Abstract
The use of polymer-modified binders in asphalt mixtures has become more widespread due to their reduced thermal susceptibility and improved rutting and fatigue resistance. Nevertheless, their high cost limits their application, thus making the use of reclaimed polymers (RP) an interesting alternative for both reducing price and extending the service life of pavements. This paper; therefore, presents a comparative review of the recycled polymers most commonly studied as bitumen modifiers: polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC), ethyl vinyl acetate (EVA), and ground tire rubber (GTR), in order to facilitate their selection and extend the use of the bitumen. The differences in terms of melting point, mixing conditions, and maximum quantity of added polymer are analyzed. Moreover, their effect on the mechanical behavior of the asphalt binders and their stability with and without the use of additives is presented. According to the literature revision, the performance of the new binder is more influenced by the kind of polymer that was incorporated and the mixing conditions than by the base bitumen that was chosen, although rheological evaluation is needed to fully understand the modification mechanisms of the modified binder. In general terms, plastomers have a stronger effect in terms of increasing the stiffness of the bitumen in comparison with crumb rubber (elastomers), thus providing an improved rutting resistance. The joint use of polyethylene (plastomer) and crumb rubber (elastomer) can be an interesting option for its recycling potential and mechanical performance, although further study is needed to achieve stable bitumen across the entire range of temperatures; additives, such as maleic anhydride (MA), are commonly employed to improve the stability of the binder and enhance its characteristics, but their use could limit the economic benefits of using recycled materials.
1. Introduction
In recent decades, the increase in traffic volume and loads, along with the extreme thermal gradient experienced in some places, has given rise to premature pavement deterioration [1]. Bituminous mixtures are viscoelastic materials whose mechanical properties depend, to a large extent, on the service temperature and the type of load that is applied [2]. At high temperatures or low frequencies, bituminous materials behave in a more viscous way (ductile behavior), being susceptible to flow and to the appearance of plastic deformations. However, when the service temperatures are low or the loads have high frequencies, these materials behave more elastically (brittle fracture) and; therefore, they have a larger capacity to resist tensions without flow [3]. To reduce the impact of these external factors on asphalt pavements, polymer modified binders (PMB) are used to enhance their durability [4].
Polymers commonly used in binder modification can be divided into three main categories: thermoplastic elastomers, plastomers, and reactive polymers [5]. In spite of the fact that these modifiers can improve the thermal susceptibility of asphalt binders, each category has a specific effect on their properties: Thermoplastic elastomers mainly enhance the elastic properties of the binder (increasing fatigue resistance), while plastomers or reactive polymers primarily act by increasing the stiffness and the resistance against deformation in response to loading [6]. However, despite these advantages, the higher average market price of PMB could increases the cost of the asphalt mixtures by around 30–40% [7], and; therefore, their use is mainly limited to high volume traffic roads and surface layers.
The use of reclaimed polymers (RPs) is emerging as an interesting alternative to reduce the cost of PMB (derived from the avoidance of using raw materials of which the cost is higher wherever the region) and to extend the service life of asphalt pavements in all types of roads and layers. Currently there is still a considerable amount of plastic waste that ends up in landfill without any recovery or recycling process (approximately 7.95 million tons in 2014 [8]). In addition, the melting point of most of these is below the temperature of manufacture of the bituminous mixtures (which usually varies between 150 °C and 180 °C), which ensures the physical and chemical interaction with the bitumen [9,10,11].
There are two main ways to incorporate reclaimed polymers (RP) into the bitumen: the wet or the dry process. In the wet process, RP are added directly to the bitumen before mixing with aggregates (in Figure 1, when lines “a”, “b”, and “d” are opened, keeping “c” and “e” closed). The polymers and bitumen are mixed at high temperatures for a given time in order to promote physical and chemical interactions. In the dry process, RP and bitumen can either be added to the aggregates at the same time (in Figure 1 when lines “c” and “e” are the ones opened, and “a”, “b”, and “d” are closed) or the polymers can be added to the aggregate first as if it were another aggregate [12,13].
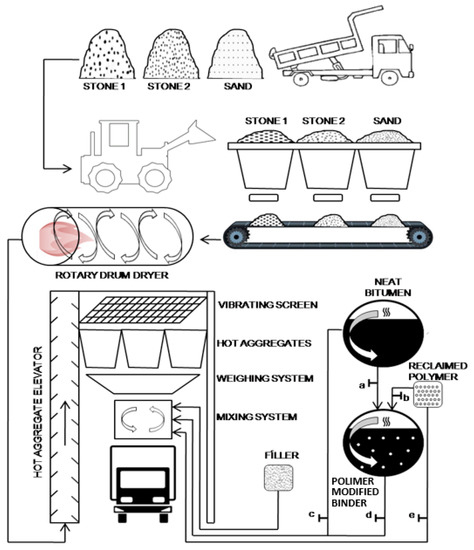
Figure 1.
Sketch of the wet and dry process in a discontinuous asphalt plant.
The dry method is simpler and it can be applied in any asphalt plant without major modifications. This favors the use of this modification technique, facilitating the employment of recycled polymers [14,15]. However, the majority of the published studies have preferred the use of the wet process [11,16,17], as it leads to a larger degree of modification of the binder and; therefore, to a better use of the reclaimed polymers (RP) to improve its properties. Nonetheless, if the reclaimed polymer modified binder (RPMB) produced by the wet process is stored at high temperatures without agitation, some phase separation could appear, resulting in heterogeneous bitumen that cannot be used for the manufacture of bituminous mixtures [18,19]. Whilst the use of bitumen tanks equipped with agitation systems or stabilizing agents could avoid storage problems, they increase the final manufacturing costs of the mixture and could limit the use of the wet process [20,21]. Because of this, it is recommended to use this material only when it is possible to avoid long periods of storage or when using a recycled polymer that could produce RPMB that is stable during storage [22].
This paper presents a literature review of the reclaimed polymers (RP) most widely studied for producing RPMB: polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC), ethyl vinyl acetate (EVA), and ground tire rubber (GTR). In order to perform the review, different databases were employed (Web of Science, SCOPUS, Google Scholar, etc.), making use of the different polymer typologies as well as the terms “bitumen”, “asphalt”, “recycled”, “reclaimed”, or “modified”, among others as main search keywords. No distinction was made for the time in which the papers or the scientific publication (thesis, conference papers, etc.) were published, but precautions were taken on including the most referenced works and the newest trends in the field, so as to properly reflect the current state of art. The paper therefore analyzes and compares the main properties of each polymer, its melting point, incorporation process, quantity added, as well as its effect on the mechanical behavior and stability of the asphalt binders. This allows for providing a practical view of the requirements, limitations, and benefits of each polymer so as to facilitate their selection and application.
2. Effect of Reclaimed Polymers
2.1. Polyethylene (PE)
Polyethylene is the polymer with the greatest market production, accounting for 29.4% of the total European polymer production. This number includes the different types of polyethylene, such as low-density polyethylene (LDPE) and low linear density polyethylene (LLDPE), which account for 17.3% of the production, and high-density polyethylene (HDPE) accounting for 12.1%. In its various forms, polyethylene can be found in several objects, such as reusable bags, trays and containers, agricultural film (LDPE), food packaging film and geomembranes (LLDPE), toys, milk and shampoo bottles, pipes, and various items of housewares (HDPE) [8].
As previously mentioned, polyethylene is a plastomer that softens to flow when subjected to warming, and becomes solid and rigid when the temperature decreases. The melting point ranges between 110 and 120 °C for LDPE [23,24,25]; around 125 °C for LLDPE [26], and between 130 and 149 °C for HDPE [15,27,28]. Those temperatures are below the temperature range that is commonly used in the production of hot asphalt mixtures. For this reason, these materials can readily be incorporated into the bitumen and the lower the melting point in relation to the mixture temperature, the lower the speed needed for mixing.
There are different ways of using waste polyethylene. For instance, it can be washed, dried, and extruded [21,29,30], which is particularly important if it comes from consumption. If the waste is almost clean it can also be directly trimmed or grinded [5]. The size of the particles added to the binder can vary between 0.3 and 0.5 mm [5,11,31].
The percentage of polyethylene added to the binder can vary between 1% and 10% by weight of binder, the most common being between 3% and 5% (Figure 2). There are also variations in the way in which the polymer is incorporated into the bitumen. In this respect, the mixing temperature varies between 150 and 180 °C, the digestion time between 3 min to 4 h, and the speed of the mixer employed ranges between 120 and 7200 rpm (Figure 3). These two figures, and those that represent the changes in penetration and softening point achieved through the addition of the different polymers (Figure 4 and Figure 5), were made so as to summarize the data of the several references included in each section for the different reclaimed polymers reviewed in this paper.
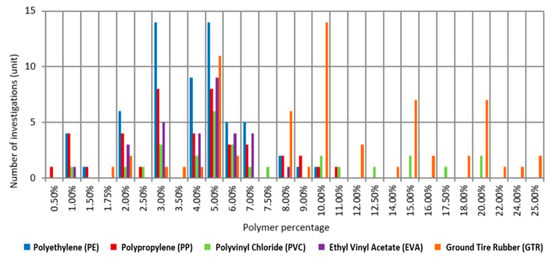
Figure 2.
Percentage of different polymers by weight of bitumen.
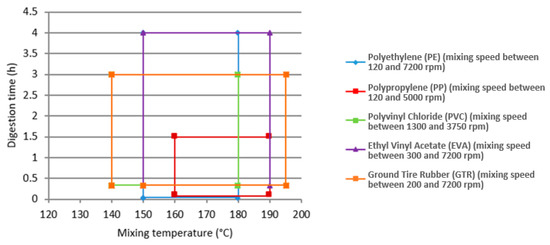
Figure 3.
Variations in the mixing process of polymers: temperature, digestion time, and mixing speed.
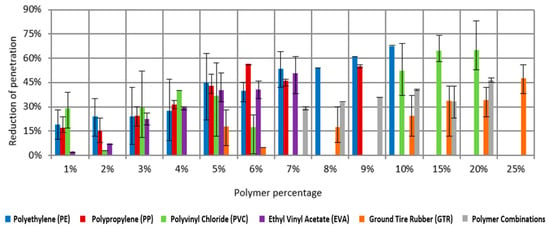
Figure 4.
Rate of reduction of penetration values with the added polymer.
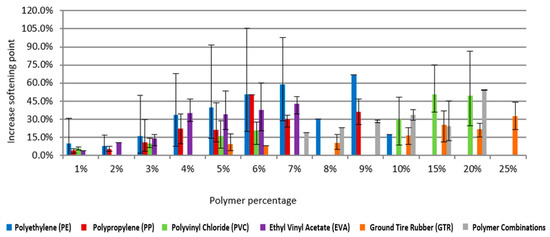
Figure 5.
Rate of increment of softening point values with the added polymer.
In relation to the characteristics of the RPMB manufactured with polyethylene (PE), in general terms, as the amount of PE added to the binder increases, the softening point increases whilst penetration decreases [5,18,29]. This indicates a more rigid behavior of the mixture and, consequently, a higher resistance to permanent deformations, particularly at high temperatures. For this reason, the use of this polymer could help to extend the service life of pavement with high traffic loads and those placed on hot climates.
Inspection of Figure 4 reveals a large variation in the reduction of the penetration for a given percentage of polyethylene. Considering the most common percentages found in the literature, for 3% a reduction of between 7% and 42% can be found, whilst for 5% of polyethylene, the variation ranges between 22% and 63%. The lowest reductions are found for LDPE and a binder with penetration grade of 81 dmm [23], and the largest incorporated LLDPE and LDPE in binders with a penetration grade of 50 and 67 dmm, respectively [5,11].
In relation to the softening point, increments ranging from 2% to 50% can be found for 3% of polyethylene. The lowest increment was obtained for a base binder with a penetration grade of 61 dmm and a softening point of 51 °C [32]. The largest was found in a binder with 81 dmm of penetration grade and a softening point of 42 °C [27], that is, for a binder with a lower initial softening point. It is known that the properties of bituminous binders depend on several variables, such as the type of modifier employed (size, nature, and chemical compatibility with bitumen) or the mixing conditions (time, temperature, and mixing equipment) [12,33,34]. This explains why such variability is found in the characteristics of a binder manufactured with a given amount of reclaimed polyethylene.
For 5% PE, the softening point variations are higher, going from 14% to 91.5%, with both figures found in the same study [23], in which the same base binder and mixing conditions were used but the type of polymer was changed. The lowest increment was found when using a standard LDPE, whereas the largest was obtained for LDPE grafted with maleic anhydride (MA). The largest increment for PE was 105.5% for 6% of LDPE, again combined with MA [23], but it should be noted that the amount of polymer was also higher.
Another important binder characteristic is its viscosity. The viscosities of RPMBs manufactured with PE are higher than those found for conventional binders, and they increase as the amount of polymer increases [22,30,31]. The increase in viscosity is also related to the higher rigidity of the binders modified with polyethylene (PE). In this regard, the rise in fabrication and compaction temperatures is also linked to a higher degree of stiffness, which is not always an advantage as it increases the energy consumption [29]. The viscosity values found in the literature for 3% and 5% of PE were inferior to the limit criterion of viscosity fixed in SHRP, 3.0 Pa s at 135 °C [28,29,34], with the exception of the study conducted by Casey et al. [22], whose results exceeded this value.
When polyethylene is added to the binder, a reduction in ductility can also be observed, which means that the modified binder tends to show more brittle behavior at low temperatures [24,27,32]. To illustrate, a modified binder with 5% PE could show a reduction in ductility of around 35% at 25 °C [27,29] and by 97% at 15 °C [10].
The results also reveal that the greater the quantity of PE added, the higher the increment in complex modulus of rigidity (G*) and the reduction in the phase angle (δ) found in the rheological characterization of the binder. This could lead to better resistance against permanent deformation (particularly at high service temperatures) in comparison with the base binder, which reduce rutting problems in the pavement. However, this improvement is not always as marked as that achieved by using commercial PMBs, usually modified with styrene–butadiene–styrene (SBS) polymers [5,26,32].
With regard to the storage stability of RPMB manufactured with PE, some studies have found instability problems [18,21,25]. However, other researchers have found that PE is stable when adding up to 3% of LDPE or HDPE [22], or up to 5% of LLDPE [5]. The use of compatibilizer or stabilizer agents added to the mixture or the polymer can improve the stability of the mixture. For example, the previously mentioned grafting of maleic anhydride (MA) to the polymer can improve its polarity [23,25,31]. The polifosforic acid (PPA), on the other hand, can enhance the rheological properties of the binder at high temperatures [9,22,35], while organic montmorillonite favors the interaction between polymer and bitumen [21]. Finally, electron beam irradiation is a process applied to the PE that allows for the formation of free radicals and contributes to the creation of chemical bonds between binder and polymer [29]. Among these alternatives, the MA presents better results because it improves the rutting resistance and the temperature susceptibility of the mixture as the quantity added increases [25,31]. In the study of Jun et al. [23], its addition provided storage stability to a mixture with a LDPE content between 3% and 6%, and increased ductility between 118% and 342%.
Finally, it is worth noting that one of the most common PE wastes is made from polyethylene terephthalate (PET), which is among the main types of plastics that can be found in municipal waste. However, this is not suitable to produce RPMB due to its high melting point, which is around 250 °C [12,36,37]. For this reason, when the use of PET has been found in the literature it is usually linked to the dry process [12,36,38], being employed as fiber reinforcement in mixtures rather than as a binder modifier.
2.2. Polypropylene (PP)
Polypropylene (PP) is the second most produced polymer in Europe, accounting for 19.1% of the global production of the European Union [8], and it is also at the global level accounting for 21% [39]. Polypropylene can be found in food packaging, microwave-proof containers, pipes, and automotive parts [8]. PP is a plastomer that has a melting point superior to HDPE, around 145 °C and 162 °C [40,41,42]. It has been used as a mixture modifier through the wet process in percentages that range between 0.5% and 11% by weight of bitumen, while the most common percentage used for the production of RPMB ranges between 3% and 5% (Figure 2). When added to the binder, the common mixing temperatures vary from 160 to 190 °C, with digestion times from five to 90 min and mixing speed between 120 and 5000 rpm (Figure 3).
The penetration and softening point values show lower variations than those found for PE. The penetration reduction fluctuates between 18% and 30% for 3% of PP, and between 38% and 50% for 5% of polypropylene (Figure 4). The increase in softening point ranges from 4% to 30% and between 11% and 43.5% for the polymer percentages of 3% and 5%, respectively (Figure 5). A lower rate of penetration reduction was found in the study conducted by Casey et al. [22], which used a high degree of penetration (160 dmm) bitumen. On the other hand, the greatest rate of penetration reduction was found in a study that used 3% of PP, subjected to thermal degradation (pyrolysis), added to base bitumen with a penetration grade of 42 mm [40]. In addition, a similar reduction was found in the study by Ahmedzade et al. [41], where 5% of PP, subjected to a polymerization reaction with maleic anhydride, was incorporated into a 62-dmm penetration grade bitumen. For the softening point temperature, the lower rate of increase was found in an investigation that used a base binder with an initial softening point of 53 °C [43], while the largest rate of increase was found in a PP with maleic anhydride in a base bitumen with an initial softening point of 50.5 °C [41].
In relation to viscosity, the RPMB that used isotactic PP [44,45], PP with maleic anhydride [41,44], or chlorinated PP [45], did not exceed the viscosity criterion of 3.0 Pa.s at 135 °C [46] established by SHRP. However, the mixtures that employed conventional PP surpassed this limit [22]. For this last type of polypropylene, it is important to take into account that a binder with a penetration grade bitumen of 62 dmm and initial viscosity of 0.41 Pa.s showed an increase in viscosity of 63%, while a binder with a greater penetration grade (98 dmm) and lower initial viscosity (0, 31 Pa.s) achieved an increase of viscosity of 410%. Consequently, for the same percentage of PP, a bitumen with lower degree of penetration and greater viscosity at 135 °C does not always result in a RPMB with higher viscosity. This observation indicates that there are other factors that should be considered, for example, the chemical interaction between polymer and bitumen, the digestion time, and the size of particles.
With the addition of polypropylene (PP), the ductility of the PMB is reduced. When 5% of PP is added to the binder, the reduction of the ductility is around 20% [47], but this reduction decreases to around 5% when using PP subjected to polymerization reaction with maleic anhydride [41]. In addition, in general terms, the complex modulus and phase angle properties show improvements at low frequency (low speed) and high temperature, providing better resistance to permanent deformation and; therefore, increasing the service life of the pavement. Another important parameter related to the rheological characterization is the failure temperature (when G */sinδ is equal to 1.0 kPa). The better values of temperature were found in the studies of Yeh et al. [44] and Nien et al. [45], for 5% of PP chlorinated (with 26% of Cl) and 5% of isotactic PP, respectively.
In relation to the storage stability of the polymer, none of the studies reviewed here have shown stability for this kind of polymer, and have found that its use leads to phase separation [22,44,48]. However, Giavarini et al. [48] achieved storage stability by using 3% of polyphosphoric acid in mixtures with PP content between 2% and 7%. The most common modification processes involving PP are those that incorporate maleic anhydride [41,44] and PP subjected to pyrolysis [40,47].
2.3. Polyvinyl Chloride (PVC)
Polyvinyl chloride (PVC) accounts for 10.1% of the European production of plastics and it is employed in the manufacture of window frames, profiles, cable insulation, and garden hoses [8]. In the reviewed literature, studies were found using PVC derived from pipes [49,50], window frames, or cables [51], or simply described as waste PVC without specifying its origin [52,53]. Some authors failed to use PVC as a polymer modifier for bitumen due to its high melting point of around 298 °C [22,42,46]. Nevertheless, some other authors use PVC in hot mixtures with bitumen as a modifier of its properties, heating the polymer to a temperature between 160 and 190 °C [54,55]. The studies that succeeded in incorporating PVC into the binder used PVC particles with sizes ranging from 0.075 mm to 2 cm [49,50,51]. This polymer is derived from PVC waste that had previously been cleaned and mashed or crushed [49,51,52].
The quantity of PVC employed in binder modification ranges from 1% to 20%, with the most common amount being 5% by weight of bitumen (Figure 2). In relation to the mixing conditions, the temperature usually varies between 140 and 180 °C, the digestion time from 20 min to 3 h, and the mixing speed between 1300 and 3750 rpm (Figure 3). In Figure 4, it can be observed that for a percentage of 5% of PVC by weight of binder, the rate of reduction in the penetration value ranges between 12% and 57%. Contrary to the findings reported with PE and PP, the largest reduction in penetration was found for a modified binder whose base bitumen had a high penetration grade [51]. The rate of increment in the softening point temperature (Figure 5) for 5% of PVC varies from 6% to 26%. The most important increment was obtained for the RPMB with a larger penetration reduction [51].
Viscosity increases with the addition of 5% of PVC, up to 300%; however, this value does not surpass the limit of 3.0 Pa.s at 135 °C established by SHRP [50,51]. On the other hand, ductility decreases with the addition of PVC [52,55], and it was found that this binder could be stable as the difference in softening point for 5% of PVC is less than 3 °C. Finally, the use of PVC in RPBM also increases the complex modulus and reduces the phase angle values [50,51], which, as it was observed for other types of plastomers, helps to increase the durability of the pavement due to an increased rutting resistance at high temperatures. Among the modifier agents used to create RPMB that incorporated PVC, Behl et al. [50] employed an additive that improved the dispersion of the polymer in the bitumen, but they did not specify its nature, while Fang et al. [55] used organic montmorillonite in order to improve storage stability (by adding 5% by weight of bitumen, a lower softening point difference was obtained).
2.4. Ethyl Vinyl Acetate (EVA)
Ethyl vinyl acetate (EVA) is a thermoplastic polymer (plastomer), which resembles the elastomers in terms of softness and flexibility [56], and which can be found in toys, home tools, and as flooring in various sports. EVA is obtained by copolymerization of ethylene (E) and vinyl acetate (VA) [57]. The content of vinyl acetate (VA) can be controlled through the process of copolymerization [58]. The segment of ethylene is not polar but crystalline, while the vinyl-acetate segment presents polarity, but is non-crystalline [59]. This variation in vinyl-acetate (VA) content can provide the RPMB with interesting characteristics. Thus, a low content of VA leads to a high degree of crystallization, which provides a more rigid RPMB with improved performance at high temperatures. On the other hand, a high content of VA reduces the degree of crystallization and; therefore, rigidity, but instead enhances the flexibility, elasticity, and storage stability of the RPMB [60].
The melting temperature of the EVA, shown in the literature reviewed, is between 54 and 110 °C [57,61,62]. In relation to the mixing process, there are large variations, with temperatures ranging between 150 and 190 °C, digestion times between 20 min and 4 h for the wet process, and mixing speeds that vary from 300 to 7200 rpm (Figure 3). The percentage of EVA added ranges from 1% to 8% by weight of binder, with the most common being 5% (Figure 2). There are also variations in the amount of vinyl acetate (VA) included in the EVA, the most commonly used percentage being 18% [60,63,64].
As can be observed in Figure 4, for a fixed percentage of 5% of EVA, the rate of reduction of the binder penetration ranges from 33% to 51%. The smaller reduction was found in a study that used base bitumen with a penetration grade of 82 dmm [65], while the greatest reduction was found in a study that used a base binder with a degree of penetration of 75 dmm [32]. Consequently, the variations in the rate of change for these kinds of properties could not be linked to the original characteristics of the neat bitumen. These changes could instead be related to some other variables, such as the mixing process or the characteristics of the reclaimed polymer. The rate of increase in the softening point temperature for 5% of EVA (Figure 5) ranged from 21.6% to 53%. The greatest increase was obtained by using EVA grafted with maleic anhydride (MA) [62]. In the same investigation, when the EVA was incorporated without MA, the softening point increase was much lower (around 36%), and so the addition of MA was responsible for this increased softening point. This same effect was observed for other plastomers, such as PE and PVC, for which the use of maleic anhydride increases the rate of penetration and softening point variation.
The addition of EVA also produces an increment in the viscosity of the RPMB [59,63,64]. However, in contrast with what occurs with the addition of PE, PP, and PVC, the ductility also increases. An increment in the ductility values of around 20% has been found when using 5% EVA, and an even greater increment (140%) when the EVA was grafted with 2% of maleic anhydride [62]. The complex modulus also experiences a rise and the phase angle decreases when compared with the base binder; however, they do not exceed or overlay the values of a commercial PMB or those found for a bitumen with a lower penetration grade [17,32], but still improves the rutting resistance of the pavement at high temperatures. When the percentage of EVA remains fixed and only the amount of vinyl-acetate (VA) contained in the EVA is varied, the greater the percentage of VA, the lower the complex modulus. The percentage that provided the highest complex modulus was 18% VA [60].
In relation to storage stability for 5% of EVA, the difference in softening point ranged from 0.3 to 2.2 [62,65,66]. The study by Luo and Chen [62] found the lowest value when using EVA grafted with 2% MA. For a same amount of EVA—and varying only the amount of VA—it was found that storage stability increases with the percentage of VA used [60]. The stabilizing agents incorporated into the EVA include the previously mentioned maleic anhydride and certain nanoclays. When compared with the PMB prepared only with EVA, the addition of MA reduces penetration, increases the point of softening and ductility, and improves storage stability [62]. On the other hand, the addition of nanoclays increases the softening point and allows for stable binders with 6% EVA, an amount of polymer that was not stable without the use of this additive [56].
2.5. Ground Tire Rubber (GTR)
Approximately one billion tires worldwide (around 17 million tons) reach the end of their useful lives each year [67]. Ground tire rubber (GTR) is part of the group of polymers known as elastomers, meaning that they are able to deform significantly due to applied stresses, recovering their initial form as soon as these cease. The most common applications of this residue include the manufacture of new tires, civil engineering applications and products, agricultural uses, recreational and sports applications and, finally, the construction of pavements with bitumen modified with reclaimed GTR [68].
For modification through the wet process, the reaction is composed of two simultaneous processes: The partial digestion of the rubber into the bitumen, and the adsorption of the aromatic oils available in the binder into the polymer chains causing the rubber to swell and soften [69,70,71,72]. However, increased temperatures or mixing times may lead to excessive degradation or aggregation of crumb rubber along with bitumen aging, which will cause a decline in the performance of the modified binder [68,70]. The added percentages of this polymer range from 1.75% to 25.0% by weight of bitumen, with the most commonly used being 10%, (Figure 2). In relation to the rubber sizes used, these fall between 0.15 and 0.60 mm. The mixing temperatures vary between 140 and 195 °C, with a digestion time between 20 min and 3 h and mixing speeds from 200 to 7200 rpm (Figure 3). On the other hand, for the dry process, GTR percentages vary between 1% and 10% of the total weight of the mixture (the most common being 1%) and the size of the particles range from 0.6 to 3.0 mm [73,74,75].
In terms of the performance of the binder, for a percentage of 10% of GTR the rate of reduction of penetration varies from 12% to 37% (Figure 4). The smaller reduction was found in a study that used a base binder with a penetration grade of 70.7 dmm [76]. To obtain a greater reduction in the penetration value, the authors employed a base bitumen with a higher degree of penetration than the former (83 dmm) [10]. The rate of increase in the softening point temperature ranged from 9% to 23% for 10% GTR (Figure 4).
When 10% GTR is added to the bitumen a significant reduction (around 90%) in ductility at 15 °C can be observed [10,77], and although the viscosity increased it failed to reach the limit of 3 Pa.s at 135 °C [78,79,80]. Moreover, the complex modulus was increased at the highest temperatures and declined at the lowest temperatures, while the phase angle decreased when GTR was added [81,82,83,84,85]. These changes prove that elastomers still could also enhance the rutting resistance of the bituminous mixture at high temperatures (they increase the stiffness as it occurs with the plastomers), but, in addition, they reduce the risk of low-temperature cracking of the pavements, helping to extend their service life. Furthermore, Navarro et al. [86] pointed out that with the increase in the percentage of GTR added to bitumen, the glass transition temperature decreased, improving the mechanical low-temperature properties, whereas Ge et al. [77] claim that the performance at low temperatures remains unchanged after modification.
In relation to storage stability, although some authors stated that samples without any additives and contents above 20% of GTR [76,85] presented a difference of softening point temperature lower than 3 °C, in most cases, RPMBs with the lowest quantities of GTR (from 8% to 15%) presented phase separation [80,87]. This could be due to the high molecular weight of the GTR, and its lack of compatibility with bitumen leads to its precipitation. In addition, the high content of modifier leads to viscosity values that exceed the SHRP criterion [76]. Since storage stability decreases with the size of the rubber particles, Navarro et al. [78] proposed the use of rubber particles of a size lower than 0.35 mm and high shear rates during manufacturing in order to improve stability. Sienkiewicz et al. [88] found storage stability in binders with 5% of GTR by weight of bitumen without the addition of any compatibilizer agent, while other authors obtained stability with 8%, 10%, and 15% of GTR by using a compatibilizer and/or some pre-treatment of the polymer [80,87,89]. Some of the compatibilizers found in the literature include TOR (trans-polyoctenamer) [75,83], nanosilica [87], and the rubber devulcanization process [80].
3. Effect of Reclaimed Polymer Combinations
A number of studies have analyzed different combinations of polymer (mainly plastomers and elastomers), in order to evaluate if the combined use of these materials leads to better performance than the case in which either of them are added separately [10,77,90]. When a combination polymer is used for the manufacture of modified binders (PMB), these can be previously extruded [91,92,93] or simply added to the base binder in a defined proportion and then mixed [10,94]. Among the various combinations presented in the literature, mixes of elastomer plus plastomer can be found, such as GTR + PE [86,90], SBS + PE, GTR + EVA [95], GTR + PP [90], GTR + PET [93], or GTR + EVA + PE [92]. In addition, it is also possible to use plastomer combinations, such as EVA + PE, described in the study of Brovelli et al. [91]. Nevertheless, the most common combination of polymers found in the literature is the one that includes tire rubber (GTR) as elastomer and some plastomer.
The mixing conditions vary according to the types of polymers used, but, in general, the mixture temperature varies from 120 to 190 °C, the digestion time between 30 min and 6 h, and mixing speed from 1200 to 25,000 rpm. The highest mixing speed (25,000 rpm) was chosen in a study that included a high percentage of PE (between 7.1% and 12%) combined with SBS [96]. Other mixtures using extruded EVA and PE employed speeds between 1200 and 5000 rpm and a longer digestion time (6 h) [92], whilst other combinations have used digestion times between 30 min and 3 h.
Figure 4 displays the rate of reduction in the penetration values found for different RPMB manufactured with a combination of GTR and a plastomer (PE or PP). It is clear that, for a given amount of polymer, the reduction in the penetration of the GTR plus plastomer is lower than the one found for the RPMB with only plastomers, and higher than the increment obtained when only GTR is added. The changes in the softening point temperature are more variable (Figure 5), as it is possible to find values either lower or higher than those observed for the PMB manufactured with the same quantity of plastomer.
In those studies that used combinations of elastomer (GTR or SBS) and polyethylene (PE) with a total amount of polymer greater than 10% by weight of binder, all of the viscosities found exceeded the criterion of 3.0 Pa.s at 135 °C established by SHRP [90,97]. Nevertheless, other combinations of elastomer plus plastomer in smaller quantities, such as 1.5% SBS and 4% of polyethylene (PE) or polypropylene (PP), or 5% EVA + LDPE as plastomer plus plastomer combination, do not exceed this limit [42,92]. The addition of GTR + PE reduces ductility, but only when keeping fixed the amount of polyethylene (PE), since adding more of the latter to the rubber will increase ductility [10,77,94]. In other studies, the ductility increased when using LDPE grafted with maleic anhydride in a mixture of SBS + HDPE + LDPE [98] and when using SBS + PE with oil [97].
As the amount of polymer added increases, the complex modulus rises and the phase angle decreases [10,97,99]. Furthermore, in mixtures that combine polyethylene (PE) with another polymer, the G*/sinδ value rises as the percentage of this polymer increases [96,100], giving way to a higher rutting resistance and increasing the service life of pavements at high temperatures. However, in mixtures that use LDPE grafted with maleic anhydride, the G*/sinδ value decreases and the phase angle (δ) rises [98]. Those mixtures that used GTR showed an enhancement in their mechanical properties in a wider range of temperatures when adding larger quantities, improving the resistance to deformation at high temperatures and increasing flexibility at low temperatures [86,90]. This is an important factor for the durability of the mixtures incorporating this material, as it deals with one of the most important concerns of the use of polymers, the excessive stiffness at low temperature that could give way to cracking problems.
In relation to storage stability, mixtures using up to 2% SBS added to up to 6% of polyethylene (LDPE or HDPE) and mixtures using SBS + PE + oil (up to 5%, 3.5%, and 3%, respectively) were found to show storage stability [42,97]. The addition of LDPE grafted with MA decreases the phase separation in mixtures with SBS + HDPE + LDPE [98]. In addition, mixtures of PP + SBS were found to be stable for any percentage [42]. The stabilizing/compatibilizing agents that we found to be most commonly used in polymer combinations include maleic anhydride (MA) and sulphur [100], polyphosphoric acid (PPA) [100], reactive dioctyl phthalate (DP), and furfural extract oil (FEO) [90].
4. Discussion
Based on the results analyzed in this review of the literature, Table 1 summarizes the different variables that influence the modification process and the performance of the resulting bitumen modified with recycled polymers.

Table 1.
Summary of mixing conditions and characteristics of the most common percentages of the various Reclaimed Polymer Modified Bitumens.
Firstly, it can be observed that, in general terms, the amount of recycled polymer commonly incorporated into the neat bitumen is higher in the case of crumb rubber (elastomer) when compared with plastomers, which are all around 5% by weight of binder. Consequently, the recycling potential of this elastomer is greater, thus increasing the environmental and economic benefits of employing a product that would otherwise be burned or sent to landfill.
When comparing the mixing conditions between the polymer and the bitumen, in terms of the mixing temperature it can be observed that although the lower limit could vary, this is commonly established at around 160 to 165 °C for plastomers. The higher temperature found in the literature for this type of polymer is 180 °C, which is also the temperature of reference when using crumb rubber as a modifier. Thus, we can see that although plastomers provide some range of temperature modification—which will vary depending on the neat bitumen and the use of compatibilizer agents—in the case of elastomers the temperatures required for modification are often higher. On the other hand, the mixing speed is a more wide-ranging variable as this will depend on factors such as the mixer employed (rotating or shear mixer), the neat binder, and the amount of polymer added, and it is, thus, more difficult to establish a correlation between typologies of polymer and speed needed for binder modification.
Observation of the digestion time suggests that the polymers with lower variation (for the most common percentage of modification) are polypropylene (PP) and crumb rubber. To a lesser extent, polyethylene has a well-defined digestion time, given that this encompasses the various typologies of PE—LLDPE, LLDPE and HDPE—which, as previously mentioned, have different melting points, resulting in the wider range of time needed. Nevertheless, in the reviewed literature, PVC and EVA present a wide range of required digestion periods, and it is difficult to reach a consensus regarding a fixed value or range of time.
When considering the performance of the resulting binders, in general terms it appears that the reduction in penetration values and the increase in the softening point temperature are more pronounced in RPMB with plastomers than in the crumb rubber (elastomer). Polyethylene (PE), polypropylene (PP), ethyl vinyl acetate (EVA) and polypropylene (PP), reach a higher rate of penetration and softening point changes when the neat bitumen has a lower penetration grade, whilst the opposite is the case for PVC. This highlights the need to not only consider the base bitumen and its characteristics (penetration grade, asphaltenes/maltenes bond) as a reference for predicting the changes in the binder, but also other factors such as the mixing conditions (temperature, digestion time, etc.), the sizes of the particles, the chemical characteristics of the polymer, and the interaction between polymer and bitumen. Nevertheless, in order to fully understand the influence of the base bitumen, a rheological characterization of the latter is needed for comparison with the resulting binder. This type of study allows for characterizing bitumen at a certain temperature according to both the constitution (chemical composition) and structure (physical layout) of the molecules in the material, as well as to evaluate the influence of the binder on the rutting and fatigue resistance of the mixture and its elastic recovery or its cracking resistance at low temperatures, factors that will determine the service life of the pavement. Despite its utility, not all of the studies found in the literature included this kind of analysis, which is key to determining the role of the neat bitumen in the performance of the RPMB and for its characterization across a wider range of temperatures. In addition, the rheological analysis should not be limited to only the characterization of the complex modulus (G*) and phase angle (δ), but it should incorporate other parameters and analysis that are not present in many studies and that help to understand the improvements provided by the polymers, such as thermal susceptibility characterization, the Glove–Rowe parameter [105], which provides information about low temperature cracking, or the Multiple Stress Creep and Recovery (MSCR) test [106], which was specifically developed to offer a better characterization of the resistance to permanent deformations of modified binders by solving some of the limitations offered by the rutting parameter (G*/sinδ) of the Superpave Performance Grade specification [107]. This characterization should be also performed to the commercial modified bitumen that the recycled polymer added intends to substitute and, if possible, it should evaluate how the short-term and long-term ageing of bitumen affects its properties, two aspects that are not always evaluated in the reviewed literature.
In those studies that incorporate a rheological evaluation of the RPMBs it can be noted that plastomers (regardless of their typology) increase the complex modulus value (G*) and reduce the phase angle (δ) at high temperatures, in comparison with the neat bitumen. This confirms the results found with respect to penetration and softening point and ensures a higher resistance of these kinds of polymer-modified binders to permanent deformations. In relation with GTR, the complex modulus also increased at the highest temperatures but declined at the lowest temperatures, while the phase angle decreased when GTR was added, improving the fatigue resistance of the mixture.
Due to the changes observed in plastomers, the asphalt mixtures incorporating bitumen modified with these polymers will have higher stiffness, which would help to improve the rutting resistance of the pavement, particularly at higher temperatures. Nonetheless, it should also be considered that if the stiffness of the resulting binder is too high this could lead to the excessive fragile behavior of the mixture and; therefore, to cracking problems. In relation to this latter issue, the use of a elastomer such as crumb rubber (GTR) could help to improve the fatigue life of the mixture. As observed in the previous section, the combination of RPMB with plastomers and GTR (elastomer), particularly when these are combined with maleic anhydride (MA), presents reductions of softening point temperature and penetration that are less marked than the case in which only one type of plastomer is employed. When a combination of elastomers and plastomers is added, the characteristics of the RPMB are intermediate between those that would be obtained using them separately, which could help to exploit the benefits of each type of polymer, improving rutting and fatigue resistance and limiting the side effects (excessive stiffness).
In relation to storage stability, among the available plastomers, only polyethylene (PE) (up to 3% LDPE or HDPE, up to 5% LLDPE) and EVA (up to 5%) have demonstrated the capacity to remain stable without the use of any compatibilizer additive. By using these, polypropylene (PP) can be used up to 7%, PVC up to 5%, and ground tire rubber (GTR) up to 15%. The use of additives such as maleic anhydride (MA) not only improves the storage stability of the binder, increasing the amount of polymer that can be incorporated (polyethylene or EVA can be increased to 6%), but could also improve the performance of the resulting binder. In this regard the use of maleic anhydride (MA) in plastomers tends to increase the stiffness of the material (observed through penetration and softening point temperature), whilst also increasing ductility to improve the fatigue behavior of these RPMBs at low temperatures. This latter observation is important since the increase of stiffness that usually occurs with the addition of these polymers could lead to an excessively fragile behavior and cracking problems at low temperatures if the polymer content is too high. Both these effects could be better explained through a rheological analysis. Other common additives employed in reclaimed polymer stabilization are polyphosphoric acid (PA) and nanoclays, such as organo-montmorillonite. Nevertheless, despite the benefits of using these additives, it is important to note that their use would increase, to some extent. the cost of the resulting binder: therefore. limiting the economic (but not environmental) benefits of employing recycled materials. On the other hand, for combinations of polymer, the only mixtures found to be stable were the use of SBS + PE (up to 2% SBS and up to 8% polyethylene) and waste oil + SBS +PE (5% waste oil + 3.5% of SBS + 3% polyethylene). Stability, as it can be observed, is one of the main drawbacks for the use of polymers as bitumen modifiers. For this reason, and in order to extend the use of combinations of recycled polymers (which, due to its higher content, might have more stability issues), new ways of modification that do not imply a cost overrun, due to the need of additives, should be developed.
For all the reasons previously presented, recycled polyethylene (PE) is the plastomer with the greatest potential as it is the one with the highest production levels (around 29% in Europe, considering its different typologies) and, along with EVA, this is the only plastomer that has proved to be stable without the use of any compatibilizer additive. The joint use of this polymer with an elastomer (usually GTR) could result in an interesting binder that has an improved rutting resistance at high temperatures (due to the plastomer), and an enhanced fatigue resistance due to the effect of the elastomer. The extent of these effects will depend on the plastomer and elastomer that are selected, the amount of each polymer that is added (as the content increase, the complex modulus will be higher), and the base bitumen that is chosen. In addition, the higher viscosity achieved through the combination of the polymers allows for the use of higher contents of bitumen without risk of exudation and limited propagation of fissures. Although it is easier to achieve a stable binder by using SBS as an elastomer, the economic and environmental potential of using GTR + PE is much greater since this bitumen incorporates two of the main polymer residues at the global level. Nevertheless, an adequate evaluation of their storage stability and a rheological characterization of these binders will be needed to confirm their applicability and to fully understand their properties at different temperatures.
Finally, it is important to highlight that, because the average price of the synthetic polymer SBS (which is the main modifier employed for commercial PMBs) ranges between 672.00 and 2017.00 €/t [108], the use of reclaimed polymers offers an attractive economical alternative. This range of prices, and the rest showed in Table 1, were obtained by comparing the prices offered by different manufacturers. Along with the reduction in costs, the environmental effects of the use of these materials should be also considered. The global consumption of plastics has significantly increased in the last years (from 230 tons produced in 2005 to 322 tons in 2015) in global terms [8], and their disposal is a significant environmental problem (the share of plastics in municipal solid waste, by mass, increased from less than 1%, in 1960, to more than 10%, by 2005, in developed countries [39]). Despite the rising recycling tendency, just a percent of the recovered polymers is effectively reused (2016 was the first year in Europe when the percentage of reuse (31.1%) exceeded the landfill waste [8]). This is due to the fact that many of the plastics currently collected for reuse have some impediment that makes its reutilization technically impossible or unprofitable from the economic point of view. The possibility of incorporating these polymers as bitumen modifiers opens a new way to extend its applicability, preventing them from ending up in landfills. Both economic and environmental benefits—along with the improvement in the binder properties—could contribute towards a rise in the use of recycled polymers for binder modification, which is the reason why more life cycle assessment analysis of the use of this material as a bitumen modifier is needed so as to fully assets its benefits.
5. Conclusions
This paper presents a review of the recycled polymers most commonly used as bitumen modifiers, analyzing and comparing their mixing conditions and their influence on the mechanical characteristics of the binder. These materials are widely available due to the fact that only part of the amount produced is recycled or re-used, thus representing an attractive option from both an environmental and economic point of view. Based on this review the following conclusions can be drawn:
- Recycled PE, PP, PVC, EVA, and GTR can be used as binder modifiers, since they have melting points that are lower than the mixing temperature, whereas PET, despite its high availability, is rejected on account of its high melting point.
- The mixing temperatures are often fixed around 160–165 °C for plastomers and 180 °C for the most common percentages of crumb rubber (GTR), whilst digestion time ranges vary from one polymer to another, with polyethylene (PE), polypropylene (PP), and ground tire rubber (GTR) being those with narrower ranges of time.
- The mixing speeds used present a large variation and are related to other factors, such as type of mixer, the amount of polymer added, and mixing temperature, making it difficult to establish a correlation.
- The characteristics of the original binders appear to influence less than the mixing conditions or the kind and amount of polymer added. Nevertheless, a comparative rheological analysis, including specific evaluation of the effect of the polymer added, is needed to fully understand the influence of the neat bitumen.
- Both plastomers and elastomers increase the softening point temperature, viscosity, and complex modulus at high temperatures, whilst reducing penetration and phase angle values. This helps to improve the resistance to permanent deformations, increasing the service life of the pavements.
- Crumb rubber present lower values of complex modulus at low temperatures, reducing the risk of cracking and improving the pavement performance and its durability. In this way, its addition will enhance the elasticity and fatigue performance of the mixture.
- Polyethylene and EVA are the only plastomers (up to 5% of polymer by weight of binder) that present storage stability without the use of additives. Additives such as maleic anhydride could raise the amount of polymer added, increasing the stiffness but improving the ductility of the resulting binder; however, it also increases its cost, limiting the economic benefits of recycled polymers but not the environmental ones.
- Due to their availability and stability, polyethylene, in its different typologies, and crumb rubber are the most promising recycled polymers for binder modification. Their joint use enhances rutting resistance at high temperatures, due to the plastomer, and improves fatigue resistance and low temperature cracking resistance owing to the elastomer, increasing the service life of the mixture that incorporates them. The high viscosity of these materials could also allow for the use of higher contents of bitumen and reduce the propagation of fissures, a common problem in pavements.
Whilst the mixing conditions can be further optimized and the characterization of the resulting binder (following its modification and during its service life) can still be improved, these polymers appear to offer a competitive alternative to traditional asphalt modifiers for satisfying the current demands of the paving industry. These binders could achieve similar effects than to those produced commercially (higher viscosity, higher rutting resistance at high temperatures, a more elastic behavior that increase the fatigue life, and a reduction of the cracking risk at low temperatures), whilst providing significant economic and environmental benefits derived from the reuse of materials and the reduction of pressure on landfill sites.
6. Future Recommendations
Based on the discussion of the reviewed literature and the conclusions derived from that, in this section some recommendations are provided so as to highlight the uncertainties and gaps in the current knowledge, and on how future works could help to extend the use of the reclaimed polymer for asphalt modification.
Although as it has been presented that the joint use of polyethylene and crumb rubber is the most promising combination, due to their effect on the bitumen, further studies are needed to establish more homogenous mixing conditions (mixing times, temperatures, type of mixer employed) that allow for the manufacture of bitumen with the previously mentioned properties and its implementation in asphalt plants without the need of major modifications, limiting the possibility of excessive stiffness and achieving stability across the entire range of service temperatures.
In order to achieve this, studies should incorporate rheological analysis of both the original and the modified binder. The viscosity, softening point, and penetration evaluation is not enough to fully understand the effects of the polymer in a wide range of temperatures. Even when rheological analysis is performed, the evaluation of complex modulus (G*), phase angle (δ), and the superpave parameters, derived from these (G* × Sin δ; G*/Sin δ), might be not enough, and the analysis of parameters and tests that evaluate, specifically, the polymer effects (Glove–Rowe parameter, thermal susceptibility evaluation, MSCRT) are needed. These analyses should be also performed to the neat binder (to better understand its influence) and to a commercial modified bitumen (to compare as to which extent the performance achieved is equivalent), and it should be extended to the aged bitumen to understand the effect of the polymer on the bitumen during all its service life.
On the other hand, the joint use of polymers tends to increase the total amount added, which could compromise the storage stability of the resulting binder. Despite its benefits, as it has been presented, the use of additives to improve the stability could limit (due to their price) the economic benefits of using reclaimed polymers. Because of that, further study is needed on the development of additives, which could be also recycled, that do not increase, significantly, the final cost of the bitumen. In addition, it would be interesting to explore new ways of incorporating the recycled polymers to the asphalt mixture without the need of long storage times and modification within the asphalt plants.
Finally, and in order to better quantify the environmental and economic benefits of using reclaimed polymers as bitumen modifiers, there exists a lack of literature involving life cycle assessment analysis of these materials. Analysis of this kind could help to better understand the benefits of the recycled polymers, not only accounting for the economical savings in the manufacture process but also taking into account other indirect costs, such as the cost of disposal of the polymers or the comparative service life of the asphalt mixtures manufactured with neat bitumen, a commercial modified binder, or the one that incorporates reclaimed polymers.
Author Contributions
Conceptualization, F.M.-N., M.d.C.R.-G. and J.M.; Methodology, F.M.-N. and L.B.; Validation, F.M.-N., R.T.-M. and M.d.C.R.-G.; Formal Analysis, L.B. and R.T.-M.; Investigation, L.B. and R.T.-M.; Writing—original draft preparation, L.B. and R.T.-M.; Writing—review and editing, R.T.-M. and F.M.-N.; Supervision, F.M.-N., M.d.C.R.-G. and J.M.; Project administration, F.M.-N., M.d.C.R.-G. and J.M.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gogoi, R.; Biligiri, K.P.; Das, N.C. Performance prediction analyses of styrenebutadiene rubber and crumb rubber materials in asphalt road applications. Mater. Struct. 2016, 49, 3479–3493. [Google Scholar] [CrossRef]
- Nguyen, Q.T.; Di Benedetto, H.; Sauzéat, C. Linear and nonlinear viscoelastic behaviour of bituminous mixtures. Mater. Struct. 2014, 48, 2339–2351. [Google Scholar] [CrossRef]
- Moreno-Navarro, F.; Rubio-Gámez, M.C. A review of fatigue damage in bituminous mixtures: Understanding the phenomenon from a new perspective. Constr. Build. Mater. 2016, 113, 927–938. [Google Scholar] [CrossRef]
- Polacco, G.; Stastna, J.; Biondi, D.; Zanzotto, L. Relation between polymer architecture and nonlinear viscoelastic behavior of modified asphalts. Curr. Opin. Colloid Interface Sci. 2006, 11, 230–245. [Google Scholar] [CrossRef]
- García-Travé, G.; Tauste, R.; Moreno-Navarro, F.; Sol-Sánchez, M.; Rubio-Gámez, M.C. Use of Reclaimed Geomembranes for Modification of Mechanical Performance of Bituminous Binders. J. Mater. Civ. Eng. 2016, 28, 04016021. [Google Scholar] [CrossRef]
- Polacco, G.; Stastna, J.; Biondi, D.; Antonelli, F.; Vlachovicova, Z.; Zanzotto, L. Rheology of asphalts modified with glycidylmethacrylate functionalized polymers. J. Colloid Interface Sci. 2004, 280, 366–373. [Google Scholar] [CrossRef] [PubMed]
- Moreno-Navarro, F.; Sol-Sánchez, M.; Rubio-Gámez, M.C. Structural analysis of polymer modified bituminous materials in the rehabilitation of light-medium traffic volume roads. Constr. Build. Mater. 2017, 156, 621–631. [Google Scholar] [CrossRef]
- Plastics Europe. Plastics the Facts-2016: An Analysis of European Plastics Production, Demand and Waste Data; Plastic Europe: Brussels, Belgium, 2016. [Google Scholar]
- Nuñez, J.Y.M.; Domingos, M.D.I.; Faxina, A.L. Susceptibility of low-density polyethylene and polyphosphoric acid-modified asphalt binders to rutting and fatigue cracking. Constr. Build. Mater. 2014, 73, 509–514. [Google Scholar] [CrossRef]
- Yan, K.; Xu, H.; You, L. Rheological properties of asphalts modified by waste tire rubber and reclaimed low density polyethylene. Constr. Build. Mater. 2015, 83, 143–149. [Google Scholar] [CrossRef]
- Wong, S.F.; Htwe, A.A.; Oh, S.H.; Leo, T.Y.; Cheng, J.; Tay, B.K. Utilization of Waste Plastics in Stone Mastic Asphalt for Infrastructural Applications. Mater. Sci. Forum 2017, 902, 55–59. [Google Scholar] [CrossRef]
- Modarres, A.; Hamedi, H. Effect of Waste Plastic Bottles on the Stiffness and Fatigue Properties of Modified Asphalt Mixes. Mater. Des. 2014, 61, 8–15. [Google Scholar] [CrossRef]
- Earnest, M.D. Performance Characteristics of Polyethylene Terephthalate (PET) Modified Asphalt. Electronic Dissertations M.S. Thesis, Georgia Southern University, Statesboro, GA, USA, 2015; p. 1260. Available online: https://digitalcommons.georgiasouthern.edu/cgi/viewcontent.cgi?article=2328&context=etd (accessed on 25 January 2019).
- Cao, W. Study on properties of recycled tire rubber modified asphalt mixtures using dry process. Constr. Build. Mater. 2016, 21, 1011–1015. [Google Scholar] [CrossRef]
- Lastra-González, P.; Calzada-Pérez, M.A.; Castro-Fresno, D.; Vega-Zamanillo, Á.; Indacoechea-Vega, I. Comparative analysis of the performance of asphalt concretes modified by dry way with polymeric waste. Constr. Build. Mater. 2016, 112, 1133–1140. [Google Scholar] [CrossRef]
- Kalantar, Z.N.; Karim, M.R.; Mahrez, A. A review of using waste and virgin polymer in pavement. Constr. Build. Mater. 2012, 33, 55–62. [Google Scholar] [CrossRef]
- González, E.; Costa, L.M.B.; Silva, H.M.R.D.; Hilliou, L. Rheological characterization of EVA and HDPE polymer modified bitumens under large deformation at 20 °C. Constr. Build. Mater. 2016, 112, 756–764. [Google Scholar] [CrossRef]
- Polacco, G.; Berlincioni, S.; Biondi, D.; Stastna, J.; Zanzotto, L. Asphalt modification with different polyethylene-based polymers. Eur. Polym. J. 2005, 41, 2831–2844. [Google Scholar] [CrossRef]
- Yu, R.; Fang, C.; Liu, P.; Liu, X.; Li, Y. Storage stability and rheological properties of asphalt modified with waste packing polyethylene and organic montmorillonite. Appl. Clay Sci. 2015, 104, 1–7. [Google Scholar] [CrossRef]
- Becker, Y.; Méndez, M.P.; Rodríguez, Y. Polymer modified asphalt. Vis. Tecnol. 2001, 9, 39–50. [Google Scholar]
- Fang, C.; Wu, C.; Hu, J.; Yu, R.; Zhang, Z.; Nie, L. Pavement properties of asphalt modified with packaging-waste polyethylene. J. Vinyl Addit. Technol. 2014, 20, 31–35. [Google Scholar] [CrossRef]
- Casey, D.; Mcnally, C.; Gibney, A.; Gilchrist, M.D. Development of a recycled polymer modified binder for use in stone mastic asphalt. Resour. Conserv. Recycl. 2008, 52, 1167–1174. [Google Scholar] [CrossRef]
- Jun, L.; Yuxia, Z.; Yuzhen, Z. The research of GMA-g-LDPE modified Qinhuangdao bitumen. Constr. Build. Mater. 2018, 22, 1067–1073. [Google Scholar] [CrossRef]
- Al-Hadidy, A.I.; Yi-Qiu, T. Effect of polyethylene on life of flexible pavements. Constr. Build. Mater. 2009, 23, 1456–1464. [Google Scholar] [CrossRef]
- Vargas, M.A.; Sánchez-Sólis, A.; Manero, O. Asphalt/polyethylene blends: Rheological properties, microstructure and viscosity modeling. Constr. Build. Mater. 2013, 45, 243–250. [Google Scholar] [CrossRef]
- Roman, C.; Cuadri, A.A.; Liashenko, I.; García-Morales, M.; Partal, P. Linear and non-linear viscoelastic behavior of SBS and LDPE modified bituminous mastics. Constr. Build. Mater. 2016, 123, 464–472. [Google Scholar] [CrossRef]
- Attaelmanan, M.; Feng, C.P.; Al-Hadidy, A.I. Laboratory evaluation of HMA with high density polyethylene as a modifier. Constr. Build. Mater. 2011, 25, 2764–2770. [Google Scholar] [CrossRef]
- Fernandes, S.; Costa, L.; Silva, H.; Oliveira, J. Effect of incorporating different waste materials in bitumen. Ciência Tecnol. Mater. 2017, 29, e204–e209. [Google Scholar] [CrossRef]
- Ahmedzade, P.; Fainleib, A.; Günay, T.; Grygoryeva, O. Modification of bitumen by electron beam irradiated recycled low density polyethylene. Constr. Build. Mater. 2014, 69, 1–9. [Google Scholar] [CrossRef]
- Hu, J.; Fang, C.; Zhou, S.; Jiao, L.; Zhang, M.; Wu, D. Rheological properties of packaging-waste-polyethylene-modified asphalt. J. Vinyl Addit. Technol. 2014, 21, 215–219. [Google Scholar] [CrossRef]
- Ma, D.; Zhao, D.; Zhao, J.; Du, S.; Pang, J.; Wang, W.; Fan, C. Functionalization of reclaimed polyethylene with maleic anhydride and its application in improving the high temperature stability of asphalt mixtures. Constr. Build. Mater. 2016, 113, 596–602. [Google Scholar] [CrossRef]
- Costa, L.; Fernandes, S.; Silva, H.; Oliveira, J. Study of the interaction between asphalt and recycled plastics in new polymer modified binders (PMB). Ciência Tecnol. Mater. 2017, 29, e192–e197. [Google Scholar] [CrossRef]
- Hinislioğlua, S.; Ağar, E. Use of waste high density polyethylene as bitumen modifier in asphalt concrete mix. Mater. Lett. 2004, 58, 267–271. [Google Scholar] [CrossRef]
- Napiah, M.; Habib, N.Z.; Kamaruddin, I. Creep Behavior of Polyethylene Modified Bituminous Mixture. APCBEE Proc. 2014, 9, 202–206. [Google Scholar] [CrossRef]
- Baumgardner, G.; Masson, J.F.; Hardee, J.; Menapace, A.; Williams, A. Polyphosphoric acid modified asphalt: Proposed mechanisms. J. Assoc. Asphalt Paving Technol. 2005, 74, 283–305. [Google Scholar]
- Ahmadinia, E.; Zargar, M.; Karim, M.R.; Abdelaziz, M. Performance evaluation of utilization of waste Polyethylene Terephthalate (PET) in stone mastic asphalt. Constr. Build. Mater. 2012, 36, 984–989. [Google Scholar] [CrossRef]
- Moghaddam, T.B.; Soltani, M.; Karim, M.R.; Baaj, H. Optimization of asphalt and modifier contents for polyethylene terephthalate modified asphalt mixtures using response surface methodology. Measurement 2015, 74, 159–169. [Google Scholar] [CrossRef]
- Sojobi, A.O.; Nwobodo, S.E.; Aladegboye, O.J. Recycling of polyethylene terephthalate (PET) plastic bottle wastes in bituminous asphaltic concrete. Cogent Eng. 2016, 3, 1133480. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed]
- Al-Hadidy, A.I.; Yi-Qiu, T. New Technical Method for Production Homogenous and Storage Stable Polymer Modified Asphalt. In Plan, Build, and Manage Transportation Infrastructures in China Congress (ISSTP), Proceedings of the Seventh International Conference of Chinese Transportation Professionals Congress (ICCTP), Shanghai, China, 21–22 May 2007; ASCE: Reston, VA, USA, 2007. [Google Scholar]
- Ahmedzade, P.; Demirelli, K.; Günay, T.; Biryan, F.; Alqudah, O. Effects of Waste Polypropylene Additive on the Properties of Bituminous Binder. Procedia Manuf. 2015, 2, 165–170. [Google Scholar] [CrossRef]
- Wahhab, H.I.A.; Dalhat, M.A.; Habib, M.A. Storage stability and high-temperature performance of asphalt binder modified with recycled plastic. Road Mater. Pavement 2016, 18, 1117–1134. [Google Scholar] [CrossRef]
- Habib, N.Z.; Kamaruddin, I.; Napiah, M.; Tan, I.M. Rheological Properties of Polyethylene and Polypropylene Modified Bitumen. Int. J. Sci. Appl. Technol. 2010, 4, 381–385. [Google Scholar]
- Yeh, P.-H.; Nien, Y.-H.; Chen, J.-H.; Chen, W.-C.; Chen, J.-S. Thermal and Rheological Properties of Maleated Polypropylene Modified Asphalt. Polym. Eng. Sci. 2005, 45, 1152–1158. [Google Scholar] [CrossRef]
- Nien, Y.-H.; Yeh, P.-H.; Chen, W.-C.; Liu, W.-T.; Chen, J.-H. Investigation of Flow Properties of Asphalt Binders Containing Polymer Modifiers. Polym. Compos. 2008, 29, 518–524. [Google Scholar] [CrossRef]
- Dalhat, M.A.; Al-Abdul Wahhab, H.I. Performance of recycled plastic waste modified asphalt binder in Saudi Arabia. Int. J. Pavement Eng. 2015, 18, 349–357. [Google Scholar] [CrossRef]
- Al-Hadidy, A.I.; Yi-Qiu, T. Mechanistic approach for polypropylene-modified flexible pavements. Mater. Des. 2009, 30, 1133–1140. [Google Scholar] [CrossRef]
- Giavarini, C.; Filippis, P.; de Santarelli, M.L.; Scarsella, M. Production of stable polypropylene-modified bitumens. Fuel 1996, 75, 681–686. [Google Scholar] [CrossRef]
- Abdel-Goad, M.A.-H. Waste Polyvinyl Chloride-Modified Bitumen. J. Appl. Polym. Sci. 2006, 101, 1501–1505. [Google Scholar] [CrossRef]
- Behl, A.; Sharma, G.; Kumar, G. A sustainable approach: Utilization of waste PVC in asphalting of roads. Constr. Build. Mater. 2014, 54, 113–117. [Google Scholar] [CrossRef]
- Köfteci, S.; Ahmedzade, P.; Kultayev, B. Performance evaluation of bitumen modified by various types of waste plastics. Constr. Build. Mater. 2014, 73, 592–602. [Google Scholar] [CrossRef]
- Rahman, M.N.; Ahmeduzzaman, M.; Sobhan, M.A.; Ahmed, T.U. Performance evaluation of waste polyethylene and PVC on hot asphalt mixtures. Am. J. Civ. Eng. Arch. 2013, 1, 97–102. [Google Scholar]
- Ghani, U.; Tanoli, W.A. Performance evaluation of waste PVC modified bitumen. Int. J. Adv. Struct. Geotech. Eng. 2015, 04, 207–210. [Google Scholar]
- Abd-Allah, A.M.; El-Sharkawi Attia, M.I.; Abd-Elmaksoud Khamis, M.F.; Deef-Allah, E.M.M. Effect of Using Polymers on Bituminous Mixtures Characteristics in Egypt. IOSR-JMCE 2014, 11, 54–63. [Google Scholar] [CrossRef]
- Fang, C.; Liu, X.; Yu, R.; Liu, P.; Lei, W. Preparation and Properties of Asphalt Modified with a Composite Composed of Waste Package Poly (vinyl chloride) and Organic Montmorillonite. J. Mater. Sci. Technol. 2014, 30, 1304–1310. [Google Scholar] [CrossRef]
- Sureshkumar, A.S.; Filippi, S.; Polacco, G.; Kazatchkov, I.; Stastna, J.; Zanzotto, L. Internal structure and linear viscoelastic properties of EVA/asphalt nanocomposites. Eur. Polym. J. 2010, 46, 621–633. [Google Scholar] [CrossRef]
- El-Rahman, A.M.M.A.; El-Shafie, M.; Mohammedy, M.M.; Abo-Shanab, Z.L. Enhancing the performance of blown asphalt binder using waste EVA copolymer (WEVA). Egypt. J. Petrol. 2017. [Google Scholar] [CrossRef]
- Stark, W.; Jaunich, M. Investigation of Ethylene/Vinyl Acetate Copolymer (EVA) by thermal analysis DSC and DMA. Polym. Test. 2011, 30, 236–242. [Google Scholar] [CrossRef]
- Alataş, T.; Yilmaz, M. Effects of different polymers on mechanical properties of bituminous binders and hot mixtures. Constr. Build. Mater. 2013, 42, 161–167. [Google Scholar] [CrossRef]
- Liang, M.; Ren, S.; Fan, W.; Xin, X.; Shi, J.; Luo, H. Rheological property and stability of polymer modified asphalt: Effect of various vinyl-acetate structures in EVA copolymers. Constr. Build. Mater. 2017, 137, 367–380. [Google Scholar] [CrossRef]
- Haddadi, S.; Ghorbel, E.; Laradi, N. Effects of the manufacturing process on the performances of the bituminous binders modified with EVA. Constr. Build. Mater. 2008, 22, 1212–1219. [Google Scholar] [CrossRef]
- Luo, W.; Chen, J. Preparation and properties of bitumen modified by EVA graft copolymer. Constr. Build. Mater. 2011, 25, 1830–1835. [Google Scholar] [CrossRef]
- Yuliestyan, A.; Cuadri, A.A.; García-Morales, M.; Partal, P. Binder Design for Asphalt Mixes with Reduced Temperature: EVA Modified Bitumen and its Emulsions. Transp. Res. Proc. 2016, 14, 3512–3518. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; Chen, R.; Cai, J.; Xi, Z.; Xie, H. Ethylene vinyl acetate copolymer modified epoxy asphalt binders: Phase separation evolution and mechanical properties. Constr. Build. Mater. 2017, 137, 55–65. [Google Scholar] [CrossRef]
- Saboo, N.; Kumar, P. A study on creep and recovery behavior of asphalt binders. Constr. Build. Mater. 2015, 96, 632–640. [Google Scholar] [CrossRef]
- Saboo, N.; Kumar, P. Optimum blending requirements for EVA modified binder. Transp. Res. Proc. 2016, 17, 98–106. [Google Scholar] [CrossRef]
- WBCSD (World Business Council for Sustainable Development). End-of-Live Tires: A Framework for Effective Management Systems 2010. Available online: http://www.etrma.org/uploads/Moduluss/Documentsmanager/a-framework-for-effective-elt-management-systems-final-25.6.10.pdf (accessed on 1 February 2018).
- Lo Presti, D. Recycled tire rubber modified bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Cheovits, J.G.; Dunning, R.L.; Morris, G.R. Characteristics of asphalt-rubber by the slide plate microviscometer. Assoc. Asph. Paving Technol. 1982, 51, 240–261. [Google Scholar]
- Lee, S.J.; Akisetty, C.K.; Amirkhanian, S.N. The effect of crumb rubber modifier (CRM) on the performance properties of rubberized binders in HMA pavements. Constr. Build. Mater. 2008, 22, 1368–1376. [Google Scholar] [CrossRef]
- Celauro, B.; Celauro, C.; Lo Presti, D.; Bevilacqua, A. Definition of a laboratory optimization protocol for road bitumen improved with recycled tire rubber. Constr. Build. Mater. 2012, 37, 562–572. [Google Scholar] [CrossRef]
- Barco-Carrión, A.J.; del García-Travé, G.; Moreno-Navarro, F.; Martínez-Montes, G.; Rubio-Gámez, M.C. Comparison of the effect of recycled crumb rubber and polymer concentration on the performance of binders for asphalt mixtures. Mater. Constr. 2016, 66, e090. [Google Scholar] [CrossRef]
- Moreno, F.; Sol, M.; Martín, J.; Pérez, M.; Rubio, M.C. The effect of crumb rubber modifier on the resistance of asphalt mixes to plastic deformation. Mater. Des. 2013, 47, 274–280. [Google Scholar] [CrossRef]
- Moreno-Navarro, F.; Sol-Sánchez, M.; Rubio-Gámez, M.C.; Segarra-Martínez, M. The use of additives for the improvement of the mechanical behavior of high modulus asphalt mixes. Constr. Build. Mater. 2014, 70, 65–70. [Google Scholar] [CrossRef]
- Shen, J.; Li, B.; Xie, Z. Interaction between crumb rubber modifier (CRM) and asphalt binder in dry process. Constr. Build. Mater. 2017, 149, 202–206. [Google Scholar] [CrossRef]
- Nejad, F.M.; Aghajani, P.; Modarres, A.; Firoozifar, H. Investigating the properties of crumb rubber modified bitumen using classic and SHRP testing methods. Constr. Build. Mater. 2012, 26, 481–489. [Google Scholar] [CrossRef]
- Ge, D.; Yan, K.; You, Z.; Xu, H. Modification mechanism of asphalt binder with waste tire rubber and recycled polyethylene. Constr. Build. Mater. 2016, 126, 66–76. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martınez-Boza, F.; Gallegos, C. Thermo-rheological behaviour and storage stability of ground tire rubber-modified bitumens. Fuel 2004, 83, 2041–2049. [Google Scholar] [CrossRef]
- Diab, A.; You, Z. Small and large strain rheological characterizations of polymer- and crumb rubber-modified asphalt binders. Constr. Build. Mater. 2017, 144, 168–177. [Google Scholar] [CrossRef]
- Xu, O.; Rangaraju, P.R.; Wang, S.; Xiao, F. Comparison of rheological properties and hot storage characteristics of asphalt binders modified with devulcanized ground tire rubber and other modifiers. Constr. Build. Mater. 2017, 154, 841–848. [Google Scholar] [CrossRef]
- Kök, B.V.; Yilmaz, M.; Geçkil, A. Evaluation of low-temperature and elastic properties of crumb rubber–and SBS-modified bitumen and mixtures. J. Mater. Civ. Eng. 2013, 25, 257–265. [Google Scholar] [CrossRef]
- Cong, P.; Xun, P.; Xing, M.; Chen, S. Investigation of asphalt binder containing various crumb rubbers and asphalts. Constr. Build. Mater. 2013, 40, 632–641. [Google Scholar] [CrossRef]
- Xie, Z.; Shen, J. Effect of cross-linking agent on the properties of asphalt rubber. Constr. Build. Mater. 2014, 67, 234–238. [Google Scholar] [CrossRef]
- Behnood, A.; Olek, J. Rheological properties of asphalt binders modified with styrene-butadiene-styrene (SBS), ground tire rubber (GTR), or polyphosphoric acid (PPA). Constr. Build. Mater. 2017, 151, 464–478. [Google Scholar] [CrossRef]
- Ding, X.; Ma, T.; Zhang, W.; Zhang, D. Experimental study of stable crumb rubber asphalt and asphalt mixture. Constr. Build. Mater. 2017, 157, 975–981. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martínez-Boza, F.J.; Gallegos, C. Novel recycled polyethylene/ground tire rubber/bitumen blends for use in roofing applications: Thermo-mechanical properties. Polym. Test. 2010, 29, 588–595. [Google Scholar] [CrossRef]
- Han, L.; Zheng, M.; Li, J.; Li, Y.; Zhu, Y.; Ma, Q. Effect of nano silica and pretreated rubber on the properties of terminal blend crumb rubber modified asphalt. Constr. Build. Mater. 2017, 157, 277–291. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Borzędowska-Labuda, K.; Zalewski, S.; Janik, H. The effect of tire rubber grinding method on the rubber-asphalt binder properties. Constr. Build. Mater. 2017, 154, 144–154. [Google Scholar] [CrossRef]
- Yan, K.; He, W.; Chen, M.; Liu, W. Laboratory investigation of waste tire rubber and amorphous poly alpha olefin modified asphalt. Constr. Build. Mater. 2016, 129, 256–265. [Google Scholar] [CrossRef]
- Zhang, F.; Hu, C. The research for crumb rubber/waste plastic compound modified asphalt. J. Therm. Anal. Calorim. 2016, 124, 729–741. [Google Scholar] [CrossRef]
- Brovelli, C.; Crispino, M.; Pais, J.; Pereira, P. Using polymers to improve the rutting resistance of asphalt concrete. Constr. Build. Mater. 2015, 77, 117–123. [Google Scholar] [CrossRef]
- García-Morales, M.; Partal, P.; Navarro, F.J.; Gallegos, C. Effect of waste polymer addition on the rheology of modified bitumen. Fuel 2006, 85, 936–943. [Google Scholar] [CrossRef]
- Karahrodi, M.H.; Jazani, O.M.; Paran, S.M.R.; Formela, K.; Saeb, M.R. Modification of thermal and rheological characteristics of bitumen by waste PET/GTR blends. Constr. Build. Mater. 2017, 134, 157–166. [Google Scholar] [CrossRef]
- Gibreil, H.A.A.; Feng, C.P. Effects of high-density polyethylene and crumb rubber powder as modifiers on properties of hot mix asphalt. Constr. Build. Mater. 2017, 142, 101–108. [Google Scholar] [CrossRef]
- Fang, C.Q.; Zhang, M.Y.; Yu, R.E.; Liu, X.L. Effect of preparation temperature on the aging properties of waste polyethylene modified asphalt. J. Mater. Sci. Technol. 2015, 31, 320–324. [Google Scholar] [CrossRef]
- Yuan, J.; Wang, J.; Xiao, F.; Amirkhanian, S.; Wang, J.; Xu, Z. Impacts of multiple-polymer components on high temperature performance characteristics of airfield modified binders. Constr. Build. Mater. 2017, 134, 694–702. [Google Scholar] [CrossRef]
- Luo, W.; Zhang, Y.; Cong, P. Investigation on physical and high temperature rheology properties of asphalt binder adding waste oil and polymers. Constr. Build. Mater. 2017, 144, 13–24. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, X.; Cao, D.; Zhang, Y.; He, M. Effect of linear low density polyethylene grafted with maleic anhydride (LLDPE-g-MAH) on properties of high density polyethylene/styrene–butadiene–styrene (HDPE/SBS) modified asphalt. Constr. Build. Mater. 2013, 47, 192–198. [Google Scholar] [CrossRef]
- Swamy, A.K.; Rongali, U.D.; Jain, P.K. Effect of HDPEH polymer on viscoelastic properties of SBS modified asphalt. Constr. Build. Mater. 2017, 136, 230–236. [Google Scholar] [CrossRef]
- Gama, D.A.; Rosa Júnior, J.M.; de Melo, T.J.A.; Rodrigues, J.K.G. Rheological studies of asphalt modified with elastomeric polymer. Constr. Build. Mater. 2016, 106, 290–295. [Google Scholar] [CrossRef]
- Alibaba.com Site. HDPE, LDPE Recycled. Last Consulted: February 2018. Available online: https://spanish.alibaba.com/trade/search?fsb=y&IndexArea=product_en&CatId=&SearchText=hdpe+recycled&viewtype=G (accessed on 1 February 2018).
- Alibaba.com Site. PP Recycled. Last Consulted: February 2018. Available online: https://spanish.alibaba.com/trade/search?fsb=y&IndexArea=product_en&CatId=&SearchText=pp+recycled&viewtype=G (accessed on 1 February 2018).
- Alibaba.com Site. PVC Recycled. Last Consulted: February 2018. Available online: https://spanish.alibaba.com/trade/search?fsb=y&IndexArea=product_en&CatId=&SearchText=pvc+recycled&viewtype=G (accessed on 1 February 2018).
- Alibaba.com Site. Tyre Recycle Rubber. Last Consulted: February 2018. Available online: https://spanish.alibaba.com/trade/search?IndexArea=product_en&CatId=&fsb=y&SearchText=tyre+recycle+rubber (accessed on 1 February 2018).
- Rowe, G.M.; King, G.; Anderson, M. The influence of binder rheology on the cracking of asphalt mixes in airport and highway projects. J. Test. Eval. 2014, 42, 1063–1072. [Google Scholar] [CrossRef]
- D’Angelo, J.; Dongre, R. Practical use of the MSCR test: Characterization of SBS dispersion and other additives in PMA binders. Transp. Res. Rec. 2009, 2126, 73–82. [Google Scholar] [CrossRef]
- Harrigan, E.T.; Leahy, R.B.; Youtcheff, J.S. The Superpave Mix Design System Manual of Specifications, Test Methods and Practices; SHRP-A-379, Strategic Highway Research Program; National Research Council: Washington, DC, USA, 1994. [Google Scholar]
- Alibaba.com Site. SBS Bitumen Modifier. Last Consulted: February 2018. Available online: https://spanish.alibaba.com/trade/search?fsb=y&IndexArea=products&CatId=&SearchText=SBS+bitumen+modifier&selectedTab=products (accessed on 1 February 2018).
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).