Utilization of Calcium Carbonate-Coated Wood Flour in Printing Paper and Their Conservational Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Wood Fibers
2.2. Wood Flours
2.3. Preparation of Handsheets and Testing Methods
3. Results and Discussion
3.1. Morphology of the in-situ CaCO3 Formed WFs
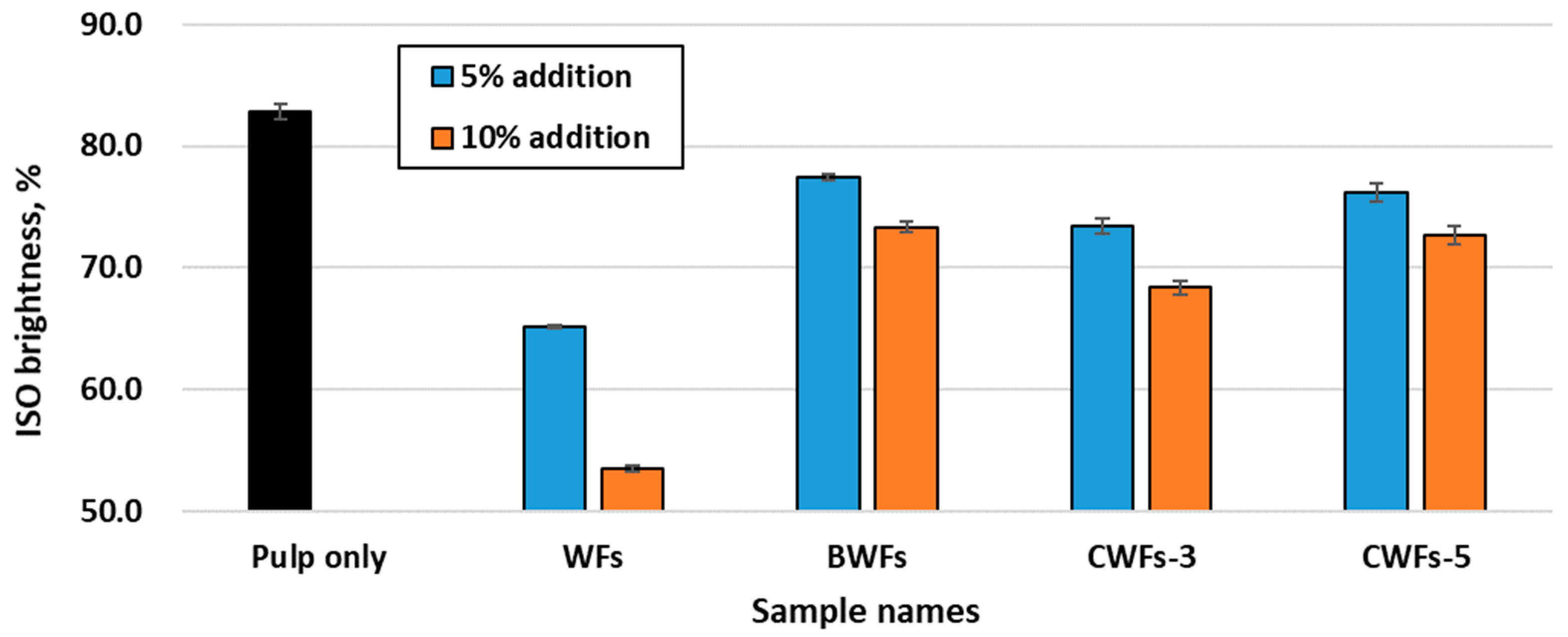
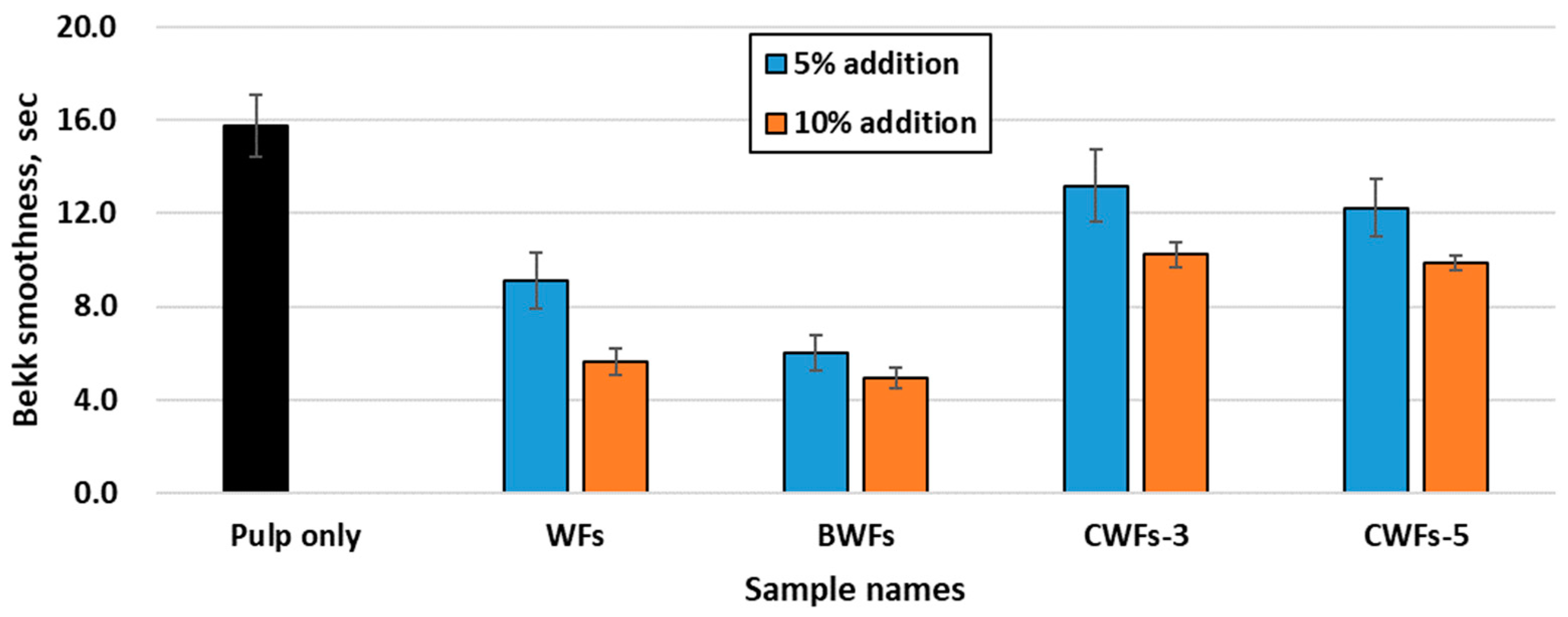
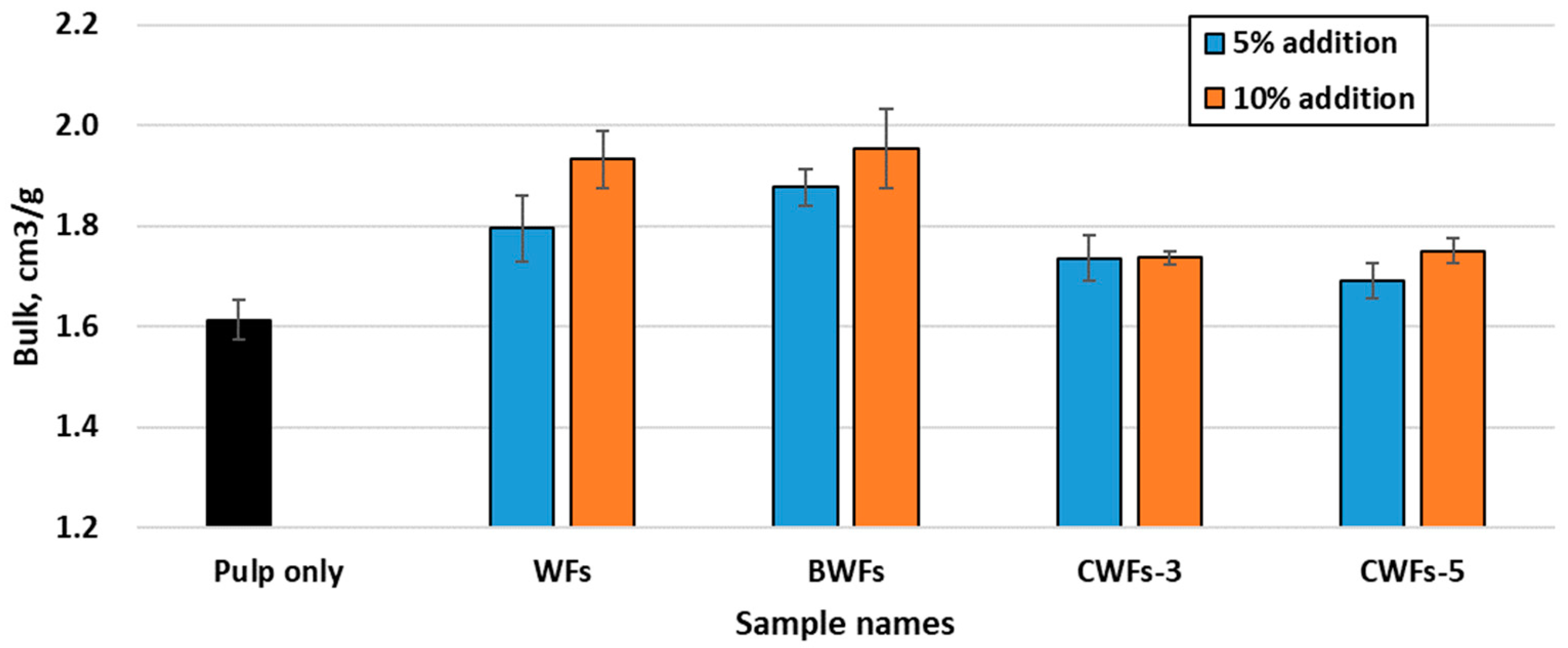
3.2. Physical Properties
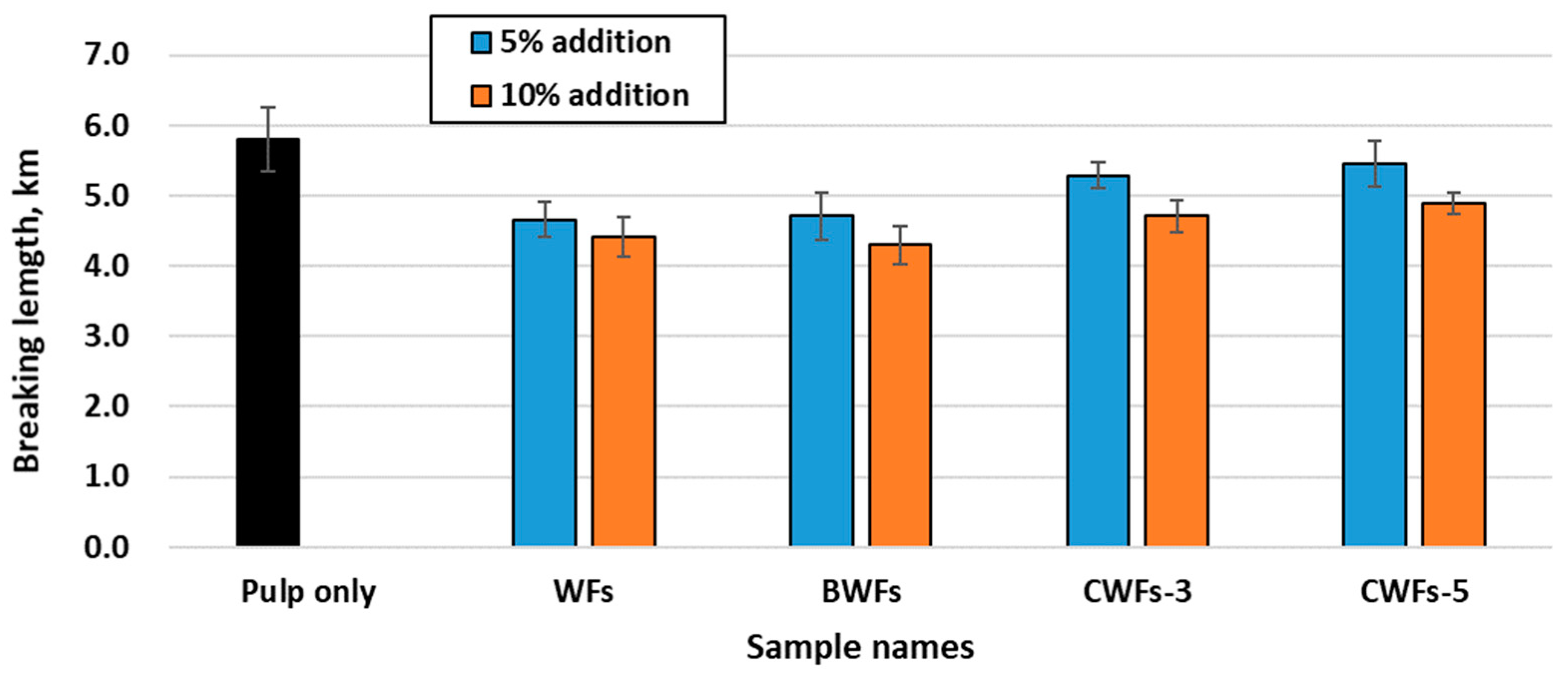
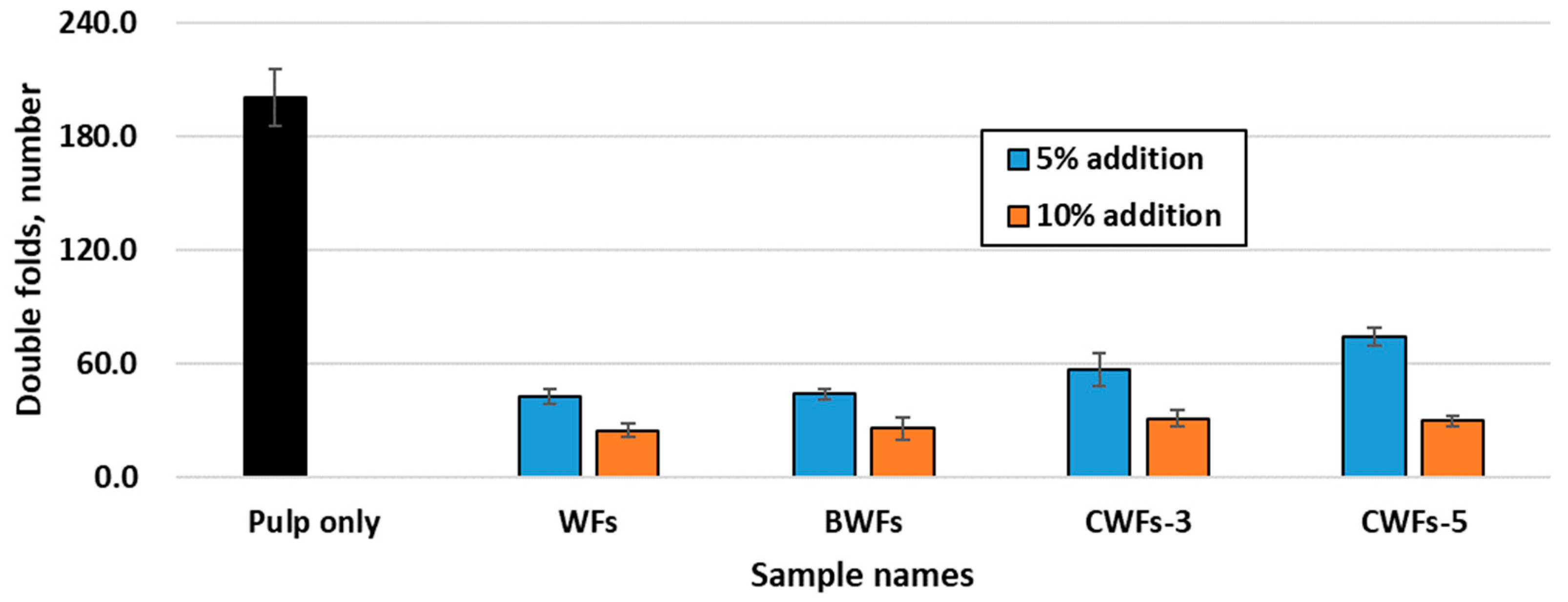
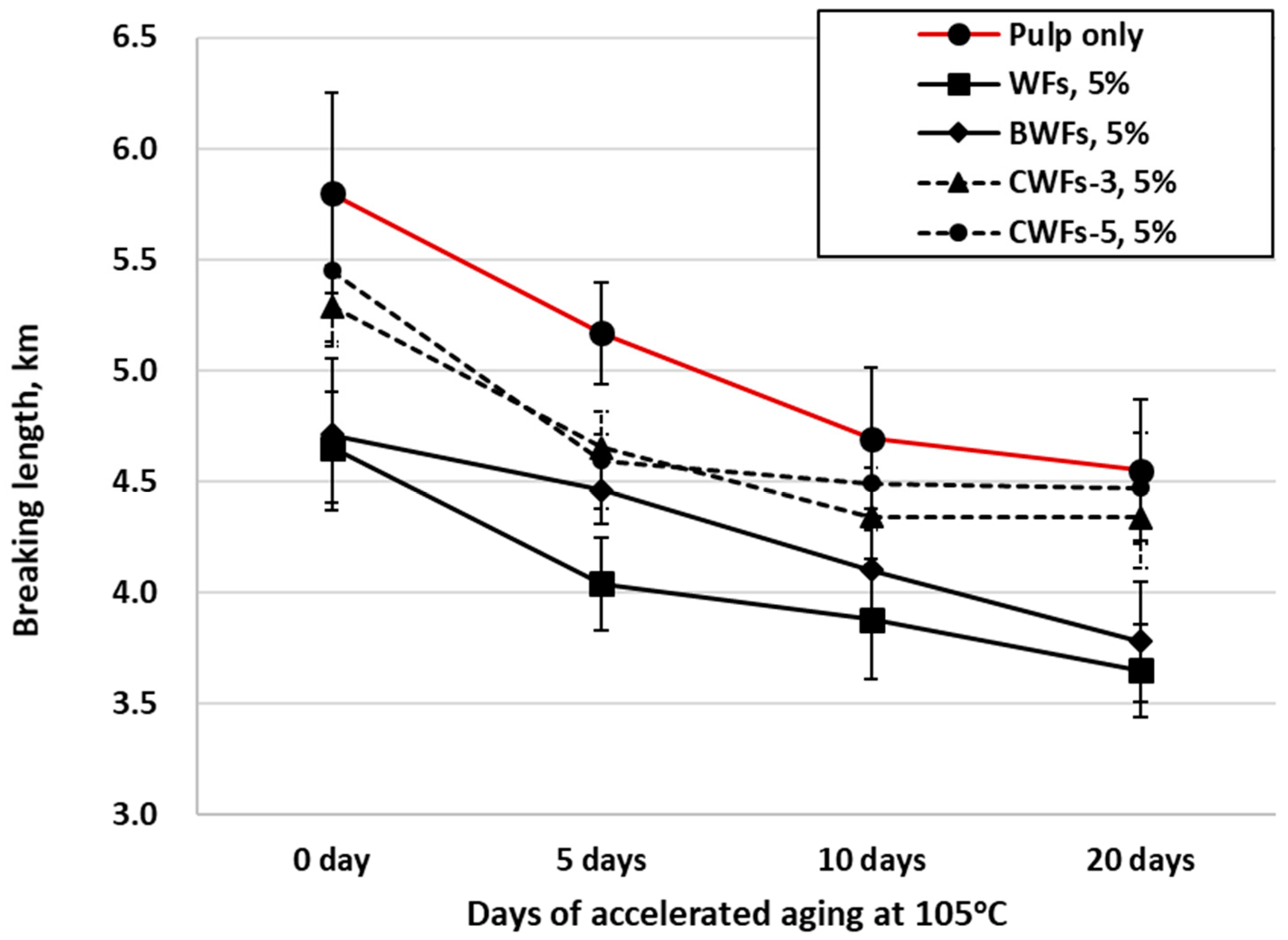
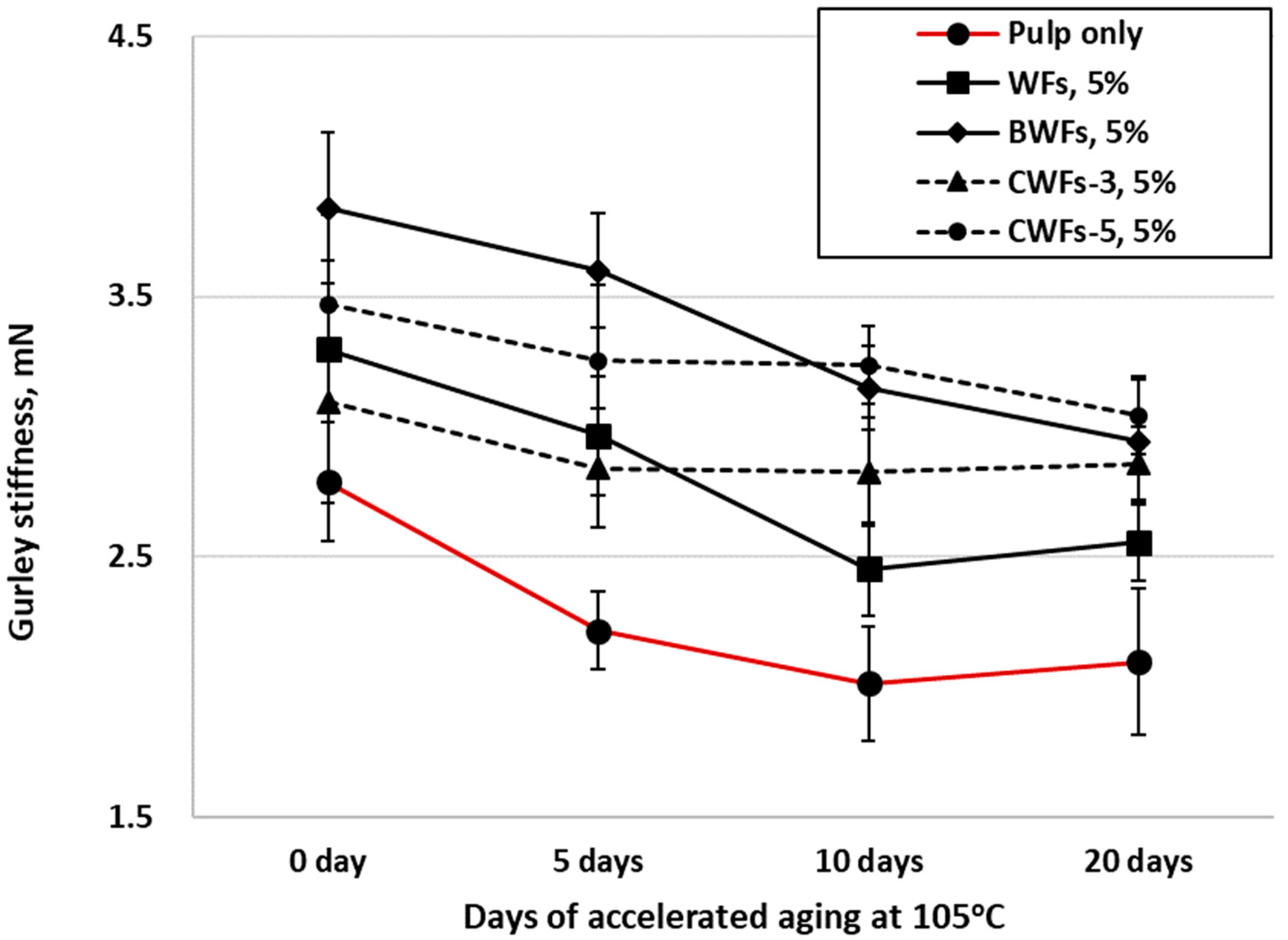
3.3. Strength Properties
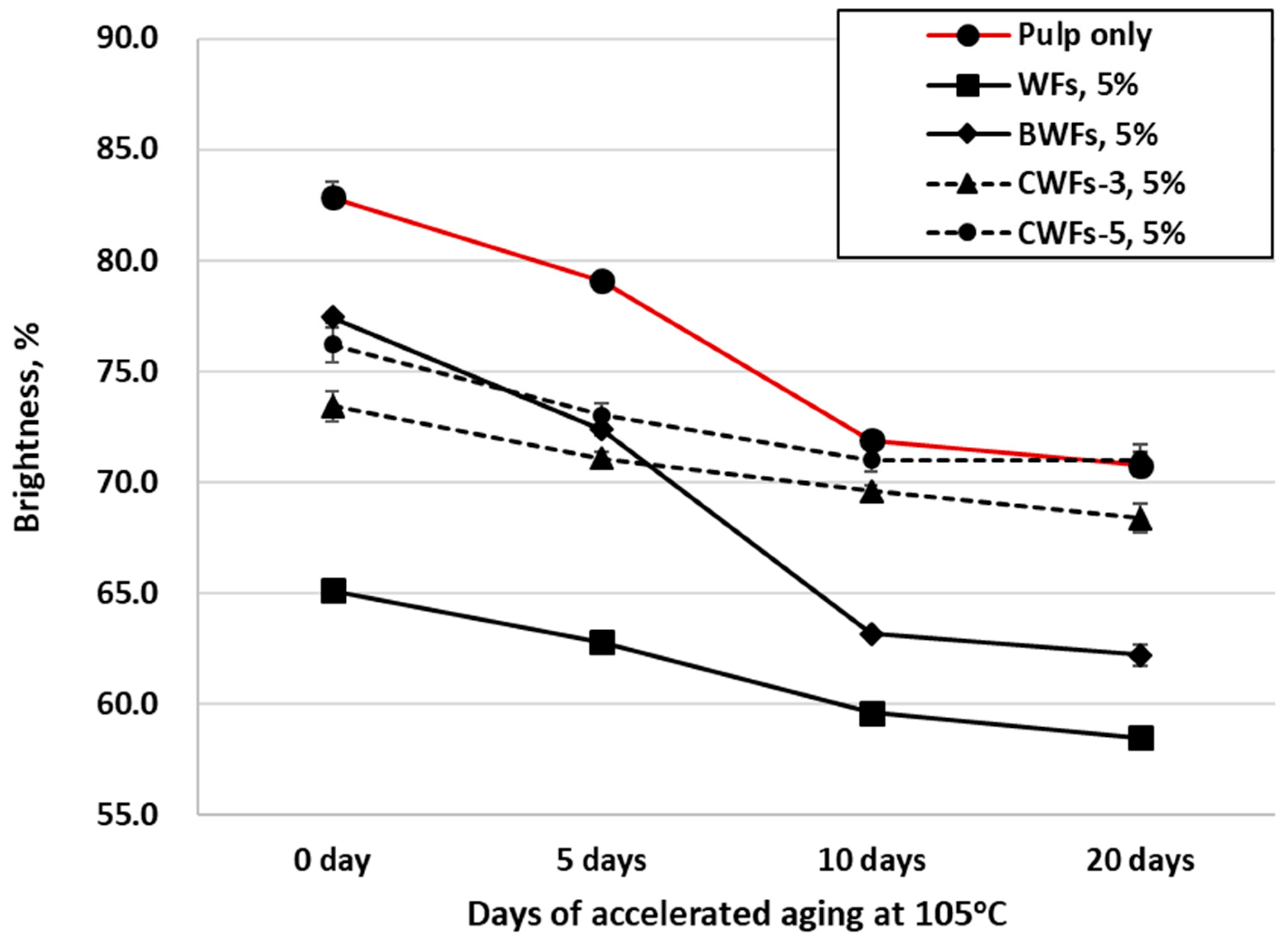
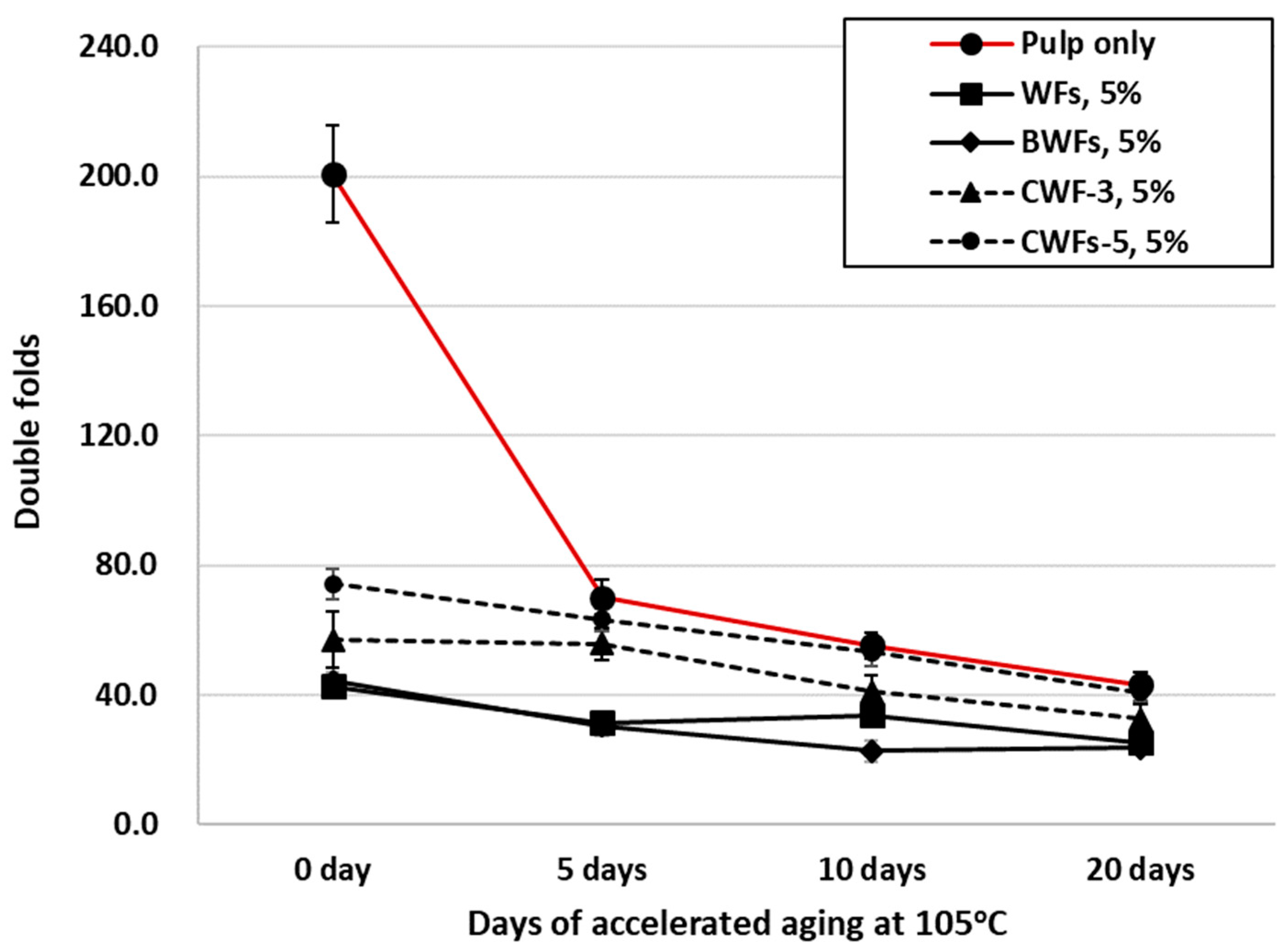
3.4. Accelerated Aging Test
3.5. Cost Consideration of the in-situ CaCO3 Formed WFs (CWFs)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chae, H.J.; Park, J.M. Study on Drainage and Physical Properties of KOCC Handsheet Containing Pretreated Wooden Fillers. J. Korea Tech. Assoc. Pulp Pap. Ind. 2011, 43, 21–29. [Google Scholar]
- Lee, J.Y.; Lee, E.K.; Sung, Y.J.; Kim, C.H.; Choi, J.S.; Kim, B.H.; Lim, G.B.; Kim, J.S. Application of new powdered additives to paperboard using peanut husk and garlic stem. J. Korea Tech. Assoc. Pulp Pap. Ind. 2011, 43, 40–48. [Google Scholar]
- Lee, J.Y.; Kim, C.H.; Choi, J.S.; Kim, B.H.; Lim, G.B.; Kim, D.M. Development of New Powdered Additive and Its Application for Improving the Paperboard Bulk and Reducing Drying Energy (I). J. Korea Tech. Assoc. Pulp Pap. Ind. 2012, 44, 58–66. [Google Scholar]
- Karinkanta, P.; Ämmälä, A.; Illikainen, M.; Niinimäki, J. Fine grinding of wood―Overview from wood breakage to applications. Biomass Bioenergy 2018, 113, 31–44. [Google Scholar] [CrossRef]
- Kim, S.Y.; Lee, J.Y.; Kim, C.H.; Lim, G.B.; Park, J.H.; Kim, E.H. Surface modifications of organic fillers to improve the strength of paperboard. BioResources 2015, 10, 1174–1185. [Google Scholar] [CrossRef]
- Lee, J.Y.; Kim, C.H.; Kim, E.H.; Park, T.U.; Jo, H.M.; Sung, Y.J. Effect of rice husk organic filler and wood powder on the bulk and the drying energy of paperboard. J. Korea Tech. Assoc. Pulp Pap. Ind. 2017, 49, 69–75. [Google Scholar] [CrossRef]
- Shin, T.G.; Kim, C.H.; Chung, H.K.; Seo, J.M.; Lee, Y.R. Fundamental study on developing lignocellulosic fillers for papermaking (I). J. Korea Tech. Assoc. Pulp Pap. Ind. 2008, 40, 21–29. [Google Scholar]
- Kim, C.H.; Lee, J.Y.; Lee, Y.R.; Chung, H.K.; Back, K.K.; Lee, H.J.; Gwak, H.J.; Gang, H.R.; Kim, S.H. Fundamental Study on Developing Lignocellulosic Fillers for Papermaking (II). J. Korea Tech. Assoc. Pulp Pap. Ind. 2009, 41, 1–6. [Google Scholar]
- Kim, H.H.; Kim, C.H.; Seo, J.M.; Lee, J.Y.; Kim, S.H.; Park, H.J.; Kim, G.C. Use of modified lignocellulosic fillers to improve paper properties. Appita J. J. Tech. Assoc. Aust. N. Z. Pulp Pap. Ind. 2011, 64, 338–343. [Google Scholar]
- Seo, Y.B.; Lee, Y.H.; Jung, J.K. Feasibility study of using the in-situ CaCO3 formed wood flours for printing paper. J. Korea Tech. Assoc. Pulp Pap. Ind. 2018, 50, 44–53. [Google Scholar]
- Seo, Y.B.; Lee, Y.H.; Chung, J.K. The improvement of recycled newsprint properties by in-situ CaCO3 loading. BioResources 2014, 9, 6254–6266. [Google Scholar] [CrossRef]
- Seo, Y.B.; Ahn, J.H.; Lee, H.L. Upgrading waste paper by in-situ calcium carbonate formation. J. Clean. Prod. 2017, 155, 212–217. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Wood Fibers | Wood Flour 200 Mesh Passed | Wood Flour: In-situ CaCO3 = 1:3 | Wood Flour: In-situ CaCO3 = 1:5 | Bleached Wood Flour |
|---|---|---|---|---|---|
| Pulp only | 100 | ||||
| Wood flour, 5 (WFs) | 95 | 5 | |||
| Wood flour, 10 (WFs) | 90 | 10 | |||
| In-situ 1:3 WF, 5 (CWFs-3) | 95 | 5 | |||
| In-situ 1:3 WF, 10 (CWFs-3) | 90 | 10 | |||
| In-situ 1:5 WF, 5 (CWFs-5) | 95 | 5 | |||
| In-situ 1:5 WF, 10 (CWFs-5) | 90 | 10 | |||
| Bleached WF, 5 (BWFs) | 95 | 5 | |||
| Bleached WF, 10 (BWFs) | 90 | 10 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, Y.B.; Kang, D.S.; Han, J.S. Utilization of Calcium Carbonate-Coated Wood Flour in Printing Paper and Their Conservational Properties. Sustainability 2019, 11, 1867. https://doi.org/10.3390/su11071867
Seo YB, Kang DS, Han JS. Utilization of Calcium Carbonate-Coated Wood Flour in Printing Paper and Their Conservational Properties. Sustainability. 2019; 11(7):1867. https://doi.org/10.3390/su11071867
Chicago/Turabian StyleSeo, Yung Bum, Dong Suk Kang, and Jung Soo Han. 2019. "Utilization of Calcium Carbonate-Coated Wood Flour in Printing Paper and Their Conservational Properties" Sustainability 11, no. 7: 1867. https://doi.org/10.3390/su11071867
APA StyleSeo, Y. B., Kang, D. S., & Han, J. S. (2019). Utilization of Calcium Carbonate-Coated Wood Flour in Printing Paper and Their Conservational Properties. Sustainability, 11(7), 1867. https://doi.org/10.3390/su11071867