
Investigation of the Microstructure and Mechanical Properties of Heat-Treatment-Free Die-Casting Aluminum Alloys Through the Control of Laser Oscillation Amplitude

Abstract

1. Introduction
2. Materials and Methods
3. Results and Discussion
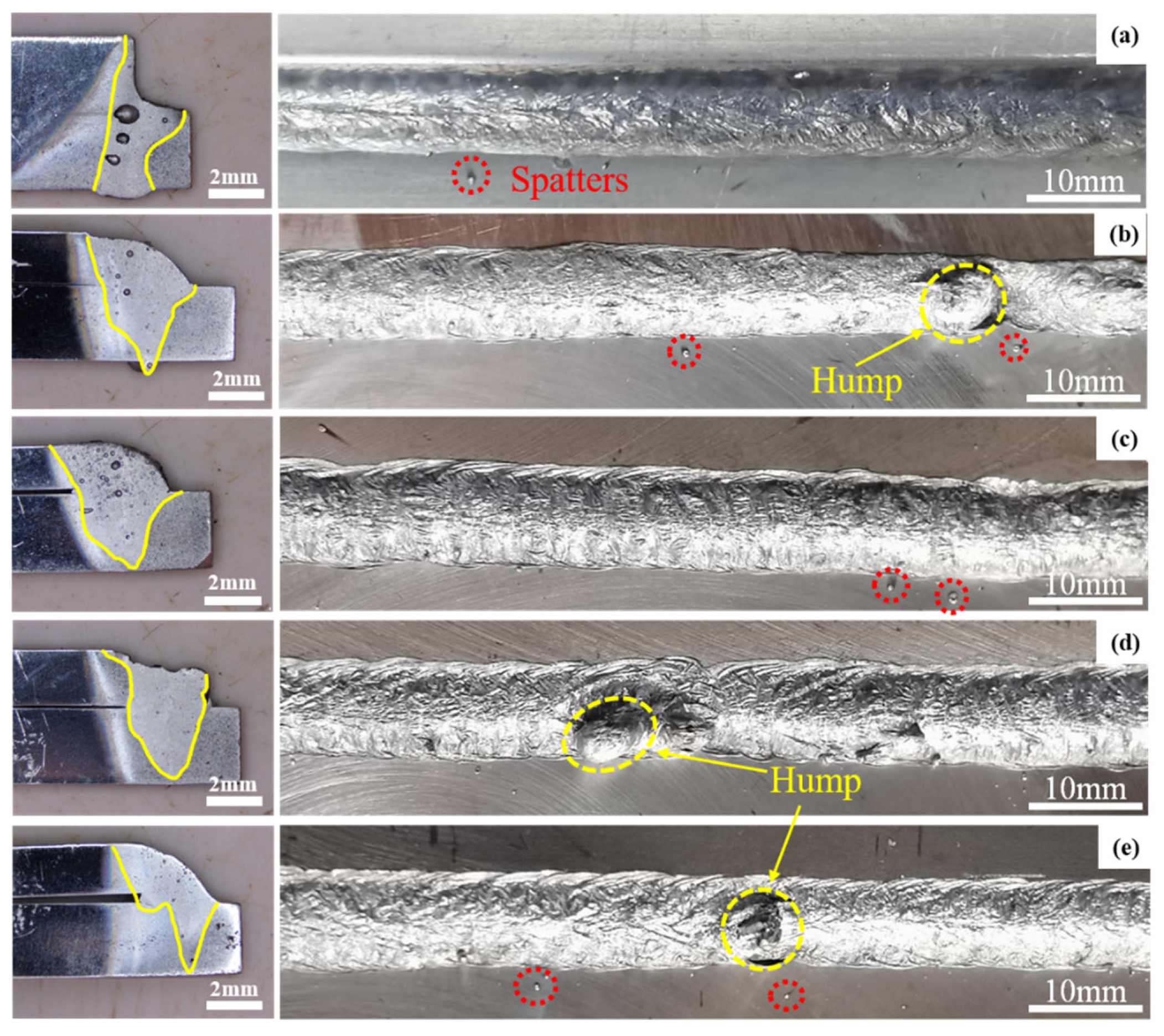
3.1. Weld Morphology of AlSi7MnMg Lap Joints with Different Laser Oscillation Amplitudes
3.1.1. Effect of Laser Oscillation Amplitude on the Macroscopic Morphology of the Weld Seam
3.1.2. Effect of Laser Oscillation Amplitude on Weld Seam Size
3.1.3. Effect of Laser Oscillation Amplitude on Reynolds Number
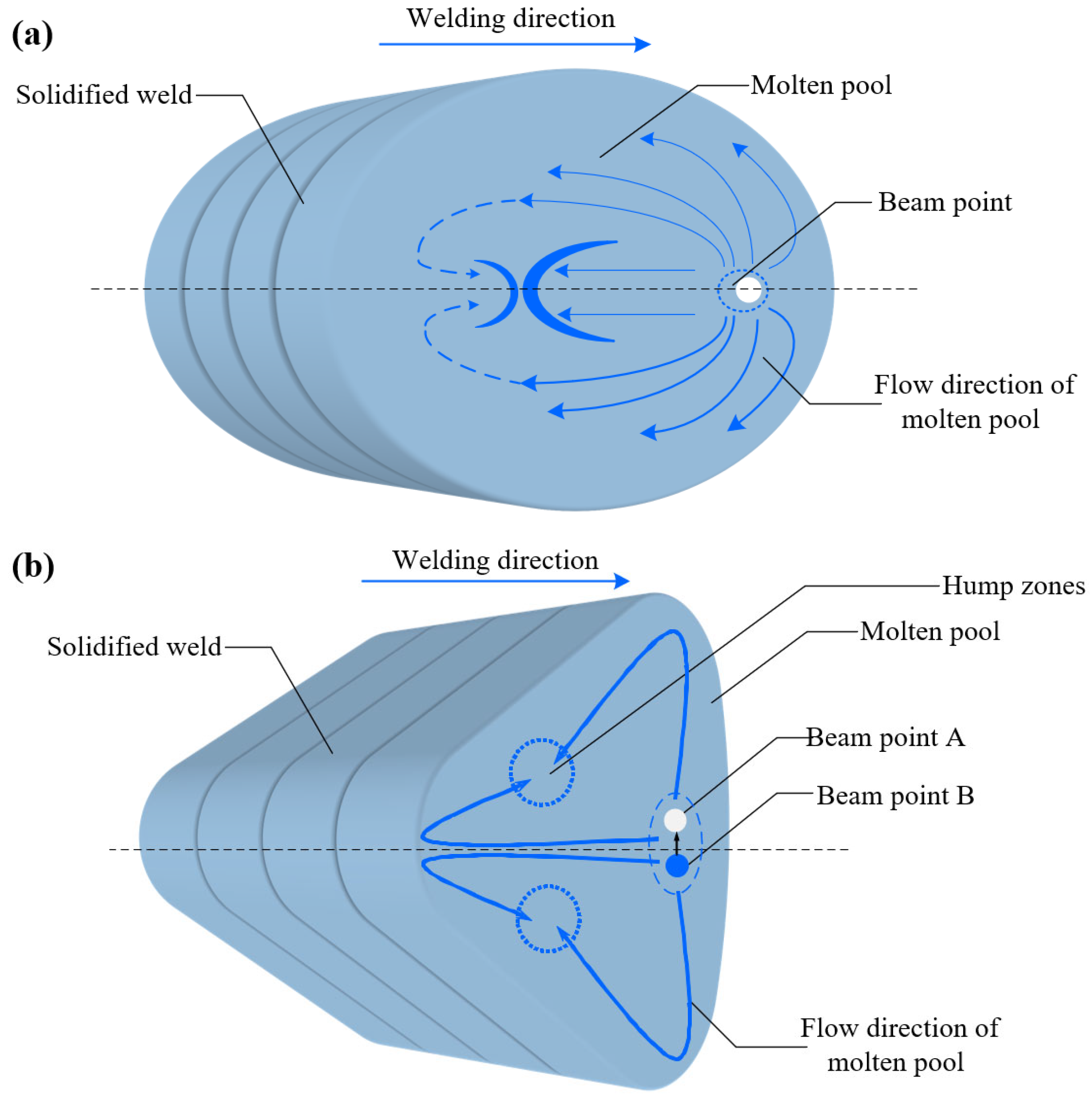
3.1.4. Influence of Laser Oscillations on the Flow State of the Weld Pool
3.2. Effect of Laser Oscillation Amplitude on the Microstructure of Welded Joints
3.2.1. Grain Characteristics of Welded Joints
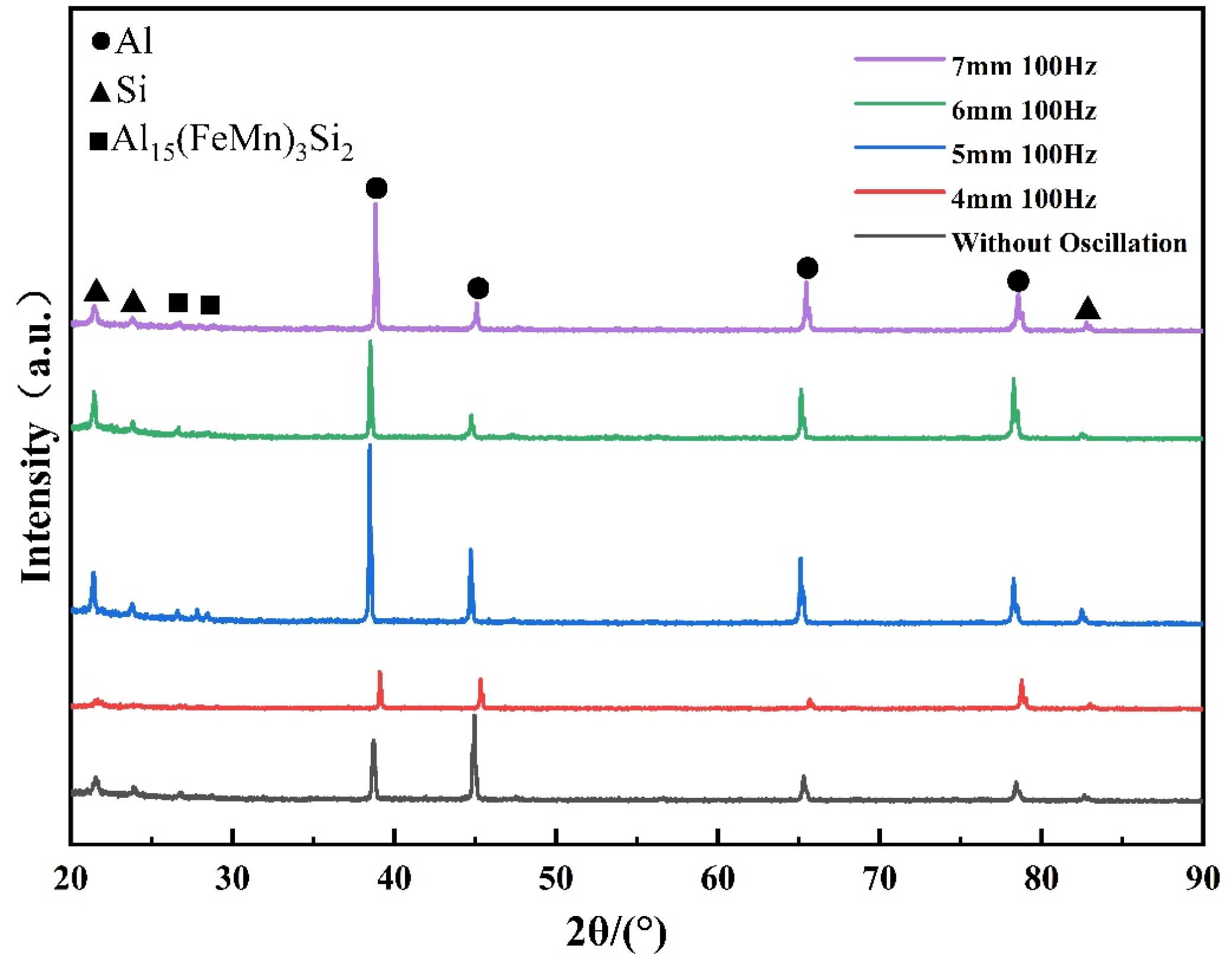
3.2.2. Second Phase Distribution
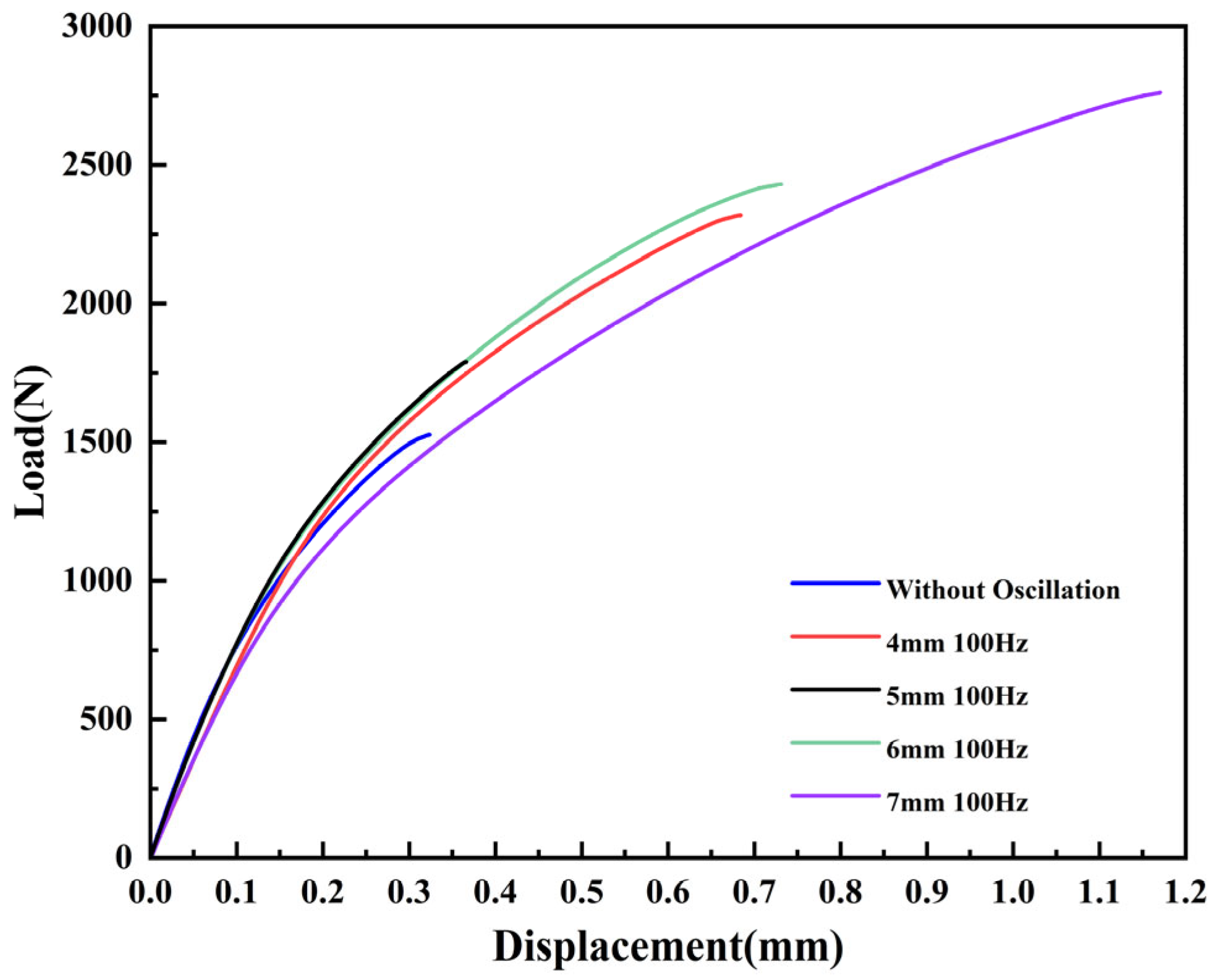
3.2.3. Effect of Different Oscillation Amplitudes on Pulling Shear Performance
4. Conclusions
- Laser oscillation welding significantly improved the morphology of lap fillet welds in AISi7MnMg aluminum alloy plates. The collapse defect caused by conventional laser welding is avoided, and there is an obvious difference in the weld angle, which is transformed from a concave weld to a convex weld, effectively increasing the bonding area between the base materials. The increase in the bonding area is conducive to the stability of the welded structure and the improvement of the load-carrying capacity, and it is better to apply the laser oscillatory welding of AISi7MnMg aluminum alloy to the connection between the structural parts of new energy vehicles. In addition, the weld surface ripples changed from irregular arc ripples to more uniform quarter-arc ripples.
- The laser oscillation welding process significantly improves the microstructure of the weld. During the oscillation process, the equiaxed grain zone in the fusion zone expands beyond the center of the weld. In conventional laser welding, a wide range of eutectic silicon phases tends to aggregate, forming a lamellar structure; with the addition of laser oscillation and amplitude increases, eutectic silicon aggregation is broken; a large area of continuous distribution is gradually transformed into a network along the grain boundaries of the distribution and is finally uniformly dispersed. Simultaneously, the fluidity of the molten pool has been effectively enhanced, leading to the gradual disappearance of the blocky Al15(Fe, Mn)3Si2 phase, whereas the quantity of the Mg2Si phase remains unchanged but is distributed more uniformly.
- The laser oscillation process improves the mechanical properties of the lap fillet welds of non-heat-treated die-cast aluminum alloys. Compared to conventional laser-welded joints, oscillation laser-welded joints exhibit superior tensile shear properties. The optimal performance is achieved when the oscillation parameters are set at 7 mm/100 Hz, resulting in increases of 80.9% and 254.5% in maximum tensile shear load and displacement, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, T.; Song, J.; Zhang, A.; You, G.; Yang, Y.; Jiang, B.; Qin, X.; Xu, C.; Pan, F. Progress and prospects in Mg-alloy super-sized high pressure die casting for automotive structural components. J. Magnes. Alloys 2023, 11, 4166–4180. [Google Scholar] [CrossRef]
- Wang, Y.; Kang, H.-J.; Guo, Y.; Chen, H.-T.; Hu, M.-L.; Ji, Z.-S. Design and preparation of aluminum alloy with high thermal conductivity based on CALPHAD and first-principles calculation. China Foundry 2022, 19, 225–237. [Google Scholar] [CrossRef]
- Niu, Z.; Liu, G.; Li, T.; Ji, S. Effect of high pressure die casting on the castability, defects and mechanical properties of aluminium alloys in extra-large thin-wall castings. J. Mater. Process. Technol. 2022, 303, 117525. [Google Scholar] [CrossRef]
- Shah, M.; Patel, D.R.; Pande, S. Additive manufacturing integrated Casting—A review. Mater. Today Proc. 2022, 62, 7199–7203. [Google Scholar] [CrossRef]
- Wang, X.; Yuan, L.; Xiao, G.; Peng, L.; Li, S. A high-accuracy dynamic constitutive relation of die-cast Alâ¿¿Si aluminium alloy. Int. J. Mech. Sci. 2023, 251, 108304. [Google Scholar] [CrossRef]
- Chen, G.; Wang, B.; Mao, S.; Zhong, P.; He, J. Research on the “∞”-shaped laser scanning welding process for aluminum alloy. Opt. Laser Technol. 2019, 115, 32–41. [Google Scholar] [CrossRef]
- Dong, X.; Feng, L.; Wang, S.; Ji, G.; Addad, A.; Yang, H.; Nyberg, E.; Ji, S. On the exceptional creep resistance in a die-cast Gd-containing Mg alloy with Al addition. Acta Mater. 2022, 232, 117957. [Google Scholar] [CrossRef]
- Liu, S.-G.; Cao, F.-Y.; Ying, T.; Zhao, X.-Y.; Liu, J.-S.; Shen, H.-X.; Guo, S.; Sun, J.-F. Formation Mechanism of Surface Crack in Low Pressure Casting of A360 Alloy. Metall. Mater. Trans. B 2017, 48, 2826–2835. [Google Scholar] [CrossRef]
- Giovanni, M.T.D.; Menezes, J.T.O.d.; Cerri, E.; Castrodeza, E.M. Influence of microstructure and porosity on the fracture toughness of Al-Si-Mg alloy. J. Mater. Res. Technol. 2020, 9, 1286–1295. [Google Scholar] [CrossRef]
- Epperlein, M.; Schiebahn, A.; Reisgen, U. Resistance spot welding of die-cast and wrought aluminum alloys: Improving weld spot quality through parameter optimization. Weld. World 2024, 69, 502–525. [Google Scholar] [CrossRef]
- Réger, M.; Gáti, J.; Oláh, F.; Horváth, R.; Fábián, E.R.; Bubonyi, T. Detection of Porosity in Impregnated Die-Cast Aluminum Alloy Piece by Metallography and Computer Tomography. Crystals 2023, 13, 1014. [Google Scholar] [CrossRef]
- Hasanniah, A.; Movahedi, M. Gas tungsten arc lap welding of aluminum/steel hybrid structures. Mar. Struct. 2019, 64, 295–304. [Google Scholar] [CrossRef]
- Mokabberi, S.R.; Movahedi, M.; Kokabi, A.H. Effect of interlayers on softening of aluminum friction stir welds. Mater. Sci. Eng. A 2018, 727, 1–10. [Google Scholar] [CrossRef]
- Yan, S.; Li, Z.; Song, L.; Zhang, Y.; Wei, S. Research and development status of laser micro-welding of aluminum-copper dissimilar metals: A review. Opt. Lasers Eng. 2023, 161, 107312. [Google Scholar] [CrossRef]
- Ai, Y.; Yan, Y.; Yu, L.; Cheng, J. The Analysis of Energy Distribution Characteristics of Molten Pool in Welding of Aluminum Alloy with Oscillating Laser. Sustainability 2023, 15, 6868. [Google Scholar] [CrossRef]
- Han, J.; Shi, Y.; Zhang, G.; Volodymyr, K.; Le, W.-y. Minimizing defects and controlling the morphology of laser welded aluminum alloys using power modulation-based laser beam oscillation. J. Manuf. Process. 2022, 83, 49–59. [Google Scholar] [CrossRef]
- Huang, L.; Hua, X.; Wu, D.; Li, F. Numerical study of keyhole instability and porosity formation mechanism in laser welding of aluminum alloy and steel. J. Mater. Process. Technol. 2018, 252, 421–431. [Google Scholar] [CrossRef]
- Derakhshan, E.D.; Yazdian, N.; Craft, B.; Smith, S.; Kovacevic, R. Numerical simulation and experimental validation of residual stress and welding distortion induced by laser-based welding processes of thin structural steel plates in butt joint configuration. Opt. Laser Technol. 2018, 104, 170–182. [Google Scholar] [CrossRef]
- Li, S.; Liu, H.; Zhang, H.; Pan, X.; Sing, S.L. Research on thermal efficiency and weld forming coefficient prediction of ultra-high strength steel welded joint under different energy inputs. J. Mater. Res. Technol. 2024, 29, 4102–4109. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; et al. Direct observation of pore formation mechanisms during LPBF additive manufacturing process and high energy density laser welding. Int. J. Mach. Tools Manuf. 2020, 153, 103555. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Santos, T.G.; Miranda, R.M. Revisiting fundamental welding concepts to improve additive manufacturing: From theory to practice. Prog. Mater. Sci. 2020, 107, 100590. [Google Scholar] [CrossRef]
- Zhang, X.; Mi, G.; Xiong, L.; Wang, C. Effects of interlaminar microstructural inhomogeneity on mechanical properties and corrosion resistance of multi-layer fiber laser welded high strength low alloy steel. J. Mater. Process. Technol. 2018, 252, 81–89. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Cheng, H.; Zhou, L.; Sun, J.; Wen, S.; Wang, Y.; Chang, B.; Du, D. Processing modes in laser beam oscillating welding of Al6Cu alloy. J. Manuf. Process. 2021, 68, 1261–1270. [Google Scholar] [CrossRef]
- Cen, L.; Du, W.; Gong, M.; Lu, Y.; Zhang, C.; Gao, M. Effect of high-frequency beam oscillation on microstructures and cracks in laser cladding of Al-Cu-Mg alloys. Surf. Coat. Technol. 2022, 447, 128852. [Google Scholar]
- Mohan, A.; Ceglarek, D.; Franciosa, P.; Auinger, M. Numerical study of beam oscillation and its effect on the solidification parameters and grain morphology in remote laser welding of high-strength aluminium alloys. Sci. Technol. Weld. Join. 2023, 28, 362–371. [Google Scholar] [CrossRef]
- Zhou, X.; Zhao, H.; Liu, F.; Yang, B.; Xu, B.; Chen, B.; Tan, C. Effects of beam oscillation modes on microstructure and mechanical properties of laser welded 2060 Al-Li alloy joints. Opt. Laser Technol. 2021, 144, 107389. [Google Scholar] [CrossRef]
- Meng, Y.; Fu, J.; Gong, M.; Zhang, S.; Gao, M.; Chen, H. Laser dissimilar welding of Al/Mg lap-joint with Ti interlayer through optimized 8-shaped beam oscillation. Opt. Laser Technol. 2023, 162, 109304. [Google Scholar] [CrossRef]
- Cai, J.; Wei, Y.; Ouyang, Z.; Liu, X.; Jin, H.; Chen, J. Investigation on clockwise circular oscillating laser welding for the 5A06-H112 aluminum alloy: Energy distribution, seam appearance, microstructure, and mechanical properties. Opt. Laser Technol. 2024, 176, 111026. [Google Scholar] [CrossRef]
- Jiang, Z.; Chen, X.; Li, H.; Lei, Z.; Chen, Y.; Wu, S.; Wang, Y. Grain refinement and laser energy distribution during laser oscillating welding of Invar alloy. Mater. Des. 2020, 186, 108195. [Google Scholar] [CrossRef]
- Wang, W.; Jiang, Q.; Liu, W.; Ji, X.; Xing, F.; Zhang, K.; Wang, J. Effect of laser cleaning the anodized surface of 5083 aluminum alloy on weld quality. Weld. World 2024, 68, 1281–1295. [Google Scholar] [CrossRef]
- Horník, P.; Ebestová, H.; Novotn, J.; Mrňa, L. Laser beam oscillation strategy for weld geometry variation. J. Manuf. Process. 2022, 84, 216–222. [Google Scholar] [CrossRef]
- Bingxu, Z.; Hui, C.; Yan, L.; Yunfei, M.; Ailin, D.; Xu, W. Study on the influence of Al-Si welding wire on porosity sensitivity in laser welding and process optimization. Opt. Laser Technol. 2024, 170, 110261. [Google Scholar]
- Wang, L.; Gao, M.; Hao, Z. A pathway to mitigate macrosegregation of laser-arc hybrid Al-Si welds through beam oscillation. Int. J. Heat Mass Transf. 2020, 151, 119467. [Google Scholar] [CrossRef]
- Cui, S.; Tian, F.; Ma, R.; Yu, Y.; Xu, L. Study on the Morphology, Microstructure, and Properties of 6082-T6 Aluminum Alloy Joints in MIG Welding. Metals 2023, 13, 1245. [Google Scholar] [CrossRef]
- Xu, S.-P.; Shi, C.-S.; Zhao, N.-Q.; He, C.-N. Microstructure and tensile properties of A356 alloy with different Sc/Zr additions. Rare Met. 2020, 40, 2514–2522. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Laser Power P (kW) | Welding Speed v (mm/s) | Oscillation Amplitude A (mm) | Oscillating Frequency f (Hz) |
|---|---|---|---|---|
| 1 | 4 | 50 | 0 | 100 |
| 2 | 4 | |||
| 3 | 5 | |||
| 4 | 6 | |||
| 5 | 7 |
| Compositions | Si | Fe | Mn | Mg | Ti | Sr | Al |
|---|---|---|---|---|---|---|---|
| wt.% | 7.12 | 0.13 | 0.61 | 0.21 | 0.05 | 0.008 | balance |
| Samples | Without Oscillation | 4 mm/ 100 Hz | 5 mm/ 100 Hz | 6 mm/ 100 Hz | 7 mm/ 100 Hz |
|---|---|---|---|---|---|
| ΔZ/mm | 0.79 | 1.40 | 1.71 | 1.01 | 0.49 |
| Points | Atom Percent (at.%) | Possible Phases | ||||
|---|---|---|---|---|---|---|
| Al | Si | Mn | Fe | Mg | ||
| Dot 1 | 82.53 | 15.95 | 0.49 | 0.18 | 0.85 | Si + α − Al |
| Dot 2 | 70.84 | 14.78 | 12.36 | 2.03 | 0 | Al15(Fe, Mn)3Si2 |
| Dot 3 | 88.74 | 6.97 | 3.13 | 0.55 | 0.47 | Al15(Fe, Mn)3Si2 + Si + α − Al |
| Dot 4 | 83.56 | 9.97 | 0.39 | 0.24 | 5.83 | Mg2Si + Si + α − Al |
| Process Parameters | Without Oscillation | 4 mm | 5 mm | 6 mm | 7 mm | |
|---|---|---|---|---|---|---|
| payloads/(N) | Sample-1 | 1484 | 2222 | 1654 | 2279 | 2616 |
| Sample-2 | 1526 | 2319 | 1789 | 2430 | 2761 | |
| Sample-3 | 1606 | 2409 | 1831 | 2471 | 3044 | |
| displacement/(mm) | Sample-1 | 0.29 | 0.61 | 0.34 | 0.69 | 1.13 |
| Sample-2 | 0.33 | 0.68 | 0.37 | 0.73 | 1.17 | |
| Sample-3 | 0.35 | 0.74 | 0.41 | 0.75 | 1.21 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, H.; Shao, J.; Han, L.; Wang, R.; Jiang, Z.; Miao, G.; Zhang, Z.; Cheng, X.; Bai, M. Investigation of the Microstructure and Mechanical Properties of Heat-Treatment-Free Die-Casting Aluminum Alloys Through the Control of Laser Oscillation Amplitude. Materials 2025, 18, 1194. https://doi.org/10.3390/ma18061194
Xu H, Shao J, Han L, Wang R, Jiang Z, Miao G, Zhang Z, Cheng X, Bai M. Investigation of the Microstructure and Mechanical Properties of Heat-Treatment-Free Die-Casting Aluminum Alloys Through the Control of Laser Oscillation Amplitude. Materials. 2025; 18(6):1194. https://doi.org/10.3390/ma18061194
Chicago/Turabian StyleXu, Hong, Jinyi Shao, Lijun Han, Rui Wang, Zhigong Jiang, Guanghui Miao, Zhonghao Zhang, Xiuming Cheng, and Ming Bai. 2025. "Investigation of the Microstructure and Mechanical Properties of Heat-Treatment-Free Die-Casting Aluminum Alloys Through the Control of Laser Oscillation Amplitude" Materials 18, no. 6: 1194. https://doi.org/10.3390/ma18061194
APA StyleXu, H., Shao, J., Han, L., Wang, R., Jiang, Z., Miao, G., Zhang, Z., Cheng, X., & Bai, M. (2025). Investigation of the Microstructure and Mechanical Properties of Heat-Treatment-Free Die-Casting Aluminum Alloys Through the Control of Laser Oscillation Amplitude. Materials, 18(6), 1194. https://doi.org/10.3390/ma18061194