Effect of Bamboo Culm Grading on the Properties of Flattened Bamboo Boards

Abstract
1. Introduction
2. Materials and Methods
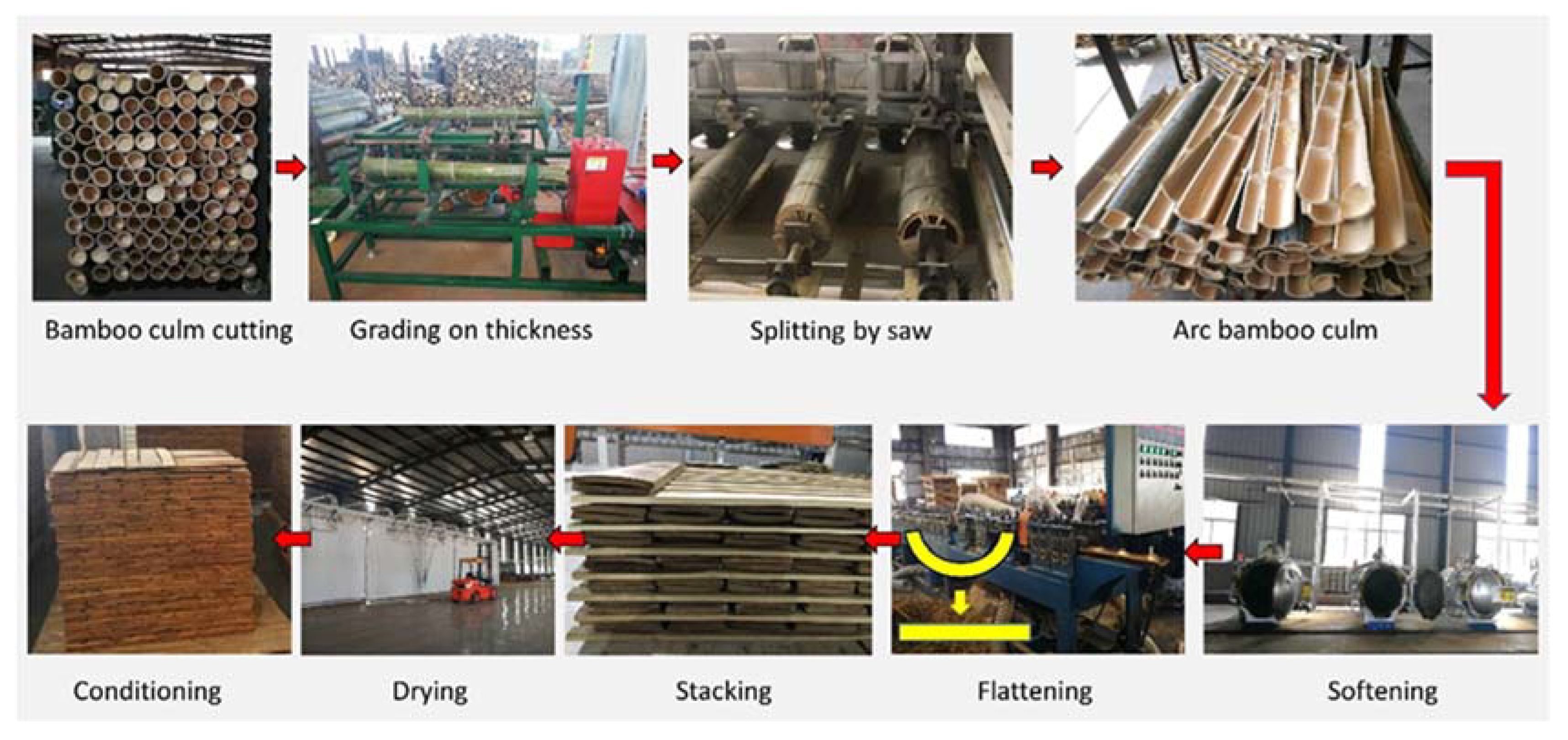
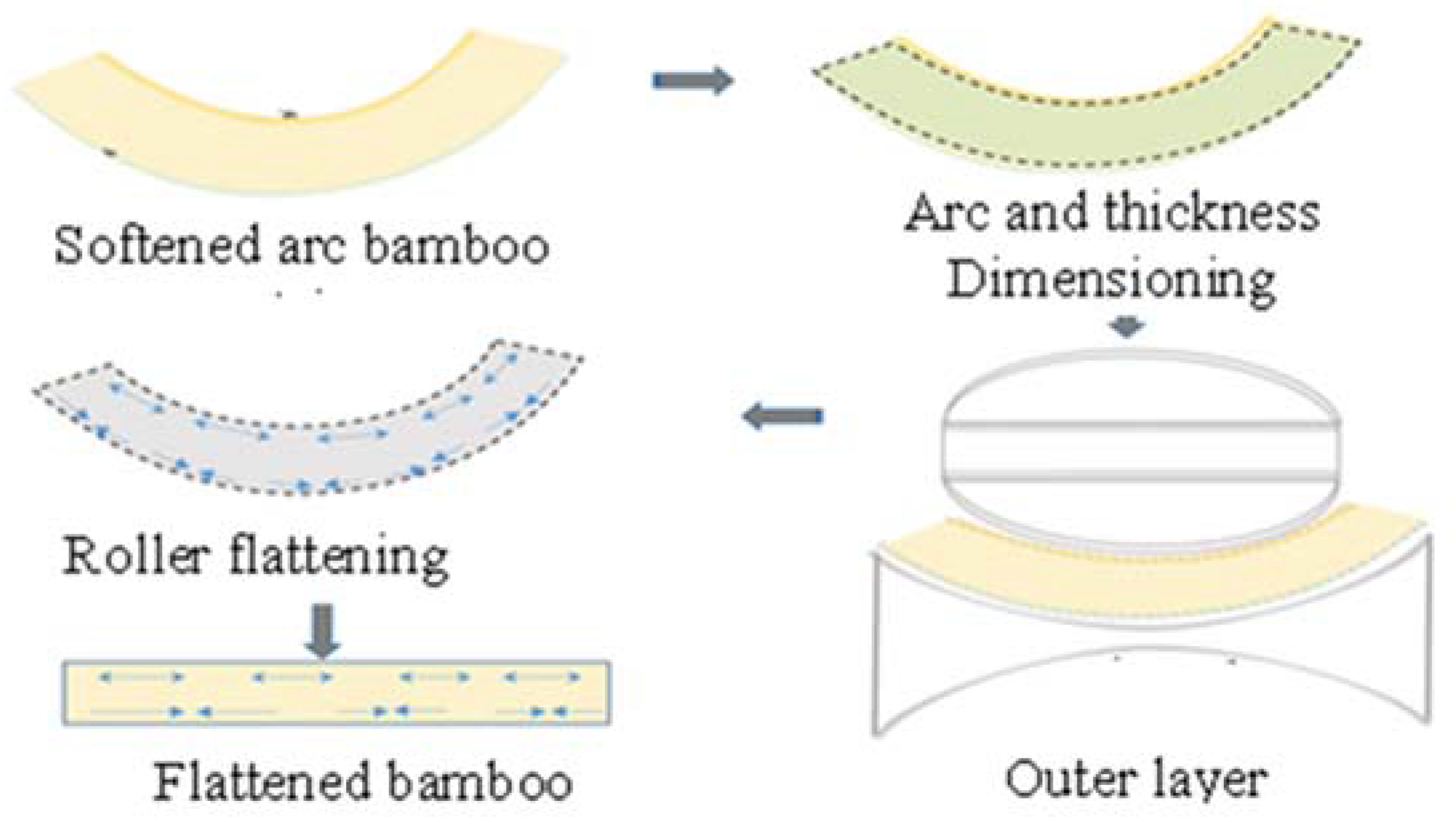
2.1. Materials
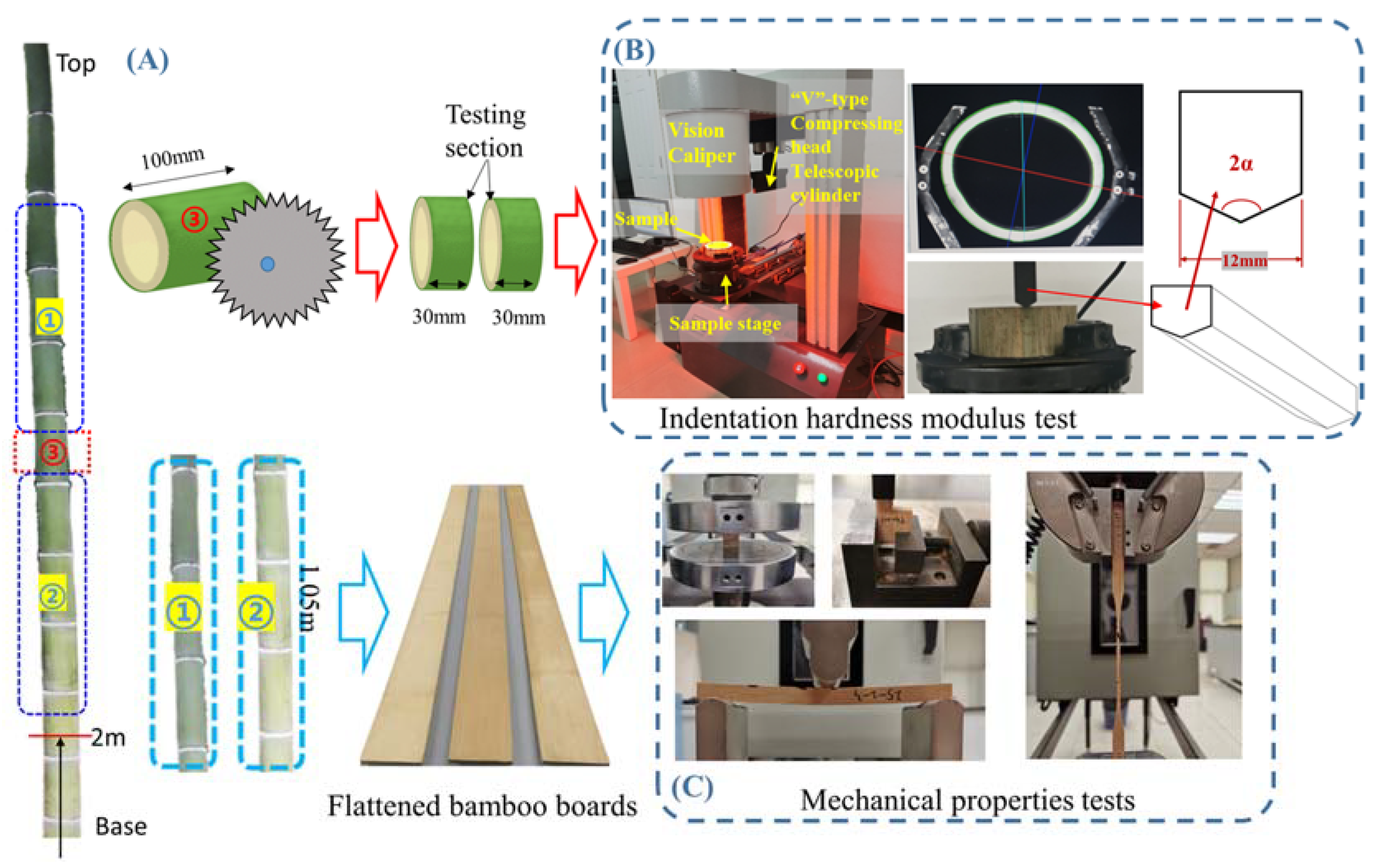
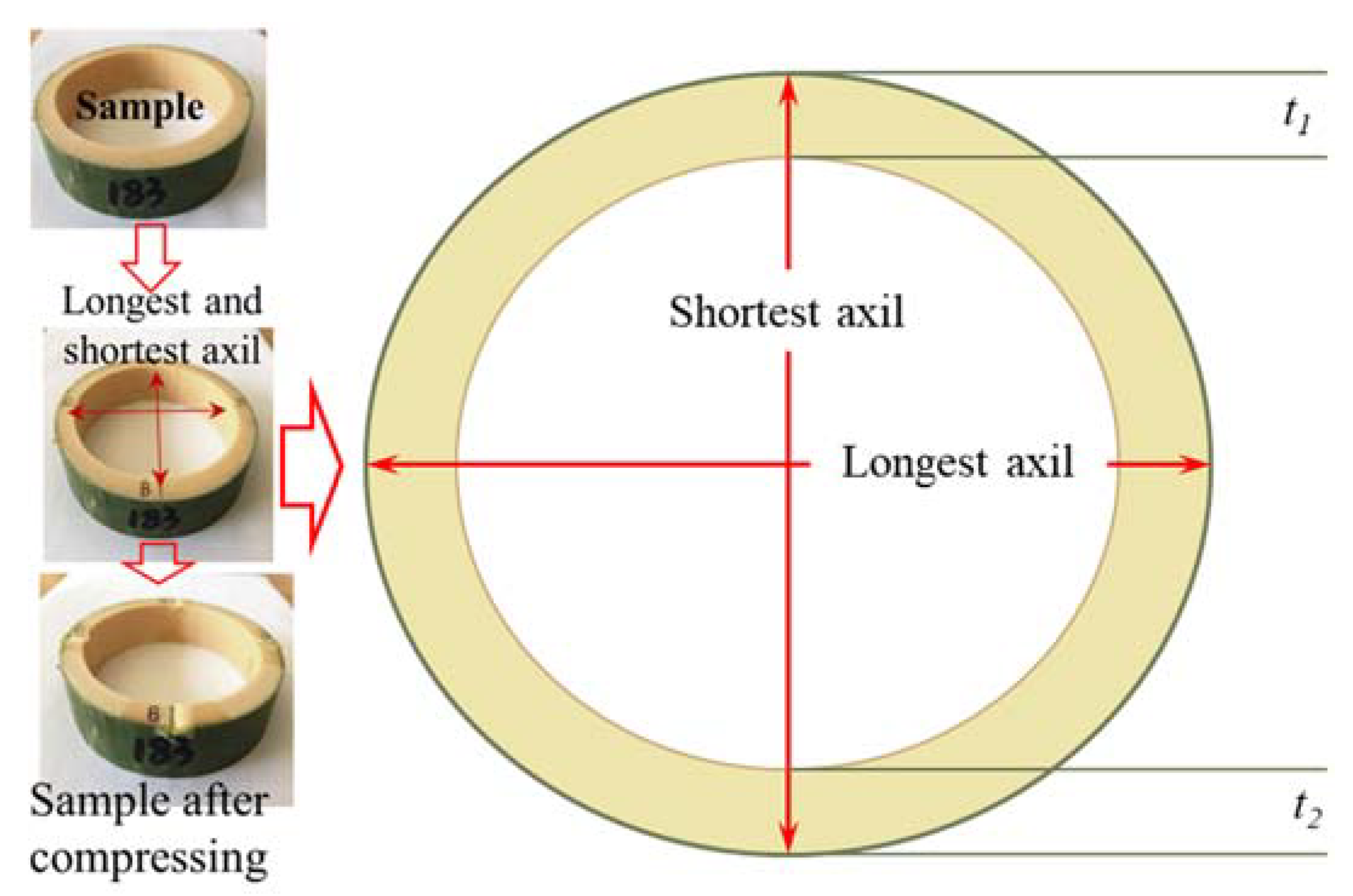
2.2. Test Method of Indentation Hardness Modulus
2.3. Physical and Mechanical Properties Testing of Flattened Bamboo Boards
3. Results and Discussion
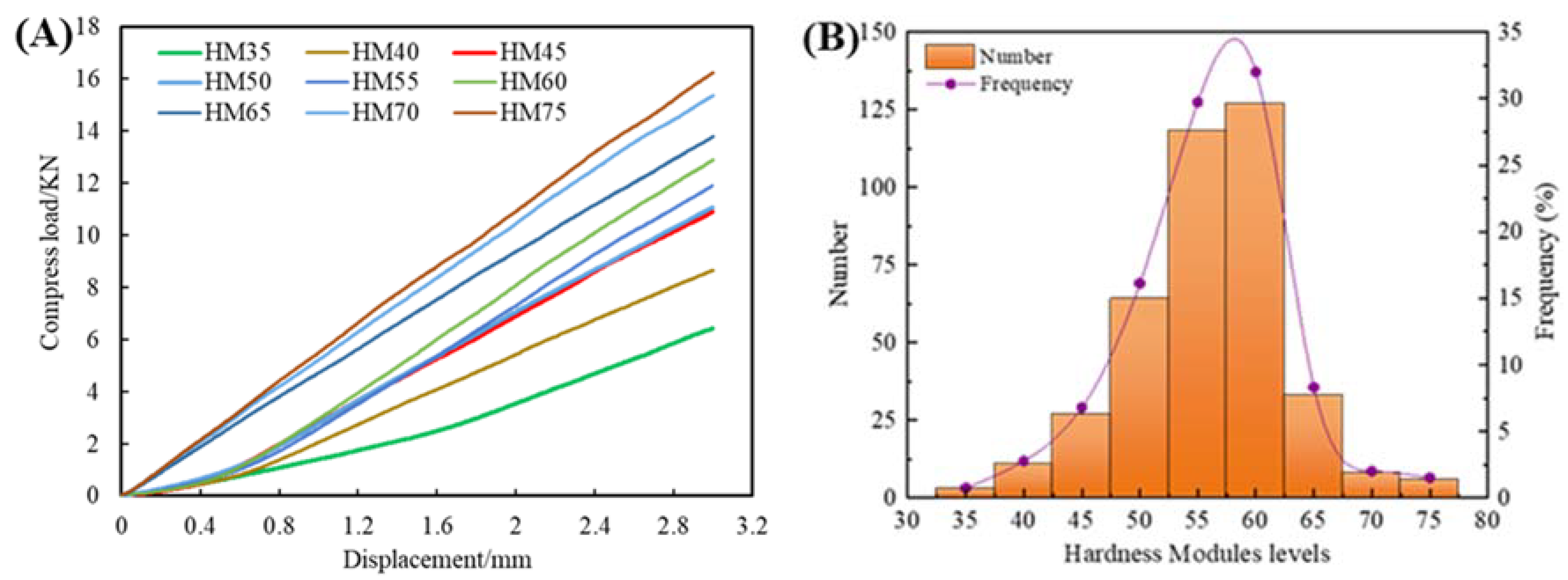
3.1. Hardness Modulus Distribution of Bamboo Culms
3.2. Influence of Hardness Modulus on Physical Properties of Flattened Bamboo Boards
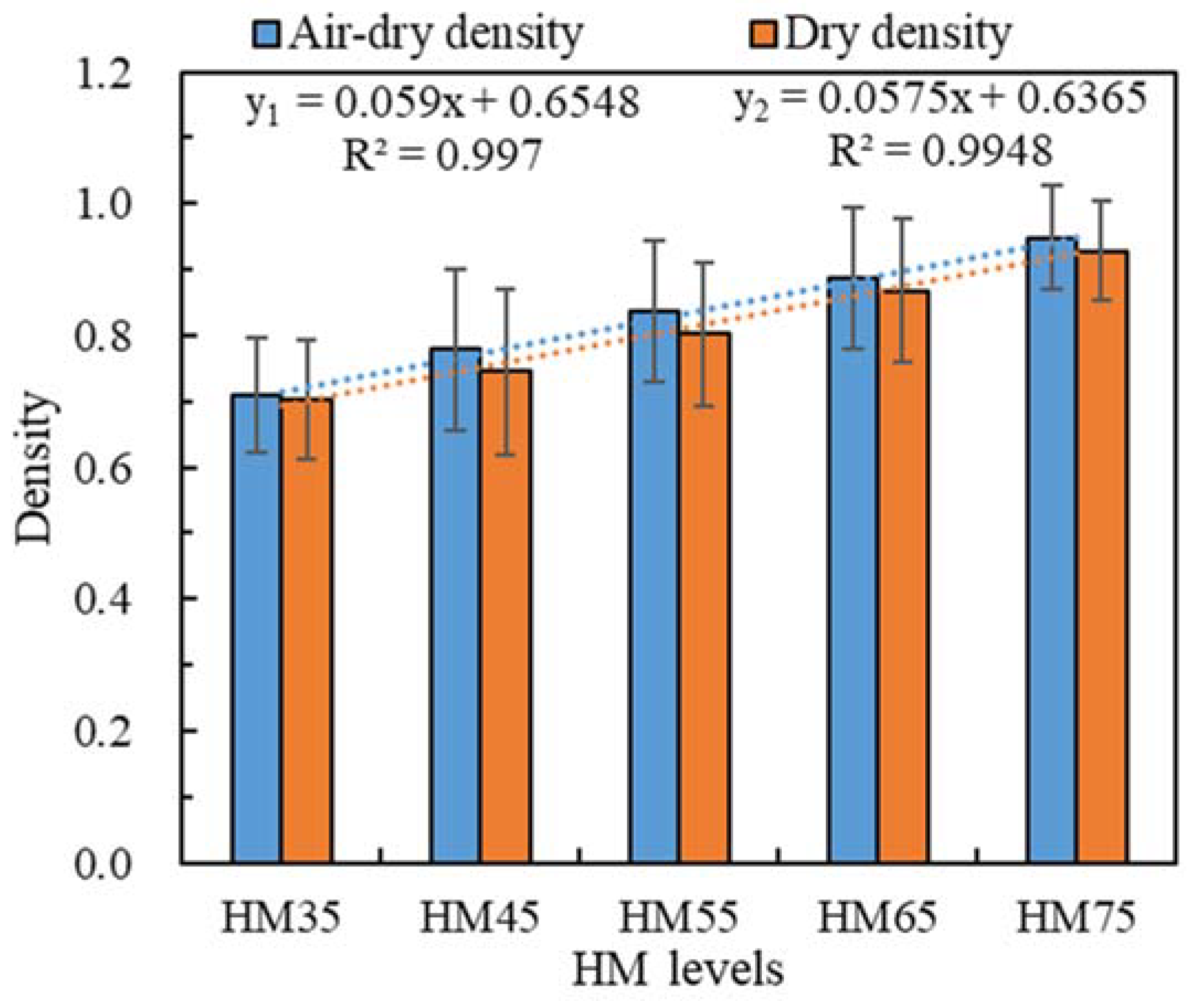
3.2.1. Relationship between Hardness Modulus and Density of Flattened Bamboo Boards
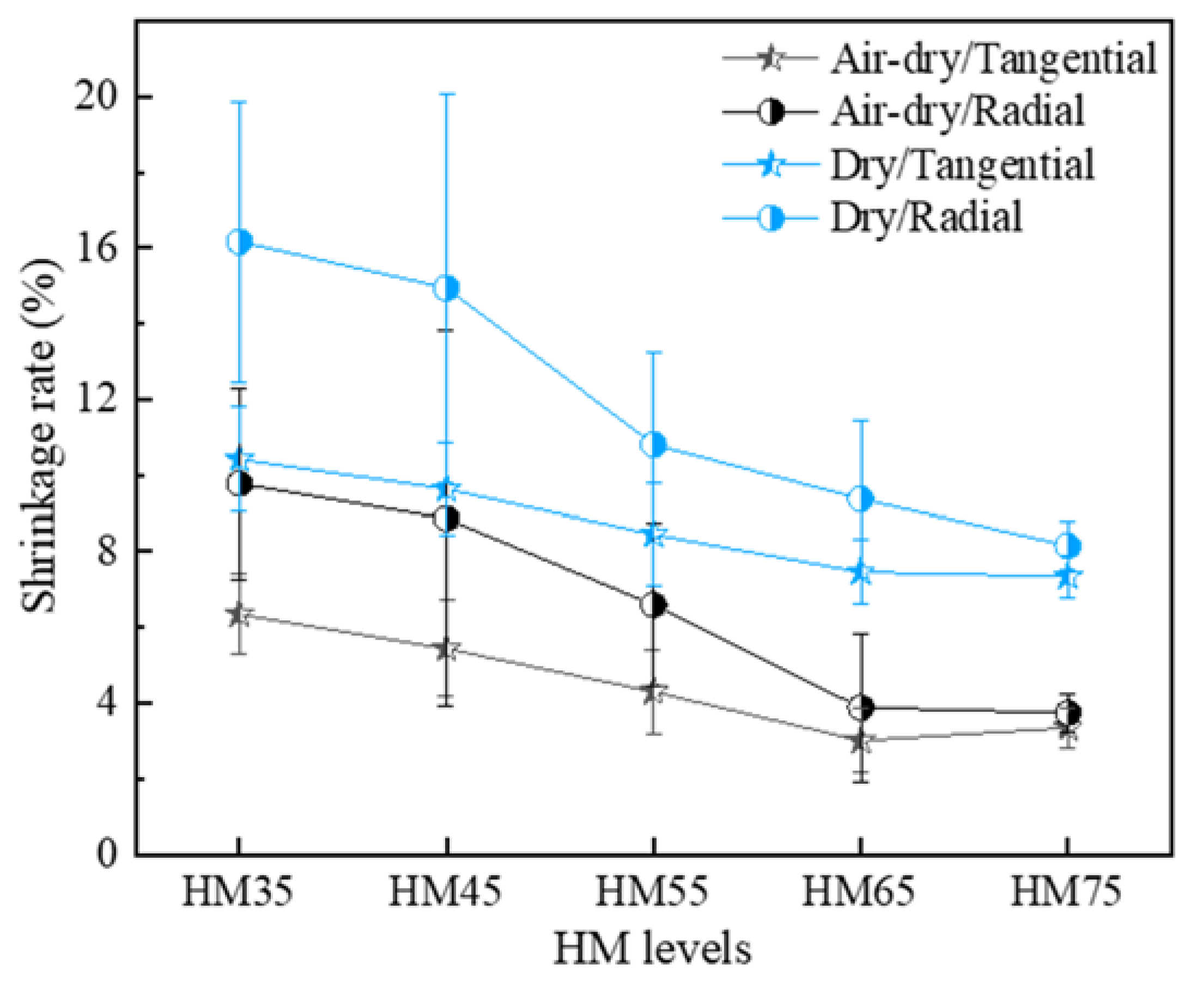
3.2.2. Relationship between Hardness Modulus and Shrinkage of Flattened Bamboo Boards
3.3. Influence of the Hardness Modulus of Bamboo Culms on the Mechanical Properties of Flattened Bamboo Boards
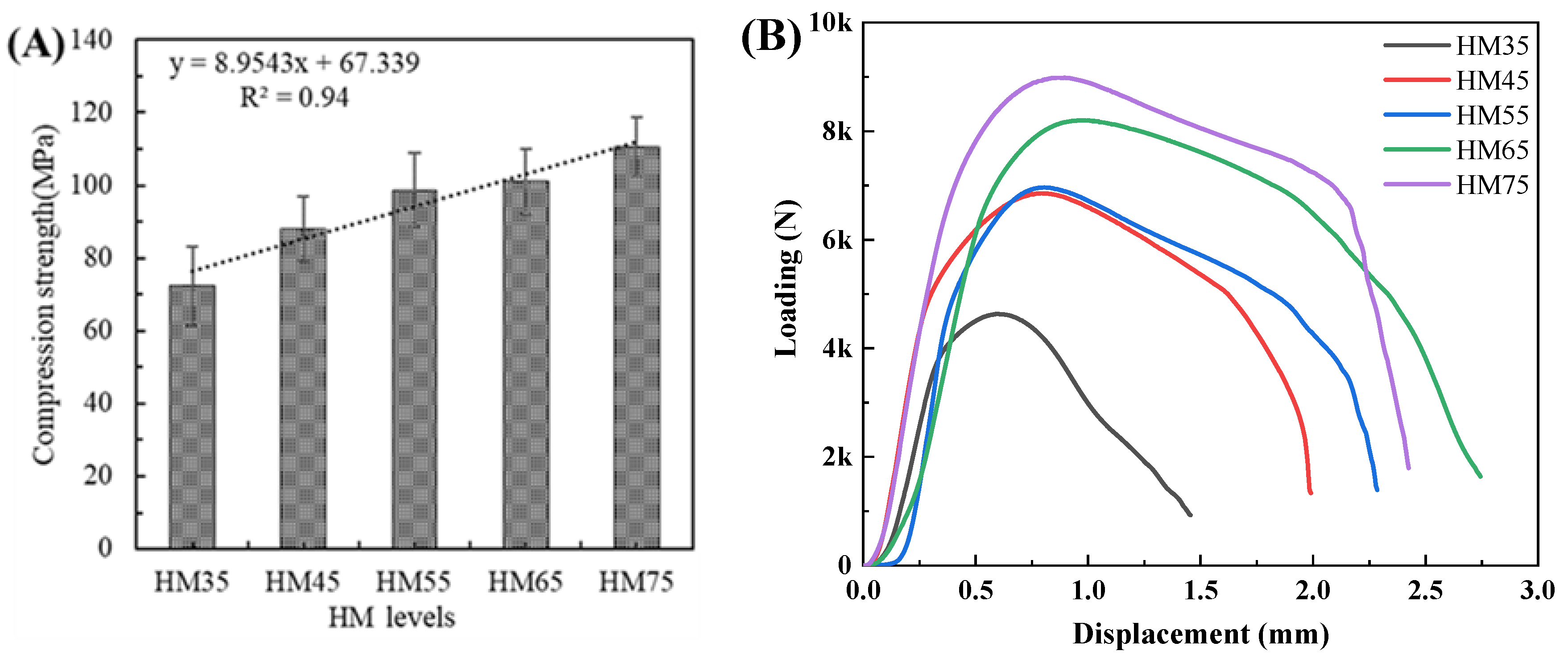
3.3.1. Influence of Hardness Modulus on Compressive Strength of Flattened Bamboo Boards
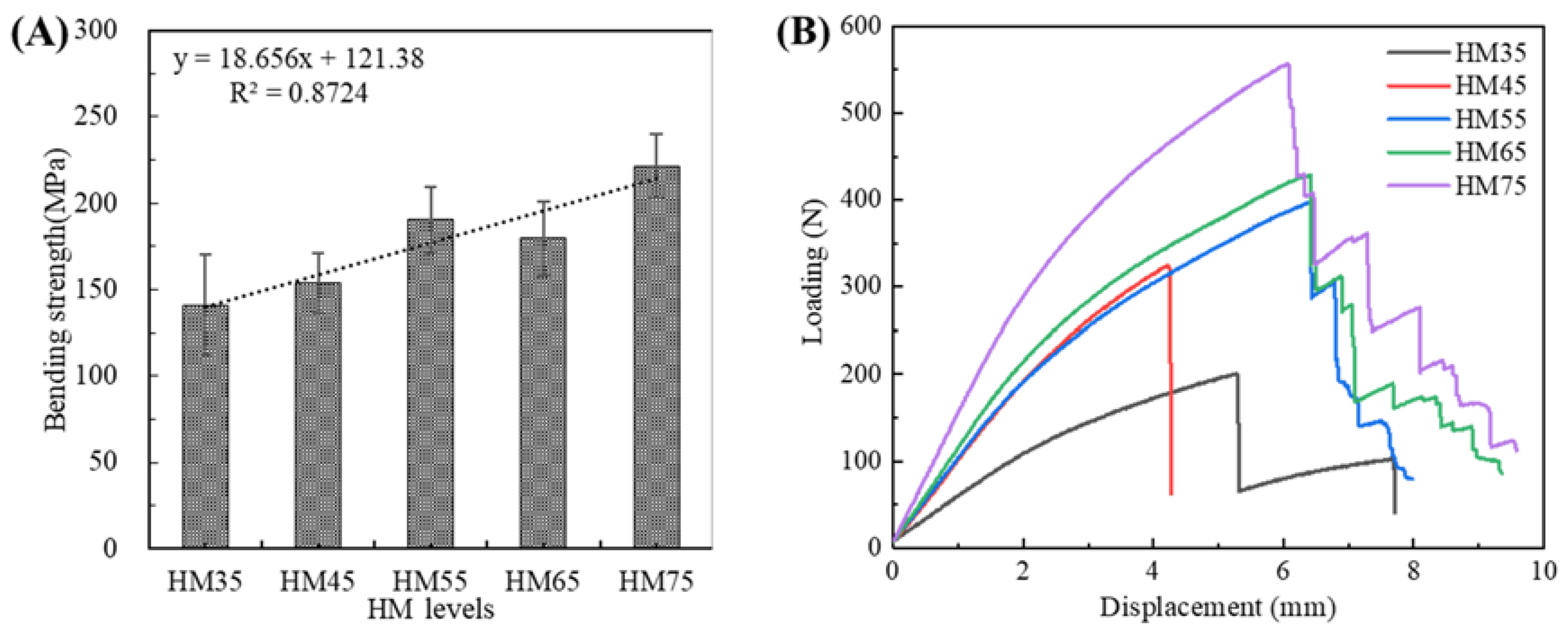
3.3.2. Influence of Hardness Modulus on Bending Properties of Flattened Bamboo Board
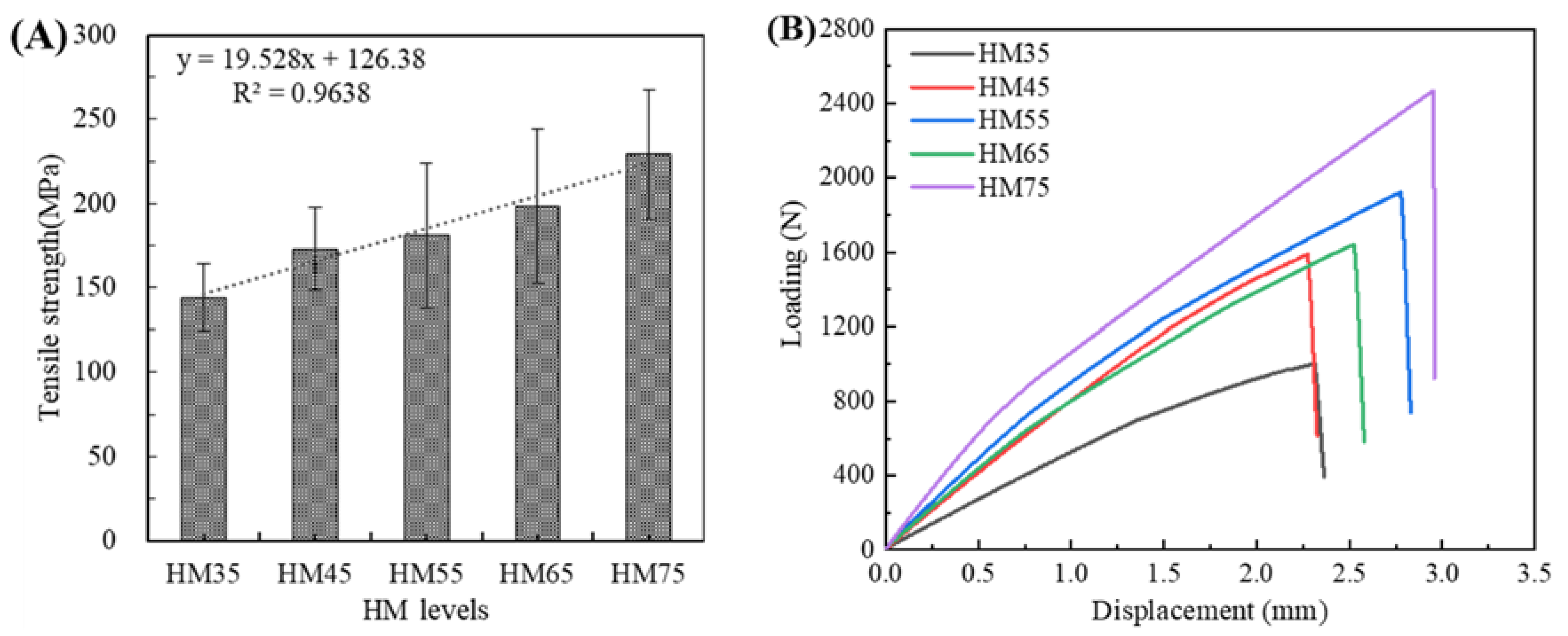
3.3.3. Influence of Hardness Modulus on Tensile Strength of Flattened Bamboo Board
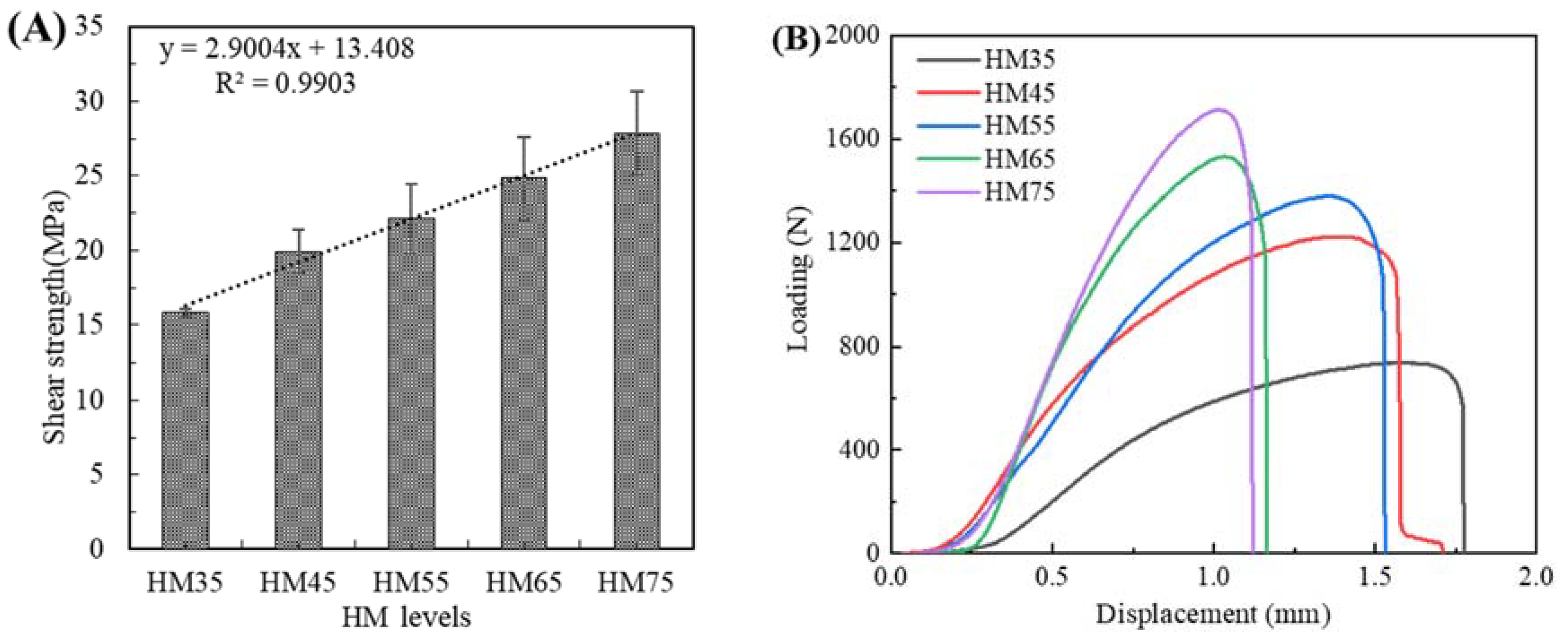
3.3.4. Influence of Hardness Modulus on Shear Strength of Flattened Bamboo Board
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yuan, T.; Liu, X.; Dong, Y.; Wang, X.; Li, Y. Determination of the Effects of Superheated Steam on Microstructure and Microme-chanical Properties of Bamboo Cell Walls Using Quasi-Static Nanoindentation. Forests 2021, 12, 1742. [Google Scholar] [CrossRef]
- Yuan, T.; Wang, X.; Lou, Z.; Zhang, T.; Han, X.; Wang, Z.; Hao, X.; Li, Y. Comparison of the Fabrication Process and Macro and Micro Properties of Two Types of Crack-Free, Flatten Bamboo Board. Constr. Build. Mater. 2022, 317, 125949. [Google Scholar] [CrossRef]
- Yuan, T.; Xiao, X.; Wu, Y.; Wang, X.; Liu, X.; Li, Y. Multi-Scale Analysis of Changes in Crack-Free Flattened Moso Bamboo After Saturated Steam Treatment and Flattening Process. Sci. Adv. Mater. 2021, 13, 1259–1267. [Google Scholar] [CrossRef]
- Tong, J.; Wang, X.; Kuai, B.; Gao, J.; Zhang, Y.; Huang, Z.; Cai, L. Development of Transparent Composites Using Wheat Straw Fibers for Light-Transmitting Building Applications. Ind. Crops Prod. 2021, 170, 113685. [Google Scholar] [CrossRef]
- Zhang, X.B.; Liu, H.R.; Zhang, F.D.; Jiang, Y.J.; Fang, C.H.; Fei, B.H. Analysis on the Key Technology of Longitudinal without Groove Integrated Bamboo Flattening. China For. Prod. Ind. 2021, 58, 43–47. [Google Scholar]
- Jiang, Z.H. Bamboo and Rattan in the World; Liaoning Science and Technology Press: Liaoning, China, 2002. [Google Scholar]
- Ghavami, K.; Rodrigued, C.S.; Paciornic, S. Bamboo: Functionally graded composite material. Asian J. Civ. Eng. 2003, 4, 1–10. [Google Scholar]
- Ray, A.K.; Mondal, S.; Das, S.K. Bamboo—A functionally graded composite-correlation between microstructure and mechanical strength. J. Mater. Sci. 2005, 40, 5249–5253. [Google Scholar] [CrossRef]
- Tan, T.; Rahbar, N.; Allameh, S.M.; Kwofie, S.; Dissmore, D.; Ghavami, K.; Soboyejo, W.O. Mechanical properties of functionally graded hierarchical bamboo. Acta Biomater. 2011, 7, 3796–3803. [Google Scholar] [CrossRef]
- Peng, X.B.; Ouyang, W.C. Effects of different site conditions on DBH and height of Phyllostachys pubescens. Chin. Hortic. Abstr. 2015, 10, 47–97. [Google Scholar]
- Li, Z.X. Research on Mechanics and Failure Properties of Moso Bamboo. Master’s Thesis, Chinese Academy of Forestry, Beijing, China, 2009. [Google Scholar]
- Zhou, Q.Y.; Ren, H.Q.; Li, X.Z.; Lou, W.L. Research on Variation of Air-dry Density of Bamboo. World Bamboo Ratt. 2009, 7, 18–21. [Google Scholar]
- Yu, H.Q.; Fei, B.H.; Ren, H.Q.; Jiang, Z.H.; Liu, X.E. Variation in Tensile Properties and Relationship between Tensile Properties and Air-Dried Density for Moso Bamboo. Sci. Silvae Sin. 2006, 42, 72–76. [Google Scholar] [CrossRef]
- Lo, T.Y.; Cui, H.; Leung, H. The effect of fiber density on strength capacity of bamboo. Mater. Lett. 2004, 58, 2595–2598. [Google Scholar] [CrossRef]
- Zhong, S.; Zhang, S.B.; Qin, D.C.; Luo, Z.H. Variation patterns of moisture content, basic density and dry shrinkage of Phyllostachys pubescens. J. Beijing For. Univ. 2009, 31, 185–188. [Google Scholar]
- Cui, M.; Yin, Y.F.; Jiang, X.M.; Liu, B.; Zhang, S.B. Variation analysis of physical characteristics in Phyllostachy pubescens stem at different growth ages. J. Fujian Coll. For. 2010, 30, 338–343. [Google Scholar]
- Liu, H.R.; Jiang, Z.H.; Zhang, X.B.; Liu, X.E.; Sun, Z.J. Effect of fiber on tensile properties of moso bamboo. Bioresource 2014, 9, 6888–6898. [Google Scholar] [CrossRef]
- Liu, H.R.; Jiang, Z.H.; Fei, B.H.; Hse, C.Y.; Sun, Z.J. Tensile behaviour and fracture mechanism of moso bamboo (Phyllostachys pubescens). Holzforschung 2015, 69, 47–52. [Google Scholar] [CrossRef]
- ISO/TR 22157-2:2004; Bamboo—Determination of Physical and Mechanical Properties—Part 2: Laboratory Manual. ISO: Geneva, Switzerland, 2014.
- ISO 19624:2018; Bamboo structures—Grading of Bamboo Culms—Basic Principles and Procedures. ISO: Geneva, Switzerland, 2018.
- Harries, K.A.; Trujillo, D.; Bumstead, J.; Richard, M. Geometric and material effects on bamboo buckling behavior. Proc. Inst. Civ. Eng.-Struct. Build. 2017, 170, 236–249. [Google Scholar] [CrossRef]
- Liu, H.R.; Sun, Z.J.; Jiang, Z.H.; Fang, C.H.; Zhang, X.B.; Yang, X.M.; Yang, L.M.; Sun, Y.H.; Diao, Q.Q. A Method for Grading Bamboo Culms. China Patent CN107486410B, 30 April 2019. [Google Scholar]
- Lopez, L.F.; Trujillo, D.; Lawrence, A.; Kaminski, S.; Feltham, I. Structural use of bamboo. Part 3: Design values. Struct. Eng. 2016, 94, 41–45. [Google Scholar]
- Yang, X.M.; Chai, Y.; Sun, Z.J.; Liu, H.R.; Jiang, Z.H. Indentation hardness test methods for bamboo. Bioresources 2019, 14, 954–964. [Google Scholar] [CrossRef]
- Yang, X.M. Study on Bamboo Grading, Flattening and Preparation and Performance of Dimension Bambo. Ph.D. Thesis, Chinese Academy of Forestry, Beijing, China, 2019. [Google Scholar]
- GB/T 15780-1995; Testing Methods for Physical and Mechanical Properties of Bamboos. The State Bureau of Quality and Technical Supervision: Beijing, China, 1995.
- Zhang, D.; Wang, G.; Zhang, W.F.; Chen, H.T. Mechanical properties of Phyllostachys pubescens. J. Cent. South Univ. For. Technol. 2012, 32, 119–123. [Google Scholar]
- Gao, S.S.; Zheng, R.H.; Wu, X.L.; Su, W.H.; Lou, C. Study on density and shrinkage of the 4 species of big sympodial bamboo. J. Fujian Coll. For. 2010, 30, 270–274. [Google Scholar]
- Zhang, H.J.; Du, F.; Zhang, F.X.; Xu, Q.M. Main physical and mechanical properties of four typical thick—Growing woody bamboos in Yunnan. J. Southwest For. Coll. 1998, 18, 189–193. [Google Scholar]
- Chen, Q.; Fang, C.H.; Wang, G.; Ma, X.X.; Chen, M.L.; Zhang, S.Q.; Dai, C.P.; Fei, B.H. Hygroscopic swelling of moso bamboo cells. Cellulose 2020, 27, 611–620. [Google Scholar] [CrossRef]
- Zhou, C.F. Mechanical properties of bamboo. Bamboo Res. 1998, 1, 8. [Google Scholar]
- Song, G.N. Design, Manufacture and Evaluation of Graded Glued Bamboo Lamination for Marine Use. Master’s Thesis, Chinese Academy of Forestry, Beijing, China, 2016. [Google Scholar]
- Diao, Q.Q. Specific Modulus Grade of Dimension Bamboo Strips and Manufacture and Evaluation of Bamboo Lamination. Master’s Thesis, Chinese Academy of Forestry, Beijing, China, 2018. [Google Scholar]
- Huang, M.X.; Zhang, X.C.; She, W.J.; Li, W.S.; Liu, X.M.; Zhang, W.B. Mechanical properties and structure characterization of bamboo softened by high temperature steam. J. For. Eng. 2016, 1, 64–68. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HM Levels | Range of Levels (KN/mm2) | Number | Frequency (%) | Min (KN/mm2) | Average (KN/mm2) |
|---|---|---|---|---|---|
| 35 | 35 ≤ HM < 40 | 3 | 0.76 | 37.4 | 38.1 |
| 40 | 40 ≤ HM < 45 | 11 | 2.77 | 40.7 | 42.2 |
| 45 | 45 ≤ HM < 50 | 27 | 6.80 | 45.5 | 47.7 |
| 50 | 50 ≤ HM < 55 | 64 | 16.12 | 50.1 | 52.7 |
| 55 | 55 ≤ HM < 60 | 118 | 29.72 | 55.1 | 57.7 |
| 60 | 60 ≤ HM < 65 | 127 | 31.99 | 60.1 | 62.5 |
| 65 | 65 ≤ HM < 70 | 33 | 8.31 | 65.0 | 66.7 |
| 70 | 70 ≤ HM < 75 | 8 | 2.02 | 70.0 | 71.2 |
| 75 | 75 ≤ HM < 80 | 6 | 1.51 | 75.4 | 76.9 |
| HM Levels | Density (g/cm3) | Std. | Cov. (%) | Max (g/cm3) | Min (g/cm3) |
|---|---|---|---|---|---|
| HM35 | 0.70 (0.71) | 0.09 | 12.82 | 0.83 | 0.60 |
| HM45 | 0.75 (0.78) | 0.13 | 16.76 | 0.84 | 0.66 |
| HM55 | 0.81 (0.84) | 0.11 | 13.52 | 1.02 | 0.67 |
| HM65 | 0.83 (0.89) | 0.11 | 13.09 | 1.09 | 0.58 |
| HM75 | 0.93 (0.95) | 0.08 | 8.09 | 1.03 | 0.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zong, Y.; Chen, X.; Luo, X.; Su, Q.; Zhang, X.; Yan, Y.; Liu, H. Effect of Bamboo Culm Grading on the Properties of Flattened Bamboo Boards. Forests 2023, 14, 1120. https://doi.org/10.3390/f14061120
Zong Y, Chen X, Luo X, Su Q, Zhang X, Yan Y, Liu H. Effect of Bamboo Culm Grading on the Properties of Flattened Bamboo Boards. Forests. 2023; 14(6):1120. https://doi.org/10.3390/f14061120
Chicago/Turabian StyleZong, Yurong, Xiaohan Chen, Xun Luo, Qin Su, Xiubiao Zhang, Yan Yan, and Huanrong Liu. 2023. "Effect of Bamboo Culm Grading on the Properties of Flattened Bamboo Boards" Forests 14, no. 6: 1120. https://doi.org/10.3390/f14061120
APA StyleZong, Y., Chen, X., Luo, X., Su, Q., Zhang, X., Yan, Y., & Liu, H. (2023). Effect of Bamboo Culm Grading on the Properties of Flattened Bamboo Boards. Forests, 14(6), 1120. https://doi.org/10.3390/f14061120