
Fabrication of Wood-Rubber Composites Using Rubber Compound as a Bonding Agent Instead of Adhesives



Abstract
:1. Introduction
2. Experimental
2.1. Materials
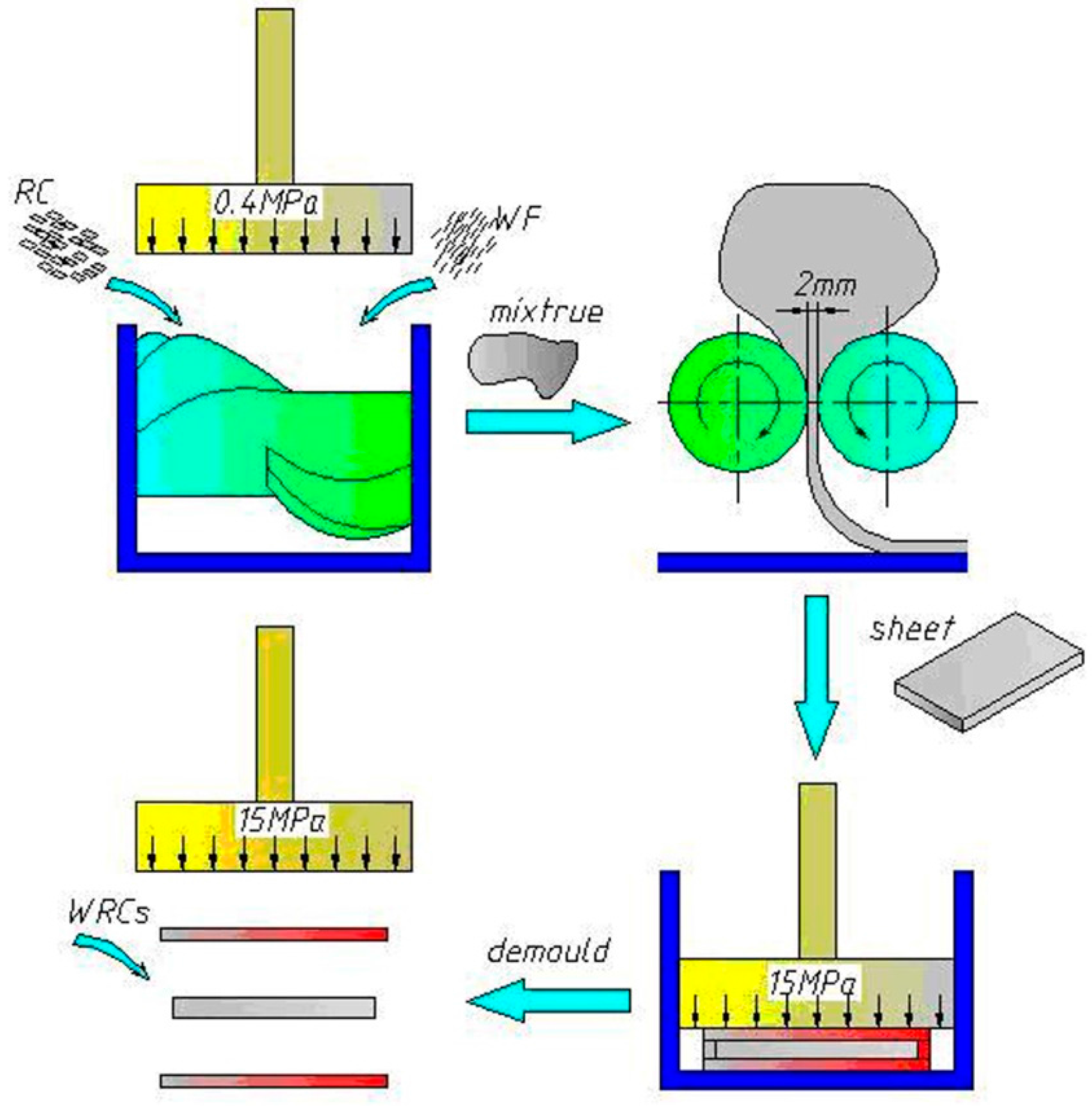
2.2. Sample Preparation
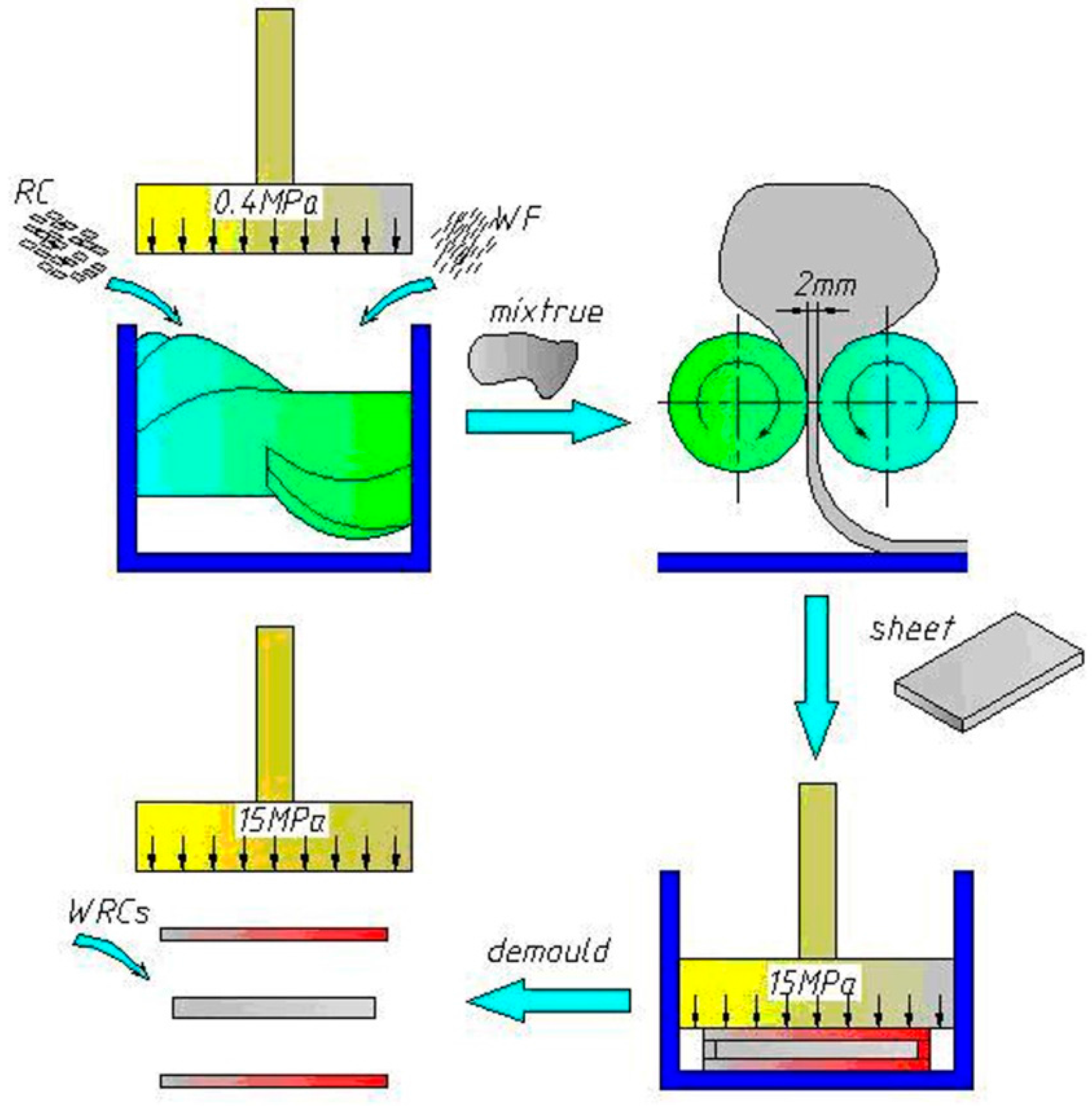
- The sheets of RC were cut into small pieces (about 5 mm3) in order to mix them evenly. The small RC pieces were premixed at a mixing temperature of 60 °C for 3 min in the twin rotor mixer (XH-409, Zhuosheng Mechanical Equipment Co., Ltd., Dongguan, China). Then WF was gradually added to the mixer and continued to blend for 5 min.
- The tabletting process of the mixture was carried out using a two-roll laboratory mill (XH-401A, Zhuosheng Mechanical Equipment Co., Ltd., Dongguan, China) for 3 min. The two-roll miller is consisted of two parallel rolls. The speed ratio between the rolls was 1.2 and gap was 2 mm.
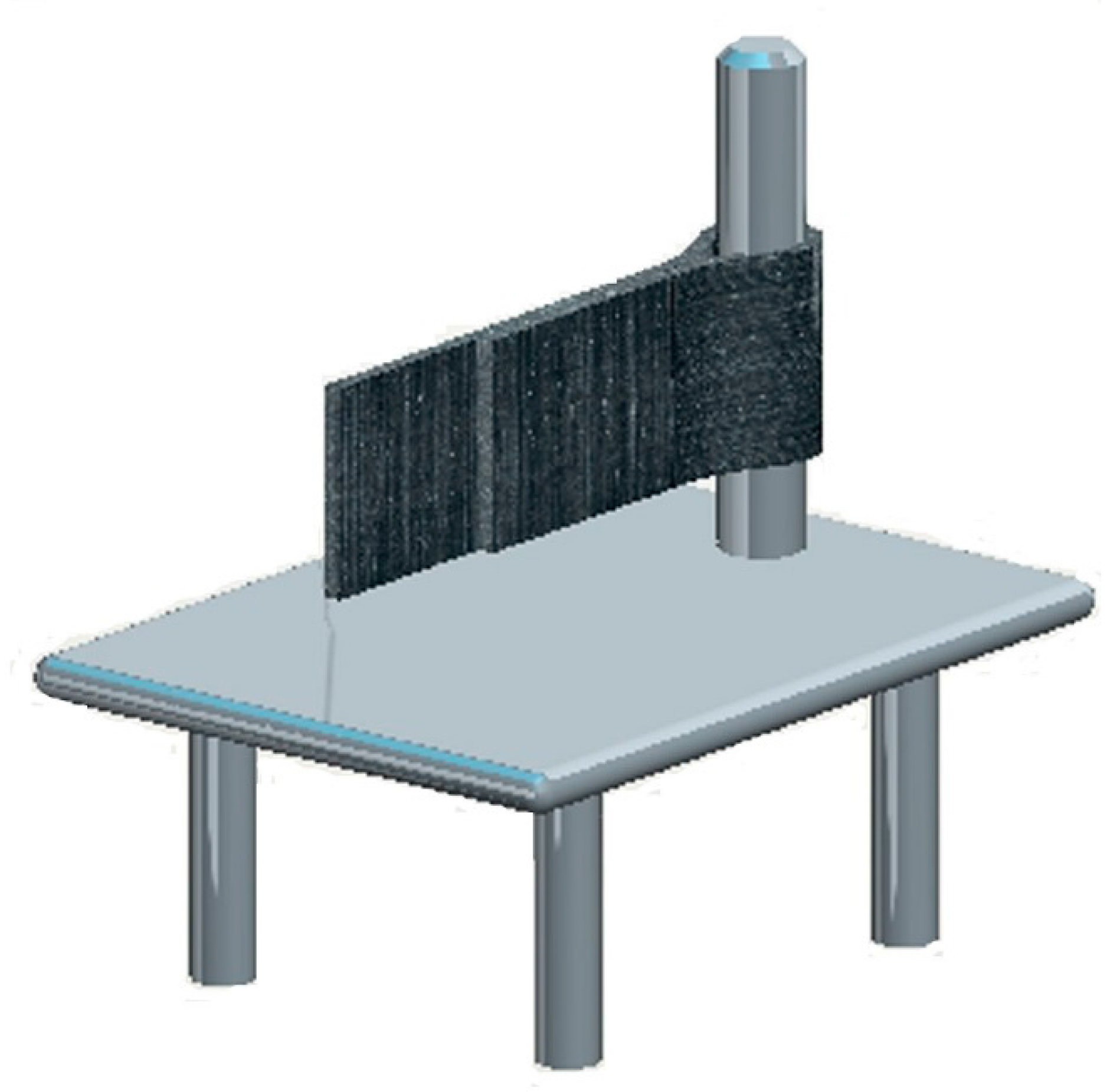
- After the sheets from the two-roll mill were conditioned in a closed container at a temperature of 23 ± 2 °C for 24 h, the vulcanization was carried out in a plate vulcanizing machine (XH-406B, Zhuosheng Mechanical Equipment Co., Ltd., Dongguan, China) at 160 °C under a pressure of 15 MPa for the optimum curing time (t90), which was also called vulcanization molding time.
- Finally, WRCs were successfully prepared and fetched out from the disassembled mold.
2.3. WRC Characterizations
3. Results and Discussion
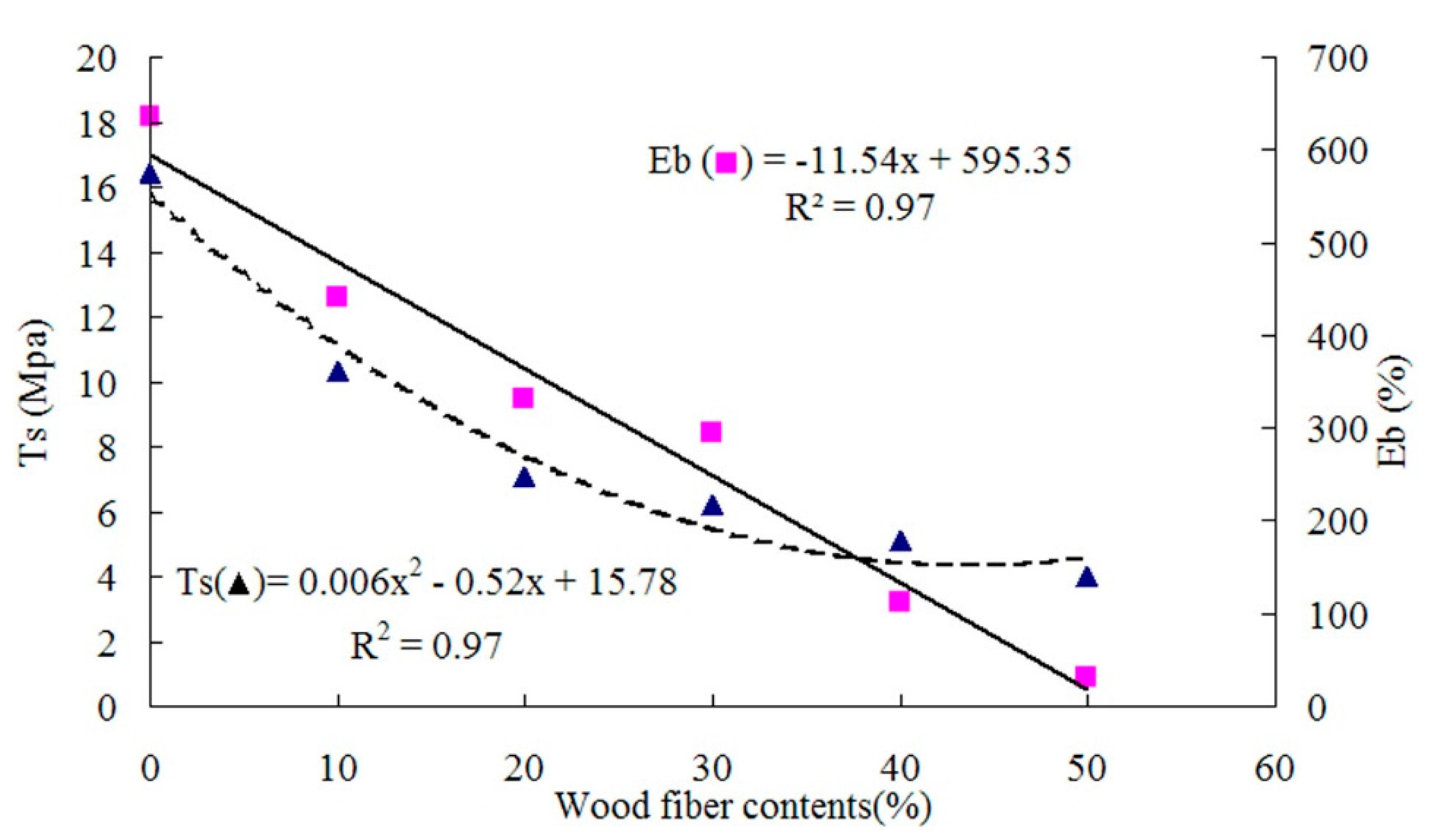
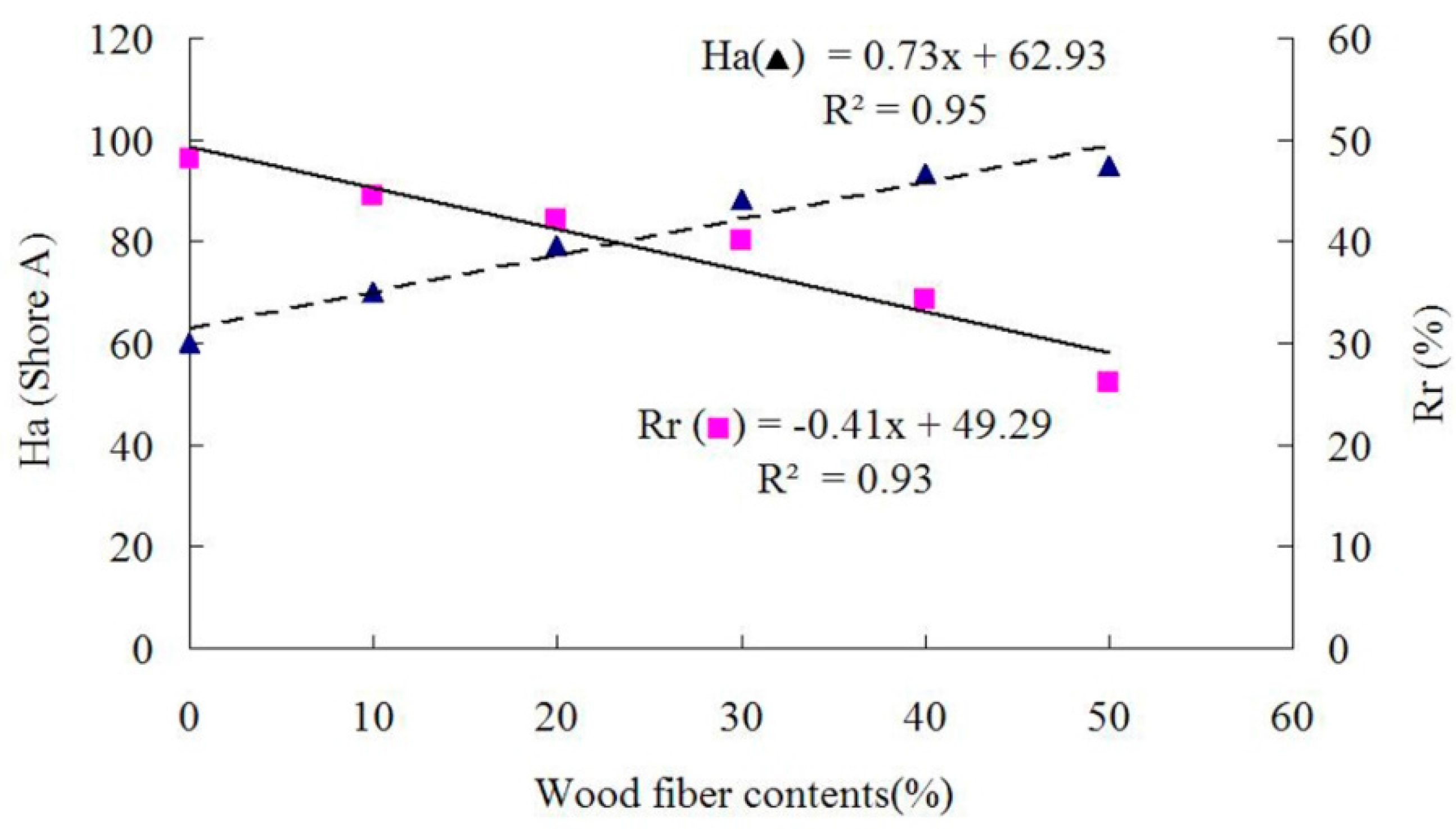
3.1. Effect of Wood Fiber Content
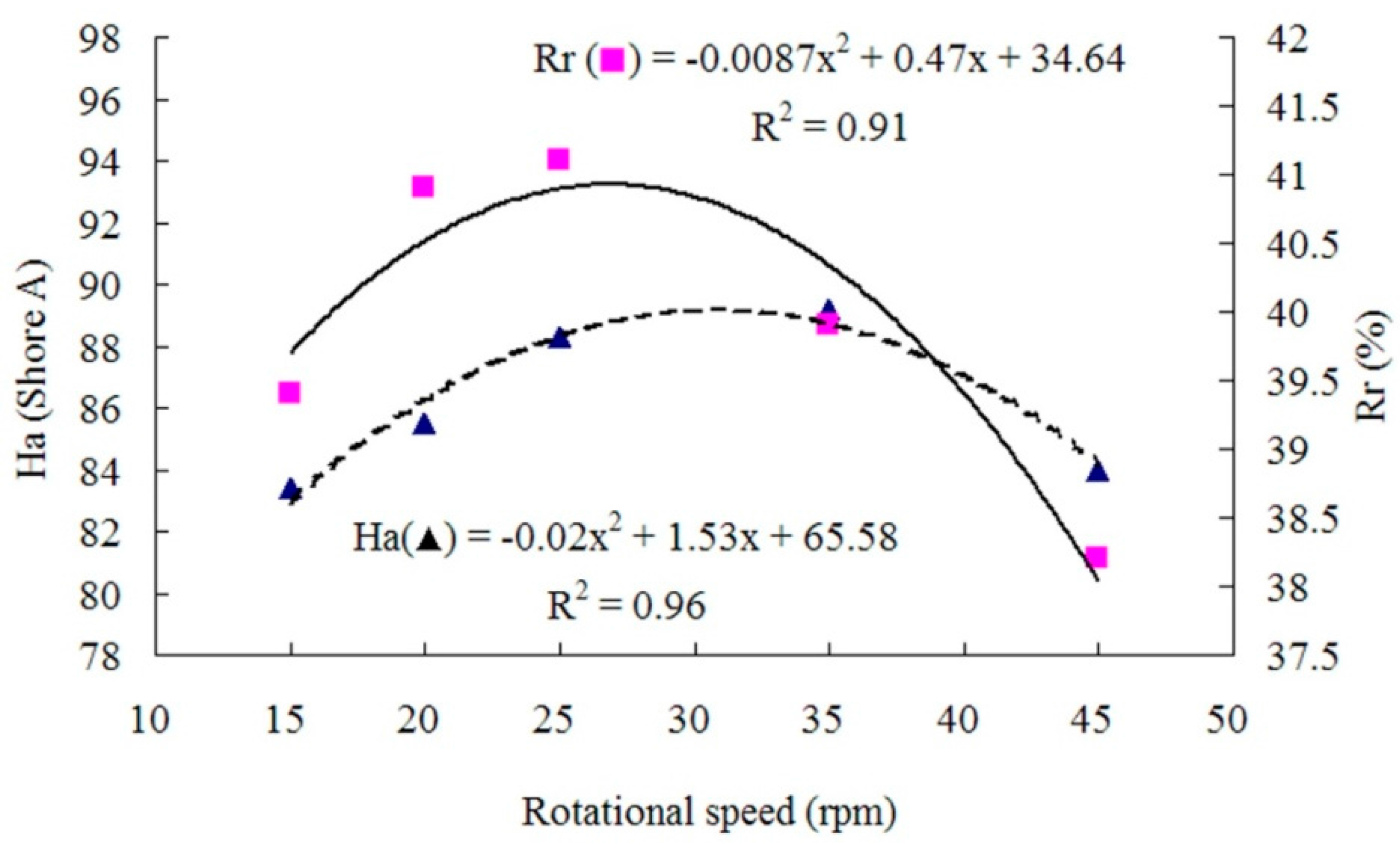
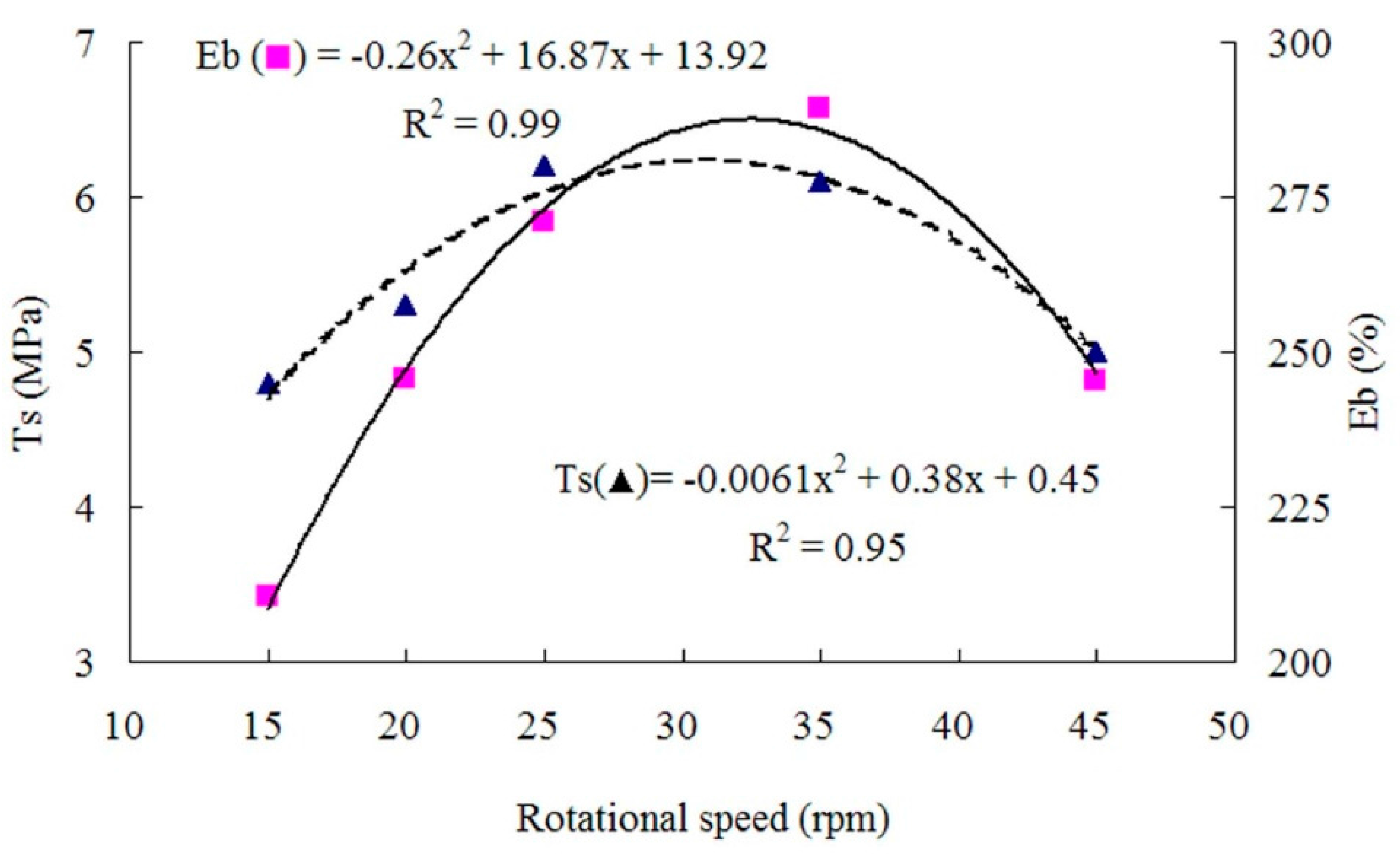
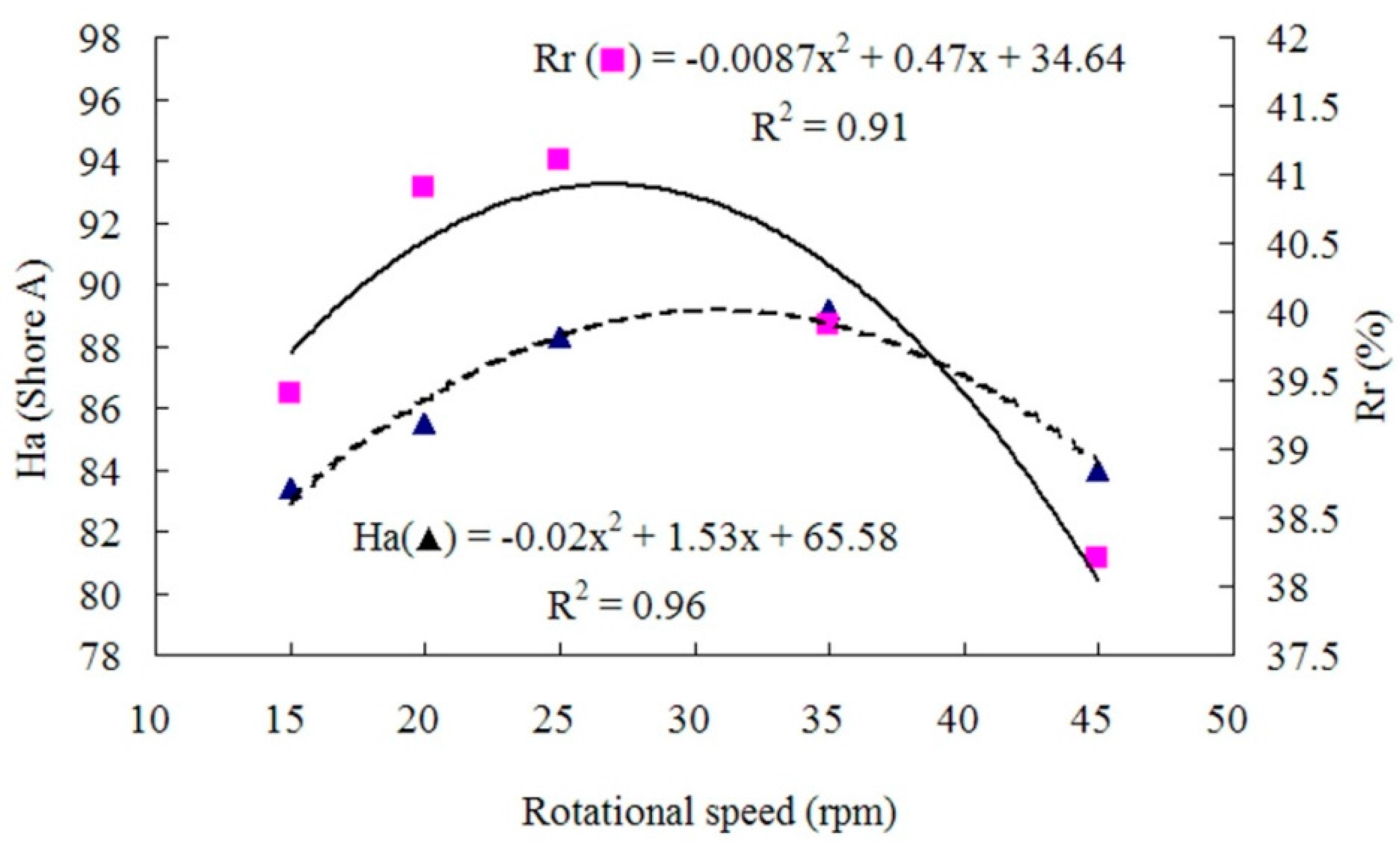
3.2. Effect of Rotational Speed of Shearing Rotor in Internal Mixer
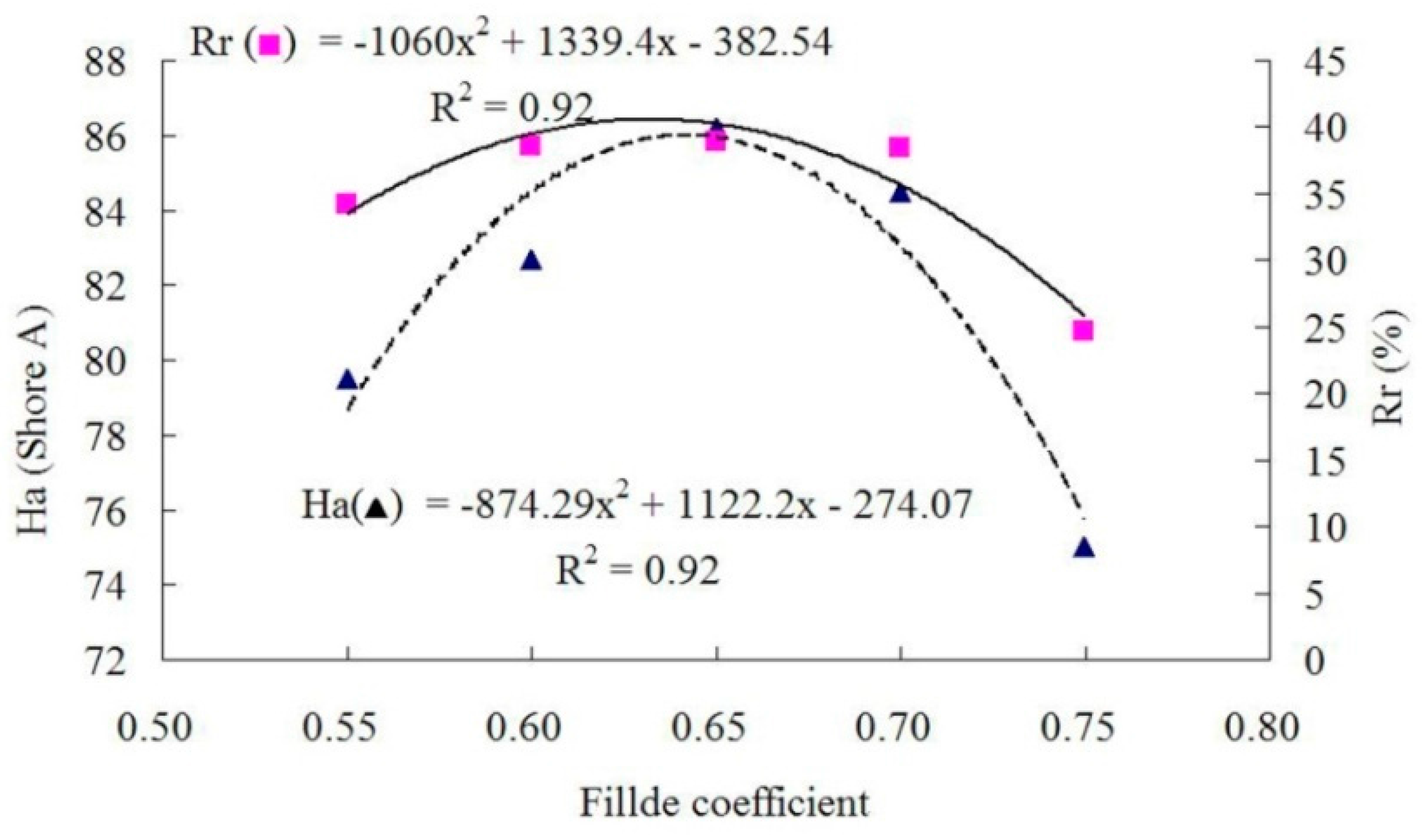
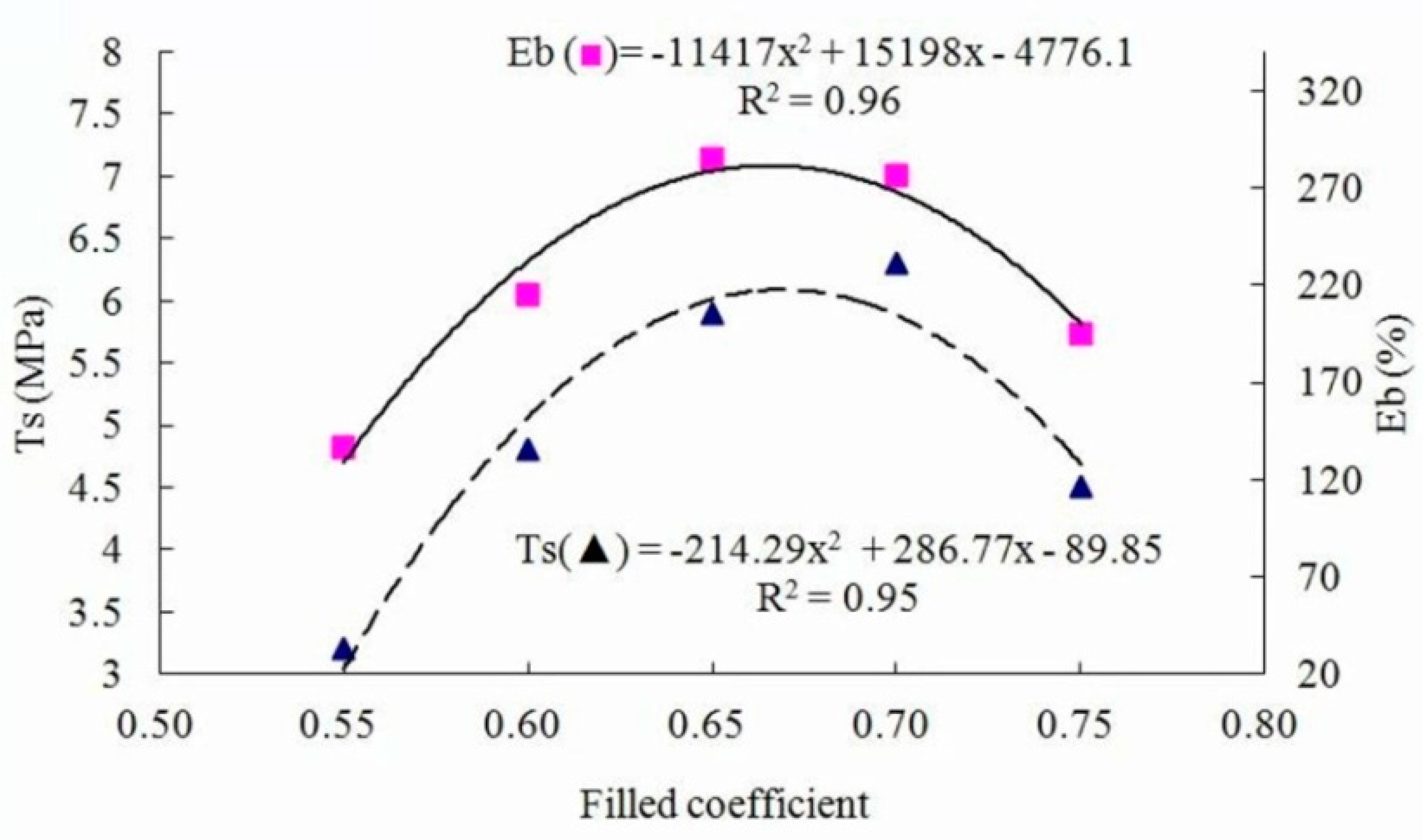
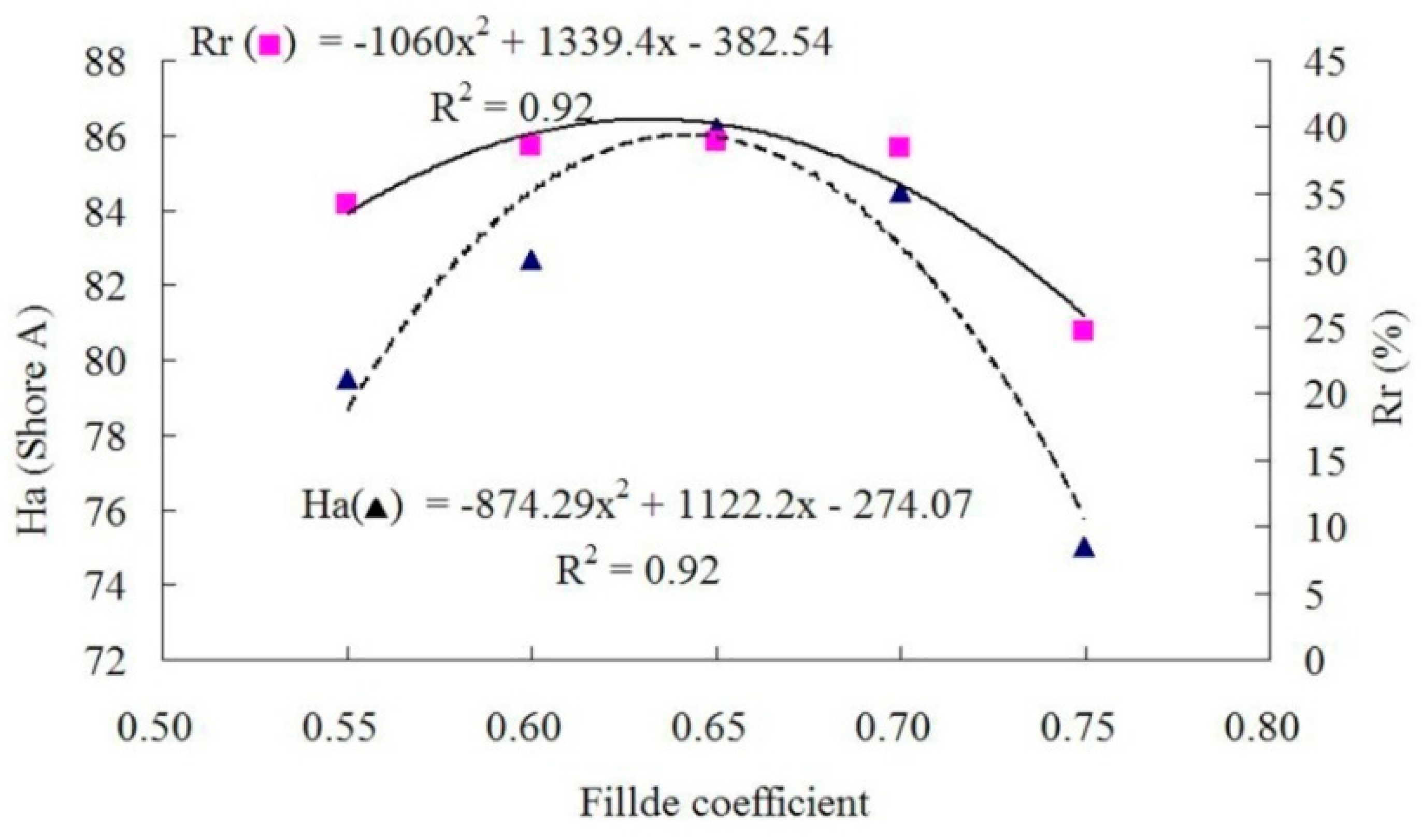
3.3. Effect of Filled Coefficient in Internal Mixer
3.4. Nonlinear Regression
3.5. Optimization
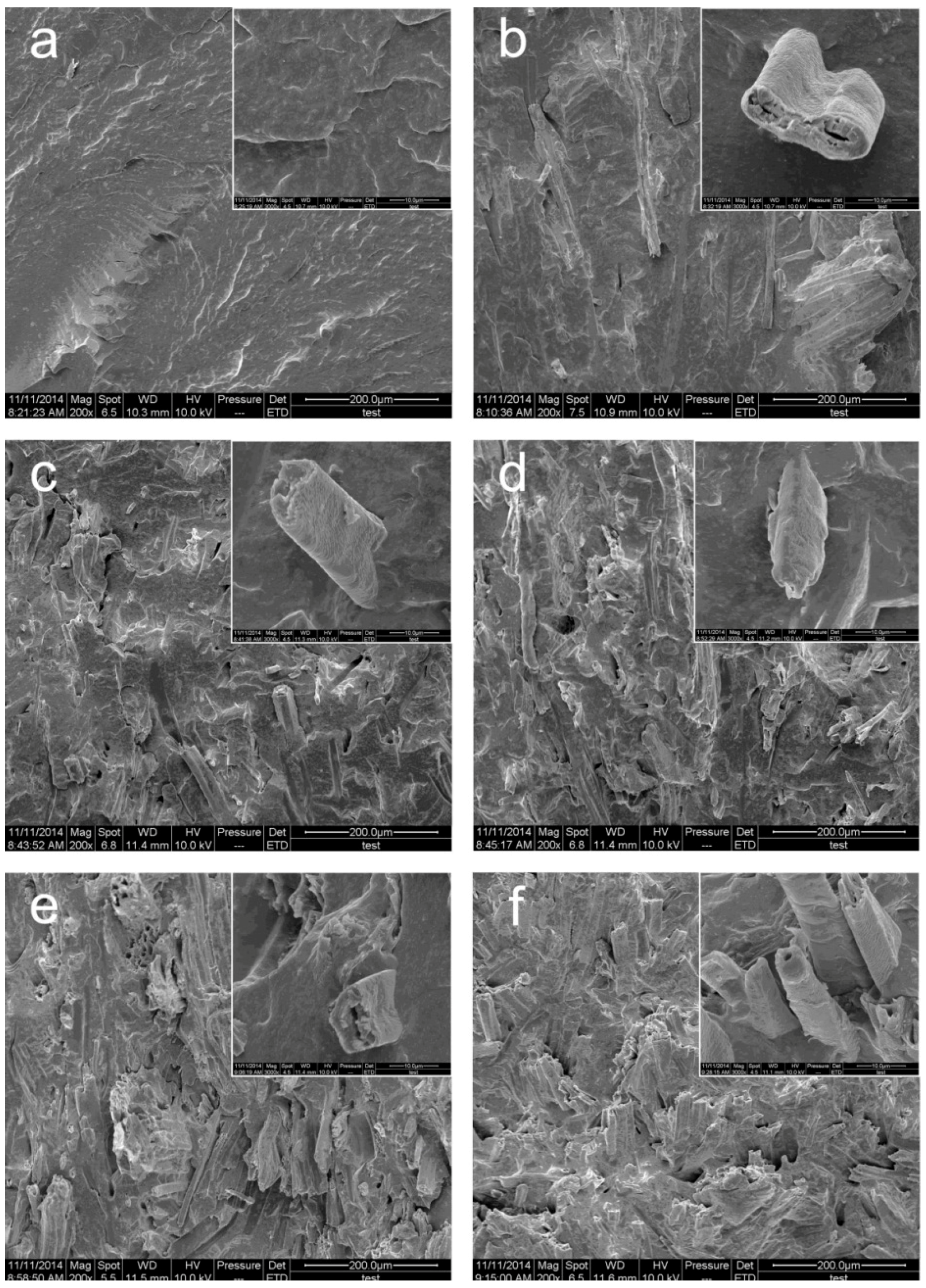
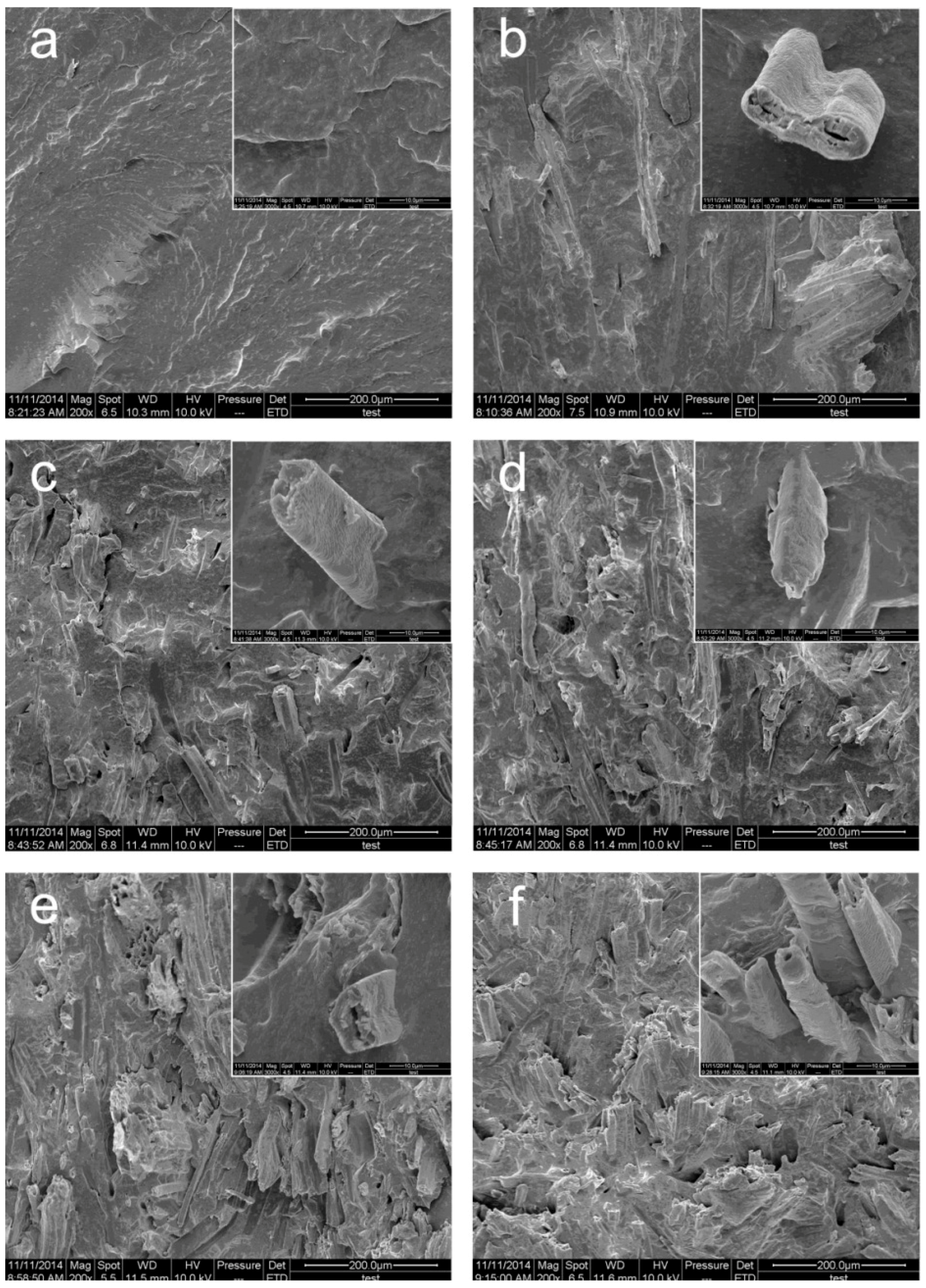
3.6. Micro-Morphology of the WRCs
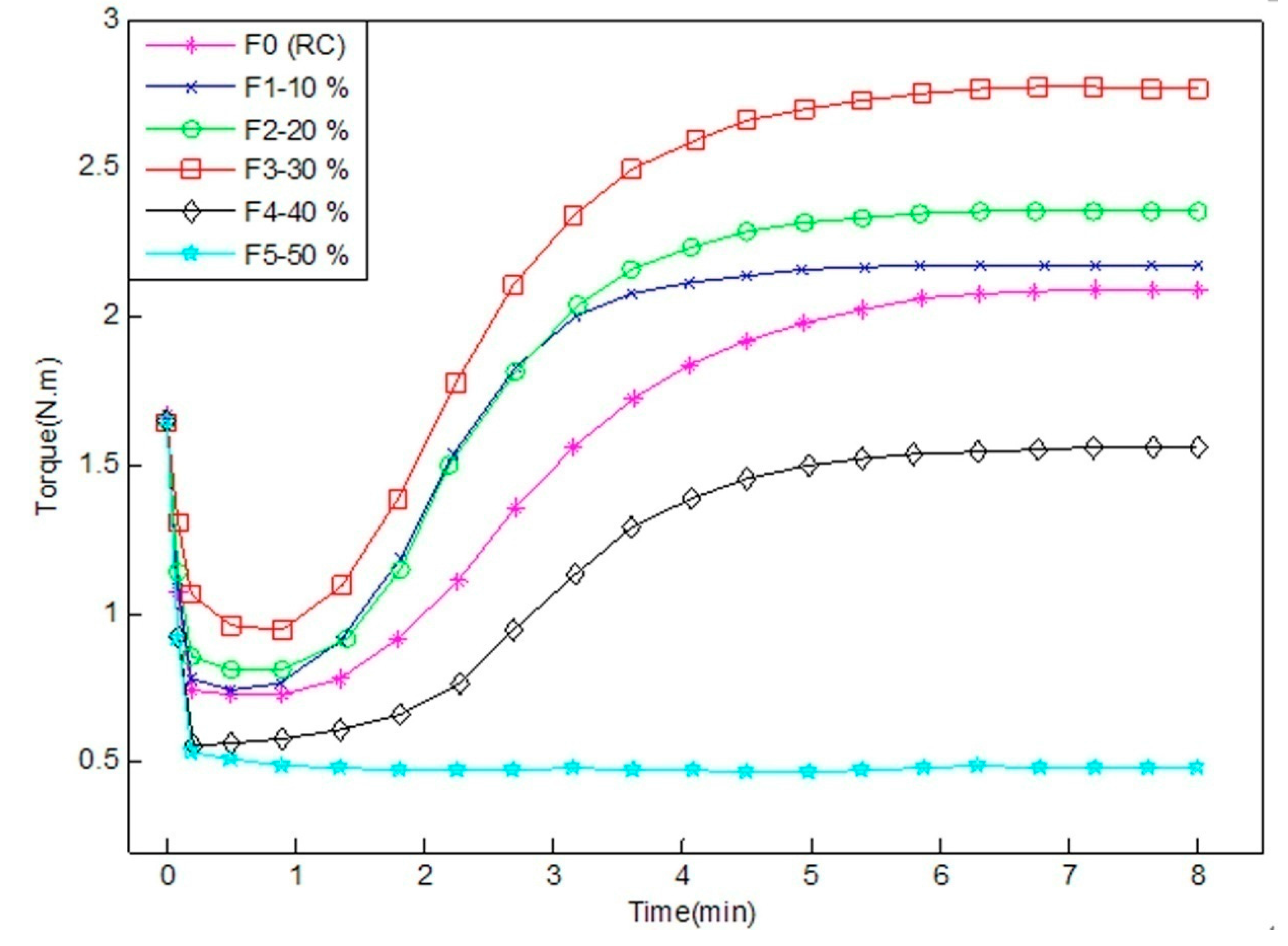
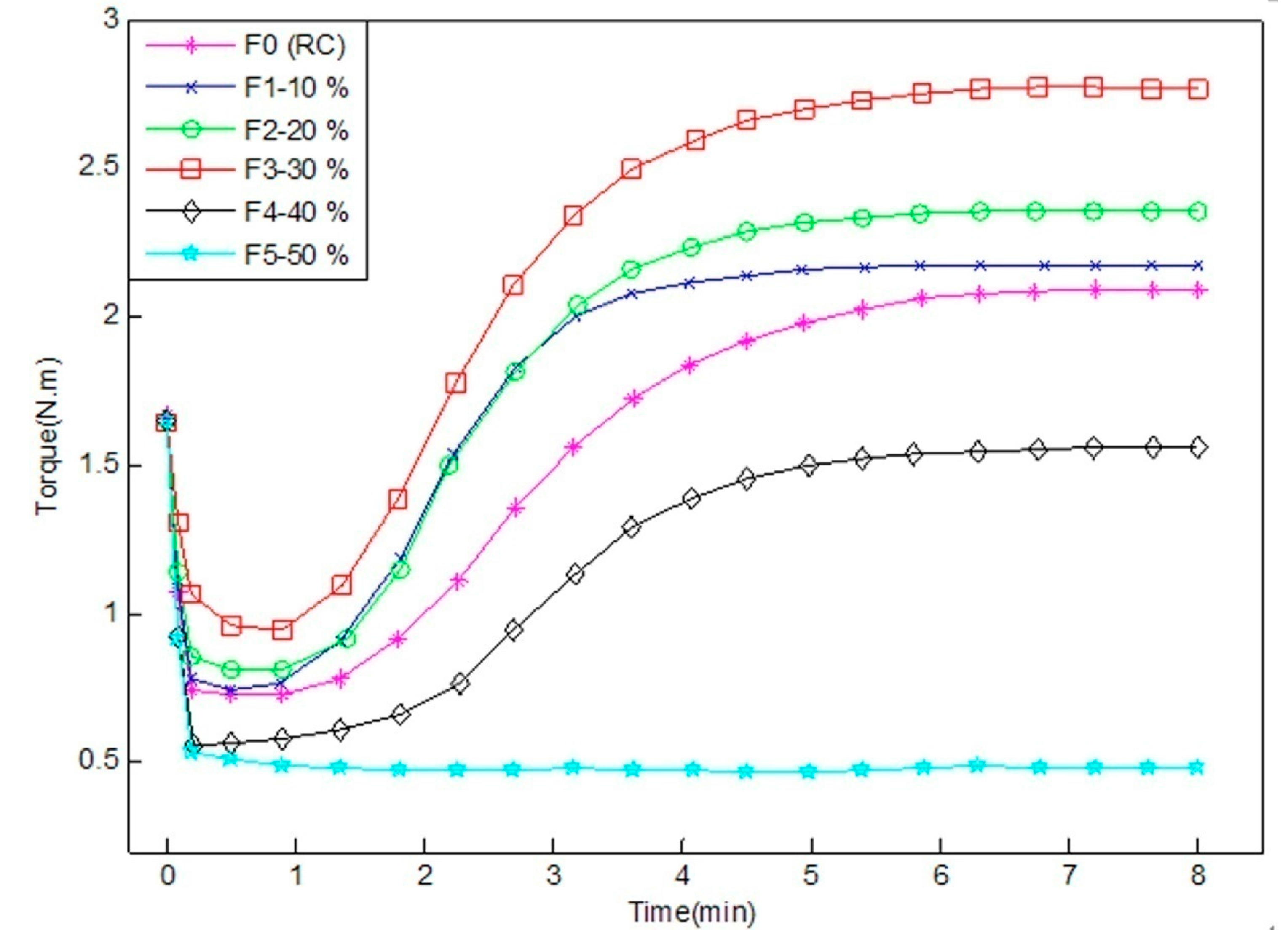
3.7. Cure Characteristics of WRCs
3.8. Water Absorption
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Miren, N.I.; Marianela, H.; Carmen, A.; Jeanette, G. Curing and physical properties of natual rubber/wood flour composites. Macromol. Symp. 2006, 239, 192–200. [Google Scholar]
- Vladkova, T.; Vassileva, S.; Natov, M. Wood flour: A new filler for the rubber processing industry. I. Cure characteristics and mechanical properties of wood flour-filled NBR and NBR/PVC compounds. J. Appl. Polym. Sci. 2003, 90, 2734–2739. [Google Scholar] [CrossRef]
- Vladkova, T.; Dineff, P.H.; Gospodinova, D.N. Wood flour: A new filler for the rubber processing industry. II. Cure characteristics and mechanical properties of nitrile butadiene rubber compounds filled by wood flour in the presence of phenol formaldehyde resin. J. Appl. Polym. Sci. 2004, 91, 883–889. [Google Scholar] [CrossRef]
- Vladkova, T.; Dineff, P.H.; Gospodinova, D.N. Wood flour: A new filler for the rubber processing industry. III. Cure characteristics and mechanical properties of nitrile butadiene rubber compounds filled by wood flour in the presence of phenol-formaldehyde resin. J. Appl. Polym. Sci. 2004, 92, 95–101. [Google Scholar] [CrossRef]
- Vladkova, T.; Dineff, P.H.; Gospodinova, D.N. Wood flour: A new filler for therubber processing industry. IV. Cure characteristics and mechanical properties of natural rubber compounds filled by non-modified or corona treated wood flour. J. Appl. Polym. Sci. 2006, 101, 651–658. [Google Scholar] [CrossRef]
- Shi, S.Q.; Gardner, D.J.; Wang, J.Z. Effect of the addition of polymer fluff on the mechanical and physical properties of wood fiberboard. For. Prod. J. 1999, 49, 32–38. [Google Scholar]
- Shi, S.Q.; Wang, J.Z. Utilization of polymer automobile fluff in wood fiberboard. J. Solid Waste Technol. Manag. 1997, 24, 188–195. [Google Scholar]
- Kartal, S.N.; Ayrilmis, N. Blockboard with boron-treated veneers laboratory decay and termite resistance tests. Int. Biodeterior. Biodegrad. 2005, 55, 93–98. [Google Scholar] [CrossRef]
- Terzi, E.; Köse, C.; Büyüksarı, Ü. Evaluation of possible decay and termite resistance of particleboard containing waste tire rubber. Int. Biodeterior. Biodegrad. 2009, 63, 806–809. [Google Scholar] [CrossRef]
- Fu, Z. Properties and Designs of Rubber Materials; Publish House of Chemistry Industry: Beijing, China, 2003; pp. 15–88. [Google Scholar]
- Ayrilmis, N.; Buyuksari, U.; Avci, E. Utilization of waste tire rubber in the manufacturing of particleboard. Mater. Manuf. Process 2009, 24, 688–692. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Buyuksari, U.; Avci, E. Utilization of waste tire rubber in manufacture of oriented strandboard. Waste Manag. 2009, 29, 2553–2557. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.S.; Kim, D.J.; Lee, Y.K. Possibility of using waste tire composites reinforced with rice straw as construction materials. Bioresour. Technol. 2004, 95, 61–65. [Google Scholar] [CrossRef] [PubMed]
- Yehia, A.A.; Mull, M.A.; Ismail, M.N. Effect of chemically modified waste rubber powder as a filler in natural rubber vulcanizates. J. Appl. Polym. Sci. 2004, 93, 30–36. [Google Scholar] [CrossRef]
- Colom, X.; Carrillo, F.; Canavate, J. Composites reinforced with reused tyres: Surface oxidant treatment to improve the interfacial compatibility. Compos. Part A 2007, 38, 44–50. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, X.M.; Chang, J.M. Sound insulation property of wood-waste tire rubber composite. Compos. Sci. Technol. 2010, 70, 2033–2038. [Google Scholar] [CrossRef]
- Sun, W.S. Study on Wood-Rubber Composites and Application in Soundproof Flooring. Ph.D. Thesis, Chinese Academy of Forestry Science, Beijing, China, 2009. [Google Scholar]
- Song, X.M.; Hwang, J.Y. A study of the microscopic characteristics of fracture surface of MDI bonded wood fiber-recycled tire rubber composites using scanning electron microscopy. Wood Fiber Sci. 1997, 29, 131–141. [Google Scholar]
- Song, X.M.; Hwang, J.Y. Mechanical properties of composites made with wood flour and recycled tire rubber. For. Prod. J. 2001, 51, 45–51. [Google Scholar]
- Zhao, J.; Wang, X.M.; Chang, J.M. Optimization of processing variables in wood-robber composite panel manufacturing technology. Bioresour. Technol. 2008, 99, 2384–2391. [Google Scholar]
- Xu, M.; Li, J. Effect of adding rubber powder to poplar particles on composite properties. Bioresour. Technol. 2012, 118, 56–60. [Google Scholar] [CrossRef] [PubMed]
- Xu, M.; Li, J.; Shi, S.Q.; Cai, L.P. Property enhancement of wood–rubber composites by microwave treatment of rubber particles. Wood Fiber Sci. 2014, 46, 547–554. [Google Scholar]
- Li, S.Y.; Johanna, L.; Kalle, H. Improvement of mechanical properties of rubber compounds using waste rubber/virgin rubber. Polym. Eng. Sci. 2005, 45, 1239–1246. [Google Scholar] [CrossRef]
- Li, S.Y.; Johanna, L.; Kalle, H. Effect of ground rubber powder and devulcanizates on the properties of natural rubber compounds. Appl. Polym. Sci. 2003, 97, 208–217. [Google Scholar] [CrossRef]
- Li, S.Y.; Johanna, L.; Kalle, H. Feasible incorporation of devulcanized rubber waste in virgin natual tubber. J. Mater. Sci. 2006, 41, 8301–8307. [Google Scholar]
- Garcia, D.; Lopez, J.; Balart, R.; Ruseckaite, R.A.; Stefani, P.M. Composites based on sintering rice husk-waste tire rubber mixtures. Mater. Des. 2007, 28, 2234–2238. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Contents (%) | Volume Fraction (%) | Tensile Strength (MPa) (Ts) | Elongation at Break (%) (Eb) | Hardness (Shore A) (Ha) | Rebound Resilience (%) (Rr) | Toughness Tests |
|---|---|---|---|---|---|---|
| 0 | 0 | 16.4 (1.1) a 1 | 634.1 (19.7) a | 60.0 (0) f | 48.0 (0) a | No cracks |
| 10 | 17 | 10.3 (0.5) b | 440.7 (12.8) b | 70.2 (0.1) e | 44.4 (0.5) b | No cracks |
| 20 | 33 | 7.1 (0.2) c | 330.1 (13.2) c | 79.3 (0.1) d | 42.1 (0.3) c | No cracks |
| 30 | 50 | 6.2 (0.3) d | 293.6 (8.1) d | 88.3 (0.2) c | 40.0 (0.1) d | No cracks |
| 40 | 67 | 5.1 (0.4) e | 110.8 (5.7) e | 93.2 (0.3) b | 34.3 (1.1) e | Fine cracks |
| 50 | 83 | 4.0 (0.1) f | 31.3 (9.2) f | 95.0 (0.1) a | 26.1 (0.4) f | Heavy cracks |
| Rotational Speed (rpm) | Tensile Strength (MPa) | Elongation at Break (%) | Hardness (Shore A) | Rebound Resilience (%) |
|---|---|---|---|---|
| 15 | 4.8 (0.4) c 1 | 210.4 (13.5) d | 83.4 (1.2) c | 39.4 (0.7) c |
| 20 | 5.3 (0.1) b | 245.5 (15.2) c | 85.5 (1.1) b | 40.9 (0.5) ab |
| 25 | 6.2 (0.3) a | 270.8 (8.1) b | 88.3 (0.2) a | 41.1 (0.3) a |
| 35 | 6.1 (0.4) a | 289.3 (5.9) a | 89.2 (2.6) a | 39.9 (1.5) bc |
| 45 | 5.0 (0.2) b | 245.2 (4.2) c | 84.0 (2.1) bc | 38.2 (0.7) d |
| Filled Coefficient | Tensile Strength (MPa) | Elongation at Break (%) | Hardness (Shore A) | Rebound Resilience (%) |
|---|---|---|---|---|
| 0.55 | 3.2 (0.4) c 1 | 136.5 (14.3) d | 79.5 (0.4) d | 34.2 (0.8) b |
| 0.60 | 4.8 (0.5) b | 215.3 (10.6) b | 82.7 (0.6) c | 38.5 (0.2) a |
| 0.65 | 5.9 (0.2) a | 285.2 (7.5) a | 86.2 (0.3) a | 38.9 (0.4) a |
| 0.70 | 6.3 (0.6) a | 276.5 (15.1) a | 84.5 (0.5) b | 38.4 (1.1) a |
| 0.75 | 4.5 (0.1) b | 194.8 (19.5) c | 75.0 (0.6) e | 24.6 (0.7) c |
| Sample Code | ML/(N.m) | MH/(N.m) | ts2/min | t90/min |
|---|---|---|---|---|
| F0 | 0.68 (0.24) 1 | 2.11 (0.21) | 1.97 (0.05) | 4.77 (0.21) |
| F1 | 0.70 (0.11) | 2.17 (0.07) | 1.52 (0.21) | 3.12 (0.08) |
| F2 | 0.79 (0.06) | 2.35 (0.13) | 1.70 (0.12) | 3.65 (0.13) |
| F3 | 0.92 (0.32) | 2.78 (0.15) | 1.57 (0.09) | 3.97 (0.14) |
| F4 | 0.55 (0.13) | 1.56 (0.04) | 2.33 (0.11) | 4.35 (0.04) |
| F5 | 0.46 (0.17) | 0.49 (0.16) | 0 (0) | 5.87 (0.18) |
| Wa (%) | F0 | F1 | F2 | F3 | F4 | F5 |
|---|---|---|---|---|---|---|
| Value | 1.01 (0.10) 1 | 1.18 (0.08) | 1.32 (0.05) | 1.52 (0.02) | 2.59 (0.04) | 2.77 (0.07) |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, D.; Xu, M.; Cai, L.; Shi, S.Q. Fabrication of Wood-Rubber Composites Using Rubber Compound as a Bonding Agent Instead of Adhesives. Materials 2016, 9, 469. https://doi.org/10.3390/ma9060469
Shao D, Xu M, Cai L, Shi SQ. Fabrication of Wood-Rubber Composites Using Rubber Compound as a Bonding Agent Instead of Adhesives. Materials. 2016; 9(6):469. https://doi.org/10.3390/ma9060469
Chicago/Turabian StyleShao, Dongwei, Min Xu, Liping Cai, and Sheldon Q. Shi. 2016. "Fabrication of Wood-Rubber Composites Using Rubber Compound as a Bonding Agent Instead of Adhesives" Materials 9, no. 6: 469. https://doi.org/10.3390/ma9060469
APA StyleShao, D., Xu, M., Cai, L., & Shi, S. Q. (2016). Fabrication of Wood-Rubber Composites Using Rubber Compound as a Bonding Agent Instead of Adhesives. Materials, 9(6), 469. https://doi.org/10.3390/ma9060469