Arsenic-Doped High-Resistivity-Silicon Epitaxial Layers for Integrating Low-Capacitance Diodes

Abstract
:1. Introduction
2. Fabrication
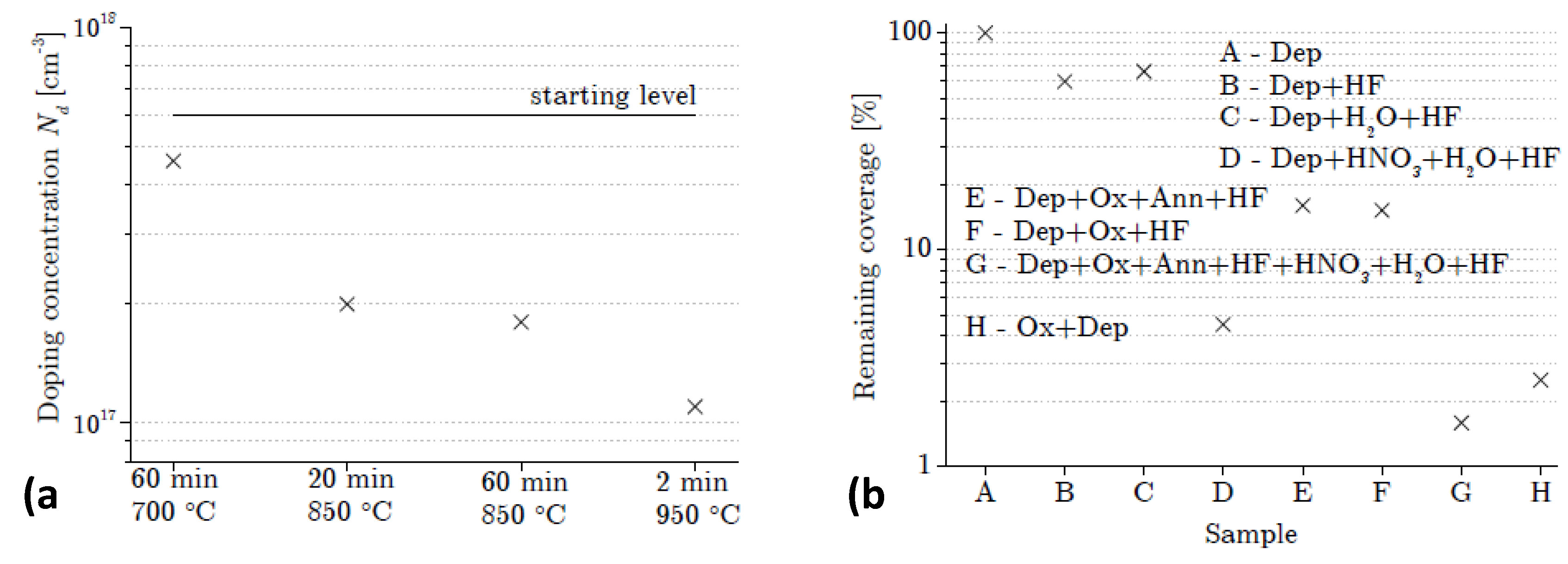
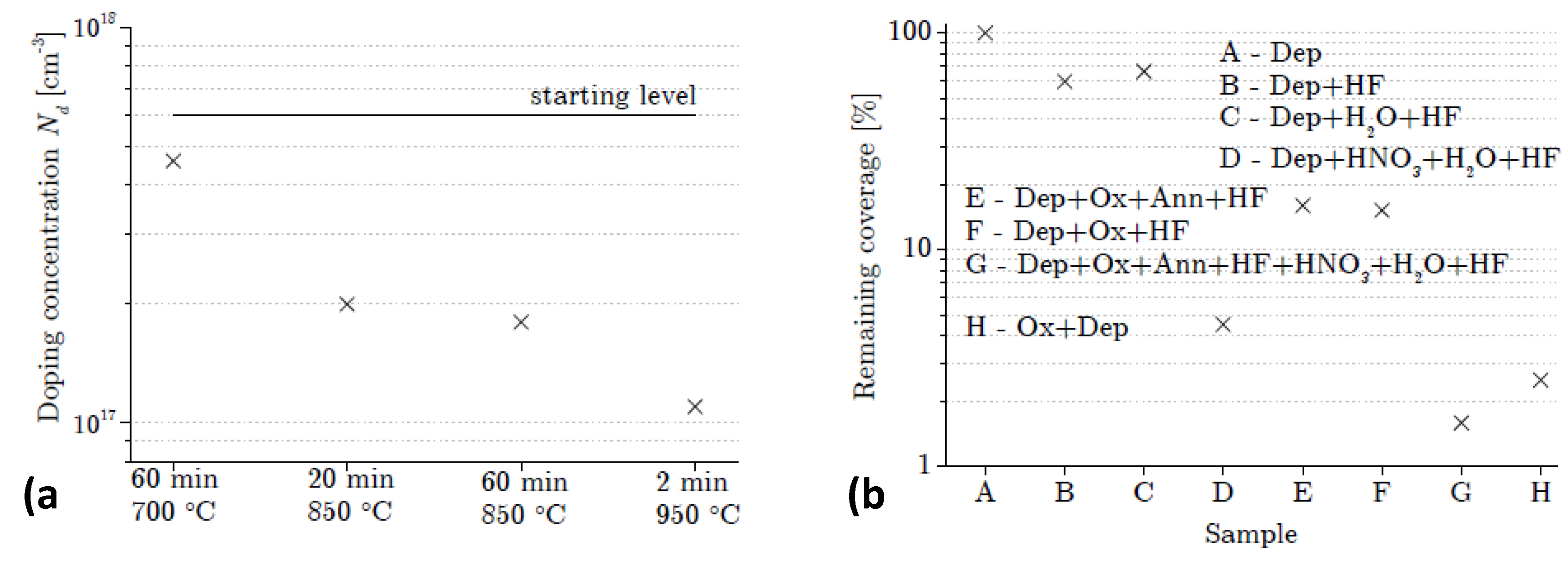
2.1. As Doping
2.2. Thick High-Resistivity Si Epi-Layer Growth
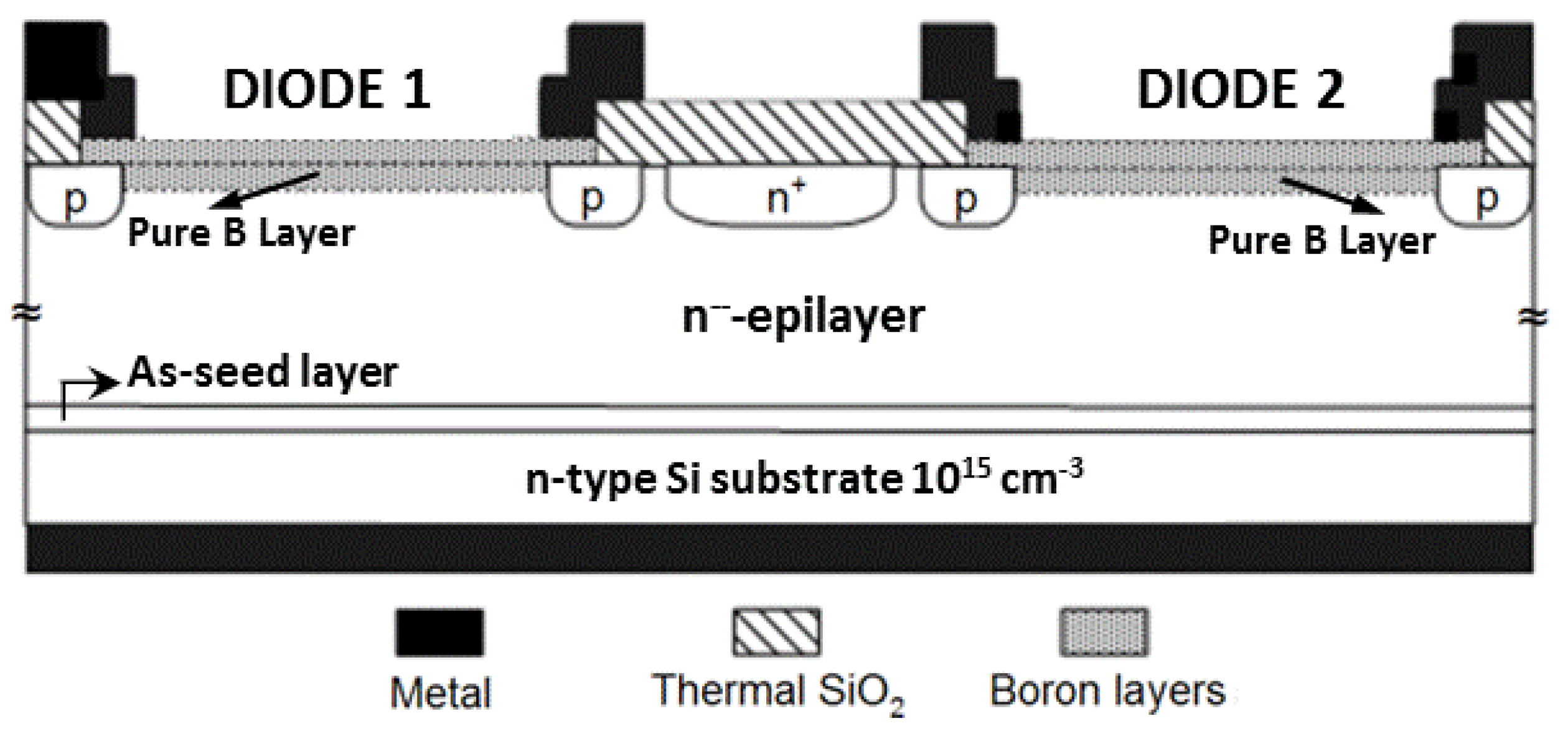
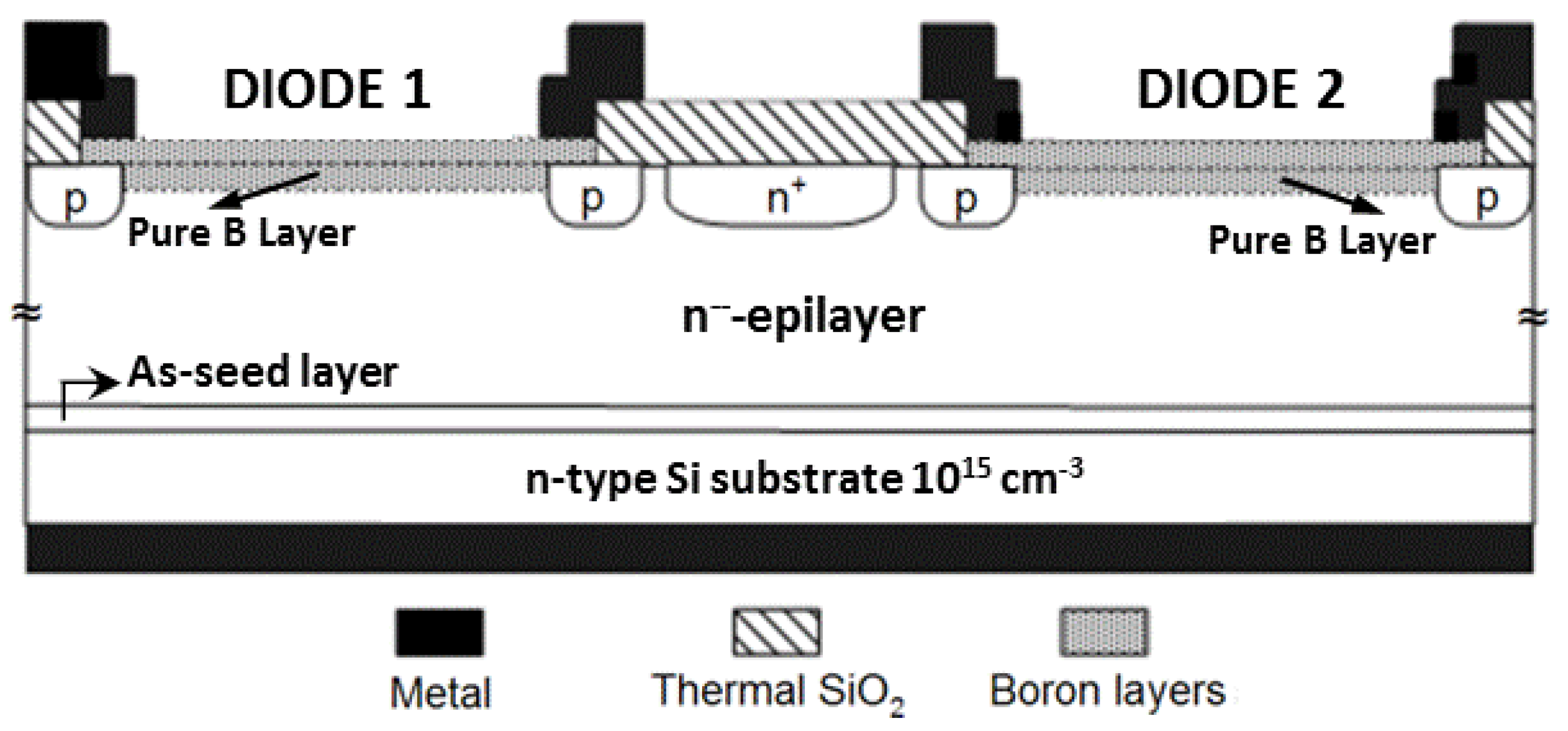
2.3. Photodiode Fabrication
3. Profile Engineering
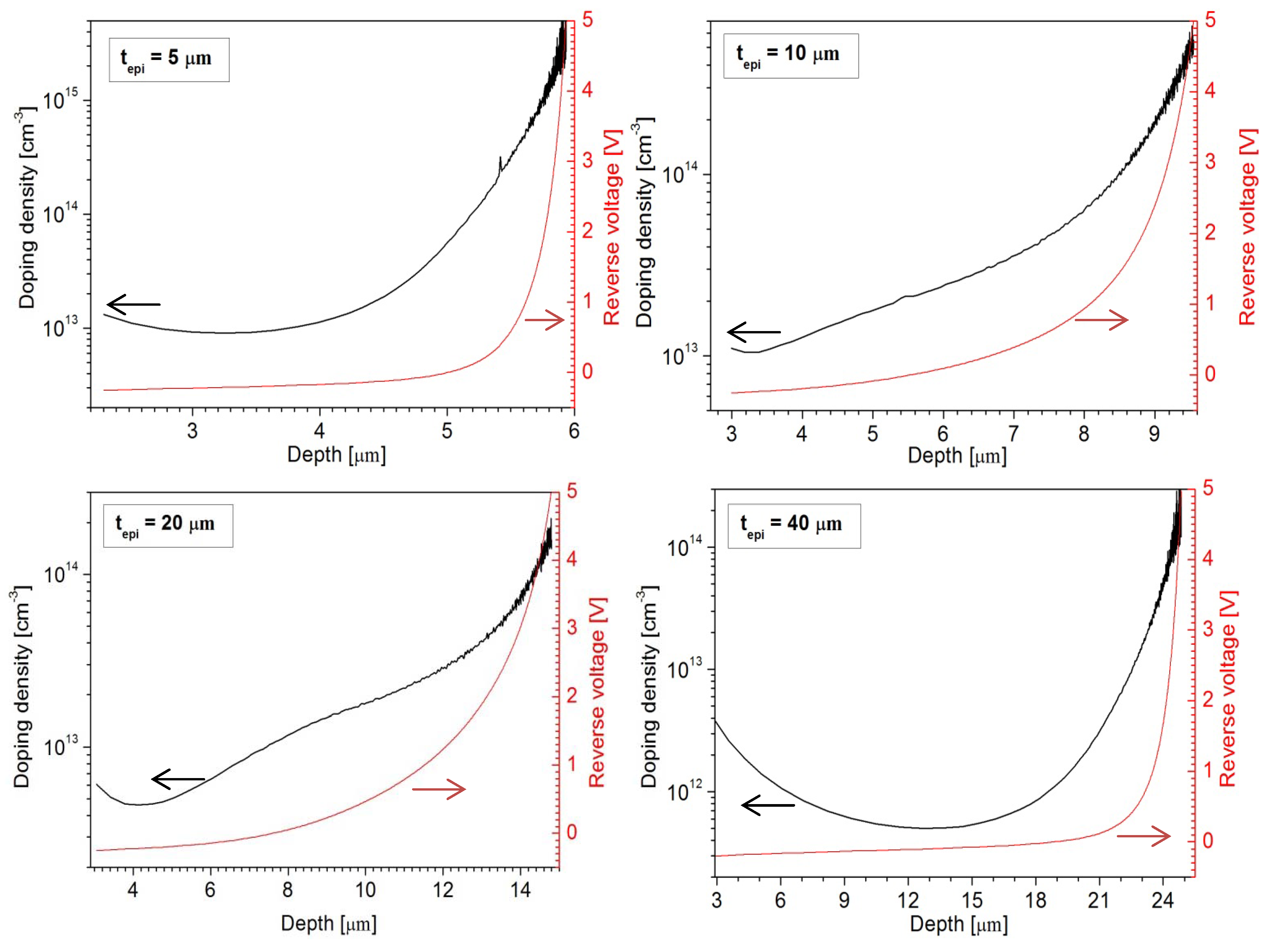
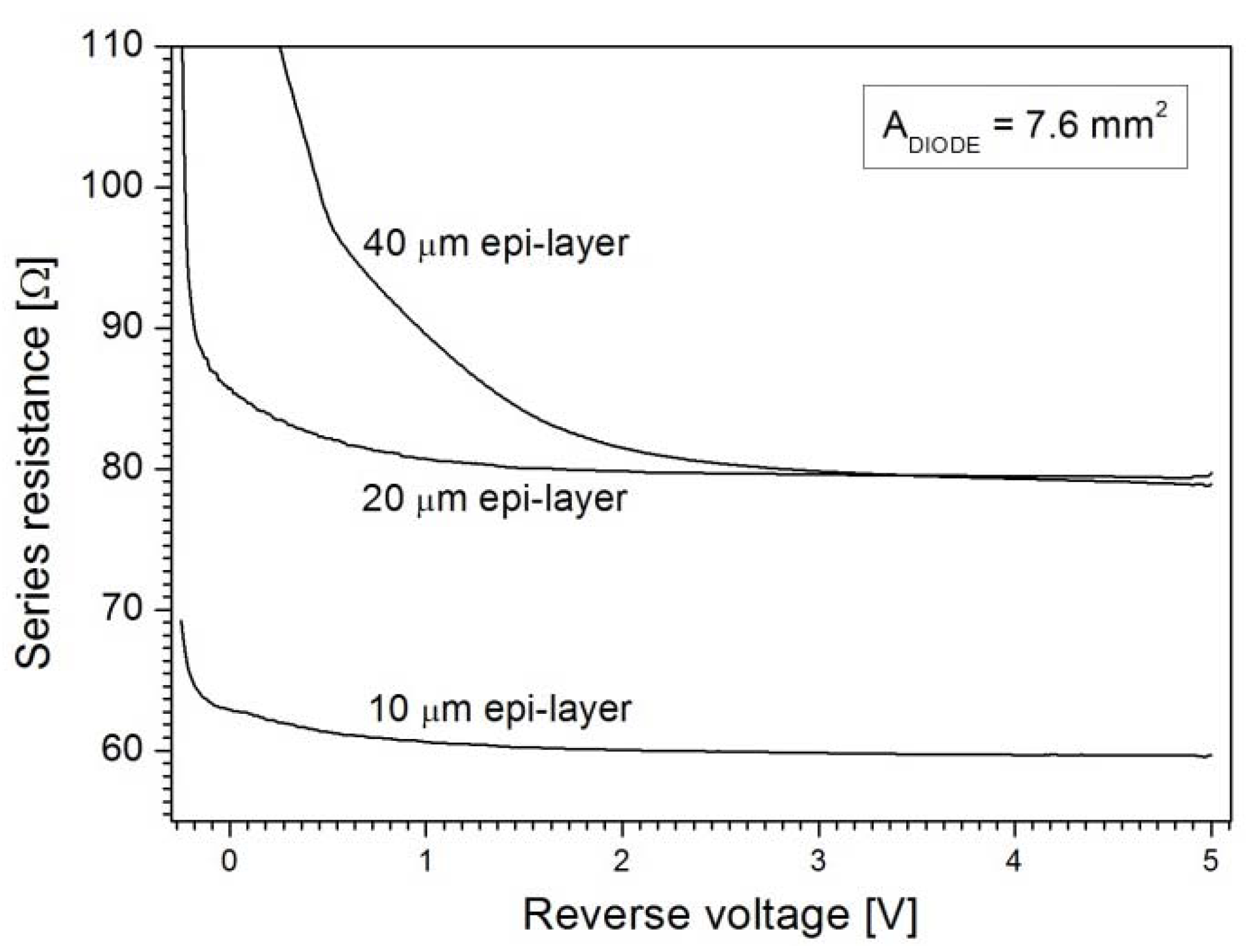
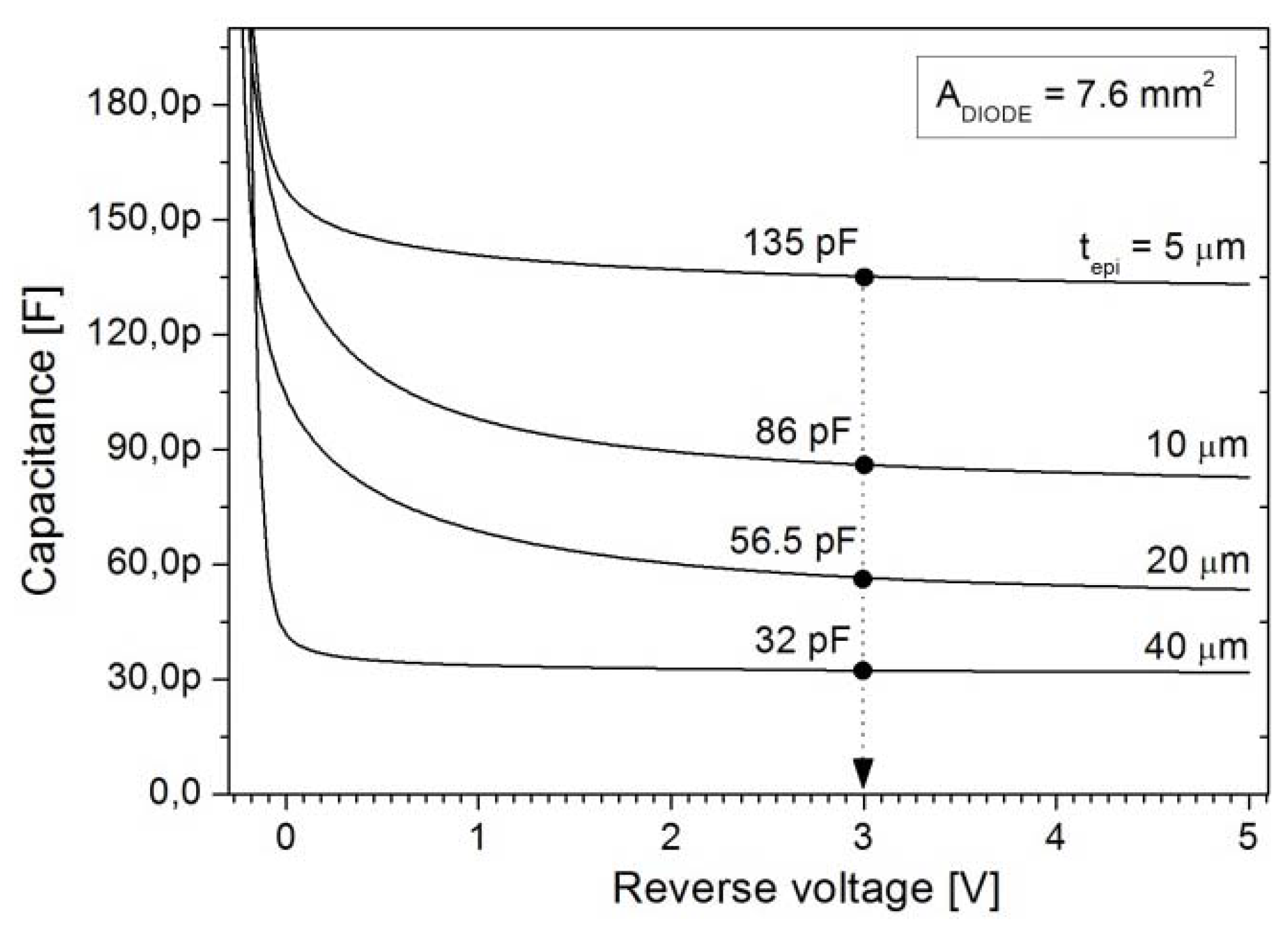
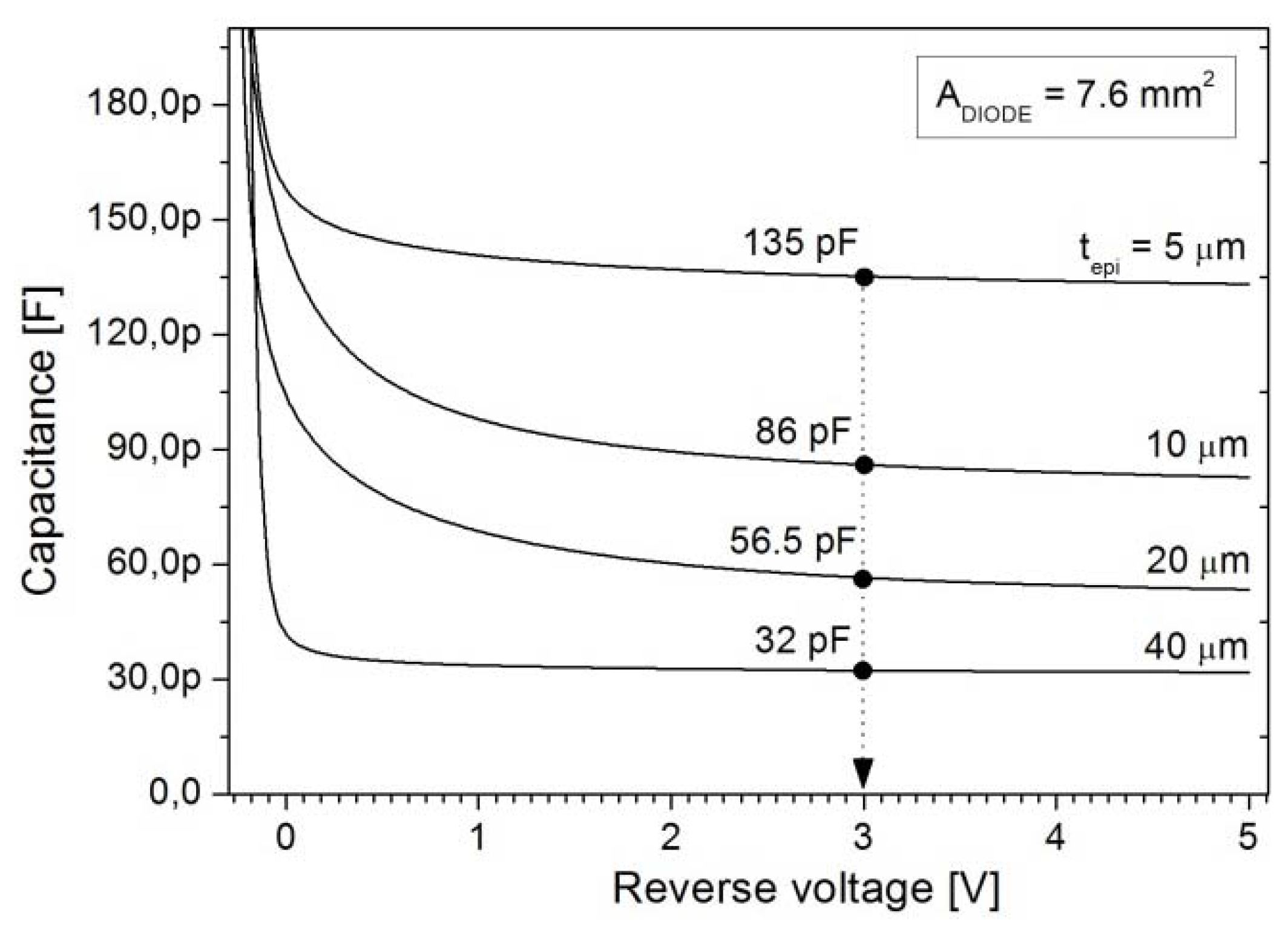
3.1. Epi-Layer Thickness
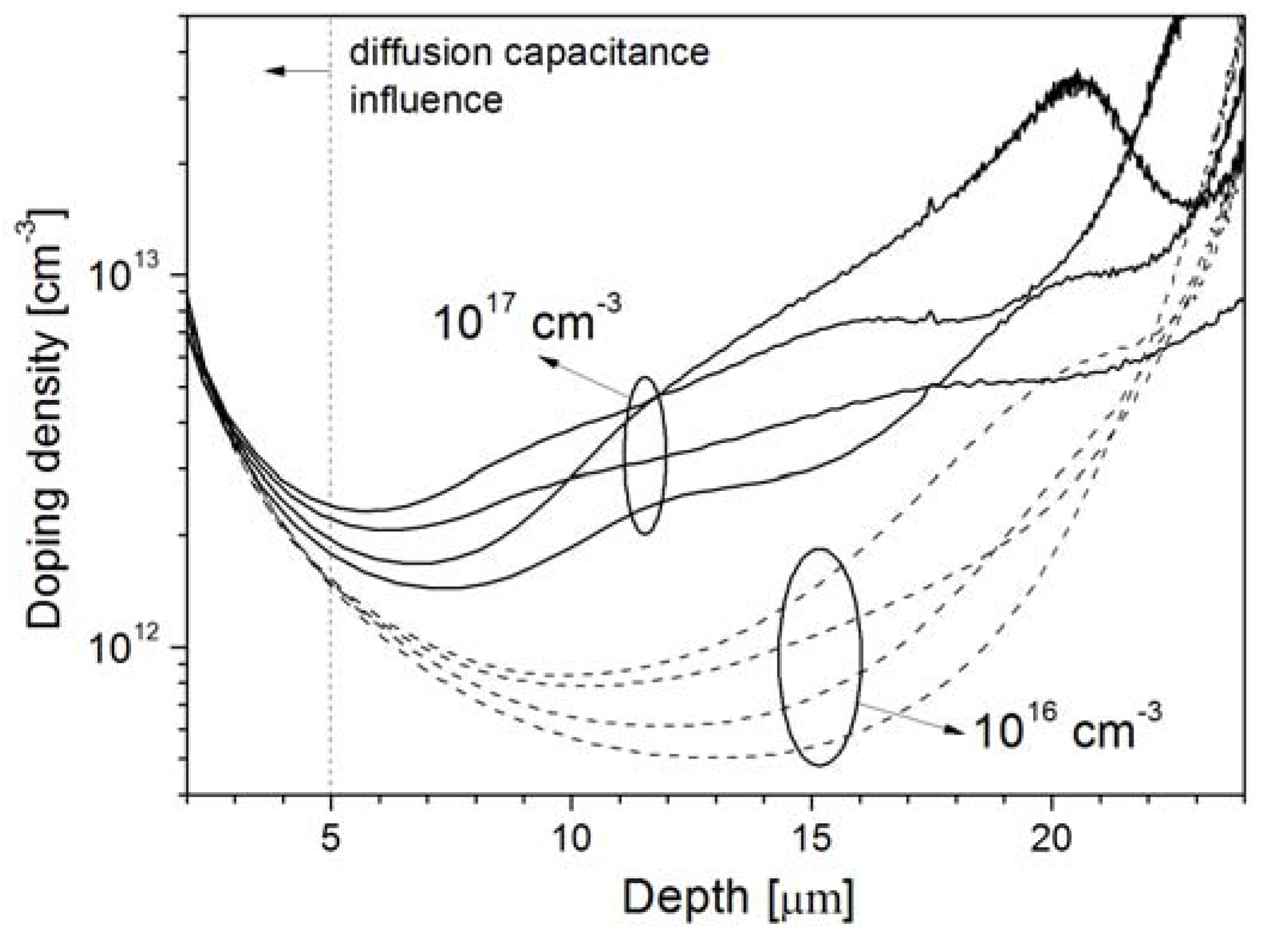
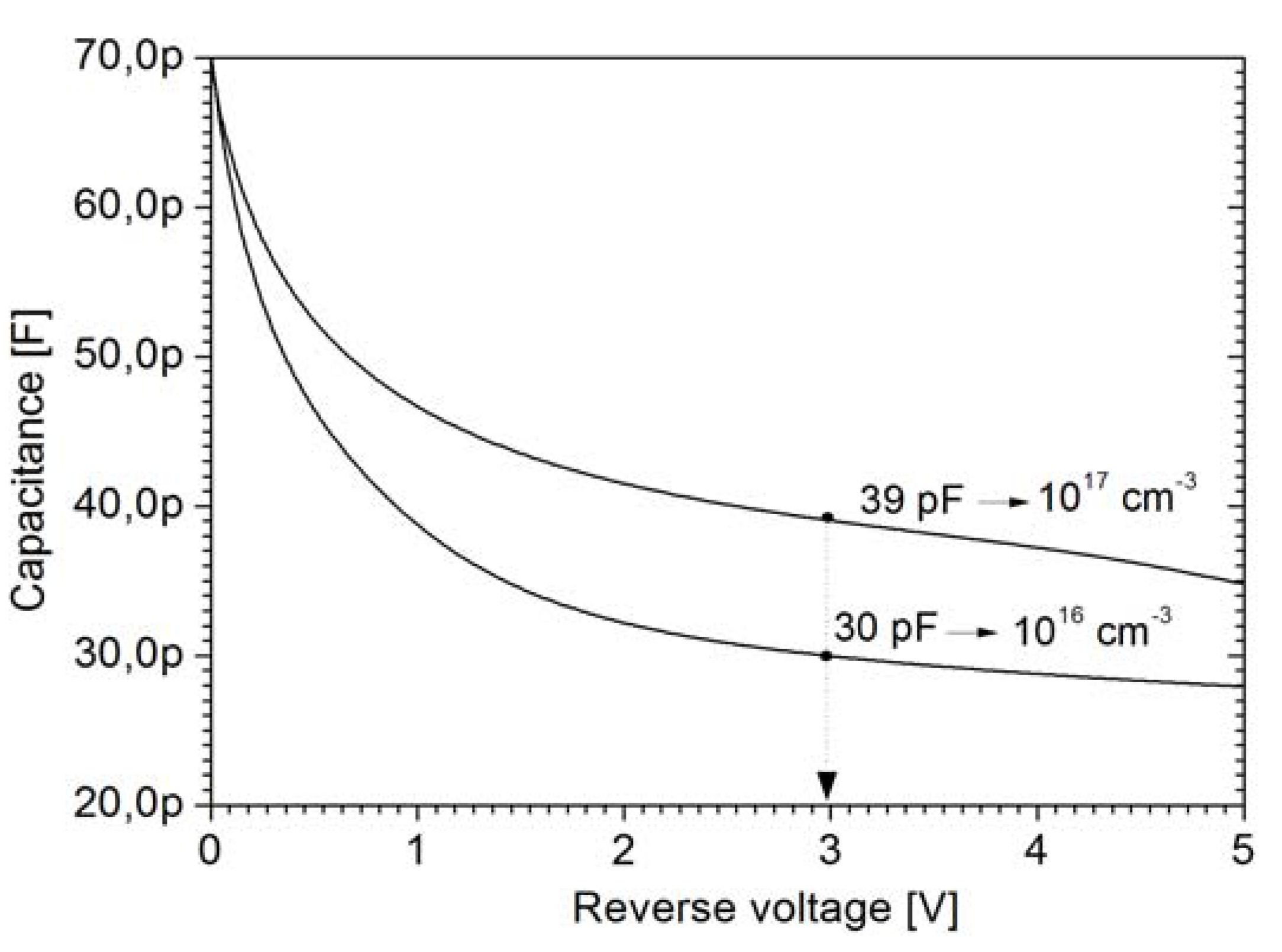
3.2. As Seed-Layer Doping
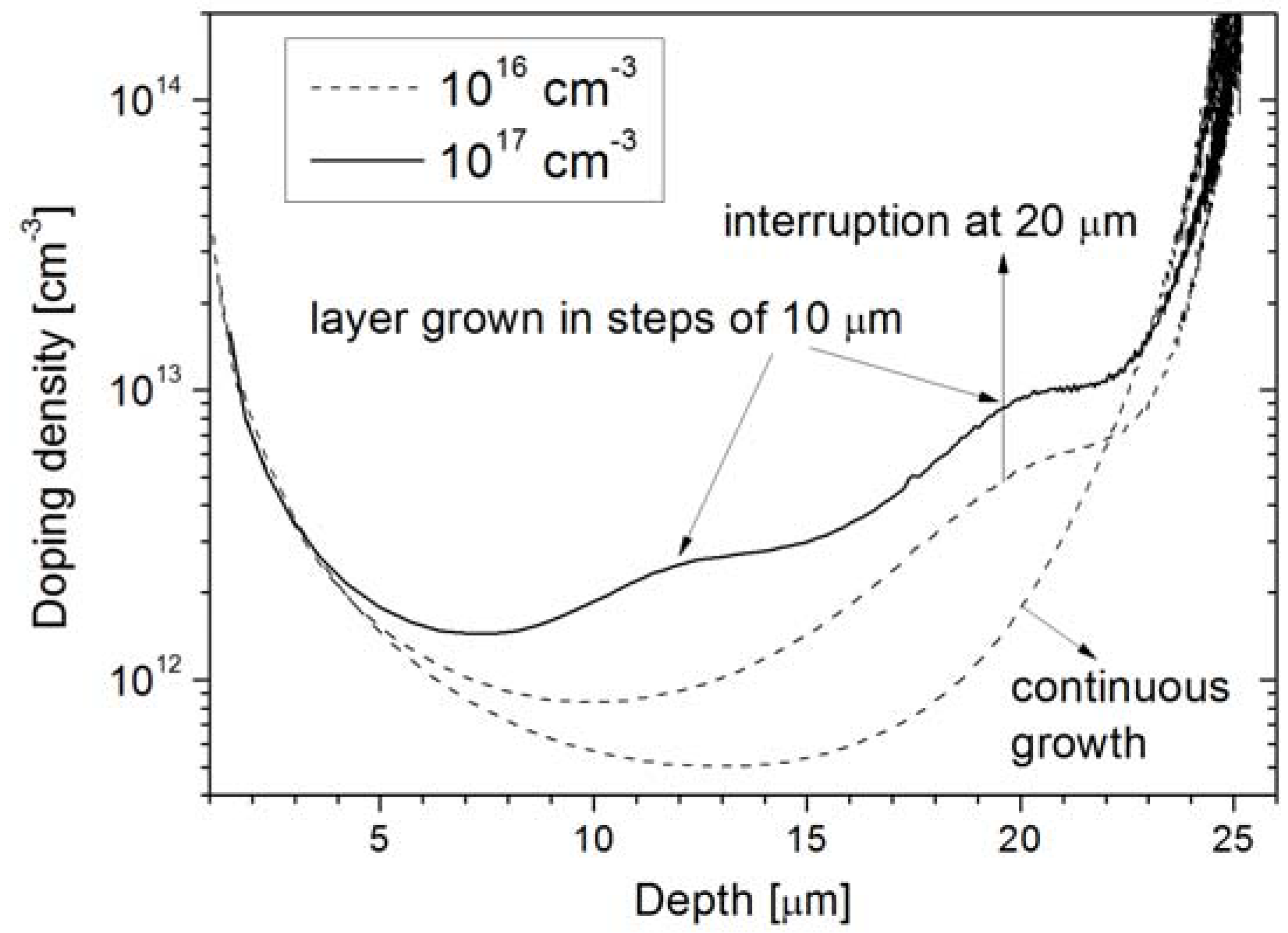
3.3. Growth Cycles
4. Quality of the Epi-Layers
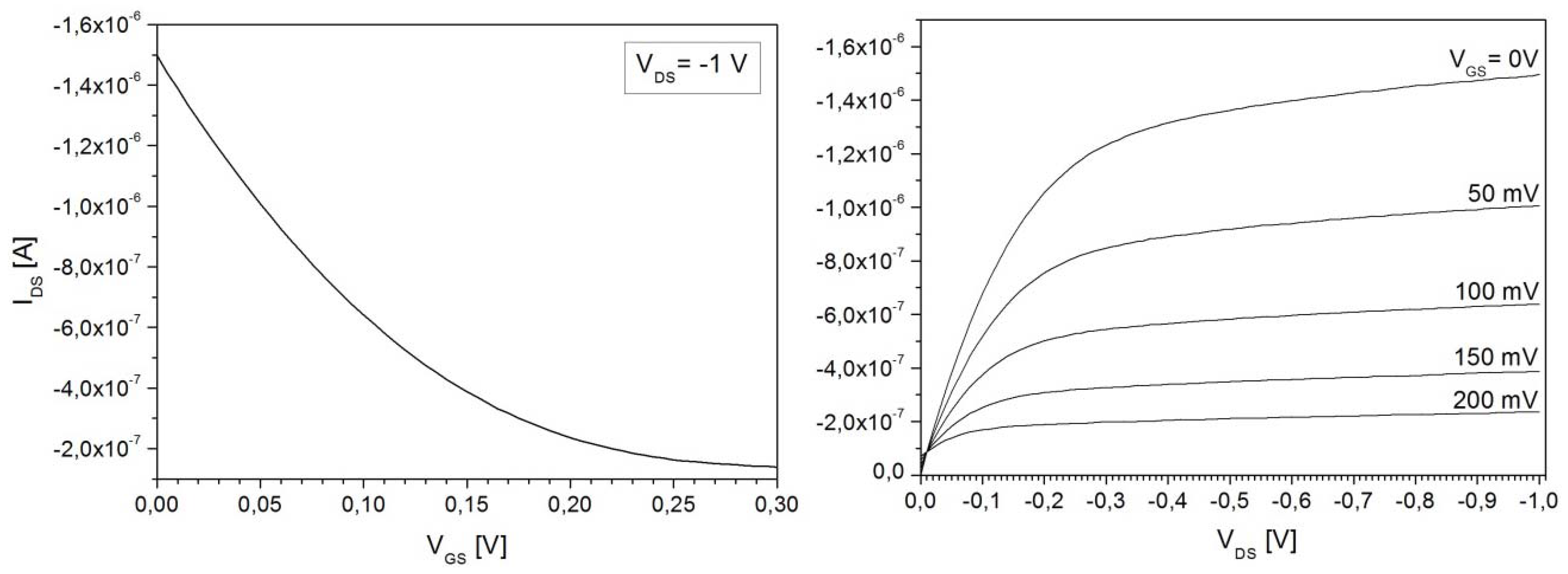
5. Implementation of As-Doped Epi-Layer on SEM Backscattered-Electron Detectors
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
6. Conclusions
Acknowledgments
References
- Sakic, A.; Nanver, L.K.; van Veen, G.; Kooijman, K.; Vogelsang, P.; Scholtes, T.L.M.; de Boer, W.; Wien, W.H.A.; Milosavljevic, S.; Heerkens, C.Th.H.; et al. Versatile silicon photodiode detector technology for scanning electron microscopy with high-efficiency sub-5 keV electron detection. In Proceedings of the International Electron Devices Meeting (IEDM 2010), San Francisco, CA, USA, 6–8 December 2010. IEDM10-712 P.31.4.1-31.4.4.
- Sakic, A.; Nanver, L.K.; Scholtes, T.L.M.; Heerkens, C.T.H.; Knezevic, T.; van Veen, G.; Kooijman, K.; Vogelsang, P. Boron-layer silicon photodiodes for high-efficiency low-energy electron detection. Solid State Electron 2011, in press. [Google Scholar]
- Shi, L.; Nanver, L.K.; Sakic, A.; Knezevic, T.; Nihtianov, S.; Gottwald, A.; Kroth, U. Series resistance optimization of high-sensitivity Si-based VUV photodiodes. In Proceedings of the IEEE Instrumentation and Measurement Technology Conference (I2MTC 2011), Hangzhou, China, 10–12 May 2011; pp. 1–4.
- Sonsky, J.; Huizenga, J.; Hollander, R.W.; van Eijk, C.W.E.; Sarro, P.M.E. X-ray detection with multi-anode sawtooth silicon drift detectors. IEEE Trans. Nuclear Sci. 2000, 47, 750–755. [Google Scholar]
- Renzi, M.J.; Tate, M.W.; Ercan, A.; Gruner, S.M.; Fontes, E.; Powell, C.F.; MacPhee, A.G.; Narayanan, S.; Wang, J.; Yue, Y.; et al. Pixel array detectors for time resolved radiography. Rev. Sci. Instrum. 2002, 73, 1621–1624. [Google Scholar]
- Li, Z. Investigation of epitaxial silicon layers as a material for radiation hardened silicon detectors. IEEE Trans. Nuclear Sci. 1998, 45, 585–590. [Google Scholar]
- Kushniruk, V.F.; Bialkowski, E.; Nossarzevska, E.; Sarnecki, E.; Sobolev, Y.G. Heavy charged particle detectors based on high-resistivity epitaxial silicon layers. Instrum. Exp. Tech. 2000, 43, 597–601. [Google Scholar]
- Popadic, M.; Scholtes, T.L.M.; de Boer, W.; Sarubbi, F.; Nanver, L.K. Controlled growth of non-uniform arsenic profiles in silicon RPCVD epitaxial layers. J. Electron. Mater. 2009, 38, 2323–2328. [Google Scholar]
- Van Noort, W.D.; Nanver, L.K.; Slotboom, J.W. Arsenic-spike epi-layer technology applied to bipolar transistors. IEEE Trans. Electron Devices 2001, 48, 2500–2505. [Google Scholar]
- Ikuta, T.; Fujita, S.; Iwamoto, H.; Kadomura, S.; Shimura, T.; Watanabe, H.; Yasutake, K. Suppression of surface segregation and heavy arsenic doping into silicon during selective epitaxial chemical vapor deposition under atmospheric pressure. Appl. Phys. Lett. 2007, 91, 092115:1–092115:3. [Google Scholar]
- Popadic, M. Silicon Doping Techniques Using Chemical Vapor Dopant Deposition. Ph.D. Dissertation, Delft University of Technology, Delft, The Netherlands, 12 November 2009. [Google Scholar]
- Ott, A.K.; Casey, S.M.; Leone, S.R. Arsenic desorption kinetics from Si(100). Surf. Sci. 1998, 405, 228–237. [Google Scholar]
- Alstrin, A.L.; Strupp, P.G.; Leone, S.R. Direct detection of atomic arsenic desorption from Si (100). Appl. Phys. Lett. 1993, 63, 815–817. [Google Scholar]
- Sarubbi, F.; Nanver, L.K.; Scholtes, T.L.M. High effective Gummel number of CVD boron layers in ultrashallow p+n diode configurations. IEEE Trans. Electron Devices 2010, 57, 1269–1278. [Google Scholar]
- Sarubbi, F.; Scholtes, T.L.M.; Nanver, L.K. Chemical vapor deposition of boron layers on silicon for controlled nanometer-deep p+n junction formation. J. Electron. Mater. 2009, 39, 162–173. [Google Scholar]
- Schroder, D.K. Semiconductor Material and Device Characterization, 2nd ed.; John Wiley & Sons, Inc.: New York, NY, USA, 1998; pp. 61–65. [Google Scholar]
- Knežević, T.; Suligoj, T.; Šakić, A.; Nanver, L.K. Optimization of the perimeter doping of ultrashallow p+-n-n+ photodiodes. In Proceedings of the 34th International Confrence on MIPRO, Opatija, Croatia, 23–27 May 2011; pp. 66–70.
- Kurniawan, O.; Ong, V.K.S. Investigation of range-energy relationships for low energy electron beams in silicon and gallium nitride. Scanning 2007, 29, 280–286. [Google Scholar]
- Golshani, N.; de Boer, W.; Scholtes, T.L.M.; Sakic, A.; Nanver, L.K. The influence of stacking faults on the leakage current of B-layer p+n diodes. In Proceedings of the STW-SAFE (2010), Veldhoven, The Netherlands, 18–19 November 2010; pp. 81–84.
- Ghandhi, S.K. VLSI Fabrication Principles Silicon and Gallium Arsenide, 2nd ed.; John Wiley & Sons, Inc.: New York, NY, USA, 1994; pp. 310–312. [Google Scholar]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Sakic, A.; Scholtes, T.L.M.; Boer, W.d.; Golshani, N.; Derakhshandeh, J.; Nanver, L.K. Arsenic-Doped High-Resistivity-Silicon Epitaxial Layers for Integrating Low-Capacitance Diodes. Materials 2011, 4, 2092-2107. https://doi.org/10.3390/ma4122092
Sakic A, Scholtes TLM, Boer Wd, Golshani N, Derakhshandeh J, Nanver LK. Arsenic-Doped High-Resistivity-Silicon Epitaxial Layers for Integrating Low-Capacitance Diodes. Materials. 2011; 4(12):2092-2107. https://doi.org/10.3390/ma4122092
Chicago/Turabian StyleSakic, Agata, Tom L. M. Scholtes, Wiebe de Boer, Negin Golshani, Jaber Derakhshandeh, and Lis K. Nanver. 2011. "Arsenic-Doped High-Resistivity-Silicon Epitaxial Layers for Integrating Low-Capacitance Diodes" Materials 4, no. 12: 2092-2107. https://doi.org/10.3390/ma4122092
APA StyleSakic, A., Scholtes, T. L. M., Boer, W. d., Golshani, N., Derakhshandeh, J., & Nanver, L. K. (2011). Arsenic-Doped High-Resistivity-Silicon Epitaxial Layers for Integrating Low-Capacitance Diodes. Materials, 4(12), 2092-2107. https://doi.org/10.3390/ma4122092