1. Introduction
In the last few decades, the packaging, car and construction industries have grown dependent on plastics [
1]. This is thanks to a number of favourable properties of plastics like light weight, ease of shaping and low price. Unfortunately, plastics are primarily synthesised from fossil fuels and a large share of the plastics used by industry is incorporated in objects with a relatively short life span, particularly packaging, which constitutes more than one third of the total demand for plastics in Europe. At this moment, a significant part of the economic value of the materials is lost when plastic products reach their end-of-life (EOL), even in countries where collection and sorting actions are well developed [
2,
3]. Moreover, plastic litter, a by-product of absent or failing collection systems, is known to negatively influence the terrestrial environment and especially the aquatic environment [
4,
5,
6].
A circular economy for plastics would minimise negative environmental effects, but then recycled polymers would need to capture a significant part of their original material value to ensure commercial viability and the availability of resources to manufacture high-end products for centuries to come [
7]. Furthermore, it would be desirable to recycle plastic waste by mechanical recycling processes, in order to achieve circularity in an economically feasible and environmentally acceptable way, as other recycling approaches (e.g., chemical conversion) consume more energy and/or cause larger greenhouse gas emissions [
8,
9,
10].
However, today’s mechanical recycling limits the product quality and the number of life cycles a material can be sustained, as (re)processing, particularly of impure EOL plastics flows, has negative effects on material characteristics such as the melt viscosity and brittleness [
11,
12,
13]. The recycling rates and quality of the recycled plastics have risen in recent times, but nonetheless, most of the economic value is still lost after the first life cycle of a plastic due to blending of materials with varying characteristics. Exceptions are primary mechanical recycling of homogeneous post-industrial plastic waste [
14], and secondary mechanical recycling of polyethylene terephthalate (PET) bottles that are collected through deposit refund systems (DRS) in some countries [
15]. These secondary raw material (SRM) streams can be sorted to high purity and uniformity in terms of the chemical and physical properties, which allows recyclers to minimise the loss of quality during reprocessing. Of the remaining plastic waste streams that are collected for recycling, the vast majority [
1] is separated into a small number of broadly defined polymer classes, for instance into the polyethylene (PE), polyethylene terephthalate (PET), and polypropylene (PP) groups of polymers, thin film and mixed plastics [
16]. The objects within those streams show a wide distribution in their polymer’s rheological properties, incorporated additives (e.g., antioxidants, UV-stabilizers, antistatic agents and pigments) and residual contaminants.
The slow progress in approaching circularity for plastic packaging indicates that a breakthrough innovation is needed rather than incremental technology improvement. Commonly applied separation techniques differentiate plastic wastes on main polymer class and/or density [
16,
17]. This enables recyclers to form blends of plastic that are miscible, whereas usually immiscible blends arise when different plastic types are mixed [
18]. To reach a high-quality recycled material purely by means of mechanical recycling, however, the used materials should not just form a miscible blend, but should also at least be compatible in terms of their rheological characteristics for production, mechanical characteristics for the use phase and optical characteristics for aesthetic reasons.
Trials by one of the authors in a Romanian sorting plant (experiments performed at ROMWASTE as part of the FP7 project W2Plastics), with a combination of hand sorting and sorting on density, showed that deep sorting and a series of counter current washing cycles can create qualities of recycled material that will allow even the compounding step to be skipped, normally needed for homogenisation and stabilisation. Skipping this step reduces the thermo-oxidative degradation of the materials, costs of the recycling processes and emitted greenhouse gases. This result inspired the present study into the possibilities of deep sorting.
It is often tacitly assumed that deep sorting of complex particle mixtures into hundreds of different materials cannot be cost-effective. For this reason, standardisation to a single polymer grade and colour has been proposed as a solution towards the circular use of plastic packaging, even though such a far-reaching measure would take away a substantial part of the functional advantages of plastics. In this study, we considered circular solutions that retain these advantages and so we explicitly chose to deal with the resulting complexity of plastic packaging waste.
However intuitive the notion of waste complexity as a bottleneck for commercial recycling may be, mathematical analysis by Shannon shows that the effort in sorting a mixture can, in principle, be logarithmic (rather than linear) in the number of products [
19].
Figure 1 gives an idea of the concept of a Shannon sorting plant on the basis of the distribution of colours in a PE sample from actual packaging waste. The basic structure of the plant is defined by a network of bunkers for mixtures of materials of various complexities. Programmable sensor sorters move around the plant in search of a full bunker that can be sorted into two mixtures of lower complexities destined for two downstream bunkers. Suppose that the feed needs to be sorted into
different materials with initial concentrations
. If the sorting strategy is to split each intermediate mixture into two mixtures of roughly equal mass, a given material will approximately double its concentration with every pass through a sorter, and so it will take
passes for this material to become pure. If the time for the sorters to switch from one job to the next can be neglected, the required sorter capacity for a feed waste flow of
(ton/h) is
. For the case shown in
Figure 1, with
and concentrations as indicated next to the heaps of flakes, Shannon’s lower bound gives
while the plant scheme as shown needs
sorter capacity, e.g., a single sorter with a capacity of 3.16 ton/h for sorting a waste flow of 1 ton/h into 16 products. Note that the actual sorter capacity is equal to the sum of all fractions of intermediate and end products times the feed capacity. The power of logarithmic strategies becomes even more clear for larger values of
N. For
, for example, the required sorter capacity is about
.
Logarithmic sorting processes require advanced programmable sensor sorters of a kind that do not exist today. Such a sorter needs to split, in each job, an input particle stream into two output streams of roughly equal mass flows, each with a specified (exclusive) subset of the different materials in the input. Either, these machines should sort perfectly, or, what is more realistic, they should sort almost perfectly and be capable of recovering errors of upstream operations. One strategy for error recovery is to split the input stream into three output flows, so that two of the output streams are almost perfect, while the third has flakes that should not have reached this point of the separation scheme or could not be confidently attributed to one of the pure outputs in the present step. This latter output flow will typically be a minor component resulting from errors of upstream operations, and it can either be discarded or moved upstream in the scheme (or a combination of the two according to the routine of “bleeding”). Another option is to define extra products that collect flakes that are off. In this case, materials can stay in the main flow for one or more passes, but near to the formation of final products they are sorted out. Error diminishing operations need an extra installed sorter capacity and/or lead to a loss of circularity in proportion to the separation error, so the precision of the sorters is a critical issue.
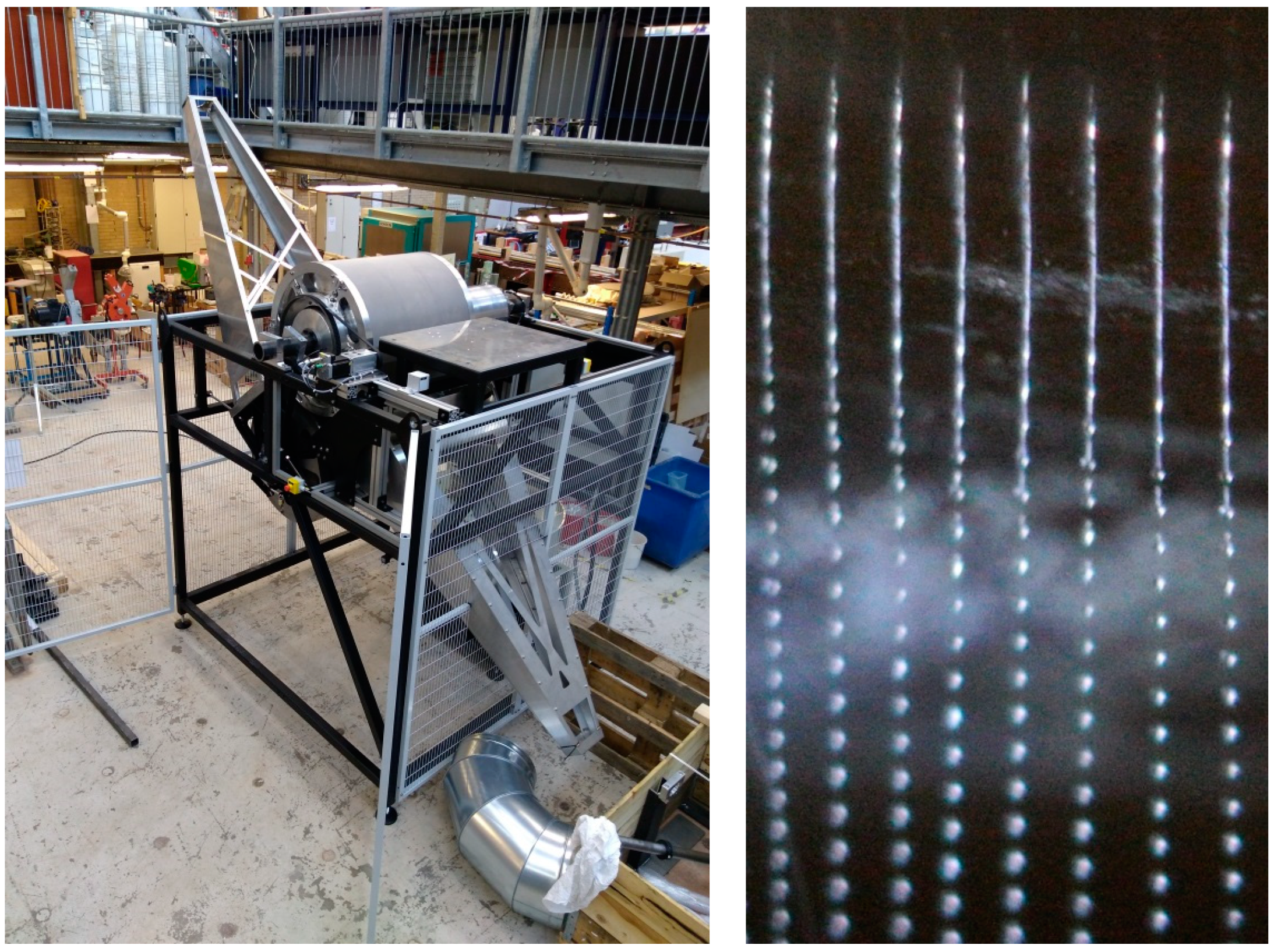
From a mechanical point of view, sensor sorters that are suitable for logarithmic sorting of rigid plastics could, in principle, be built with present technology.
Figure 2 shows a prototype with an ejection mechanism based on an array of water jets that is in construction at the Delft laboratory. Logarithmic sorting could be a final step in modern household waste sorting facilities that first recover rigid plastic objects from waste and then purify, wash and flake these streams. Calculations based on data from an advanced packaging waste sorting plant in Amsterdam (PRA) show that a recycling process starting from mixed household waste up to delivery of the recycled plastic to the converter could reach an overall recovery of 70% for rigid plastics, with greenhouse gas emissions of 160 kg of CO
2 per ton of recycled plastic (using present Dutch CO
2 emissions for electricity and gas). If logarithmic sorting can separate rigid packaging plastics into a large number of homogeneous fractions that could be returned to the original packaging manufacturers and realise full circularity, the increased returns from high-end flake products would also significantly improve the economic feasibility of plastic recycling. The major technology issue is then, whether sensor systems can be developed that can differentiate between all the different materials used for rigid packaging.
Near-infrared spectroscopy (NIRS) is a technology that is commonly used in the separation of main polymer classes, but it has also been shown capable of providing information on characteristics such as the molecular structure [
10,
20,
21] which is inherently related to rheological and mechanical behaviour of plastics [
10,
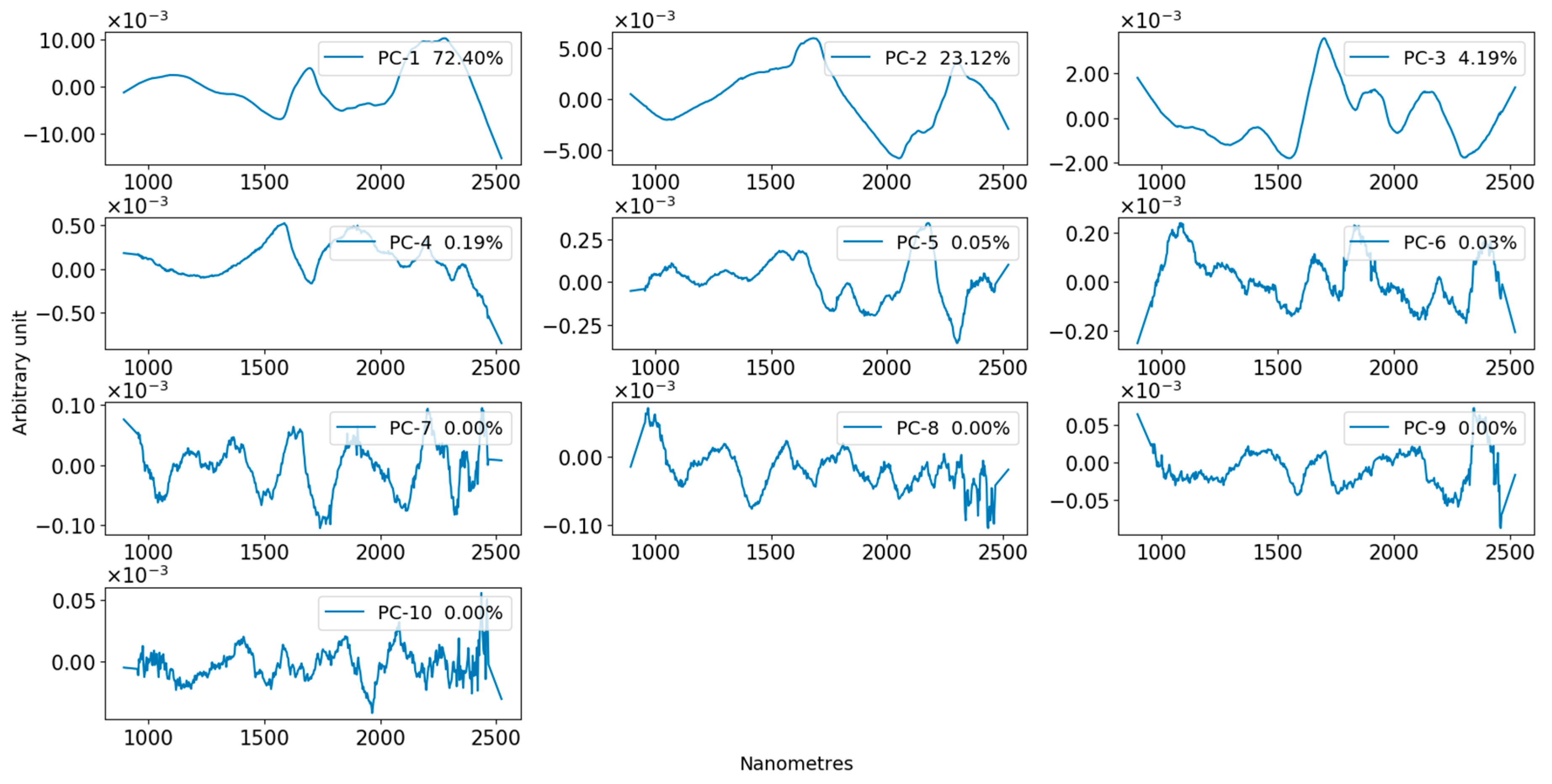
11]. Moreover, near-infrared (NIR) spectra have, in combination with mathematical models like principal component analysis (PCA) and partial least squares regression (PLS-R), have already been successfully correlated to for example molecular weight and melt viscosity [
22] and to the physiochemical and morphological character [
23] of plastics.
In this paper, a new colour plus high resolution NIR-based classification approach for plastic packaging is proposed, that could meet the requirements of circular sorting schemes. This approach was tested in two ways. First, the power of NIR was assessed in distinguishing plastics of the same colour and same main polymer used for different applications, or for the same applications but by different brands. In the second test, material properties that determine the compatibility of plastics in high quality recycling were defined and it was tested whether NIR data measured under ideal conditions on flake pixels could predict those properties. For the tests, plastic objects with a large heterogeneity in non-visual properties were selected.
4. Discussion
PCA shows that it is practically feasible to differentiate the tested plastic packaging objects based on single-pixel NIRS. For example, the confusion between food and non-food PET packaging, a distinction of major importance for recycling, was well below the 5% limit observed by recyclers. PP packaging objects with the same function (e.g., lid of dairy container) but of different brands, were more difficult to distinguish than packaging objects with different functions, as the omission of certain principal components from the analysis rendered the differentiation within packaging categories infeasible while barely affecting the differentiation between packaging categories. This links with the observation that the considered material characteristics for PP objects were more similar within the packaging categories while being more dissimilar between the categories. This finding suggests that separating plastic packaging objects on their function may be feasible and beneficial for the quality of the resulting recycled plastics. In this context it is noted that the presence of specific groups of functional additives, for example UV-stabilisers, was also correlated with the function of the packaging objects, which makes it even more desirable to separate packaging objects based on their functions, as dosing of additives during reprocessing could then be decreased. For PET, no clear correlation between the measured material characteristics and the function of the packaging objects was found, apart from Category 3 (blister packs). Meanwhile, for PET no PCs were found whose exclusion showed a clear packaging category dependent effect on the differentiation.
The conditions of the tests are to some extent comparable to industry, since parameters with values that are typical for industry, such as the sizes of the plastic flakes, their orientation on the conveyor belt, the section of the flakes that was recorded (e.g., edge or centre), pixel size, surface roughness, angle of incidence and the path length, with few exceptions did not hinder the differentiation. Industrial conditions which could hinder the differentiation are the presence of moisture, severely degraded materials and residual non-plastic contaminations (e.g., proteins and grease) and a more limited data bandwidth of NIR spectra.
Further analysis of the principal components and latent variables and/or enlargement of the variance (objects from waste streams, different geographical origins and different degrees of degradation and residual contamination) in the dataset is required to confirm that plastic packaging objects that are incompatible for high-end recycling are generally differentiable, and also that the tensile strength and melt viscosity of packaging objects are predictable from single pixel NIR data. Circumstances such as the time a product spent on the shelf in the store before it was bought (relating to UV degradation) or the temperature at which the material was processed during extrusion (relating to degradation by oxidation) could possibly affect the spectra as well.
5. Conclusions
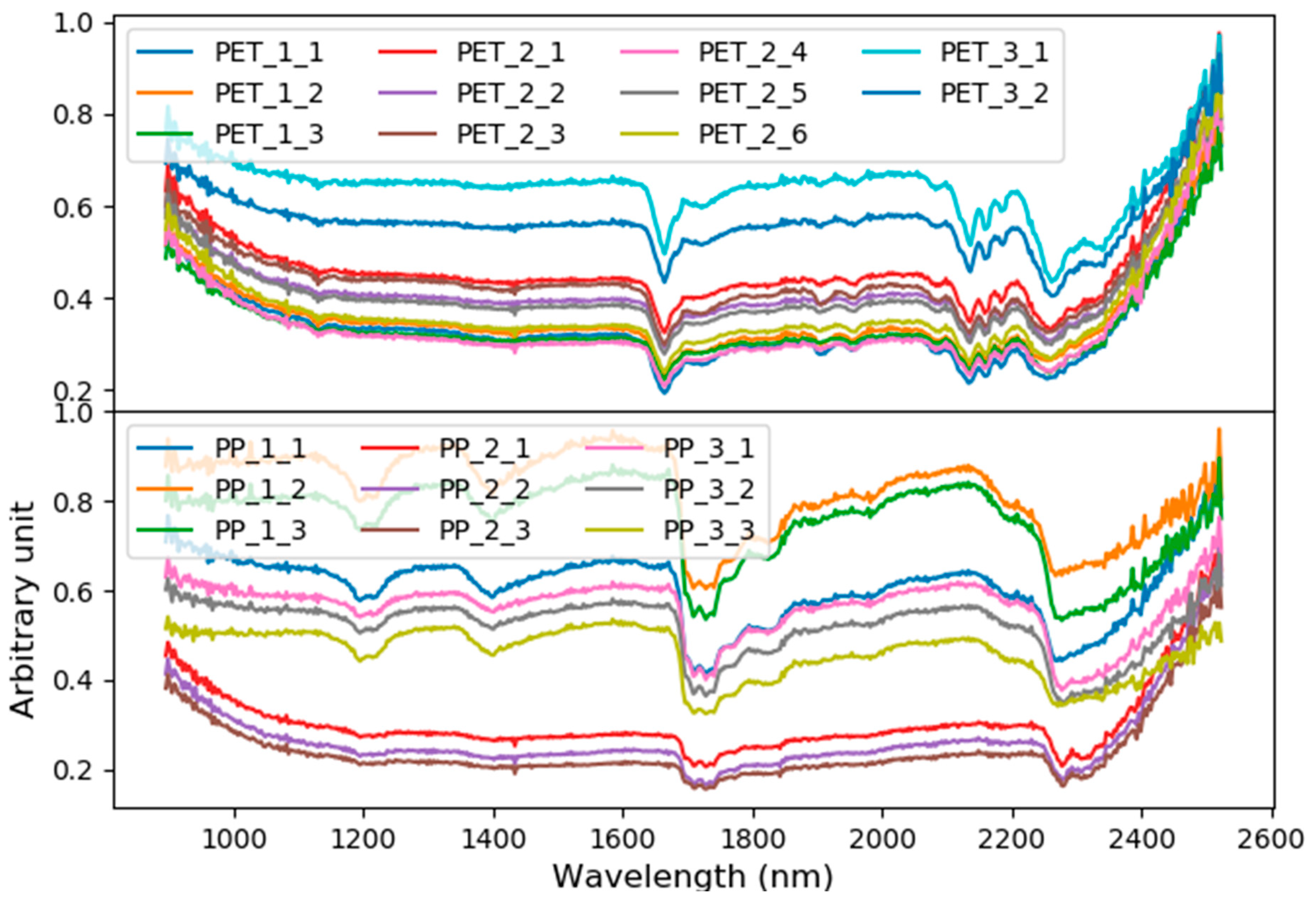
A study was carried out to assess the feasibility of a circular route for rigid plastic packaging based on an innovative low-cost and low-CO2 mechanical sorting process that would allow recyclers to return flakes from EOL packaging to the original manufacturers of the packaging. It was shown that a critical condition for implementing the process is the existence of an affordable sensor system that can differentiate between a large number of packaging plastic grades. Preferably this differentiation is based on properties of the plastic that are important for applications, production processes and brands. This study investigated a combination of colour and high-resolution NIR as a potential candidate for the sensor system. Taking for granted that such a system can recognize the colour and main polymer class of a flake on the basis of a single pixel response, a hierarchy of transparent PET packaging objects and a hierarchy of transparent PP packaging objects were tested to see if NIRS can distinguish between applications and brands. At the top level of the hierarchy, packaging objects differed in application (e.g., soap vs. beverage vs. hardware) while at the bottom level objects with the same application differed only by brand. The conceptual basis of the test setup was that different applications may require different additives or rheological and mechanical properties of the plastic, while different brands may choose different additives for the same functionality. In total, 100 objects of 11 polyethylene terephthalate (PET) and nine polypropylene (PP) packaging classes of different brands and functions were purchased in Dutch stores and their melt viscosity, tensile strength and potential discoloration during reprocessing were determined using samples cut from the objects. Afterwards, the objects were flaked and cleaned and a multitude of NIR spectra were obtained of single pixels of flakes under perfect conditions, after careful washing and drying of the flakes, and using a wide spectral range of 895–2523 nm.
Principal component analysis (PCA) demonstrated the feasibility of distinguishing between plastic packaging objects of the same colour and plastic type with single-pixel NIR data. It was shown that the clusters of NIR spectra from the various packaging classes had almost no overlap in the reduced dimensional PC space, implying that variables such as particle size, orientation, surface roughness, angle of incidence and path length, variables that cannot be controlled in an industrial setting, did not significantly hinder differentiation.
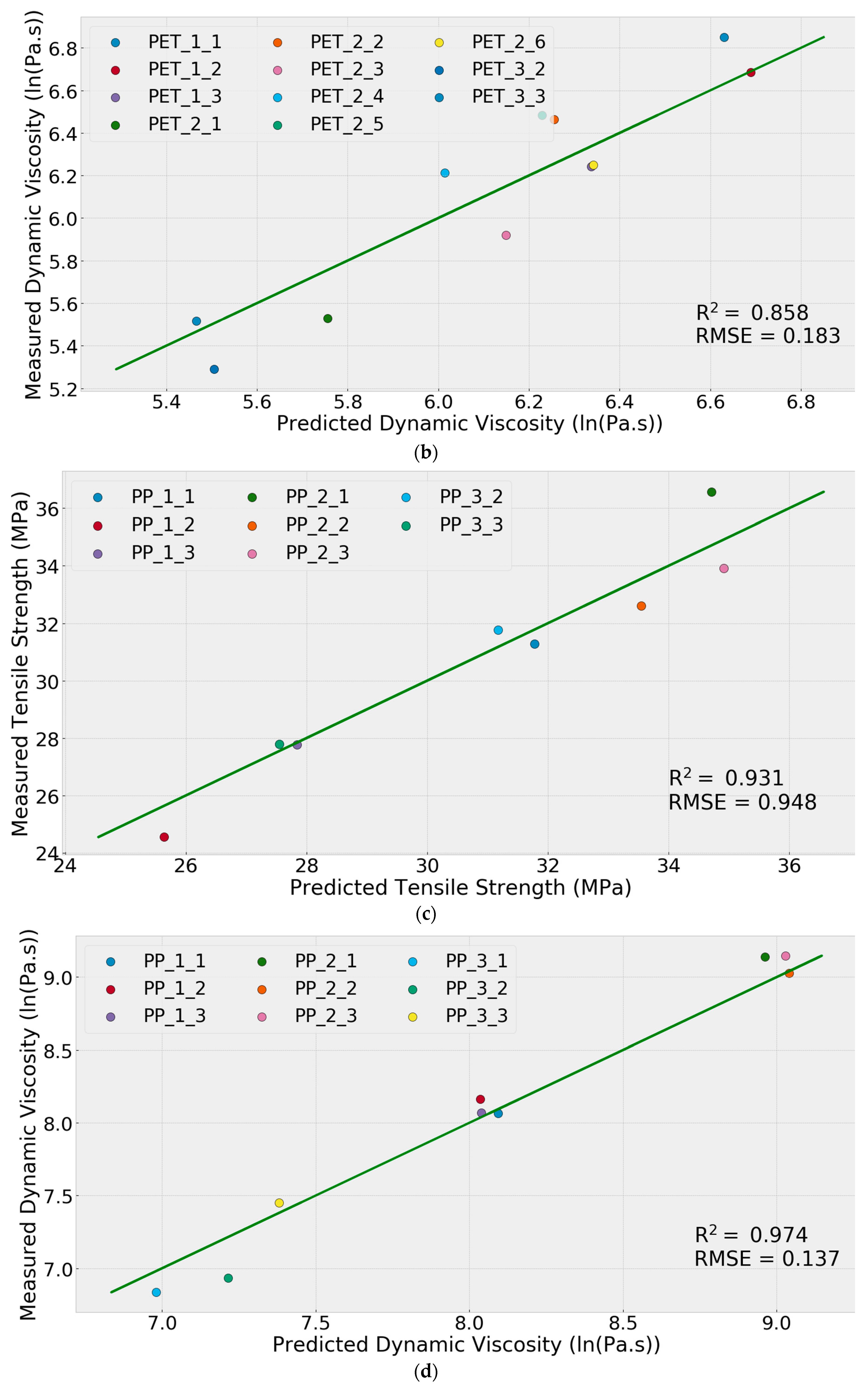
The gathered datasets were too small and/or too diverse to be able to create models for characterisation of the plastic packaging classes in terms of discolouration. However, models with sufficient accuracy for flake sorting for the prediction of the melt viscosity and tensile strength of the purchased packaging classes were developed using NIRS data. The calibrated regression models for the prediction of the viscosities of PET (11 objects in dataset, spread of 1.56 ln(Pa.s)) and PP (nine objects in dataset, spread of 2.31 ln(Pa.s)) had a root mean squared error of validation (RMSEV) of 0.183 and 0.137 ln(Pa.s) respectively, with coefficients of determination (
) of 0.858 and 0.974 respectively. Moreover, regression models predicted the tensile strengths of PET (11 objects in dataset, spread of 59.28 MPa) and PP (eight objects in dataset, spread of 12.02 MPa) with RMSEVs of 10.55 and 0.95 MPa respectively, with
of 0.711 and 0.931 respectively. These results are comparable with results by Hansen et al. [
70] and by Saeki et al. [
22] who demonstrated the successful prediction of melt flow index (MFI) in polyethylene vinyl acetate (EVA), with a RMSEV of 0.46 ln(MI) on a spread of 5.55 ln(MI), and polyethylene (PE), with a RMSEV of 0.038 g/10 min on a spread of 99.96 g/10 min, respectively.
It is concluded that colour plus high-resolution NIR is a promising sensor system for recycling rigid packaging plastics into high-grade products. A particular advantage of sorting on NIR over sorting on brand-specific markers is that NIR yields direct information on additives and rheological properties. This reduces the risk that polymer recipes used by the same brand and packaging change in time, with the result that incompatible additives get mixed in recycling. This advantage may also expand the number of outlets for a recycler because plastics of different packaging brands that happen to be functionally indistinguishable need not be sorted into different products.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}