Shell Analysis and Optimisation of a Pure Electric Vehicle Power Train Based on Multiple Software

Abstract
:1. Introduction
2. The Shell Crack Problem
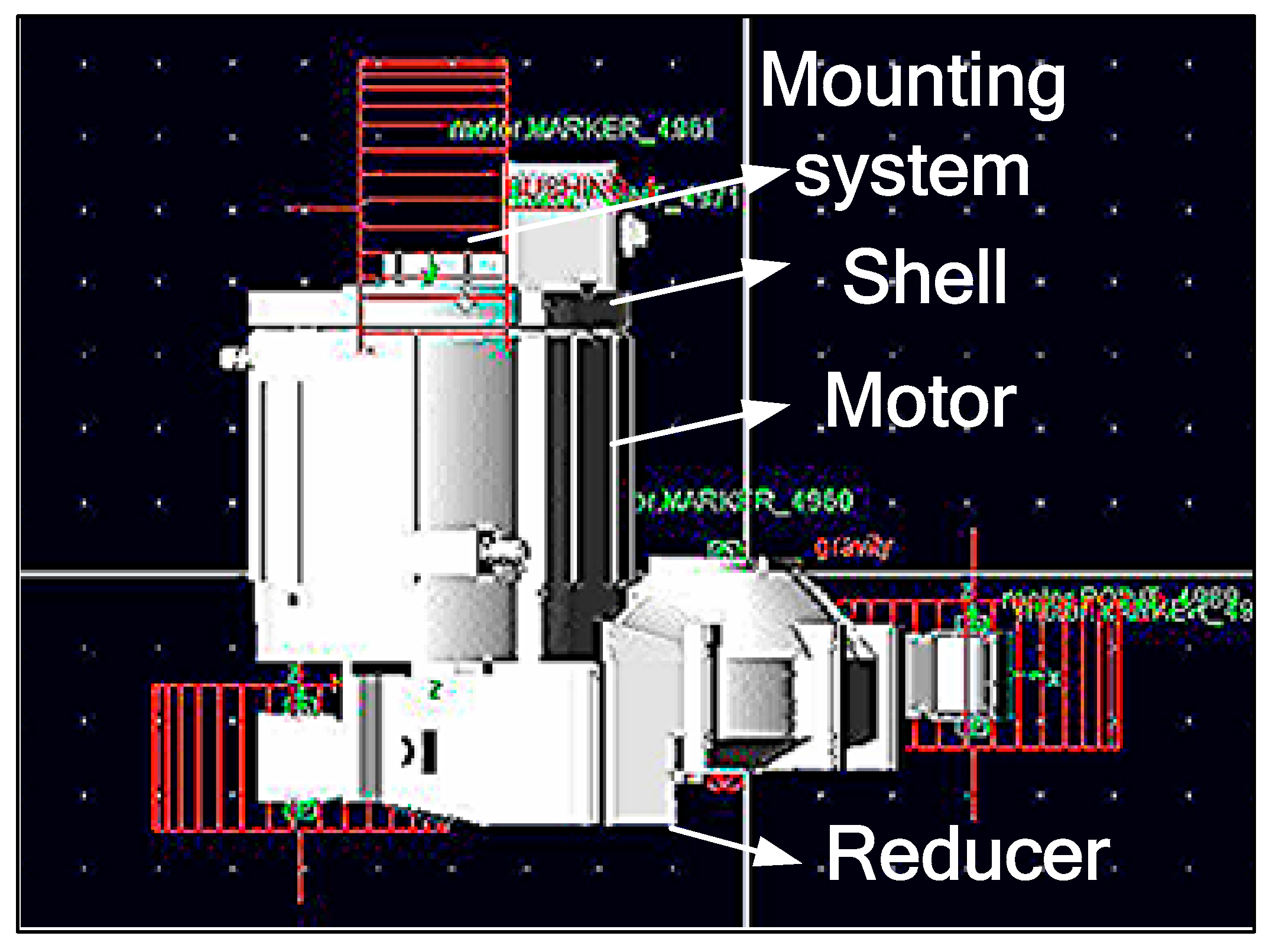
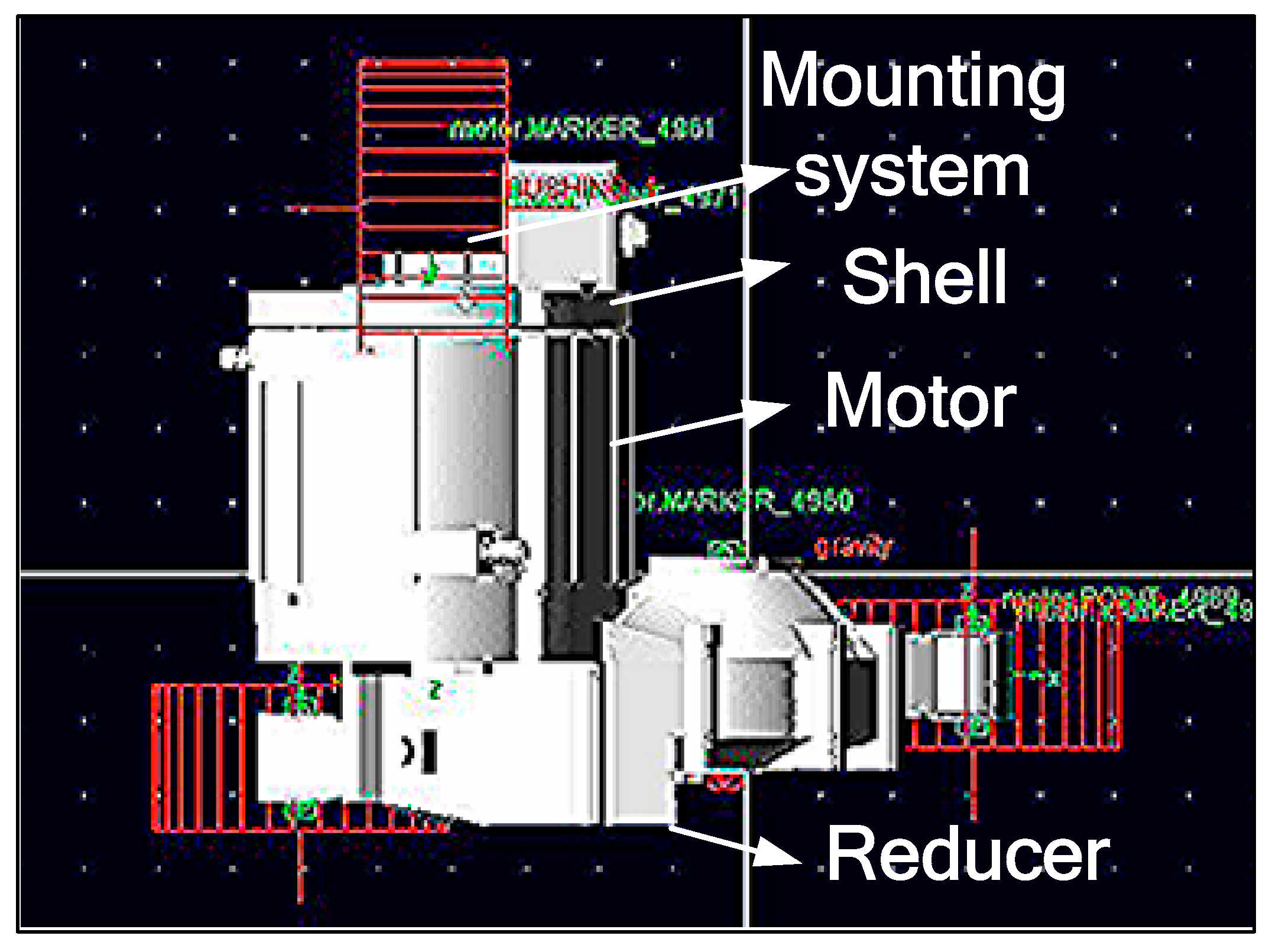
3. Typical Working Conditions Solved by ADAMS Software
4. Stress Computation and Fatigue Analysis
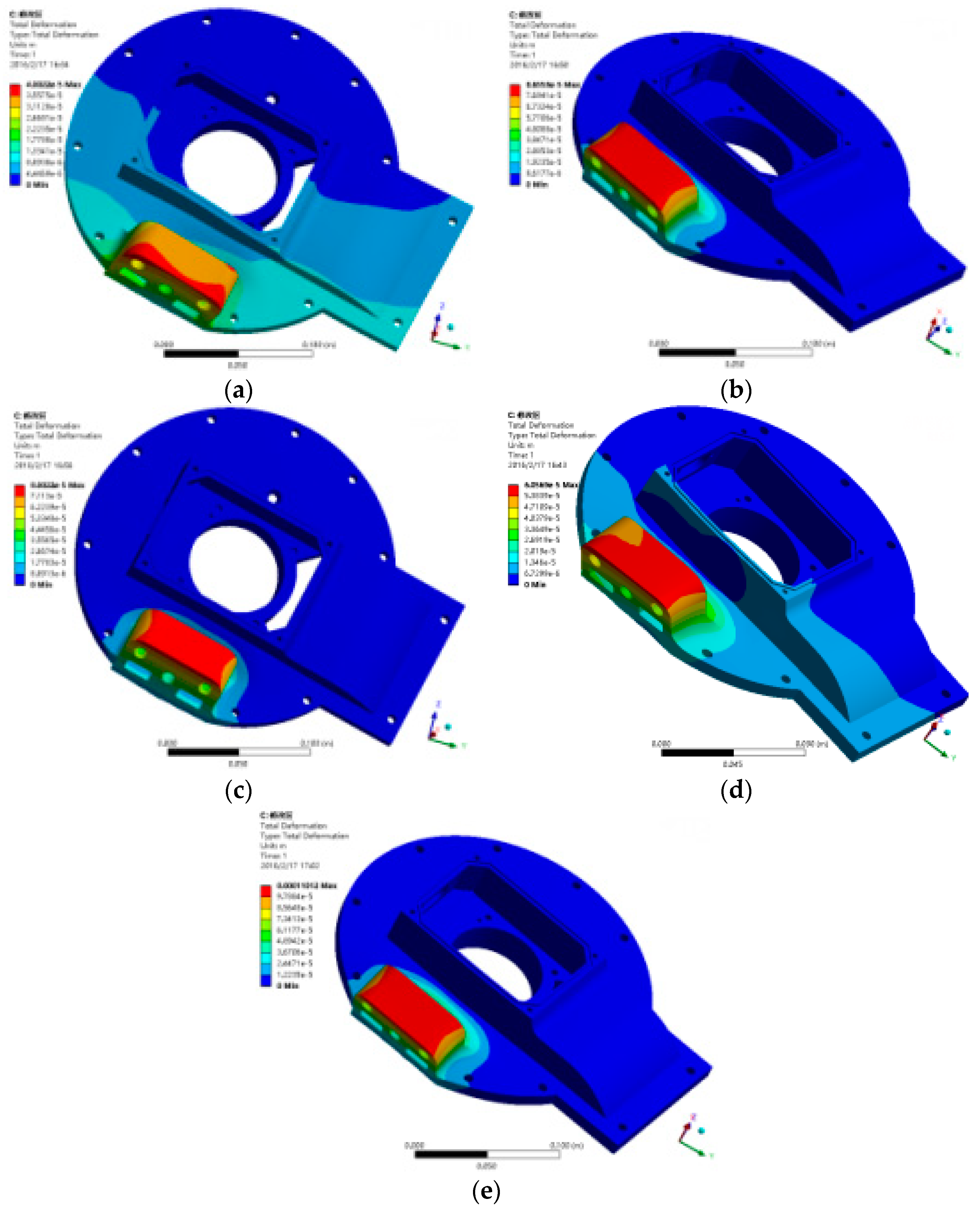
4.1. Stress Computation
4.2. Fatigue Analysis
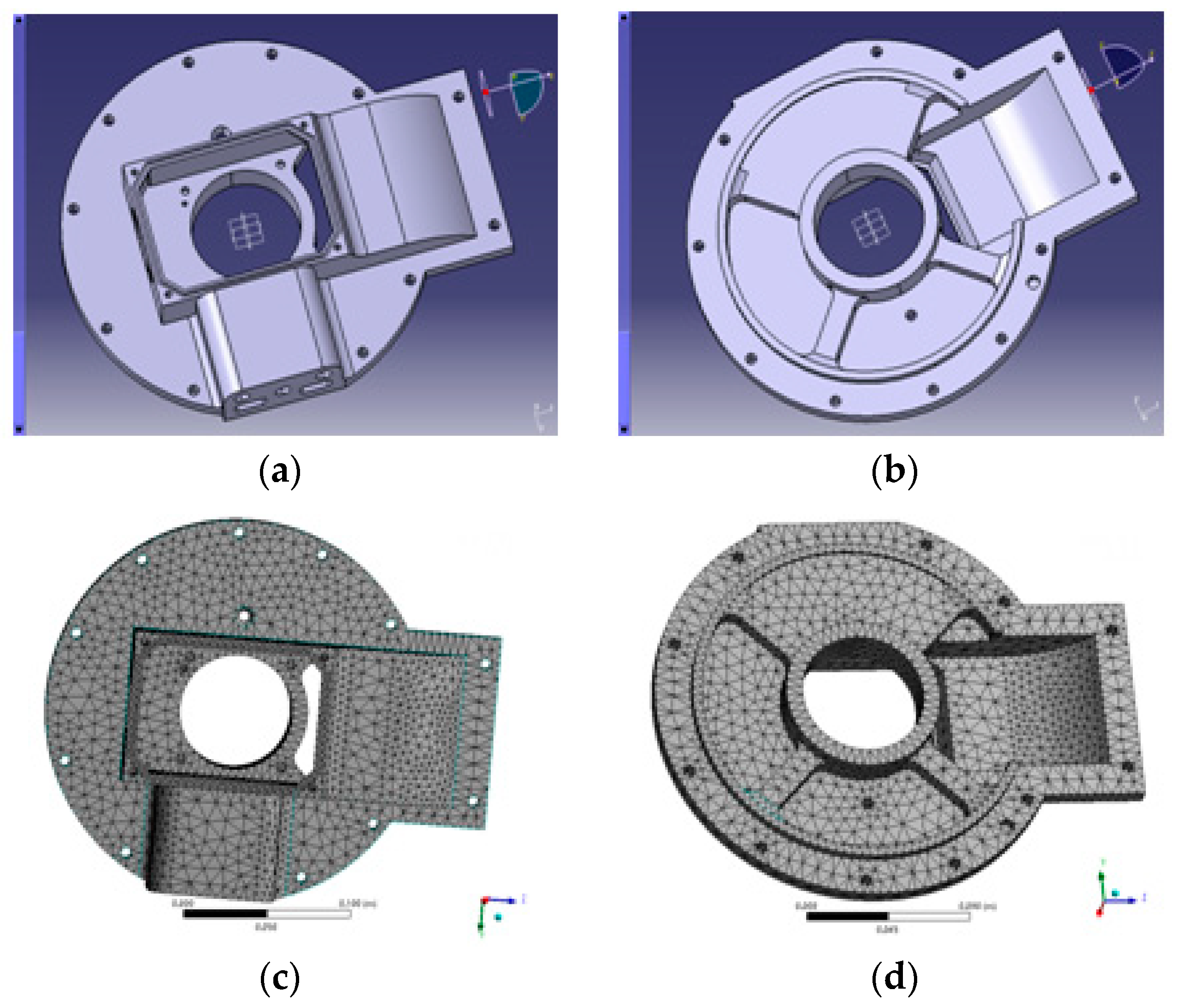
5. Topology Design
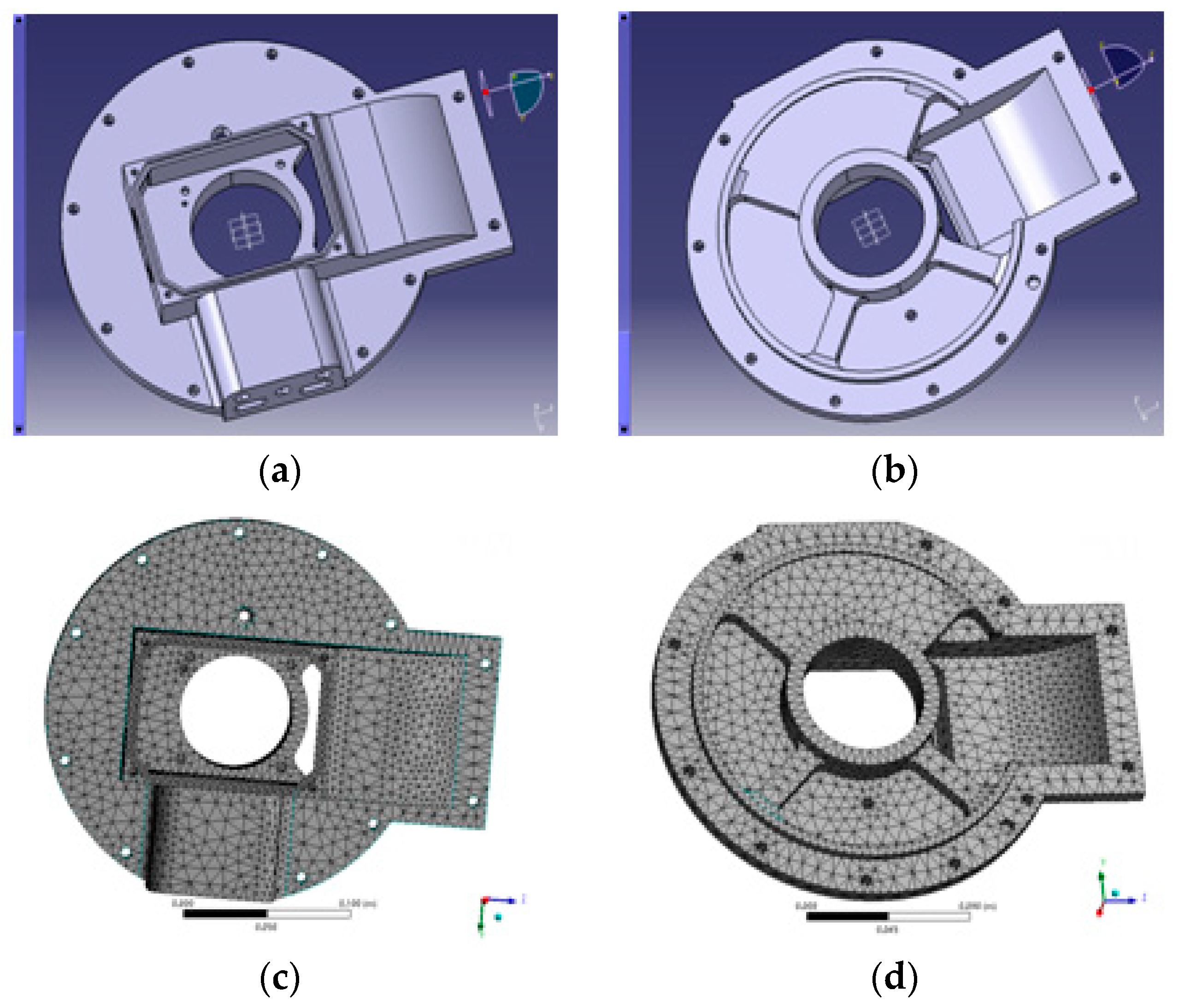
5.1. A Middle Model Design by PRO/E Software
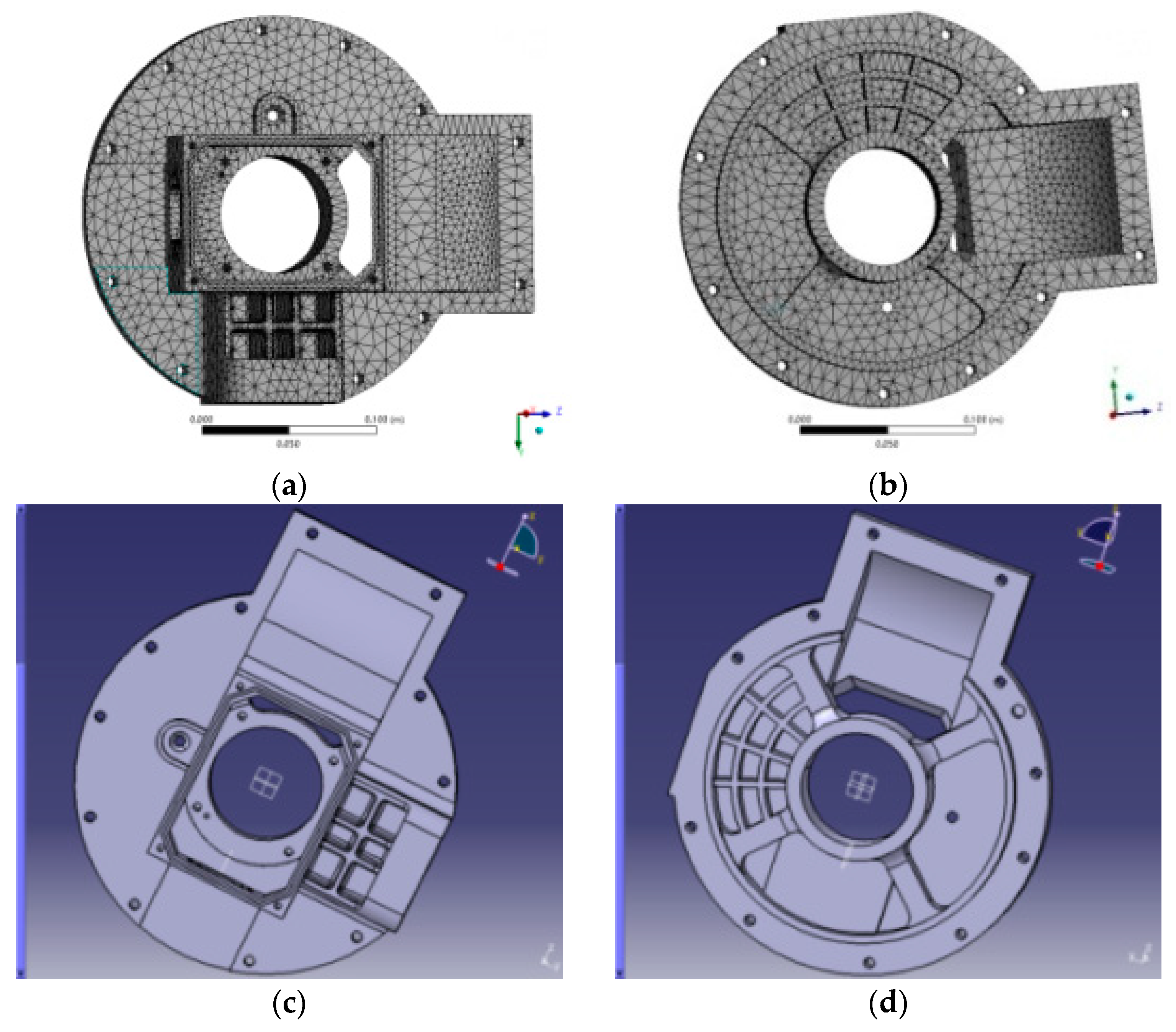
5.2. Topology Optimisation by ANSYS Software
6. Stress Computation and Fatigue Analysis after Optimisation
7. Experiment after Optimisation
7.1. Metal Fatigue Test
7.2. Road Test
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lin, T.; Yan, J.; Lv, Z. Transmission mount bracket optimisation design based on the CAE analysis. J. Equip. Manuf. Technol. 2010, 10, 53–55. [Google Scholar]
- Zhou, K.; Li, J.; Li, X. Methods of structural topology optimisation. J. Mech. 2005, 35, 69–76. [Google Scholar]
- Deng, X.; Fang, Z.; Liu, G. Power train mount bracket topology optimisation study. J. Three Gorges Univ. 2006, 28, 230–232. [Google Scholar]
- Zhang, S.; Zheng, D.; Hao, Q. The Structure Optimisation Design Technology Based on Hyper Works; Mechanical Industry Publishing House: Beijing, China, 2007. [Google Scholar]
- Xiao, Y. Structural Optimisation of Engine Mount Bracket; SAE noise and vibration conference and exhibition; SAE: Warrendale, PA, ISA, 2007. [Google Scholar]
- Huang, Q.; Du, D.; Huang, X. Power train mount bracket multi-load topology optimisation. J. Automot. Technol. 2008, 10, 27–30. [Google Scholar]
- Lv, Z. A Big Minivan Power Train Mount System Optimisation Design Research; Hunan University: Changsha, China, 2010. [Google Scholar]
- Sue, X.; Chen, Z. Engine mounting back bracket design optimisation and fatigue analysis. Comput. Aided Eng. 2011, 20, 49–52. [Google Scholar]
- Wu, L.; Cui, X. Engine mount front bracket strength analysis and improving design. J. Automot. Eng. 2011, 6, 42–44. [Google Scholar]
- Yang, Z. Finite element analysis and improvement of engine support. J. Motor Pract. Technol. 2011, 2, 47–50. [Google Scholar]
- Liao, S.; Cheng, C. Car mount bracket simulation analysis and size optimisation. J. Coal Mine Mach. 2012, 33, 23–25. [Google Scholar]
- Lokesha, V.; Deepika, T.; Ranjini, P.S.; Cangul, I.N. Operations of Nanostructures via Sdd, Abc4 and Ga5 Indices. Appl. Math. Nonlinear Sci. 2017, 2, 173–180. [Google Scholar] [CrossRef]
- Korpinar, T.; Turhan, E. Inextensible Flows of Biharmonic S-Curves according to Sabban Frame in Heisenberg Group Heis3. J. Interdiscip. Math. 2018, 21, 17–27. [Google Scholar] [CrossRef]
- Chande, M.K.; Lee, C.; Li, C. Cryptanalysis and Improvement of a ECDLP based proxy blind signature scheme. J. Discrete Math. Sci. Cryptogr. 2018, 21, 23–34. [Google Scholar] [CrossRef]
- Hillman, D. Looking Back to 2015 while Looking Ahead (Using a Freshly Polished Crystal Ball) to 2016: We’ll Begin First by Looking Back at Our “Hits” and “Misses”. Paper Asia 2016, 32, 22–25. [Google Scholar]
- Lv, C.; Xing, Y.; Zhang, J.; Na, X.; Li, Y.; Liu, T.; Cao, D.; Wang, F.-Y. Levenberg–Marquardt Backpropagation Training of Multilayer Neural Networks for State Estimation of a Safety-Critical Cyber-Physical System. IEEE Trans. Ind. Inform. 2018, 14, 3436–3446. [Google Scholar] [CrossRef]
- Lv, C.; Hu, X.; Vincentelli, A.; Marina, C.; Li, Y.; Cao, D. Driving-Style-Based Co-Design Optimization of an Automated Electric Vehicle: A Cyber-Physical System Approach. IEEE Trans. Ind. Electron. 2018. [Google Scholar] [CrossRef]
- Lv, C.; Xing, Y.; Lu, C.; Liu, Y.; Guo, H.; Gao, H.; Cao, D. Hybrid-Learning-Based Classification and Quantitative Inference of Driver Braking Intensity of an Electrified Vehicle. IEEE Trans. Veh. Technol. 2018. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | X Direction (N) | Y Direction (N) | Z Direction (N) | Maximum Stress (MPa) |
|---|---|---|---|---|
| 1 | 169 | 0 | 1897 | 98.5 |
| 2 | 363 | −1 | −1975 | 97.8 |
| 3 | 1570 | 1 | −96 | 133.2 |
| 4 | −1478 | −105 | 68 | 123.9 |
| 5 | 2011 | 105 | −147 | 169.2 |
| Material Grades | Elastic Modulus | Poisson Ratio | Yield Strength | Tensile Strength | Fatigue Limit | Density |
|---|---|---|---|---|---|---|
| ADC12 Aluminium | 7.1 × 1010 Pa | 0.33 | 310 MPa | 450 MPa | 138 MPa | 2.7 g/cm3 |
| Max Distortion (m) | Maximum Stress (MPa) | Minimum Safety Factor | Fatigue Number |
|---|---|---|---|
| 4 × 10−5 | 98.5 | 0.67 | 1.76 × 106 |
| 6 × 10−5 | 97.8 | 0.67 | 1.82 × 106 |
| 8.7 × 10−5 | 133.2 | 0.5 | 1.89 × 106 |
| 8 × 10−5 | 123.9 | 0.53 | 3.4 × 106 |
| 11 × 10−5 | 169.2 | 0.4 | 2.61 × 106 |
| Original Maximum Stress (MPa) | Maximum Stress After Initial Design (MPa) | Improved Quantity (%) |
|---|---|---|
| 98.5 | 90.3 | 8.3 |
| 97.8 | 88.7 | 9.3 |
| 133.2 | 35.4 | 73.4 |
| 123.9 | 31.7 | 74.4 |
| 169.2 | 45.7 | 73 |
| Max Distortion After Optimisation (m) | Maximum Deformation Reduction (%) | Maximum Stress After Optimisation (MPa) | Maximum Stress Reduction (%) |
|---|---|---|---|
| 3.36 × 10−5 | −16 | 83.5 | −15.2 |
| 3.77 × 10−5 | −37.2 | 90.7 | −7.3 |
| 3.09 × 10−5 | −64.5 | 80.1 | −39.86 |
| 2.84 × 10−5 | −64.5 | 74.4 | −39.95 |
| 3.9 × 10−5 | −78.1 | 101.6 | −40 |
| Minimum Safety Factor | Fatigue Number | Increase of Safety Coefficient (%) | Increased Number of Fatigue (times) |
|---|---|---|---|
| 0.794 | 1.03 × 107 | +18.5 | +4.85 |
| 0.73 | 3.7 × 106 | +9 | +1.03 |
| 0.83 | 1.67 × 107 | +66 | +87.36 |
| 0.9 | 3.77 × 107 | +70 | +109.88 |
| 0.55 | 1.43 × 106 | +37.5 | +53.79 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, S.; Tong, X.; Yang, X. Shell Analysis and Optimisation of a Pure Electric Vehicle Power Train Based on Multiple Software. World Electr. Veh. J. 2018, 9, 49. https://doi.org/10.3390/wevj9040049
Guo S, Tong X, Yang X. Shell Analysis and Optimisation of a Pure Electric Vehicle Power Train Based on Multiple Software. World Electric Vehicle Journal. 2018; 9(4):49. https://doi.org/10.3390/wevj9040049
Chicago/Turabian StyleGuo, Shaocui, Xiangrong Tong, and Xu Yang. 2018. "Shell Analysis and Optimisation of a Pure Electric Vehicle Power Train Based on Multiple Software" World Electric Vehicle Journal 9, no. 4: 49. https://doi.org/10.3390/wevj9040049
APA StyleGuo, S., Tong, X., & Yang, X. (2018). Shell Analysis and Optimisation of a Pure Electric Vehicle Power Train Based on Multiple Software. World Electric Vehicle Journal, 9(4), 49. https://doi.org/10.3390/wevj9040049