
Improving Deep Drawing Quality of DD13 Sheet Metal: Optimization of Process Parameters Using Box–Behnken Design


Abstract
1. Introduction
2. Experimental Method
2.1. Experimental Material
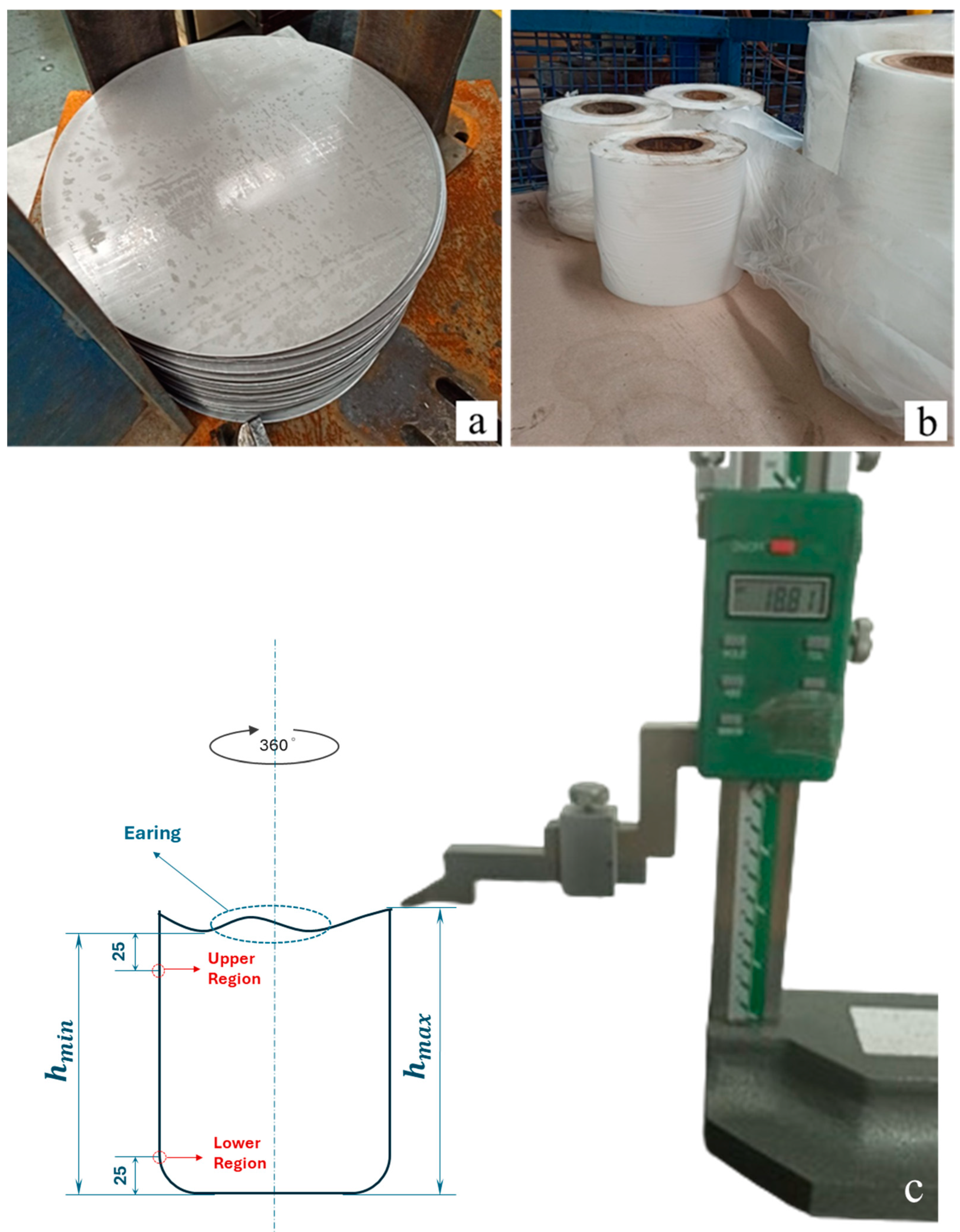
2.2. Experimental Set-Up
2.3. Box–Behnken Design (BBD)
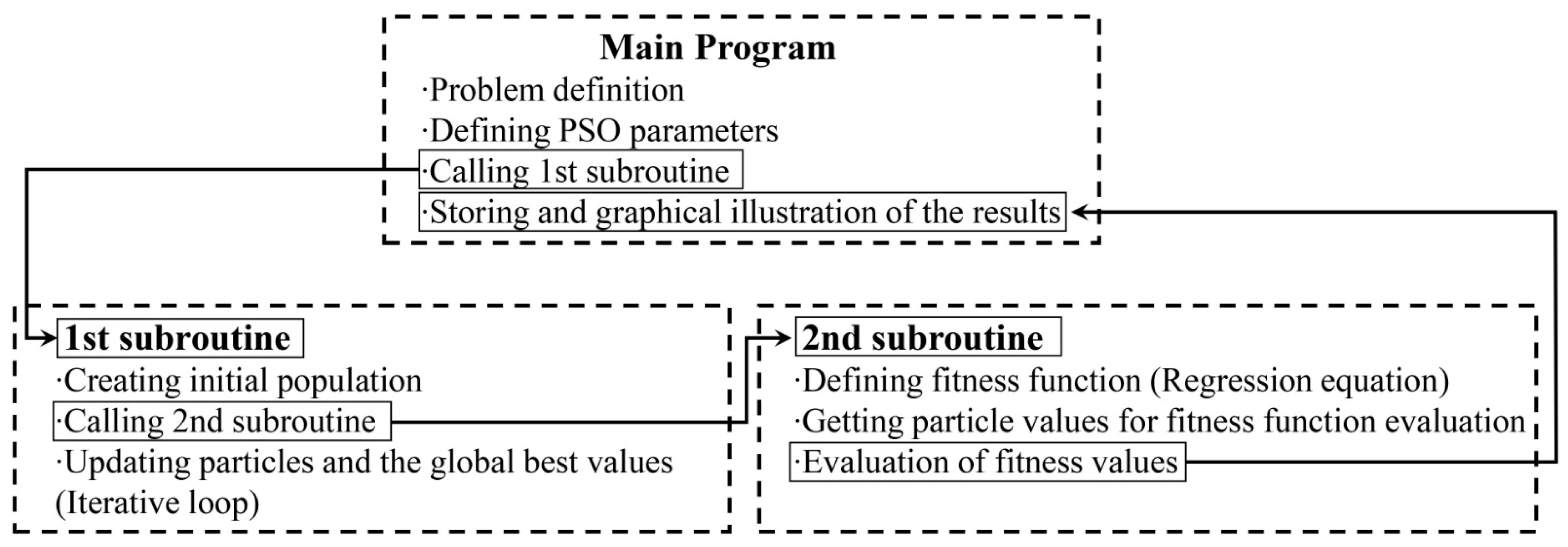
2.4. Particle Swarm Optimization
3. Result and Discussion
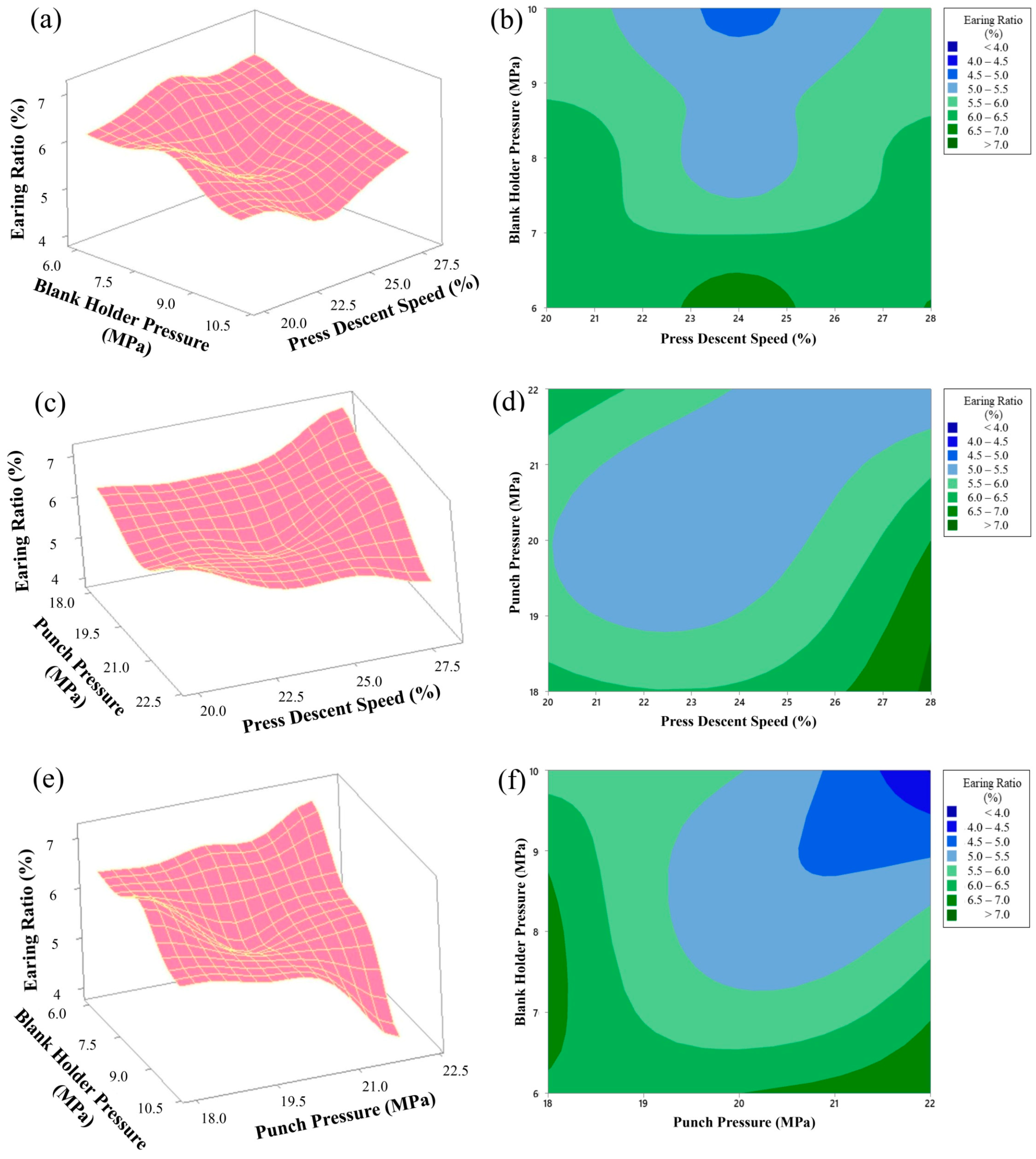
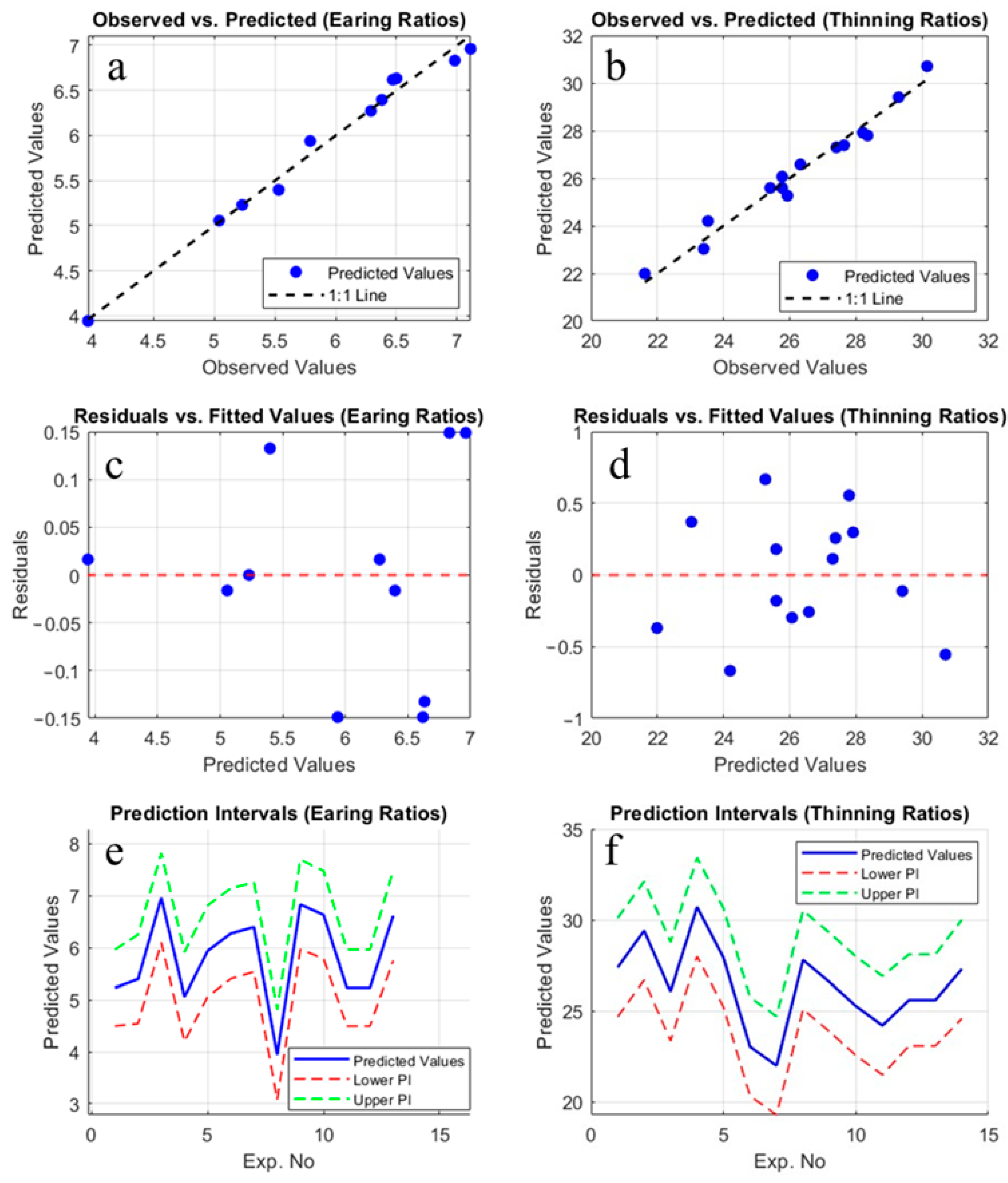
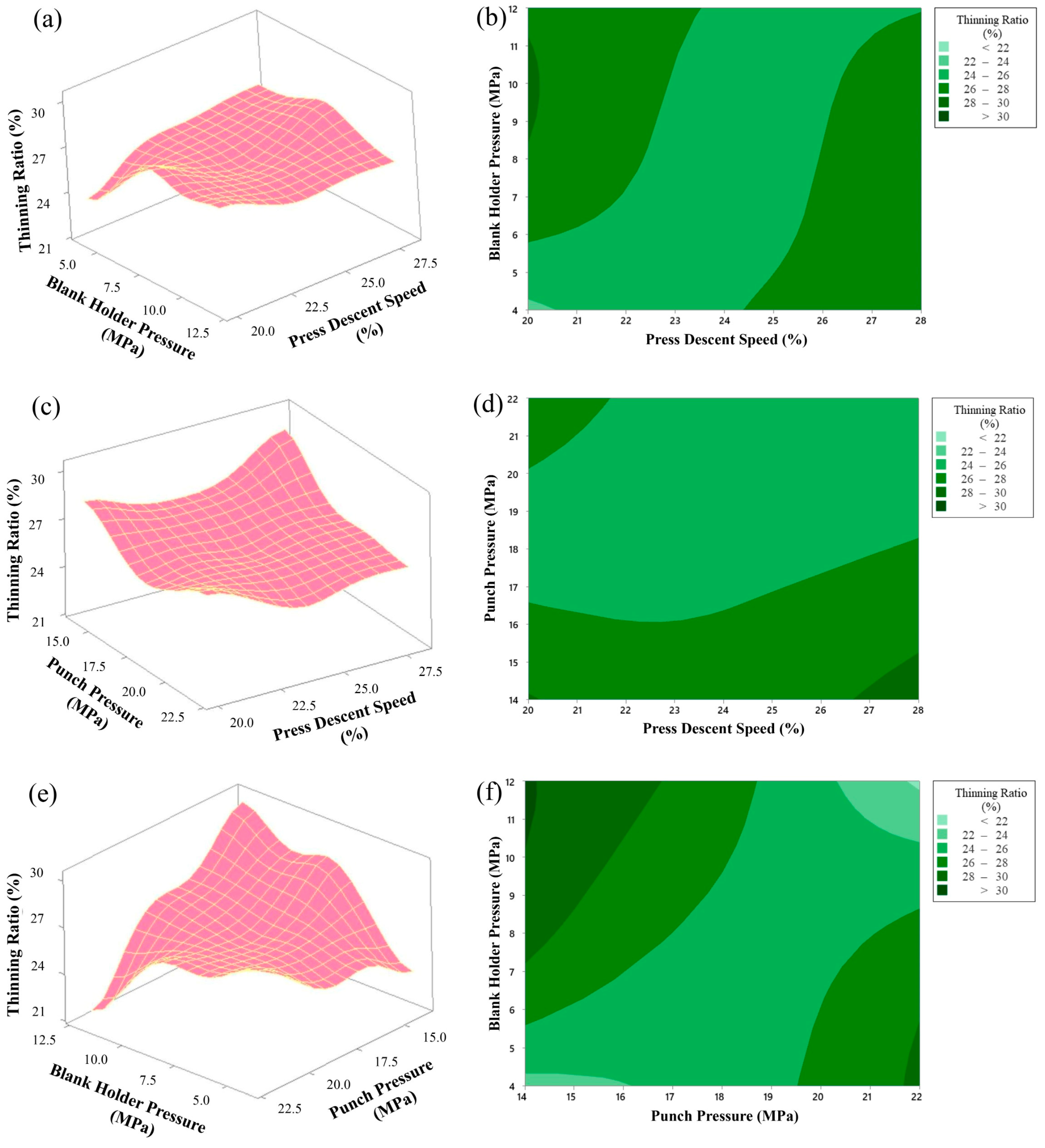
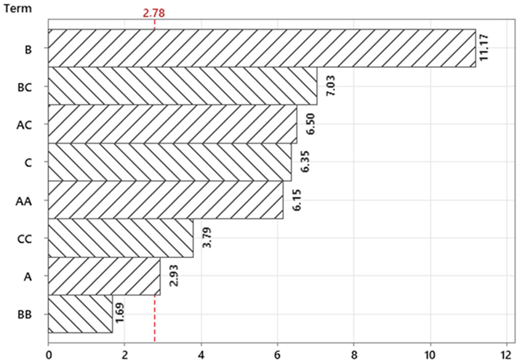
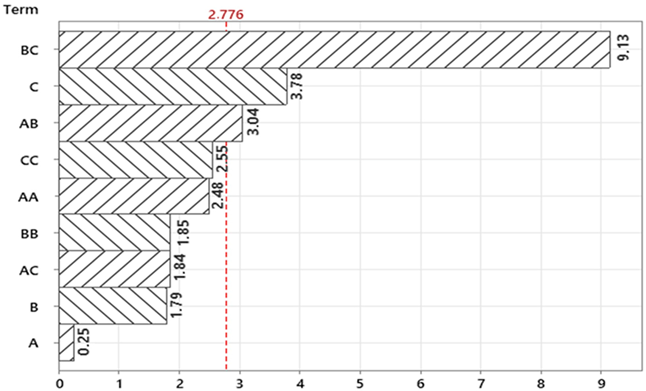
3.1. Results of the Box–Behnken Design
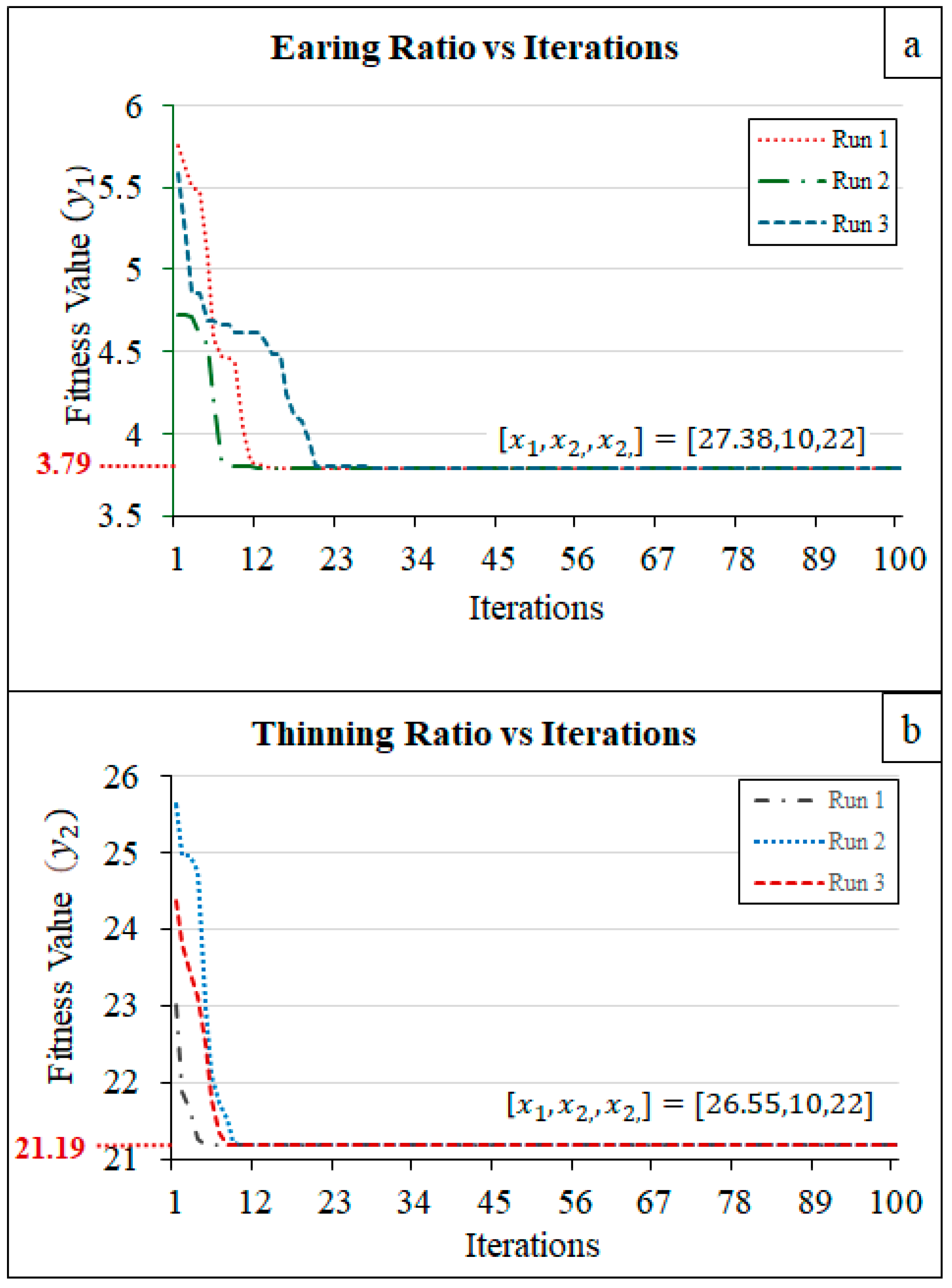
3.2. Optimization Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sensoy., A.T. Numerical simulation and mathematical modeling of the casting process for pearlitic spheroidal graphite cast iron. Open Chem. 2022, 20, 1202–1211. [Google Scholar]
- Sensoy., A.T.; Gökçe, H. Simulation and optimization of gamma-ray linear attenuation coefficients of barite concrete shields. Constr. Build. Mater. 2020, 253, 119218. [Google Scholar]
- Guerra-Zubiaga, D.; Kuts, V.; Mahmood, K.; Bondar, A.; Nasajpour-Esfahani, N.; Otto, T. An approach to develop a digital twin for industry 4.0 systems: Manufacturing automation case studies. Int. J. Comput. Integr. Manuf. 2021, 34, 933–949. [Google Scholar]
- Gao, M.D.; He, K.; Li, L.; Wang, Q.; Liu, C. A Review on Energy Consumption, Energy Efficiency and Energy Saving of Metal Forming Processes from Different Hierarchies. Processes 2019, 7, 357. [Google Scholar] [CrossRef]
- Ivanov, M.; Kuhnt, S. A Parallel Optimization Algorithm based on FANOVA Decomposition. Qual. Reliab. Eng. Int. 2014, 30, 961–974. [Google Scholar] [CrossRef]
- Srikanth, A.; Zabaras, N. Shape optimization and preform design in metal forming processes. Comput. Methods Appl. Mech. Eng. 2000, 190, 1859–1901. [Google Scholar]
- Bonte, M.H.A.; Fourment, L.; Do, T.-T.; Boogaard, A.H.v.D.; Huétink, J. Optimization of forging processes using Finite Element simulations. Struct. Multidiscip. Optim 2010, 42, 797–810. [Google Scholar]
- Bonte, M.H.A.; van den Boogaard, A.H.; van Ravenswaaij, R. The robust optimisation of metal forming processes. In Proceedings of the 10th ESAFORM Conference on Material Forming, Zaragosa, Spain, 18–20 April 2007. [Google Scholar]
- Strano, M. Reliability Based Economical Optimization of Sheet Metal Forming Processes. Int. J. Mater. Form. 2010, 3, 41–44. [Google Scholar] [CrossRef]
- Zhao, G.; Ma, X.; Zhao, X.; Grandhi, R.V. Studies on Optimization of Metal Forming Processes Using Sensitivity Analysis Methods. J. Mech. Work. Technol. 2004, 147, 217–228. [Google Scholar] [CrossRef]
- Lee, J.-J.; Park, G.-J. A Preliminary Study on the Optimum Parameters in Sheet Metal Forming. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar]
- Ma, W.; Yang, J.; Zhang, J.; Zheng, X.; Wang, B. Analysis and Optimization of Stamping B-pillar of High Strength Steel DH780. In Proceedings of the 2018 3rd International Conference on Control, Automation and Artificial Intelligence (CAAI 2018), Beijing, China, 26–27 August 2018. [Google Scholar]
- Puška, A.; Stojanović, I. Application of Taguchi Method in Optimization of the Extraction Procedure of Sheet Metal. Adv. Eng. Lett. 2024, 3, 13–20. [Google Scholar]
- Do, T.T.; Minh, P.S.; Le, N. Effect of Tool Geometry Parameters on the Formability of a Camera Cover in the Deep Drawing Process. Materials 2021, 14, 3993. [Google Scholar] [CrossRef] [PubMed]
- Mo, C.; Xu, Y.; Yuan, S. Research on hydroforming of 5A06 aluminum alloy semi-ellipsoid shell with differential thickness. Int. J. Adv. Manuf. Technol. 2022, 125, 603–612. [Google Scholar] [CrossRef]
- Ilić, J.; Grbić, T.; Hadžistević, M.; Milutinović, M.; Kraišnik, M.; Movrin, D. Deep drawing with unconventional tooling: Impact of process parameters on a part accuracy. Adv. Technol. Mater. 2023, 48, 27–31. [Google Scholar] [CrossRef]
- Khleif, A.A.; Younis, K.M.; Tuaimah, A. Effect of Blank Holder Force on Strains and Thickness Distribution in Deep Drawing Process. Eng. Technol. J. 2014, 32, 2009–2019. [Google Scholar] [CrossRef]
- Lazarescu, L.; Nicodim, I.; Banabic, D. Evaluation of Drawing Force and Thickness Distribution in the Deep-Drawing Process with Variable Blank-Holding. Key Eng. Mater. 2015, 639, 33–40. [Google Scholar]
- Celik, I.; Yayla, A. Investigation of the Effects of Different Process Parameters on Deep Drawing Performance. Int. J. Adv. Nat. Sci. Eng. Res. 2024, 8, 398–403. [Google Scholar]
- Lela, B.; Duplančić, I.; Bajić, D. Parametric and non-parametric modelling of earing and hardness of deep drawn cups. Mater. Sci. Technol. 2009, 25, 969–975. [Google Scholar]
- Tran, M.T.; Shan, Z.; Lee, H.W.; Kim, D.-K. Earing Reduction by Varying Blank Holding Force in Deep Drawing with Deep Neural Network. Metals 2021, 11, 395. [Google Scholar] [CrossRef]
- Koowattanasuchat, P.; Mahayotsanun, N.; Ngernbamrung, S.; Mahabunphachai, S. Formability Effects of Variable Blank Holder Force on Deep Drawing of Stainless Steel. MATEC Web Conf. 2016, 80, 15005. [Google Scholar] [CrossRef]
- Palmieri, M.E.; Lorusso, V.D.; Tricarico, L. Robust Optimization and Kriging Metamodeling of Deep-Drawing Process to Obtain a Regulation Curve of Blank Holder Force. Metals 2021, 11, 319. [Google Scholar] [CrossRef]
- Salahshoor, M.; Gorji, H.; Bakhshi-Jooybari, M. Analysis of the effects of tool and process parameters in hydrodynamic deep drawing assisted by radial pressure. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 145. [Google Scholar] [CrossRef]
- Zhang, H.; Qin, S. Development of forming process for deep drawing of square cup with optimized blank holder pressure. Int. J. Adv. Manuf. Technol. 2024, 132, 3993–4003. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Material | Chemical Composition (%) | ||||
|---|---|---|---|---|---|
| DD13 | C | Mn | S | P | Fe |
| 0.08 | 0.46 | 0.03 | 0.03 | Balance | |
| Symbols | Parameters | Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| ) | Press Descent Speed (%) | 20% | 24% | 28% |
| ) | Blank Holder Pressure (MPa) | 6 | 8 | 10 |
| ) | Punch Pressure (MPa) | 18 | 20 | 22 |
| Exp. No | Press Descent Speed (%) | Blank Holder Pressure (MPa) | Punch Pressure (MPa) | Min. Height (mm) | Max. Height (mm) | Earing Ratio ** (%) |
|---|---|---|---|---|---|---|
| 1 | 24 | 8 | 20 | 210.65 | 222.27 | 5.23 |
| 2 | 20 | 10 | 20 | 210.96 | 223.30 | 5.53 |
| 3 | 28 | 8 | 18 | 207.75 | 223.64 | 7.11 |
| 4 | 28 | 8 | 22 | 212.53 | 223.80 | 5.04 |
| 5 | 24 | 10 | 18 | 212.20 | 225.25 | 5.79 |
| 6 | 20 | 8 | 18 | 207.00 | 220.89 | 6.29 |
| 7 | 24 | 6 | 18 | 208.20 | 222.39 | 6.38 |
| 8 | 24 | 10 | 22 | 211.79 | 220.52 | 3.96 |
| 9 | 24 | 6 | 22 | 209.23 | 224.94 | 6.98 |
| 10 | 28 | 6 | 20 | 208.01 | 222.48 | 6.50 |
| 11 * | 28 | 10 | 20 | 210.31 | 224.89 | 6.48 |
| 12 * | 20 | 6 | 20 | 210.24 | 221.73 | 5.18 |
| 13 | 24 | 8 | 20 | 210.72 | 222.35 | 5.23 |
| 14 | 24 | 8 | 20 | 210.68 | 222.31 | 5.23 |
| 15 | 20 | 8 | 22 | 208.60 | 223.04 | 6.47 |
 | ||||||
| Source | DF | Sum of Squares | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 8 | 9.52599 | 1.19075 | 39.64 | 0.002 |
| Linear | 3 | 2.00497 | 0.66832 | 22.25 | 0.006 |
| x1 | 1 | 1.28264 | 1.28264 | 42.70 | 0.003 |
| x2 | 1 | 0.50432 | 0.50432 | 16.79 | 0.015 |
| x3 | 1 | 0.19085 | 0.19085 | 6.35 | 0.065 |
| Quadratic Terms | 3 | 1.78554 | 0.59518 | 19.81 | 0.007 |
| x1 * x1 | 1 | 1.13777 | 1.13777 | 37.87 | 0.004 |
| x2 * x2 | 1 | 0.08599 | 0.08599 | 2.86 | 0.166 |
| x3 * x3 | 1 | 0.43331 | 0.43331 | 14.42 | 0.019 |
| Interactive Terms | 2 | 2.75784 | 1.37892 | 45.9 | 0.002 |
| x1 * x3 | 1 | 1.27171 | 1.27171 | 42.33 | 0.003 |
| x2 * x3 | 1 | 1.48613 | 1.48613 | 49.47 | 0.002 |
| Error | 4 | 0.12017 | 0.03004 | ||
| Lack of Fit | 2 | 0.12016 | 0.06008 | 17681.1 | |
| Pure Error | 2 | 0.00001 | 0 | ||
| Total | 12 | 9.64616 |
| Exp. No | Press Descent Speed (%) | Blank Holder Pressure (MPa) | Punch Pressure (MPa) | Upper Region Final Thickness | Lower Region Final Thickness | Thinning Ratio ** (%) (Ratio of the Thickness Difference in the Upper and Lower Regions) |
|---|---|---|---|---|---|---|
| 1 * | 24 | 8 | 20 | 2.86 | 2.86 | 0.00 |
| 2 | 20 | 10 | 20 | 3.98 | 2.88 | 27.64 |
| 3 | 28 | 8 | 18 | 3.96 | 2.80 | 29.29 |
| 4 | 28 | 8 | 22 | 3.88 | 2.88 | 25.77 |
| 5 | 24 | 10 | 18 | 3.98 | 2.78 | 30.15 |
| 6 | 20 | 8 | 18 | 3.90 | 2.80 | 28.21 |
| 7 | 24 | 6 | 18 | 3.76 | 2.88 | 23.40 |
| 8 | 24 | 10 | 22 | 3.70 | 2.90 | 21.62 |
| 9 | 24 | 6 | 22 | 3.88 | 2.78 | 28.35 |
| 10 | 28 | 6 | 20 | 3.80 | 2.80 | 26.32 |
| 11 | 28 | 10 | 20 | 3.78 | 2.80 | 25.93 |
| 12 | 20 | 6 | 20 | 3.74 | 2.86 | 23.53 |
| 13 | 24 | 8 | 20 | 3.70 | 2.76 | 25.41 |
| 14 | 24 | 8 | 20 | 3.88 | 2.88 | 25.77 |
| 15 | 20 | 8 | 22 | 3.94 | 2.86 | 27.41 |
 | ||||||
| Source | DF | Sum of Squares | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 9 | 71.8876 | 7.9875 | 14.68 | 0.010 |
| Linear | 3 | 42.1878 | 14.0626 | 25.84 | 0.004 |
| X1 | 1 | 4.6472 | 4.6472 | 8.54 | 0.043 |
| X2 | 1 | 32.7669 | 32.7669 | 60.22 | 0.001 |
| X3 | 1 | 0.2671 | 0.2671 | 0.49 | 0.522 |
| Quadratic Terms | 3 | 10.0002 | 3.3334 | 6.13 | 0.056 |
| X1 * X1 | 1 | 3.3681 | 3.3681 | 6.19 | 0.068 |
| X2 * X2 | 1 | 1.8624 | 1.8624 | 3.42 | 0.138 |
| X3 * X3 | 1 | 3.5643 | 3.5643 | 6.55 | 0.063 |
| Interaction Terms | 3 | 52.3135 | 17.4378 | 32.05 | 0.003 |
| X1 * X2 | 1 | 5.0594 | 5.0594 | 9.30 | 0.038 |
| X1 * X3 | 1 | 1.8575 | 1.8575 | 3.41 | 0.138 |
| X2 * X3 | 1 | 45.3965 | 45.3965 | 83.42 | 0.001 |
| Error | 4 | 2.1766 | 0.5442 | ||
| Lack of Fit | 3 | 2.1090 | 0.7030 | 10.39 | 0.223 |
| Pure error | 1 | 0.0676 | 0.0676 | ||
| Total | 13 | 74.0643 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Celik, I.; Şensoy, A.T.; Seven, G.; Cicek, D. Improving Deep Drawing Quality of DD13 Sheet Metal: Optimization of Process Parameters Using Box–Behnken Design. Materials 2025, 18, 1424. https://doi.org/10.3390/ma18071424
Celik I, Şensoy AT, Seven G, Cicek D. Improving Deep Drawing Quality of DD13 Sheet Metal: Optimization of Process Parameters Using Box–Behnken Design. Materials. 2025; 18(7):1424. https://doi.org/10.3390/ma18071424
Chicago/Turabian StyleCelik, Ilhan, Abdullah Tahir Şensoy, Gokhan Seven, and Dilek Cicek. 2025. "Improving Deep Drawing Quality of DD13 Sheet Metal: Optimization of Process Parameters Using Box–Behnken Design" Materials 18, no. 7: 1424. https://doi.org/10.3390/ma18071424
APA StyleCelik, I., Şensoy, A. T., Seven, G., & Cicek, D. (2025). Improving Deep Drawing Quality of DD13 Sheet Metal: Optimization of Process Parameters Using Box–Behnken Design. Materials, 18(7), 1424. https://doi.org/10.3390/ma18071424