
Influence of Mullite and Halloysite Reinforcement on the Ablation Properties of an Epoxy Composite

 , ,
, ,  and
and 
Abstract
1. Introduction
- —massive ablation rate [g/s],
- —heat flux density determined for the original (not degraded) surface at the ablation temperature [W/m2],
- —emission flux density [W/m2],
- —the heat of phase changes (melting, evaporation, sublimation) [J/kg],
- —specific heat at constant pressure [J/kgK],
- —absolute ablation temperature on the material surface [K],
- —gas enthalpy increase in the boundary layer [J/kg],
- —gasification coefficient of pyrolysis products,
- —mass exchange coefficient with air.
2. Materials and Methods
- (1)
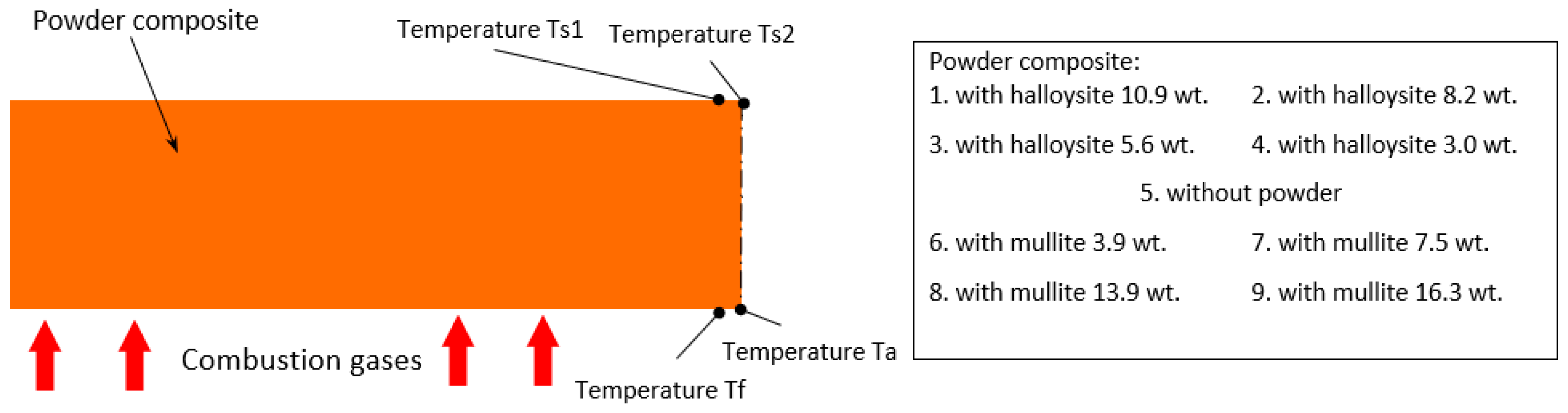
- temperature of the back surface of the tested material Ts,
- (2)
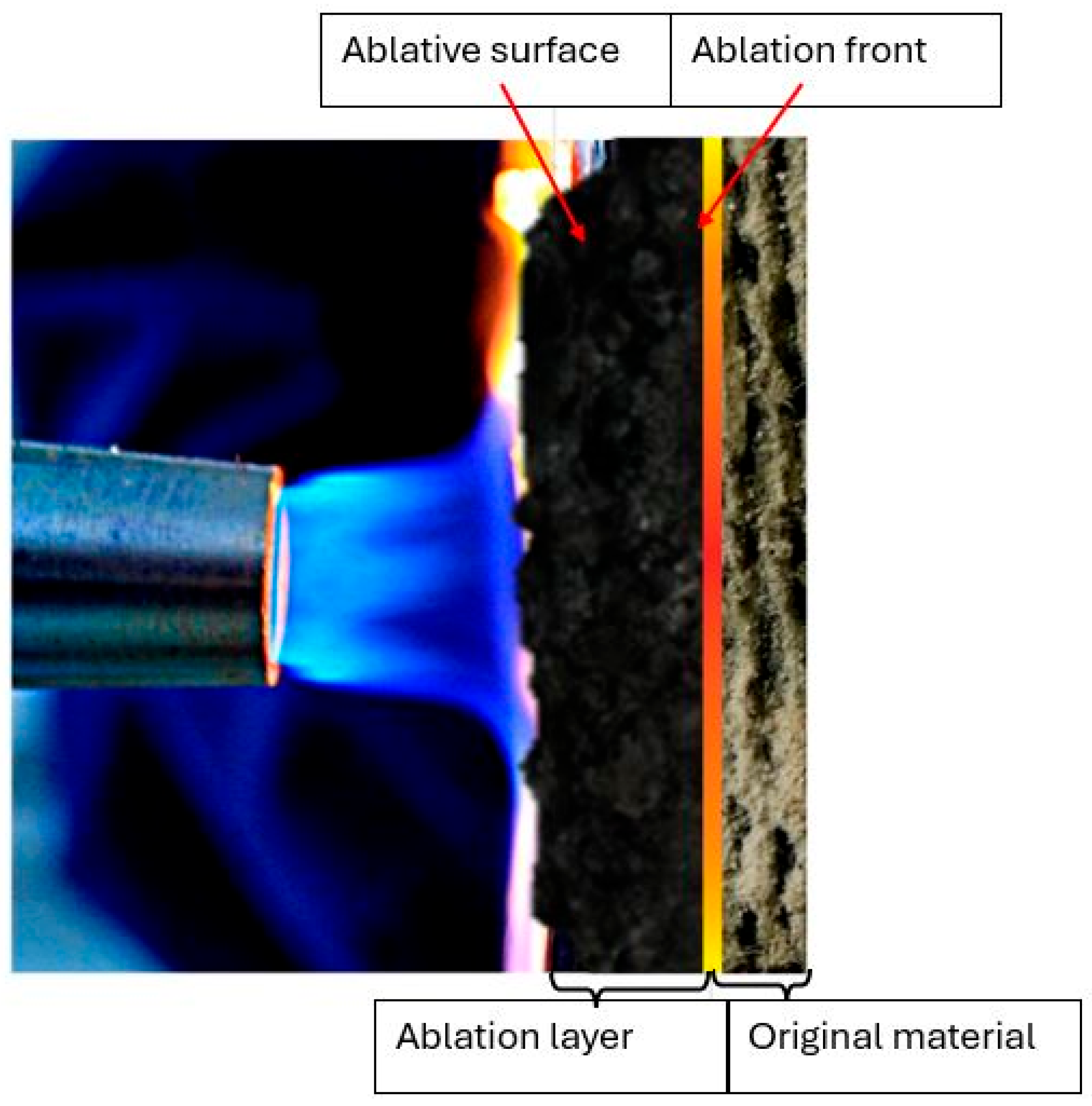
- temperature of the ablation surface Ta,
- (3)
- relative ablative loss of mass Ma,
- (4)
- relative speed of mass ablation ma,
- (5)
- geometric defect of the ablation layer l.
2.1. Material Subjected to Ablation Tests
2.2. Test Stand and Research Methodology
3. Results and Discussion
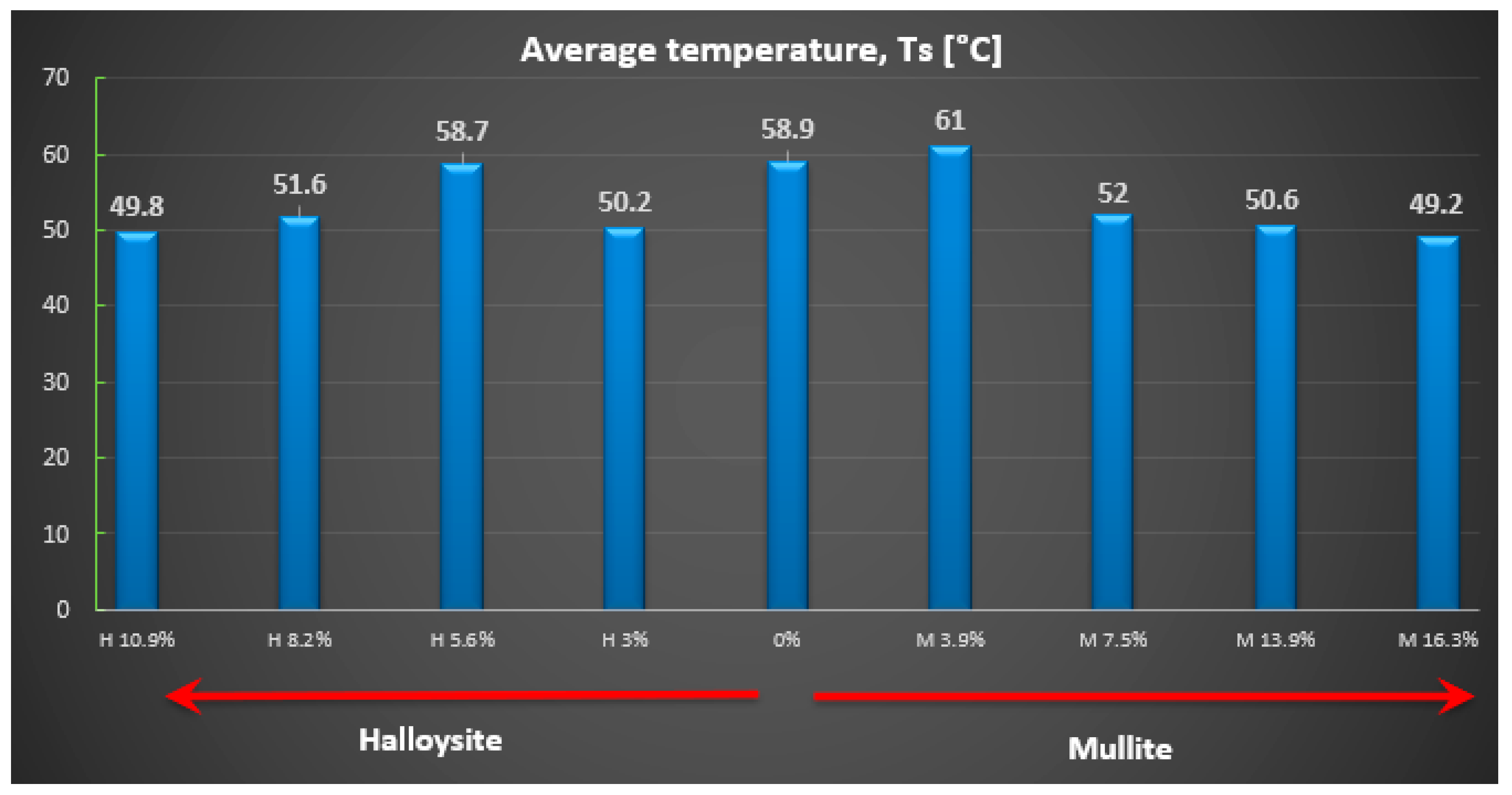
3.1. Measurement of the Temperature of the Ablation Surface and the Temperature on the Back Surface of the Composite
3.2. Changes in Mass and Geometric Properties of Samples During Ablation Tests
4. Conclusions
- (1)
- Rear surface temperature from 58.9 °C to 49.2 °C (mullite) and to 49.8 °C (halloysite).
- (2)
- Ablative weight loss from 57% to 18.9% (mullite) and up to 39.9% (halloysite).
- (3)
- Speed of mass ablation from 77.9 mg/s to 25.2 mg/s (mullite) and up to 52.4 mg/s (halloysite).
- (4)
- Loss of layer thickness from 7.4 mm to 2.8 mm (mullite) and up to 4.4 mm (halloysite).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, J.K.; Sun, C.T.; Chang, C.I. Failure analysis of a graphite/epoxy laminate subjected to combined thermal and mechanical loading. J. Compos. Mater. 1985, 19, 408–423. [Google Scholar] [CrossRef]
- Griffis, C.; Nemes, J.A.; Stonesifer, F.R.; Chang, C.I. Degradation in strength of laminated composites subjected to intense heating and mechanical loading. J. Compos. Mater. 1986, 20, 216–235. [Google Scholar] [CrossRef]
- Dodds, N. Fire behavior of composite laminates. Compos. Part A Appl. Sci. Manuf. 2000, 31, 689–702. [Google Scholar] [CrossRef]
- Komorek, A.; Przybyłek, P.; Kucharczyk, W.; Krzyżak, A. Effect of grain fillers on the thermo-protective and the strength properties of epoxy-matrix composites based on aramid fabrics used to the aviation requirements. Logistics 2014, 45, 3030–3039. (In Polish) [Google Scholar]
- Kucharczyk, W.; Bakar, M.; Żurowski, W.; Białkowska, A.; Opara, T.; Stawarz, S. Influence of carbon nanotubes, resin matrix and technology of mixture homogenization on ablative and dynamic mechanical properties of epoxy nanocomposites. Compos. Struct. 2022, 2801, 14801. [Google Scholar] [CrossRef]
- Wagih, A.; Sebaey, T.A.; Yudhanto, A.; Lubineau, G. Post-impact flexural behavior of carbon-aramid/epoxy hybrid composites. Compos. Struct. 2020, 239, 112022. [Google Scholar] [CrossRef]
- Guerrero, J.M.; Mayugo, J.A.; Costa, J.; Turon, A. Failure of hybrid composites under longitudinal tension: Influence of dynamic effects and thermal residual stresses. Compos. Struct. 2020, 233, 111732. [Google Scholar] [CrossRef]
- Krenkel, W.; Berndt, F. C/C–SiC composites for space applications and advanced friction systems. Mater. Sci. Eng. A 2005, 412, 177–181. [Google Scholar] [CrossRef]
- Krenkel, W.; Hausherr, J.M.; Reimer, T.; Friess, M. Design manufacture and quality assurance of C/C–SiC composites for space transportation systems. Ceram. Eng. Sci. Proc. 2004, 25, 49–58. [Google Scholar] [CrossRef]
- Chen, R.; Zhang, Y.; Zhang, J.; Zhu, X. MoSi2 modified HfC coating for the ablation protection of SiC-coated C/C composites: Ablation resistance and behavior. Corros. Sci. 2022, 205, 110418. [Google Scholar] [CrossRef]
- Zhang, X.; Du, B.; Hu, P.; Cheng, Y.; Han, J. Thermal response, oxidation and ablation of ultra–high temperature ceramics, C/SiC, C/C, graphite and graphite–ceramics. J. Mater. Sci. Technol. 2022, 102, 137–158. [Google Scholar] [CrossRef]
- Ogasawara, T.; Aoki, T.; Hassan, M.S.A.; Mizokami, Y.; Watanabe, N. Ablation behavior of SiC fibre/carbon matrix composites under simulated atmospheric re-entry conditions. Compos. Part A 2011, 42, 221–228. [Google Scholar] [CrossRef]
- Mungiguerra, S.; Silvestroni, L.; Savino, R.; Zoli, L.; Esser, B.; Lagos, M.; Sciti, D. Qualification and reusability of long and short fibre-reinforced ultra-refractory composites for aerospace thermal protection systems. Corros. Sci. 2022, 195, 109955. [Google Scholar] [CrossRef]
- Liu, X.-S.; Fu, Q.-G.; Wang, H.; Song, Q. Microstructure, thermophysical property and ablation behavior of high thermal conductivity carbon/carbon composites after heat-treatment. Chin. J. Aeronaut. 2020, 33, 1541–1548. [Google Scholar] [CrossRef]
- Bakar, M.; Kucharczyk, W.; Stawarz, S. Investigation of thermal and ablative properties of modified epoxy resins. Polym. Polym. Compos. 2016, 24, 617–623. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, L.; Liu, H.; Zhang, Y.; Fu, O.; Yin, H.; Li, H. Advanced anti-ablation C/C composites: Structural design strategies and future perspective. Mater. Today 2024, 80, 710–736. [Google Scholar] [CrossRef]
- Wang, S.; Wang, L.; Song, W.; Li, C.; Fan, W.; Bian, C.; Zhang, C.; Jing, X. The aryl-boron phenolic resins with super ablation properties for resin-transfer molding process of three-dimensional fabric. Polym. Degrad. Stab. 2023, 208, 110252. [Google Scholar] [CrossRef]
- Bahramian, A.R.; Kokabi, M. Ablation mechanism of polymer layered silicate nanocomposite heat shield. J. Hazard. Mater. 2008, 166, 445–454. [Google Scholar] [CrossRef]
- Shi, L.; Chew, M.Y.L. A review of fire processes modelling of combustible materials under external heat flux. Fuel 2013, 106, 30–50. [Google Scholar] [CrossRef]
- Summers, P.T.; Lattimer, B.Y.; Case, S.; Feih, S. Sensitivity of thermo-structural model for composite laminates in fire. Compos. Part A 2021, 43, 783–792. [Google Scholar] [CrossRef]
- Kucharczyk, W.; Przybyłek, P.; Opara, T.A. Investigation of the thermal protection ablative properties of thermosetting composites with powder fillers: The corundum Al2O3 and the carbon powder C. Pol. J. Chem. Technol. 2013, 15, 49–53. [Google Scholar] [CrossRef]
- Bahramian, A.R. Effect of external heat flux on the thermal diffusivity and ablation performance of carbon fibre reinforced novolac resin composite. Iran. Polym. J. 2013, 22, 579–589. [Google Scholar] [CrossRef]
- Pulci, G.; Tirillň, J.; Marra, F.; Fossati, F.; Bartuli, C.; Valente, T. Carbon–phenolic ablative materials for re-entry space vehicles: Manufacturing and properties. Compos. Part A 2010, 41, 1483–1490. [Google Scholar] [CrossRef]
- Yang, X.; Li, L.; Shi, M.; Huang, Z.; Deng, Z. Ablation resistance and high-temperature insulation capacity of TiB2-B4C modified Al-coated carbon fibre/boron phenolic resin ceramizable composites. Ceram. Int. Part B 2024, 50, 54654–54665. [Google Scholar] [CrossRef]
- Kucharczyk, W. Investigation of the Thermal Protection Ablative Properties of Polymer Composites with Powder Fillers. Ph.D. Thesis, Technical University of Radom, Radom, Poland, 2007. (In Polish). [Google Scholar]
- Butler, B.D.; Winter, M.; Panerai, F.; Martin, A.; Bailey, S.C.; Stackpoole, M.; Denehy, P.M.; Splinter, S. Characterization of candidate materials for remote recession measurements of ablative heat shield materials. In Proceedings of the 54th AIAA Aerospace Sciences Meeting, San Diego, CA, USA, 4–8 January 2016. [Google Scholar] [CrossRef]
- Czigany, T. Discontinuous basalt fibre-reinforced hybrid composites. In Polymer Composites from Nano- to Macro Scale; Springer: New York, NY, USA, 2005; Chapter 17; Part IV; p. 309. Available online: https://link.springer.com/book/10.1007/b137162 (accessed on 20 March 2025).
- Thapliyal, P.C.; Singh, K. Aerogels as Promising Thermal Insulating Materials: An Overview. J. Mater. 2014, 2014, 127049. [Google Scholar] [CrossRef]
- Beaudet, J.; Benoit, G.; Cormier, J.; Dragon, A.; Rollin, M. Ablation properties of C fibers and SiC fibers reinforced glass ceramic matrix composites upon oxyacetylene torch exposure. Mater. Sci. Appl. 2011, 2, 1399–1406. [Google Scholar] [CrossRef]
- Zhang, Z. Thermo-Mechanical Behavior of Polymer Composites Exposed to Fire. Ph.D. Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2010. Available online: https://polymerandfire.wordpress.com/wp-content/uploads/2014/09/zhang_z_d_2010.pdf (accessed on 25 March 2025).
- Bogoeva-Gaceva, G.; Dimeski, D.; Srebrenkoska, V. Composite material based on an ablative phenolic resin and carbon fibers. J. Serbian Chem. Soc. 2009, 74, 441–453. [Google Scholar] [CrossRef]
- Ma, J.; Kou, S.; Yang, S.; Liu, Y.; Luan, C.; Wang, P.; Fan, S. Ablation performance of C/C-ZrC-SiC composites with in-situ YSi2-doped ZrC-SiC-ZrSi2 coating under oxyacetylene torch. Corros. Sci. 2022, 209, 110802. [Google Scholar] [CrossRef]
- He, D.; Jiao, F.; Ou, D.; Gao, H.; Wu, J. Thermal insulation and anti-vibration properties evaluation of modified epoxy resin-based thermal protection coatings in arc-jet. Prog. Org. Coat. 2022, 173, 107158. [Google Scholar] [CrossRef]
- Krzyzak, A.; Kucharczyk, W.; Gaska, J.; Szczepaniak, R. Ablative test of composites with epoxy resin and expanded perlite. Compos. Struct. 2018, 202, 978–987. [Google Scholar] [CrossRef]
- Ma, H.; Zheng, X.; Luo, X.; Yi, Y.; Yang, F. Simulation and Analysis of Mechanical Properties of Silica Aerogels: From Rationalization to Prediction. Materials 2018, 11, 214. [Google Scholar] [CrossRef]
- Natali, M.; Monti, M.; Puglia, D.; Kenny, J.M.; Torre, L. Ablative properties of carbon black and mwnt/phenolic composites: A comparative study. Compos. Part A 2012, 43, 174–183. [Google Scholar] [CrossRef]
- Cheng, H.; Xue, H.; Hong, C.H.; Zhang, X. Preparation. mechanical. thermal and ablative properties of lightweight needled carbon fibre felt/phenolic resin aerogel composite with a bird’s nest structure. Compos. Sci. Technol. 2010, 140, 63–72. [Google Scholar] [CrossRef]
- Wang, H.; Pan, Y.; Jin, X.; Wu, C.; Huang, H.; Yan, X.; Hong, C.; Zhang, X. Gradient fiber-reinforced aerogel composites using surface ceramicizable-resin densification with outstanding ablation resistance for high-temperature thermal protection. Compos. Sci. Technol. 2022, 230, 109798. [Google Scholar] [CrossRef]
- Nabipour, H.; Nie, S.; Wang, X.; Song, L.; Hu, Y. Zeolitic imidazolate framework-8/polyvinyl alcohol hybrid aerogels with excellent flame retardancy. Compos. Part A 2020, 129, 105720. [Google Scholar] [CrossRef]
- Alagar, M.; Kumar, A.; Mahesh, K.P.O.; Dinakaran, K. Studies on thermal and morphological characteristics of E-glass/Kevlar 49 reinforced siliconized epoxy composites. Eur. Polym. J. 2000, 36, 2449–2454. [Google Scholar] [CrossRef]
- Kucharczyk, W.; Dusiński, D.; Żurowski, W.; Gumiński, R. Effect of composition on ablative properties of epoxy composites modified with expanded perlite. Compos. Struct. 2018, 183, 654–662. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, W.; Zhan, Z.; Wen, Q.; Zhang, H.; Xiong, X. Ablation and insulation properties of hybrid carbon-quartz fiber fabric reinforced magnesium phosphate cement composite. Constr. Build. Mater. 2025, 464, 140122. [Google Scholar] [CrossRef]
- Jackowski, A. Flat wall ablation in the conditions of erosive lifting of the ablation layer. WAT Bull. 1986, 460, 23–33. (In Polish) [Google Scholar]
- Szczepaniak, R.; Kozun, G.; Przybylek, P.; Komorek, A.; Krzyzak, A.; Woroniak, G. The effect of the application of a powder additive of a phase change material on the ablative properties of a hybrid composite. Compos. Struct. 2021, 256, 113041. [Google Scholar] [CrossRef]
- Przybyłek, P. Analysis of the Possibilities to Increase the Heat Resistance of Flight Recorders by Using Covers Made of Ablation Polymer Composites. Ph.D Thesis, University of Technology and Humanities in Radom, Radom, Poland, 2018. (In Polish). [Google Scholar]
- Jurkowski, B.; Rydarowski, H. Polymer Materials with Reduced Flammability; Scientific Publishing House of the Institute of Sustainable Technologies: Radom, Poland, 2012. (In Polish) [Google Scholar]
- Kucharczyk, W. Some ablative properties of epoxy composites used for thermoprotection. Chem. Ind. 2010, 89, 1673–1676. Available online: https://www.researchgate.net/publication/294711350_Some_ablative_properties_of_epoxy_composites_used_for_thermoprotection (accessed on 5 February 2025). (In Polish).
- Komorek, A.; Przybyłek, P. Protective enclosures for avionic equipment with coatings based on components with ablative properties. Assem. Technol. Autom. 2010, 4, 21–26. (In Polish) [Google Scholar]
- Routschka, G. Pocket Manual Refractory Materials: Basics-Structures-Properties; Vulkan-Verlag GmbH: Essen, Germany, 2004; ISBN 3802731549. [Google Scholar]
- Duval, D.J.; Risbud, S.H.; Shackelford, J.F. Mullite. In Ceramic and Glass Materials; Shackelford, J.F., Doremus, R.H., Eds.; Springer: Boston, MA, USA, 2008. [Google Scholar] [CrossRef]
- Li, S.; Xin, J.; Chen, R. Achieving high strength and low thermal conductivity: Additive manufacturing of mullite lightweight refractory. Ceram. Int. 2024, 50, 27880–27888. [Google Scholar] [CrossRef]
- Zhao, F.; Ge, T.; Liu, X.; Gao, J.; Chen, L. Transient liquid phase diffusion process for porous mullite ceramics with excellent mechanical properties. Ceram. Int. 2018, 44, 19123–19130. [Google Scholar] [CrossRef]
- Li, C.X.; Zhou, Y.; Tian, Y.M.; Zhao, Y.Y.; Chai, Y.S. Preparation and characterization of mullite whisker reinforced ceramics made from coal fly ash. Ceram. Int. 2019, 45, 5613–5616. [Google Scholar] [CrossRef]
- da Silva, V.J.; de Almeida, E.P.; Goncalves, W.P.; da Nobrega, R.B.; de Neves, G.A.; De Araujo, G.; de Lira, H.L.; Menezes, R.R.; de Santana, L.N.L. Mineralogical and dielectric properties of mullite and cordierite ceramics produced using wastes. Ceram. Int. 2019, 45, 4692–4699. [Google Scholar] [CrossRef]
- Qing, M.; He, Q.; Zhang, X.; Wang, Y.; Yin, X. Ablation behaviours of C/C-ZrC-SiC-mullite composites with varying mullite content under high-temperature oxidizing gas flow. Mater. Charact. 2025, 221, 114749. [Google Scholar] [CrossRef]
- Huang, Y.; Cheng, X.; Chang, X.; Liu, H.; Surmenev, R.A.; Yu, J.; Liu, Y.-T.; Ding, B. Highly oriented mullite nanofiber membranes with high tensile strength for high-temperature thermal insulation. Compos. Commun. 2025, 56, 102369. [Google Scholar] [CrossRef]
- Carvalho, R.G.; Oliveira, F.J.; Silva, R.F.; Costa, F.M. Mechanical behaviour of zirconiamullite directionally solidified eutectics. Mater. Des. 2014, 61, 211–216. [Google Scholar] [CrossRef]
- Congxuan, S.; Koudama, T.D.; Wu, X.; Shen, X.; Cui, S.; Chen, X. Rational design of a novel mullite aerogel with extremely high mechanical strength and anti-oxidation behavior for advanced thermal protection in extreme environments. J. Eur. Ceram. Soc. 2024, 44, 1761–1771. [Google Scholar] [CrossRef]
- Chen, S.G.; Ma, Q.S.; Liu, W.D.; Liu, H. Progress in the research of mullite ceramic matrix composites. J. Ceram. 2012, 32, 615–620. (In Chinese) [Google Scholar]
- Schneider, H.; Schreuer, J.; Hildmann, B. Structure and properties of mullite—A review. J. Eur. Ceram. Soc. 2008, 28, 329–344. [Google Scholar] [CrossRef]
- Jiao, X.; Tan, Q.; He, Q.; Qing, M.; Wang, Y.; Yin, X. Cyclic ablation behavior of mullite-modified C/C-HfC-SiC composites under an oxyacetylene flame at about 2400 °C. J. Eur. Ceram. Soc. 2023, 43, 4309–4321. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Loutas, T.H.; Kontsos, A.; Sotiriadis, G.; Pappas, Y.Z. On the identification of the failure mechanisms in oxide/oxide composites using acoustic emission. NDT E Int. 2003, 36, 571–580. [Google Scholar] [CrossRef]
- Jiang, J.; Yan, L.; Li, J.; Zhang, C.; Hu, X.; Guo, A.; Du, H.; Liu, J. Lightweight and resilient SiBCNa/mullite/SiCnw composite for thermal insulation and electromagnetic wave absorption. Ceram. Int. 2025, 51, 2315–2323. [Google Scholar] [CrossRef]
- Jasinski, E.; Bounor-Legaré, V.; Taguet, A.; Beyou, E. Influence of halloysite nanotubes onto the fire properties of polymer based composites: A review. Polym. Degrad. Stab. 2021, 183, 109407. [Google Scholar] [CrossRef]
- Sadjadi, S. Halloysite-based hybrids/composites in catalysis. Appl. Clay Sci. 2020, 189, 105537. [Google Scholar] [CrossRef]
- Danyliuk, N.; Tomaszewska, J.; Tatarchuk, T. Halloysite nanotubes and halloysite-based composites for environmental and biomedical applications. J. Mol. Liq. 2020, 309, 113077. [Google Scholar] [CrossRef]
- Gaaz, T.S.; Sulong, A.B.; Kadhum, A.A.H.; Nassir, M.H.; Al-Amiery, A.A. Optimizing physio-mechanical properties of halloysite reinforced polyurethane nanocomposites by Taguchi approach. Sci. Adv. Mater. 2017, 9, 949–961. [Google Scholar] [CrossRef]
- Ruan, L.; Hu, D.; Pan, Z.; Zhang, X.; Yu, K.; Ma, W. Novel eco-friendly bio-nano flame retardant via the electrostatic-driven hybridization of natural halloysite nanotubes and phytic acid for superior fire safety of epoxy composites. Compos. Commun. 2024, 51, 102055. [Google Scholar] [CrossRef]
- Gaaz, T.S.; Sulong, A.B.; Kadhum, A.A.H.; Nassir, M.H.; Al-Amiery, A.A. Impact of sulfuric acid treatment of halloysite on physico-chemic property modification. Materials 2016, 9, 620. [Google Scholar] [CrossRef]
- Gaaz, T.S.; Sulong, A.B.; Akhtar, M.N.; Kadhum, A.A.H.; Mohamad, A.B.; Al-Amiery, A.A. Properties and applications of polyvinyl alcohol, halloysite nanotubes and their nanocomposites. Molecules 2015, 20, 22833–22847. [Google Scholar] [CrossRef] [PubMed]
- Rooj, S.; Das, A.; Heinrich, G. Tube-like natural halloysite/fluoroelastomer nanocomposites with simultaneous enhanced mechanical. dynamic mechanical and thermal properties. Eur. Polym. J. 2011, 47, 1746–1755. [Google Scholar] [CrossRef]
- Hu, S.L.; Li, Y.-M.; Fang, H.-P.; Deng, Y.; Wang, D.-Y. Organic-inorganic hybrid modified the halloysite nanotube: Toward vinyl ester resin composites with enhanced flame retardance and mechanical property. Colloids Surf. A Physicochem. Eng. Asp. 2024, 697, 134412. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, J.; Yue, H.; Du, Z.; Cheng, X.; Wang, H.; Cheng, F.; Du, X. Flame-retardant phytic acid–decorated thermoplastic starch/halloysite nanotube composite films with enhanced mechanical strength and excellent barrier properties. Carbohydr. Polym. 2024, 323, 121465. [Google Scholar] [CrossRef]
- Ahamad, A.; Kumar, P.; Kumar, B. Development of epoxy/flyash composites containing halloysite nanotubes: Mechanical, morphological, and thermal degradation kinetics. J. Indian Chem. Soc. 2024, 101, 101476. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Lei, Y.; Liu, M.; Jia, D. Carboxylated butadiene-styrene rubber/halloysite nanotube nanocomposites: Interfacial interaction and performance. Polymer 2008, 49, 4871–4876. [Google Scholar] [CrossRef]
- Gaaz, T.S.; Sulong, A.B.; Kadhum, A.A.H.; Nassir, M.H.; Al-Amiery, A.A. Surface improvement of halloysite nanotubes. Appl. Sci. 2017, 7, 291. [Google Scholar] [CrossRef]
- Liu, M.; Guo, B.; Du, M.; Chen, F.; Jia, D. Halloysite nanotubes as a novel β-nucleating agent for isotactic polypropylene. Polymer 2009, 50, 3022–3030. [Google Scholar] [CrossRef]
- Zhong, L.; Li, T.; Zhang, J.; Wang, J.; Zhang, D. Simultaneously improving the flame retardancy and toughness of epoxy composites with hyperbranched phosphorus-containing polysiloxane functionalized halloysite nanotubes. Eur. Polym. J. 2022, 179, 111564. [Google Scholar] [CrossRef]
- Marney, D.C.O.; Russell, L.J.; Wu, D.Y.; Nguyen, T.; Cramm, D.; Rigopoulos, N.; Wright, N.; Greaves, M. The suitability of halloysite nanotubes as a fire retardant for nylon 6. Polym. Degrad. Stab. 2008, 93, 1971–1978. [Google Scholar] [CrossRef]
- Tierrablanca, E.; Romero-García, J.; Roman, P.; Cruz-Silva, R. Biomimetic polymerization of aniline using hematin supported on halloysite nanotubes. Appl. Catal. A Gen. 2010, 381, 267–273. [Google Scholar] [CrossRef]
- Guo, B.; Zou, Q.; Lei, Y.; Du, M.; Liu, M.; Jia, D. Crystallization behavior of polyamide 6/halloysite nanotubes nanocomposites. Thermochim. Acta 2009, 484, 48–56. [Google Scholar] [CrossRef]
- Wang, S.; Li, J.; Wang, W.; Wang, X.; Li, H.; Sun, J.; Fei, B.; Gu, X.; Zhang, S. Silicone filled halloysite nanotubes for polypropylene composites: Flame retardancy, smoke suppression and mechanical property. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106170. [Google Scholar] [CrossRef]
- Barrientos-Ramírez, S.; de Oca-Ramírez, G.M.; Ramos-Fernández, E.V.; Sepúlveda-Escribano, A.; Pastor-Blas, M.M.; González-Montiel, A. Surface modification of natural halloysite clay nanotubes with aminosilanes. Application as catalyst supports in the atom transfer radical polymerization of methyl methacrylate. Appl. Catal. A Gen. 2011, 406, 22–33. [Google Scholar] [CrossRef]
- Cao, S.; Fu, T.; Tao, R.; Mao, Y.; Hou, S. Homogenization-based analysis of pyrolysis and mechanical degradation of ablative silica fiber-reinforced phenolic resin composites. Int. J. Heat Mass Transf. 2025, 236, 126328. [Google Scholar] [CrossRef]
- Wang, H.; Ji, R.; Xiao, G.; Qu, Z. Pore scale visualization of thermal-fluid-structural evolution in the ablation of carbon/carbon composites. Aerosp. Sci. Technol. 2022, 130, 107924. [Google Scholar] [CrossRef]
- Wang, T.; Li, W.; Zhang, Z.; Liang, H.; Xu, Y.; Xu, L.; Huang, H. Analysis of the integrated performance of hybrid fiber-reinforced polymer composite used for thermal protection based on a dual-scale ablation model. Aerosp. Sci. Technol. 2024, 145, 108831. [Google Scholar] [CrossRef]
- Paran, S.M.R.; Naderi, G.; Ghoreishy, M.H.R.; Dubois, C. Multiscale modeling of polymer systems comprising nanotube-like inclusions by considering interfacial debonding under plastic deformations. Compos. Struct. 2018, 194, 302–315. [Google Scholar] [CrossRef]
- Zhao, J.; Su, D.X.; Yi, J.M.; Cheng, G.; Turng, L.S.; Osswald, T. The effect of micromechanics models on mechanical property predictions for short fiber composites. Compos. Struct. 2020, 244, 112229. [Google Scholar] [CrossRef]
- Khudari Bek, Y.; Hamdia, K.M.; Rabczuk, T.; Könke, C. Micromechanical model for polymeric nano-composites material based on SBFEM. Compos. Struct. 2018, 194, 516–526. [Google Scholar] [CrossRef]
- Silani, M.; Talebi, T.; Ziaei-Rad, S.; Kerfriden, P.; Bordas, S.P.A.; Rabczuk, T. Stochastic modelling of clay/epoxy nanocomposites. Compos. Struct. 2014, 118, 241–249. [Google Scholar] [CrossRef]
- Shi, S.; Wang, Y.; Yan, L.; Sun, P.; Li, M.; Tang, S. Coupled ablation and thermal behavior of an all-composite structurally integrated thermal protection system: Fabrication and modeling. Compos. Struct. 2020, 251, 112623. [Google Scholar] [CrossRef]
- Jurkowska, B.; Jurkowski, B.; Rydarowski, H. Flammability of Polymeric Materials; Poznań University of Technology Publishing House: Poznań, Poland, 2010. (In Polish) [Google Scholar]
- Song, Z.; Zou, S.; Zhou, W.; Huang, Y.; Shao, L.; Yuan, J.; Gou, X.; Jin, W.; Wang, Z.; Chen, X.; et al. Clinically applicable histopathological diagnosis system for gastric cancer detection using deep learning. Nat. Commun. 2020, 11, 4294. [Google Scholar] [CrossRef]
- Kabir, H.; Wu, J.; Dahal, S.; Joo, T.; Garg, N. Automated estimation of cementitious sorptivity via computer vision. Nat. Commun. 2024, 15, 9935. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Name | Type of Supplement | Share wt. Addition [%] |
|---|---|---|---|
| 1. | 1.1, 1.2, 1.3 | Halloysite | 10.9 |
| 2. | 2.1, 2.2, 2.3 | 8.2 | |
| 3. | 3.1, 3.2, 3.3 | 5.6 | |
| 4. | 4.1, 4.2, 4.3 | 3.7 | |
| 5. | 5.1, 5.2, 5.3 | 0 | 0 |
| 6. | 6.1, 6.2, 6.3 | Mullite | 3.9 |
| 7. | 7.1, 7.2, 7.3 | 7.5 | |
| 8. | 8.1, 8.2, 8.3 | 13.9 | |
| 9. | 9.1, 9.2, 9.3 | 16.3 |
| No. | Sample | Addition | Share | Mass Before Burning [g] | Mass After Burning [g] | Thickness Before Burning [mm] | Thickness After Burning [mm] | Loss of Layer Thickness [mm] | Ablative Loss of Mass [%] | Mass Speed of Ablation [mg/s] |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1.1 | halloysite | 10.9 | 14.83 | 8.36 | 11.04 | 5.71 | 5.33 | 43.63 | 53.92 |
| 1.2 | 15.55 | 9.87 | 11.76 | 7.47 | 4.29 | 36.53 | 47.33 | |||
| 1.3 | 16.94 | 10.23 | 11.62 | 8.1 | 3.52 | 39.61 | 55.92 | |||
| average | – | – | – | – | 4.38 | 39.92 | 52.39 | |||
| 2 | 2.1 | 8.2 | 16.32 | 9.5 | 12.24 | 6.44 | 5.8 | 41.79 | 56.83 | |
| 2.2 | 16.36 | 9.04 | 11.92 | 6.7 | 5.22 | 44.74 | 61 | |||
| 2.3 | 15.2 | 8 | 11.58 | 6.57 | 5.01 | 47.37 | 60 | |||
| average | – | – | – | – | 5.34 | 44.63 | 59.28 | |||
| 3 | 3.1 | 5.6 | 14.64 | 8.18 | 10.98 | 6.34 | 4.64 | 44.13 | 53.83 | |
| 3.2 | 15.37 | 8.66 | 11.35 | 7.62 | 3.73 | 43.66 | 55.92 | |||
| 3.3 | 16.01 | 9.82 | 11.91 | 6.76 | 5.15 | 38.66 | 51.58 | |||
| average | – | – | – | – | 4.51 | 42.15 | 53.78 | |||
| 4 | 4.1 | 3.0 | 16.15 | 9.83 | 12.11 | 7.13 | 4.98 | 39.13 | 52.67 | |
| 4.2 | 16.22 | 9.65 | 12.38 | 7.02 | 5.36 | 40.51 | 54.75 | |||
| 4.3 | 16.58 | 9.63 | 12.08 | 6.95 | 5.13 | 41.92 | 57.92 | |||
| average | – | – | – | – | 5.16 | 40.52 | 55.11 | |||
| 5 | 5.1 | no addition | 0 | 16.12 | 4.77 | 12.43 | 4.51 | 7.92 | 70.41 | 94.58 |
| 5.2 | 16.44 | 7.72 | 12.72 | 5.21 | 7.51 | 53.04 | 72.67 | |||
| 5.3 | 16.72 | 8.74 | 12.79 | 5.88 | 6.91 | 47.73 | 66.5 | |||
| average | – | – | – | – | 7.45 | 57.06 | 77.92 | |||
| 6 | 6.1 | mullite | 3.9 | 14.39 | 4.03 | 10.28 | 3.32 | 6.96 | 71.99 | 86.33 |
| 6.2 | 14.75 | 5.72 | 11.04 | 3.88 | 7.16 | 61.22 | 75.25 | |||
| 6.3 | 14.65 | 6.19 | 11.07 | 6.61 | 4.46 | 57.75 | 70.5 | |||
| average | 6.19 | 63.65 | 77.36 | |||||||
| 7 | 7.1 | 7.5 | 15.21 | 10.01 | 10.69 | 7.32 | 3.37 | 34.19 | 43.33 | |
| 7.2 | 15.28 | 11.12 | 11.36 | 7.63 | 3.73 | 27.23 | 34.67 | |||
| 7.3 | 15 | 11.79 | 11.38 | 8.44 | 2.94 | 21.40 | 26.75 | |||
| average | 3.35 | 27.60 | 34.92 | |||||||
| 8 | 8.1 | 13.9 | 16.97 | 13.24 | 11.61 | 8.58 | 3.03 | 21.98 | 31.08 | |
| 8.2 | 16.65 | 11.9 | 11.68 | 9.85 | 1.83 | 28.53 | 39.58 | |||
| 8.3 | 16.56 | 12.48 | 11.66 | 8.07 | 3.59 | 24.64 | 34 | |||
| average | 2.82 | 25.05 | 34.89 | |||||||
| 9 | 9.1 | 16.3 | 16.41 | 13.36 | 11.71 | 8.02 | 3.69 | 18.59 | 25.41 | |
| 9.2 | 16.21 | 13.71 | 11.65 | 9.14 | 2.51 | 15.42 | 20.83 | |||
| 9.3 | 15.73 | 12.19 | 11.08 | 7.81 | 3.27 | 22.50 | 29.5 | |||
| average | 3.16 | 18.84 | 25.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szczepaniak, R.; Piątkiewicz, M.; Gryc, D.; Przybyłek, P.; Woroniak, G.; Piotrowska-Woroniak, J. Influence of Mullite and Halloysite Reinforcement on the Ablation Properties of an Epoxy Composite. Materials 2025, 18, 3530. https://doi.org/10.3390/ma18153530
Szczepaniak R, Piątkiewicz M, Gryc D, Przybyłek P, Woroniak G, Piotrowska-Woroniak J. Influence of Mullite and Halloysite Reinforcement on the Ablation Properties of an Epoxy Composite. Materials. 2025; 18(15):3530. https://doi.org/10.3390/ma18153530
Chicago/Turabian StyleSzczepaniak, Robert, Michał Piątkiewicz, Dominik Gryc, Paweł Przybyłek, Grzegorz Woroniak, and Joanna Piotrowska-Woroniak. 2025. "Influence of Mullite and Halloysite Reinforcement on the Ablation Properties of an Epoxy Composite" Materials 18, no. 15: 3530. https://doi.org/10.3390/ma18153530
APA StyleSzczepaniak, R., Piątkiewicz, M., Gryc, D., Przybyłek, P., Woroniak, G., & Piotrowska-Woroniak, J. (2025). Influence of Mullite and Halloysite Reinforcement on the Ablation Properties of an Epoxy Composite. Materials, 18(15), 3530. https://doi.org/10.3390/ma18153530