Real-Time Early Warning System for Sustainable and Intelligent Plastic Film Manufacturing



Abstract
1. Introduction
2. Background
2.1. Plastic Film Industry
2.2. Sensor-Based Smart Factory
2.3. Sustainability on Manufacturing
3. Design
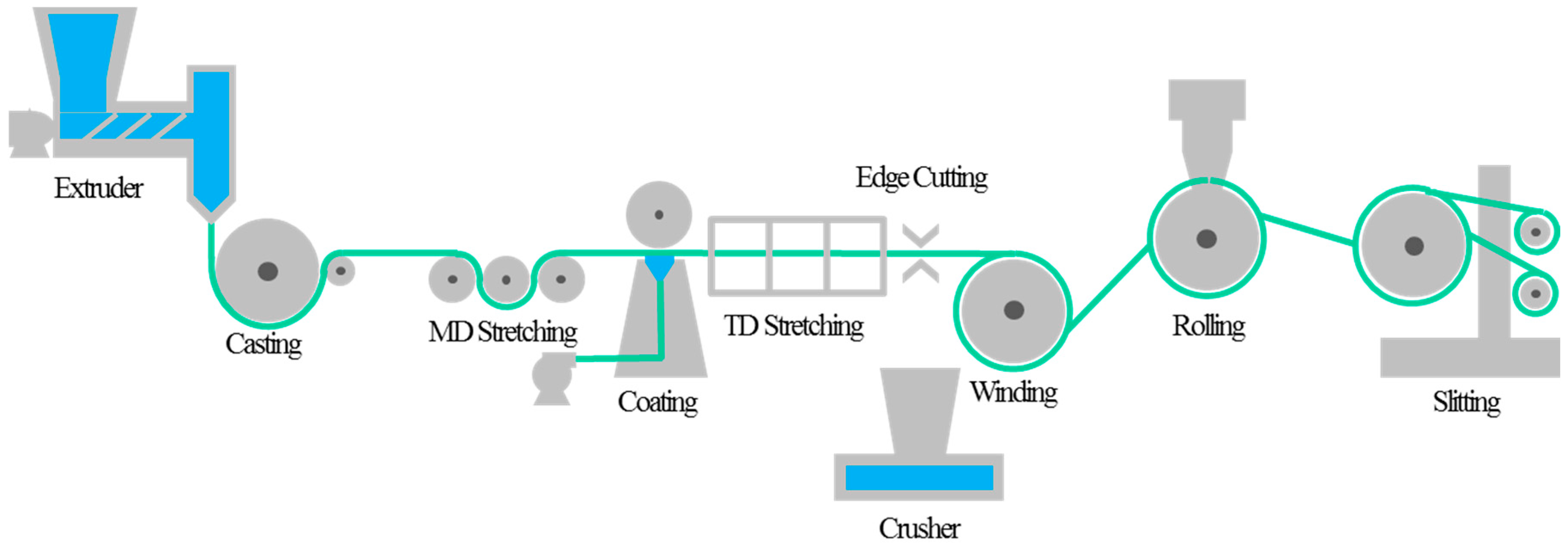
3.1. Plastic Film Production Process
3.2. Methodology
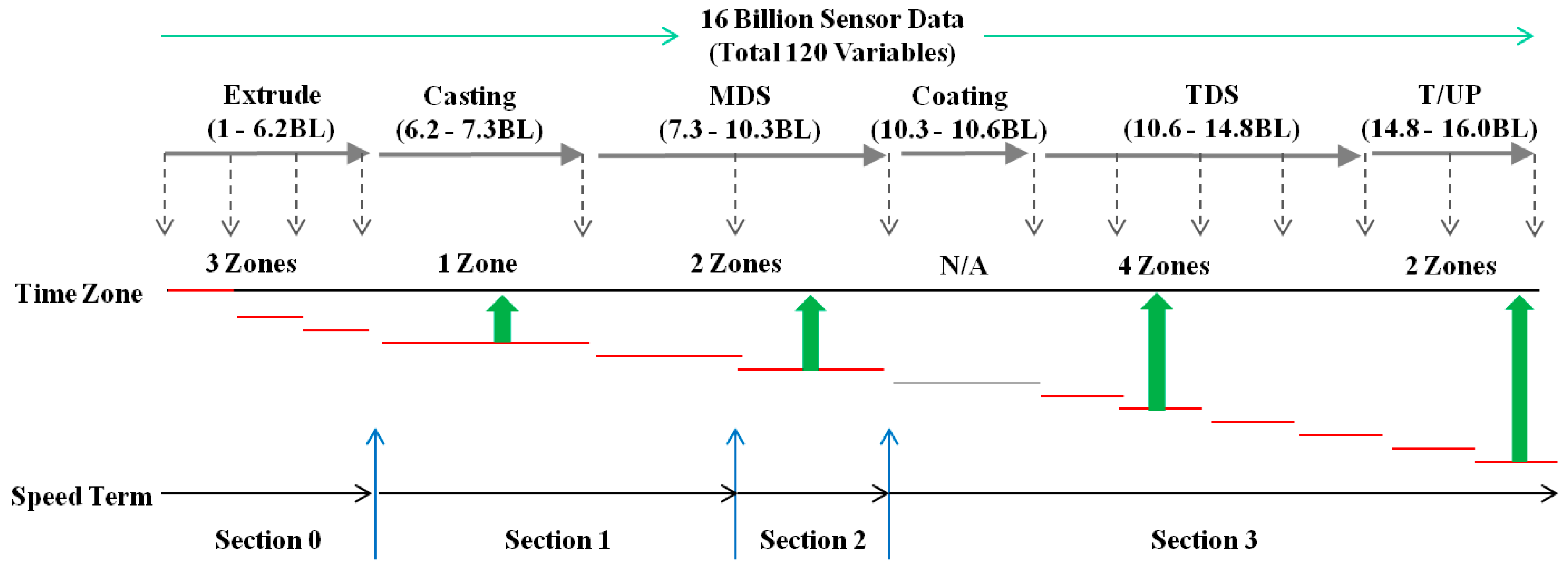
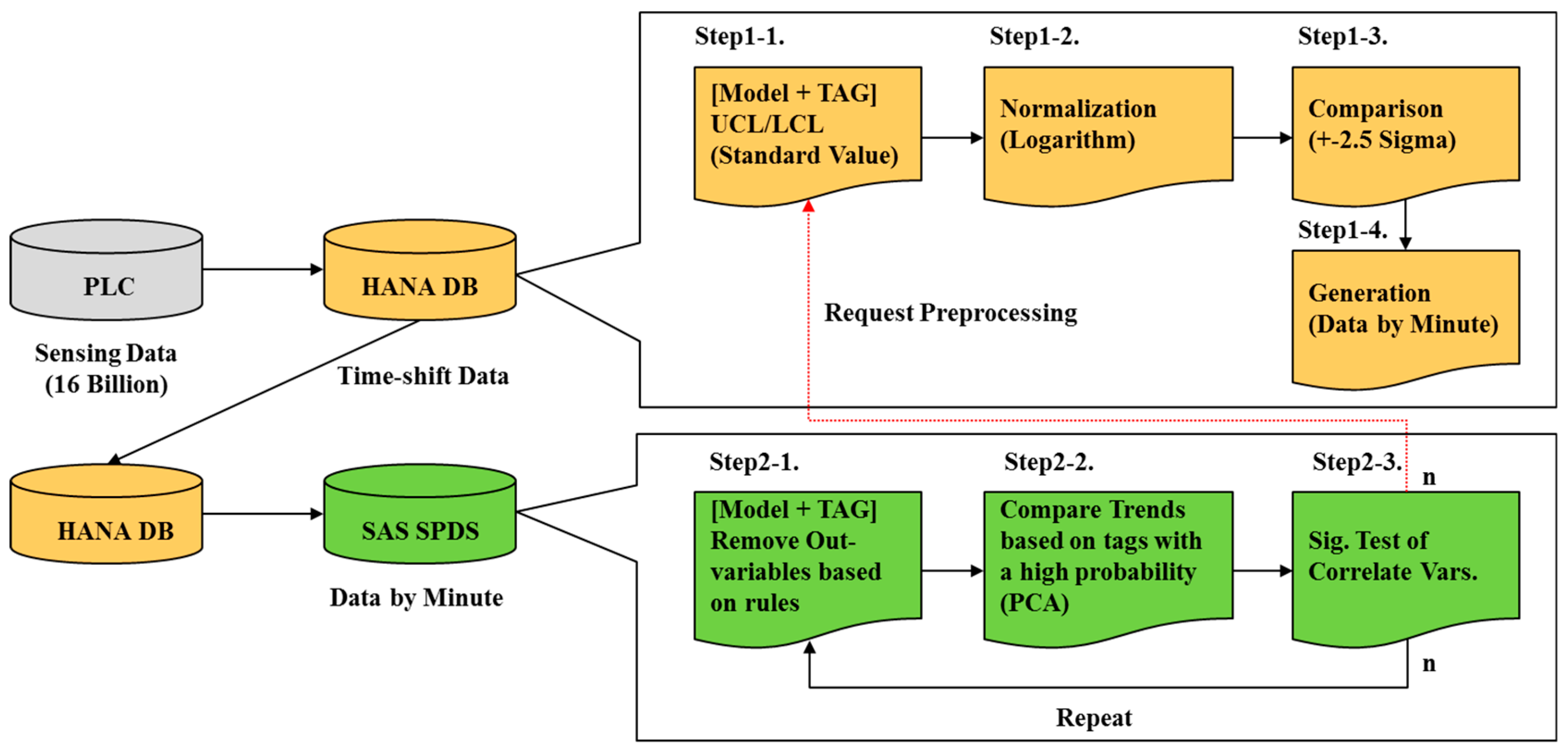
3.3. Preprocessing
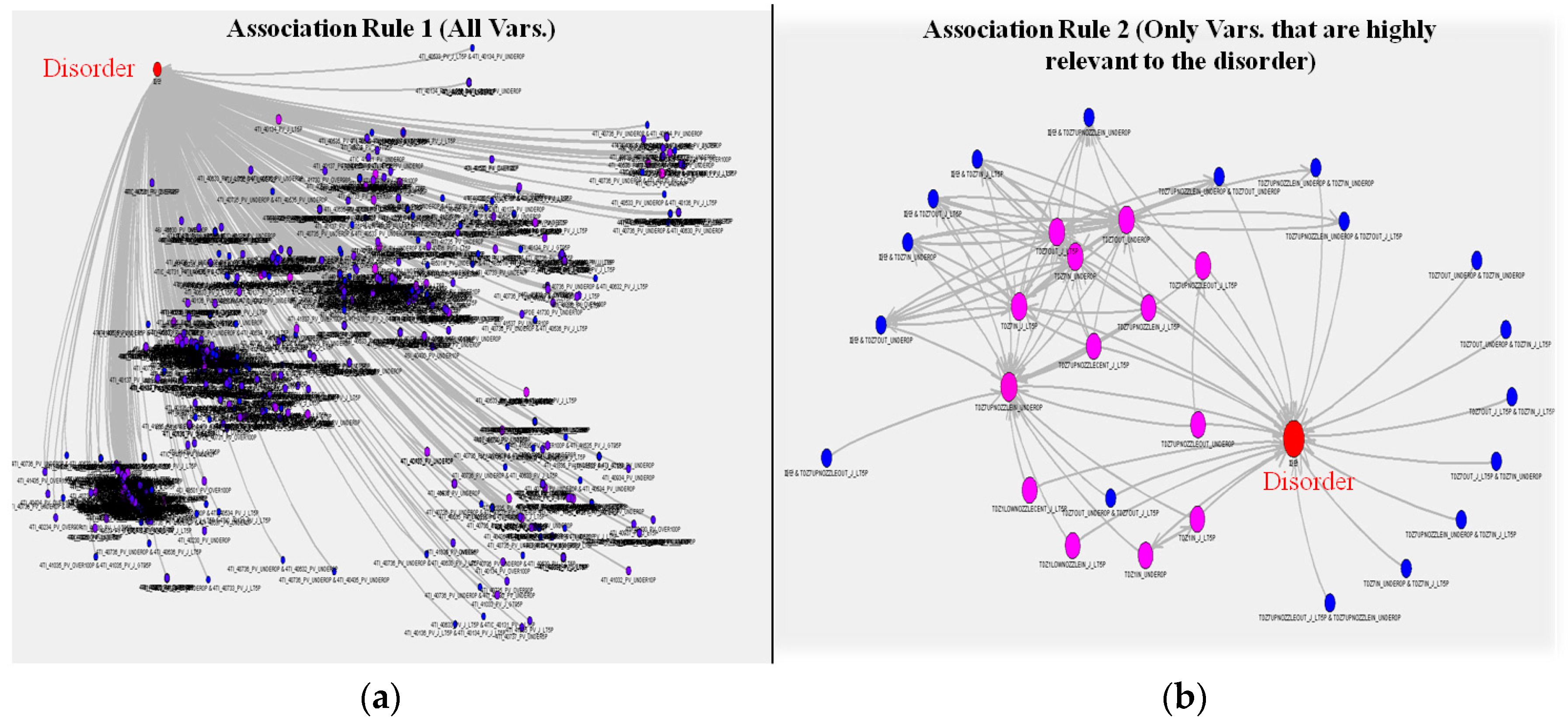
3.4. Result
3.5. Validation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Stouraitis, V.; Mior Harun, M.H.; Kyritsis, M. Motivators of SME initial export choice and the European Union regional effect in manufacturing. Int. J. Entrep. Behav. Res. 2017, 23, 35–55. [Google Scholar]
- Grant, D.; Yeo, B. A global perspective on tech investment, financing, and ICT on manufacturing and service industry performance. Int. J. Inf. Manag. 2018, 43, 130–145. [Google Scholar] [CrossRef]
- Wan, J.; Tang, S.; Li, D.; Wang, S.; Liu, C.; Abbas, H.; Vasilakos, A.V. A manufacturing big data solution for active preventive maintenance. IEEE Trans. Ind. Inform. 2017, 13, 2039–2047. [Google Scholar] [CrossRef]
- Kocmanová, A.; Pavláková Dočekalová, M.; Škapa, S.; Smolíková, L. Measuring corporate sustainability and environmental, social, and corporate governance value added. Sustainability 2016, 8, 945. [Google Scholar] [CrossRef]
- Jeon, J.; Sohn, S.Y. Product failure pattern analysis from warranty data using association rule and Weibull regression analysis: A case study. Reliab. Eng. Syst. Saf. 2015, 133, 176–183. [Google Scholar] [CrossRef]
- Li, F.; Zhang, L.; Liu, Y.; Laili, Y.; Tao, F. A clustering network-based approach to service composition in cloud manufacturing. Int. J. Comput. Integr. Manuf. 2017, 30, 1331–1342. [Google Scholar] [CrossRef]
- Meng, Y.; Yang, Y.; Chung, H.; Lee, P.-H.; Shao, C. Enhancing Sustainability and Energy Efficiency in Smart Factories: A Review. Sustainability 2018, 10, 4779. [Google Scholar] [CrossRef]
- Hu, S.-C.; Shiue, A.; Chiu, Y.-S.; Wang, A.; Chen, J. Simplified Heat and Mass Transfer Model for Cross-Flow and Countercurrent Flow Packed Bed Tower Dehumidifiers with a Liquid Desiccant System. Sustainability 2016, 8, 1264. [Google Scholar] [CrossRef]
- Xu, J.; Jiang, X.; Wu, Z. A Sustainable Performance Assessment Framework for Plastic Film Supply Chain Management from a Chinese Perspective. Sustainability 2016, 8, 1042. [Google Scholar] [CrossRef]
- Lee, J.; Turng, L.S. Improving surface quality of microcellular injection molded parts through mold surface temperature manipulation with thin film insulation. Polym. Eng. Sci. 2010, 50, 1281–1289. [Google Scholar]
- Pang, M.; Liu, X.; Liu, K. Effect of wettability on the friction of a laser-textured cemented carbide surface in dilute cutting fluid. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Ferreira, A.; Costa, P.; Carvalho, H.; Nóbrega, J.M.; Sencadas, V.; Lanceros-Mendez, S. Extrusion of poly (vinylidene fluoride) filaments: Effect of the processing conditions and conductive inner core on the electroactive phase content and mechanical properties. J. Polym. Res. 2011, 18, 1653–1658. [Google Scholar] [CrossRef]
- Pennacchia, E.; Tiberi, M.; Carbonara, E.; Astiaso Garcia, D.; Cumo, F. Reuse and upcycling of municipal waste for zeb envelope design in European urban areas. Sustainability 2016, 8, 610. [Google Scholar] [CrossRef]
- Saul, C.J.; Gebauer, H. Digital Transformation as an Enabler for Advanced Services in the Sanitation Sector. Sustainability 2018, 10, 752. [Google Scholar] [CrossRef]
- Zucker, R.V.; Kim, G.H.; Carter, W.C.; Thompson, C.V. A model for solid-state dewetting of a fully-faceted thin film. C. R. Phys. 2013, 14, 564–577. [Google Scholar] [CrossRef]
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies, Application Case, and Challenges. IEEE Access 2018, 6, 6505–6519. [Google Scholar] [CrossRef]
- Wan, J.; Chen, B.; Wang, S.; Xia, M.; Li, D.; Liu, C. Fog Computing for Energy-aware Load Balancing and Scheduling in Smart Factory. IEEE Trans. Ind. Inform. 2018, 14, 4548–4556. [Google Scholar] [CrossRef]
- Herrmann, C.; Schmidt, C.; Kurle, D.; Blume, S.; Thiede, S. Sustainability in manufacturing and factories of the future. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 283–292. [Google Scholar] [CrossRef]
- Hwang, G.; Lee, J.; Park, J.; Chang, T.-W. Developing performance measurement system for Internet of Things and smart factory environment. Int. J. Prod. Res. 2017, 55, 2590–2602. [Google Scholar] [CrossRef]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Jiang, J.-R. An improved cyber-physical systems architecture for Industry 4.0 smart factories. Adv. Mech. Eng. 2018, 10. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef]
- Wan, J.; Chen, B.; Imran, M.; Tao, F.; Li, D.; Liu, C.; Ahmad, S. Toward Dynamic Resources Management for IoT-Based Manufacturing. IEEE Commun. Mag. 2018, 56, 52–59. [Google Scholar] [CrossRef]
- Brundtland, G.H. Our common future—Call for action. Environ. Conserv. 1987, 14, 291–294. [Google Scholar] [CrossRef]
- Toni, M.; Renzi, M.F.; Mattia, G. Understanding the link between collaborative economy and sustainable behaviour: An empirical investigation. J. Clean. Prod. 2018, 172, 4467–4477. [Google Scholar] [CrossRef]
- Hwangbo, H.; Kim, J.; Lee, Z.; Kim, S. Store layout optimization using indoor positioning system. Int. J. Distrib. Sens. Netw. 2017, 13. [Google Scholar] [CrossRef]
- Guoqing, W.; Yiping, L.; Dan, W. Bearing fault prediction system design based on SPC. J. Fail. Anal. Prev. 2016, 16, 129–134. [Google Scholar] [CrossRef]
- Azad, M.A.; Osorio, J.G.; Brancazio, D.; Hammersmith, G.; Klee, D.M.; Rapp, K.; Myerson, A. A compact, portable, re-configurable, and automated system for on-demand pharmaceutical tablet manufacturing. Int. J. Pharm. 2018, 539, 157–164. [Google Scholar] [CrossRef]
- Bignardi, A.; El Faro, L.; Torres Júnior, R.; Cardoso, V.; Machado, P.; Albuquerque, L.G. Random regression models using different functions to model test-day milk yield of Brazilian Holstein cows. Genet. Mol. Res. 2011, 10, 3565–3575. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technique | Contents | References |
|---|---|---|
| Model-based Logic | Using traditional statistical formats such as probability distribution models | Kocmanová, et al. [4] |
| Association Rule | Finding an abnormal value through the density between objects or rules of association | Jeon and Sohn [5] |
| Clustering Method | Calculating the distance between objects and creating a cluster to detect anomaly | Li, et al. [6] |
| Deep Learning Algorithm | Improving accuracy through continuous learning of its algorithm | Meng, et al. [7] |
| Factors | Domain Definition | Practical Application |
|---|---|---|
| Intelligence | Construction of brain system through self-evolution of algorithm |
|
| Connectivity | Quantitative and qualitative expansion of production data |
|
| Activity | Traditional and passive factory performs active response |
|
| Reliability | Stability and continuity of production operation management |
|
| Agility | System performance guarantee as production operation system |
|
| First Detection | Forecasted Period | Reason for the Forecast | Actual Breaking Date |
|---|---|---|---|
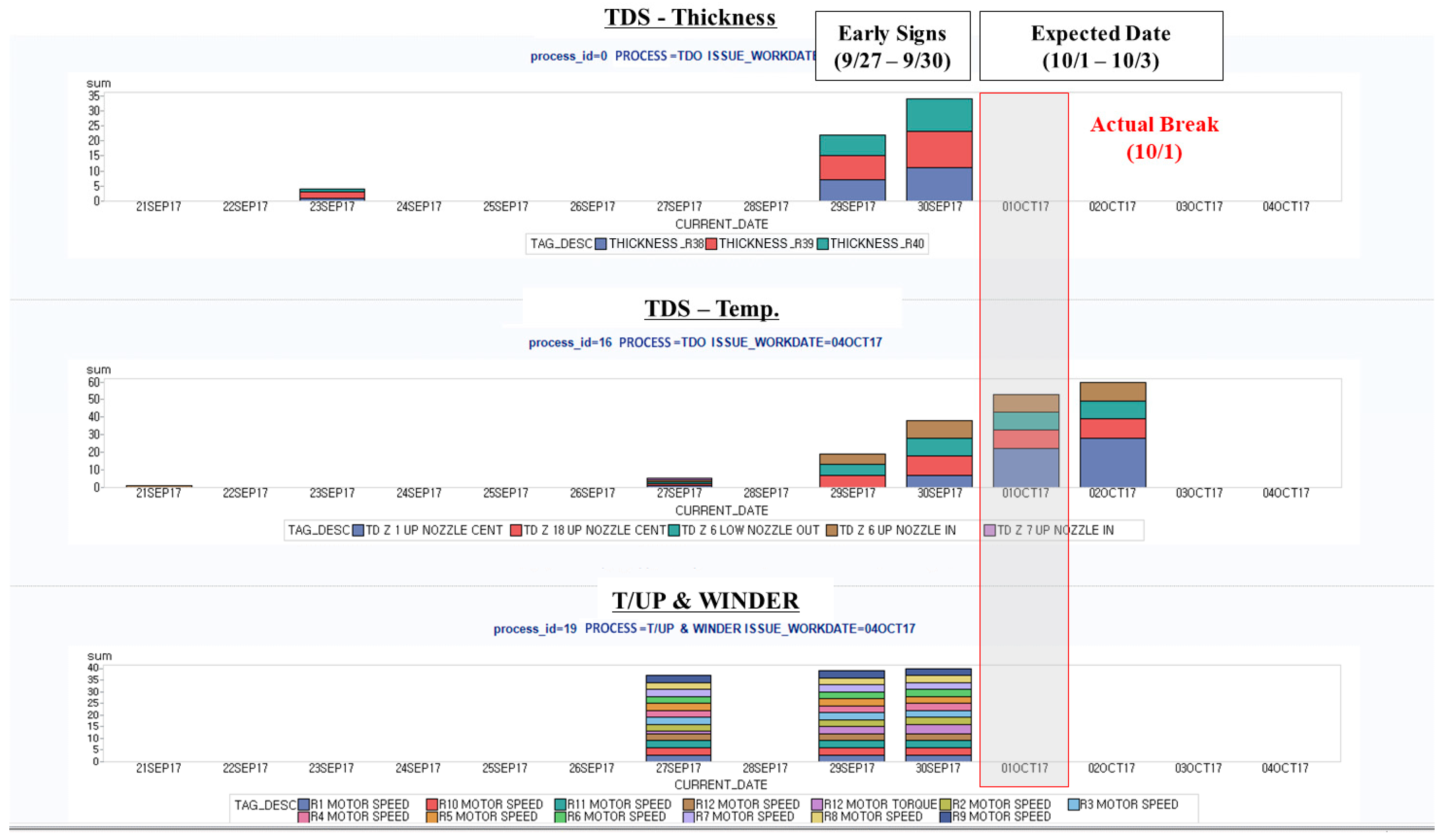
| 27 September | 30 September to 2 October | TDS thickness, temperature, and T/up Winder’s motor speed/torque increased | 1 October |
| 11 October | 15 October to 17 October | Pre-fracture signs of T/up Winder’s motor speed/torque have occurred | 18 October |
| 10 November | 13 November to 16 November | Pre-sign increased in thickness on TDS | 15 November |
| 28 December | 30 December to 2 January | Pre-sign increased in TDS temperature and T/up Winder motor speed/torque | 2 January |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Hwangbo, H. Real-Time Early Warning System for Sustainable and Intelligent Plastic Film Manufacturing. Sustainability 2019, 11, 1490. https://doi.org/10.3390/su11051490
Kim J, Hwangbo H. Real-Time Early Warning System for Sustainable and Intelligent Plastic Film Manufacturing. Sustainability. 2019; 11(5):1490. https://doi.org/10.3390/su11051490
Chicago/Turabian StyleKim, Jonghyuk, and Hyunwoo Hwangbo. 2019. "Real-Time Early Warning System for Sustainable and Intelligent Plastic Film Manufacturing" Sustainability 11, no. 5: 1490. https://doi.org/10.3390/su11051490
APA StyleKim, J., & Hwangbo, H. (2019). Real-Time Early Warning System for Sustainable and Intelligent Plastic Film Manufacturing. Sustainability, 11(5), 1490. https://doi.org/10.3390/su11051490