Design for Sustainable Manufacturing: Approach, Implementation, and Assessment



Abstract
:1. Introduction
- -
- Energy consumption reduction.
- -
- Waste elimination/reduction.
- -
- Product durability improvement.
- -
- Health hazards and toxic dispersion elimination.
- -
- Higher quality of manufacturing.
- -
- Recycling, reuse, and remanufacturing enhancement.
- -
- Development of renewable energy resources.
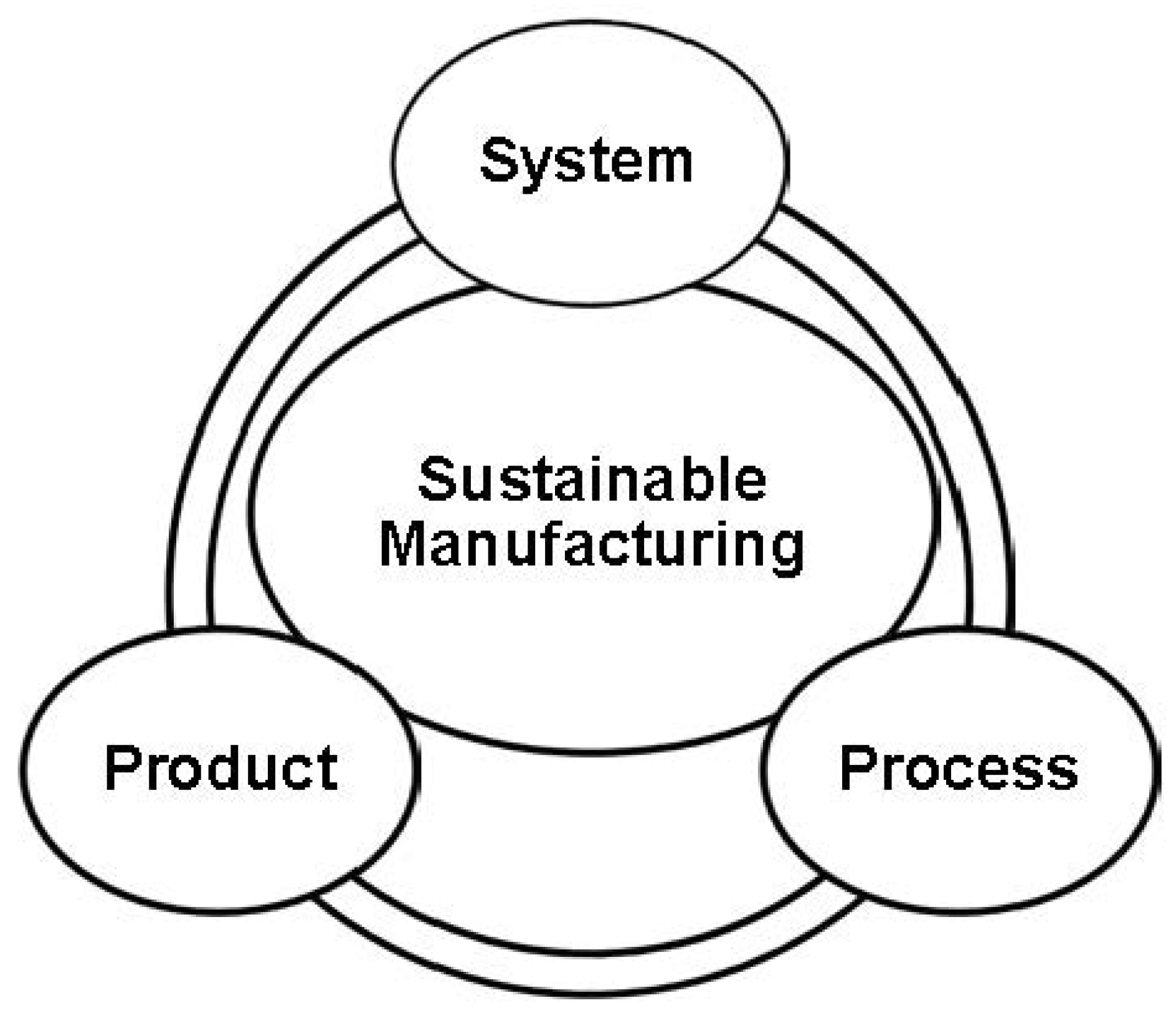
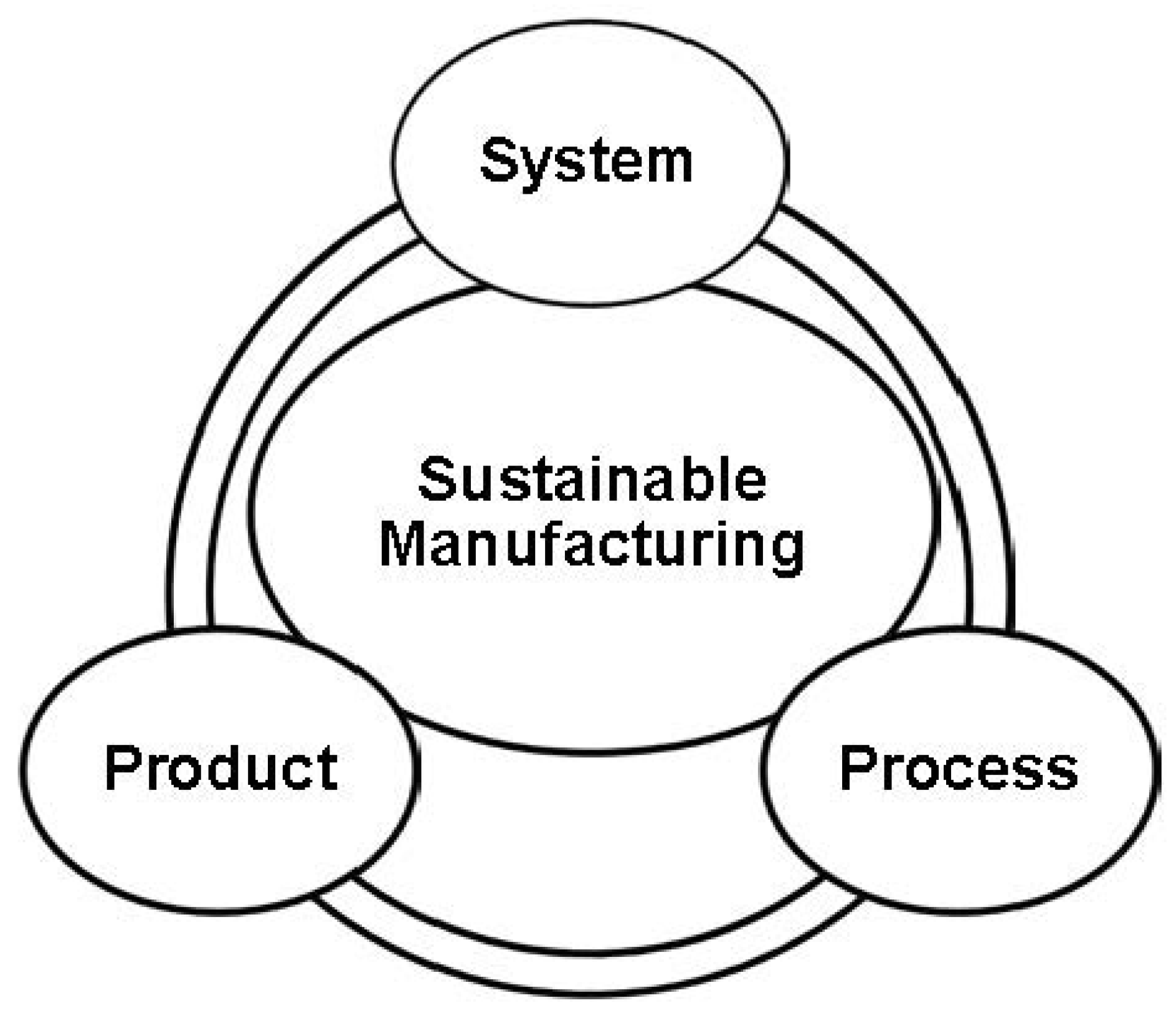
2. Sustainable Manufacturing Elements
- -
- Research: to develop, evaluate, and examine the specific sustainability requirements, such as energy and resource use, pollution, and climate change impacts. This phase of the model has a high potential as it helps to ensure sustainability at the pre-competitive level and focuses on the manufacturing environmental issues;
- -
- -
- Commercialization: to refine the previous phases and co-operate with suppliers, vendors, and customers.
3. Sustainable Manufacturing: Needs and Concepts
- -
- Information: to make an effective assessment by providing the required quantitative and qualitative information;
- -
- Management and culture: to encourage and develop a sustainability-oriented culture in the organization through specialized sustainable departments inside the companies;
- -
- Procedures: to ensure applying the objectives and strategies for sustainable organization effectively.
- -
- Concepts: present comprehensive analysis of the economic, social, and environmental clusters, as well as other relevant considerations;
- -
- Methods and tools: development, improvement, and enhancement of smart tools and methods to support the concept of sustainability;
- -
- Data: to support the environmental impact and sustainability assessments, more detailed, comprehensive and robust data are needed across the overall product life cycle;
- -
- Manufacturing practices: to build sustainable indicators for measuring and monitoring purposes to increase the sustainability awareness among suppliers and customers;
- -
- Government policies: to achieve incorporation between companies and government through sustainable programs, and environmental factors–clean processes policy;
- -
- Research: academic and industrial research is needed to enhance the sustainability system by focusing on the manufacturing, design, and environmental aspects;
- -
- Integration: for all previous needs to achieve an integrated system, which represents the environmental, economic, and societal sustainable aspects.
4. Design for Sustainable Manufacturing
- -
- Design for repair, reuse, and recycle.
- -
- Design for waste and hazards minimization.
- -
- Design for product disassembly.
- -
- Design for continuous improvements.
- -
- Design for energy efficiency.
- -
- Design for remanufacturing.
- -
- Design for optimal materials use.
- -
- Design for cost effectiveness.
5. Practice and Implementation of Sustainable Manufacturing
- -
- Applying principles of utilized materials and inputs, which are non-hazardous and recyclable;
- -
- Developing and planning of production processes to reduce the consumption of energy, materials, and water;
- -
- Using renewable energy that does not affect the natural environment;
- -
- Developing product design to be reusable, re-manufacturable, or recyclable;
- -
- Expanding the design concepts of using fewer resources and applying easy-to-repair techniques;
- -
- Using efficient transportation and logistics systems.
- -
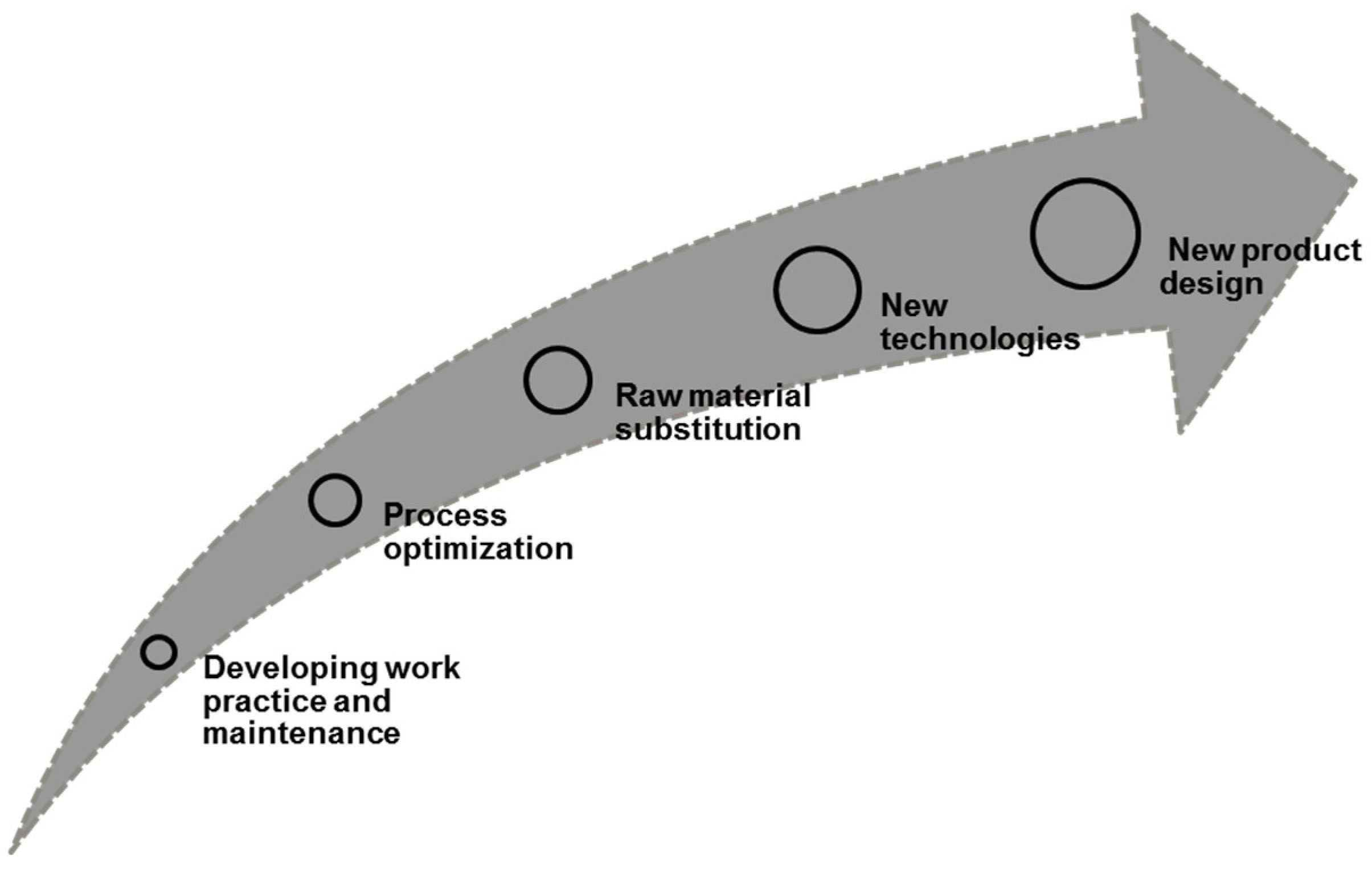
- Developing work practice and maintenance: This step is called the housekeeping step, and it is considered as a simple action to accomplish effective monitoring, inventory management, and scheduling in all production operations (e.g., reducing loss from leaks, keep equipment’s maintaining properly, sustainable training programs).
- -
- Process optimization: In this step, development in manufacturing processes is required to minimize waste, conserve raw materials, and reuse waste materials. Examples of actions during these steps are changing the steps in a specific process, determining the optimal settings for each operation, and or rearranging machines’ locations to minimize the total required movements. Also, the implementation of energy-efficient technologies offers significant effects, which support the sustainable manufacturing concepts. For example, using minimum quantity lubrication and dry cutting [43], cryogenic approach [44], waste management principles [45], modeling and optimization approaches [46,47], and artificial intelligence methods [48].
- -
- Raw material substitution: The main objective of this step is to replace hazardous materials and chemicals (high environmental impact) with sustainable materials (low health and environmental impact). The output of the current step contributes to reducing environmental and health concerns, as well as avoiding the regulatory costs associated with the storage and disposal of materials.
- -
- New technologies: This step depends on using more energy-efficient systems that enhance the environmental impact performance, as they have effective capabilities of saving heat and energy. However, for these technologies to have an effective impact to achieve sustainable systems, they need huge capital investment (i.e., initial costs problems).
- -
- New product design: This is considered the most difficult implementation step as it needs to transfer the whole system from the ground up to be greener (more sustainable). Some development keys to achieve this step are mentioned in Section 3; for example, smart methods, research, integration, and manufacturing practices.
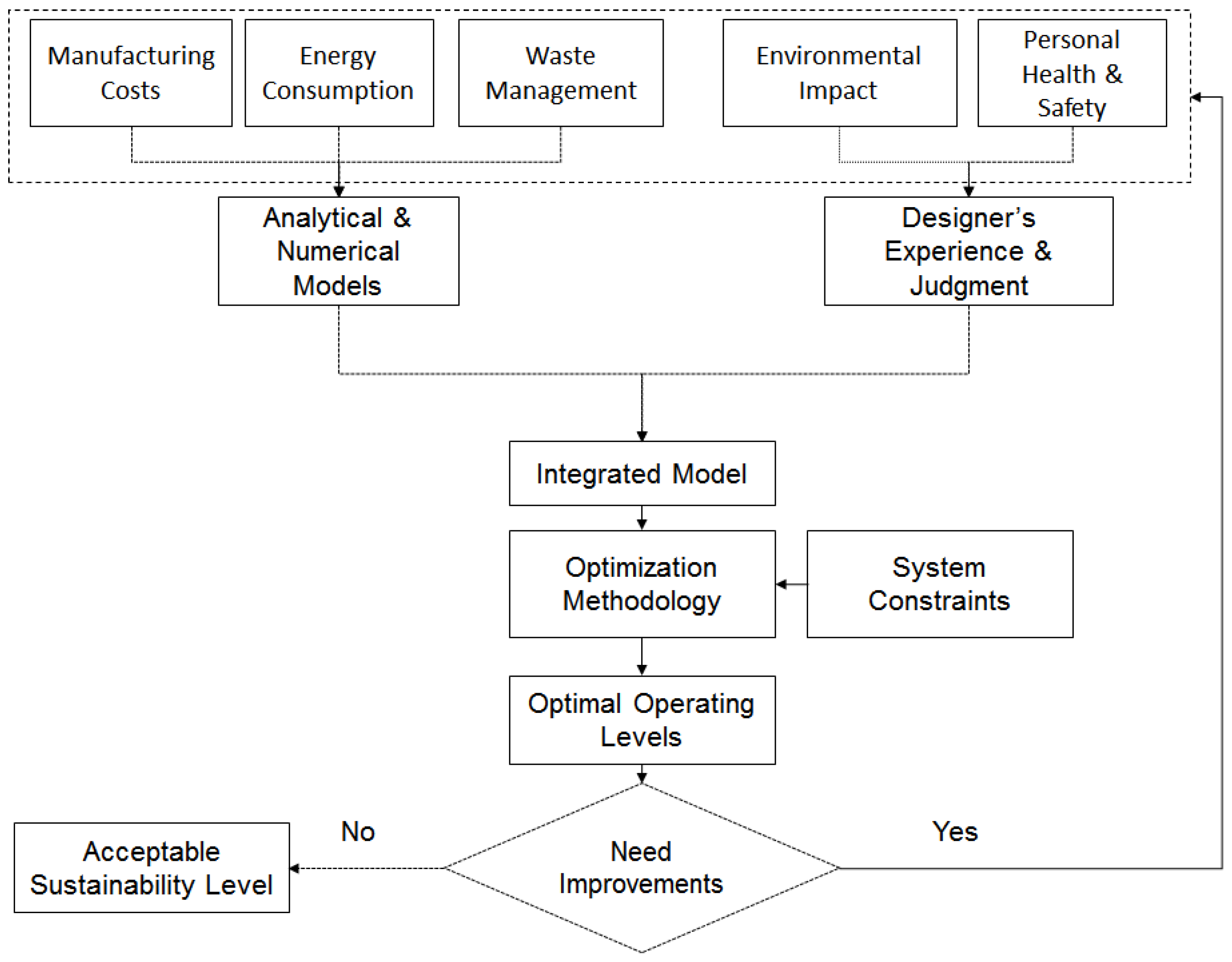
6. Assessment of Sustainable Manufacturing Approach
7. Discussions and Future Trends
8. Summary
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Jawahir, I. Beyond the 3R’s: 6R concepts for next generation manufacturing: Recent trends and case studies. In Proceedings of the Symposium on Sustainability and Product Development, Chicago, IL, USA, 7–8 August 2008. [Google Scholar]
- Jawahir, I.S.; Wanigarathne, P.C.; Wang, X. Product design and manufacturing processes for sustainability. In Mechanical Engineers’ Handbook: Manufacturing and Management, 3rd ed.; Wiley: Hoboken, NJ, USA, 2006; Volume 3, pp. 414–443. [Google Scholar]
- Rosen, M.A.; Nazzal, Y. Energy Sustainability: A Key Toto Addressing Environmental, Economic and Societal Challenges. Res. J. Environ. Earth Sci. 2013, 5, 181–188. [Google Scholar]
- Epstein, M.J. Making Sustainability Work: Best Practices in Managing and Measuring Corporate Social, Environmental and Economic Impacts; Routledge: Abingdon, UK, 2018. [Google Scholar]
- Joshi, K.; Venkatachalam, A.; Jawahir, I.S. A new methodology for transforming 3R concept into 6R concept for improved product sustainability. In Proceedings of the IV Global Conference on Sustainable Product Development and Life Cycle Engineering, Sao Paulo, Brazil, 3–6 October 2006; pp. 3–6. [Google Scholar]
- Westkämper, E. Life cycle management and assessment: Approaches and visions towards sustainable manufacturing (keynote paper). CIRP Ann. Manuf. Technol. 2000, 49, 501–526. [Google Scholar] [CrossRef]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar] [CrossRef]
- Garetti, M.; Taisch, M. Sustainable manufacturing: Trends and research challenges. Prod. Plan. Control 2012, 23, 83–104. [Google Scholar] [CrossRef]
- Badurdeen, F.; Iyengar, D.; Goldsby, T.J.; Metta, H.; Gupta, S.; Jawahir, I.S. Extending total life-cycle thinking to sustainable supply chain design. Int. J. Prod. Lifecycle Manag. 2009, 4, 49–67. [Google Scholar] [CrossRef]
- Krajnik, P.; Pusavec, F.; Rashid, A. Nanofluids: Properties, applications and sustainability aspects in materials processing technologies. In Advances in Sustainable Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 107–113. [Google Scholar]
- Hartini, S.; Ciptomulyono, U. The relationship between lean and sustainable manufacturing on performance: Literature review. Procedia Manuf. 2015, 4, 38–45. [Google Scholar] [CrossRef]
- Rosen, M.A.; Kishawy, H.A. Sustainable manufacturing and design: Concepts, practices and needs. Sustainability 2012, 4, 154–174. [Google Scholar] [CrossRef]
- Harland, J.; Reichelt, T.; Yao, M. Environmental sustainability in the semiconductor industry. In Proceedings of the IEEE International Symposium on Electronics and the Environment (ISEE), San Francisco, CA, USA, 19–22 May 2008. [Google Scholar]
- Hamalainen, M.; Mohajeri, B.; Nyberg, T. Removing barriers to sustainability research on personal fabrication and social manufacturing. J. Clean. Prod. 2018, 180, 666–681. [Google Scholar] [CrossRef] [Green Version]
- Mota, B.; Gomes, M.I.; Carvalho, A.; Barbosa-Povoa, A.P. Towards supply chain sustainability: Economic, environmental and social design and planning. J. Clean. Prod. 2015, 105, 14–27. [Google Scholar] [CrossRef]
- Nazzal, Y.; Abuamarah, P.A.; Kishawy, H.A.; Rosen, M.A. Considering Environmental Sustainability as a Tool for Manufacturing Decision Making and Future Development. Res. J. Environ. Earth Sci. 2013, 5, 193–200. [Google Scholar]
- Denkena, B.; Shpitalni, M.; Kowalski, P.; Molcho, G.; Zipori, Y. Knowledge management in process planning. CIRP Ann.-Manuf. Technol. 2007, 56, 175–180. [Google Scholar] [CrossRef]
- Cherrafi, A.; Elfezazi, S.; Chiarini, A.; Mokhlis, A.; Benhida, K. The integration of lean manufacturing, Six Sigma and sustainability: A literature review and future research directions for developing a specific model. J. Clean. Prod. 2016, 139, 828–846. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Wanigarathne, P.C. New Challenges in Developing Science-Based Sustainability Principles for Next Generation Product Design and Manufacture. Available online: https://www.engineering.pitt.edu/uploadedFiles/_Content/Departments/Industrial/_Documents/i.%20s.%20jawahir.pdf (accessed on 28 September 2018).
- Nicolăescu, E.; Alpopi, C.; Zaharia, C. Measuring corporate sustainability performance. Sustainability 2015, 7, 851–865. [Google Scholar] [CrossRef]
- Neutzling, D.M.; Land, A.; Seuring, S.; do Nascimento, L.F.M. Linking sustainability-oriented innovation to supply chain relationship integration. J. Clean. Prod. 2018, 172, 3448–3458. [Google Scholar] [CrossRef]
- Jovane, F.; Yoshikawa, H.; Alting, L.; Boër, C.R.; Westkamper, E.; Williams, D.; Tseng, M.; Seliger, G.; Paci, A.M. The incoming global technological and industrial revolution towards competitive sustainable manufacturing. CIRP Ann. 2008, 57, 641–659. [Google Scholar] [CrossRef]
- Rosen, M.A. Energy efficiency and sustainable development. Int. J. Glob. Energy Issues 2002, 17, 23–34. [Google Scholar] [CrossRef]
- Bhamra, T.; Lofthouse, V. Design for Sustainability: A Practical Approach; Routledge: Abingdon, UK, 2016. [Google Scholar]
- El-Halwagi, M.M. Sustainable Design through Process Integration: Fundamentals and Applications to Industrial Pollution Prevention, Resource Conservation, and Profitability Enhancement; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Anderson, D.M. Design for Manufacturability: How to Use Concurrent Engineering to Rapidly Develop Low-Cost, High-Quality Products for Lean Production; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Badurdeen, F.; Shuaib, M.A.; Lu, T.; Jawahir, I.S. Sustainable Value Creation in Manufacturing at Product and Process Levels: A Metrics-Based Evaluation. In Handbook of Manufacturing Engineering and Technology; Springer: London, UK, 2013; pp. 1–28. [Google Scholar]
- Arnette, A.N.; Brewer, B.L.; Choal, T. Design for sustainability (DFS): The intersection of supply chain and environment. J. Clean. Prod. 2014, 83, 374–390. [Google Scholar] [CrossRef]
- Bennett, M.; James, P.; Klinkers, L. (Eds.) Sustainable Measures: Evaluation and Reporting of Environmental and Social Performance; Routledge: Abingdon, UK, 2017. [Google Scholar]
- Sutherland, J.W.; Richter, J.S.; Hutchins, M.J.; Dornfeld, D.; Dzombak, R.; Mangold, J.; Friemann, F. The role of manufacturing in affecting the social dimension of sustainability. CIRP Ann. 2016, 65, 689–712. [Google Scholar] [CrossRef]
- Weingaertner, C.; Moberg, Å. Exploring social sustainability: Learning from perspectives on urban development and companies and products. Sustain. Dev. 2014, 22, 122–133. [Google Scholar] [CrossRef]
- Veelaert, L.; Du Bois, E.; Hubo, S.; Van Kets, K.; Ragaert, K. Design from Recycling. In Proceedings of the International Conference 2017 of the Design Research Society Special Interest Group on Experiential Knowledge (EKSIG), Wuxi, China, 31 October–3 November 2017. [Google Scholar]
- Taghipour, A.; Abed, M.; Zoghlami, N. Design for remanufacturing respecting reverse logistics processes: A review. In Proceedings of the 2015 4th International Conference on Advanced Logistics and Transport (ICALT), Valenciennes, France, 20–22 May 2015; pp. 299–304. [Google Scholar]
- Prendeville, S.; Bocken, N. Design for remanufacturing and circular business models. In Sustainability through Innovation in Product Life Cycle Design; Springer: Singapore, 2017; pp. 269–283. [Google Scholar]
- Ashford, N. Government Strategies and Policies for Cleaner Production; United Nations Environment Programme: Nairobi, Kenya, 1994. [Google Scholar]
- Rachuri, S.; Sriram, R.; Narayanan, A.; Sarkar, P.; Lee, J.; Lyons, K.; Kemmerer, S. Sustainable Manufacturing: Metrics, Standards, and Infrastructure—NIST Workshop Report; NIST Interagency/Internal Report (NISTIR); National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2010; p. 7683.
- Sudarsan, R.; Sriram, R.D.; Narayanan, A.; Sarkar, P.; Lee, J.H.; Lyons, K.W.; Kemmerer, S.J. Sustainable manufacturing: Metrics, standards, and infrastructure-workshop summary. In Proceedings of the 2010 IEEE Conference on Automation Science and Engineering (CASE), Toronto, ON, USA, 21–24 August 2010; pp. 144–149. [Google Scholar]
- Chen, L.; Olhager, J.; Tang, O. Manufacturing facility location and sustainability: A literature review and research agenda. Int. J. Prod. Econ. 2014, 149, 154–163. [Google Scholar] [CrossRef] [Green Version]
- Fargani, H.; Cheung, W.M.; Hasan, R. A Proposed Implementation Process for a Sustainable Manufacturing Framework. In Advances in Manufacturing Technology XXXI. Advances in Transdisciplinary Engineering; IOS Press: Amsterdam, The Netherlands, 2017; Volume 6, p. 365. [Google Scholar]
- Rodrigues, V.P.; Pigosso, D.C.; McAloone, T.C. Process-related key performance indicators for measuring sustainability performance of ecodesign implementation into product development. J. Clean. Prod. 2016, 139, 416–428. [Google Scholar] [CrossRef]
- Engert, S.; Baumgartner, R.J. Corporate sustainability strategy–bridging the gap between formulation and implementation. J. Clean. Prod. 2016, 113, 822–834. [Google Scholar] [CrossRef]
- Herrmann, C.; Schmidt, C.; Kurle, D.; Blume, S.; Thiede, S. Sustainability in Manufacturing and Factories of the Future. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 283–292. [Google Scholar] [CrossRef]
- Kaynak, Y.; Karaca, H.E.; Noebe, R.D.; Jawahir, I.S. Tool-wear analysis in cryogenic machining of NiTi shape memory alloys: A comparison of tool-wear performance with dry and MQL machining. Wear 2013, 306, 51–63. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Rajurkar, K.P. Cryogenic machining of hard-to-cut materials. Wear 2000, 239, 168–175. [Google Scholar] [CrossRef]
- Kerry, T. Sustainable Environmental Management: Principles and Practice; Belhaven Press: London, UK, 1988. [Google Scholar]
- Seuring, S. A review of modeling approaches for sustainable supply chain management. Decis. Support Syst. 2013, 54, 1513–1520. [Google Scholar] [CrossRef]
- Hegab, H.A.; Gadallah, M.H.; Esawi, A.K. Modeling and optimization of Electrical Discharge Machining (EDM) using statistical design. Manuf. Rev. 2015, 2, 21. [Google Scholar] [CrossRef] [Green Version]
- Renzi, C.; Leali, F.; Cavazzuti, M.; Andrisano, A.O. A review on artificial intelligence applications to the optimal design of dedicated and reconfigurable manufacturing systems. Int. J. Adv. Manuf. Technol. 2014, 72, 403–418. [Google Scholar] [CrossRef]
- Pereira, O.; Martín-Alfonso, J.E.; Rodríguez, A.; Calleja, A.; Fernández-Valdivielso, A.; de Lacalle, L.N. Sustainability analysis of lubricant oils for minimum quantity lubrication based on their tribo-rheological performance. J. Clean. Prod. 2017, 164, 1419–1429. [Google Scholar] [CrossRef]
- Polvorosa, R.; Suárez, A.; de Lacalle, L.N.; Cerrillo, I.; Wretland, A.; Veiga, F. Tool wear on nickel alloys with different coolant pressures: Comparison of Alloy 718 and Waspaloy. J. Manuf. Process. 2017, 26, 44–56. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Barreiro, J.; Fernández-Abia, A.I.; de Lacalle, L.N. Nozzle design for combined use of MQL and cryogenic gas in machining. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 87–95. [Google Scholar] [CrossRef]
- Hegab, H.; Umer, U.; Soliman, M.; Kishawy, H.A. Effects of nano-cutting fluids on tool performance and chip morphology during machining Inconel 718. Int. J. Adv. Manuf. Technol. 2018, 96, 3449–3458. [Google Scholar] [CrossRef]
- Hegab, H.; Umer, U.; Deiab, I.; Kishawy, H. Performance evaluation of Ti–6Al–4V machining using nano-cutting fluids under minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 2018, 95, 4229–4241. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H.A.; Gadallah, M.H.; Umer, U.; Deiab, I. On machining of Ti-6Al-4V using multi-walled carbon nanotubes-based nano-fluid under minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 2018, 97, 1593–1603. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H. Towards Sustainable Machining of Inconel 718 Using Nano-Fluid Minimum Quantity Lubrication. J. Manuf. Mater. Process. 2018, 2, 50. [Google Scholar] [CrossRef]
- Eltaggaz, A.; Zawada, P.; Hegab, H.A.; Deiab, I.; Kishawy, H.A. Coolant strategy influence on tool life and surface roughness when machining ADI. Int. J. Adv. Manuf. Technol. 2018, 94, 3875–3887. [Google Scholar] [CrossRef]
- Eltaggaz, A.; Hegab, H.; Deiab, I.; Kishawy, H.A. Hybrid nano-fluid-minimum quantity lubrication strategy for machining austempered ductile iron (ADI). Int. J. Interact. Des. Manuf. (IJIDeM) 2018, 1–9. [Google Scholar] [CrossRef]
- Tam, V.W.; Tam, C.M. A review on the viable technology for construction waste recycling. Resour. Conserv. Recycl. 2006, 47, 209–221. [Google Scholar] [CrossRef] [Green Version]
- Ivanova, O.; Williams, C.; Campbell, T. Additive manufacturing (AM) and nanotechnology: Promises and challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef]
- Adler, D.P.; Hii, W.S.; Michalek, D.J.; Sutherland, J.W. Examining the role of cutting fluids in machining and efforts to address associated environmental/health concerns. Mach. Sci. Technol. 2006, 10, 23–58. [Google Scholar] [CrossRef]
- Hegab, H.A.; Darras, B.; Kishawy, H.A. Towards sustainability assessment of machining processes. J. Clean. Prod. 2018, 170, 694–703. [Google Scholar] [CrossRef]
- Álvarez, M.E.P.; Bárcena, M.M.; González, F.A. A Review of Sustainable Machining Engineering: Optimization Process Through Triple Bottom Line. J. Manuf. Sci. Eng. 2016, 138, 100801. [Google Scholar] [CrossRef]
- Chang, Y.J.; Neugebauer, S.; Lehmann, A.; Scheumann, R.; Finkbeiner, M. Life cycle sustainability assessment approaches for manufacturing. In Sustainable Manufacturing; Springer: Cham, Switzerland, 2017; pp. 221–237. [Google Scholar]
- Hegab, H.; Darras, B.; Kishawy, H.A. Sustainability Assessment of Machining with Nano-Cutting Fluids. Procedia Manuf. 2018, 26, 245–254. [Google Scholar] [CrossRef]
- Ghandehariun, A.; Nazzal, Y.; Kishawy, H.; Al-Arifi, N.S. Investigation of sustainability in machining processes: Exergy analysis of turning operations. Int. J. Exergy 2015, 17, 1–16. [Google Scholar] [CrossRef]
- Bertoni, M. Introducing Sustainability in Value Models to Support Design Decision Making: A Systematic Review. Sustainability 2017, 9, 994. [Google Scholar] [CrossRef]
- Nee, A.Y. (Ed.) Handbook of Manufacturing Engineering and Technology; Springer: London, UK, 2015. [Google Scholar]
- Faulkner, W.; Badurdeen, F. Sustainable Value Stream Mapping (Sus-VSM): Methodology to visualize and assess manufacturing sustainability performance. J. Clean. Prod. 2014, 85, 8–18. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Huang, H.; Zhang, H. Research on Quantitative Assessment Methods of Environmental Performance in Green Design. In Proceedings of the LCE 2008: 15th CIRP International Conference on Life Cycle Engineering, CIRP, Sydney, Australia, 17–19 March 2008; p. 136. [Google Scholar]
- Lu, T. A Metrics-Based Sustainability Assessment of Cryogenic Machining Using Modeling and Optimization of Process Performance; University of Kentucky: Lexington, Kentucky, 2014. [Google Scholar]
- Singh, R.K.; Murty, H.R.; Gupta, S.K.; Dikshit, A.K. An overview of sustainability assessment methodologies. Ecol. Indic. 2009, 9, 189–212. [Google Scholar] [CrossRef]
- Zhang, H.; Haapala, K.R. Integrating sustainable manufacturing assessment into decision making for a production work cell. J. Clean. Prod. 2015, 105, 52–63. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Sustainable Technology | Application |
|---|---|---|
| [49] | Using natural biodegradable oils with minimum quantity lubrication (MQL) | Achieve sustainable machining of Inconel 718 |
| [50] | Applying different coolant pressures | Improve the machinability of Inconel 718 and Waspalloy |
| [51] | Combined using of MQL and cryogenic techniques | Accomplish environmentally efficient machining for difficult-to-cut materials |
| [52,53,54,55] | Application of MQL-nano-fluid technique | Enhancing the machinability of Inconel 718 and Ti-6Al-4V in terms of tool wear, power consumption, and surface quality |
| [56,57] | Employing MQL with vegetable oil | Achieve sustainable machining of ADI |
| [58] | Application of 6R approach and waste management techniques | Enhancing the construction waste recycling |
| [59] | Additive manufacturing and nano-technology | Developing the characteristics of the final printed component |
| [60] | Implementation of standard health and environmental regulations | Reducing the health and environmental concerns associated with machining operations |
| Sub-Cluster | Individual Metric | Measurement Method |
|---|---|---|
| Direct cost | Labor cost | Total employee payment to machining positions/total number of product units made |
| Operation energy cost | Total cost for energy consumed in machine operation/total number of product units made | |
| Consumable-related cost | Total cost of consumables/total number of product units made | |
| Cutting tool-related cost | Total cost for purchasing new tools + cost for regrinding used tools − cost of recycling used tools)/total number of product units made | |
| Packaging-related cost | Total cost for purchasing new packages + used package treatment fee)/total number of product units made | |
| Scrap cost | Total cost of scrapped product units/total number of product units made | |
| Cost of by-product treatment | Total cost for by-product treatment which is not covered above)/total number of product units made | |
| Training cost | Total training cost/number of employees | |
| Indirect cost | Indirect labor cost | Total indirect labor cost/total number of product units made |
| Maintenance cost | Total cost for equipment maintenance/total number of product units made | |
| Audit and legal cost | Total cost of audits, legal services, and litigation/total number of product units made | |
| Cost of safety investment | Total cost of equipment/total number of product units made | |
| Capital cost | Cost of depreciation | Total depreciation of storage and fixed facilities/total number of product units made |
| Cost of tools/fixtures investment | Total cost of jigs and fixtures/total number of product units made |
| Sub-Cluster | Individual Metric | Measurement Method |
|---|---|---|
| Working environment conditions (health) | Chemical concentration | Chemical concentration in the working environment (break down to the chemical list |
| Mist/dust level | Micro-particle concentration in the working environment | |
| Noise exposure | Noise level in the working environment | |
| Temperature | Temperature level in the working environment | |
| Other hazardous exposure | Hazardous exposure level in the working environment | |
| Physical load index | Physical load index | Measured physical load index |
| Absentee rate | Health-related absenteeism rate | Health-related absenteeism rate |
| Working environment conditions (safety) | Exposure to corrosive/toxic chemicals | Number of points with corrosive or toxic chemicals/total number of employees (break down to chemical list |
| Exposure to high temperature surfaces | Total number of high-temperature points exposed to the operator/total number of employees | |
| Exposure to high-speed components and splashes | Total number of points with high-speed components exposed to the operator/total number of employees | |
| Exposure to high-voltage electricity | Total number of points with high-voltage electricity exposed to the operator/total number of employees | |
| Other threatening exposure | Total other exposed points with hazardous effects (splash, sparks, high-energy laser, etc.)/total number of employees | |
| Injuries | Injury rate | Total injuries/total number of product units made |
| Sub-Cluster | Individual Metric | Measurement Method |
|---|---|---|
| Consumables | Ratio of consumables recovered | Mass of recovered consumables/total mass of used consumables |
| Ratio of consumables reused | Mass of reused consumables/total mass of used consumables | |
| Ratio of consumables recycled | Mass of recycled consumables/total mass of used consumables | |
| Mass of disposed used consumables | Mass of used consumables going to landfill/total number of product units made | |
| Packaging | Ratio of used packaging recovered | Mass of recovered packaging/total mass of used packaging material |
| Ratio of used packaging reused | Mass of reused packaging/total mass of used packaging material | |
| Ratio of used packaging recycled | Mass of recycled packaging/total mass of used packaging material | |
| Mass of disposed used packaging | Mass of used packaging going to the landfill/total number of product units made | |
| Used raw material (chips) | Ratio of used raw material recovered | Mass of used raw material recovered/total mass of used raw material |
| Ratio of used raw material reused | Mass of used raw material reused/total mass of used raw material | |
| Ratio of used raw material recycled | Mass of used raw material recycled/total mass of used raw material | |
| Mass of disposed used raw material | Mass of used raw material going to landfill/total number of product units made | |
| Scrap parts | Ratio of scrap parts recovered | Mass of scrap part recovered/total mass of scrap parts |
| Ratio of scrap parts remanufactured | Mass of remanufactured scrap part/total mass of scrap parts | |
| Ratio of scrap parts recycled | Mass of recycled scrap part/total mass of scrap parts | |
| Mass of disposed scrap parts | Mass of scrap part going to the landfill/total number of products made |
| Sub-Cluster | Individual Metric | Measurement Method |
|---|---|---|
| Production | In-line electricity consumption | Total electricity consumption of all units and equipment in the line/total number of product units made |
| In-line fossil fuel consumption | Total fossil fuel consumption of all units and equipment in the line/total number of product units made | |
| Transportation | Transportation electricity consumption | Total energy consumption of all transportation equipment in the beginning or end of the line/total number of product units made |
| Transportation fossil fuel consumption | Total fossil fuel consumption of all transportation equipment in the beginning or end of the line/total number of product units made | |
| Facilities | Electricity consumption on maintaining facility environment | Total energy consumption of all environmental maintenance units and equipment/total number of product units made |
| Fossil fuel consumption on maintaining facility environment | Total energy consumption of all environmental maintenance units and equipment/total number of product units made | |
| Production supply system | Electricity consumption of concentrated supply system | Total energy consumption of all supply system equipment/total number of product units made |
| Fossil fuel consumption of concentrated supply system | Total fossil fuel consumption of all supply system equipment/total number of product units made | |
| Maintenance | Electricity consumption on maintenance | Total electricity consumption for maintenance operations/total number of product units made |
| Fossil fuel consumption on maintenance | Total fossil fuel consumption for maintenance operations/total number of product units made | |
| Efficiency | Energy efficiency | Useful equivalent energy output from the process/total energy input |
| Renewable energy | Percentage of renewable energy used | Total consumption of renewable energy/total energy consumption |
| Sub-Cluster | Individual Metric | Measurement Method |
|---|---|---|
| Energy | GHG emission from energy consumption of the line | Total energy consumption/total number of product units made |
| Percentage of renewable energy used | Total renewable energy used/total energy consumption | |
| Water | Total water consumption of the line | Total water consumption/total number of product units made |
| Restricted material | Mass of restricted materials in disposed consumables | Mass of restricted materials in disposed consumables/total number of product units made |
| Mass of restricted material in disposed packaging | Mass of restricted material in used packaging/total number of product units made | |
| Mass of restricted material in disposed raw materials | Mass of restricted materials in raw material going to landfill/total number of product units made | |
| Mass of restricted material in scrap parts going to landfill | Mass of restricted material in scrap parts going to landfill/total number of product units made | |
| Disposed waste | Mass of non-collected solid wastes | Total mass of non-collected solid wastes/total number of product units made |
| Mass of non-collected liquid wastes | Total mass of non-collected liquid wastes/total number of product units made | |
| Mass of non-collected gaseous wastes | Total mass of non-collected gaseous wastes/total number of product units made | |
| Mass of solid wastes going to landfill | Total mass of solid wastes going to landfill/total number of product units made | |
| Mass of liquid waste disposed | Total mass of liquid wastes going to landfill/total number of product units made | |
| Noise pollution | Noise level outside the plant | Noise level measured outside the plant |
| Heat | Heat generation | Heat generated by the manufacturing line/total number of product units made |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kishawy, H.A.; Hegab, H.; Saad, E. Design for Sustainable Manufacturing: Approach, Implementation, and Assessment. Sustainability 2018, 10, 3604. https://doi.org/10.3390/su10103604
Kishawy HA, Hegab H, Saad E. Design for Sustainable Manufacturing: Approach, Implementation, and Assessment. Sustainability. 2018; 10(10):3604. https://doi.org/10.3390/su10103604
Chicago/Turabian StyleKishawy, Hossam A., Hussien Hegab, and Elsadig Saad. 2018. "Design for Sustainable Manufacturing: Approach, Implementation, and Assessment" Sustainability 10, no. 10: 3604. https://doi.org/10.3390/su10103604
APA StyleKishawy, H. A., Hegab, H., & Saad, E. (2018). Design for Sustainable Manufacturing: Approach, Implementation, and Assessment. Sustainability, 10(10), 3604. https://doi.org/10.3390/su10103604