
Effect of Friction Stir Process Parameters on the Mechanical and Thermal Behavior of 5754-H111 Aluminum Plates


 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
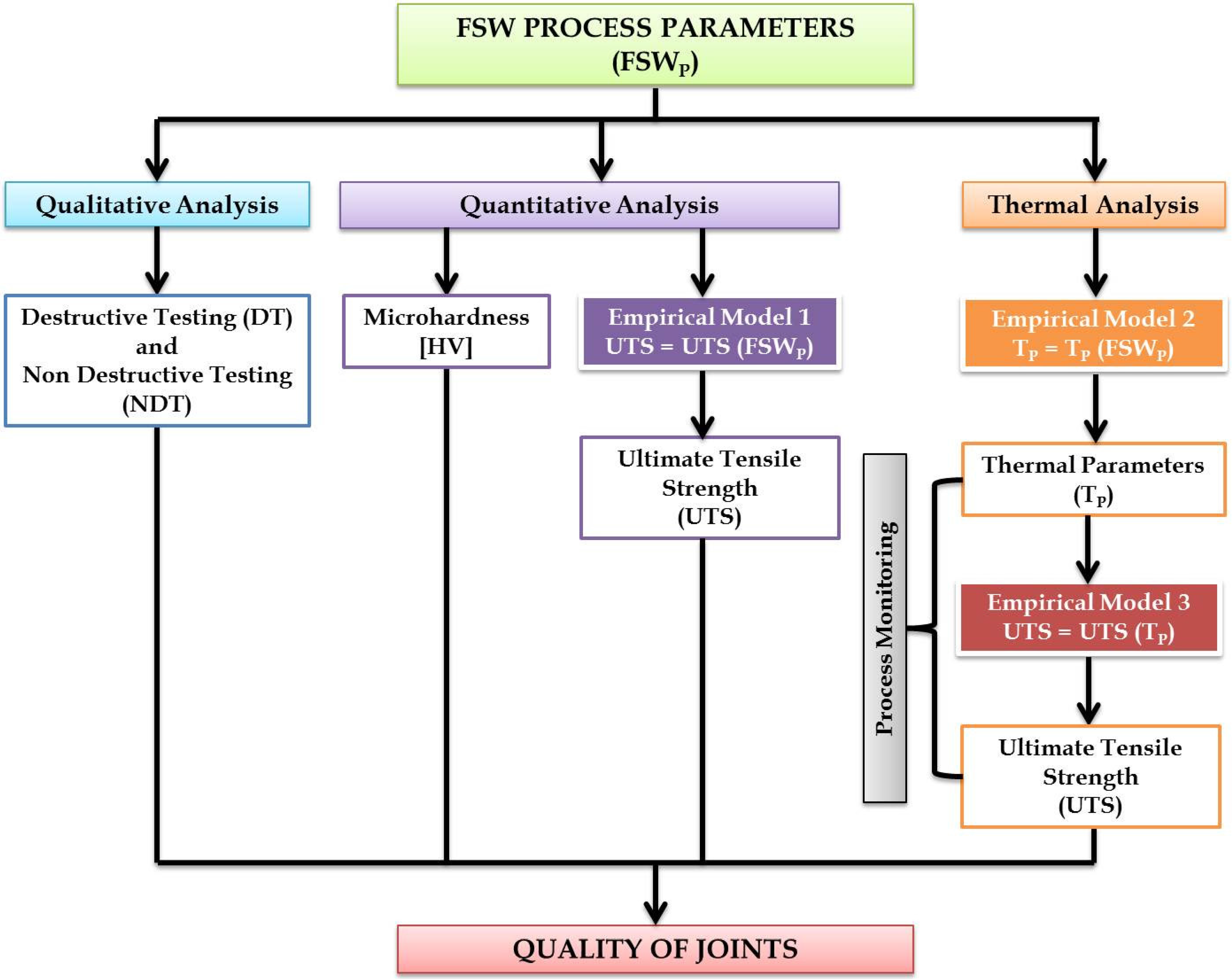
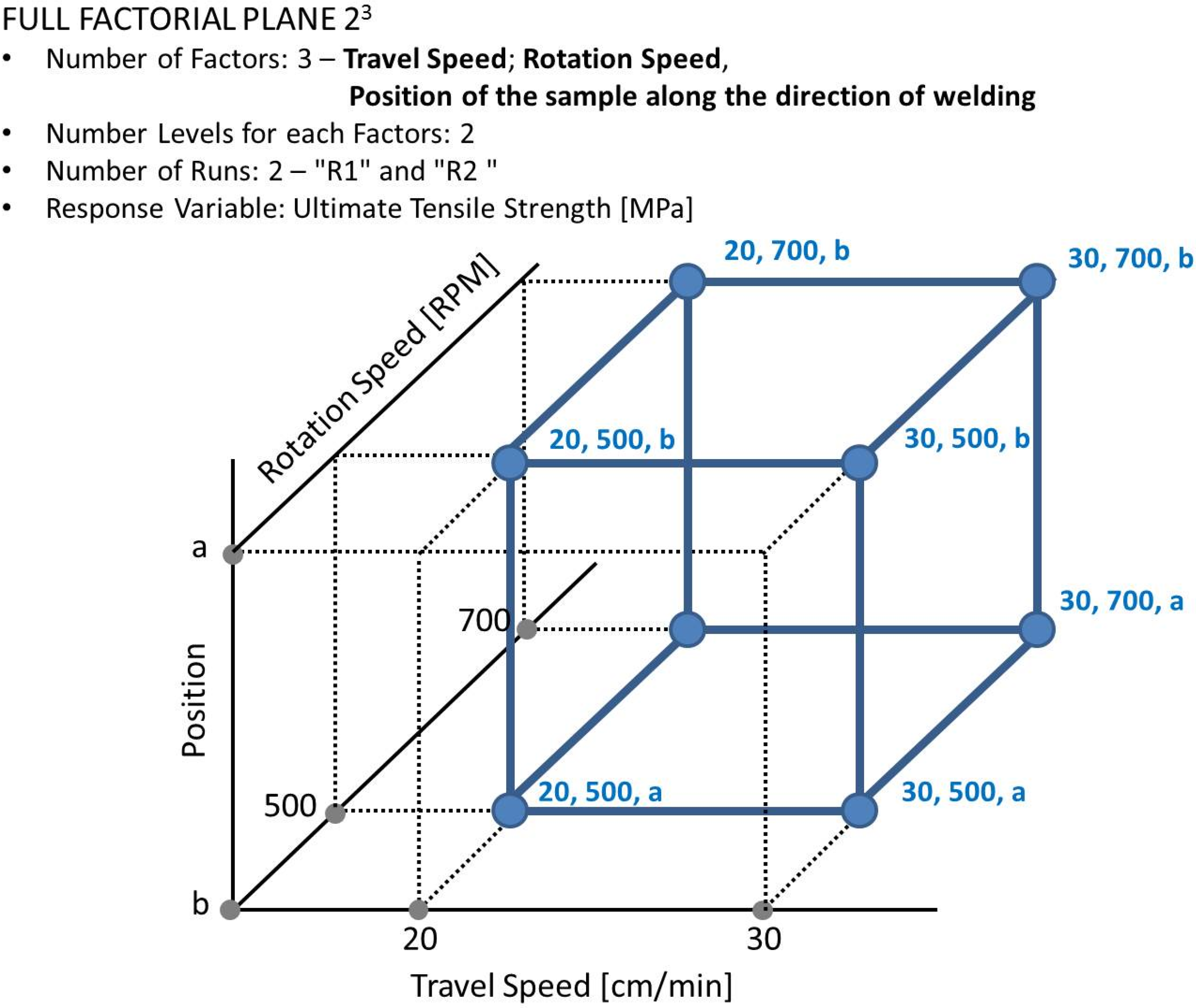
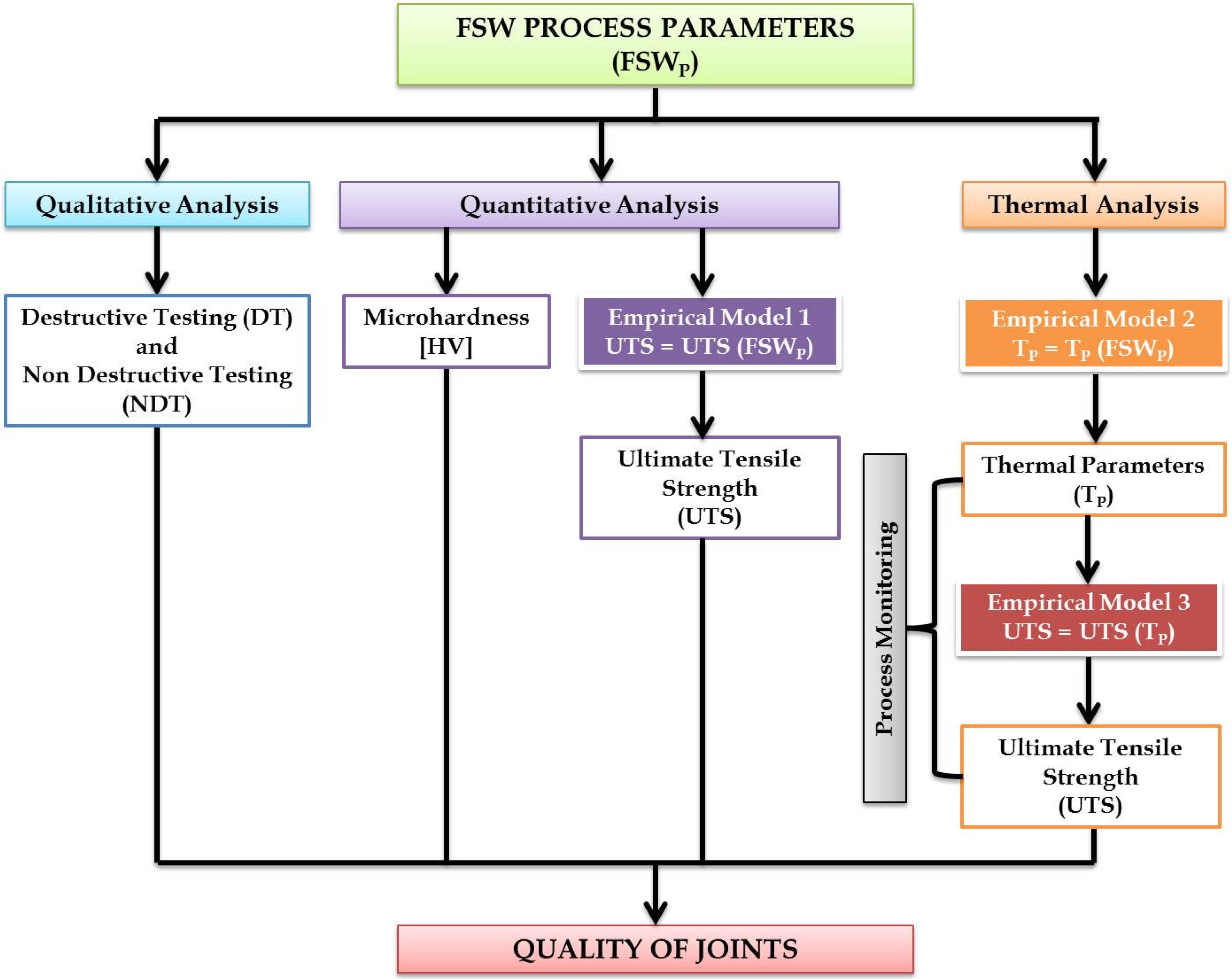
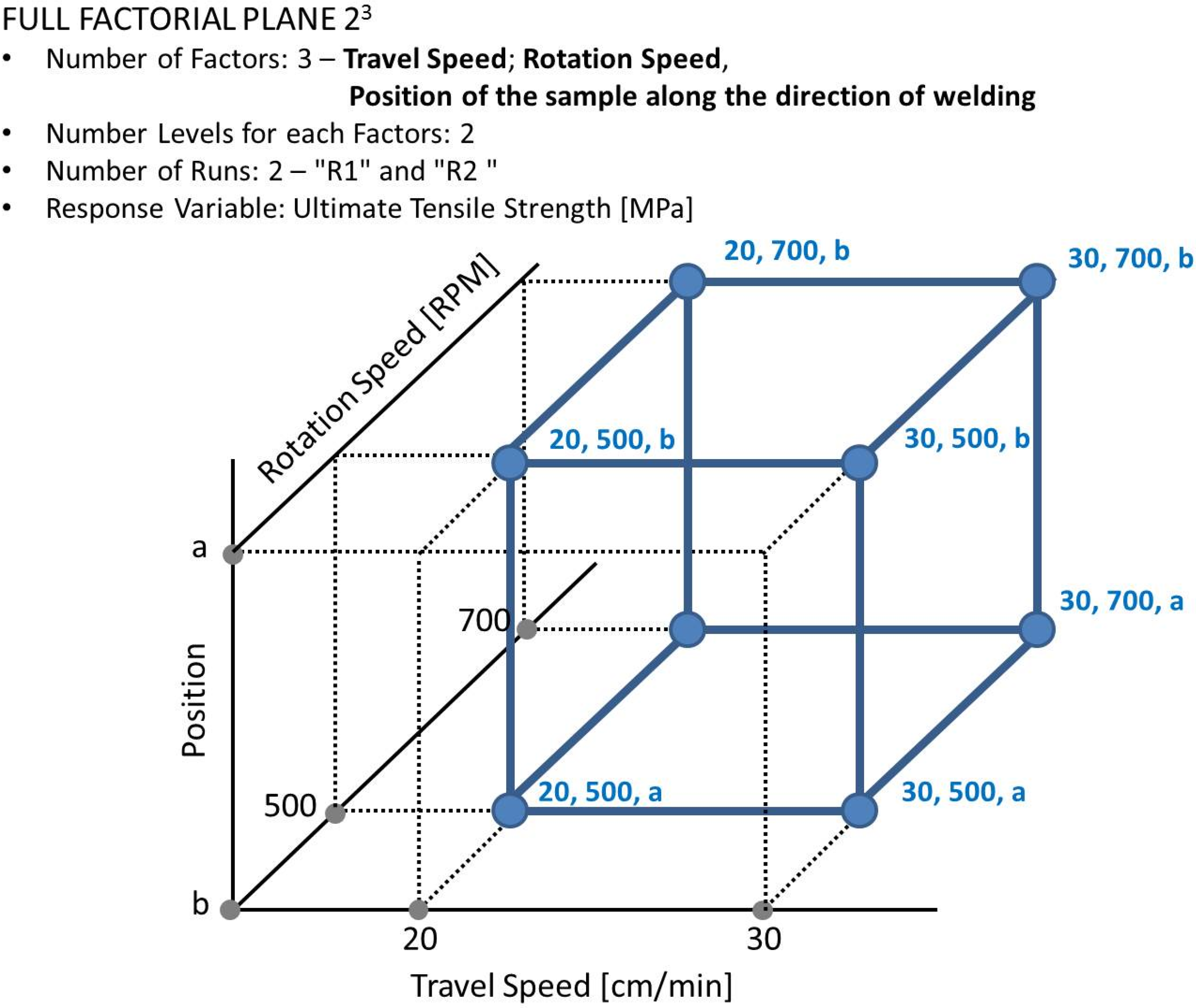
2.1. Data Analysis and Empirical Models Used in the Work
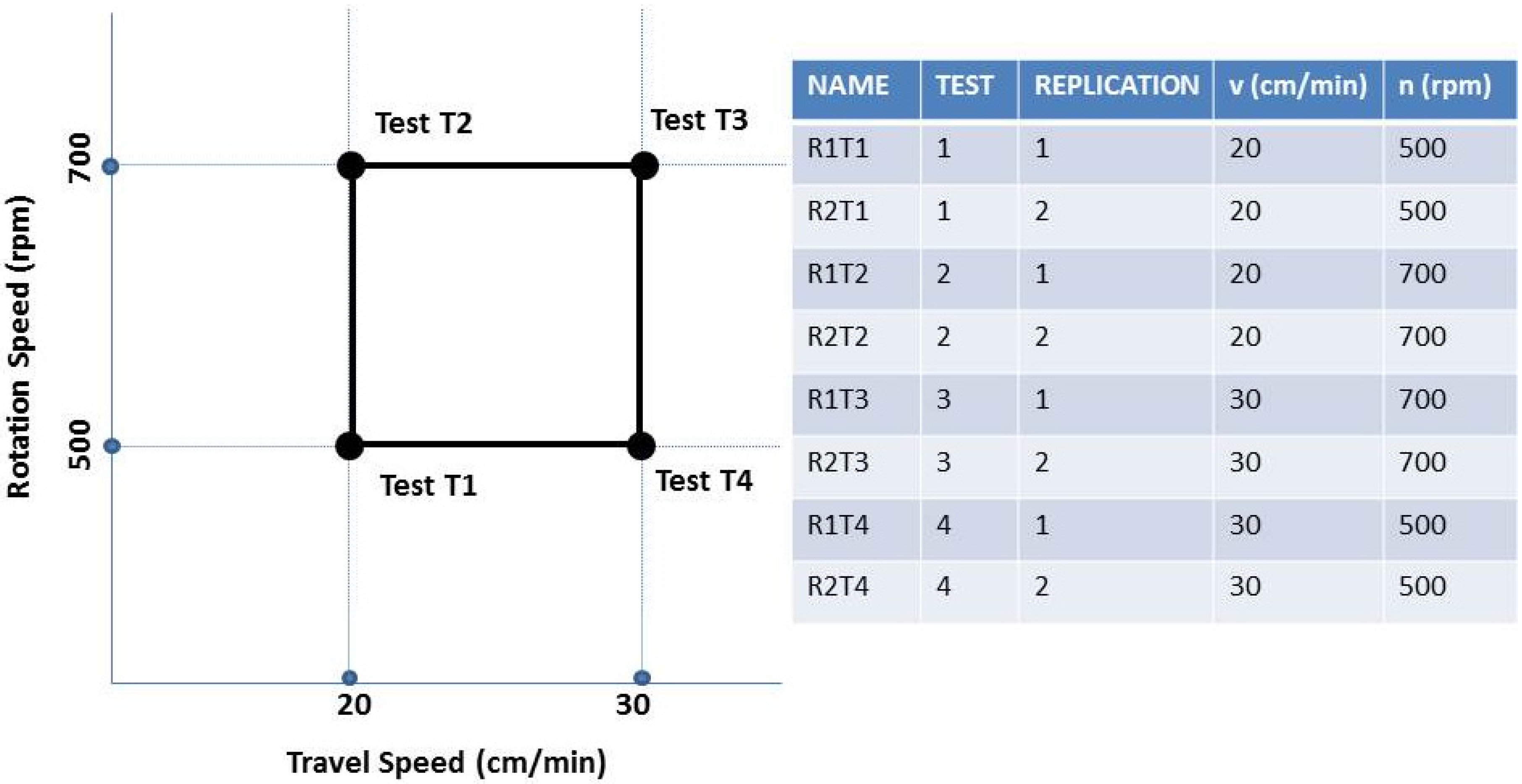
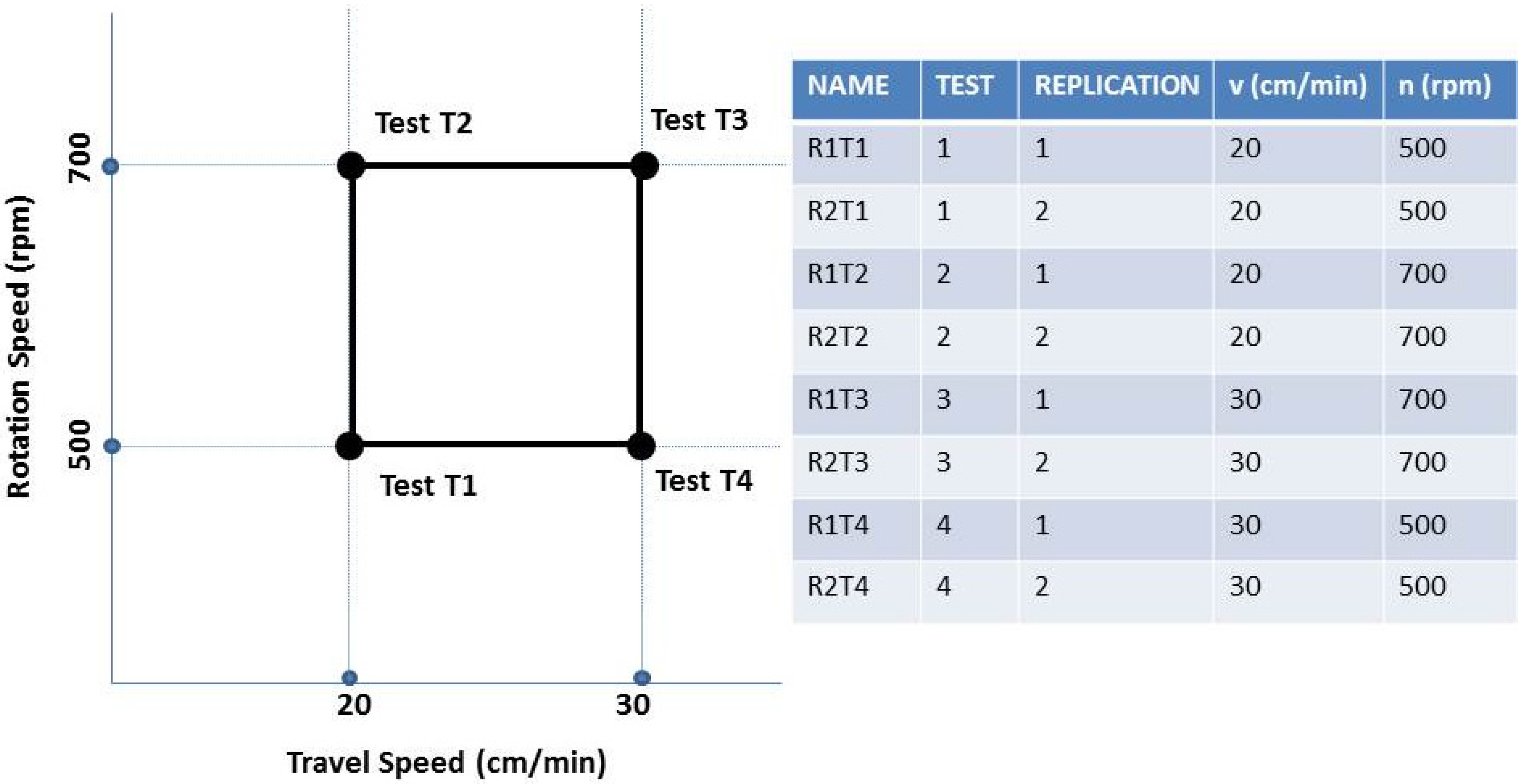
2.2. Materials and Welding Parameters
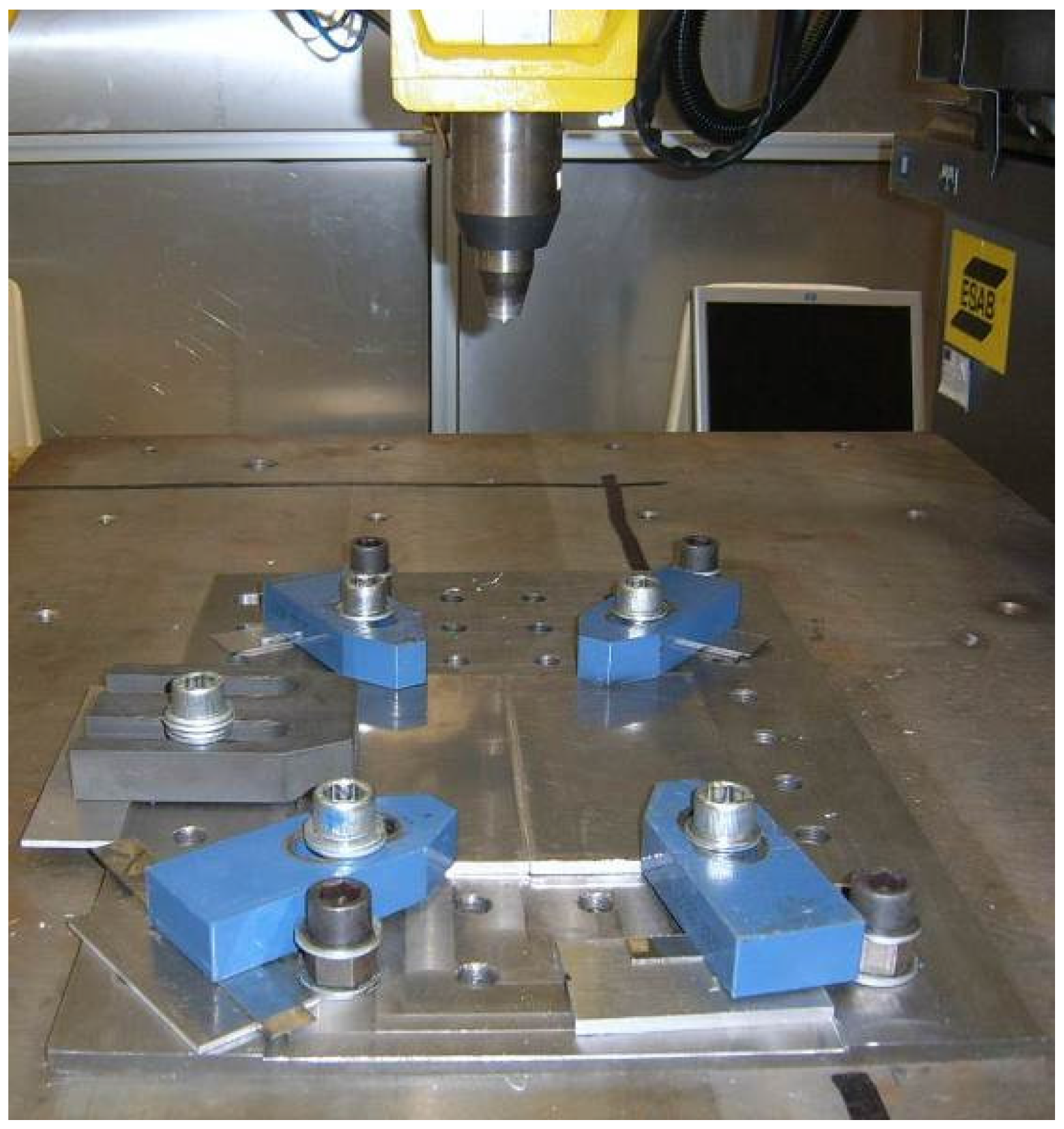
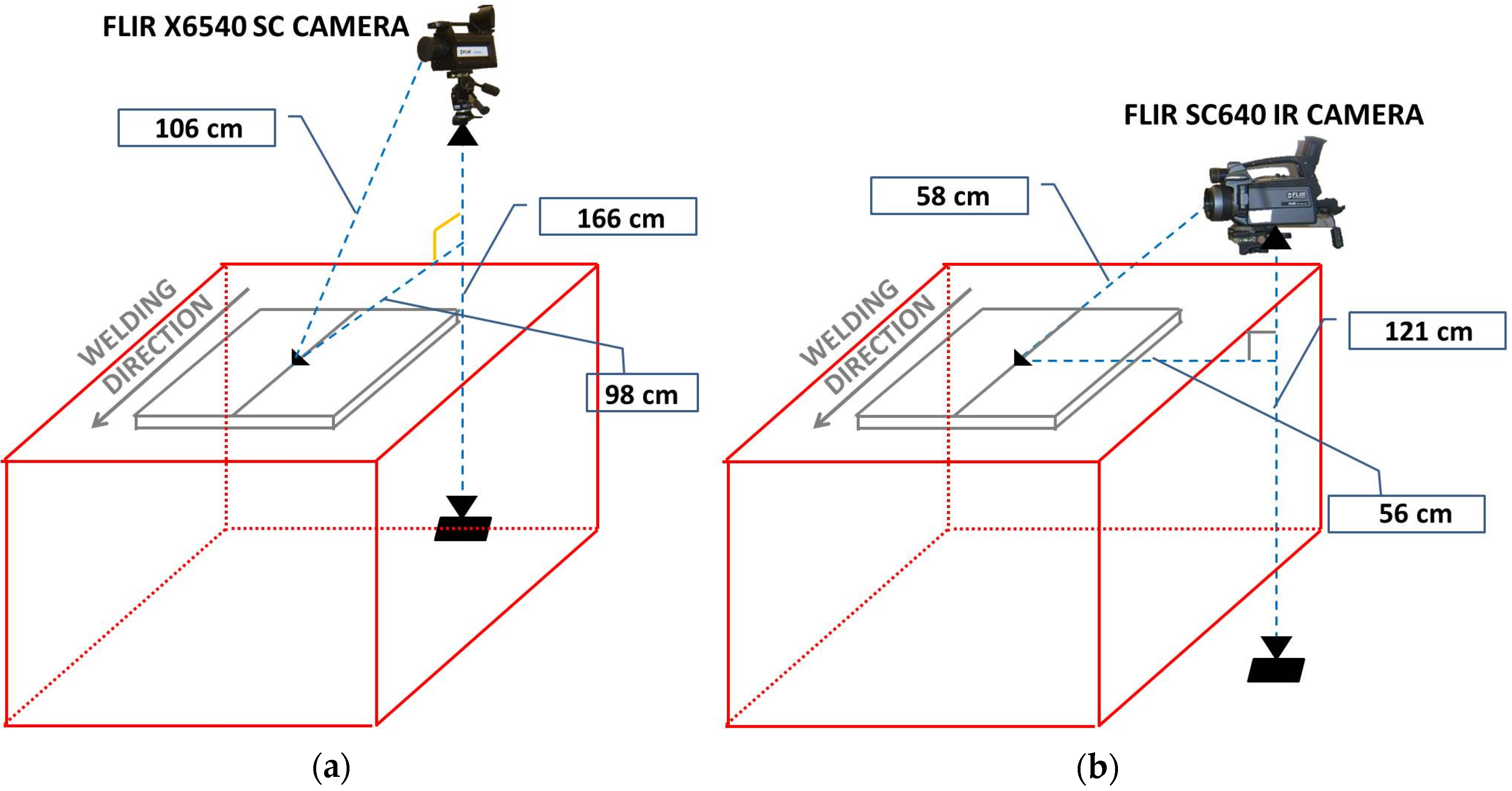
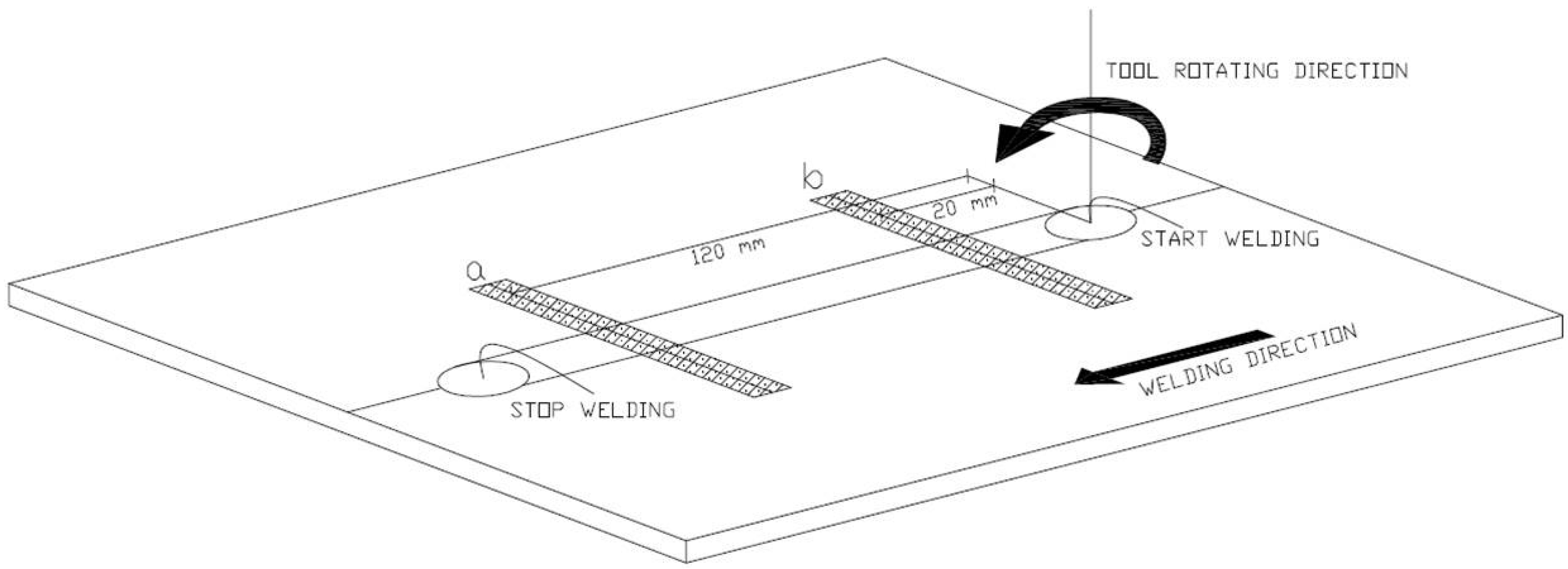
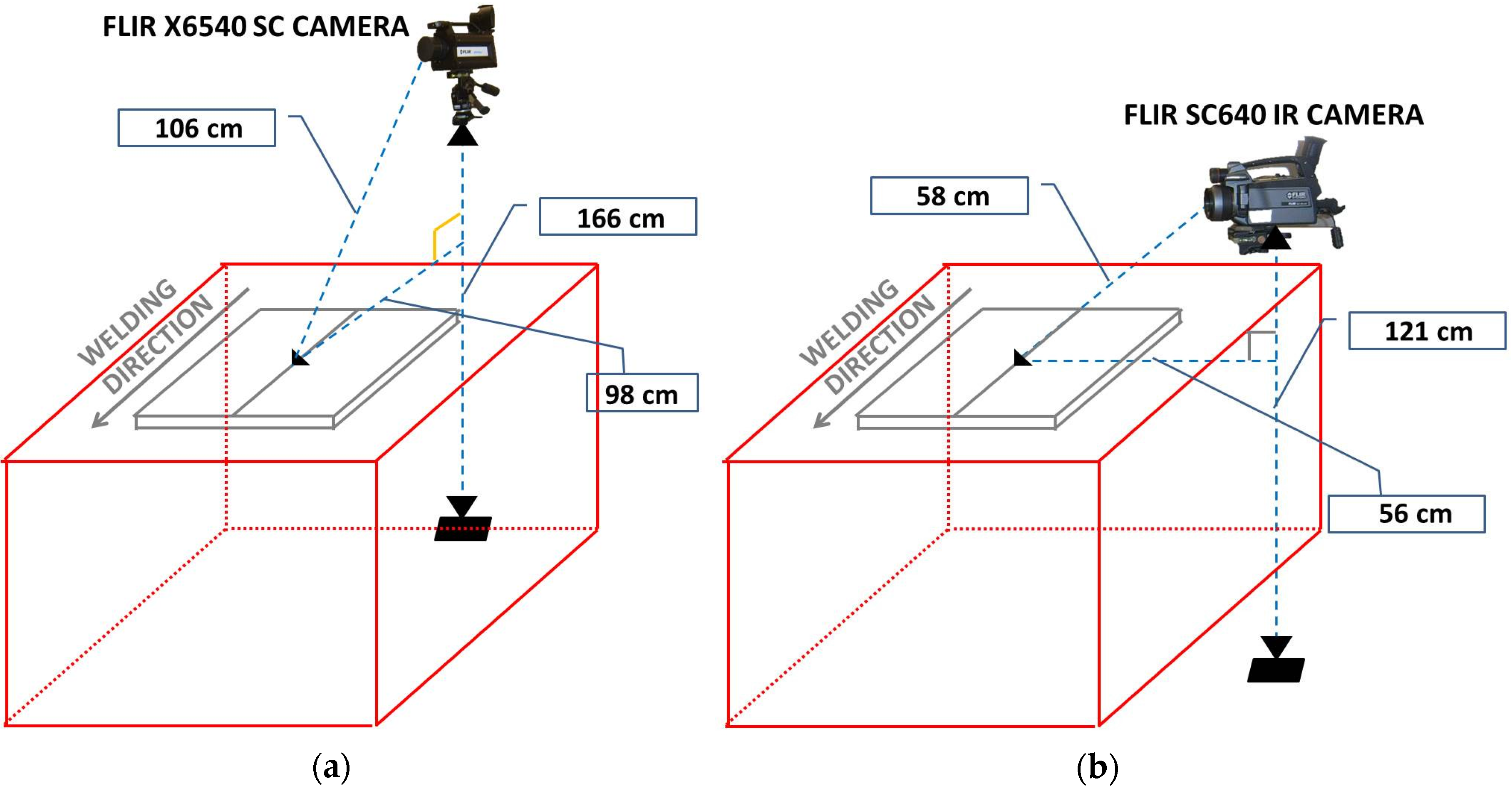
2.3. Experimental Set-up
2.3.1. Visual Inspections
2.3.2. Microhardness
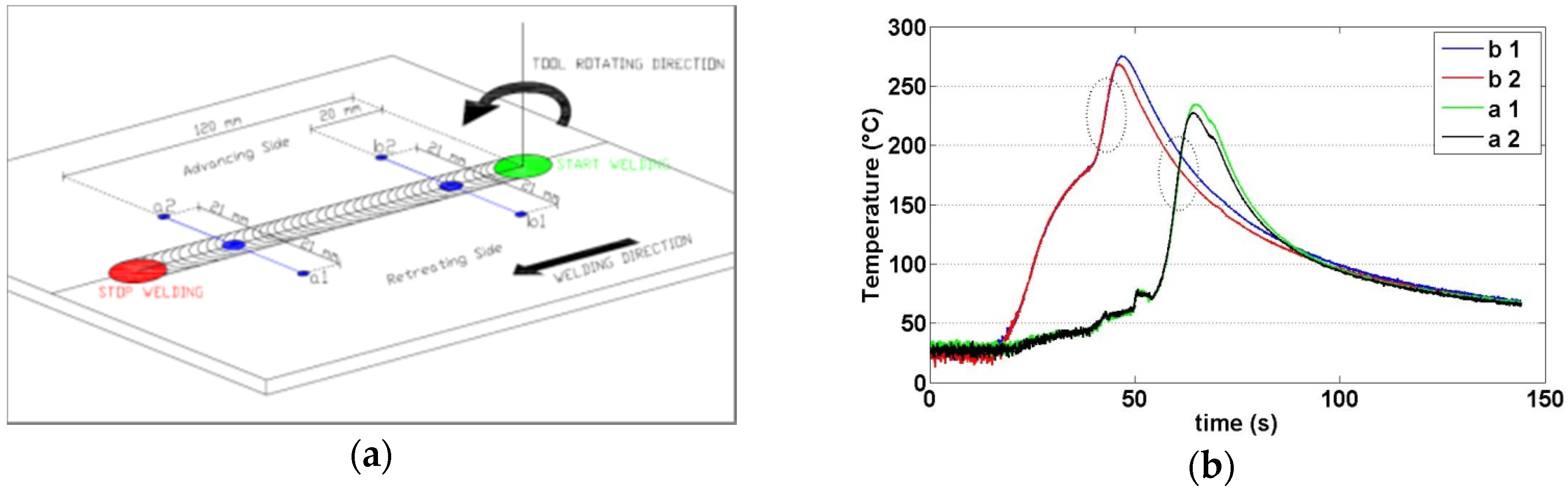
2.3.3. Thermal Analysis
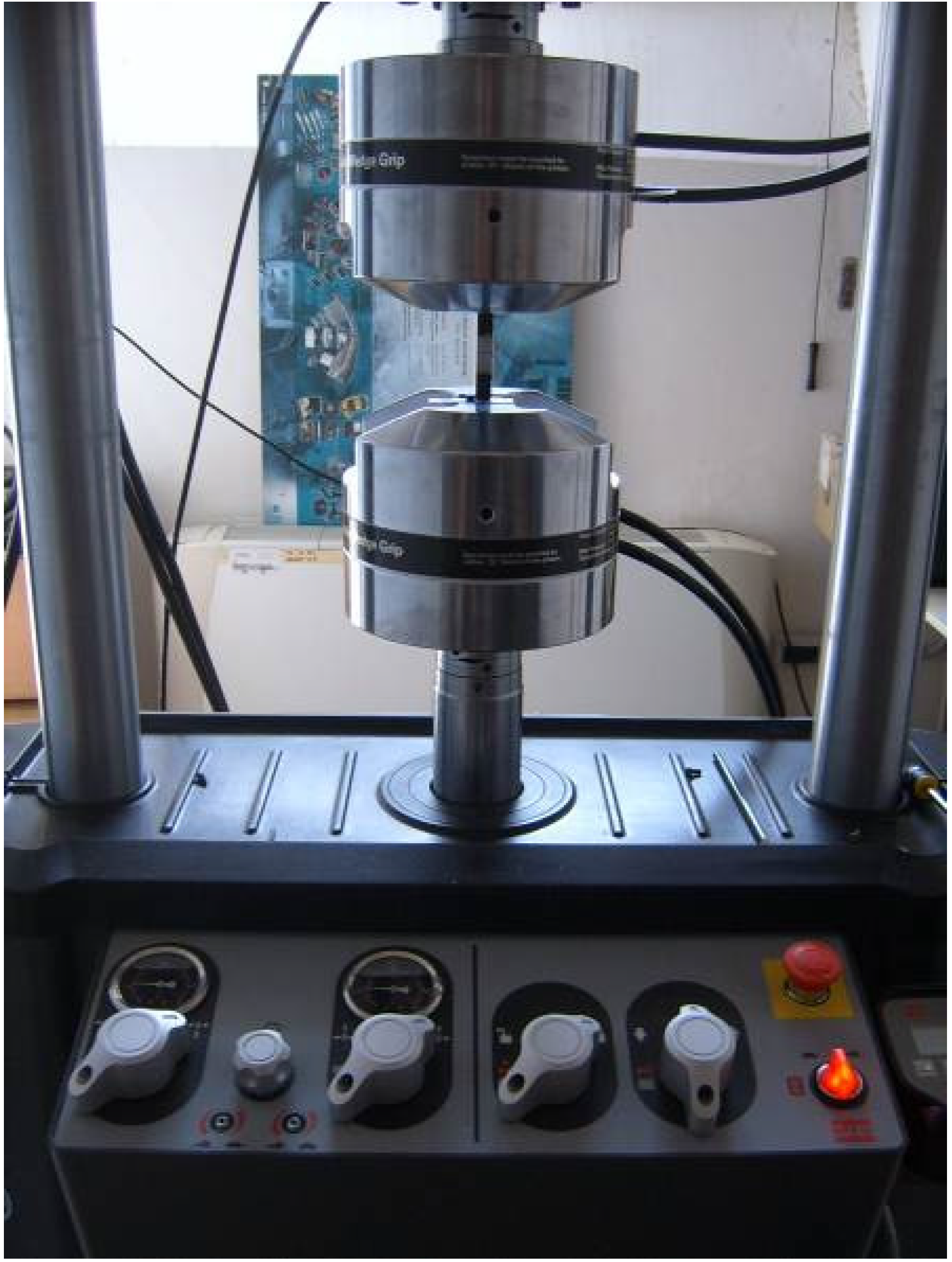
2.3.4. Tensile Tests
3. Results and Discussion
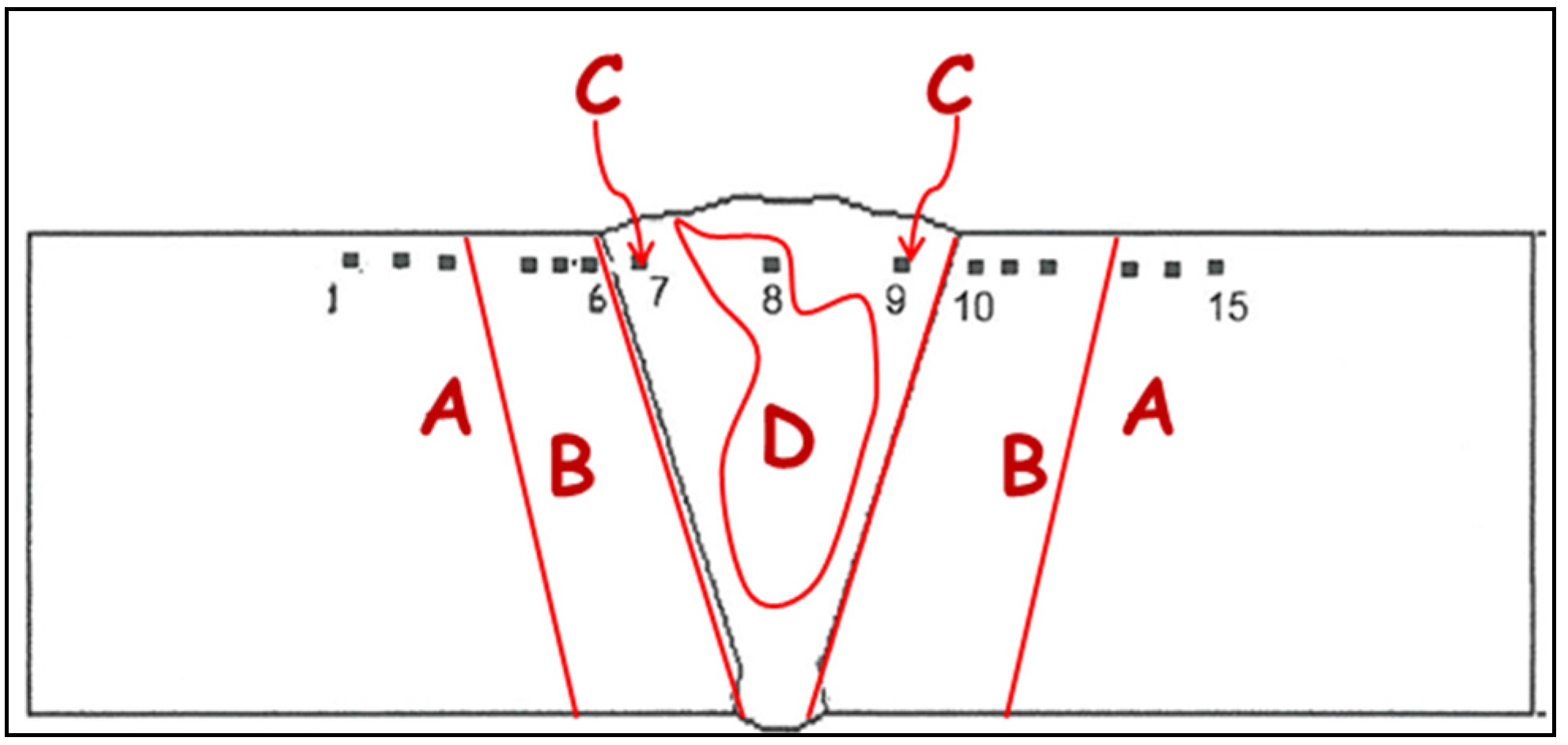
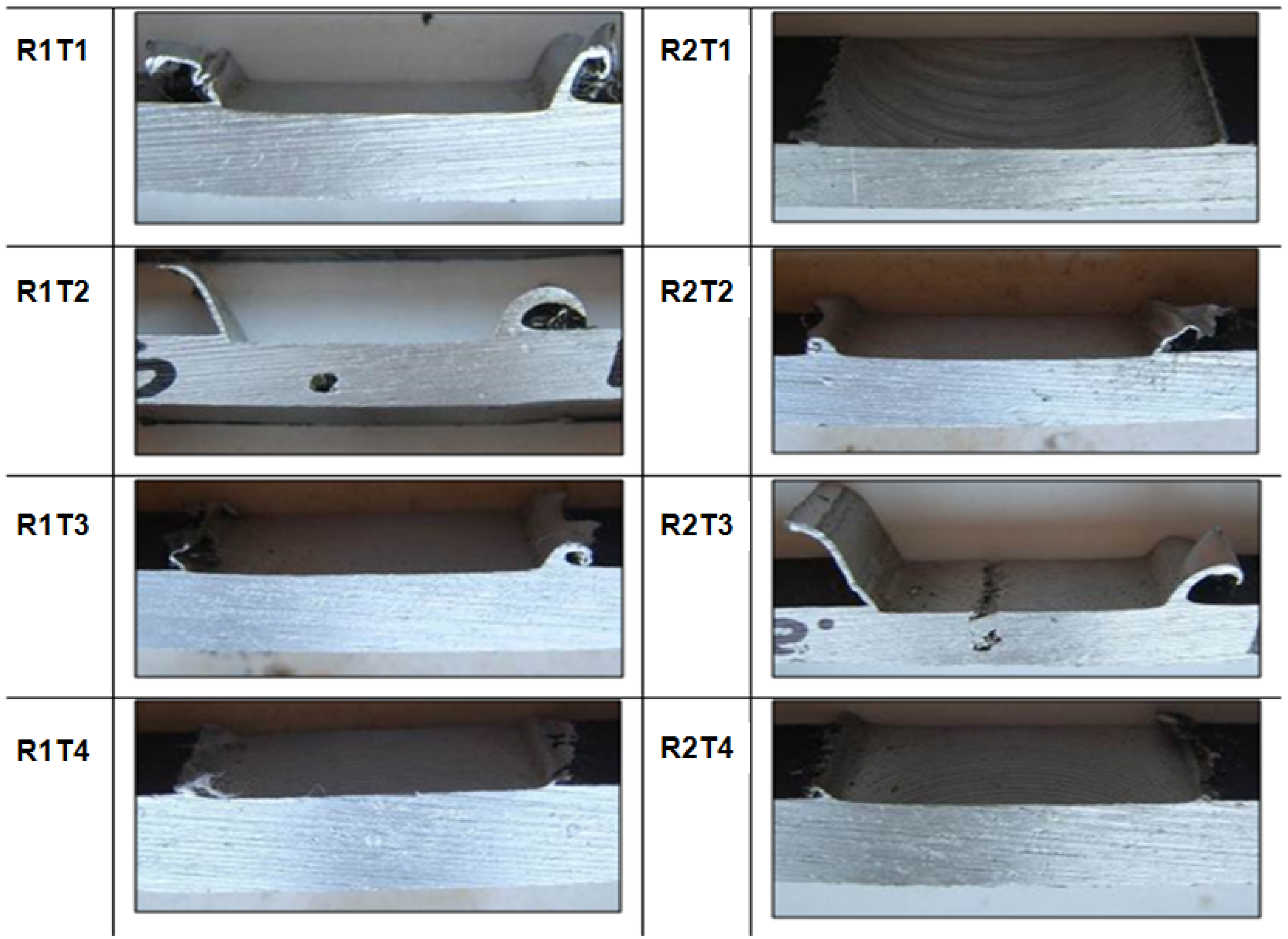
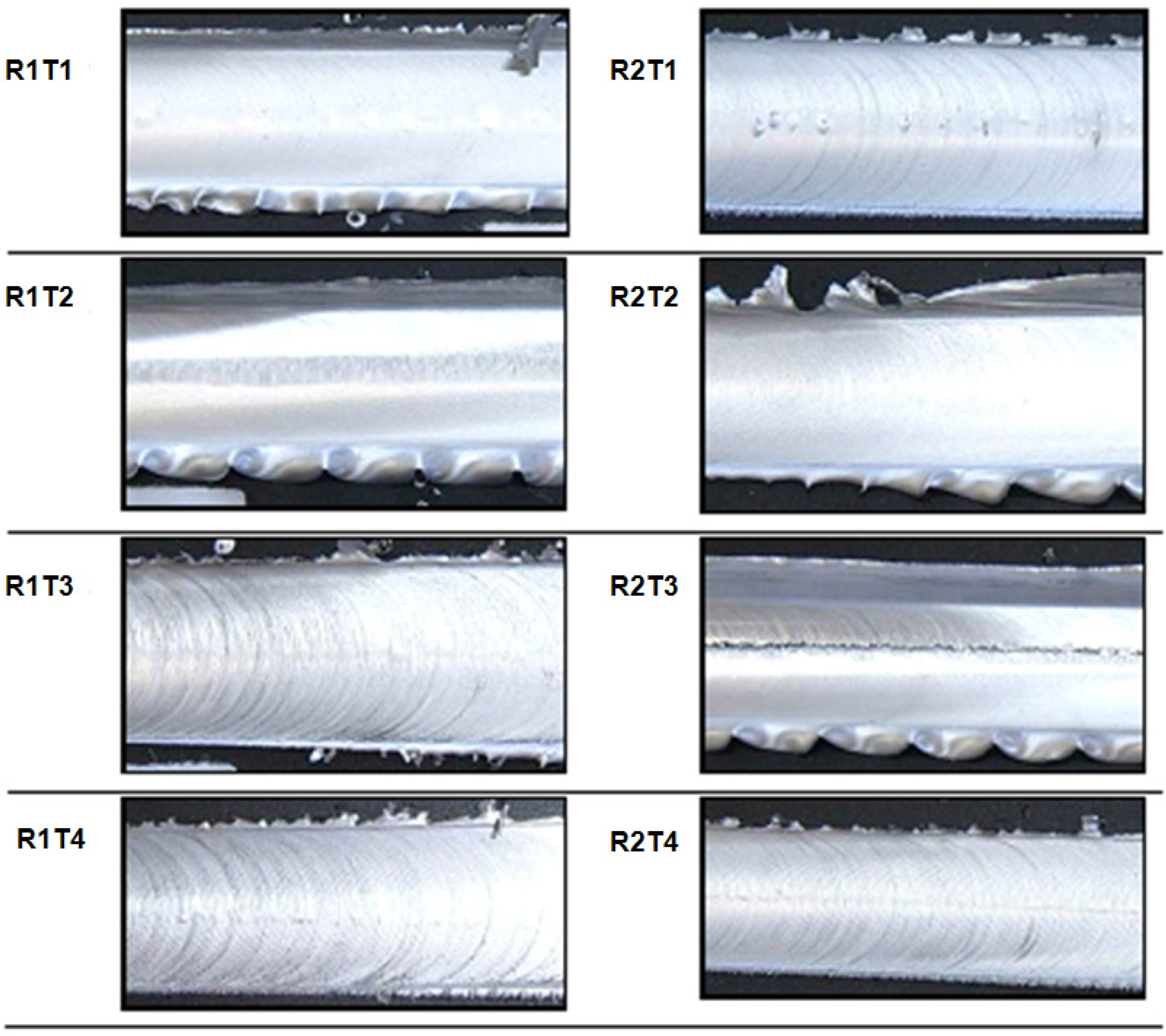
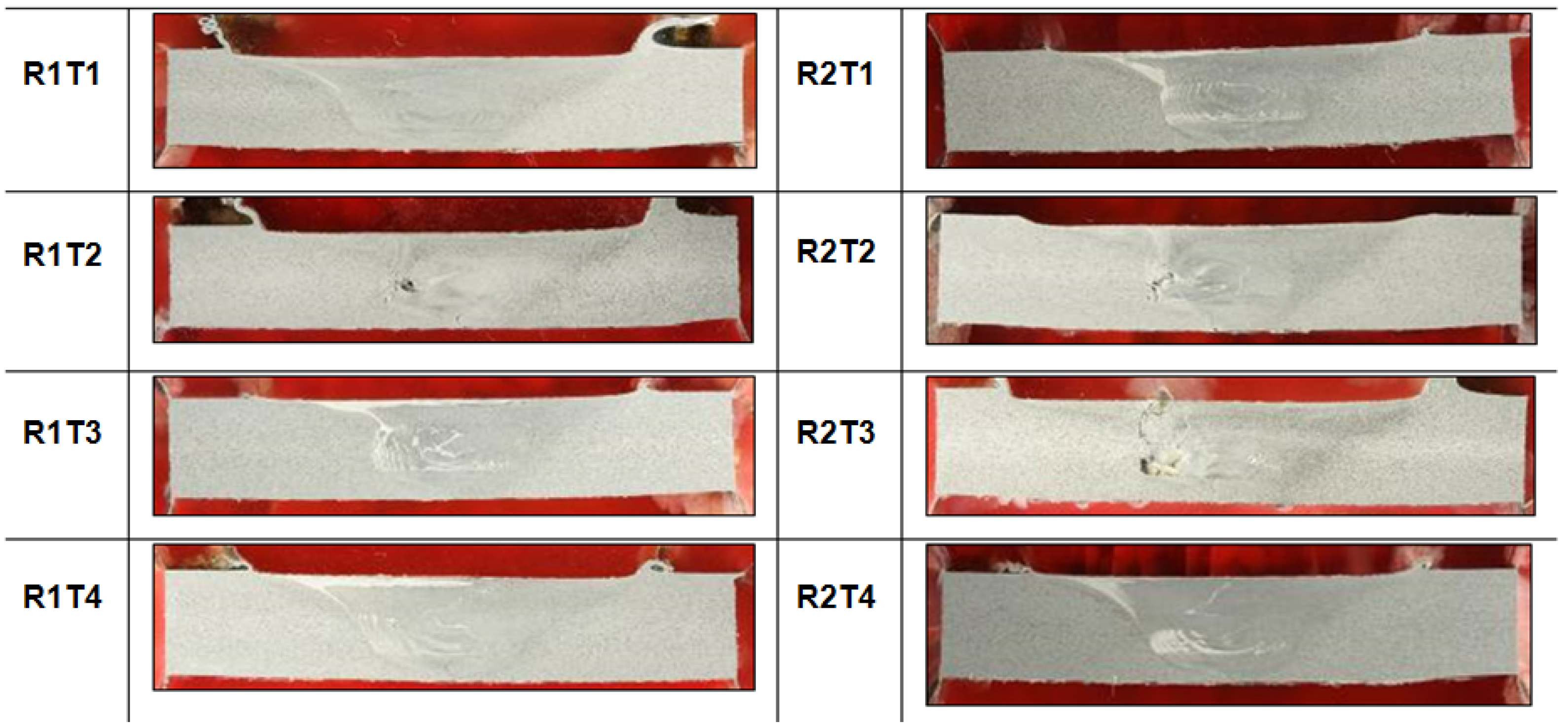
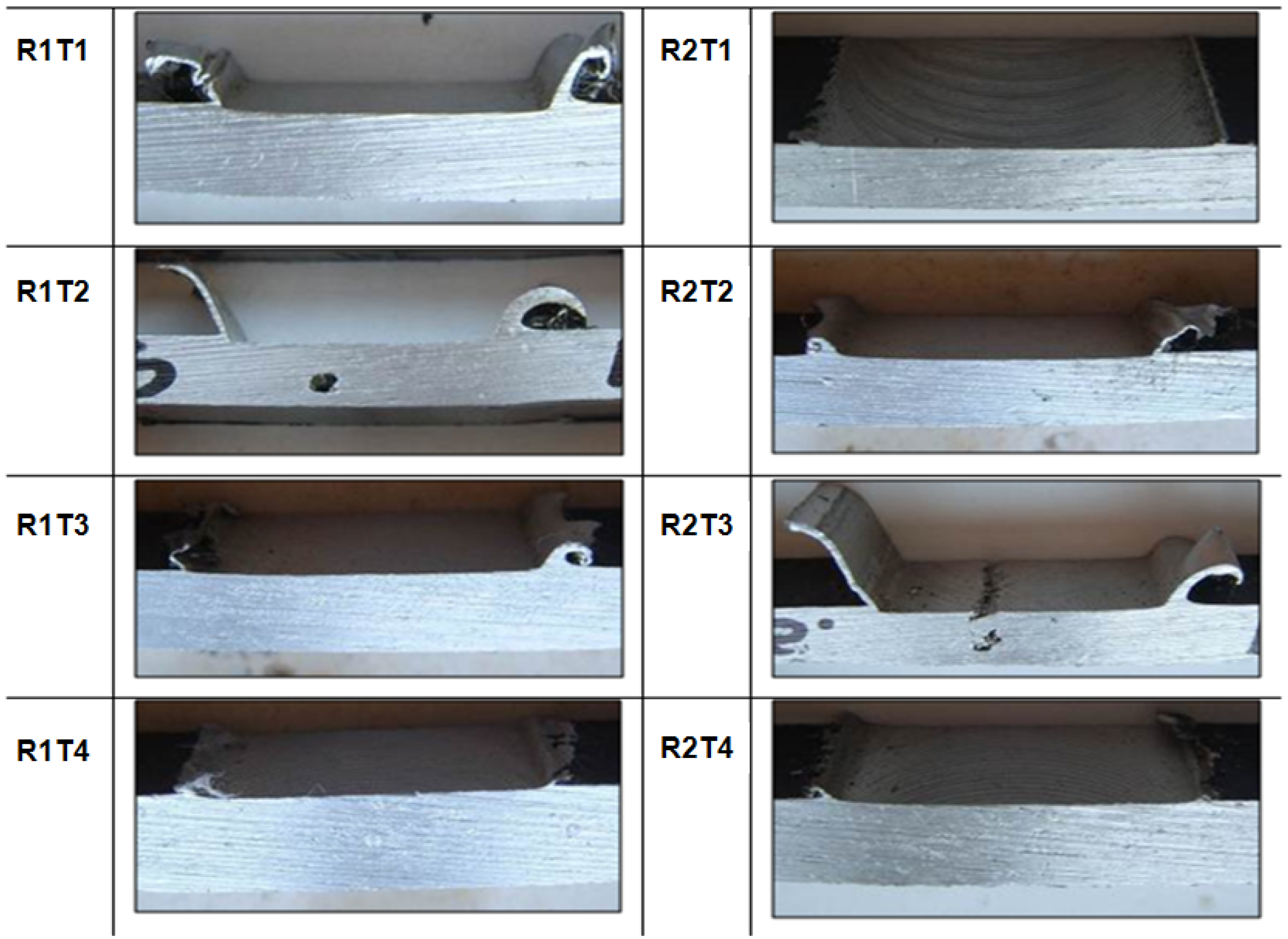
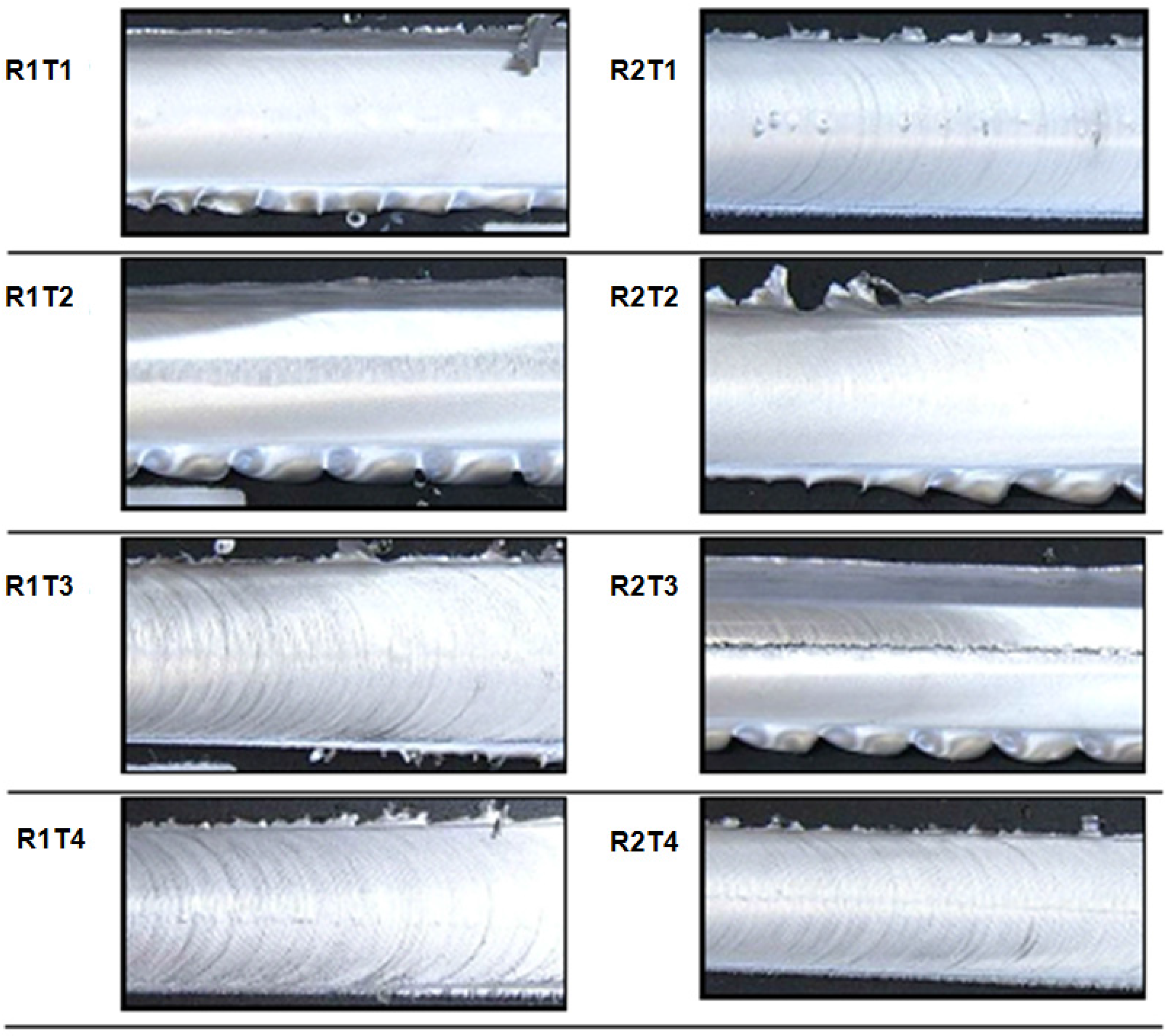
3.1. Visual Inspection and Macrographs
- For all the tests performed, the surface appearance of FSW showed a regular series of partially circular ripples. These ripples are essentially cycloidal and are produced by the circumferential edge of the shoulder during traverse. The rotation speed of the tool and traverse speed of work piece determines the pitch between the ripples.
- Some tests (R2T3, R1T2, R2T2) were characterized by an excessive presence of lateral flash, resulting from the outflow of plasticized material from underneath the shoulder [10].
- The other tests showed continuous flash but with a marked ripple. This demonstrated the significant ductility of the material, and with the plastic deformation suffered by the material, changes periodically over time.
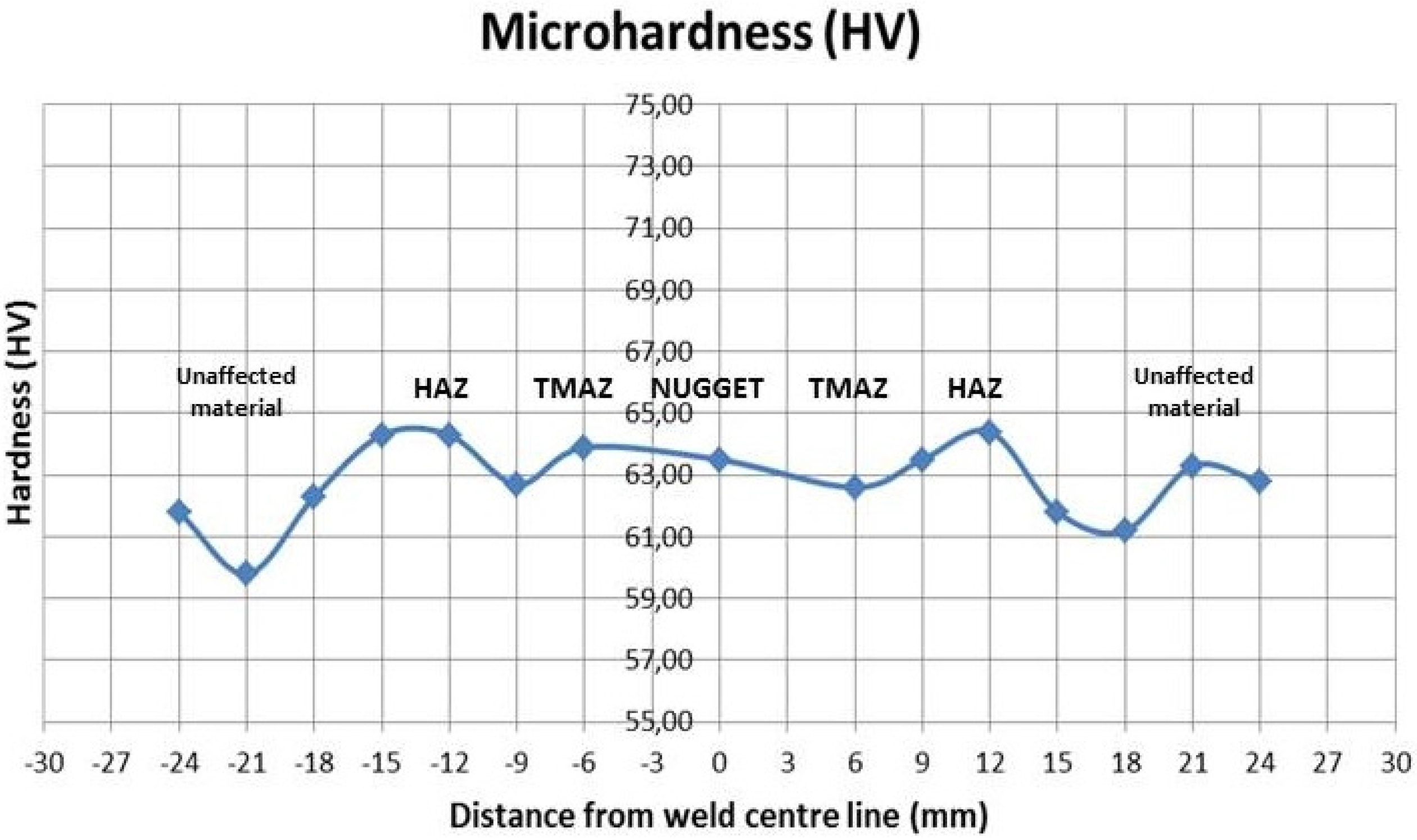
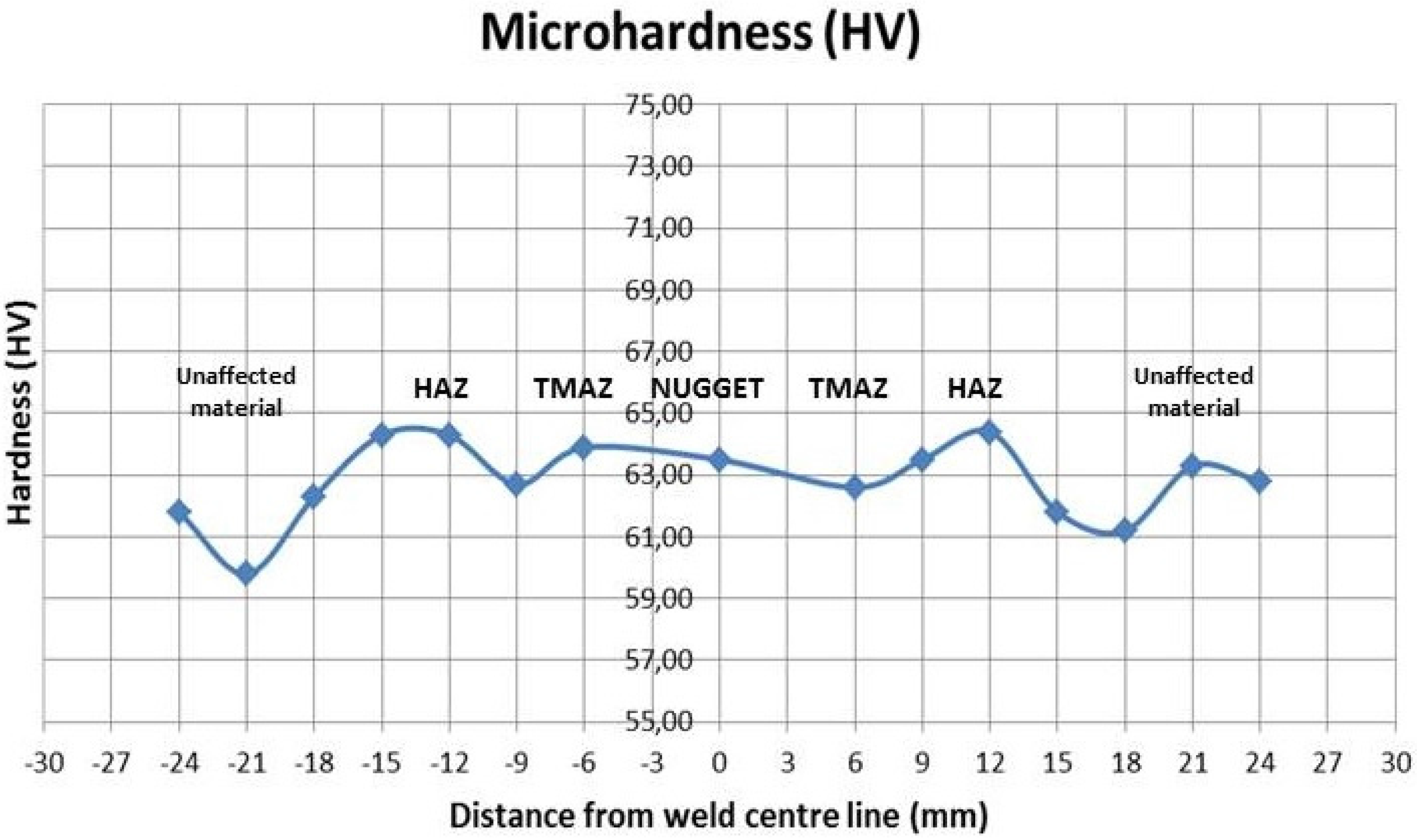
3.2. Microhardness Measurement
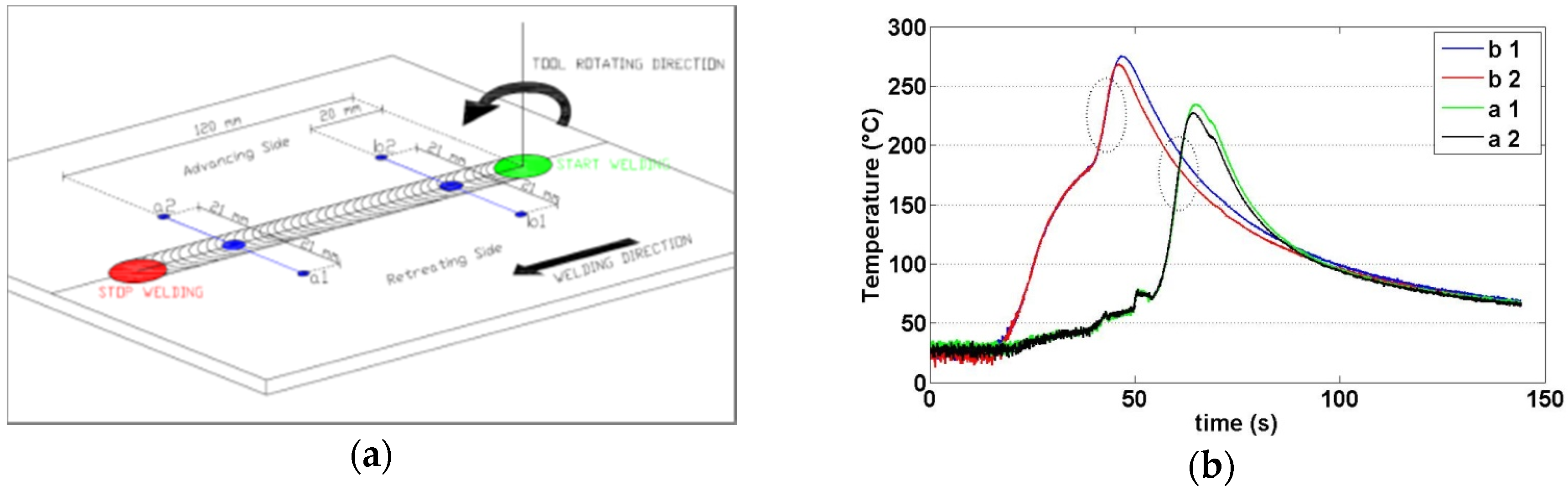
3.3. Thermal Behavior of Joints
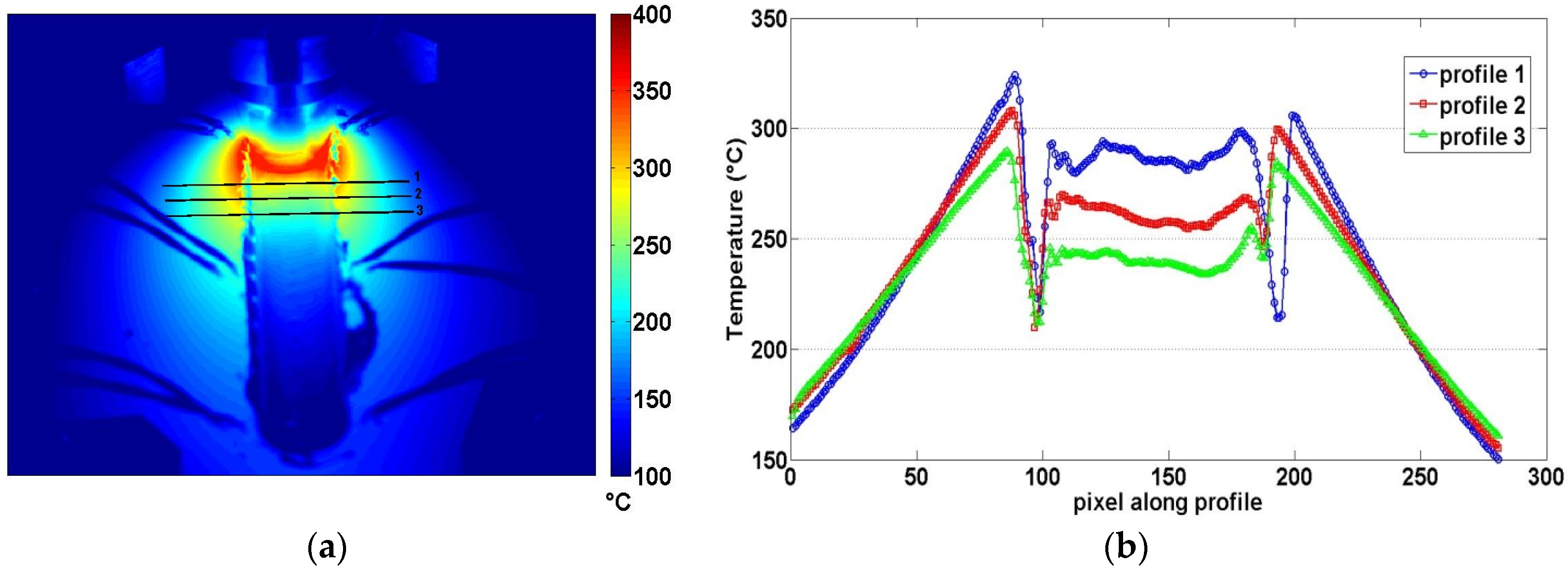
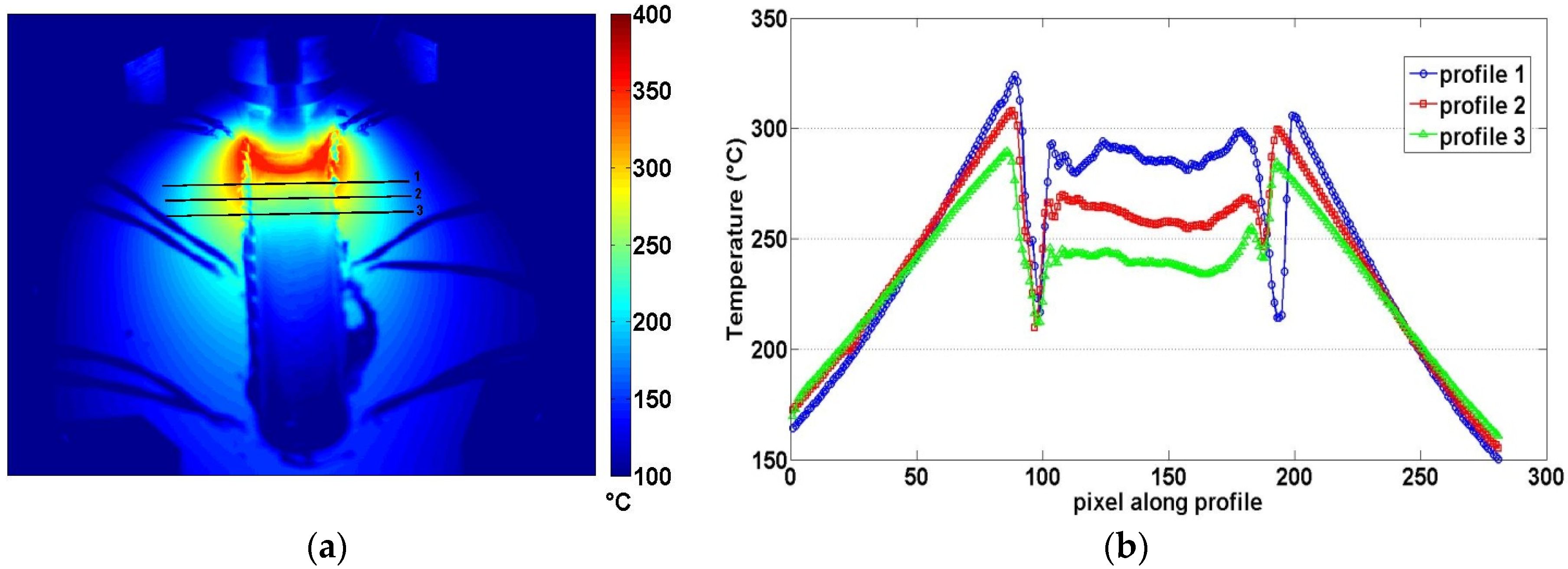
- The higher temperatures were measured along the retreating side for each parameter combination. In Figure 11 (Test 1), by considering three thermal profiles in orthogonal direction to the weld in a fixed time instant, it is clearly evident that temperatures on the retreating side are higher than on the advancing side during the test.
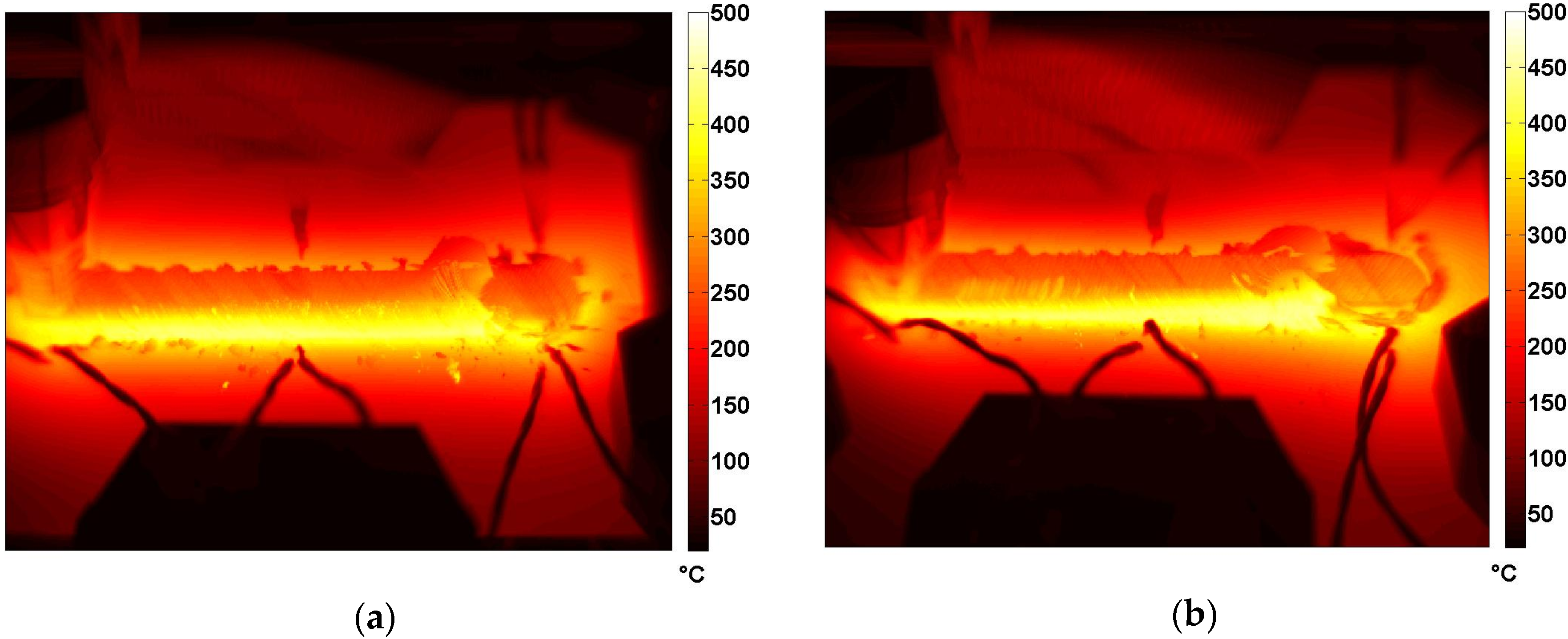
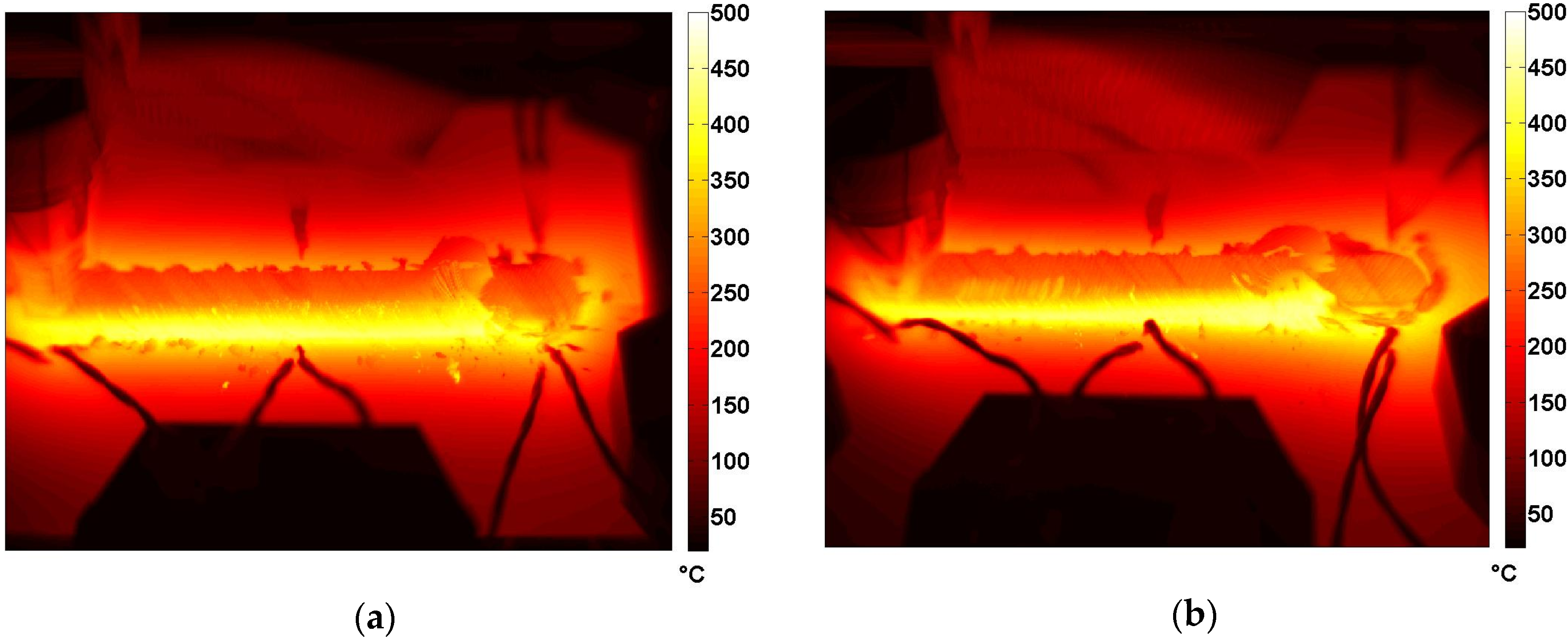
- The maximum temperature reached during the process, pixel by pixel, can be used to monitor the stationary nature of the process. Figure 12 shows the Tmax maps obtained analyzing the sequences of Test R2T1 and Test R2T4, recorded with the Flir sc 640 thermal camera. These maps represent the maximum temperature reached by each pixel during the test independently of time [17,18]. A non-uniform distribution of Tmax along the welding direction is clearly evident above all in Test R2T4. These maps confirm that the stationary conditions of the welding process along the joints have not yet been reached.
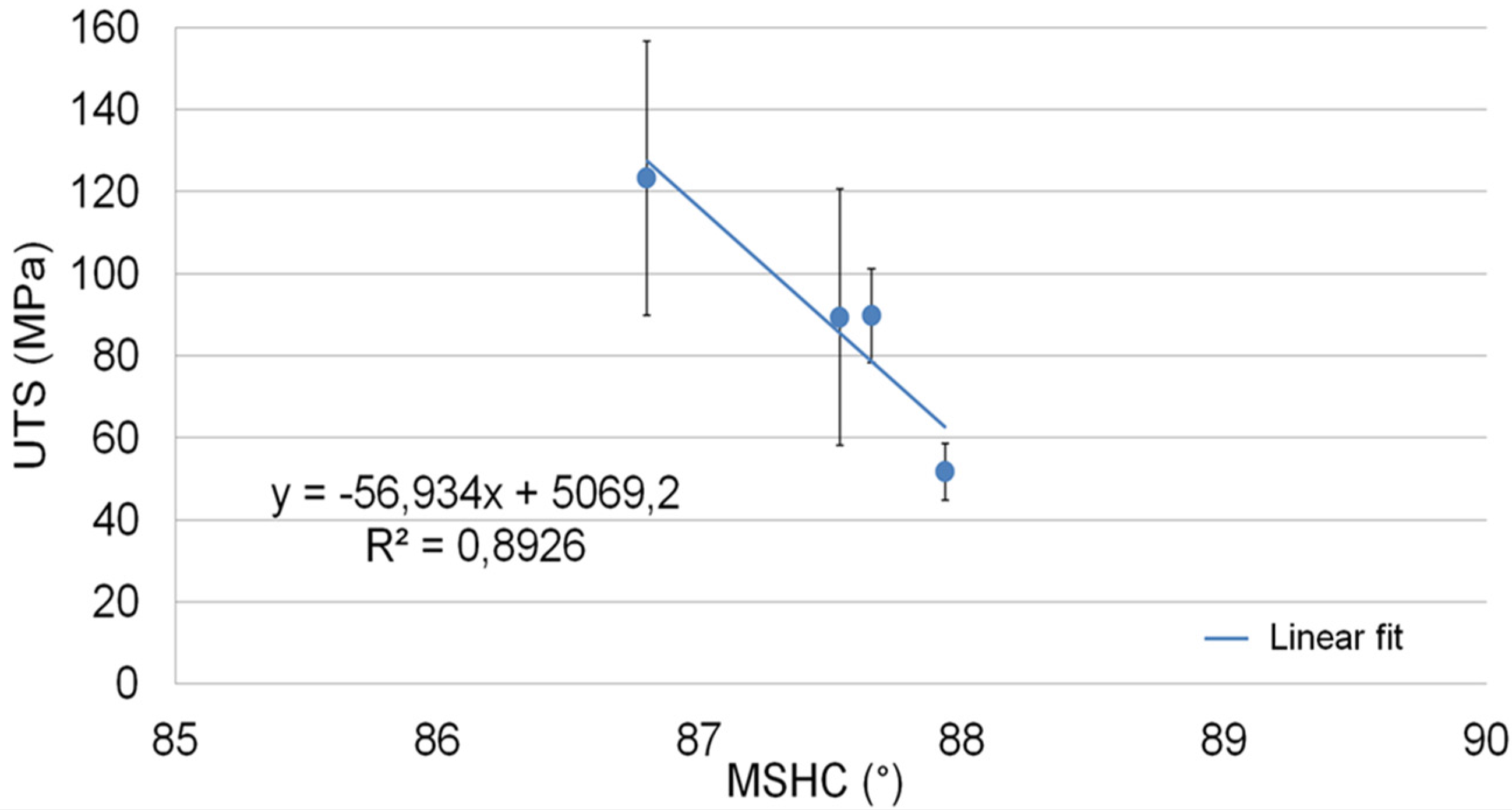
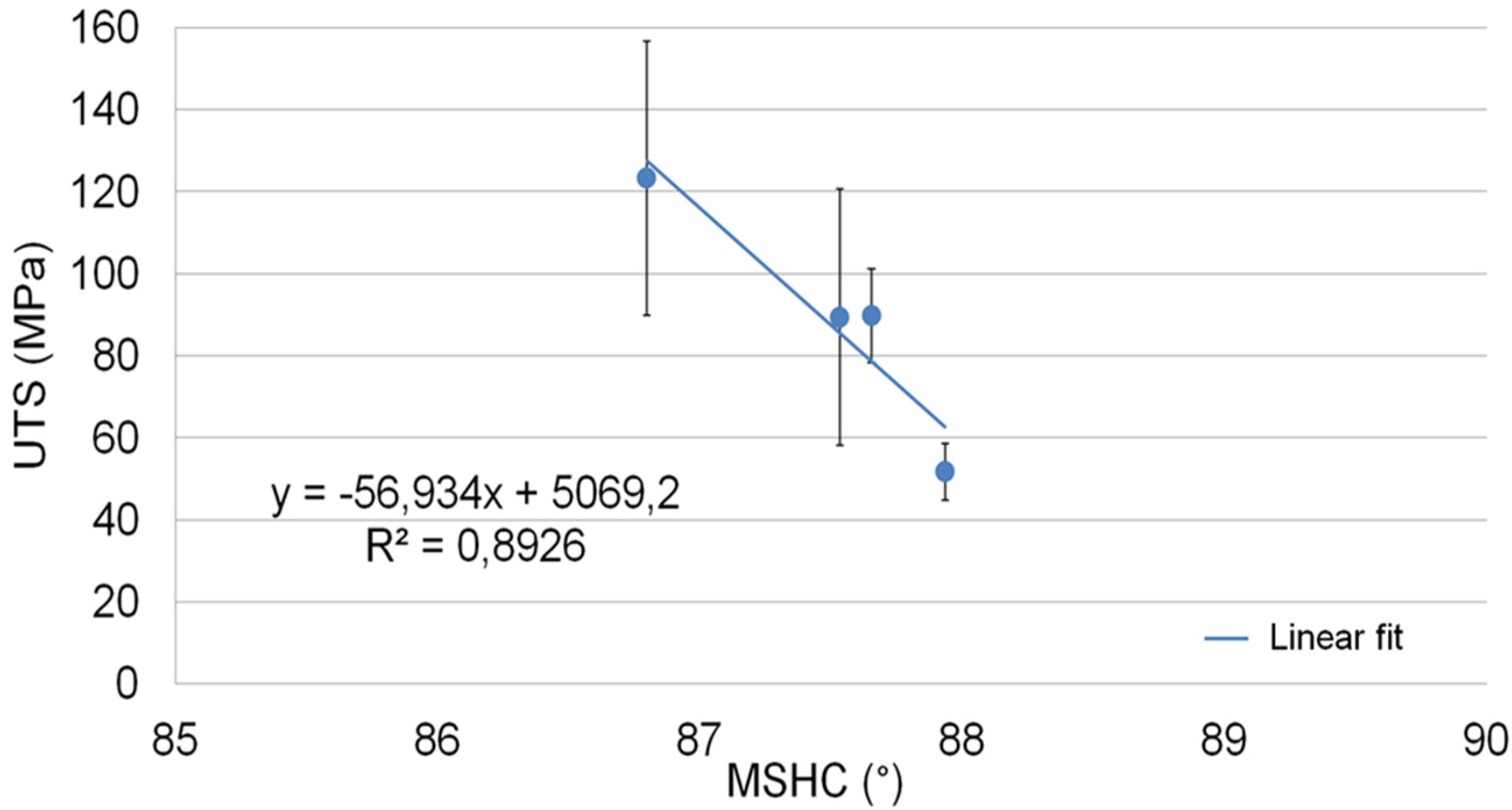
- The maximum heating slope (MSHC) of thermal profiles evaluated on the surface of joints can be used for monitoring the process parameters. This parameter is more sensitive than maximum temperature, as it is directly correlated with the energy and then the heat supplied during the welding process.
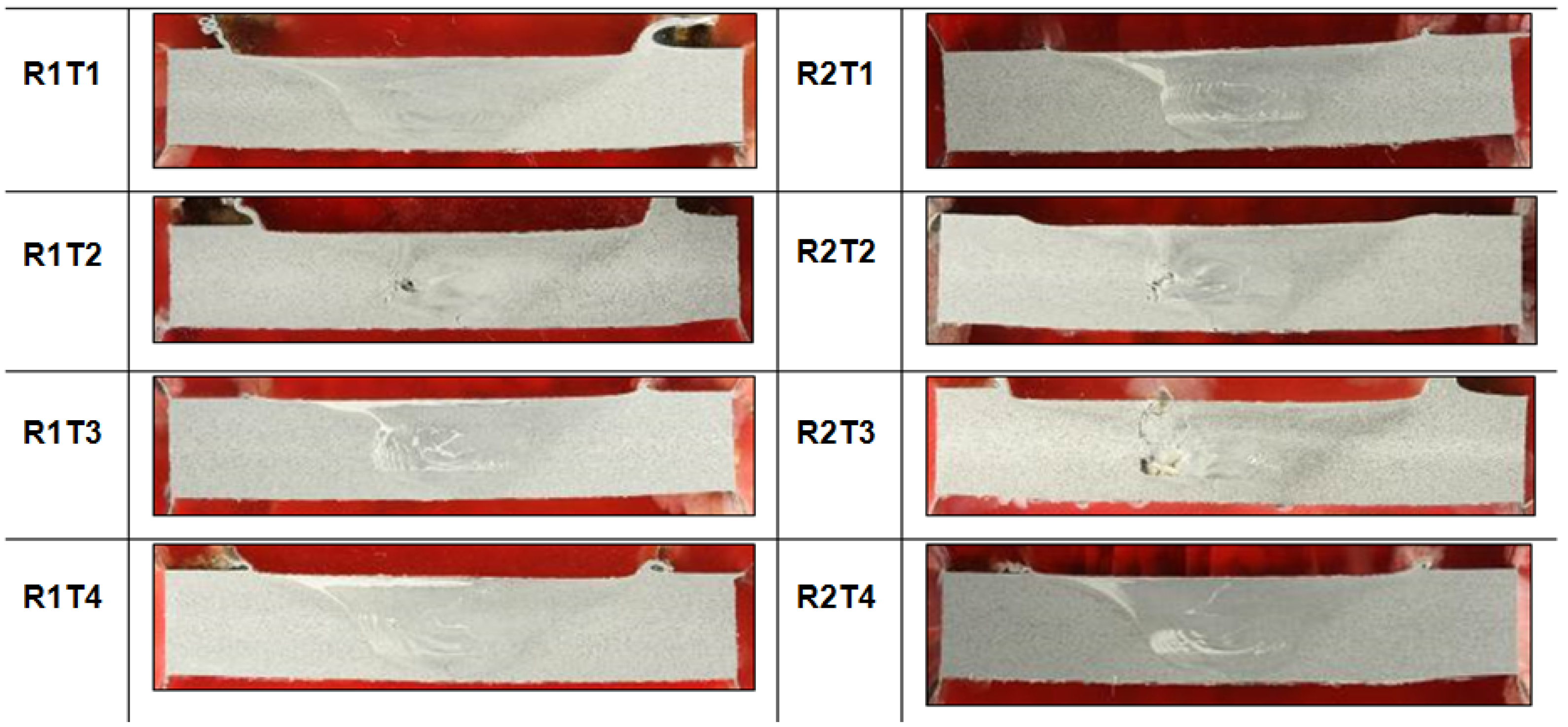
3.4. Tensile Behavior of Joints
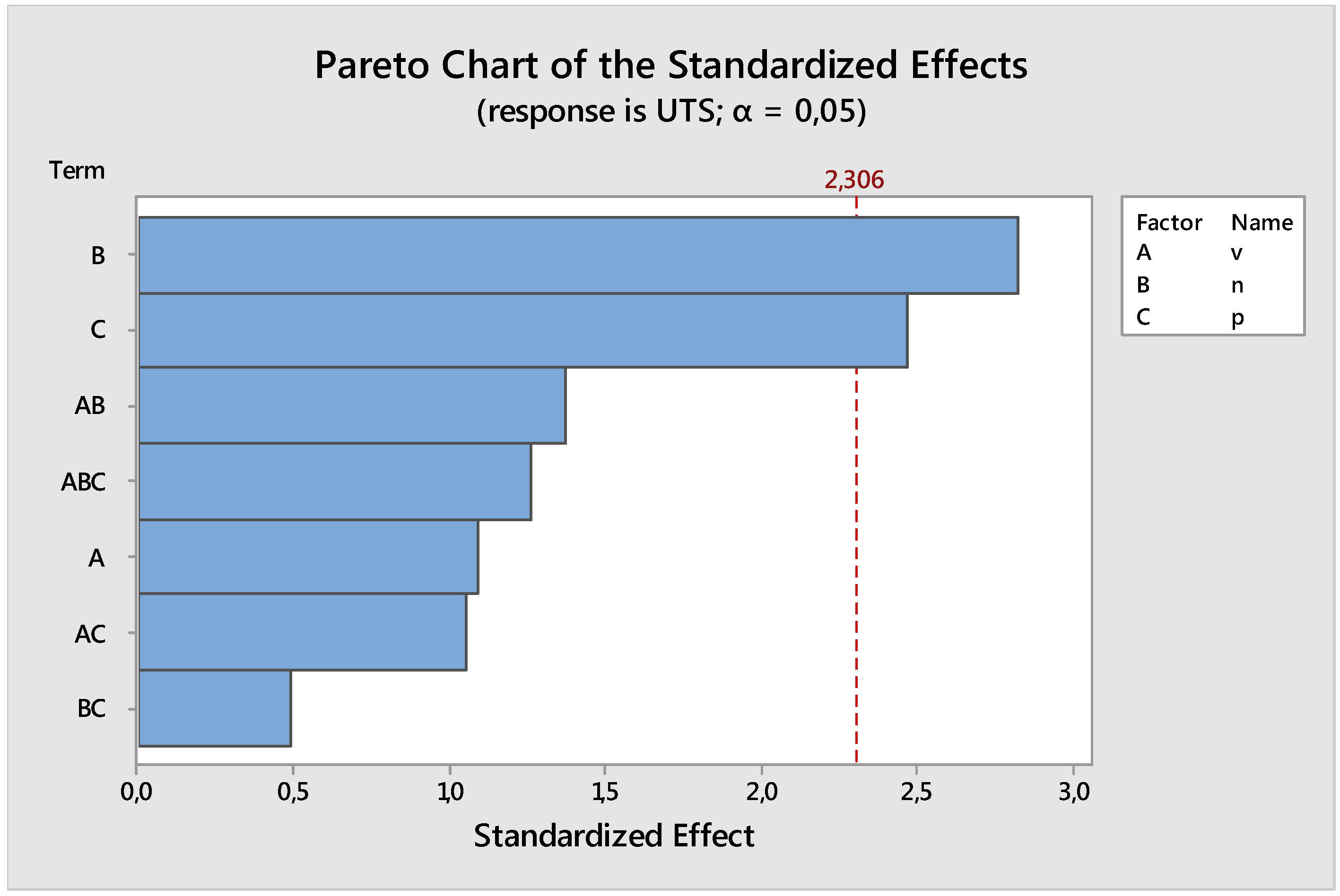
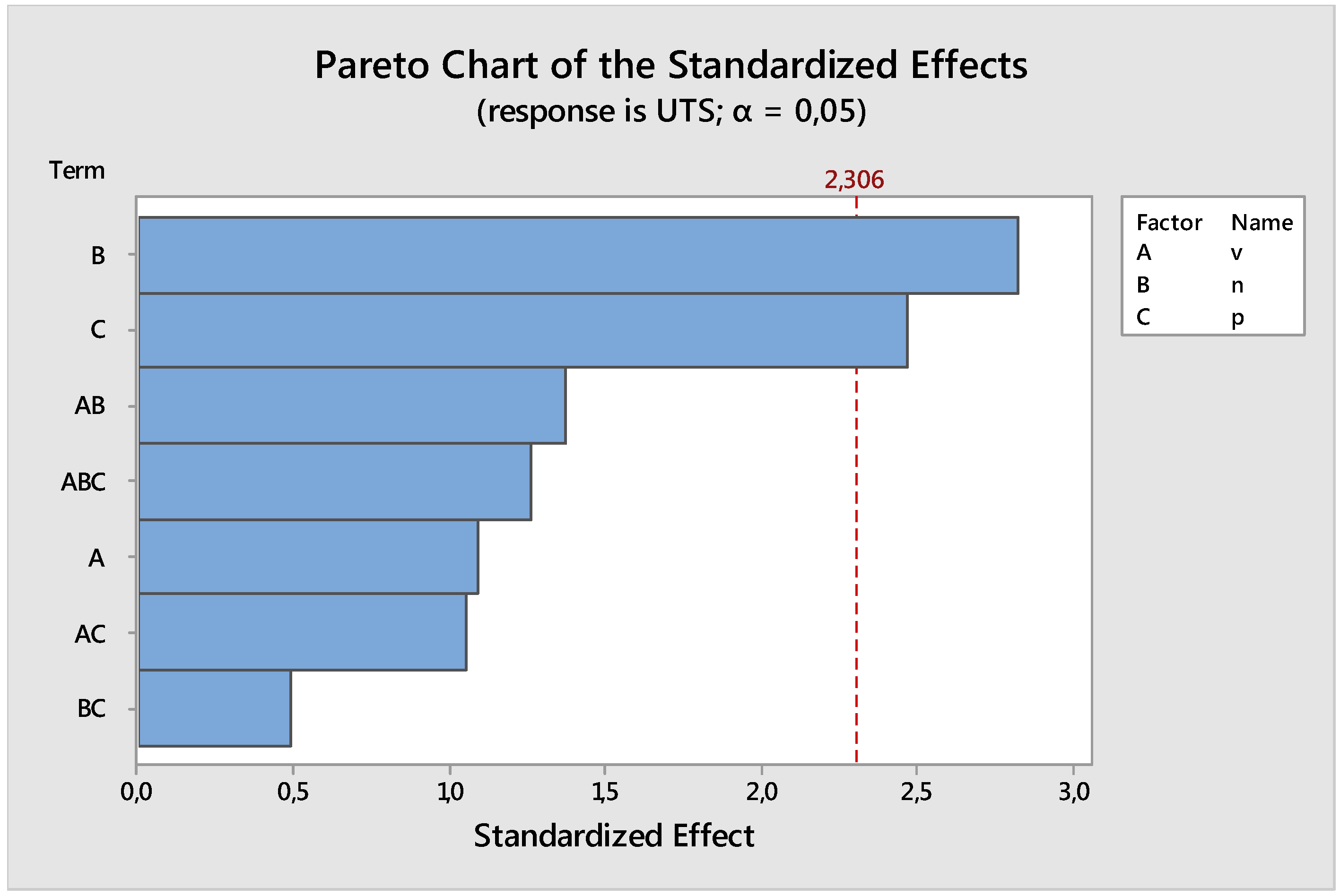
3.4.1. Statistical Analysis on the Tensile Results
3.4.2. Correlation between Tensile and Thermal Properties
4. Conclusions
- The macrographs and the visual inspections revealed a good mixing and a good penetration of the tool in the joints, except for the joints section realized using the highest rotation speed of tool (n = 700 RPM; tests: R2T3, R1T2 R2T2), where they revealed defects such as cavity, due to inappropriate contribution of heat input and stirring rate.
- In order to evaluate the effects of process parameters on the quality of joints, tensile tests were carried out on specimens obtained according to the standards. In particular, a statistical analysis (ANOVA) showed that the mechanical strength of joints (UTS) is influenced by the tool rotation speed. Moreover, different values of UTS were obtained along the weld direction due to non-stationary conditions of the process.
- The potentiality of thermography for the on-line monitoring of the FSW process was demonstrated along with the possibility to evaluate the quality of joints in terms of ultimate tensile strength (UTS) by monitoring a thermal parameter (maximum heating slope of thermal profiles evaluated on surface of joints).
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| FSW | Friction Stir Welding |
| AA | Aluminum Alloy |
| UTS | Ultimate Tensile Strength |
| IRT | Infrared Thermography |
| HAZ | Heat Affected Zone |
| FSWP | Friction Stir Welding Process Parameters |
| Tp | Thermal Parameters |
| WP | Weld Pitch |
| TMAZ | Thermo-mechanically affected |
| MSHC | Maximum Heating Slope |
References
- Thomas, W.M. Friction Stir Butt Welding. No. PCT/GB92702203, 6 December 1991. [Google Scholar]
- Nandau, R.; Debroy, T.; Bhadeshia, H.K.D.H. Recent advances in friction-stir welding—Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef]
- Rodrigues, D.M.; Leitao, C.; Lauro, R.; Gouveia, H.; Laureiro, A. High speed friction stir welding of aluminum alloys. Sci. Technol. Weld. Join. 2010, 15, 676–681. [Google Scholar] [CrossRef]
- Dressler, U.; Biallas, G.; Mercado, U.A. Friction stir welding of titanium alloy TiAl6V4 to aluminum alloy AA2024-T3. Mater. Sci. Eng. A. 2009, 526, 113–117. [Google Scholar] [CrossRef]
- Aonuma, M.; Nakata, K. Effect of alloying elements on interface microstructure of Mg–Al–Zn magnesium alloys and titanium joint by friction stir welding. Mater. Sci. Eng. B 2009, 161, 46–49. [Google Scholar] [CrossRef]
- Kostka, A.; Coelho, R.S.; Dos Santos, J.; Pyzalla, A.R. Microstructure of friction stir welding of aluminum alloy to magnesium alloy. Scripta Mater. 2009, 60, 953–956. [Google Scholar] [CrossRef]
- Senkara, J.; Zhang, H. Cracking in spot welding aluminum Alloy AA5754. Weld. J. 2000, 79, 194–201. [Google Scholar]
- Miles, M.P.; Nelson, T.W.; Decker, B.J. Formability and strength of friction-stir-welded aluminum sheets. Metall. Mater. Trans. A 2004, 35, 3461–3468. [Google Scholar] [CrossRef]
- Peel, M.; Steuwer, A.; Preuss, M.; Withers, P.J. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminum AA5083 friction stir welds. Acta Mater. 2003, 51, 4791–4801. [Google Scholar] [CrossRef]
- Kwon, Y.J.; Shim, S.B.; Park, D.H. Friction stir welding of 5052 aluminum alloy plates. Trans. Nonferrous Met. Soc. China 2009, 19, 23–27. [Google Scholar] [CrossRef]
- Jin, H.; Saimoto, S.; Ball, M.; Threadgill, P.L. Characterization of microstructure and texture in friction stir welded joints of 5754 and 5182 aluminum alloy sheets. Mater. Sci. Tech. 2001, 17, 1605–1614. [Google Scholar] [CrossRef]
- Attallah, M.M.; Davis, C.L.; Strangwood, M. The influence of intermetallic particles on the formation of the “onion rings” structure in aluminum-based alloys friction stir welds. Sci. Technol. Weld. Join. 2007, 12, 361–373. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.; Ludovico, A.D.; Contuzzi, N.; Angelastro, A. Study of a fiber laser assisted friction stir welding process. In Proceedings of SPIE—The International Society for Optical Engineering Proceedings, 12 February 2012.
- Kulekci, M.; Ik, A.S.; Kaluc, E. Effects of tool rotation and pin diameter on fatigue properties of friction stir welded lap joints. Int. J. Adv. Manuf. Technol. 2008, 36, 877–882. [Google Scholar] [CrossRef]
- Barlas, Z.; Ozsarac, U. Effects of FSW Parameters on Joint Properties of Al Mg3 Alloy. Weld. J. 2012, 91, 16–22. [Google Scholar]
- Garware, M.; Kridli, G.T.; Mallick, P.K. Tensile and fatigue behavior of friction-stir welded tailor-welded blank of aluminum alloy 5754. J. Mater. Eng. Perform. 2010, 19, 1161–1171. [Google Scholar] [CrossRef]
- Serio, L.M.; Palumbo, D.; Galietti, U.; de Filippis, L.A.C.; Ludovico, A.D. Analisi del processo di Friction Stir Welding applicato alla lega AA5754-H111: Comportamento meccanico e termico dei giunti. Riv. Ital. Saldatura. 2014, 66, 509–524. [Google Scholar]
- Serio, L.M.; Palumbo, D.; Galietti, U.; De Filippis, L.A.C.; Ludovico, A.D. Monitoring of the friction stir welding process by means of thermography. Nondestruct. Test. Eval. 2016. [Google Scholar] [CrossRef]
- Maldague, X.P.V. Theory and Practice of Infrared Technology of Non-Destructive Testing; John Wiley & Sons Inc.: New York, NY, USA, 2001. [Google Scholar]
- Palumbo, D.; Ancona, F.; Galietti, U. Quantitative damage evaluation of composite materials with microwave thermographic technique: feasibility and new data analysis. Meccanica 2014, 50, 443–459. [Google Scholar] [CrossRef]
- Schlichting, J.; Brauser, S.; Pepke, L.A.; Maierhofer, Ch.; Rethmeier, M.; Kreutzbruck, M. Thermographic testing of spot welds. NDT & E Int. 2012, 48, 23–29. [Google Scholar]
- Galietti, U.; Cavicchia, A.; Spagnolo, L. Nondestructive control of glass components by means of thermography. In Proceedings of the SPIE, Orlando, USA, 1 April 2002.
- Palumbo, D.; Galietti, U. Characterisation of steel welded joints by infrared thermographic methods. QIRT J. 2014, 11, 29–42. [Google Scholar] [CrossRef]
- Galietti, U.; Palumbo, D. Application of thermal methods for characterization of steel welded joints. EPJ Conf. 2010, 6. [Google Scholar] [CrossRef]
- Sreedhar, U.; Krishnamurthy, C.V.; Balasubramaniam, K.; Raghupathy, V.D.; Ravisankar, S. Automatic defect identification using thermal image analysis for online weld quality monitoring. J. Mater. Process. Tech. 2012, 212, 1557–1566. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Kang, X.W.; Chiou, Y.C.; Hsu, H.H. Experimental study on temperature distributions within the work piece during friction stir welding of aluminum alloys. Int. J. Mach. Tool Manu. 2008, 48, 778–787. [Google Scholar] [CrossRef]
- Zhu, X.K.; Chao, Y.J. Numerical simulation of transient temperature and residual stresses in friction stir welding of 304L stainless steel. J. Mater. Process. Tech. 2004, 146, 263–272. [Google Scholar] [CrossRef]
- Chao, Y.J.; Qi, X.; Tang, W. Heat Transfer in Friction Stir Welding—Experimental and Numerical Studies. J. Manuf. Sci. Eng. 2003, 125, 138–145. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J.; Wert, J. An analytical model for the heatgeneration in friction stir welding. Model. Simul. Mater. Sci. 2004, 12, 143–157. [Google Scholar] [CrossRef]
- Serio, L.M. Control, Monitoring and Optimization of the Friction Stir Welding Process. Ph.D. Thesis, Mechanical Engineering and Management, Polytechnic of Bari, Bari, Italy, March 2015. [Google Scholar]
- Threadgill, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminum alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- UNI EN ISO 25239:2011. Friction Stir Welding-Aluminum. 2011. [Google Scholar]
- UNI EN ISO 6892-1:2009. Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. 2009. [Google Scholar]
- Genevois, C.; Deschamps, A.; Denquin, A.; Doisneau-cottignies, B. Quantitative investigation of precipitation and mechanical behavior for AA 2024 friction stir welds. Acta Mater. 2005, 53, 2447–2458. [Google Scholar] [CrossRef]
- Montgomery, D.C.; Runger, G.C. Applied Statistics and Probability for Engineers; John Wiley & Sons Inc.: New York, NY, USA, 2003. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn | Ti | Other |
|---|---|---|---|---|---|---|---|---|---|---|
| AA5754-H111 | 0.40 | 0.40 | 0.10 | 0.50 | 2.60–3.60 | 0.30 | 0.05 | 0.20 | 0.15 | 0.05 |
| Rm (MPa) | Rp (0.2) (MPa) | HB | E (MPa) | Density (g/cm3) | Thermal Conductivity (W/m°C) | Specific Heat (Cal/kg°C) |
|---|---|---|---|---|---|---|
| 190 | 80 | 53 | 70,000 | 2.65 | 138 | 0.213 |
| Traverse Speed (cm/min) | ||||||||
|---|---|---|---|---|---|---|---|---|
| 20 | 30 | |||||||
| Rotation Speed (RPM) | 500 | R1T1 | Weld Pitch | R2T1 | R1T4 | Weld Pitch | R2T4 | |
| Internal void | absent | 0.40 | absent | absent | 0.60 | absent | ||
| Surface defect | absent | absent | absent | absent | ||||
| Lack of penetration | absent | absent | absent | absent | ||||
| Excessive flash | absent | absent | absent | absent | ||||
| 700 | R1T3 | Weld Pitch | R2T3 | R1T2 | Weld Pitch | R2T2 | ||
| Internal void | absent | 0.29 | present Type: “tunnel” | present Type: “tunnel” | 0.43 | present Type: “tunnel” | ||
| Surface defect | absent | present | present probably formed during the transitional phase | present probably formed during the transitional phase | ||||
| Lack of penetration | absent | absent | absent | absent | ||||
| Excessive flash | absent | present on Advancing Side | present on both sides of the joint | present formed more on Advancing Side | ||||
| Traverse Speed (cm/min) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 20 | 30 | ||||||||
| Rotation Speed (RPM) | 500 | R1T1 | R2T1 | R1T4 | R2T4 | ||||
| a1: | 87.246° | a1: | 87.587° | a1: | 87.968° | a1: | 87.575° | ||
| a2: | 86.800° | a2: | 87.433° | a2: | 87.911° | a2: | 88.448° | ||
| b1: | 86.051° | b1: | 86.596° | b1: | 89.066° | b1: | 86.883° | ||
| b2: | 85.825° | b2: | 86.161° | b2: | 86.846° | b2: | 87.229° | ||
| 700 | R1T2 | R2T2 | R1T3 | R2T3 | |||||
| a1: | 87.229° | a1: | 87.480° | a1: | 88.140° | a1: | 88.530° | ||
| a2: | 87.911° | a2: | 87.735° | a2: | 88.146° | a2: | 88.319° | ||
| b1: | 87.117° | b1: | 86.528° | b1: | 87.371° | b1: | 87.735° | ||
| b2: | 87.921° | b2: | 87.998° | b2: | 87.371° | b2: | 88.228° | ||
| Traverse Speed (cm/min) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 20 | 30 | ||||||||
| Rotation Speed (RPM) | 500 | R1T1 | R2T1 | R1T4 | R2T4 | ||||
| UTS Position a: | 166.69 (MPa) | UTS Position a: | 132.43 (MPa) | UTS Position a: | 80.05 (MPa) | UTS Position a: | 113.98 (MPa) | ||
| UTS Position b: | 90.66 (MPa) | UTS Position b: | 99.06 (MPa) | UTS Position b: | 71.99 (MPa) | UTS Position b: | 97.43 (MPa) | ||
| 700 | R1T2 | R2T2 | R1T3 | R1T3 | |||||
| UTS Position a: | 120.75 (MPa) | UTS Position a: | 51.86 (MPa) | UTS Position a: | 70.25 (MPa) | UTS Position a: | 114.87 (MPa) | ||
| UTS Position b: | 56.06 (MPa) | UTS Position b: | 46.55 (MPa) | UTS Position b: | 44.29 (MPa) | UTS Position b: | 59.95 (MPa) | ||
| Factor | Levels | Values | ||||
|---|---|---|---|---|---|---|
| 1 | Traverse Speed – v (cm/min) | 2 | 20; 30 | |||
| 2 | Rotation Speed – n (RPM) | 2 | 500; 700 | |||
| 3 | Position – p (mm) | 2 | 20; 120 | |||
| Analysis of variance for UTS, using Adjusted SS for Tests | ||||||
| Source | DF | Adj SS | Adj MS | F-Value | P-Value | |
| Model | 7 | 13,034.4 | 1862.1 | 2.87 | 0.081 | |
| Linear | 3 | 9909.5 | 3303.2 | 5.09 | 0.029 | |
| v | 1 | 773.5 | 773.5 | 1.19 | 0.301 | |
| n | 1 | 5173.6 | 5173.6 | 7.97 | 0.022 | |
| p | 1 | 3962.4 | 3962.4 | 6.11 | 0.039 | |
| 2-Way Interactions | 3 | 2088.5 | 696.2 | 1.07 | 0.414 | |
| v × n | 1 | 1216.8 | 1216.8 | 1.88 | 0.208 | |
| v × p | 1 | 715.7 | 715.7 | 1.10 | 0.324 | |
| n × p | 1 | 156.1 | 156.1 | 0.24 | 0637 | |
| 3-Way Interactions | 1 | 1036.4 | 1036.4 | 1.60 | 0.242 | |
| v × n × p | 1 | 1036.4 | 1036.4 | 1.60 | 0.242 | |
| Error | 8 | 5191.0 | 648.9 | – | – | |
| Total | 15 | 18,225.4 | – | – | – | |
| Significance Level: 0.05 | ||||||
| Full Factorial Design | ||||||||
|---|---|---|---|---|---|---|---|---|
| Factor | Levels | Values | ||||||
| 1 | Rotation Speed (RPM) | 2 | 500; 700 | |||||
| 2 | Position | 2 | (samples type) a; b | |||||
| Base Design: | 2; 4 | |||||||
| Runs: | 16 | |||||||
| Replicates: | 4 | |||||||
| Two-way Anova: UTS versus rotation speed; position samples along the welding direction | ||||||||
| Source | DF | SS | MS | F | P | |||
| Rotation Speed | 1 | 5173.6 | 5173.57 | 6.95 | 0.022 | |||
| Position | 1 | 3962.4 | 3962.39 | 5.32 | 0.040 | |||
| Interaction | 1 | 156.1 | 156.06 | 0.21 | 0.655 | |||
| Error | 12 | 8933.4 | 744.45 | – | – | |||
| Total | 15 | 18,225.4 | – | – | – | |||
| Significance Level: 0.05 | ||||||||
| Regression Analysis: UTS versus n; Position | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Predictor | Coef | SE Coef | T | P | ||||||
| Constant | 174.41 | 41.26 | 4.23 | 0.001 | ||||||
| n | −0.17982 | 0.0661 | −2.72 | 0.018 | ||||||
| position | 0.3147 | 0.1322 | 2.38 | 0.033 | ||||||
| Analysis of Variance | ||||||||||
| Source | DF | SS | MS | F | P | |||||
| Regression | 2 | 9136.0 | 4568.0 | 6.53 | 0.011 | |||||
| Residual Error | 13 | 9089.4 | 699.2 | – | – | |||||
| Total | 15 | 18,225.4 | – | – | – | |||||
| Parameters | UTS (MPa) | MSHC (°) | |||
|---|---|---|---|---|---|
| n (RPM) | p (mm) | Average | Standard Dev. | Average | Standard Dev. |
| 500 | 20 | 89.79 | 87.66 | 11.49 | 0.69 |
| 700 | 20 | 51.71 | 87.94 | 6.94 | 0.44 |
| 500 | 120 | 123.29 | 86.80 | 33.48 | 0.87 |
| 700 | 120 | 89.43 | 87.53 | 31.20 | 0.55 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Serio, L.M.; Palumbo, D.; De Filippis, L.A.C.; Galietti, U.; Ludovico, A.D. Effect of Friction Stir Process Parameters on the Mechanical and Thermal Behavior of 5754-H111 Aluminum Plates. Materials 2016, 9, 122. https://doi.org/10.3390/ma9030122
Serio LM, Palumbo D, De Filippis LAC, Galietti U, Ludovico AD. Effect of Friction Stir Process Parameters on the Mechanical and Thermal Behavior of 5754-H111 Aluminum Plates. Materials. 2016; 9(3):122. https://doi.org/10.3390/ma9030122
Chicago/Turabian StyleSerio, Livia Maria, Davide Palumbo, Luigi Alberto Ciro De Filippis, Umberto Galietti, and Antonio Domenico Ludovico. 2016. "Effect of Friction Stir Process Parameters on the Mechanical and Thermal Behavior of 5754-H111 Aluminum Plates" Materials 9, no. 3: 122. https://doi.org/10.3390/ma9030122
APA StyleSerio, L. M., Palumbo, D., De Filippis, L. A. C., Galietti, U., & Ludovico, A. D. (2016). Effect of Friction Stir Process Parameters on the Mechanical and Thermal Behavior of 5754-H111 Aluminum Plates. Materials, 9(3), 122. https://doi.org/10.3390/ma9030122