
Dynamic Behavior of Ti/Ti Single-Lap Laminated Structure with a Large-Diameter Bolt-Based Electromagnetic Force: Numerical Simulation and Experimental Verification

 ,
, Highlights
- This study focuses on solving the installation problem of large-diameter high-lock bolts and provides important reference value for solving the installation of large-diameter bolts in modern aircraft bearing structures and the possible application of building and vehicle connection problems. Through numerical simulation and experimental validation, a systematic and comprehensive analysis of the installation process of TC4 joints under different interference-fit levels using electromagnetic loading technology was conducted. The study directly verifies that electromagnetic force loading provides excellent installation quality for large-diameter bolts under a certain level of interference, indirectly confirming the potential of dynamic installation technology under electromagnetic force loading to improve installation efficiency and connection strength.
- To study the mechanical performance of joints during dynamic installation, an analysis was conducted in four aspects: deformation and displacement of the hole wall, stress magnitude and distribution, changes in installation force, and the evolution of cross-sectional temperature. This ensured the accuracy and reliability of the analysis results. On this basis, the concepts of softening effects and elastic–plastic effects were introduced to systematically explain the mechanism behind the performance changes in the joints.
- To ensure the authenticity of the simulation results, the method of treating the installation process as a uniform speed process was discarded. Instead, the variable acceleration process during installation was considered, and bolt position was controlled through amplitude modulation in the simulation software to simulate the real installation process. The results showed a high degree of fit between the simulation and experimental data.
Abstract
1. Introduction
2. Experimental Study and Numerical Simulation
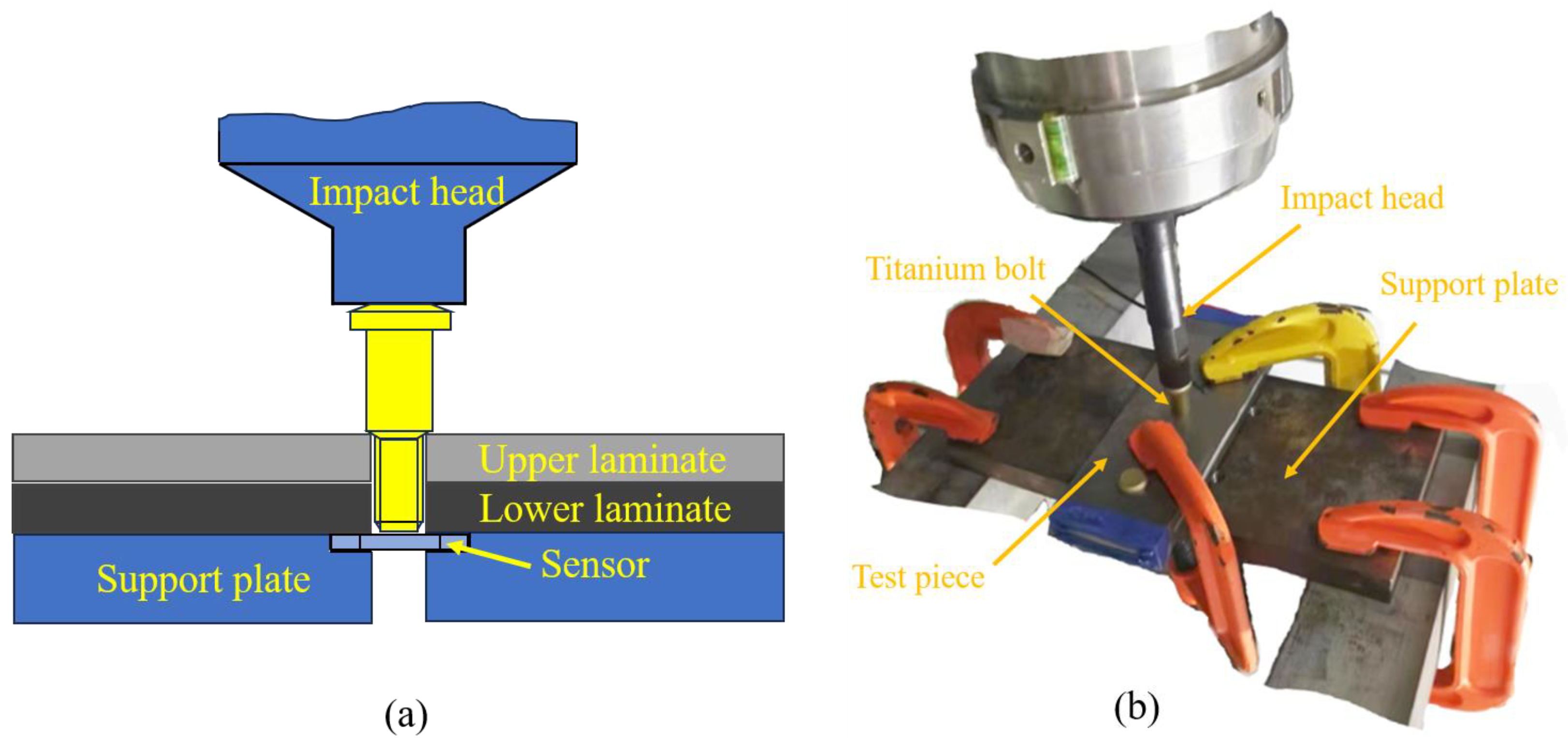
2.1. Experimental Design
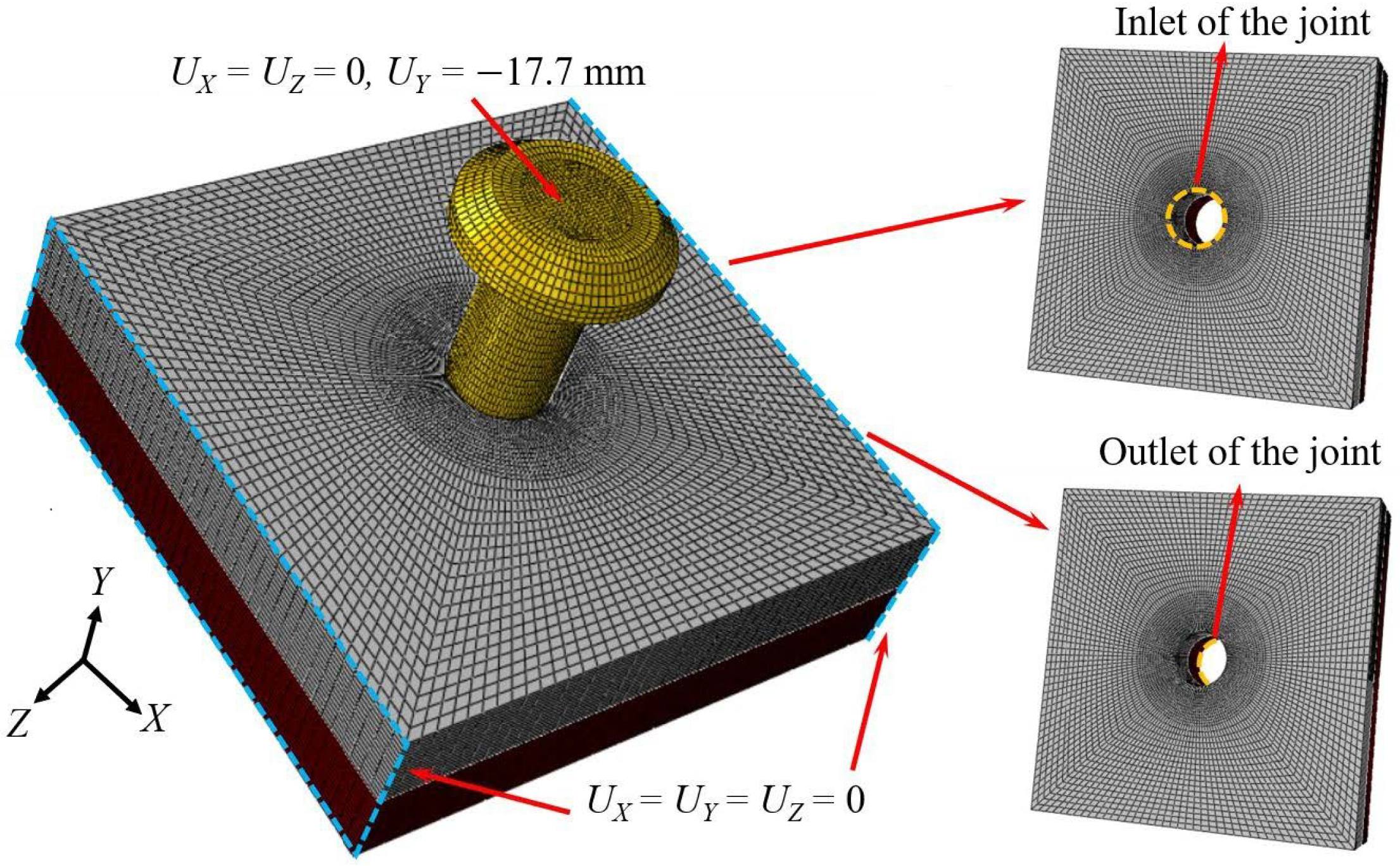
2.2. Model Establishment
3. Simulation Results and Analysis
3.1. Deformation and Stress Analysis
3.1.1. Radial Deformation and Stress of Bore Wall
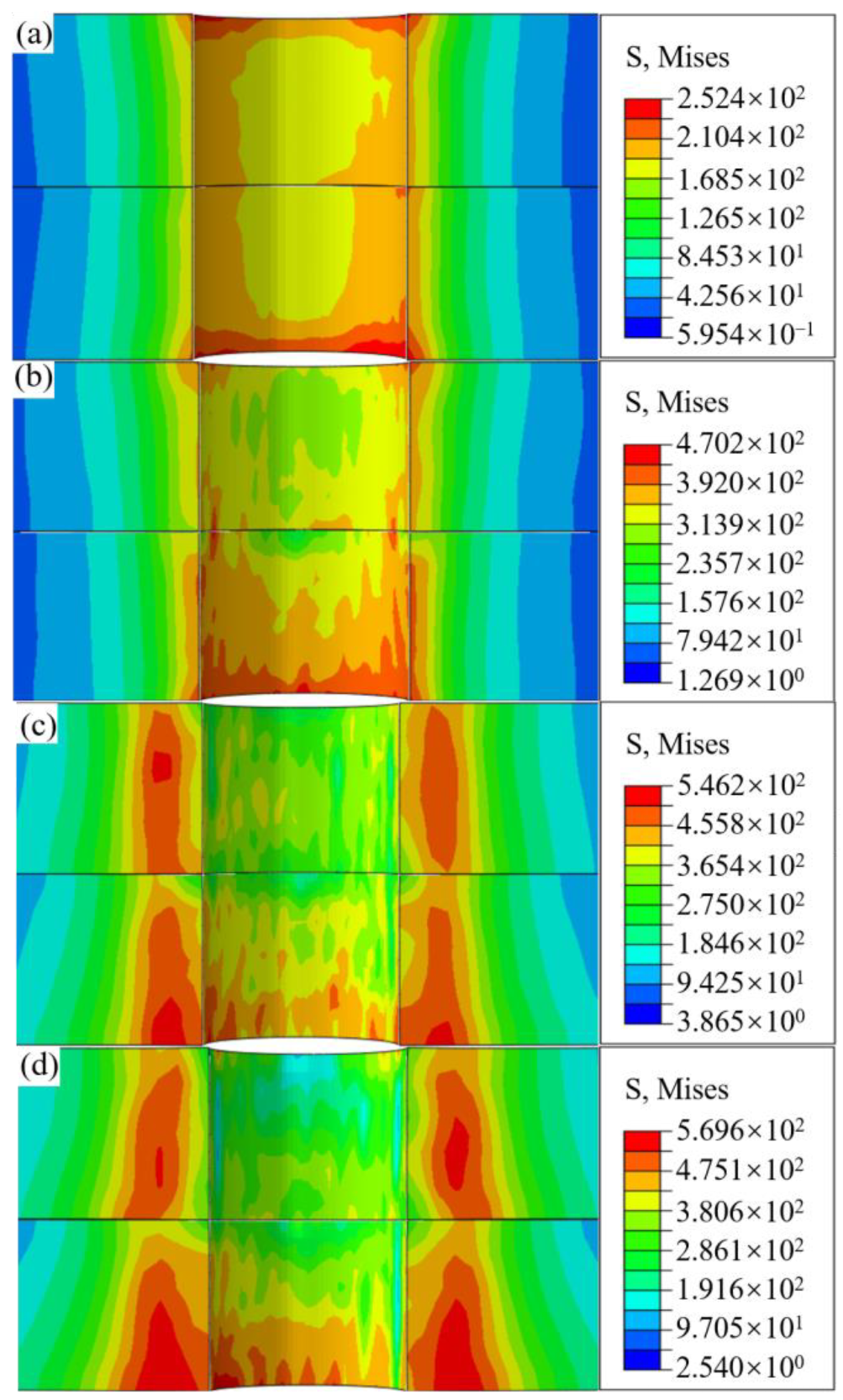
3.1.2. Axial Stress and Deformation of the Bore Wall
3.2. Installation Force Analysis
3.3. Temperature Analysis
3.4. Experimental Validation
4. Conclusions
- The variance in radial deformation displacement at the inlet of joints with different interference-fit levels is less than 21.1 μm2, approximating 0, indicating uniform radial deformation of the bore wall. Additionally, at interference-fit levels of 1% and 1.5%, the axial stress distribution on the bore wall is more uniform compared to other interference amounts, demonstrating that dynamic installation under electromagnetic loading provides high installation quality for large-diameter bolts within a specific range of interference.
- The stress at the inlet of the bore wall is generally higher than at the outlet. For large interference-fit installation, plastic deformation of the bore wall is primarily concentrated at the inlet of the upper and lower plates. Furthermore, the maximum stress increment in the bore wall (ranging from 217.8 MPa to 23.4 MPa) gradually decreases, and installation force is slightly dropped during the initial stage. This indicates that the softening effect induced by large interference fit is a critical factor affecting the dynamic installation process.
- The critical interference-fit threshold at which bore wall stress states attain yield strength equivalence is quantitatively established at approximately 1%. Below this critical threshold, the material response is predominantly characterized by elastic deformation mechanisms, whereas beyond this magnitude, plastic deformation modes become the governing mechanical behavior. This elastoplastic transition behavior fundamentally defines the optimal installation interference magnitude as 1% for joint integrity preservation. Furthermore, a high correlation is identified between bore wall inlet deformation characteristics and cross-sectional temperature fluctuation patterns.
- At interference-fit amounts of 1% and 1.5%, the installation time in Stage 1 is 1.45 to 2.8 times and 2.29 to 2.67 times longer compared to other stages, respectively. This indicates that a significant amount of energy is required to overcome the installation resistance of the bore wall during the initial stage. The high degree of fit between experimental and simulation results, with errors not exceeding 3.71% and below the engineering requirement of 5%, confirms the reliability of the simulation model and the accuracy of its results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gloria, A.; Montanari, R.; Richetta, M.; Varone, A. Alloys for aeronautic applications: State of the art and perspectives. Metals 2019, 9, 662. [Google Scholar] [CrossRef]
- Singh, P.; Pungotra, H.; Kalsi, N.S. On the characteristics of titanium alloys for the aircraft applications. Mater. Today Proc. 2017, 4, 8971–8982. [Google Scholar] [CrossRef]
- Liang, J.S.; Jiang, H.; Zhang, J.S.; Wu, X.H.; Zhang, X.; Li, G.Y.; Cui, J.J. Investigations on mechanical properties and microtopography of electromagnetic self-piercing riveted joints with carbon fiber reinforced plastics/aluminum alloy 5052. Arch. Civ. Mech. Eng. 2019, 19, 240–250. [Google Scholar] [CrossRef]
- Beber, M.; Stejskal, M.; Sedlacek, F. Determination of mechanical properties of blind rivet joints using numerical simulations and experimental testing. Mater. 2025, 18, 229. [Google Scholar] [CrossRef]
- Cao, Z.Q.; Zhang, M.H.; Tan, X.C.; Guo, C.X.; Zuo, D.Q. Overview of riveting technology for aviation composite structure. Aeronaut. Manuf. Technol. 2023, 66, 26–37. [Google Scholar]
- Feng, D.G.; Cao, Z.Q. Quality comparing analysis of electromagnetic riveting and pneumatic riveting. Forg Stamp Technol. 2012, 37, 123–126. [Google Scholar]
- Cao, Z.Q.; Zuo, Y.J. Electromagnetic riveting technique and its applications. Chin. J. Aeronaut. 2020, 33, 5–15. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, H.P.; Su, H.; Li, C.F. Experimental evaluation on mechanical properties of a riveted structure with electromagnetic riveting. Int. J. Adv. Manuf. Technol. 2016, 83, 2071–2082. [Google Scholar] [CrossRef]
- Jiang, H.; Cong, Y.J.; Zhang, J.S.; Wu, X.H.; Li, G.Y.; Cui, J.J. Fatigue response of electromagnetic riveted joints with different rivet dies subjected to pull-out loading. Int. J. Fatigue 2019, 129, 105238. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, D.Y.; Hou, D.X.; Yu, L.; Tong, M.J. One time forming electromagnetic riveting technology of large diameter and large aspect ratio rivets. Missiles Space Veh. 2022, 01, 100–104. [Google Scholar]
- Li, J.; Li, Y.; Zhang, K.; Liu, P.; Zuo, P. Interface damage behaviour during interference-fit bolt installation process for CFRP/Ti alloy joining structure. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1359–1371. [Google Scholar]
- Zuo, Y.J. Quasi-Static and Dynamic Damage and Failure Investigation of CFRP/Ti Interference Fit Bolted Structures. Ph.D. Thesis, Northwestern Polytechnical University, Xi’an, China, 2018. [Google Scholar]
- Wang, X.H.; Cao, Z.Q.; Zhang, M.H.; Li, X.; Yuan, X.Y.; Du, M. Comparative study on installation efficiency and noise of interference bolts with different riveting guns. J. Plast. Eng. 2022, 29, 127–134. [Google Scholar]
- Pham, V.B.; Pham, C.H.; Hancock, G.J. Block shear and tear-out in bolted connections as limited by curling. Thin-Walled Struct. 2023, 187, 110754. [Google Scholar]
- Zheng, Y.P.; Zhang, C.Y.; Tie, Y.; Wang, X.; Li, M.K. Tensile properties analysis of CFRP-titanium plate multi-bolt hybrid joints. Chin. J. Aeronaut. 2022, 35, 464–474. [Google Scholar]
- Cao, Z.Q.; Yang, X.N.; Zuo, Y.J.; Chou, J.W. Installation quality assessment of interference fit titanium bolt in stress-wave driving process by simulations. Mater. Sci. Technol. 2018, 26, 24–30. [Google Scholar]
- Yang, Y.; Zheng, W.; Liang, B.; Luo, B.; Hu, W.L.; Zhang, K.F.; Cheng, H. Topography characteristics and formation mechanism of the bolt-hole contact interface during the bolt installation of interference-fit composite structure. Thin-Walled Struct. 2022, 179, 109642. [Google Scholar]
- Luo, B.; Xue, L.Y.; Wang, Q.S.; Zou, P. Mechanistic study of failure in CFRP hybrid bonded-bolted interference connection structures under tensile loading. Mater. 2024, 17, 2117. [Google Scholar]
- Wang, X.H.; Cao, Z.Q.; Wang, Y.H.X.; Guo, Y.J. Influence of bolt dynamic installation on topography characteristics and mechanical behaviors of CFRP interference-fit bolted joints. Chin. J. Aeronaut. 2024, 37, 482–500. [Google Scholar]
- Sirigiri, V.K.R.; Gudiga, V.Y.; Gattu, U.S.; Suneesh, G.; Buddaraju, K.M. A review on johnson cook material model. Mater. Today Proc. 2022, 62, 3450–3456. [Google Scholar]
- Gao, Z.G.; He, Y.T.; Zhang, T.Y.; Tan, X.F. Effect of interference fit on mechanical properties of aircraft wing bolt connection structure. J. Air Force Eng. Univ. 2021, 22, 22–27. [Google Scholar]
- Zuo, Y.J.; Cao, Z.Q.; Zheng, G.; Zhang, Q.L. Damage behavior investigation of CFRP/Ti bolted joint during interference fit bolt dynamic installation progress. Eng. Fail. Anal. 2020, 111, 104454. [Google Scholar]
- Liu, J.; Deng, Y.J. Research on the recursive method for real time variance calculation. Mater. Sci. Inf. Technol. 2012, 433–440, 3196–3199. [Google Scholar]
- Wu, H.Y.; Lu, B.H.; Guo, C.; Wang, Y.H. Impact analysis of geometric characteristics and boundary conditions on the stiffness of sheet metal parts. Mater. Sci. 2014, 20, 429–435. [Google Scholar]
- Wang, S.Y.; Zhan, L.; Xi, H.F.; Bruhns, O.T.; Xiao, H. Unified simulation of hardening and softening effects for metals up to failure. Appl. Math. Mech. 2021, 42, 1685–1702. [Google Scholar]
- Xu, Z.H.; Zhan, L.; Wang, S.Y.; Xi, H.F.; Xiao, H. Realistic hardening-to-softening transition effects of metals over the finite strain range up to failure. Multidiscip. Model. Mater. Struct. 2021, 17, 525–536. [Google Scholar]
- Zeng, X.; Wu, W.B.; Zou, J.; Elchalakani, M. Constitutive model for equivalent stress-plastic strain curves including full-range strain hardening behavior of high-strength steel at elevated temperatures. Materials 2022, 15, 8075. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Feng, D.Y.; Zeng, F. Enhancement effect of interference fit on 7075 aluminum alloy plate with extremely small edge distance. Ordn. Mater. Sci. Eng. 2018, 41, 15–20. [Google Scholar]
- Zheng, G.; Cao, Z.Q.; Zuo, Y.J. A dynamic cold expansion method to improve fatigue performance of holed structures based on electromagnetic load. Int. J. Fatigue 2021, 148, 106253. [Google Scholar]
- Stopka, K.S.; Yaghoobi, M.; Allison, J.E.; McDowell, D.L. Effects of Boundary Conditions on Microstructure-Sensitive Fatigue Crystal Plasticity Analysis. Mater. Manuf. Innov. 2021, 10, 393–412. [Google Scholar]
- Zheng, G.; Cao, Z.Q.; Zuo, Y.J.; Zuo, D.Q.; Ou, P.; Chen, H. Residual stress distribution and fatigue performance investigations of electromagnetic force-based dynamic cold expansion open-holed sheet. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 237, 1109–1123. [Google Scholar]
- Zuo, D.Q.; Jin, S.Q.; Liu, J.; Cao, Y.J.; Zhang, M.H.; Zheng, G.; Lin, B.B.; Fu, Y.M. Numerical simulation on the dynamic cold extrusion of bolted single-lap Al/Al joint under interference-fit. In Proceedings of the 14th Asia Conference on Mechanical and Aerospace Engineering, Hong Kong, China, 22–24 December 2023. [Google Scholar]
- Glezer, A.M.; Sundeev, R.V.; Shalimova, A.V.; Metlov, L.S. Physics of severe plastic deformation. Phys. -Uspekhi 2023, 66, 32–58. [Google Scholar] [CrossRef]
- Legostaeva, E.; Eroshenko, A.; Vavilov, V.; Skripnyak, V.A.; Chulkov, A.; Kozulin, A.; Glukhov, I.; Sharkeev, Y. Comparative Investigation of the Influence of Ultrafine-Grained State on Deformation and Temperature Behavior and Microstructure Formed during Quasi-Static Tension of Pure Titanium and Ti-45Nb Alloy by Means of Infrared Thermography. Materials 2022, 15, 8480. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | A/MPa | B/MPa | n | m | C | Tmelt/°C | Troom/°C |
|---|---|---|---|---|---|---|---|
| TC4 | 862.4 | 901.7 | 0.341 | 0.767 | 0.018 | 1652 | 25 |
| Material | Young’s modulus /GPa | Poisson’s ratio | Density /g∙cm−3 | Specific heat/J∙(kg∙K)−1 | |||
| TC4 | 114 | 0.33 | 4.45 | 678 | |||
| Interference Quantity/% | 0.5 | 1 | 1.5 | 2 |
|---|---|---|---|---|
| Variance/μm2 | 0.005 | 0.478 | 4.131 | 21.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, D.; Jin, S.; Xu, T.; Zhang, M.; Cui, M.; Ding, H.; Fu, Y. Dynamic Behavior of Ti/Ti Single-Lap Laminated Structure with a Large-Diameter Bolt-Based Electromagnetic Force: Numerical Simulation and Experimental Verification. Materials 2025, 18, 1473. https://doi.org/10.3390/ma18071473
Zuo D, Jin S, Xu T, Zhang M, Cui M, Ding H, Fu Y. Dynamic Behavior of Ti/Ti Single-Lap Laminated Structure with a Large-Diameter Bolt-Based Electromagnetic Force: Numerical Simulation and Experimental Verification. Materials. 2025; 18(7):1473. https://doi.org/10.3390/ma18071473
Chicago/Turabian StyleZuo, Duquan, Shaoqing Jin, Tianyu Xu, Minghao Zhang, Mengyang Cui, Haolin Ding, and Yaoming Fu. 2025. "Dynamic Behavior of Ti/Ti Single-Lap Laminated Structure with a Large-Diameter Bolt-Based Electromagnetic Force: Numerical Simulation and Experimental Verification" Materials 18, no. 7: 1473. https://doi.org/10.3390/ma18071473
APA StyleZuo, D., Jin, S., Xu, T., Zhang, M., Cui, M., Ding, H., & Fu, Y. (2025). Dynamic Behavior of Ti/Ti Single-Lap Laminated Structure with a Large-Diameter Bolt-Based Electromagnetic Force: Numerical Simulation and Experimental Verification. Materials, 18(7), 1473. https://doi.org/10.3390/ma18071473