3.1.1. Influence of Different Zr Content on Tensile Deformation at Cu/Al2Cu/Al Vertical Interfaces
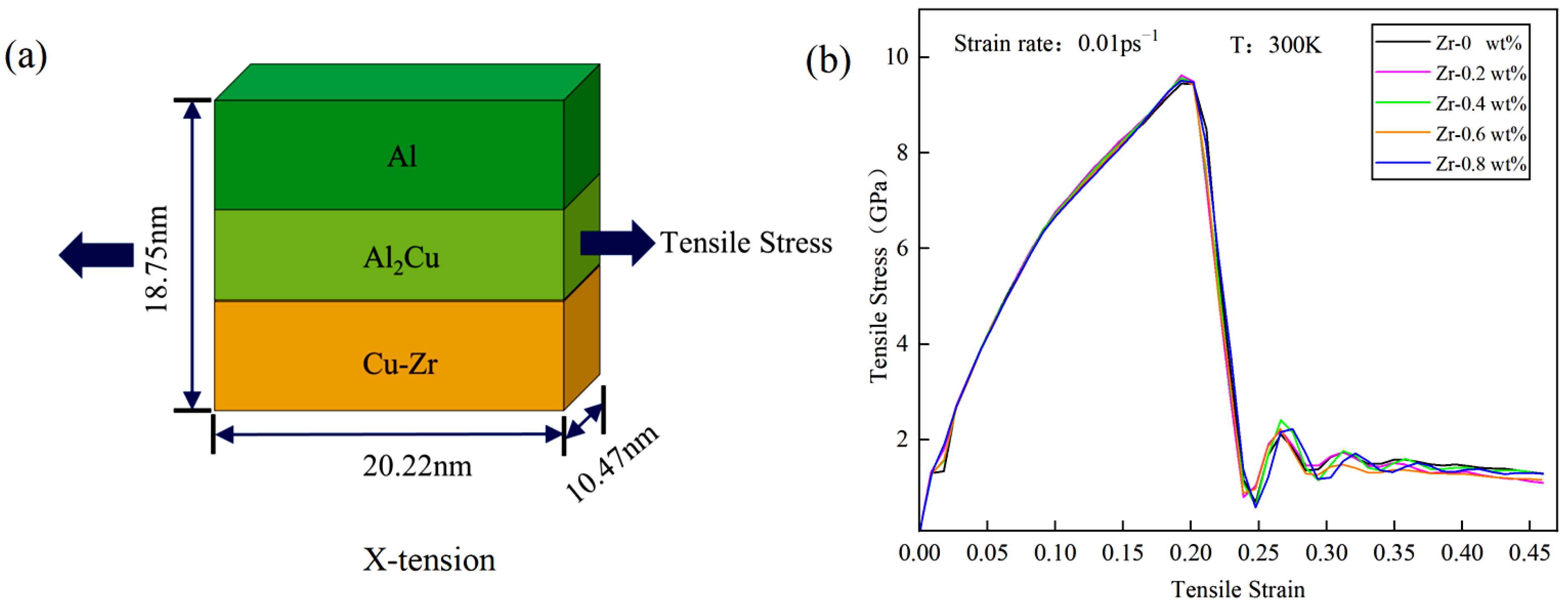
Under a temperature condition of 300 K, tensile simulations for the five models depicted in
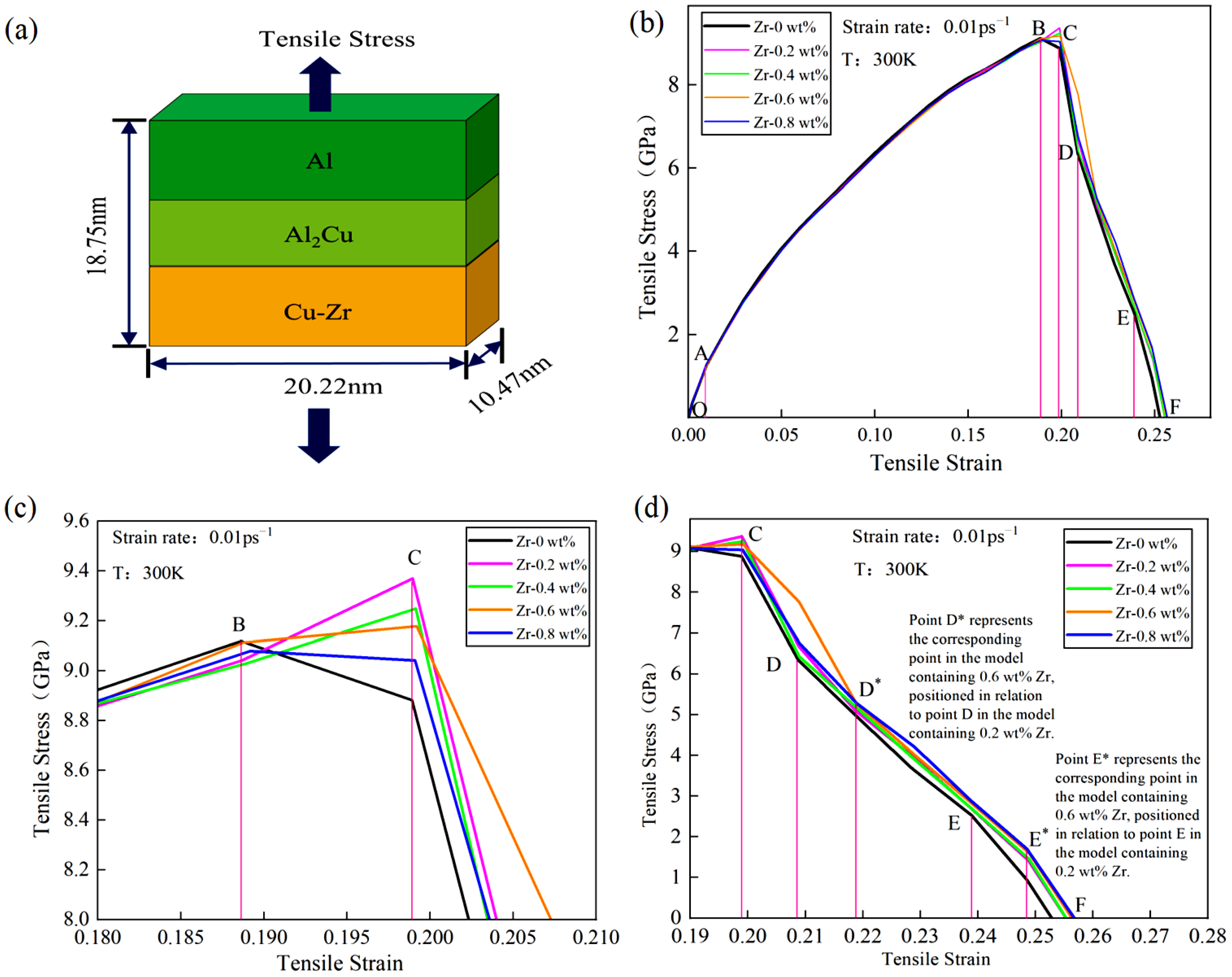
Figure 1 were conducted. The tensile direction, illustrated in
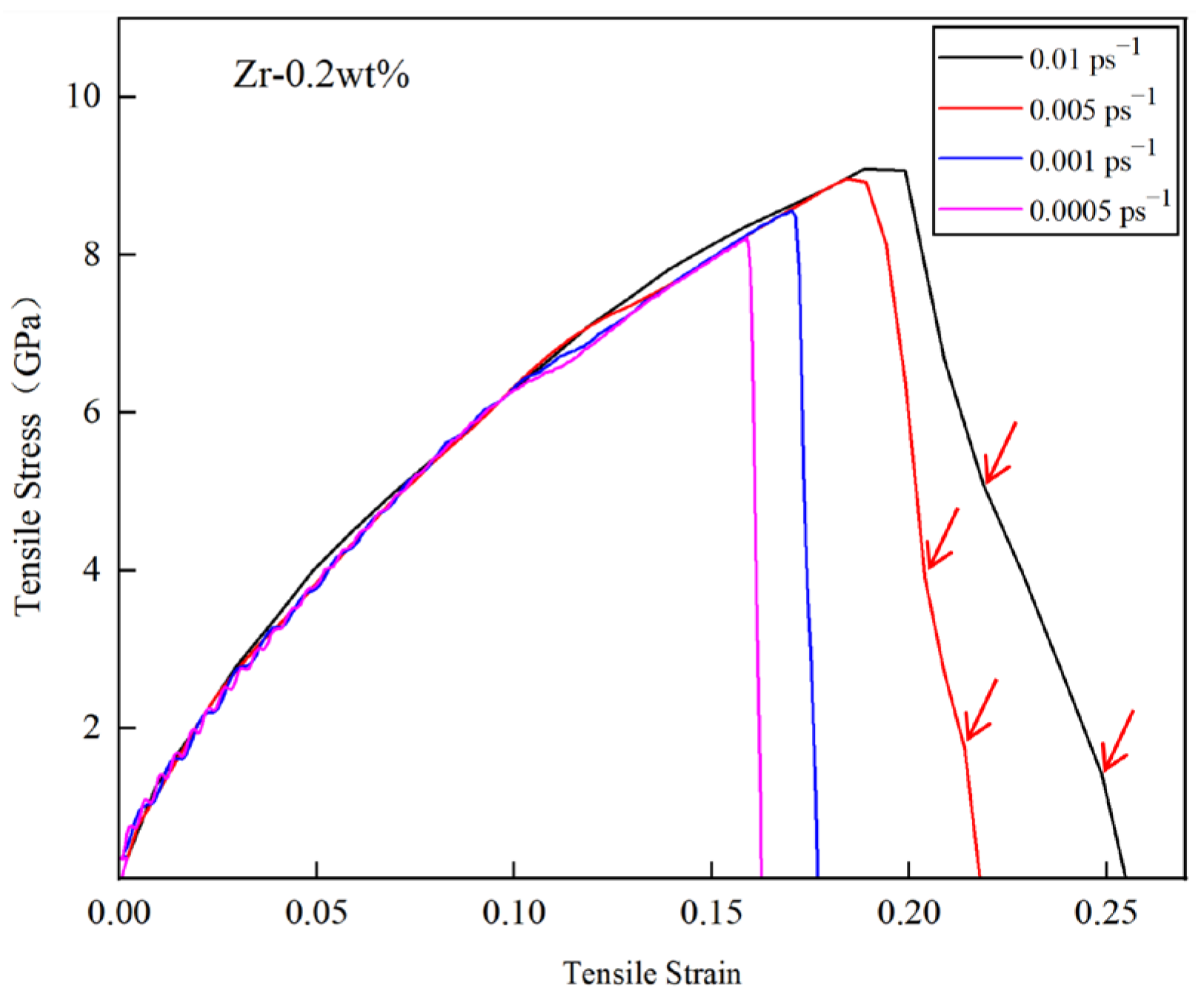
Figure 2a, is perpendicular to the interface model, with a tensile strain rate of 0.01 ps
−1. The stress–strain curves obtained from the Cu-Zr/Al
2Cu/Al models, which were doped with varying Zr contents and subjected to tensile deformation, are presented in
Figure 2b. It is evident that all five models underwent similar deformation processes under tensile loading: the OA section represents the elastic deformation stage, the AC section denotes the plastic deformation stage, and the CF section corresponds to the necking fracture stage. During the elastic stage (segment OA), all models exhibit a linear increase in the stress–strain curve, with the slope (elastic modulus E) showing minimal dependence on the Zr doping level. This observation indicates that Zr doping does not significantly alter the elastic modulus. Furthermore, it suggests that during the elastic stage, the interface model is predominantly influenced by the matrix materials (Al/Cu), and the solid solution or interface effects of Zr are insufficient to induce notable changes in the lattice parameters.
With the conclusion of the elastic deformation stage, the material progressively transitions into the plastic deformation stage under continuous tensile loading. The variations in the stress–strain curves of models with different Zr doping contents during the plastic deformation segment AB are not significant. However, in the local deformation segment BC, models with different doping levels exhibit distinct trends. As illustrated in
Figure 2c, models doped with 0.2 wt%, 0.4 wt%, 0.6 wt%, and 0.8 wt% Zr all demonstrate ultimate tensile strengths surpassing that of the undoped model. The order of strength is as follows: σ0 wt% < σ0.8 wt% < σ0.6 wt% < σ0.4 wt% < σ0.2 wt%. Detailed information is presented in
Table 2. Notably, when Zr content is at 0.2 wt%, the ultimate tensile strength of the model reaches a maximum of 9.369 GPa. As Zr content increases from 0.2 wt% to 0.6 wt%, the BC segment exhibits a “peak-rising” trend; however, this peak gradually diminishes with further increases in Zr content. At 0.8 wt% Zr, the BC segment displays a “peak-declining” trend, indicating that the value at point C is lower than that at point B. This suggests that surface Zr doping significantly enhances the ultimate tensile strength of the material. Within a certain range, the improvement effect of Zr doping initially increases and then decreases with higher doping levels. Particularly, at 0.2 wt% Zr, the material achieves optimal strength. Furthermore, the changes in the BC segment of the stress–strain curve indicate that an appropriate amount of Zr doping (0.2 wt%–0.6 wt%) is beneficial for maintaining good mechanical properties during the local deformation stage and prolongs the material’s fracture process. Conversely, when Zr content is excessively high (e.g., 0.8 wt%), although initial strength is enhanced, the material’s bearing capacity decreases in the later stages of local deformation. Excessive Zr doping may introduce factors that hinder the plastic deformation of the material, such as grain boundary embrittlement or stress concentration. Therefore, in the design of materials with surface Zr doping, it is crucial to control the doping amount appropriately to optimize the material properties.
During the CF necking fracture stage, all five models exhibit hierarchical stepped fractures. The models doped with 0.2 wt%, 0.4 wt%, 0.6 wt%, and 0.8 wt% Zr show upward and rightward shifts in their CF section curves, as illustrated in
Figure 2d. When the Zr content reaches 0.6 wt%, the curve offset in the CD* section is the most pronounced compared to the other doped models, while the differences in the D*E* section and the E*F section are less significant. Following surface Zr doping, the toughness during the CF necking fracture stage is markedly enhanced, further confirming the beneficial effect of appropriate Zr doping on the material’s mechanical properties. Specifically, the upward shift of the CF segment curve indicates that during the necking fracture process, the material must endure greater stress to reach the fracture point, thereby improving its fracture toughness. At a Zr content of 0.6 wt%, the maximum offset of the CD* segment curve suggests that at this doping level, the material exhibits the strongest resistance to deformation during the initial necking fracture stage. However, despite the lack of significant differences in the D*E* and E*F segments, it is noteworthy that as the Zr content increases further, such as at 0.8 wt%, the curves in these stages begin to show a slight downward trend. This may be associated with the adverse effects introduced by excessive Zr doping, as previously mentioned. Therefore, a comprehensive analysis of performance during the CF necking and fracture stage leads to the conclusion that in material design involving surface Zr doping, 0.6 wt% is an optimal doping level. It not only significantly enhances the material’s fracture toughness but also minimizes the introduction of adverse factors.
The analysis of the mechanism by which Zr doping influences the mechanical properties of the Cu-Zr/Al2Cu/Al model reveals significant insights. During the elastic deformation stage, the interface matching effect elucidates the action mechanism of Zr doping: the Cu-Zr/Al2Cu interface maintains overall elastic continuity through coherent or semi-coherent arrangements. Although Zr atoms induce lattice distortion, their solid solubility is extremely low, preventing substantial alterations to the intrinsic elastic characteristics of the Al/Cu matrix. At a strain rate of 0.01 ps−1, the pinning effect of Zr on dislocations does not significantly influence dislocation slip behavior during the elastic stage. Consequently, the elastic modulus retains the dominant characteristics of the matrix.
During the plastic deformation stage, the competitive and synergistic effects of mechanisms, such as dislocation slip and twinning deformation, elucidate the action mechanism of Zr doping. Specifically, dislocation slip results from the relative sliding of atomic planes within the material, enabling continuous plastic deformation under external forces. Conversely, twinning deformation generates a mirror-symmetric twin structure through the shear of specific crystal planes, which can more effectively coordinate plastic deformation under certain conditions. Following Zr doping, the activity of these deformation mechanisms may be significantly influenced. On one hand, Zr atoms may serve as solid solution strengthening agents, impeding dislocation movement through lattice distortion, thereby enhancing the yield strength and work-hardening capacity of the material. On the other hand, the introduction of Zr may alter the stacking fault energy of the material, thus affecting the competitive relationship between dislocation slip and twinning deformation. A reduction in stacking fault energy may render twinning deformation more favorable, as it can achieve greater plastic strain with lower energy consumption [
31]. In the Zr-doped materials examined in this study, an increase in Zr content may lead to subtle changes in the balance between the mechanisms of dislocation slip and twinning deformation. When the Zr content is low (ranging from 0.2 wt% to 0.6 wt%), an appropriate amount of Zr doping can enhance the synergistic effects between dislocation slip and twinning deformation, thereby enabling the material to maintain favorable mechanical properties during the plastic deformation stage. However, at higher Zr content levels (such as 0.8 wt%), an excessive concentration of Zr atoms may lead to detrimental grain boundary effects or stress concentration phenomena. These factors can impede the activity of dislocation slip and twinning deformation, ultimately resulting in a reduction in the material’s load-bearing capacity during the later stages of localized deformation.
During the necking and fracture stages, the competitive and synergistic effects of dislocation slip, twinning deformation, grain boundary sliding, and other mechanisms are particularly significant. As the Zr content increases, the difficulty of dislocation slip and twinning deformation may change, thereby affecting the fracture toughness of the material. Concurrently, the activity of grain boundary sliding may also be influenced by Zr doping, subsequently impacting the overall deformation behavior of the material. When the Zr content is at 0.6 wt%, these mechanisms may reach an optimal balance, resulting in the material exhibiting the strongest anti-deformation ability and the highest fracture toughness during the necking and fracture processes. However, with further increases in Zr content, excessive doping may disrupt this balance, leading to a decline in the material’s performance [
32]. Therefore, a comprehensive understanding of the competitive and synergistic effects of these mechanisms is crucial for optimizing the mechanical properties of Zr-doped materials. By adjusting factors such as doping levels and heat treatment processes, the activity of these mechanisms can be further regulated to achieve optimal material properties.
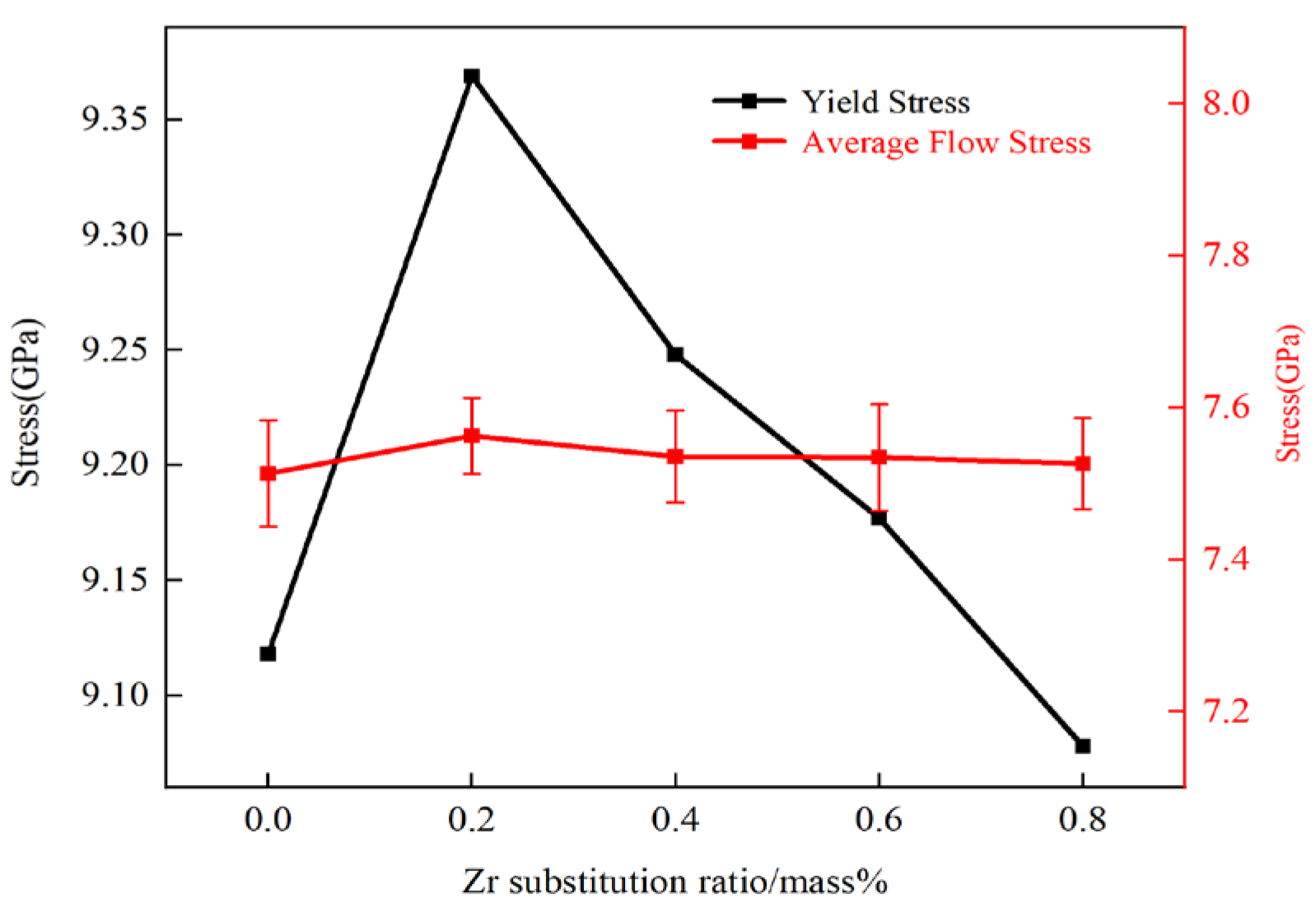
Figure 3 illustrates the relationship between ultimate tensile strength and flow stress with respect to Zr content. Flow stress is commonly used to describe the strength of plastic deformation, and in this study, the flow stress was obtained by fitting the average stress values within a strain range of 0.1 to 0.17 [
33]. The flow stress follows the same trend as ultimate tensile strength: increasing with Zr content up to 0.2 wt% and decreasing monotonically from 0.2 to 0.8 wt%. This suggests that Zr also influences the flow stress of the model.
3.1.2. Local Structural Changes During Tensile Deformation at Vertical Interfaces
The post-processing visualization software Open Visualization Tool (OVITO, Version 3.10.0), developed by Alexander Stukowski at the Institute of Materials Science, Technical University of Darmstadt in Germany, was utilized in this study to determine phase structures and defect configurations by identifying atomic stacking modes. However, it is unable to accurately identify cubic crystal systems. For instance, when the face-centered cubic (FCC) lattice is distorted, and some atoms deviate from their equilibrium positions, dislocations or defects may form, which are subsequently misclassified as Other structures by OVITO. Consequently, the phase structures identified by OVITO may actually represent dislocations or defects, thus failing to accurately reflect the true phase structure.
Plastic deformation is typically accompanied by microstructural changes, including dislocation movement, phase transformation, and twinning. Different phases may exhibit varying responses during these processes. The face-centered cubic (FCC) structure, characterized by a greater number of slip systems, is more susceptible to dislocation slip and generally demonstrates superior plastic deformation capabilities. In contrast, although the body-centered cubic (BCC) structure also possesses numerous slip systems, dislocation movement in this structure may encounter more obstacles, resulting in higher strength but lower plasticity compared to FCC. The close-packed hexagonal (HCP) structure, with fewer slip systems, tends to rely more on twinning during deformation, leading to weaker plastic deformation capabilities and a higher propensity for brittle fracture.
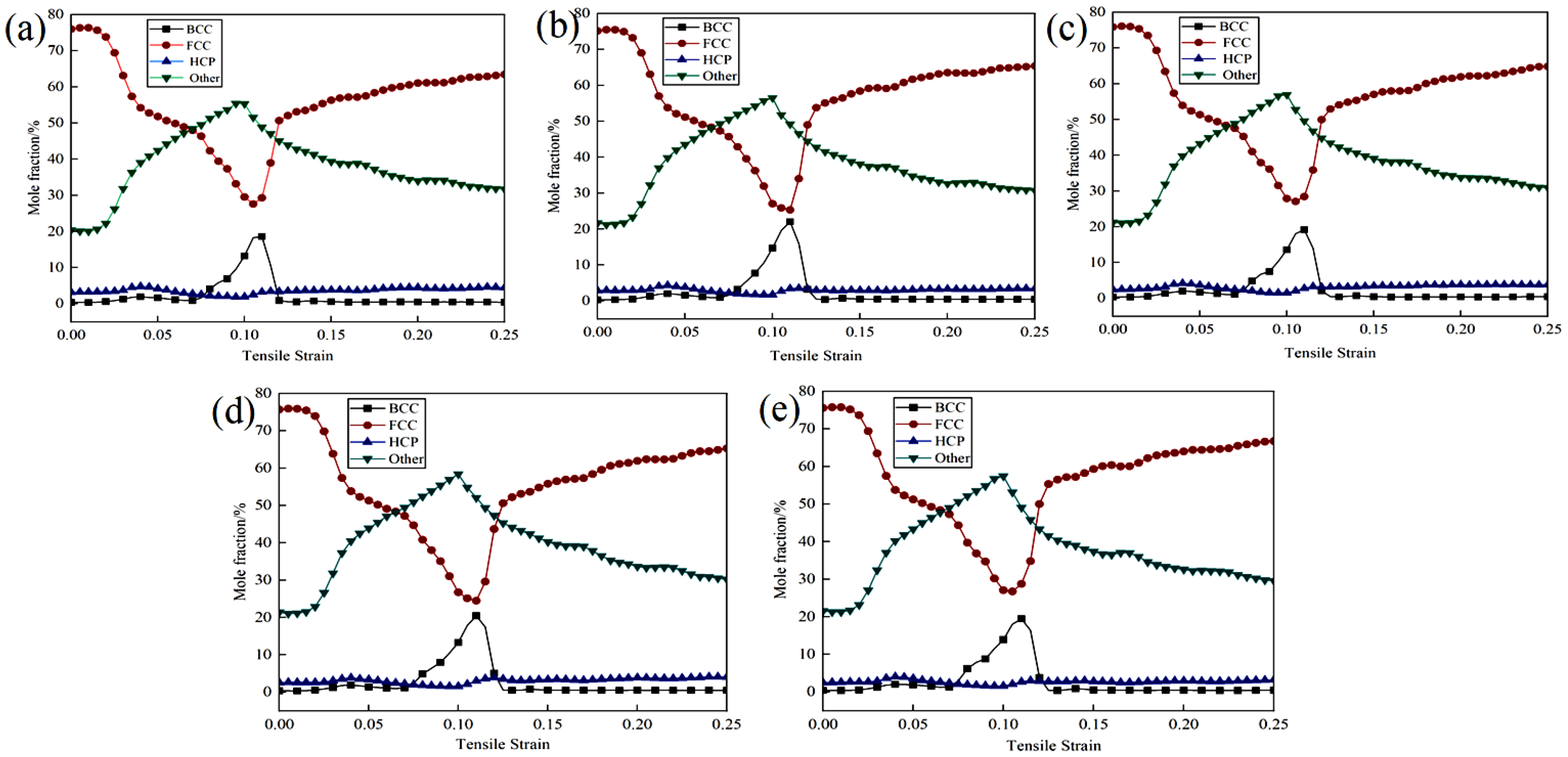
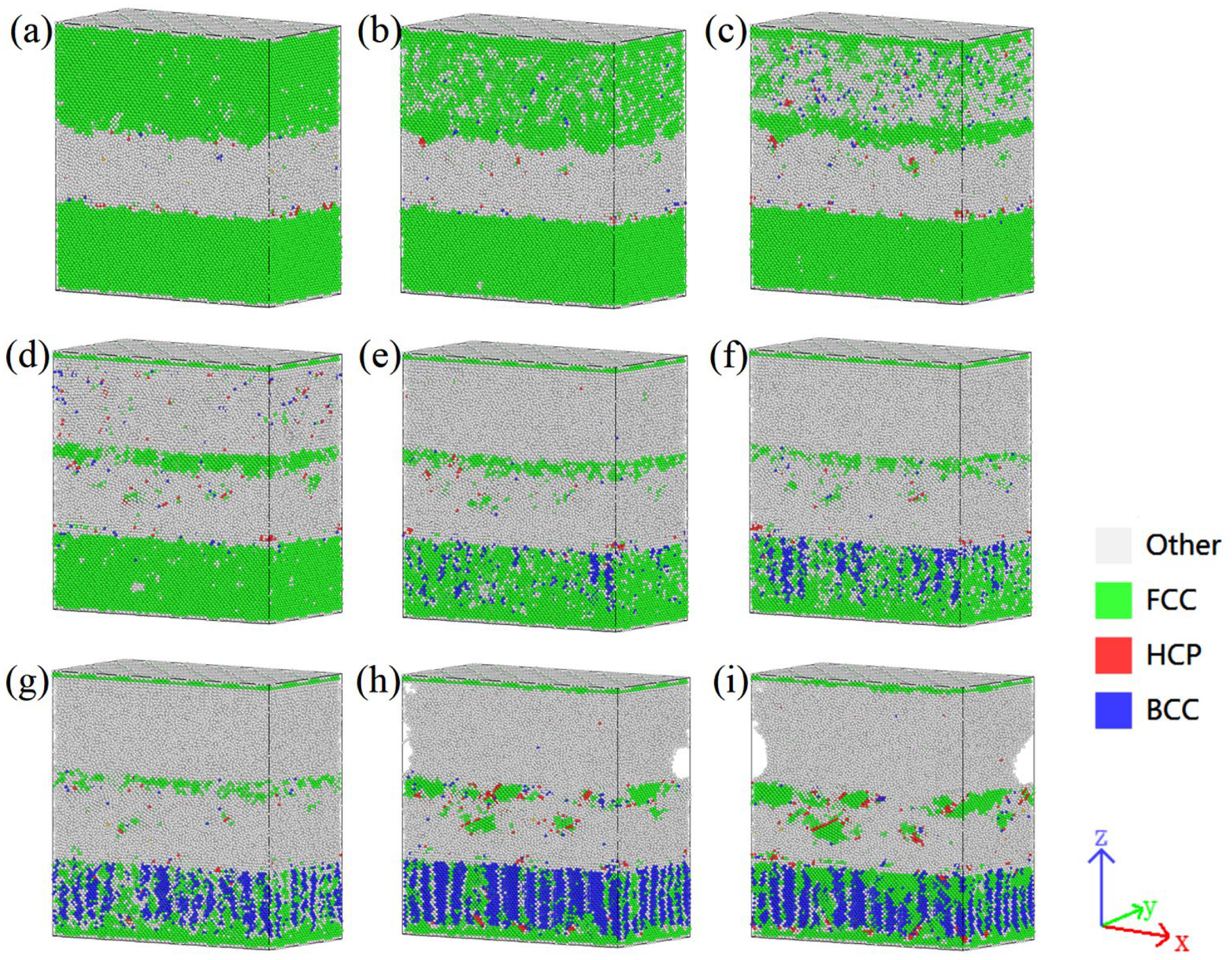
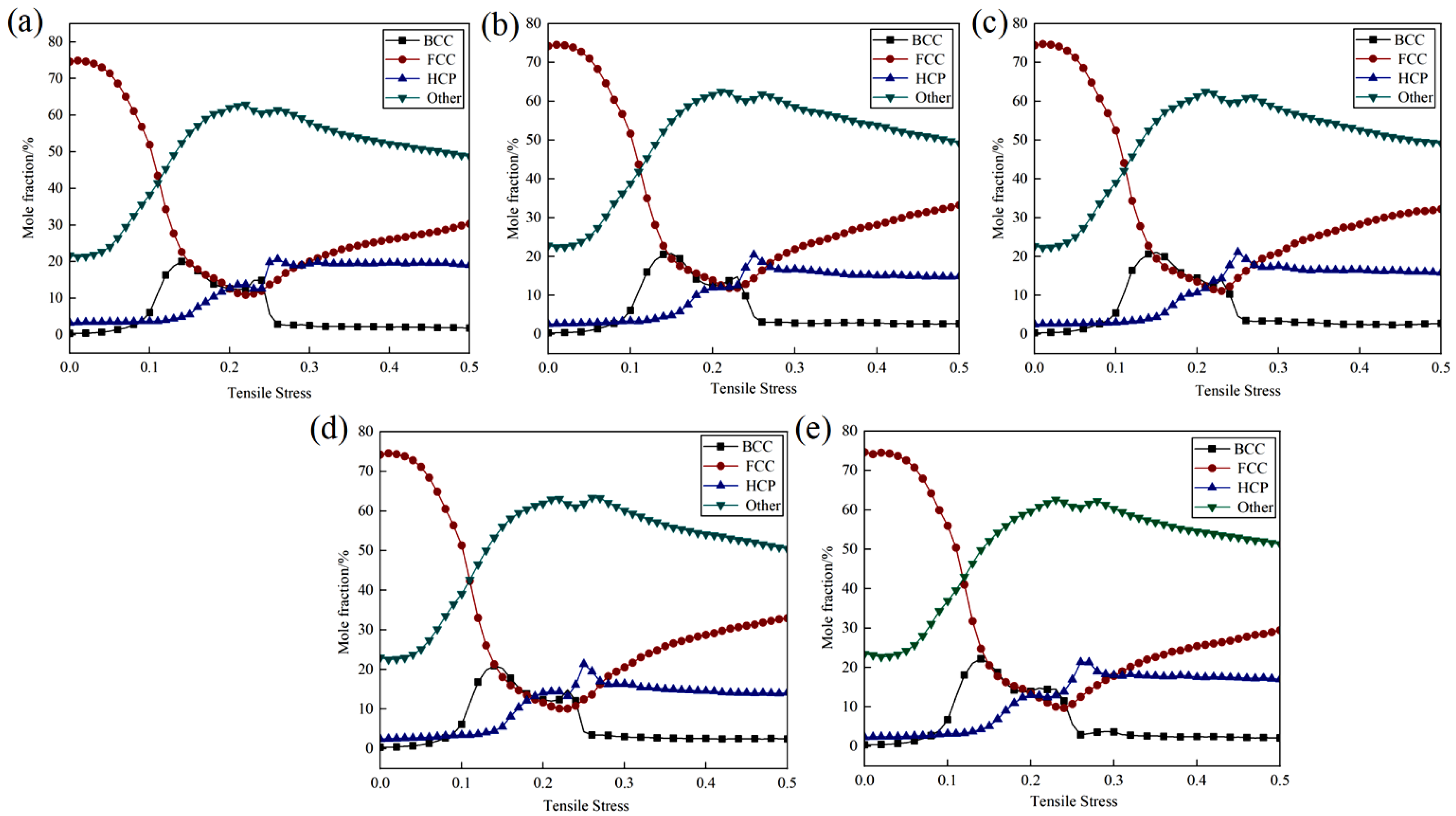
Figure 4 illustrates the phase structure evolution of Cu-Zr/Al
2Cu/Al vertical interfaces with varying Zr contents during the tensile process. As depicted in
Figure 4a–e, the overall trends in the phase structures of the five models remain consistent throughout the tensile deformation process: the FCC phase initially decreases before increasing, the Other phase first increases and then decreases, and the BCC phase exhibits a minor peak, while the HCP phase remains nearly unchanged. During the elastic deformation stage, the FCC structure predominates, constituting 76% of the total; the BCC structure comprises approximately 0.35%; the HCP structure accounts for around 2.65%; and the Other-type (Other) structure makes up about 21%. This distribution is attributed to the initial model, where both single-crystal Cu and single-crystal Al are face-centered cubic structures (FCC), while Al
2Cu adopts a tetragonal crystal system. At the onset of tensile deformation, the atomic arrangement within the material has not undergone significant changes, resulting in a relatively stable phase structure distribution.
As the stretching process advances into the plastic deformation stage, the FCC phase undergoes lattice distortion and local stress concentration due to deformation dominated by dislocation slip. Certain regions may experience stress-induced phase transformations, such as transitioning into the Other phase. With ongoing deformation, the stress relaxation process aids in partially restoring the FCC structure or promoting the decomposition and regeneration of the FCC phase within the Other phase, resulting in an initial decrease followed by a recovery in its proportion. The phenomenon of the Other phase initially increasing and then decreasing is attributed to high strain rates or localized high stresses that facilitate the formation of amorphous or metastable phases, including intermetallic compounds and nanocrystals. Subsequently, with continued deformation, these metastable phases become unstable and decompose into more stable phases, such as FCC. During the valley stage, where the FCC phase diminishes, local stress concentrations may trigger the formation of BCC structures such as Cu-Zr intermetallic compounds in the Zr segregation region or lead to local phase transformations and the emergence of a small peak of the BCC phase due to dislocation stacking. However, this process is relatively transient, resulting in a steep peak shape. Due to the low content and high thermodynamic stability of the HCP phase, inducing phase transformation through plastic deformation is challenging, and thus, it remains relatively stable throughout the tensile process.
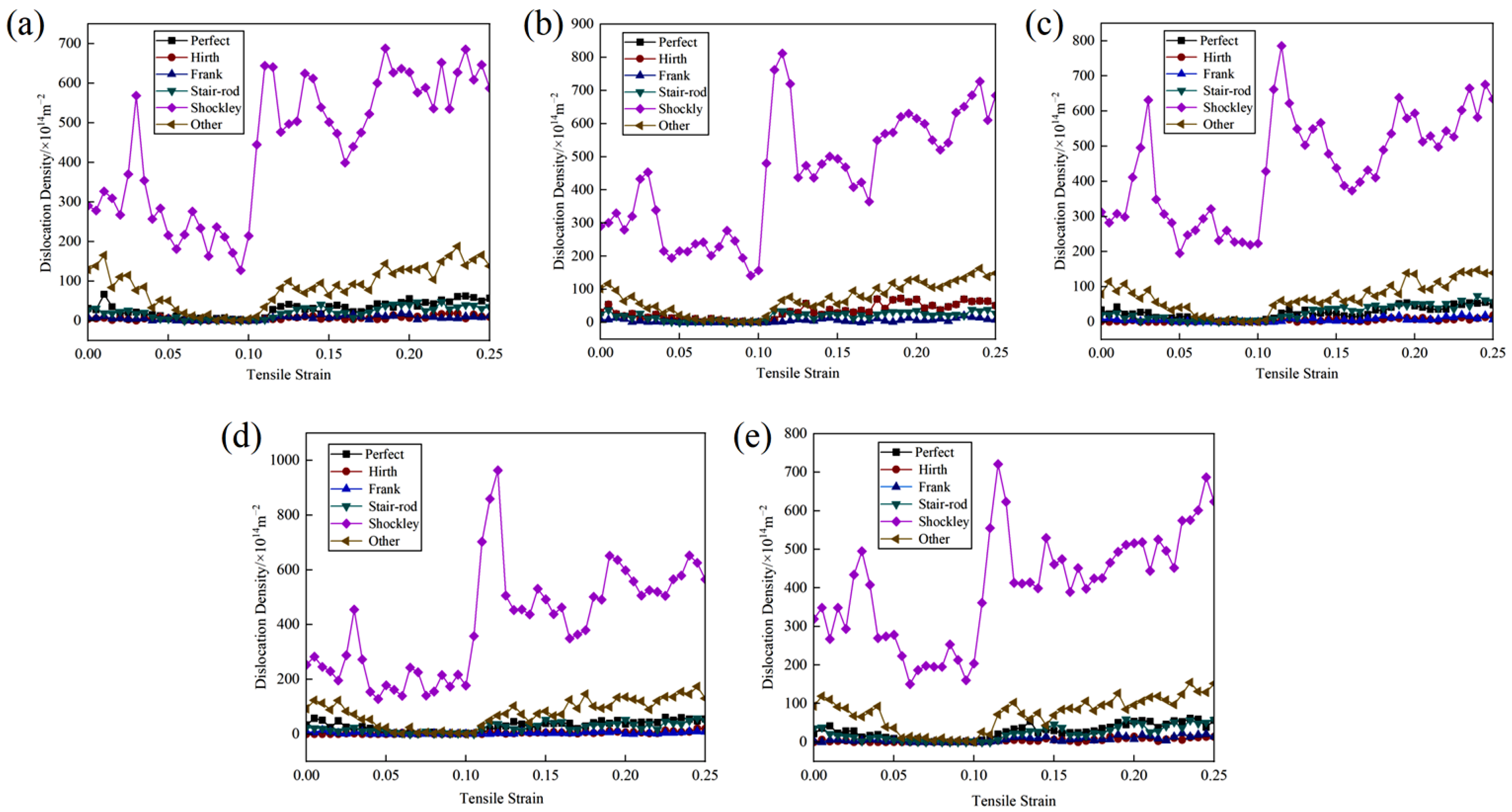
To thoroughly investigate the influence of zirconium (Zr) doping on the evolutionary trends of different phase structures in Cu-Zr/Al
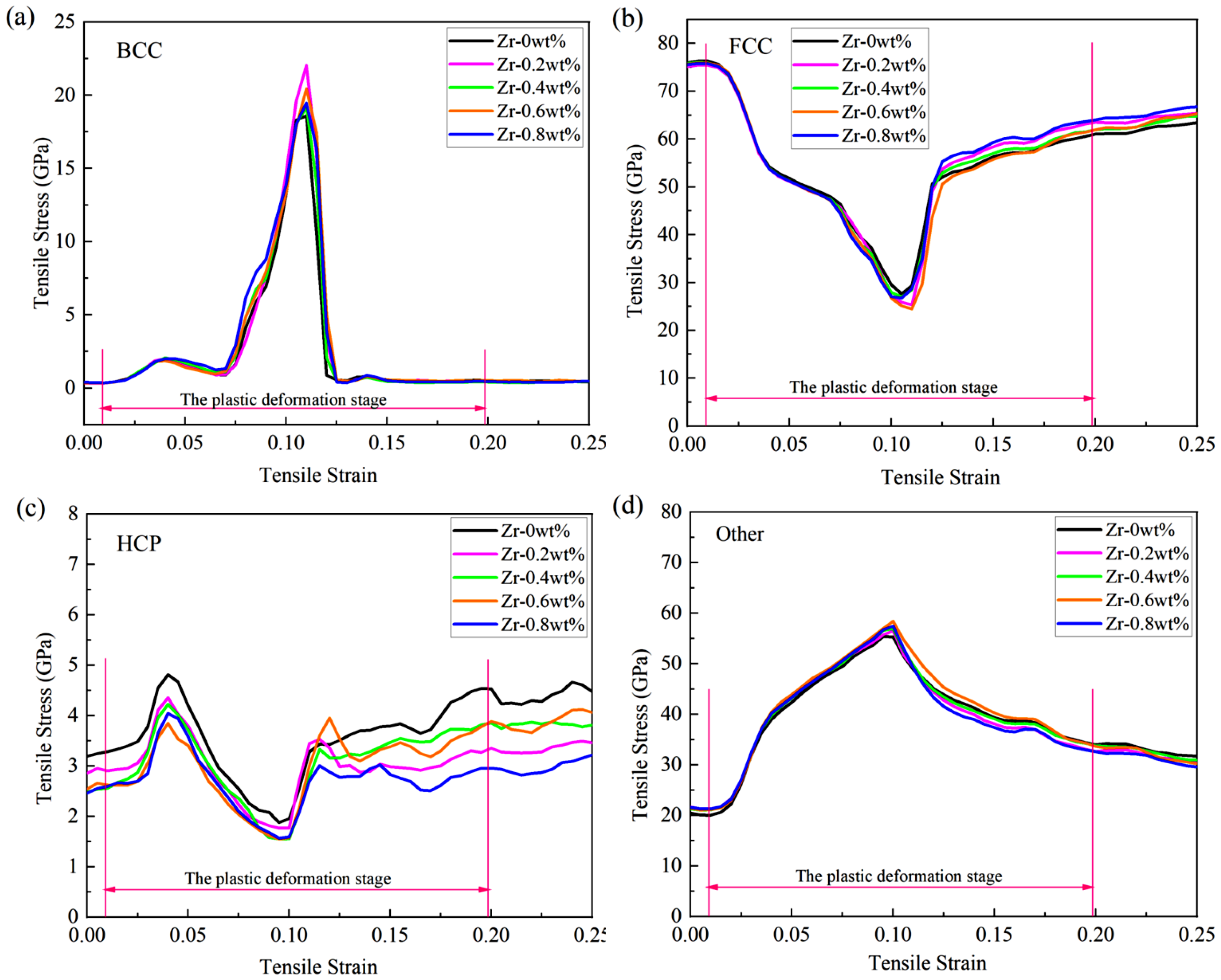
2Cu/Al composites, this study presents the evolution curves of the same phase structure during tensile deformation under various models, as illustrated in
Figure 5. The findings indicate that Zr doping significantly regulates the interfacial microstructure. The curve shapes for body-centered cubic (BCC), face-centered cubic (FCC), hexagonal close-packed (HCP), and Other phases across all Zr doping concentrations (0–0.8 wt%) exhibit a high degree of consistency. The volume fraction of the body-centered cubic phase reaches its peak rapidly at a strain of ε = 0.11, with peak magnitudes following the order w
BCC(0 wt%) < w
BCC(0.4 wt%) < w
BCC(0.8 wt%) < w
BCC(0.6 wt%) < w
BCC(0.2 wt%). Subsequently, it declines sharply to approximately 0.5% as the strain increases to ε = 0.125. The volume fraction of the face-centered cubic phase gradually decreases from an initial value of 76% to its lowest point at ε = 0.11, with the lowest values following the order w
FCC(0.6 wt%) < w
FCC(0.2 wt%) < w
FCC(0.8 wt%) < w
FCC(0.4 wt%) < w
FCC(0 wt%). It then rebounds at ε = 0.125 and gradually increases with further strain. The proportion of Other phases rises from an initial 21% to a peak at ε = 0.11, with peak sizes in the order w
Other(0 wt%) < w
Other(0.2 wt%) < w
Other(0.4 wt%) < w
Other(0.8 wt%) < w
Other(0.6 wt%). Following this peak, the proportion gradually decreases with increasing strain. The fluctuation range of the hexagonal close-packed phase remains consistently between 1.5% and 4.8%, indicating good structural stability. The slight fluctuations observed may be attributed to the transformation of Other phases and local dislocation rearrangements.
The spatial distribution of various phases in the Cu-Zr/Al
2Cu/Al model doped with 0.6wt% Zr under different strain conditions before and after tensile deformation is illustrated in
Figure 6. In the initial stage of tensile deformation, the BCC and HCP phases are mainly distributed along the Al/Al
2Cu and Al
2Cu/Cu grain boundaries, forming fine granular or short rod-like structures, while the FCC phase, as the matrix phase, exhibits a continuous distribution. As the strain increases, compared to the Cu-Zr layer, the FCC phase in the Al layer begins to decompose first, with its continuity decreasing, mostly transforming into the Other phase and a small amount transforming into the BCC phase. After the complete decomposition of the FCC phase in the Al layer, the FCC phase in the Cu-Zr layer also begins to transform, with the majority converting into the BCC phase and a small portion into the Other phase, leading to a gradual increase in the quantities of the BCC and Other phases, which reach their peak density at ε = 0.11. Particularly in the Zr-segregated regions, the BCC and Other phases exhibit significant agglomeration, which subsequently diminishes due to dislocation annihilation and phase transformation. The Other phase primarily forms during the decomposition process of the FCC phase, and its spatial distribution is relatively random.
In regions containing Zr, the Other phase tends to aggregate at the grain boundaries of the FCC phase, forming either continuous or discontinuous network structures, which may correspond to the formation of amorphous or nanocrystalline phases. The HCP phase primarily exists as fine particles when ε < 0.11 wt%, contributing to the dispersion strengthening of the matrix, whereas short rod-like structures are observed when ε ≥ 0.11 wt%. Notably, throughout the tensile deformation process, the BCC and HCP phases maintain a close association with the Al/Al2Cu and Al2Cu/Cu grain boundaries, which may be a key factor in their formation and evolution. Furthermore, as strain continues to increase, the interfaces between the phases become more complex, and the interaction between dislocations and grain boundaries becomes more frequent, thereby promoting the formation of new phases and the transformation of existing ones. In the later stages of tensile deformation, when a significant portion of the FCC phase has transformed into the BCC phase and the Other phase, the microstructure of the entire model undergoes substantial changes, resulting in a complex multiphase structure composed of the BCC phase, the Other phase, and a small amount of the HCP phase. This structural formation not only enhances the strength and hardness of the material but also influences its toughness and plasticity.
Next, we examine the impact of different levels of Zr doping on the evolution of various phase structures. The nonlinear response of the BCC phase indicates that as the Zr content rises, the peak proportion of the BCC phase undergoes non-monotonic variations (0.2 wt% > 0.6 wt% > 0.8 wt% > 0.4 wt% > 0 wt%). This suggests that a lower Zr content (0.2 wt%) is most effective in significantly promoting the formation of the BCC phase [
34]. Acting as a strong stabilizing element for the BCC phase, Zr tends to segregate at dislocations or grain boundaries at low concentrations. Through the solute drag effect, it impedes the dynamic recovery of the FCC phase. Concurrently, stress triggers the transformation of the BCC phase; for example, Cu-Zr intermetallic compounds are formed in Zr-rich areas. When the Zr content surpasses 0.2 wt%, Zr may give rise to other competing phases, or an excess of Zr could lead to lattice distortion that hinders the growth of the BCC phase, resulting in a reduction in the peak proportion. The temporary strengthening peak of the BCC phase might increase the initial work-hardening rate and delay necking; however, the subsequent sharp decline (to 0.5%) can cause local softening and may induce micro-instability.
The lowest point of the FCC phase and the competitive effect of Zr content are next examined. When ε = 0.11, the lowest proportion of the FCC phase decreases with increasing Zr content in the following order: 0 wt% > 0.4 wt% > 0.8 wt% > 0.2 wt% > 0.6 wt%. The FCC phase undergoes the most thorough decomposition at 0.6 wt% Zr. Zr doping enhances the alloy’s tendency for non-equilibrium phase transformation. Higher Zr content (0.6–0.8 wt%) promotes dislocation proliferation and local stress concentration, thereby accelerating the decomposition of the FCC phase into Other phases (such as amorphous or nanocrystalline) or into the BCC phase. However, excessive Zr (0.8 wt%) may delay dynamic recrystallization due to solute supersaturation, consequently slowing the FCC decomposition rate. Therefore, the FCC content is lowest at 0.6 wt%. The dynamic reduction-recovery behavior of the FCC phase may induce multi-stage work hardening and enhance uniform elongation. However, excessive decomposition of the FCC phase (as observed at 0.6 wt% Zr) may weaken the matrix’s plastic coordination ability, leading to a tendency for brittleness.
The dependence of the Other phase on Zr content reveals that as the Zr concentration increases, the proportion of the Other phase also rises in the order of 0.6 wt% > 0.8 wt% > 0.4 wt% > 0.2 wt% > 0 wt%. This observation suggests that Zr doping promotes the transition from single-crystal to polycrystalline structures [
35,
36]. Notably, the capacity to generate amorphous or stable phases is maximized at 0.6 wt% Zr. The high mixing entropy effect associated with Zr promotes shear localization and amorphization. At 0.6 wt%, the interaction between Zr segregation and the Al/Cu matrix reaches a critical threshold, resulting in the formation of a significant number of stable phases, such as Cu-Zr amorphous or nanocrystalline structures. However, when the Zr content exceeds 0.6 wt% (for instance, at 0.8 wt%), the supersaturation of solute may lead to phase separation or the precipitation of competing phases, which hinders the accumulation of the Other phase. The initial increase in the Other phase can enhance crack growth resistance due to the energy absorption properties of the amorphous phase; however, its subsequent decomposition may create a softening zone, thereby reducing fracture toughness, particularly in the sample with 0.6 wt% Zr.
The proportion of the hexagonal close-packed (HCP) phase remains consistently stable, ranging from 1.5% to 4.8%, with no significant correlation observed with zirconium (Zr) content. This stability suggests that the formation of the HCP phase is predominantly governed by thermodynamic factors rather than by plastic deformation mechanisms. The HCP phase is characterized by a high melting point and low interfacial energy, leading to its preferential precipitation during solidification. As a rigid particle, the HCP phase impedes dislocation movement during plastic deformation; however, it is challenging for the phase to undergo transformation or dissolution independently. Acting as a dispersion-strengthening phase, the HCP phase enhances the strength of the matrix. Nonetheless, its limited plastic coordination ability may serve as a nucleation site for micro-cracks, particularly at elevated Zr concentrations (>0.8 wt%), which heightens the risk of brittle fracture.
In summary, Zr doping is crucial in regulating the dynamic evolution of the phase structure in Cu-Zr/Al2Cu/Al composites, employing mechanisms such as solute dragging, promotion of amorphization, and competition in phase transitions. Regarding the strength–plasticity trade-off, at low Zr concentrations (0.2 wt%), the strengthening effect of the body-centered cubic (BCC) phase is predominant, exhibiting a high work-hardening rate with minimal FCC decomposition and improved plastic retention, making it suitable for applications requiring high strength and medium plasticity. At medium Zr concentrations (0.6 wt%), the presence of Other phases and significant amorphization leads to the highest peak strength; however, excessive FCC decomposition results in a marked reduction in plasticity, making it appropriate for damage-resistant applications. At high Zr concentrations (0.8 wt%), solute supersaturation inhibits the efficiency of phase transitions, yielding performance metrics that lie between those observed at the previous two concentrations. This increase in the HCP phase may further compromise toughness, and the associated performance gains are limited, warranting cautious application. Future research could explore gradient Zr doping or multi-scale second-phase design to better coordinate the contributions of each phase evolution to the mechanical properties.
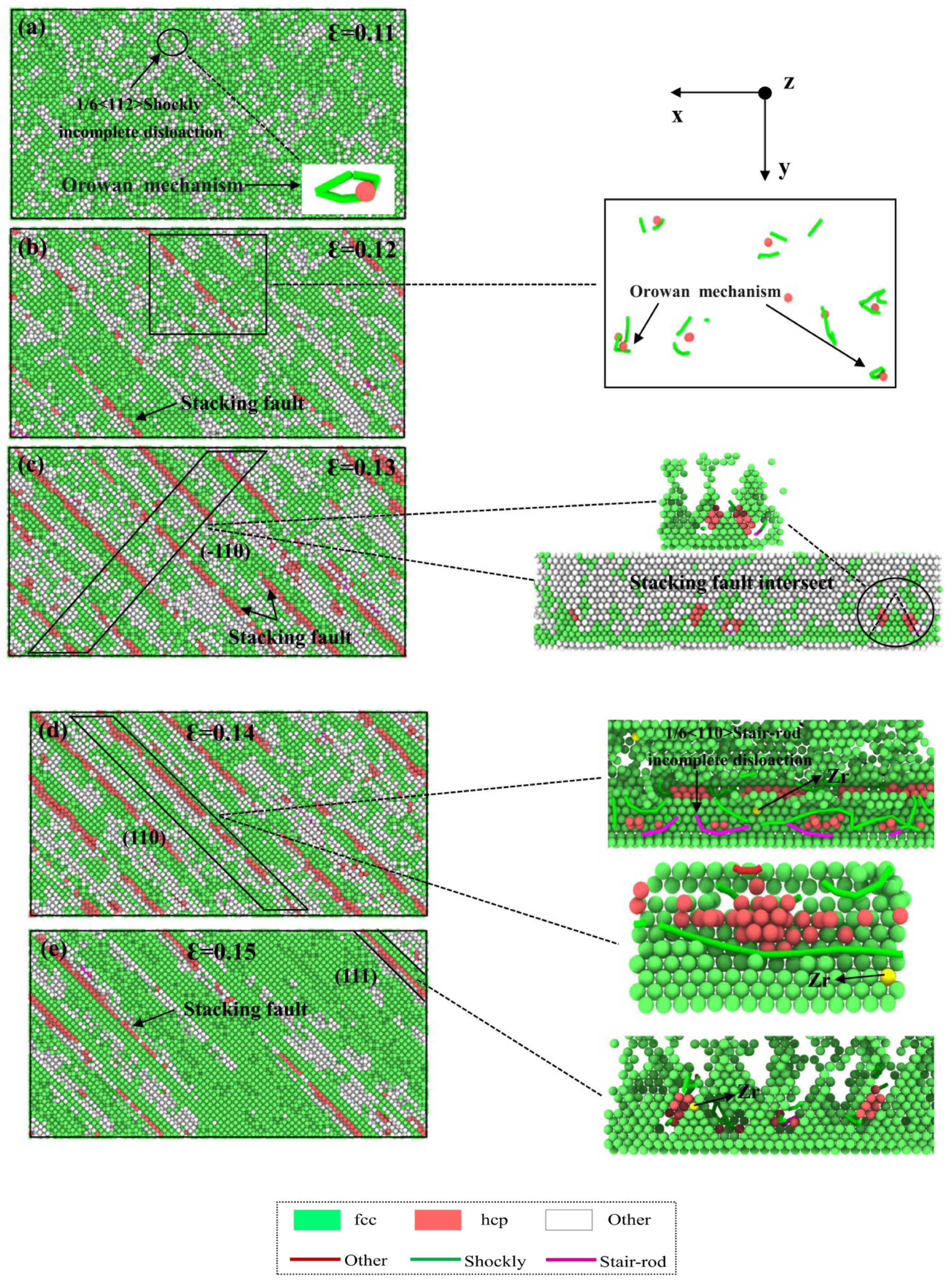
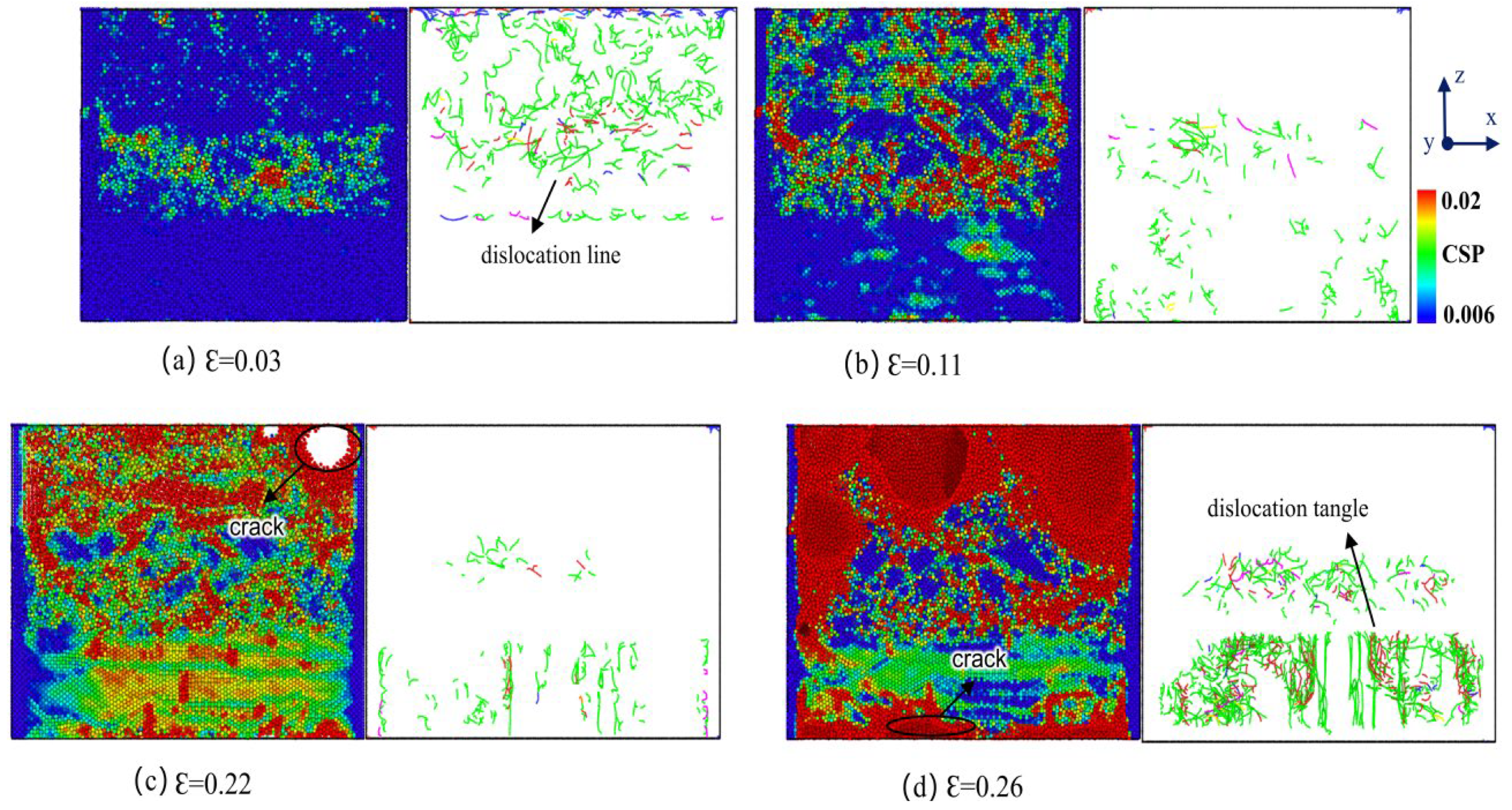
Figure 7 illustrates the DXA analysis of the Cu layer parallel to the interface direction in the Cu-0.2Zr/Al
2Cu/Al model during the plastic deformation stage. The combination of stress–strain curves and DXA analysis provides insights into the structural changes and strengthening mechanisms in the Cu layer.
Figure 7a illustrates the dispersion of “Other” structures under the influence of the stretching load during the plastic deformation stage at ε = 0.11. This dispersion arises from the disorderly arrangement of atoms in the Cu matrix at normal lattice positions due to tension, leading to a notable increase in vacancies, dislocations, and Other defects, accompanied by an augmentation in the “Other” atom content. Additionally, localized regions exhibit 1/6<112> Shockley partial dislocations that traverse atomic vacancy loops. Conversely, this phenomenon is absent in the Zr-undoped Cu/Al
2Cu/Al model during stretching, indicating the presence of a second phase dispersed within the matrix phase. The interaction between this second phase and dislocations fortifies the model’s resistance to deformation by impeding dislocation motion, constituting the Orowan strengthening mechanism. Therefore, Zr doping in the Cu matrix facilitates Orowan strengthening. At ε = 0.12, as depicted in
Figure 7b, the Other structures gradually aggregate along the <111> crystal direction, accompanied by a minor generation of HCP structure. The Other structure content increases with strain, while the appearance of HCP structure suggests the emergence of stacking faults along the <111> crystal direction. Simultaneously, the slip system of the Cu layer occurs on the (111) crystal plane, heightening the Orowan strengthening effect under these conditions. At ε = 0.13,
Figure 7c demonstrates a sharp rise in stacking fault content within the Cu matrix. Stacking faults are observed to be parallel or intersecting on the (−110) surface, accompanied by the presence of two types of dislocations near the stacking faults: 1/6<112> Shockley partial dislocations and 1/6<110> Stair-rod partial dislocations, indicative of cross-slip characteristics. Compared to
Figure 7a,b, the Other structures transition from a relatively dispersed form to clustered clusters, distributed between stacking faults or at the intersection of stacking faults. At ε = 0.14, the stacking fault content reaches its peak, and stair-rod partial dislocations are observed on the (111) surface, resulting from dislocation reactions at the stacking fault [
37]:
The distribution of Zr near the stacking faults and dislocation lines can be observed from
Figure 7d,e. This observation indicates the influence of Zr distribution on the occurrence of stacking faults and the initiation of dislocations, particularly at the intersection of stacking faults. Compared to the model without Zr doping, the presence of Zr facilitates the generation of stacking faults and the initiation of dislocations. At ε = 0.15, the HCP and Other structures decline significantly in the Cu matrix. This is attributed to the lower tensile strength of Al compared to Cu. As the stretching process progresses, the Al layer starts to fracture. Consequently, the stress imposed on the Cu layer gradually diminishes during the fracture of the Al layer, leading to the progressive disappearance of stacking faults, vacancies, and other defects.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}