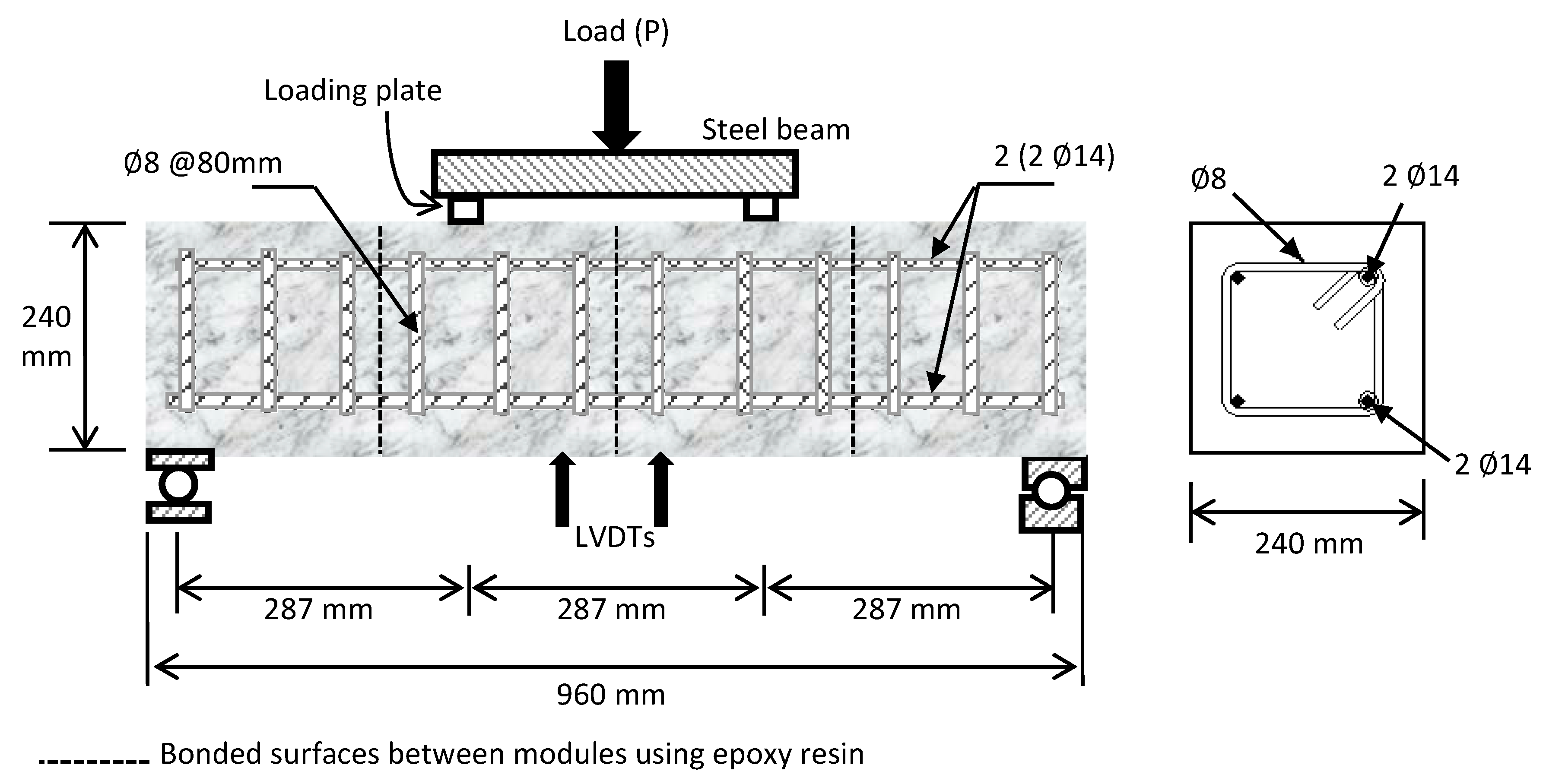
3.3. Flexural Strength of Reinforced 3D Specimens
3.3.1. Theoretical Moment and Shear Strength According to ACI 318-19 Code Provisions
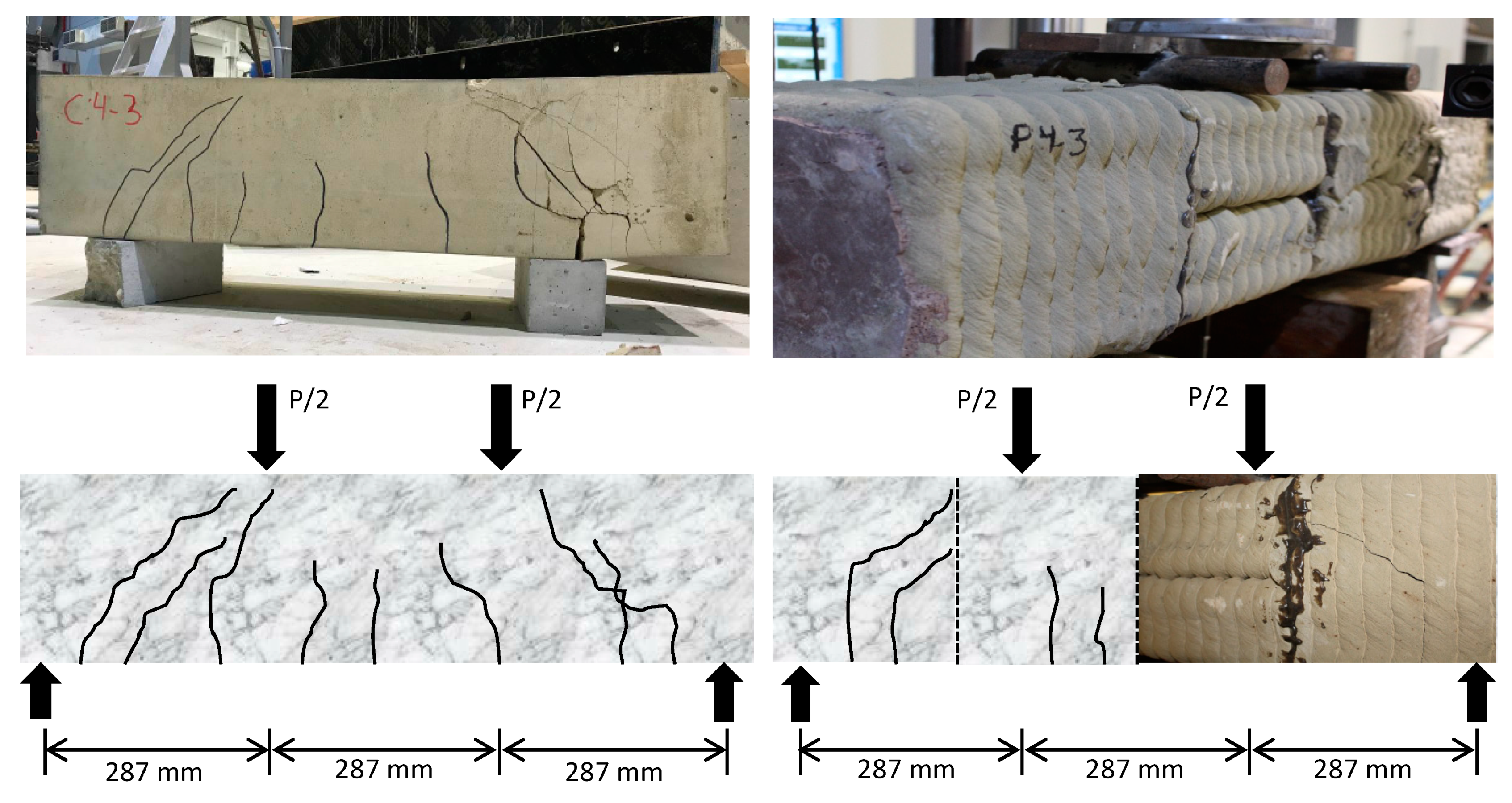
3.3.2. Failure Patterns
3.3.3. Experimental Testing and Comparison with ACI 318-19 Code
4. Conclusions
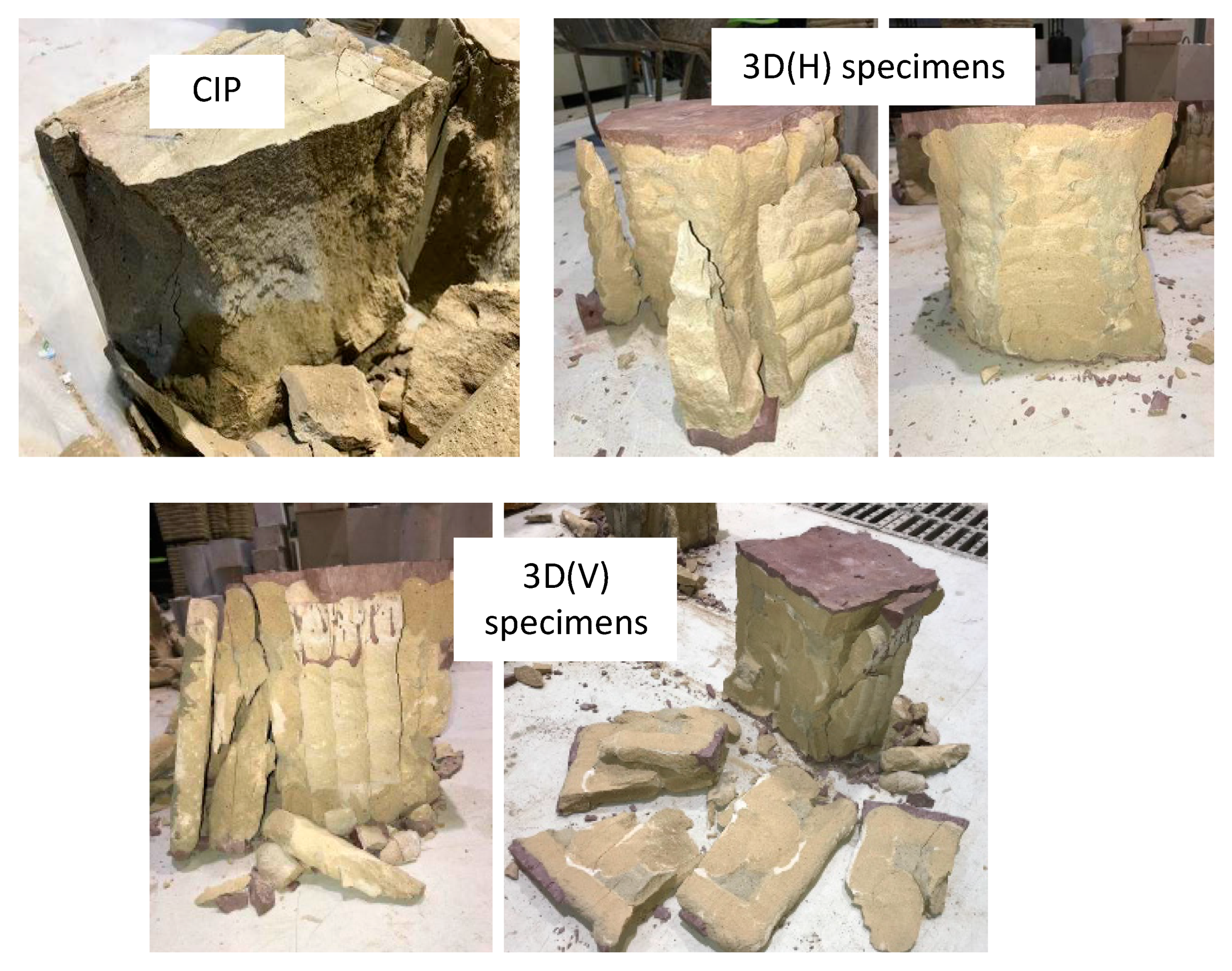
- The average f’c considerably increased from 22.8 MPa for CIP specimens to 30.8 MPa for 3D(H) ones with the deposited layers parallel to the loading platens. Similar results were obtained by Panda et al. [40] when testing specimens loaded perpendicularly to the deposited filaments. This was attributed to the injected high-strength grouts in the holes and crevices across the module cross-section, thus ensuring a stronger matrix capable of resisting higher multi-axial stresses that retard the spalling phenomenon. Just like the CIP samples, the 3D(H) specimens failed in a triangular-like manner.
- The 3D(V) specimens loaded perpendicularly to the loading platens exhibited lower f’c than the 3D(H) ones (i.e., 26.9 vs. 30.8 MPa, respectively), albeit remained higher than the CIP samples (i.e., 22.8 MPa). During compressive strength loading, the 3D(V) modules acted like vertically-layered materials with vertical planes of weakness created along the interfacial filaments during printing. This caused the debonding between adjacent printed filaments, which detached the outer ones from the inner core.
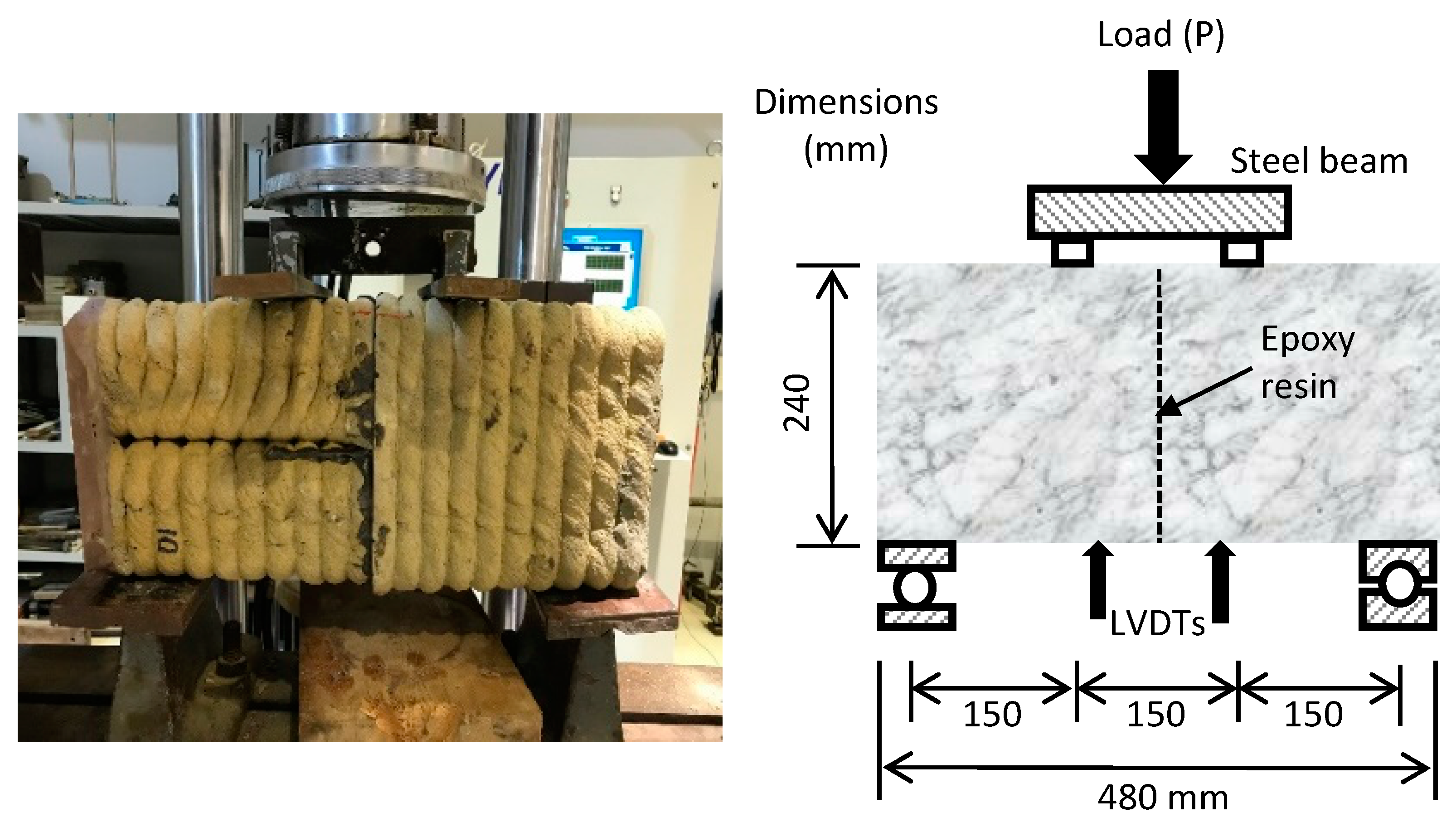
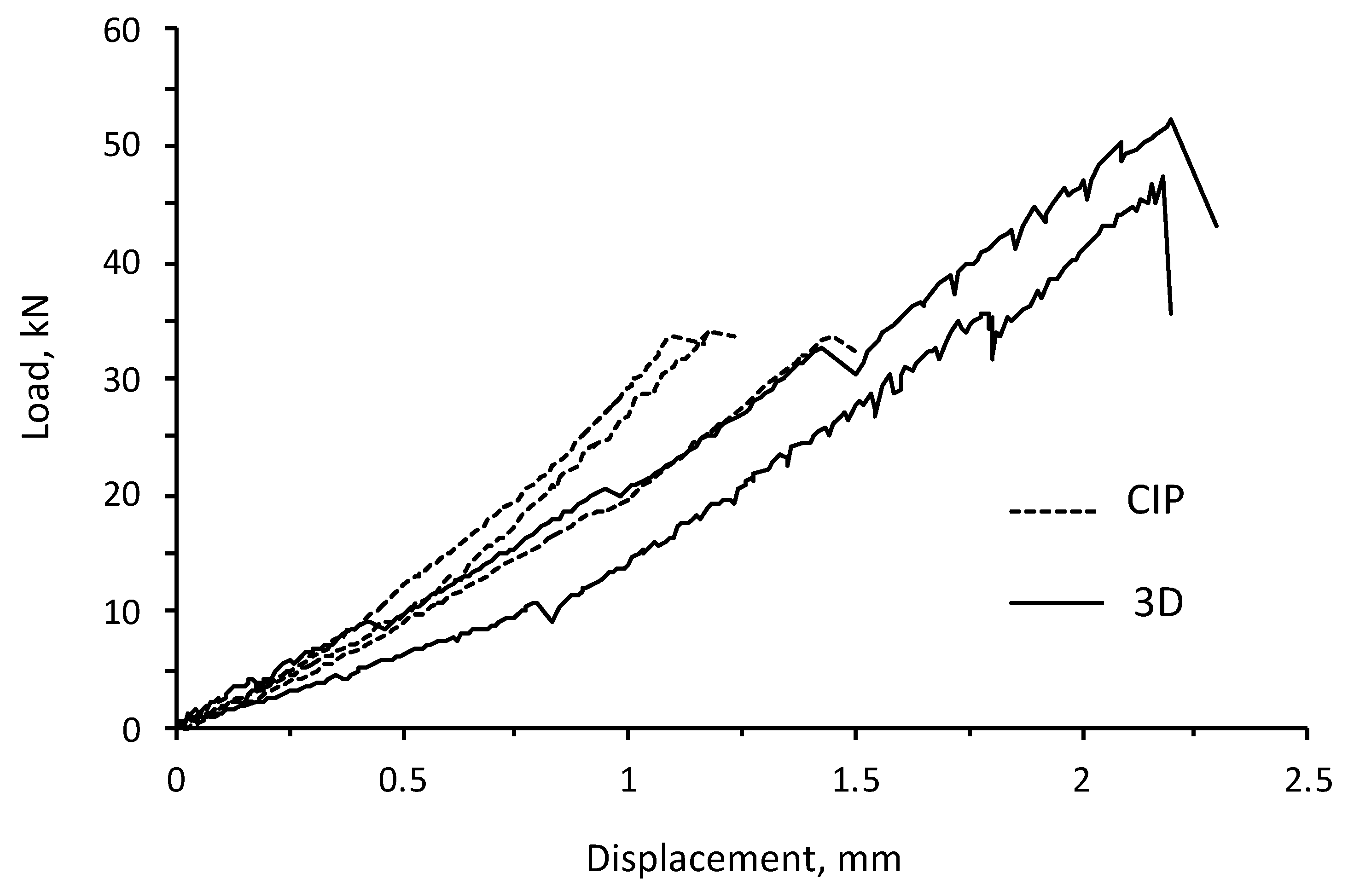
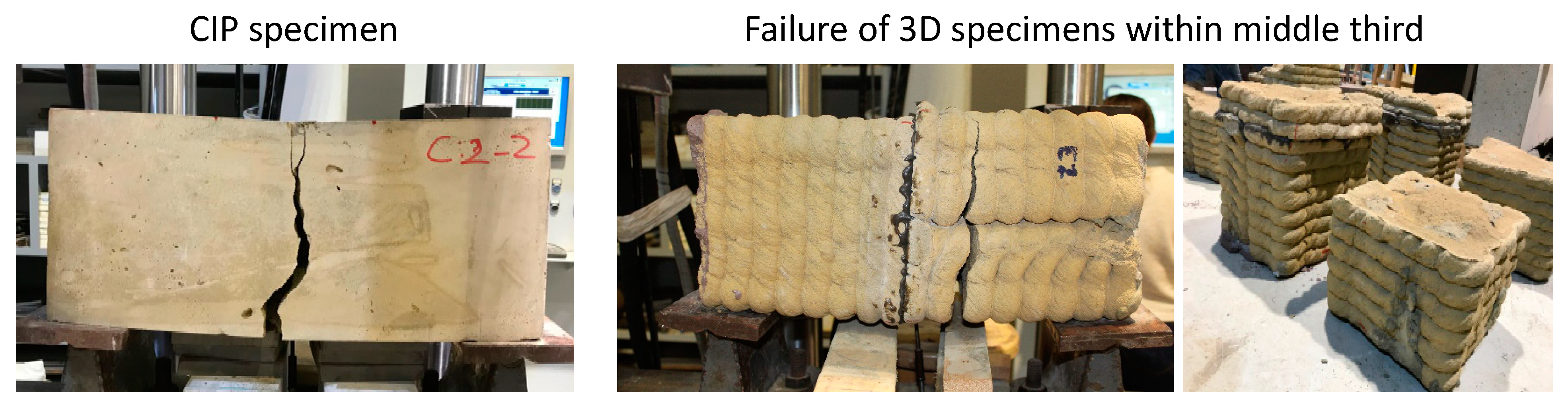
- Compared to CIP samples, the 3D printed plain specimens exhibited about 30% higher fr responses. This was related to two phenomena, including the presence of high-strength grouts that hinder the ease of tensile crack propagation during loading as well as efficient curing of 3D printed modules that minimize the formation of shrinkage micro-cracks. Failure cracks of 3D bonded modules occurred along the adjacent planes within a 50 mm band from the center, and propagated randomly throughout the complete specimen height.
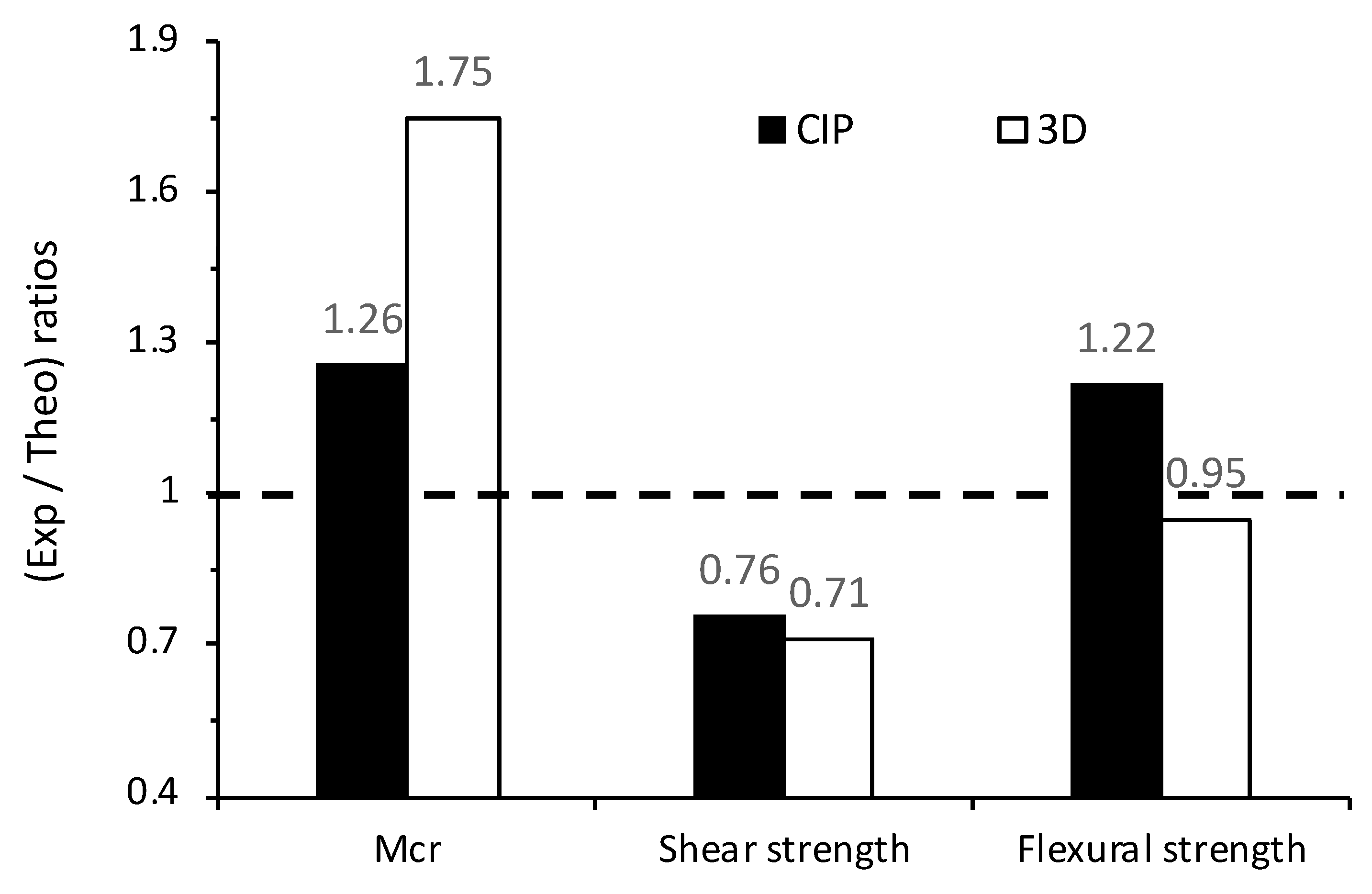
- The cracking moment determined when the applied load initiated the first flexural crack in the reinforced 3D printed beams was about two times higher than the one resulting from CIP samples. This result is in agreement with the fr measurements (i.e., conclusion no. 3), which was attributed to the injected high-strength grout that encapsulates the narrow openings and crevices created between the successive filaments during printing, thus strengthening the tension zone of the 3D printed members.
- The loads that initiated the development of diagonal cracks in CIP and 3D printed members are fairly close to each other, which was attributed to the aggregate-free mortar mixtures that reduce the aggregate interlock mechanism, causing increased vulnerability to the formation of diagonal cracks. The average VExp/Vn ratios varied from 0.71 to 0.76, reflecting that the ACI 318-19 code provisions overestimate the loads determined experimentally.
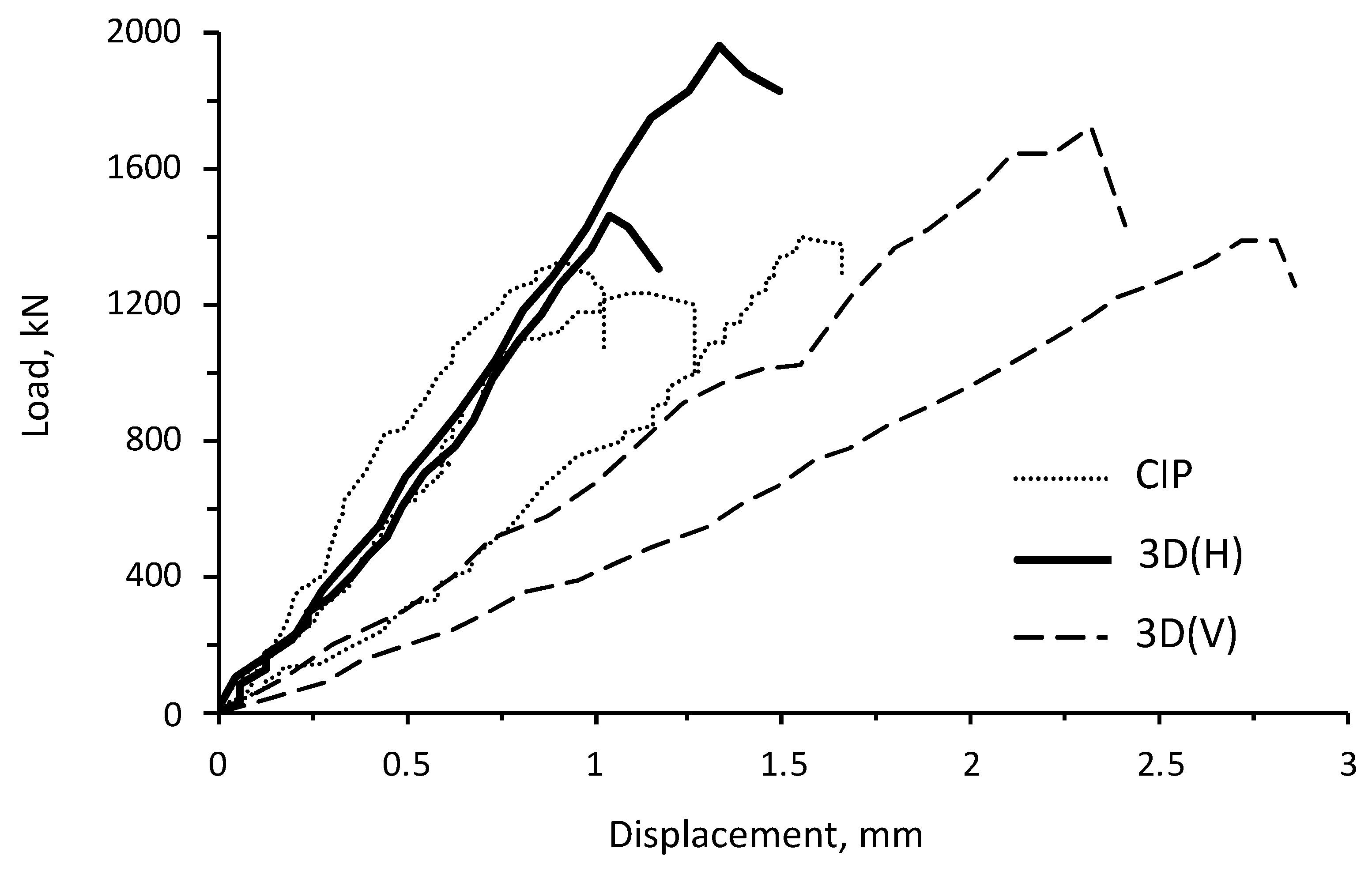
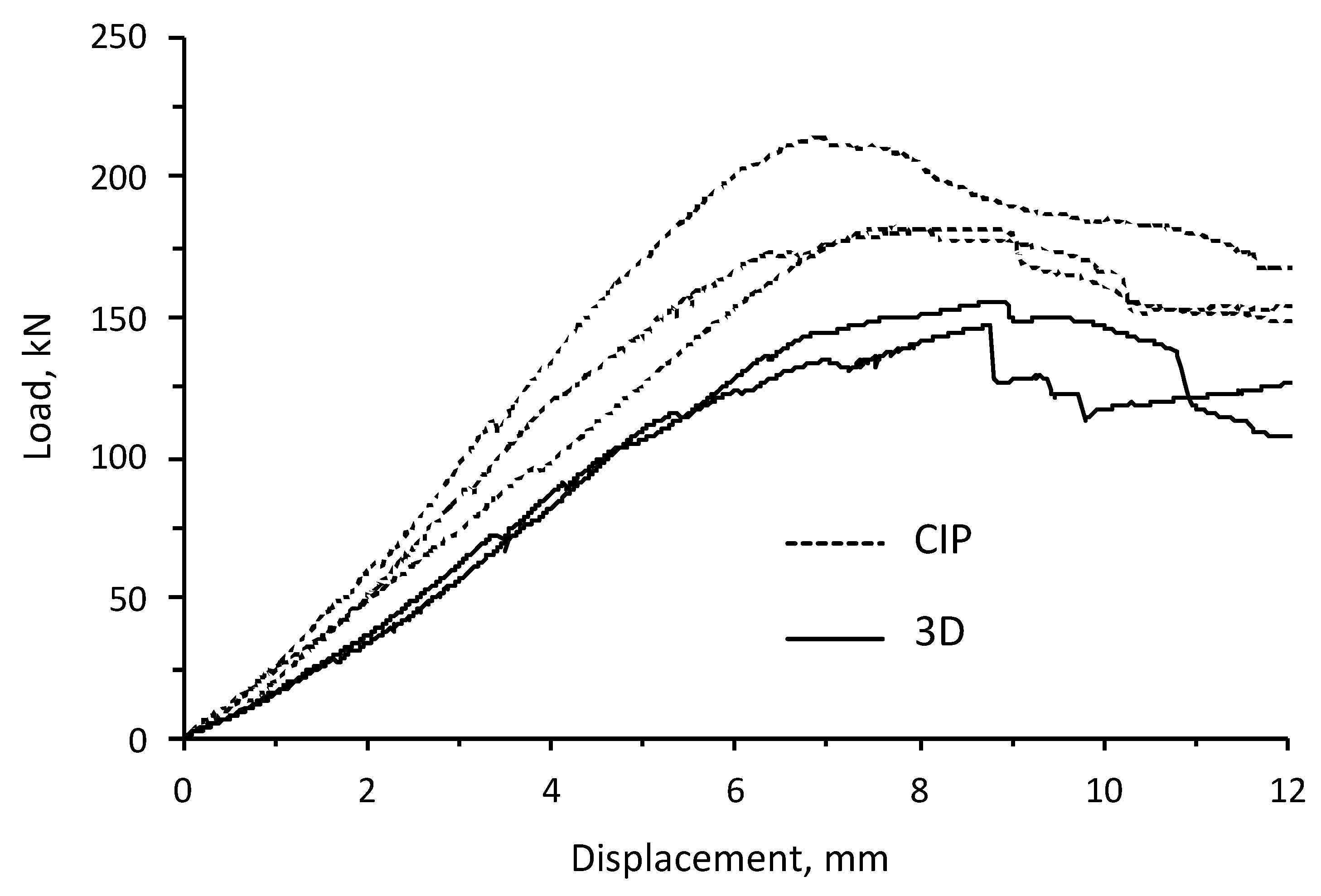
- The ACI 318-19 provisions for flexural strength were conservative for CIP members, leading to an average MExp/Mn ratio of 1.22. The 3D printed members exhibited almost similar load vs. displacement curves as those experienced with CIP; however, with reduced peak loads that resulted in an MExp/Mn ratio of 0.95. This was most likely attributed to the modular approach used to construct the 3D member, including the printing of modules, bonding with epoxy resins, insertion of steel reinforcement (horizontal and transverse), and injection of grouts. This would alter the fundamentals of reinforced concrete design, requiring careful analysis of the transfer and redistribution of stresses at service and ultimate load conditions.
Author Contributions
Funding
Conflicts of Interest
References
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Panda, B.; Ruan, S.; Unluer, C.; Tan, M.J. Investigation of the properties of alkali-activated slag mixes involving the use of nanoclays and nucleation seeds for 3D printing. Compos. Part B Eng. 2020, 186, 107826. [Google Scholar] [CrossRef]
- Yasin, A.A.A.; Hamzeh, F.; Al Sakka, F. Agent based modeling to optimize workflow of robotic steel and concrete 3D printers. Autom. Constr. 2020, 110, 103040. [Google Scholar] [CrossRef]
- Khayat, K.H.; Assaad, J. Measurement systems for determining formwork pressure of highly flowable concrete. Mater. Struct. 2008, 41, 37–46. [Google Scholar] [CrossRef]
- Xia, M.; Sanjayan, J. Method of formulating geopolymer for 3D printing for construction applications. Mater. Design 2016, 110, 382–390. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Khayat, K.H.; Assaad, J. Use of thixotropy-enhancing agent to reduce formwork pressure exerted by self-consolidating concrete. ACI Mater. J. 2008, 105, 88–96. [Google Scholar] [CrossRef]
- El Sakka, F.; Assaad, J.J.; Hamzeh, F.; Nakhoul, C. Thixotropy and interfacial bond strengths of polymer-modified printed mortars. Mater. Struct. 2019, 52. [Google Scholar] [CrossRef]
- Assaad, J.J.; Matar, P. Regression models to predict SCC pressure exerted on formworks containing vertical and transverse reinforcing bars. Mater. Struct. 2018, 51. [Google Scholar] [CrossRef]
- McCormac, J.C.; Brown, R.H. Design of Reinforced Concrete, 9th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2014; 742p. [Google Scholar]
- Słowik, M. The analysis of failure in concrete and reinforced concrete beams with different reinforcement ratio. Arch. Appl. Mech. 2019, 89, 885–895. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.-T.; Yeh, Z. Mega-scale fabrication by contour crafting. International J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Scott, C. Chinese Construction Company 3D Prints an Entire Two-Story House On-Site in 45 days. 2016. Available online: https://3dprint.com/138664/huashang-tengda-3d-print-house/ (accessed on 20 March 2017).
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D concrete printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Salet, T.A.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Algassem, O.O.; Li, Y.; Aoude, H. Ability of steel fibers to enhance the shear and flexural behavior of high-strength concrete beams subjected to blast loads. Eng. Struct. 2019, 199, 109611. [Google Scholar] [CrossRef]
- Głodkowska, W.; Ziarkiewicz, M. Cracking behavior of steel fiber reinforced waste sand concrete beams in flexure—Experimental investigation and theoretical analysis. Eng. Struct. 2018, 176, 1–10. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Naidu Nerella, V.; Mechtcherine, V. Effect of polypropylene fibre addition on properties of geopolymers made by 3D printing for digital construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef]
- Assaad, J.; Issa, C. Preliminary study on interfacial bond strength due to successive casting lifts of self-consolidating concrete—Effect of thixotropy. Constr. Build. Mater. 2016, 126, 351–360. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef]
- ACI 318-19. Building Code Requirements for Structural Concrete and Commentary; American Concrete Institute: Indianapolis, IN, USA, 2019. [Google Scholar]
- Assaad, J.; Issa, C. Effect of recycled acrylic-based polymers on bond stress-slip behavior in reinforced concrete structures. J. Mater. Civ. Eng. 2017, 29. [Google Scholar] [CrossRef]
- Rashid, M.A.; Mansur, M.A. Reinforced high-strength concrete beams in flexure. ACI Struct. J. 2005, 102, 462–471. [Google Scholar]
- Asprone, D.; Menna, C.; Bos, F.P.; Salet, T.A.M.; Mata-Falcón, J.; Kaufmann, W. Rethinking reinforcement for digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 111–121. [Google Scholar] [CrossRef]
- ASTM C642-13. Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; American Society for Testing and Materials: West Conshohocken, PA, USA, 2013. [Google Scholar]
- EN 196-1. Methods of Testing Cement. Determination of Strength; Comite Europeen de Normalisation: Brussels, Belgium, 2016. [Google Scholar]
- ASTM C928/C928M-20. Standard Specification for Packaged, Dry, Rapid-Hardening Cementitious Materials for Concrete Repairs; American Society for Testing and Materials: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C78/C78M-18. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading); American Society for Testing and Materials: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Assaad, J.; Chakar, E.; Zéhil, G.P. Testing and modeling the behavior of sandwich lightweight panels against wind and seismic loads. Eng. Struct. 2018, 175, 457–466. [Google Scholar] [CrossRef]
- ASTM C881/C881M-15. Standard Specification for Epoxy-Resin-Based Bonding Systems for Concrete; American Society for Testing and Materials: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Smith, W.P.Y. Relating Concrete Cube, Core and Cylinder Compressive Strengths that are Cast, Cured, Prepared and Tested in Laboratory Conditions. Master Thesis, University of Cape Town, Cape Town, South Africa, 2016; 147p. [Google Scholar]
- Mehta, K.; Monteiro, P. Concrete, Microstructure, Properties, and Materials, 3rd ed.; McGraw-Hill: New York, NY, USA, 2006. [Google Scholar] [CrossRef]
- Perrie, B. Strength of hardened concrete. In Fulton’s Concrete Technology, 9th ed.; Owens, G., Ed.; Cement and Concrete Institute: Midrand, South Africa, 2009; pp. 97–110. [Google Scholar]
- Beushausen, H.; Dittmer, T. The influence of aggregate type on the strength and elastic modulus of high strength concrete. Constr. Build. Mater. 2015, 74, 132–139. [Google Scholar] [CrossRef]
- Ince, R.; Arici, E. Size effect in bearing strength of concrete cubes. Constr. Build. Mater. 2004, 18, 603–609. [Google Scholar] [CrossRef]
- Panda, B.; Chandra Paul, S.; Jen Tan, M. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Assaad, J.; Daou, Y. Cementitious grouts with adapted rheological properties for injection by vacuum techniques. Cem. Concr. Res. 2014, 59, 43–54. [Google Scholar] [CrossRef]
- Assaad, J.J.; Hamzeh, F.; Hamad, B. Qualitative assessment of interfacial bonding in 3D printing concrete exposed to frost attack. Case Stud. Constr. Mater. 2020, e00357. [Google Scholar] [CrossRef]
- Abdelkarim, O.I.; Ahmed, E.A.; Mohamed, H.M.; Benmokrane, B. Flexural strength and serviceability evaluation of concrete beams reinforced with deformed GFRP bars. Eng. Struct. 2019, 186, 282–296. [Google Scholar] [CrossRef]
- Yi, S.-T.; Yang, E.-I.; Choi, J.-C. Effect of specimen sizes, specimen shapes, and placement directions on compressive strength of concrete. Nucl. Eng. Design 2016, 236, 115–127. [Google Scholar] [CrossRef]
- Kwak, Y.K.; Eberhard, M.O.; Kim, W.S.; Kim, J. Shear strength of steel fiber-reinforced concrete beams without stirrups. ACI Struct. J. 2002, 99, 530–538. [Google Scholar]
- Yacob, N.S.; ElGawady, M.A.; Sneed, L.H.; Said, A. Shear strength of fly ash-based geopolymer reinforced concrete beams. Eng. Struct. 2019, 196, 109298. [Google Scholar] [CrossRef]
- Fathifazl, G.; Razaqpury, A.G.; Burkan Isgor, O.; Abbas, A.; Fournier, B.; Foo, S. Shear strength of reinforced recycled concrete beams without stirrups. Mag. Concr. Res. 2009, 61, 477–490. [Google Scholar] [CrossRef]
- Assaad, J.J.; Daou, Y. Behavior of structural polymer-modified concrete containing recycled aggregates. J. Adhes. Sci. Technol. 2017, 31, 874–896. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Method | ||
| Mortar proportions | Cement = 615 kg/m3 | n/a |
| w/c = 0.43 | ||
| Natural sand = 1340 kg/m3 | ||
| HRWR = 1.05% of cement | ||
| Fresh properties | Flow = 150 mm | ASTM C230 |
| Air content = 4.5% | ASTM C231 | |
| AThix = 0.55 Pa/sec | Sakka et al. [8] | |
| Hardened properties | Density = 2090 kg/m3 | ASTM C642 |
| Compressive strength = 42.5 MPa | BS EN 196-1 | |
| Flexural strength = 5.7 MPa | BS EN 196-1 | |
| Pull-off bond strength = 4.1 MPa | Sakka et al. [8] |
| Type of Test | Number of Tested Specimens | Casting Method | Specimen Code | Cross-Section, mm2 | Length of Specimen, mm |
|---|---|---|---|---|---|
| f’c | 3 | Cast-in-place | CIP | 240 | 240 |
| 2 | 3D printed | 3D(H) | 240 | 240 | |
| 2 | 3D printed | 3D(V) | 240 | 240 | |
| fr | 3 | Cast-in-place | CIP | 240 | 2 × 240 = 480 |
| 2 | 3D printed | 3D | 240 | 2 × 240 = 480 |
| Specimen No. | Failure Load, kN | f’c, MPa | E, GPa | Average f’c, MPa (COV) | Average E, GPa (COV) | |
|---|---|---|---|---|---|---|
| CIP | 1 | 1228.3 | 21.3 | 6.93 | 22.8 (6.1%) | 5.31 (28.4%) |
| 2 | 1324.7 | 23 | 5.04 | |||
| 3 | 1388 | 24.1 | 3.96 | |||
| 3D(H) | 1 | 1594.1 | 27.7 | 5.75 | 30.8 (14.3%) | 5.76 (0.33%) |
| 2 | 1953.6 | 33.9 | 5.77 | |||
| 3D(V) | 1 | 1389.1 | 24.1 | 1.75 | 26.9 (14.8%) | 2.29 (33.1%) |
| 2 | 1714.5 | 29.8 | 2.82 |
| Specimen No. | Failure Load, kN | fr, MPa | Average fr, MPa (COV) | |
|---|---|---|---|---|
| CIP | 1 | 34.05 | 1.11 | 1.1 (0.78%) |
| 2 | 33.67 | 1.1 | ||
| 3 | 33.54 | 1.09 | ||
| 3D | 1 | 52.1 | 1.7 | 1.62 (6.6%) |
| 2 | 47.45 | 1.55 |
| CIP | 3D | |||||
| Specimen No. | 1 | 2 | 3 | 1 | 2 | |
| f’c, MPa | 21.3 | 23 | 24.1 | 24.1 | 29.8 | |
| fr, MPa | 1.11 | 1.1 | 1.09 | 1.7 | 1.55 | |
| Analysis based on cracking moment | Load at first flexural crack, kN | 20.8 | 22.9 | 22.8 | 46.4 | 44.2 |
| MExp, kN.m | 2.98 | 3.28 | 3.27 | 6.65 | 6.34 | |
| Mcr, kN.m | 2.55 | 2.53 | 2.52 | 3.56 | 3.91 | |
| MExp / Mcr ratio | 1.17 | 1.3 | 1.3 | 1.87 | 1.62 | |
| Average ratio and COV | 1.26 (6.1%) | 1.75 (10%) | ||||
| Shear strength | VExp at first diagonal crack, kN | 56.1 | 52.5 | 54.6 | 52.2 | 50.3 |
| Vn, kN | 70.6 | 71.3 | 71.7 | 71.7 | 73.6 | |
| VExp / Vn ratio | 0.79 | 0.74 | 0.76 | 0.73 | 0.68 | |
| Average ratio and COV | 0.76 (3.8%) | 0.71 (4.5%) | ||||
| Flexural strength | Maximum load at failure, kN | 182.1 | 214.3 | 181.3 | 155.7 | 146.9 |
| MExp, kN.m | 26.1 | 30.7 | 26 | 22.3 | 21.1 | |
| Mn, kN.m | 22.6 | 22.7 | 22.8 | 22.8 | 23.2 | |
| MExp / Mn ratio | 1.16 | 1.35 | 1.14 | 0.98 | 0.91 | |
| Average ratio and COV | 1.22 (9.7%) | 0.95 (5.3%) | ||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Assaad, J.J.; Abou Yassin, A.; Alsakka, F.; Hamzeh, F. A Modular Approach for Steel Reinforcing of 3D Printed Concrete—Preliminary Study. Sustainability 2020, 12, 4062. https://doi.org/10.3390/su12104062
Assaad JJ, Abou Yassin A, Alsakka F, Hamzeh F. A Modular Approach for Steel Reinforcing of 3D Printed Concrete—Preliminary Study. Sustainability. 2020; 12(10):4062. https://doi.org/10.3390/su12104062
Chicago/Turabian StyleAssaad, Joseph J., Abdallah Abou Yassin, Fatima Alsakka, and Farook Hamzeh. 2020. "A Modular Approach for Steel Reinforcing of 3D Printed Concrete—Preliminary Study" Sustainability 12, no. 10: 4062. https://doi.org/10.3390/su12104062
APA StyleAssaad, J. J., Abou Yassin, A., Alsakka, F., & Hamzeh, F. (2020). A Modular Approach for Steel Reinforcing of 3D Printed Concrete—Preliminary Study. Sustainability, 12(10), 4062. https://doi.org/10.3390/su12104062