1. Introduction
The textile industry faces many challenges in improving production efficiency and optimizing management. Technology in the garment industry focuses on automated management solutions, digital sewing equipment, and sewing robots. However, the research, implementation, and application of Internet of Things (IoT) systems are becoming increasingly urgent to meet the increasing demand for quality and production efficiency. The IoT system brings many outstanding advantages in monitoring and operating production, helping textile and garment enterprises improve their competitiveness and sustainable development in international integration.
This article will present the application of IoT systems in the management and operation of industrial garment production to collect real-time production data at sewing lines. Collected data will be integrated with available management data in the enterprise’s MIS system, synthesizing reports to monitor real-time production progress. Typically, data gathered from IoT devices (such as Brother devices) are synchronized and stored on the device provider’s cloud server. To incorporate this data into the enterprise’s MIS, a method is required to manage the storage and synchronization of data from the cloud server system to the enterprise’s MIS database system. This article studies and proposes a data structure used to store production data in an enterprise’s MIS system. In addition, to improve production efficiency, the article proposes an automatic production planning method by applying the Real-RCPSP problem [
1,
2]; this problem will use data from contracts garment production contract that the enterprise signs with its partner as input data, the solution of the problem is a schedule showing the production plan based on the establishment of the enterprise’s use of resources in implementation product manufacturing stages. Applying automatic production planning will help businesses save time completing contracts and improve production efficiency. Based on data collected from the IoT system, business administrators will closely monitor plan implementation progress in real-time, making appropriate and timely decisions to ensure complete contracts are on time. In order to support effective operations, businesses use collected data combined with production contract information with partners to create automatic production plans to optimize enterprise resources.
The main contributions of the article are as follows:
Propose application plans to deploy IoT in the garment industry, methods to synchronize data between IoT devices to cloud server and between cloud server to MIS of the enterprise.
Propose a data structure to store data collected from IoT devices. This data structure will be added to the enterprise’s MIS database to integrate with MIS data to make it easier to synthesize and analyze.
Propose an automatic production planning method by applying the Real-RCPSP problem. The article uses the Genetic Algorithm (GA) [
3,
4] and Particle Swarm Optimization (PSO) algorithm [
5,
6] combined with a dataset converted from enterprise garment contracts.
The following content of the article includes:
Section 2 presents research related to the application of IoT in the garment industry;
Section 3 presents the IoT device deployment model and data synchronization method between IoT device and cloud server and between cloud server and enterprise MIS system;
Section 4 presents the method of synchronizing IoT device data to the data storage system on the cloud computing system, which will then synchronize to the enterprise’s MIS system; and
Section 4: presents data structures for storing data collected from the IoT system. These structures will be added to the enterprise’s MIS database. In addition, this part also presents data on garment contracts signed between businesses and partners, which will be converted into standard datasets for production planning.
Section 5 presents the Real-RCPSP problem [
1,
2] and its application in automatic production planning. The article uses the GA [
3,
4] and PSO algorithms algorithm [
5,
6] to find a solution to the problem. The solution to the problem is a schedule showing the arrangement of the enterprise’s resources to perform the product production steps. Finally, there is the conclusion and future research directions.
2. Related Works
Applying IoT systems for production management to improve business efficiency has been widely deployed in many industries. IoT and sensor systems permit businesses to collect real-time data about the production process, supporting business managers to monitor specific, detailed production situations remotely. There is no need to be physically present at the factory, assisting managers in making timely and accurate operating decisions. Also, from data collected from the IoT system, businesses can apply it to automatically plan production coordination based on reasonable resource allocation to complete production contracts quickly to the order. There have been many scientists who have specifically researched the application of IoT in industrial production activities; many quality works have been published; the research works focus on several main areas, such as a suite of IIoT in the current period, IoT applications in manufacturing, IoT security in industrial environments, predictive maintenance and Industry 4.0, implementation frameworks and case studies, cloud computing solutions and edge, data-driven approach, production planning, implementation challenges, and future directions.
2.1. Recent Advances in IIoT (The Industrial Internet of Things)
Recently, with the development of the 4.0 industrial revolution, the Industrial Internet of Things (IIoT) has been more widely deployed, applying many new technologies that bring high efficiency to industrial production activities.
Khan et al. [
7] have conducted a comprehensive study, analysis, and evaluation of new advances, supporting technologies, and challenges in deploying IoT applications in the industry. This study emphasizes the integration of various technological advances, such as machine learning, extensive data analysis, and cloud computing, into IIoT systems. In a study [
8], Hudec et al. developed an intelligent IoT system that uses new textile pressure sensors to detect employees’ location and lying posture, recommending that employees change their lying posture accordingly to prevent health effects due to incorrect lying posture. After collecting it from the sensors, the author used the Message Queuing Telemetry Transport (MQTT) protocol to synchronize data to the server. Experiments have shown that the accuracy reaches 92% in classifying suitable postures and sending notifications to the employee’s PC to remind them to change their lying position when necessary. Madakam and Uchiya [
9] presented the basic principles, related technologies, and methods of IoT implementation in different industrial fields and emphasized the importance of related technology platform methods. The work relates the implementation of IIoT in Japan with industrial corporations such as Zenitaka Corporation, Tsuchiya-Gousei, Toyota, and Hitachi. In his work, Schneider [
10] studied the implementation of IoT in the shipbuilding industry to improve production efficiency by studying the data exchange between the management information system and physical devices in the production workshop, forming a smart factory model. The aggregated data supports timely and valuable decision-making for factory managers.
2.2. IoT Applications in Production Management and Operations
IoT applications in manufacturing have been attracting the attention of many researchers, and many works have been published on applying new technologies and IoT systems in the industry. Gomes et al. [
11] studied the sensors used in IoT, focusing on IoT technologies and applications in various industries to support real-time production monitoring. In their work, Chauhan and Singh [
12] studied the impact of Industry 4.0 on supply chain management, emphasizing the transformational potential of digital technology in improving the efficiency and responsiveness of the supply chain. Meanwhile, Shahrubudin et al. [
13] studied 3D printing technology, technological advances, materials, and applications of 3D printing in various industrial contexts. In [
14], Munín-Doce et al. studied the application of IIoT principles to the production environment of a shipyard. These studies show the diverse applicability of IoT to different industries and sectors, helping to facilitate the organization of production activities and improve efficiency.
Galin and Meshcheryakov [
15] studied the gradual transition to collaborative robots in Industry 4.0, emphasizing the advances in automation and robotics that create brighter production environments. In [
16], Saravanan et al. investigates the adoption patterns of Industry 4.0 technologies in manufacturing companies, focusing on how these trends can define specific tech-nology configurations and guide proper implementation in the machines and appli-ances industry.
One of the critical issues in industrial production is the monitoring of equipment operations during the production process. Therefore, monitoring, maintaining, and predicting equipment conditions is essential to ensure that the production process is not interrupted by unexpected machinery and equipment failures. Predicting and warning about equipment maintenance is essential to IoT deployment strategy in Industry 4.0. In their study, Zonta et al. [
17] emphasized the importance of predictive maintenance to reduce operating costs and improve machine reliability. The authors studied various predictive maintenance techniques, including machine learning algorithms and data analytics, which allow early detection of potential equipment failures. Wan et al. [
18] proposed a big data analytics solution combined with reinforcement learning to proactively prevent equipment failures in production and early warning of problems that may occur in the operation of production equipment. Predictive maintenance is also studied and integrated into the Manufacturing Execution System (MES) by Almada-Lobo in his research work [
19]; this integration helps managers in manufacturing enterprises synthesize multidimensional data about equipment status, operations, and production processes.
2.3. Deployment Platforms on Cloud Computing, Edge Computing and Applications in IIoT
Several studies have focused on the deployment platform and IIoT and Industry 4.0 case studies. Massaro et al. [
20] presented a case study from the PMI IoT Industry 4.0 project, which introduced an intelligent application for automation in setting parameters for industrial processes. Javaid and Haleem [
21] studied the applications of Industry 4.0 in the healthcare sector, providing insights into the potential cross-industry applications of digital technologies.
Kamble et al. [
22] studied the impact of Industry 4.0 and lean manufacturing practices on sustainable organizational performance in Indian manufacturing companies, providing a platform for effectively implementing Industry 4.0 principles. Silvestri et al. [
23] analyzed the views of experts on Industry 4.0 and the circular economy, highlighting the practical challenges and opportunities in implementing sustainable manufacturing practices. Zhang et al. [
24] studied and proposed a blockchain-based platform to improve supply chain traceability and information sharing in precast construction. In their study, the authors highlighted the role of emerging technologies in enhancing supply chain transparency. Cloud computing and edge computing play an essential role in the IIoT ecosystem. Rani and Garg [
25] studied energy-saving job scheduling in a cloud computing environment for industrial manufacturing applications. The author applies the adaptive PSO algorithm combined with the scheduling problem to find the optimal solution for resource utilization and reduce energy consumption; this research has important implications for sustainable industrial operations. Morabito et al. [
26] proposed the LEG IoT solution in the edge computing environment to process data in real time and reduce latency in industrial applications. Xu et al. [
27] studied the implementation of the application in production management in cloud computing and edge computing environments to enhance the real-time effective interaction of components in the IIoT system that is applied in smart manufacturing.
2.4. IoT Applications in Manufacturing Planning
Efficient manufacturing planning is essential for successfully implementing IIoT and Industry 4.0 technologies. Rossit et al. [
28] proposed a data-driven scheduling method for smart manufacturing, focusing on real-time data analytics to optimize production schedules and improve operational efficiency. Na et al. [
29] developed a link-oriented scheduling method for real-time data processing in intelligent manufacturing systems, demonstrating the integration of real-time communication technologies in manufacturing environments.
Mo et al. [
30] propose a framework that integrates digital twins and modular artifi-cial intelligence algorithms to dynamically reconfigure manufacturing systems, lever-aging a knowledge graph for system-level decision-making. Validated in a real-world use case, this approach optimises production processes, achieving a 10% improvement in process time. Qu et al. [
31] presented an IoT-based real-time manufacturing logistics synchronization system, demonstrating the ability to integrate manufacturing data with cloud computing systems to support production planning. Prasad and Pillai [
32] studied the role of IIoT in managing critical environmental conditions, emphasizing the importance of real-time data and adaptive planning in maintaining an optimal, efficient manufacturing environment. Almada-Lobo [
19] presented the evolution of Manufacturing Execution Systems (MES) in the context of Industry 4.0, emphasizing the integration of advanced planning and scheduling capabilities.
2.5. IoT Security in the Industrial 4.0
IoT security remains a significant concern in the industrial context. Hassija et al. [
33] comprehensively surveyed security challenges and solutions in IoT applications. The study identified security threats such as data breaches, unauthorized access, and cyber-attacks and proposed architectural solutions to mitigate these risks in IIoT systems. Noura et al. [
34] conducted a study on privacy and security in IoT, emphasizing the need for security platforms to protect industrial data and prevent unauthorized access to enterprise data.
In their publication, Bag et al. [
35,
36] studied the relationship between Industry 4.0, sustainable manufacturing, and the circular economy, proposing an implementation platform where security is a key, important system component.
2.6. Implementation Challenges and Future Directions
Several studies have focused on the challenges and directions in implementing IIoT and Industry 4.0 applications. Raj et al. [
37] presented barriers to adopting Industry 4.0 technologies in the manufacturing sector and pointed out challenges in data management.
Majumdar et al. [
38] studied and analyzed the barriers to the implementation of Industry 4.0 in the textile industry, including lack of trained personnel, lack of understanding and commitment from business management, lack of government support and policies, lack of good investment in research and development; high implementation costs; fear of failure; and integration and compatibility issues. After analyzing and identifying the barriers, the author proposes a triple helix-based framework for collaborative activities among stakeholders, including garment industry actors, training units, and state management units, to help formulate policies and develop strategies for effectively implementing Industry 4.0 in the Indian textile industry.
Bhattacharjee and Nandi [
39] studied the implementation of IIoT in the renewable energy sector, highlighting the potential benefits and obstacles in integrating IIoT technologies into current renewable energy systems. Jabbour et al. [
40] studied and reviewed the critical success factors for adopting Industry 4.0 technologies in environmentally sustainable manufacturing. In their study, the authors emphasized the role of leadership and corporate culture in influencing the successful implementation of new technologies into enterprises’ manufacturing operations.
Lasi et al. [
41] comprehensively researched, analyzed, and evaluated Industry 4.0, giving specific assessments of the work and application deployment status in the past, present, and future. Wang et al. [
42] studied the implementation of innovative factory models, learning about the leading technologies and strategies to achieve production goals in the current period.
Extensive research on IIoT and Industry 4.0 has shown significant progress and applications in various industrial sectors. Recent studies highlight the transformational potential of IoT technologies in revolutionizing manufacturing processes, enhancing predictive maintenance strategies, and boosting overall operational efficiency. However, challenges such as security threats, implementation complexity, and the need for robust data analytics frameworks remain. Future research should address these challenges and explore integrating emerging technologies such as artificial intelligence, blockchain, and 5G to enhance IoT systems’ capabilities further.
As shown in the papers above, implementing IIoT improves efficiency in many manufacturing industries. However, there have been no specific studies on the application of IoT in the industrial garment industry to monitor and manage production, thereby supporting the effective planning of industrial garment orders. The study focuses on the application of IoT in the industrial garment industry, based on the data collected from the IoT sensor system, which will be integrated with the MIS system of the industrial garment enterprise to support real-time monitoring and management. In addition, the combination of the Real-RCPSP production planning problem will help industrial garment enterprises automate production planning and management more effectively.
The research highlighted earlier indicates that IIoT implementation provides substantial advantages to the production processes of enterprises. However, there has been no specific research on the application of IoT in the garment manufacturing industry, a sector that contributes significantly to the GDP of many countries worldwide, including Vietnam (currently, Vietnam has about 7000 garment enterprises, employing approximately 3 million workers (VnEconomy, VnEconomy.vn 2023), and achieving an export value of USD 44 billion in 2024 (VnEconomy, VnEconomy.vn 2024)). Therefore, researching the application of IIoT in the garment manufacturing industry will promote economic and social development in countries with a thriving garment manufacturing sector.
In this study, we focus on investigating the application of IoT in the garment manufacturing industry to collect real-time production data, thereby supporting management, operation, and automated production planning. The specific contents of this study include:
Proposing a method for deploying IoT applications in garment manufacturing, synchronizing collected data to the cloud computing system, and then converting and integrating it into the enterprise’s Management Information System (MIS), thereby facilitating the compilation and generation of timely management reports.
Based on garment contracts signed between enterprises and partners, this paper proposes a method for digitizing garment contract data into a standardized dataset for automated production planning.
To support automated production planning and scheduling, this paper utilizes the Real-RCPSP (Resource-Constrained Project Scheduling Problem), a complex problem with many constraints that align well with real-world production models, especially in the garment industry. The solution to this problem is a schedule that assigns resources (workers) to perform production stages according to signed garment contracts. Since Real-RCPSP is an NP-Hard problem, finding an optimal solution in polynomial time is impossible. Therefore, it is necessary to use metaheuristics (evolutionary algorithms) to find an approximate solution that satisfies the problem’s constraints. This paper does not use an exact solution, so this study uses two evolutionary algorithms to find a simplification of Real-RCPSP, namely GA (Genetic Algorithm) and PSO (Particle Swarm Optimization). The found schedule can be used for automatic production planning in industrial production.
3. IoT in Industrial Garment Production and Real-Time Data Collection Methods
To improve production management efficiency, industrial garment enterprises currently deploy IoT devices to collect production data directly from the sewing line. These real-time data are synchronized with the IoT device vendor’s cloud server system. Typically, an IoT system deployed at garment companies consists of devices attached directly to industrial sewing machines. When workers perform product steps, these devices collect data about sewing machines and human operations. According to the cloud computing model, the IoT system also includes data storage servers. Collected data will be sent to the cloud server for storage and synthesis and incorporated into reports for users to monitor the production process and supervise and manage production. Reports include the following:
Production progress reports: these reports detail the production progress for each sewing line, each team, each production stage, and the entire company.
Equipment operating speed reports: these reports show the operating status of the equipment, including parameters such as working time, downtime, and equipment maintenance time.
Graphical reports: these reports are used to compare operational efficiency and production progress, providing detailed visual information through graphic images and helping users to monitor and compare easily.
From reports generated from the IoT system based on data collected from industrial sewing machines, managers can make timely decisions to optimize processes and improve production efficiency.
3.1. Collecting and Synchronizing Data to a Cloud Server
One of the critical factors in improving production efficiency is to help managers clearly understand the actual production progress, continuously update in real time, and make timely management decisions. Thanks to technological advances, the modern industrial textile industry can integrate IoT devices into industrial sewing machines to collect information about the production process and sewing machine operations. This integration allows for a detailed evaluation of the performance of each worker, each sewing machine, and the overall performance of the invested equipment. IoT devices will collect sewing machine operations data in real time and then send it to the cloud server via API (application programming interface).
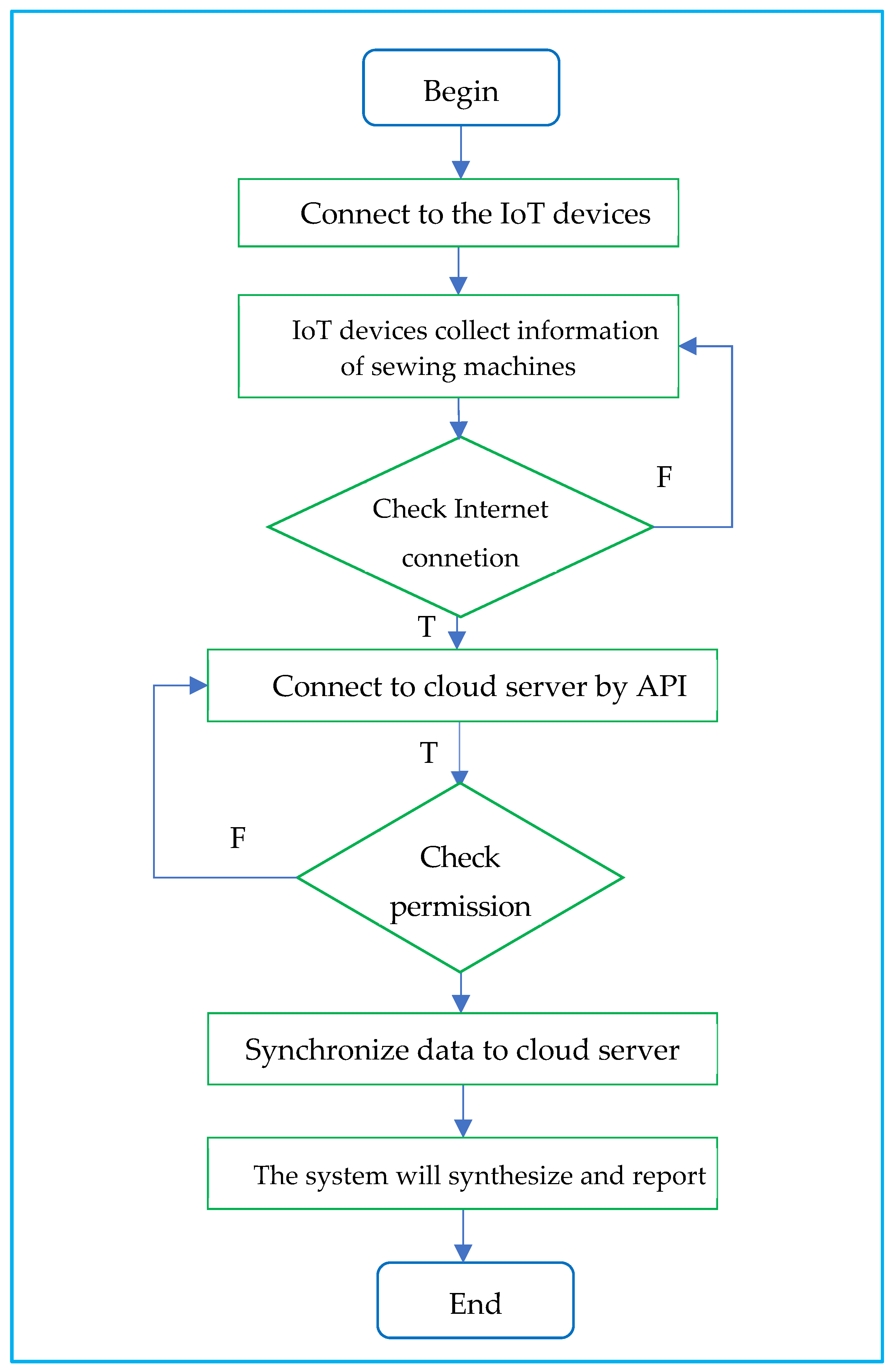
Figure 1 illustrates the steps to synchronize data from IoT sensors to the IoT device provider’s cloud server system.
The specific steps are as follows:
Step 1: Connect the IoT device to the sewing machine via popular protocols such as MQTT, Ethernet, WiFi, or Bluetooth…
Step 2: Receive signals about machine activities. After the IoT device connects to the sewing machine, this device will collect data about the sewing machine’s operation, including stamping rhythm, temperature, vibration… or use sensors that allow monitoring worker actions on equipment and identify when a product is completed on the sewing machine. In addition, IoT devices can be equipped with a manual operating mechanism, which allows workers to confirm (via buttons) on the IoT device after completing the product.
Step 3: Connect to the cloud server’s API via the internet. Each IoT device can connect to a wired or wireless network to serve data transmission across the network environment. Collected data will be compiled into prescribed formats to prepare for transmission to the data storage location; this is performed through APIs provided by the IoT device development company. In this step, the IoT device will open the connection and authenticate the connection status to the service provider’s cloud storage server, preparing for data synchronization.
Step 4: Synchronize data to the cloud server. After successfully opening the connection in Step 3, the IoT device will transfer data through APIs to the provider’s cloud server. The cloud server will save data over time to serve synthesis, statistics, and analysis. Data synchronization is performed immediately after the data are generated (collected) or according to predetermined timers.
Step 5: Summarize and report data. The IoT device provider’s cloud server system will synthesize collected data to create real-time reports on sewing machine operations. These reports can include information about finished product performance and sewing machine errors… Garment business managers can log in to the system and monitor reports for detailed information about ongoing production activities.
One of the critical factors in improving production efficiency is to help managers clearly understand the actual production progress, continuously update in real time, and make timely management decisions. Thanks to technological advances, the modern industrial textile industry can integrate IoT devices into industrial sewing machines to collect information about the production process and sewing machine operations. This integration allows for a detailed evaluation of the performance of each worker, each sewing machine, and the overall performance of the invested equipment. IoT devices will collect data about sewing machine operations in real time and then send it to the cloud server via API (application programming interface).
Figure 1 illustrates the steps to synchronize data from IoT sensors to the IoT device provider’s cloud server system.
3.2. Synchronize Data from the Cloud Server to the Enterprise’s MIS System
The IoT device and service provider’s cloud server system can aggregate and generate reports to support the monitoring of device operations in the factory. However, these reports are often simple and statistical. As a result, managers often need help to grasp detailed production information in real time. To overcome this issue, enterprises often extract data stored on the cloud server and store it in the database of their enterprise MIS system. The MIS system is a system that enterprises have deployed separately to serve their management tasks, including detailed information on human resources, resources, costs, warehousing, contract management information, human resources management, and data on the performance of previous contracts. Therefore, integrating MIS data with data obtained from the cloud server enables enterprises to create comprehensive and in-depth reports that meet the specific needs of managers.
To facilitate the transfer of data from the cloud server to the enterprise MIS, it is necessary to establish a robust data synchronization system and design appropriate data structures for efficient storage. This ensures that all accessed data can be fully and seamlessly integrated and utilized.
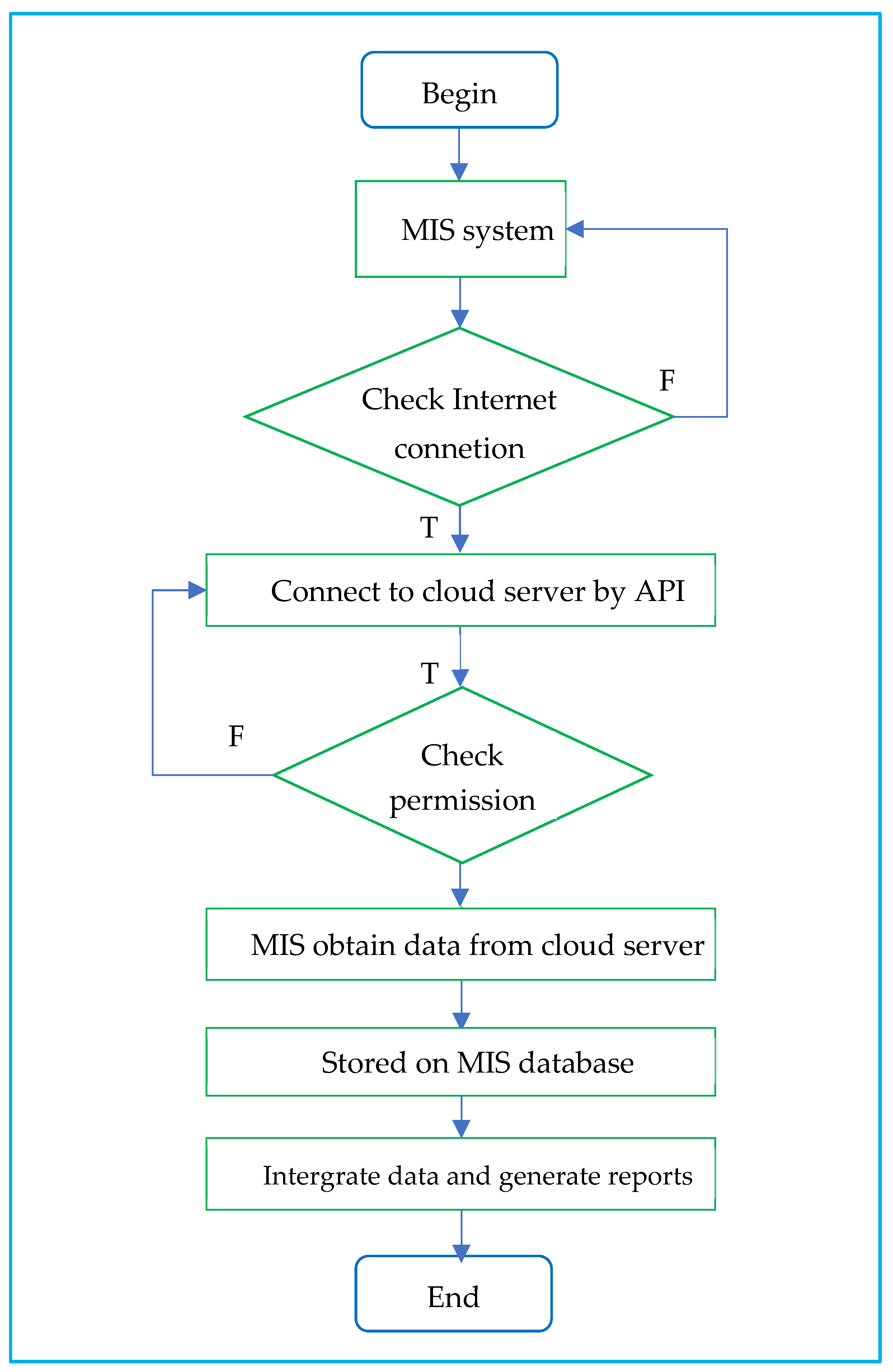
Figure 2 illustrates the entire process, from data retrieval from the cloud server to data storage in the enterprise MIS.
The specific steps are as follows:
Step 1: From the enterprise’s information management system, connect to the IoT device provider’s cloud server system through application programming interfaces (API). This connection must be authenticated with a security account issued by the service provider to the business using the IoT device.
Step 2: Retrieve data stored on the cloud server. API methods are used to query data from the cloud server according to the business’s wishes and when the data are generated.
Step 3: Store the collected data in the MIS system database (on the enterprise’s server). Retrieved data can be classified, encrypted, or authorized to use data according to the specific wishes of the business.
Step 4: The system will synthesize information and display reports according to business management requirements.
To ensure continuity and uniformity of the synchronization process, the enterprise server has set up processes or automatically synchronizes data over time. This process must be performed carefully and under control to ensure the accuracy and reliability of data synchronization between the two servers.
4. Storing Sewing Data and Transforming into Experimental Datasets
4.1. Database Structure to Store Sewing Data
After data about the production process are synchronized to the cloud server system of the IoT device supplier (for example, Borther supplier), the business can retrieve this data (through the API provided by the supplier), providing business-level services and integrating with the business’s MIS system data. This integration helps create more in-depth reports about the enterprise’s production and business activities. For effective integration, the MIS database must be fully organized and capable of storing data from the cloud server. This stored data includes customer information, contact details, products to be manufactured, production stages, sewing workers, sewing lines (where workers are placed for the work process continuity), implementation plans and schedules, equipment, and nationwide distribution sewing lines and workers.
Table 1 presents a detailed list of data tables in the database, organized to support efficient data storage and retrieval from the IoT system.
The organization of data into well-defined, structured tables facilitates streamlined data access and processing, enabling rapid aggregation for high efficiency and accuracy in generating management reports. Moreover, this structured data architecture allows seamless integration with existing datasets within the enterprise MIS, supporting the creation of consolidated reports, such as employee information, production costs, material inventories, and contract details. These capabilities contribute to the continuous and precise monitoring of production activities through comprehensive reporting. Regarding storage, employing a relational database management system allows structured data to be stored and scaled without limitation, ensuring reliable support for long-term data retention and system expansion.
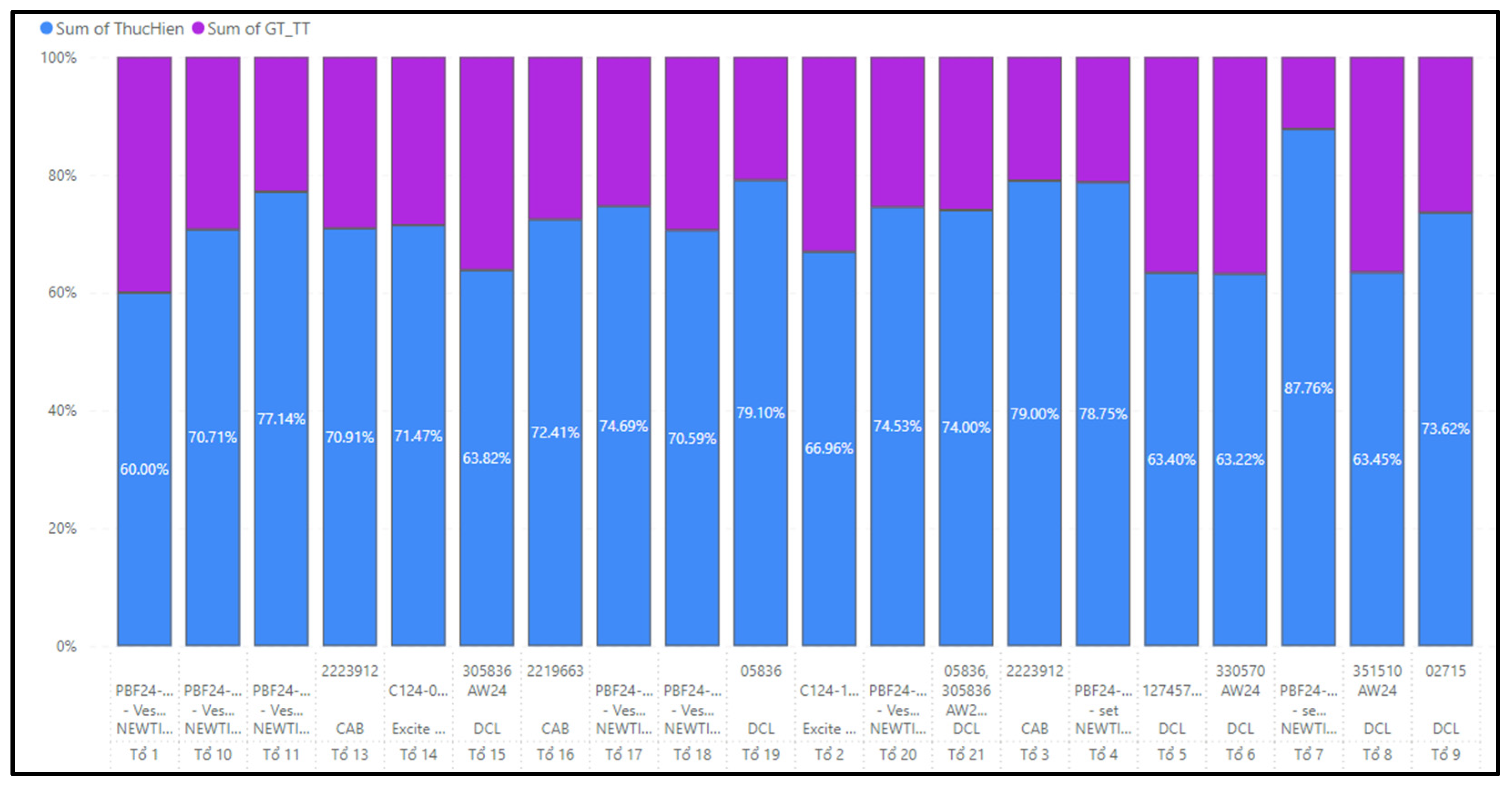
Figure 3 below presents a productivity chart segmented by the product’s stages. The “
Sum of GT_TT” data illustrates the planned activities to be carried out each day, while the “
Sum of ThucHien” data shows the progress of product implementation and the output achieved during synthesis. Additionally,
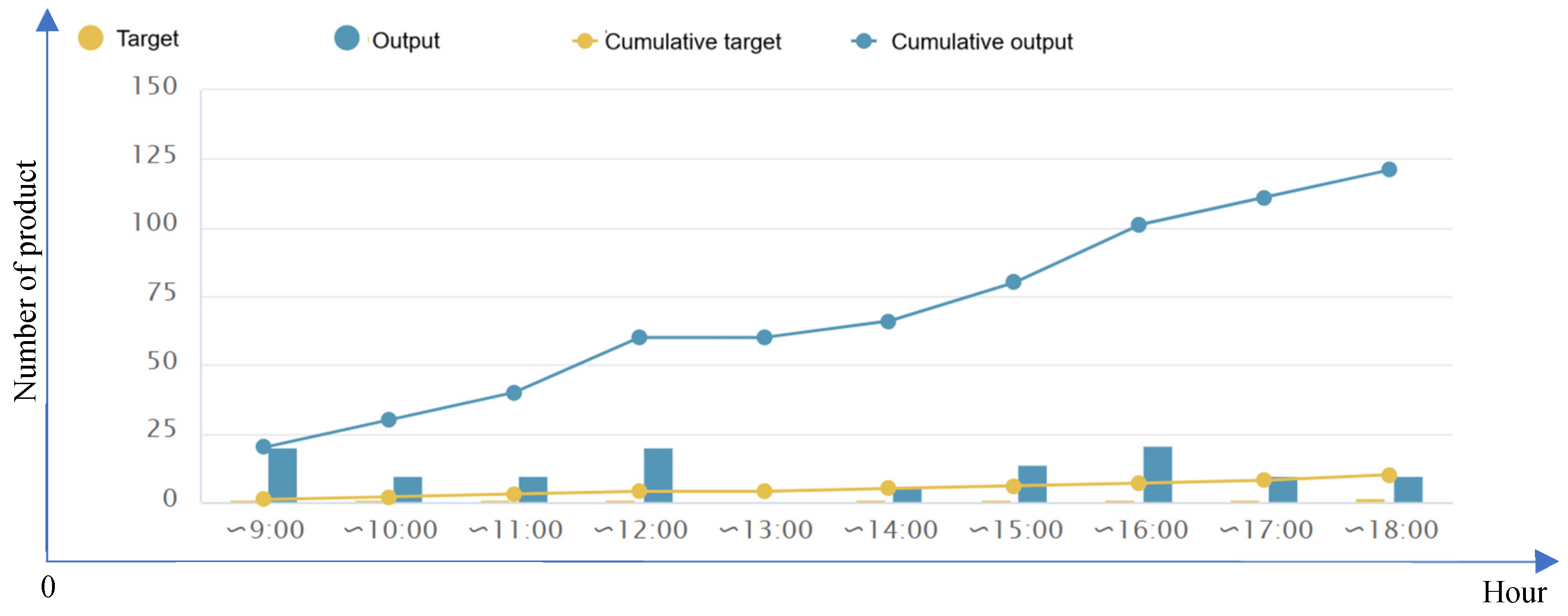
Figure 4 shows the total number of products produced hourly. These two charts help managers monitor the implementation of the production plan in real time, thereby providing timely instructions if problems arise, helping production to be carried out continuously.
In
Figure 3, the information illustrates the production rate achieved compared to the planned target and identifies the responsible production team. The product codes and names are pre-organized and stored within the company’s ERP system.
For example, in the first column, “PBF24… Ves NEWTI” represents the product code scheduled for production. “Tổ 1” refers to the group of workers assigned to the task, and the production rate achieved at the time of this progress snapshot is 60% of the planned target.
Figure 4 illustrates the hourly production results of the product. In this case, the target number of products per hour set by the enterprise is assumed to be 1, while the actual production values were collected hourly. From 8:00 to 9:00, 20 products were produced, and from 17:00 to 18:00, 10 products were produced. The cumulative number of products by 18:00 reached 121.
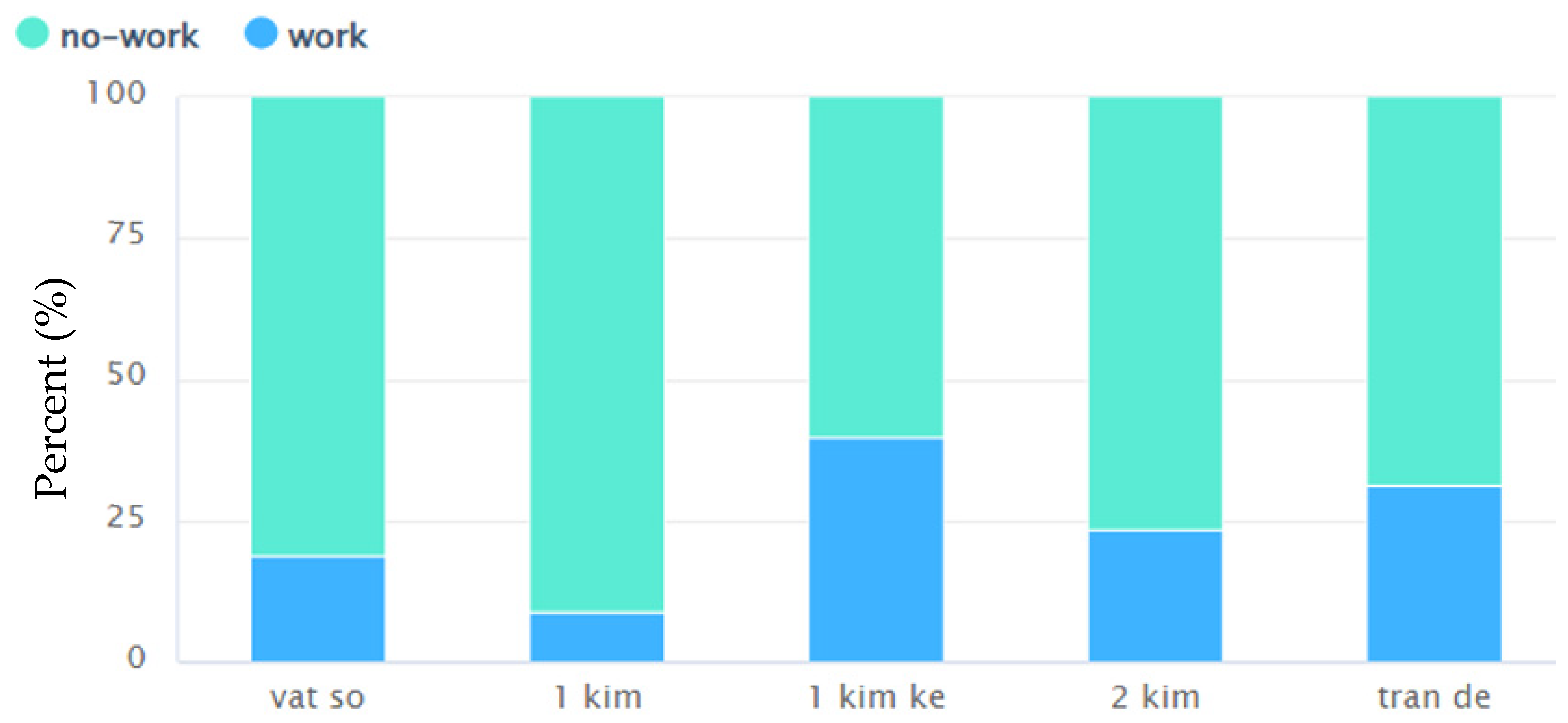
Figure 5 illustrates the working time of equipment in a sewing line. The garment enterprise assigns these devices’ names based on the MIS of the equipment being used (e.g., “1 kim” means a single-needle sewing machine, etc.). These equipment names are stored in the enterprise’s ERP system, integrated with IoT data, and visualized in the chart shown in the figure. Monitoring the working time of equipment enables managers to assess the efficiency of equipment utilization, allowing them to make adjustments and reallocate equipment appropriately among units, ensuring the most efficient use of available resources.
4.2. Data of Production Contracts
The company’s garment contracts signed with partners are stored in the system, including necessary details such as contract name, contract type, partner information, product order type, and the number of products to produce and export. In addition, to facilitate production, businesses must calculate the number of steps necessary to complete each product. Based on information from signed contracts, the garment company will organize sewing lines to produce products according to partners’ orders. For example,
Table 2 illustrates the primary information of TNG company’s sewing contracts [
43], information including product name (can include product code and specifications in the name), product name needed to be produced, quantity of products ordered, number of stages to produce a corresponding product.
According to product manufacturing requirements, certain stages must be completed in a specific order, with higher priority stages needing to be finished before subsequent stages can be started. Based on actual production data for each product type, contract #1 (as shown in
Table 2) includes 1026 priority constraints, while contract #2 has 1894 priority constraints. To carry out these contracts, the enterprise arranged four production teams (sewing lines) with 37, 39, 47, and 41 workers, respectively. This insight is converted into input datasets to assist businesses with automated production planning, ensuring that all prioritization and resource allocation constraints are managed effectively.
Converting contract data into input data for the scheduling problem is conducted based on data characteristics and constraints in the garment industry, such as:
Each production contract signed between a business and a customer may include one or more types of products.
Each type of product has a specific quantity, and each type of product includes many stages of production, with specific constraints on the priority order of performing each stage. Higher-priority stages must be completed before lower-priority stages.
Each production stage requires professional skills and workers to perform. Workers with lower skill levels than required cannot perform that step. On the contrary, only workers with qualifications equal to or above the required level can perform the process. Generally, the higher the worker’s skill level, the better the quality or the faster the production can be completed.
The characteristics of industrial sewing line data are highly compatible with the input dataset of the Real-RCPSP problem (to be detailed in
Section 5). Therefore, digitizing the data from garment contracts and production resource information into a standardized dataset suitable for the Real-RCPSP problem is necessary. The digitalization of sewing line data is carried out according to the following rules:
Each garment contract is considered a project and can generate multiple data files depending on the allocation of resources.
Each stage in the sewing line is treated as a task.
The duration of a stage corresponds to the task execution time.
Sewing workers have various skill levels or grades (ranging from 1 to 7), which correspond to skill levels in the MS-RCPSP model.
Each worker is a resource, and each resource is assigned a specific skill level.
The sequence of sewing stages for finished products represents the priority order of task execution.
Based on the garment contract data in
Table 2, the workers of each production team, and the six data digitalization rules above, the digitization process produces standardized datasets as presented in
Table 3.
In
Table 3, the specific values are as follows:
Dataset name: The name of the dataset.
Tasks: The number of tasks required to complete a product.
Resources: The number of resources (workers) utilized to fulfill the signed garment production contract.
Precedence constraints: The number of precedence constraints corresponding to each dataset, representing the total number of tasks that must be completed before other tasks can begin during the execution of contract products.
Number of skills: The workers producing the products’ skills (worker grades).
Practical Time (PT): The time required to complete the order, measured in hours.
The TNG dataset, used as the experimental dataset for the Real-RCPSP problem, will be detailed in
Section 5 below. Applying this problem helps identify optimal resource allocation strategies for organizing production stages in the sewing line for garment contracts.
5. The Real-RCPSP Problem Applying in Automated Production Planning
Enterprise managers can monitor the plan implementation progress in real-time in detail based on data collected from the IoT system. The monitoring allows them to make appropriate and timely decisions, ensuring that all contracts are completed on schedule. The data collected includes various metrics, such as production rates, machine performance, and labor productivity, which are continuously updated. To support efficient operations, businesses integrate this data with manufacturing contract information from partners, such as deadlines, order quantities, and specific customer requirements. By analyzing information collected in real time, businesses can build automatic production plans to effectively utilize resources such as workers, materials, equipment, and machinery. It helps businesses improve efficiency, reduce waste, reduce product completion time and signed contracts, and better meet customer needs.
The production planning problem must consider various constraints related to the resources used in production. One of the critical factors in production planning is the capacity of resources utilized in different production stages. Typically, resources with higher capacity complete products faster or with better quality.
5.1. The Real-RCPSP Problem
This article proposes using the Real-RCPSP problem for production planning, which is very suitable for this purpose because it considers resource, worker level, and real-time constraints. The Real-RCPSP problem is described through specific mathematical constraints, presented in detail in Formulas (1) to (10) below.
Table 4 presents the list of notations used to define the Real-RCPSP problem.
The objective function of the Real-RCPSP problem is as follows:
where:
The objective function of the problem aims to minimize the project completion time (referred to as makespan). Makespan is determined based on the completion time of all tasks assigned to the resource that finishes the work last.
The specific constraints are as follows:
Constraint (3): Each resource must have at least one skill.
Constraints (4) and (5): The execution time for any task must be at least 0. (In practice, the execution time for any real task is always > 0; the 0 case illustrates two dummy tasks representing the project’s start and end times).
Constraint (6): A parent task (task i) must finish before its child task (task j) begins. The end time of task i is denoted as Ei, and the start time of task j is Ej − tj (end time minus execution time).
Constraint (7): For every task i ∈ Wk (the set of tasks that resource k can perform), there must exist a skill S ∈ Sk (the set of skills of resource k) such that (the skill type of S matches the skill type required by task i) and hSq ≥ hri h (the skill level of the resource performing the task is greater than or equal to the skill level required for the task).
Constraint (8): At any given time (q), each resource can perform at most one task. If , the resource k is not assigned to any task. If , the resource k is assigned to exactly one task.
Constraint (9): Each task must be assigned to exactly one resource and can only be executed by that single resource.
Constraint (10): A unique constraint of the Real-RCPSP problem states that if the skill level of the resource performing the task exceeds the skill level required, the execution time can be shorter than the standard time for that task.
In the Real-RCPSP problem, each task has specific skill requirements that the resource must meet to be performed. Additionally, each resource is categorized into different skill levels.
5.2. Planning Production Operations Using the Real-RCPSP Problem
To coordinate production in each sewing line, we apply the Real-RCPSP problem using the digitized sewing line dataset in
Table 5. Because Real-RCPSP is classified as an NP-Hard problem and cannot be solved in polynomial time, evolutionary algorithms are needed to determine the optimal schedule for each dataset. In this paper, we use the GA [
3,
4] and PSO [
5,
6] algorithms to schedule the execution of garment contracts (each contract is considered a project).
GA is a traditional evolutionary algorithm that has been widely applied to solve complex problems. This algorithm undergoes evolution through many generations, with each generation going through selection, crossover, and mutation, thereby creating better individuals in subsequent generations. However, as a somewhat traditional algorithm, it has not seen many improvements and is not truly effective. This paper chooses the GA algorithm to experiment to verify the execution time of a garment contract according to the production plan established based on experience (represented by the PT column in
Table 3) with the schedule generated by the GA algorithm. Details are presented in Algorithm 1.
| Algorithm 1. GA |
Input: tmax: the max of evolutionary generations
Output the best particle: Pbest |
Begin
Pall = Load dataset and initial population
Pbest = P0
for (int gen = 0; gen < tmax; gen++)
{
// Evaluate fitness of the population
foreach (var Pi in Pall) fitness(i) = f(Pi);
List<Individual> list = Selection(Pall);
List<Individual> offspring = Crossover(list);
Pall = Mutate(offspring);
Pall = LocalSearch(Pall);
// Caculate the Pbest
foreach (var Pi in Pall)
if (f(Pi) < f(Pbest)) Pbest = Pi;
}
return Pbest
end |
Where:
f: objective function |
To improve the efficiency of the schedule generated by the Real-RCPSP problem, this paper experiments with a more modern algorithm, PSO. This algorithm typically yields better results than GA due to improvements by using two parameters in the evolutionary process: velocity vector and position vector. Using these two vectors helps PSO improve the convergence speed of the algorithm. The evolutionary calculation of PSO is performed through Equations (11) and (12) below.
where:
vik+1: the velocity vector of the i particle at the k + 1 generation;
vik: the velocity vector of the i particle at the k generation;
xik+1: the position vector of the i particle at k + 1 generation;
xik: the position vector of the i particle at the k generation;
pbesti: is the best position vector of the i particle from the 1st to current generation;
Pbest: is the best position vector of the population from the 1st to current generation;
The coefficients in the PSO formula have the following meanings:
- ○
: inertia coefficient;
- ○
c1, c2: are acceleration coefficients representing the experiential characteristics of bodies and the experience of the population;
- ○
rand1, rand2: are random coefficients in the interval [0, 1].
Details of PSO are shown in Algorithm 2 as follows.
| Algorithm 2. PSO |
Input: tmax: the max of evolutionary generations
Output the best particle: Pbest |
Begin
Pall = Load dataset and initial population
t = 0
while (t < tmax)
t = t + 1
for i = 1 to size(Pall) do
Caculation the objective function f(Pi)
end for
for i = 1 to size(Pall) do
if f(Pi) < f(fitnessi) then
pbesti = Pi
f(pbesti) = f(Pi)
end if
end for
for i = 1 to size(Pall) do // caculate best particle
If (f(Pbest) > f(Pi)) Pbest = Pi
for i = 1 to size(Pall) do
Update velocity vector by the (11) formular
Update position vector by (12) formular
end for
end while
return Pbest
end
|
Where:
f: objective function
fitnessi: The best value of the i particle in the population from the 1st generation to the current generation. |
Applying the Real-RCPSP problem to the industrial garment production process allows leaders to develop an automated production plan, eliminating the reliance on traditional, experience-based manual methods. This production plan is automatically generated using input datasets (digitized orders) for the Real-RCPSP problem in combination with the PSO algorithm. Detailed calculations consider constraints such as labor requirements, execution time, and the number of products.
5.3. Experimental Parameters
We have implemented the Genetic Algorithms and Particle Swarm Optimization (PSO) to optimize production scheduling to solve the Real-RCPSP problem. The experimental parameters used are as follows:
Dataset: 08 datasets are presented in
Table 3.
Population size Np: 50.
Number of generations, Ng: 20,000.
Number of test conducts: 15.
Actual environment: Microsoft Visual Studio 2022, C#.
5.4. Experimental Results
The experimental results with the GA algorithm are presented in
Table 5, and the experimental results with the PSO algorithm are presented in
Table 6.
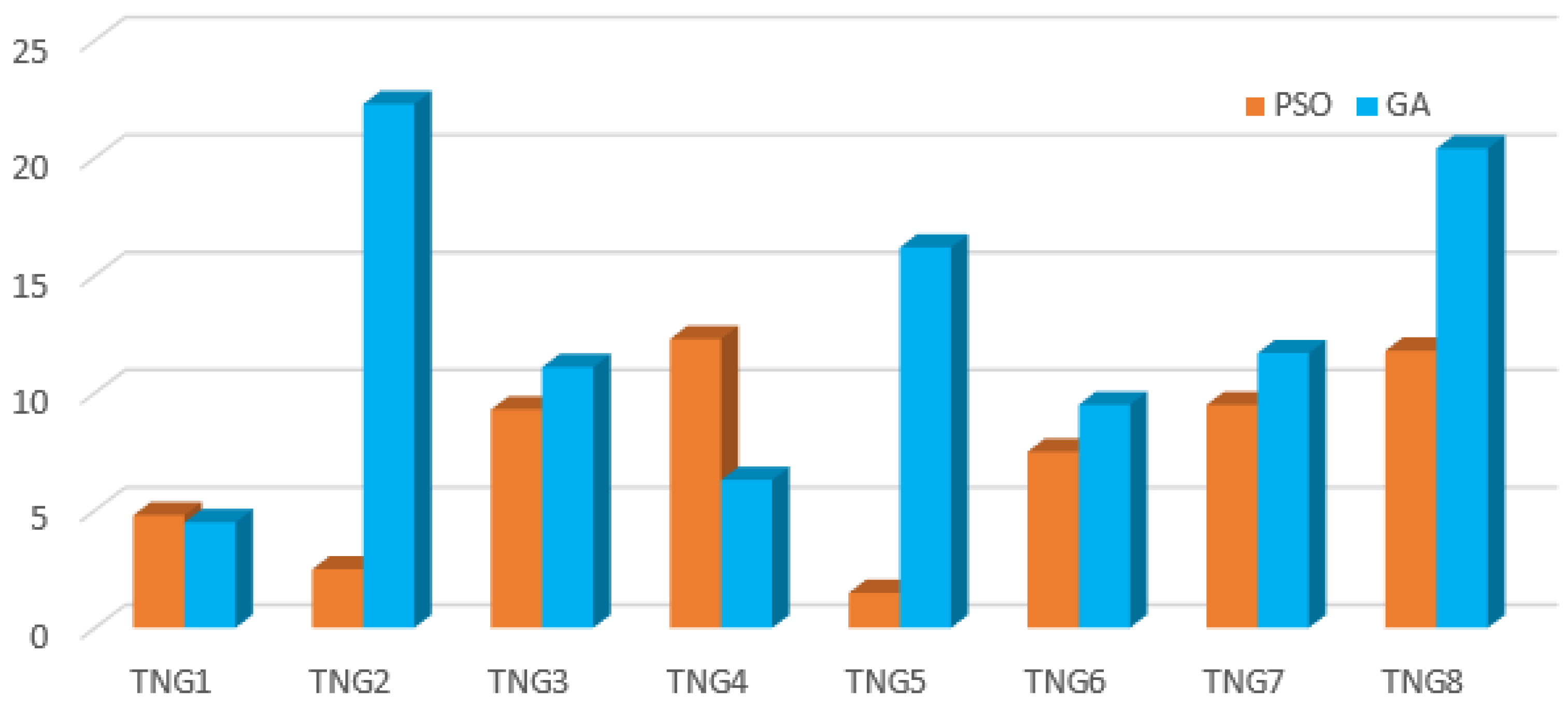
In each table, the “Avg” column represents the average value of 15 experiments with the same dataset, the “Best” column shows the maximum value from the total number of experiments, and the “Std” column indicates the standard deviation across the experiments. The “Deviation” column represents the difference between TNG-PT and the Best value of the experimental algorithm. In contrast, the “%” column shows the percentage by which the experimental results with the respective algorithm are better compared to TNG-PT.
The experimental results demonstrate the resource allocation for executing the tasks of a project, in this case, the assignment of personnel to the production stages of a garment contract. Therefore, the solution found can be used to plan production within the company.
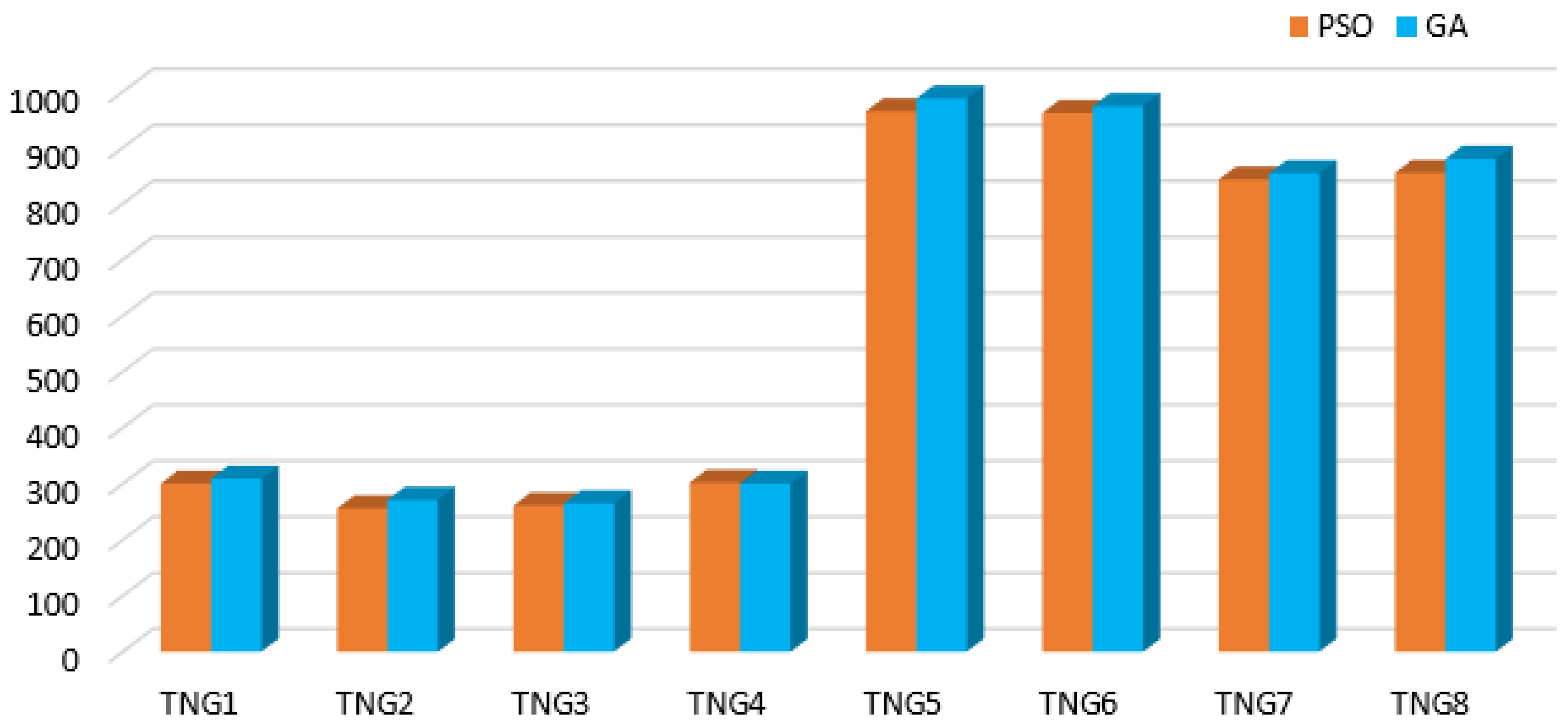
The experiments show that applying the GA and PSO algorithms, combined with the Real-RCPSP problem, produces better results than traditional (experience-based) or semi-automated planning (using simple tools, e.g., Excel). Specifically, compared to the GA algorithm, production progress can improve by 3.33% to 26.16%, and with the PSO algorithm, by 4.48% to 28.36%. These results will significantly enhance the company’s production efficiency, helping the company save costs, increase profits, improve competitiveness, and increase opportunities to attract customers.
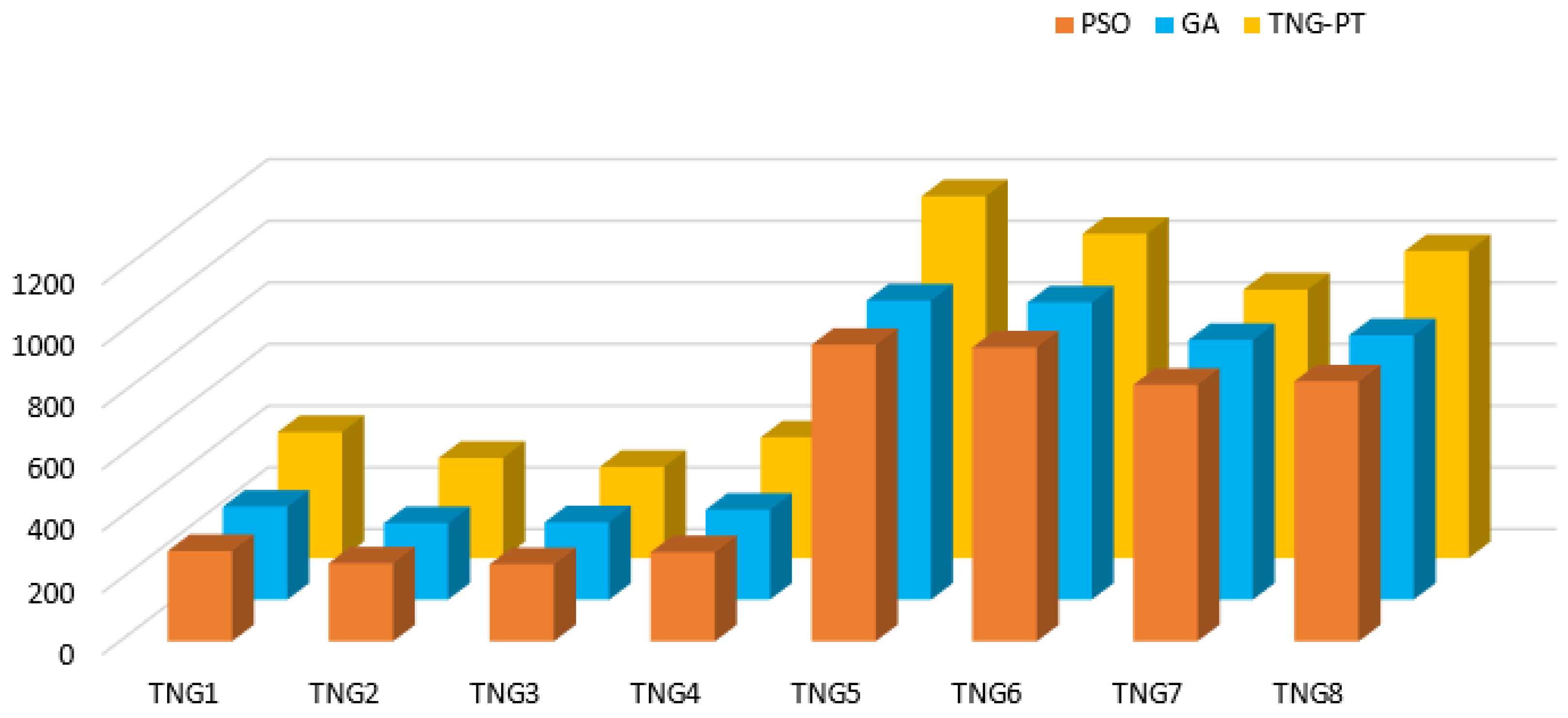
Figure 6 compares the effectiveness of the GA and PSO algorithms with actual production times corresponding to each dataset.
Both algorithms have shown effectiveness, specifically in reducing the execution time of garment contracts. Among them, the PSO algorithm proves to be more efficient than the GA algorithm, as follows:
The results demonstrate the feasibility of automatically calculating workflow coordination and stage assignments within the industrial sewing line. The characteristics of industrial sewing data align well with the Real-RCPSP (Real-Resource Constrained Project Scheduling Problem) model due to the closely matched data and process attributes. By deploying an automatic production planning model, garment businesses can optimize resource utilization for executing garment contracts, thereby reducing contract execution time and significantly enhancing profitability.
The automated production planning method, leveraging the Real-RCPSP model and approximation algorithms, represents an intelligent solution to previous production challenges. This approach streamlines the production process and enhances operational efficiency and cost-effectiveness. Furthermore, it contributes to a higher adoption rate of information technology applications in production automation, supporting an inevitable trend toward more intelligent, more efficient manufacturing practices in the coming period.
In conclusion, integrating IoT and advanced scheduling algorithms like Real-RCPSP in the industrial sewing sector marks a significant step forward. This advancement fosters better resource management, quicker response times to production demands, and improved overall performance, paving the way for a more innovative and competitive garment industry.
6. Conclusions
The article presented the method of deploying an IoT system in the industrial sewing industry to collect data directly on sewing machines and send it to the database on the cloud server system. From the collected data, the cloud server system will compile management reports to help managers at garment enterprises directly monitor factory production situations in real time, thereby making timely management decisions.
In order to combine with the MIS system at the enterprise to provide more detailed data about the enterprise’s production and business activities, this article presents the process of integrating data collected from IoT devices with other data on the MIS system. It proposes a data structure to store data collected from IoT on the enterprise’s MIS system.
The article also applies an automatic production planning method based on data collected from the IoT system and data about garment contracts that businesses have signed. Automatic production planning is performed by applying the Real-RCPSP project scheduling problem. The solution to this problem is a schedule to establish the enterprise’s resources in implementing each stage of product production in the garment contract. The input data of this problem is converted from garment contracts according to the problem’s constraints. Experiments conducted with the PSO algorithm show that the production plan automatically created by the Real-RCPSP problem reduces production time significantly (specifically…), which helps businesses improve production efficiency, increase profits, and enhance competitive advantage.
Despite delivering better results than traditional planning methods, GA and PSO still face challenges such as slow convergence, a high tendency to get stuck in local optima, and substantial computational costs. To address these issues, we plan to explore using adaptive techniques and reinforcement learning to achieve better solutions. Adaptive techniques allow dynamic adjustment of parameters during the evolutionary process, fostering faster convergence and broader solution space exploration, ultimately improving overall efficiency. With its structured framework, reinforcement learning offers significant potential for solving the Real-RCPSP problem. By leveraging key components such as assigning makespan as a reward, schedules as states, constraints as the environment, and tasks as actions… reinforcement learning can efficiently guide the search for near-optimal solutions. This approach is expected to enhance production scheduling for businesses significantly. Additionally, we aim to integrate IoT into production models and further develop automated planning methods to boost productivity and operational efficiency across various manufacturing processes.
Author Contributions
Conceptualization, H.D.Q.; Methodology, H.D.Q. and L.N.T.; Software, H.D.Q. and T.B.Q.; Data curation, H.D.Q. and L.N.T.; Supervision, H.D.Q., L.N.T. and T.B.Q.; Validation, L.N.T. and P.H.M.; Writing—original draft, P.H.M.; Writing—review & editing, L.N.T. and P.H.M.; Funding acquisition, L.N.T.; Resources, T.B.Q.; Project administration, T.B.Q.; Investigation, P.H.M. All authors have read and agreed to the published version of the manuscript.
Funding
This study was supported and funded by the science and technology project no. B2024-SPH-14.
Data Availability Statement
Acknowledgments
This study was supported and funded by the science and technology project no. B2024-SPH-14. The authors gratefully acknowledge the Hanoi National University of Education (HNUE) and the Ministry of Education and Training, Vietnam.
Conflicts of Interest
The authors declare that there are no conflicts of interest regarding the publication of this paper.
References
- Quoc, H.D.; The, L.N.; Doan, C.N.; Thanh, T.P.; Xiong, N.N. Intelligent Differential Evolution Scheme for Network Resources in IoT. Sci. Program. 2020, 2020, 12. [Google Scholar] [CrossRef]
- Quoc, H.D.; The, L.N.; Doan, C.N.; Xiong, N. Effective Evolutionary Algorithm for Solving the Real-Resource Constrained Scheduling Problem. J. Adv. Transp. 2020, 2020, 11. [Google Scholar] [CrossRef]
- Mirjalili, S.; Mirjalili, S. Genetic algorithm. Evol. Algorithms Neural Netw. Theory Appl. 2019, 780, 43–55. [Google Scholar] [CrossRef]
- Singh, V.K.; Panda, K.C.; Sagar, A.; Al-Ansari, N.; Duan, H.-F.; Paramaguru, P.K.; Vishwakarma, D.K.; Kumar, A.; Kumar, D.; Kashyap, P.S.; et al. Novel Genetic Algorithm (GA) based hybrid machine learning-pedotransfer Function (ML-PTF) for prediction of spatial pattern of saturated hydraulic conductivity. Eng. Appl. Comput. Fluid Mech. 2022, 16, 1082–1099. [Google Scholar] [CrossRef]
- Gad, A.G. Particle swarm optimization algorithm and its applications: A systematic review. Arch. Comput. Methods Eng. 2022, 29, 2531–2561. [Google Scholar] [CrossRef]
- Song, B.; Wang, Z.; Zou, L. An improved PSO algorithm for smooth path planning of mobile robots using continuous high-degree Bezier curve. Appl. Soft Comput. 2021, 100, 106960. [Google Scholar] [CrossRef]
- Khan, W.; Rehman, M.; Zangoti, H.; Afzal, M.; Armi, N.; Salah, K. Industrial internet of things: Recent advances, enabling technologies and open challenges. Comput. Electr. Eng. 2020, 81, 106522. [Google Scholar] [CrossRef]
- Hudec, R.; Matúška, S.; Kamencay, P.; Benco, M. A smart IoT system for detecting the position of a lying person using a novel textile pressure sensor. Sensors 2020, 21, 206. [Google Scholar] [CrossRef]
- Madakam, S.; Uchiya, T. Industrial Internet of Things (IIoT): Principles, processes and protocols. In The Internet of Things in the Industrial Sector; Springer: Berlin/Heidelberg, Germany, 2019; pp. 35–53. [Google Scholar] [CrossRef]
- Schneider, S. The industrial internet of things (IIoT): Applications and taxonomy. In Internet of Things and Data Analytics Handbook; Wiley: Hoboken, NJ, USA, 2017; pp. 41–81. [Google Scholar] [CrossRef]
- Gomes, J.B.A.; Rodrigues, J.J.P.C.; Rabêlo, R.A.L.; Kumar, N.; Kozlov, S. IoT-enabled gas sensors: Technologies, applications, and opportunities. J. Sens. Actuator Netw. 2019, 8, 57. [Google Scholar] [CrossRef]
- Chauhan, C.; Singh, A. A review of Industry 4.0 in supply chain management studies. J. Manuf. Technol. Manag. 2019, 31, 863–886. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An overview on 3D printing technology: Technological, materials, and applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Munín-Doce, A.; Díaz-Casás, V.; Trueba, P.; Ferreno-González, S.; Vilar-Montesinos, M. Industrial Internet of Things in the production environment of a Shipyard 4.0. Int. J. Adv. Manuf. Technol. 2020, 108, 47–59. [Google Scholar] [CrossRef]
- Galin, R.; Meshcheryakov, R. Automation and robotics in the context of Industry 4.0: The shift to collaborative robots. IOP Conf. Series Mater. Sci. Eng. 2019, 537, 032073. [Google Scholar] [CrossRef]
- Saravanan, G.; Parkhe, S.S.; Thakar, C.M.; Kulkarni, V.V.; Mishra, H.G.; Gulothungan, G. Implementation of IoT in production and manufacturing: An Industry 4.0 approach. Mater. Today Proc. 2022, 51, 2427–2430. [Google Scholar] [CrossRef]
- Zonta, T.; da Costa, C.A.; Righi, R.d.R.; de Lima, M.J.; da Trindade, E.S.; Li, G.P. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput. Ind. Eng. 2020, 150, 106889. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing smart factory of Industry 4.0: An outlook. Int. J. Distrib. Sens. Netw. 2016, 2016, 1–10. [Google Scholar] [CrossRef]
- Almada-Lobo, F. The Industry 4.0 revolution and the future of manufacturing execution systems (MES). J. Manuf. Syst. 2016, 3, 16–21. [Google Scholar] [CrossRef]
- Massaro, A.; Mastandrea, G.; D’Oriano, L.; Rana, G.R.; Savino, N.; Galiano, A. Systems for an intelligent application of automated processes in industry: A case study from PMI IoT Industry 4.0 project. In Proceedings of the IEEE International Workshop on Metrology for Industry 4.0 and IoT, Rome, Italy, 3–5 June 2020. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Industry 4.0 applications in medical field: A brief review. Curr. Med. Res. Pract. 2019, 9, 102–109. [Google Scholar] [CrossRef]
- Kamble, S.S.; Gunasekaran, A.; Dhone, N.C. Industry 4.0 and lean manufacturing practices for sustainable organizational performance in Indian manufacturing companies. Int. J. Prod. Res. 2020, 58, 1319–1337. [Google Scholar] [CrossRef]
- Silvestri, C.; Aquilani, B.; Piccarozzi, M.; Mauri, C. Industry 4.0 and circular economy: An exploratory analysis of academic and practitioners’ perspectives. Bus. Strategy Environ. 2020, 29, 878–891. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Zhang, X.; Feng, Z.; Leng, J. Blockchain-based framework for improving supply chain traceability and information sharing in precast construction. Autom. Constr. 2021, 111, 103063. [Google Scholar] [CrossRef]
- Rani, R.; Garg, R. Energy efficient task scheduling using adaptive PSO for cloud computing. Int. J. Reason.-Based Intell. Syst. 2021, 13, 50–58. [Google Scholar] [CrossRef]
- Morabito, R.; Petrolo, R.; Loscri, V.; Mitton, N. LEGIoT: A lightweight edge gateway for the Internet of Things. Future Gener. Comput. Syst. 2018, 81, 1–15. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, X.; Wang, L. Industry 4.0 and cloud manufacturing: A comparative review. Engineering 2020, 6, 243–260. [Google Scholar] [CrossRef]
- Rossit, D.A.; Tohmé, F.; Frutos, M. A data-driven scheduling approach to smart manufacturing. J. Ind. Inf. Integr. 2019, 15, 100189. [Google Scholar] [CrossRef]
- Na, W.; Lee, Y.; Dao, N.N.; Vu, D.N.; Masood, A.; Cho, S. Directional link scheduling for real-time data processing in smart manufacturing system. IEEE Internet Things J. 2018, 5, 3661–3671. [Google Scholar] [CrossRef]
- Mo, F.; Rehman, H.U.; Monetti, F.M.; Chaplin, J.C.; Sanderson, D.; Popov, A.; Maffei, A.; Ratchev, S. A framework for manufacturing system reconfiguration and optimisation utilising digital twins and modular artificial intelligence. Robot. Comput.-Integr. Manuf. 2023, 82, 102524. [Google Scholar] [CrossRef]
- Qu, T.; Lei, S.; Wang, Z.; Nie, D.; Chen, X. IoT-based real-time production logistics synchronization system under smart cloud manufacturing. Int. J. Adv. Manuf. Technol. 2016, 84, 147–164. [Google Scholar] [CrossRef]
- Prasad, G.; Pillai, A. Role of industrial IoT in critical environmental conditions. In Proceedings of the 2nd International Conference on Intelligent Computing and Control Systems (ICICCS), Madurai, India, 14–15 June 2018; pp. 1369–1372. [Google Scholar] [CrossRef]
- Hassija, V.; Chamola, V.; Saxena, V.; Jain, D.; Goyal, P.; Sikdar, B. A survey on IoT security: Application areas, security threats, and solution architectures. IEEE Access 2019, 7, 82721–82743. [Google Scholar] [CrossRef]
- Noura, H.; Salim, N.; Dhaou, I.B.; Drira, K. A comprehensive survey on privacy and security issues in Internet of Things. Internet Things 2020, 12, 100251. [Google Scholar] [CrossRef]
- Bag, S.; Pretorius, J.H.C. Relationships between industry 4.0, sustainable manufacturing, and circular economy: Proposal of a research framework. Int. J. Organ. Anal. 2020, 28, 1109–1132. [Google Scholar] [CrossRef]
- Bag, S.; Telukdarie, A.; Pretorius, J.H.C.; Gupta, S. Industry 4.0 and supply chain sustainability: Framework and future research directions. Benchmarking Int. J. 2021, 28, 1410–1450. [Google Scholar] [CrossRef]
- Raj, A.; Dwivedi, G.; Sharma, A.; de Sousa Jabbour, A.B.L.; Rajak, S. Barriers to the adoption of industry 4.0 technologies in the manufacturing sector: An inter-country comparative perspective. Int. J. Prod. Econ. 2020, 224, 107546. [Google Scholar] [CrossRef]
- Majumdar, A.; Garg, H.; Jain, R. Managing the barriers of Industry 4.0 adoption and implementation in textile and clothing industry: Interpretive structural model and triple helix framework. Comput. Ind. 2021, 125, 103372. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Nandi, C. Implementation of industrial internet of things in the renewable energy sector. In The Internet of Things in the Industrial Sector; Springer: Berlin/Heidelberg, Germany, 2019; pp. 223–259. [Google Scholar] [CrossRef]
- Jabbour, C.J.C.; de Sousa Jabbour, A.B.L.; Foropon, C.; Filho, M.G. When titans meet-Can industry 4.0 revolutionise the environmentally-sustainable manufacturing wave? The role of critical success factors. Technol. Forecast. Soc. Chang. 2018, 132, 18–25. [Google Scholar] [CrossRef]
- Lasi, H.; Fettke, P.; Kemper, H.G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2020, 6, 239–242. [Google Scholar] [CrossRef]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- TNG Investment and Trading Joint Stock Company. 434/1 Bac Kan Street—Thai Nguyen City, Viet Nam. Available online: https://tng.vn/trang-chu (accessed on 16 January 2025).
- Huu, D.Q.; Ha, L.V.; Nhung, T.T.; Phuong, H.M. Phuong, Integrating Digitalized Data and Optimization Method for Automated Production Planning in Sewing Lines. Int. J. Membr. Sci. Technol. 2024, 11, 1–11. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}