
Study on Microstructure and Wear Resistance of Multi-Layer Laser Cladding Fe901 Coating on 65 Mn Steel


Abstract
1. Introduction
2. Experimental Procedures
2.1. Preparation of Materials and Samples
2.2. Methods of Analysis
3. Results and Discussion
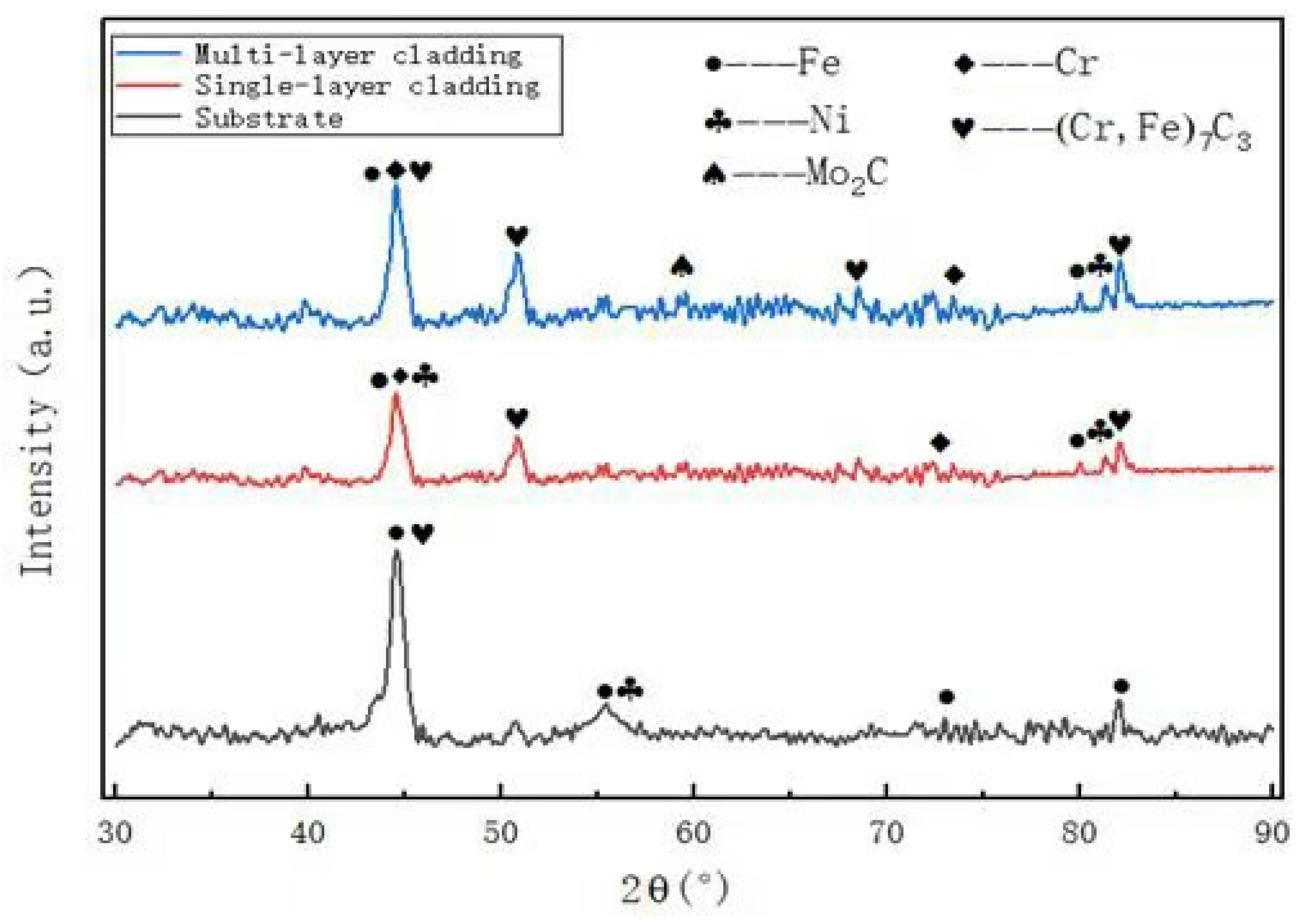
3.1. Physical Phase Analysis of Fe-Based Alloy Coatings
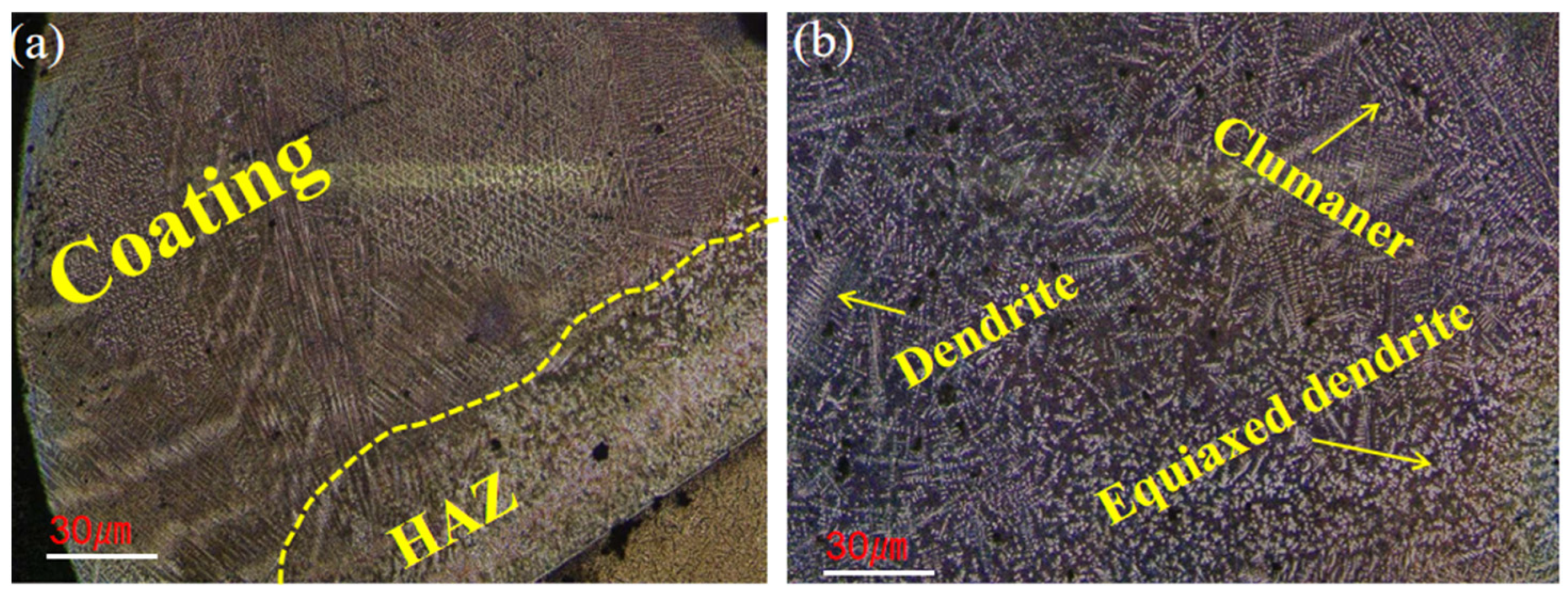
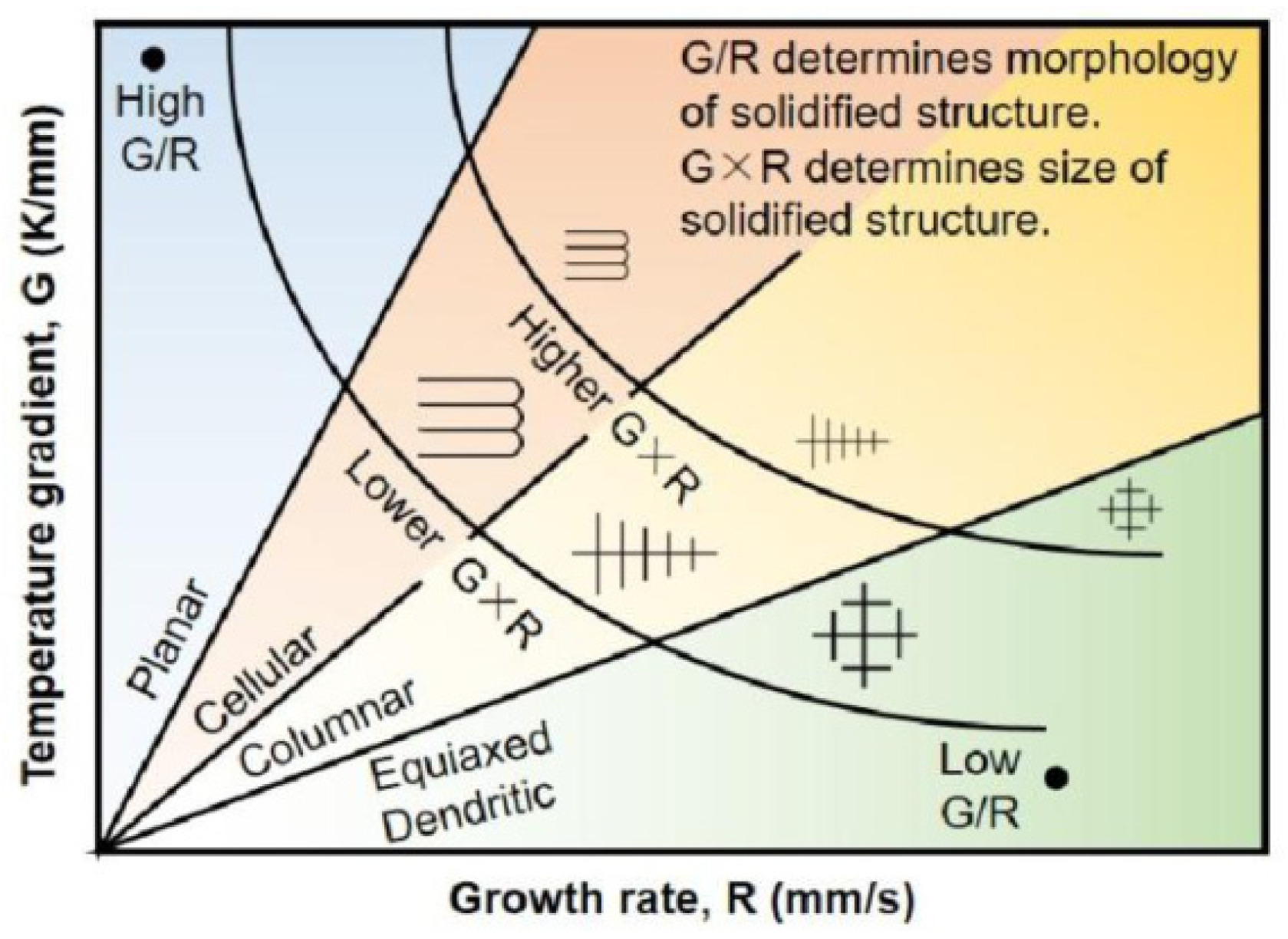
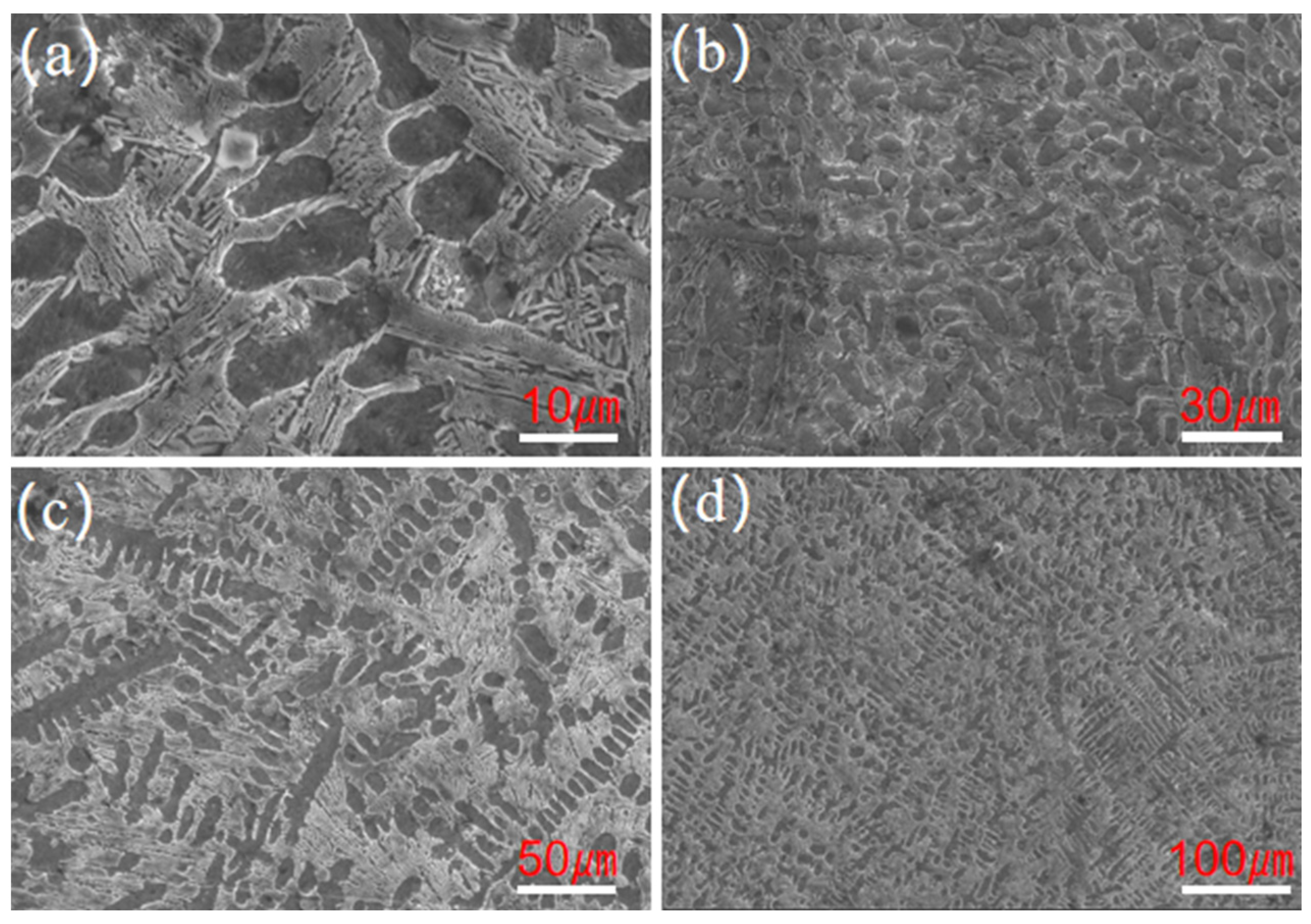
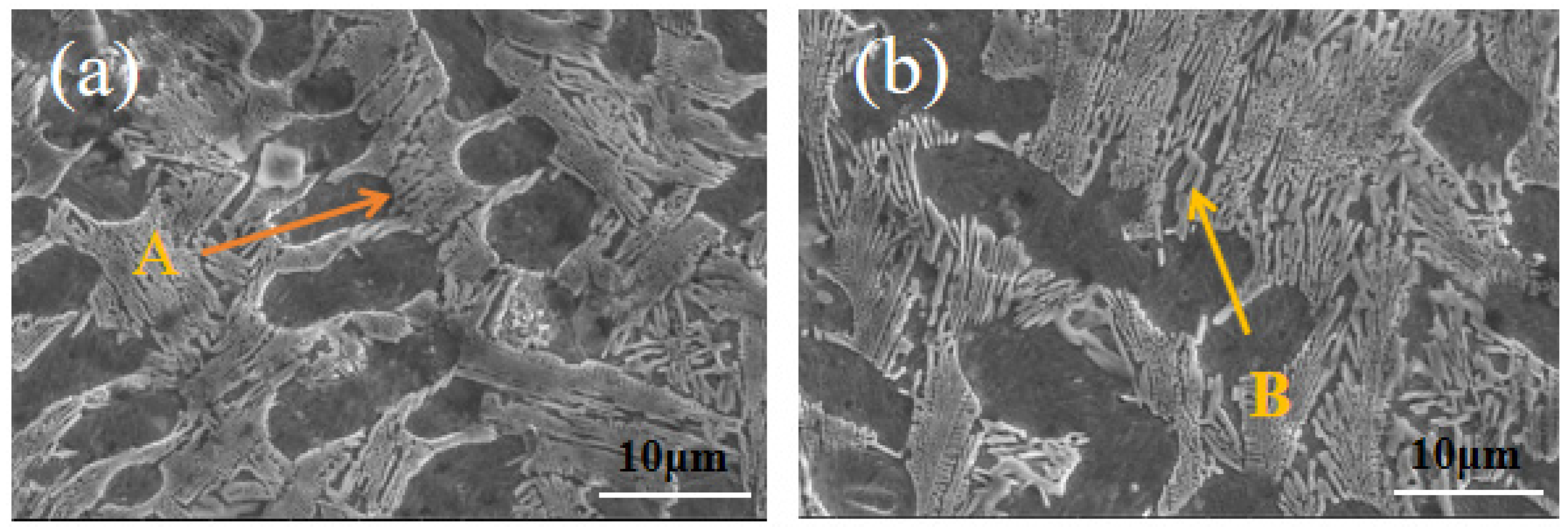
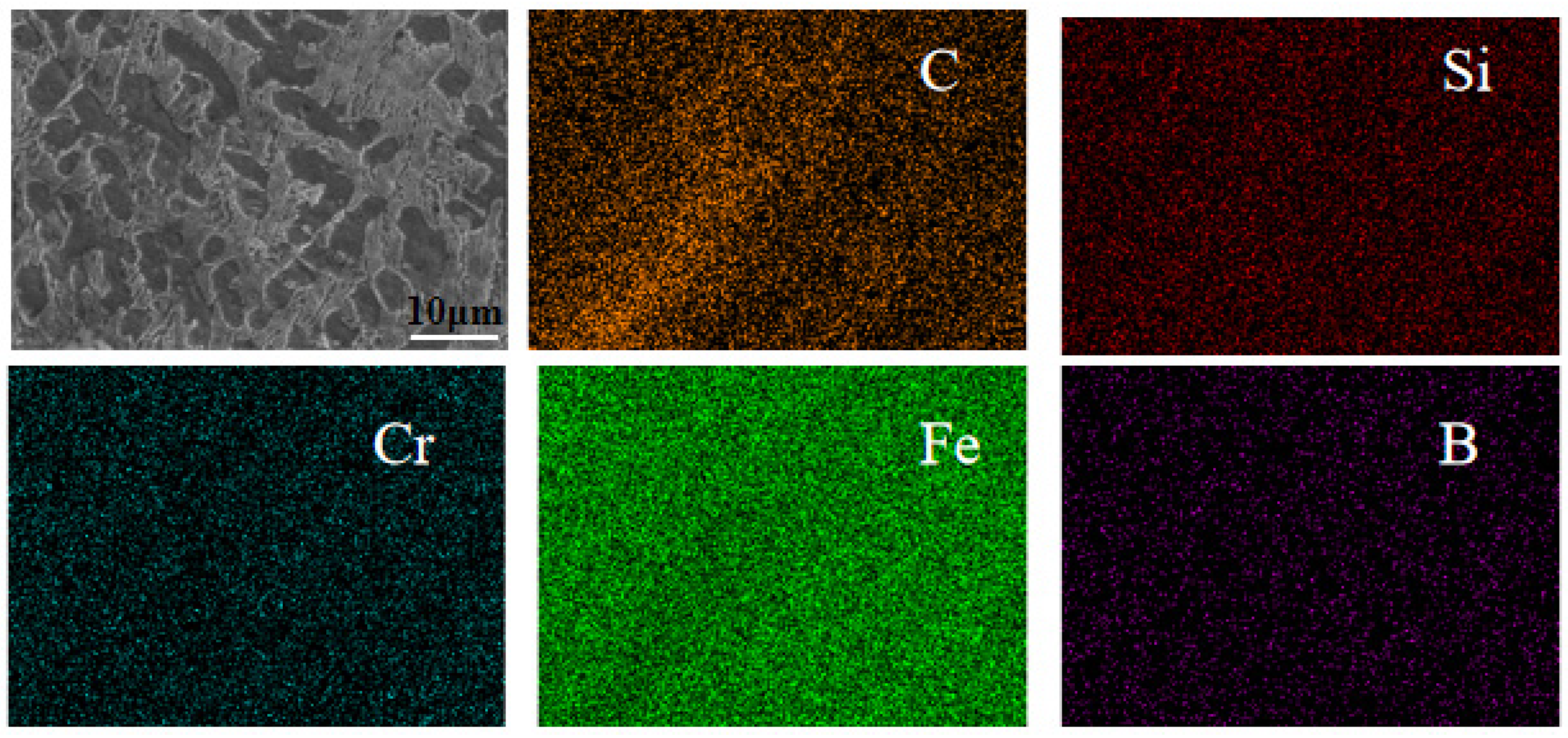
3.2. Microstructure Analysis
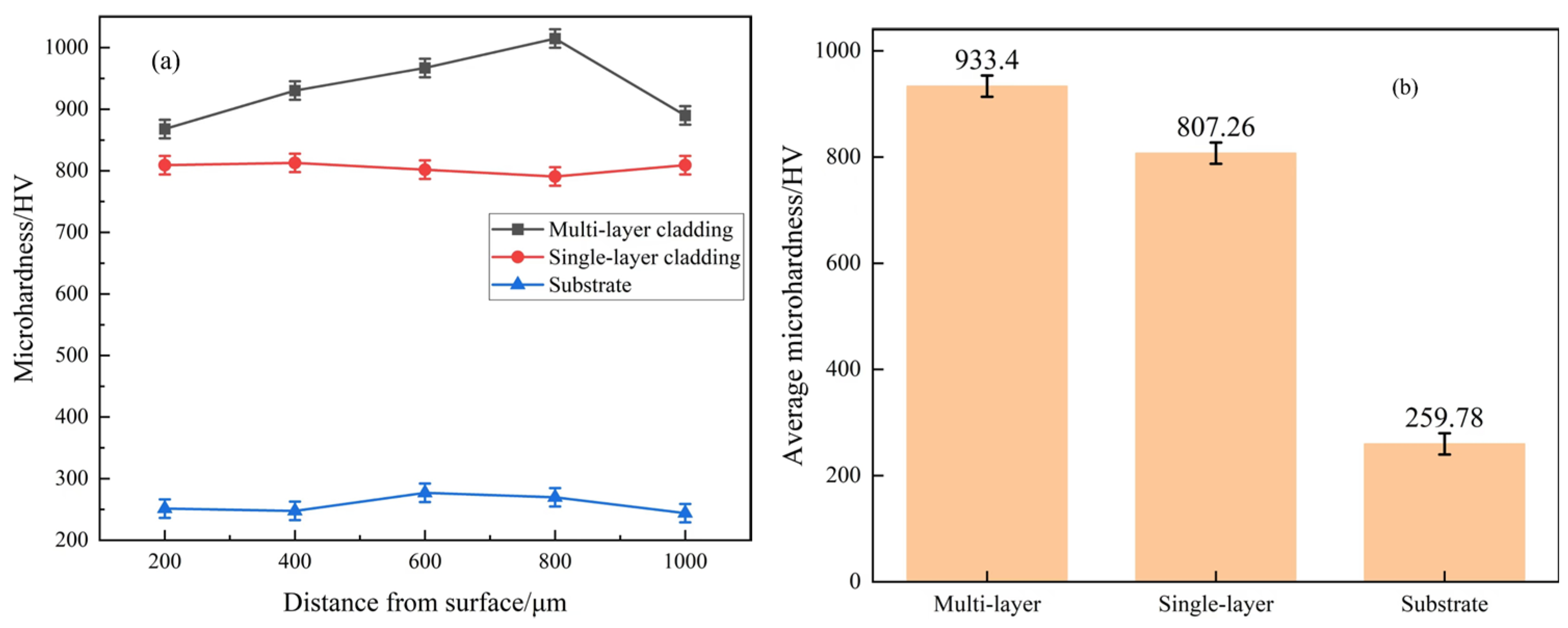
3.3. Microhardness Analysis
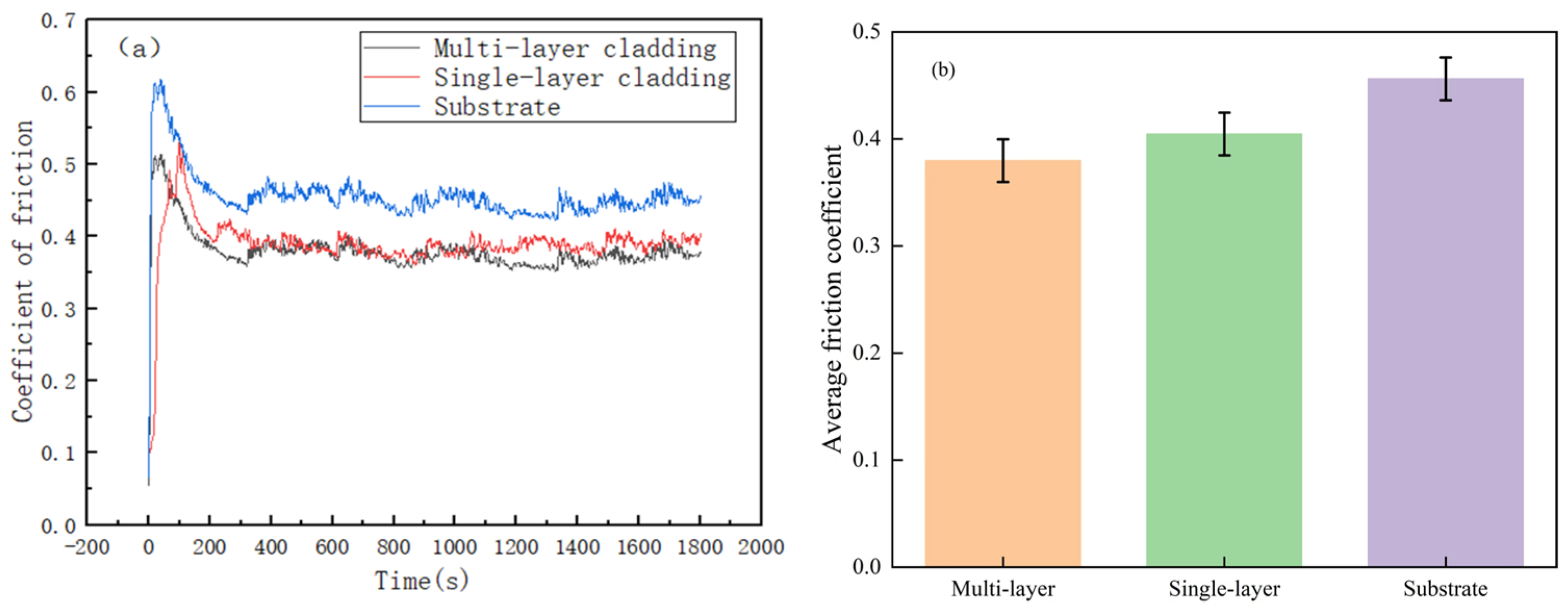
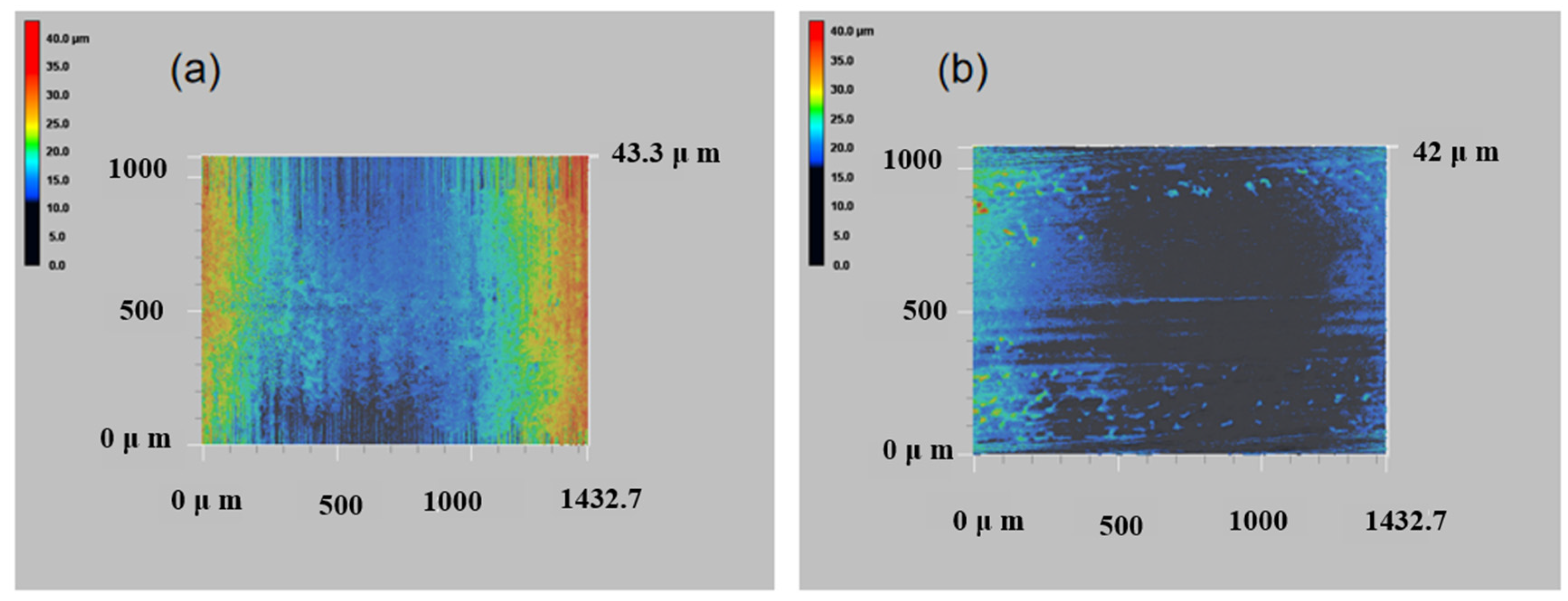
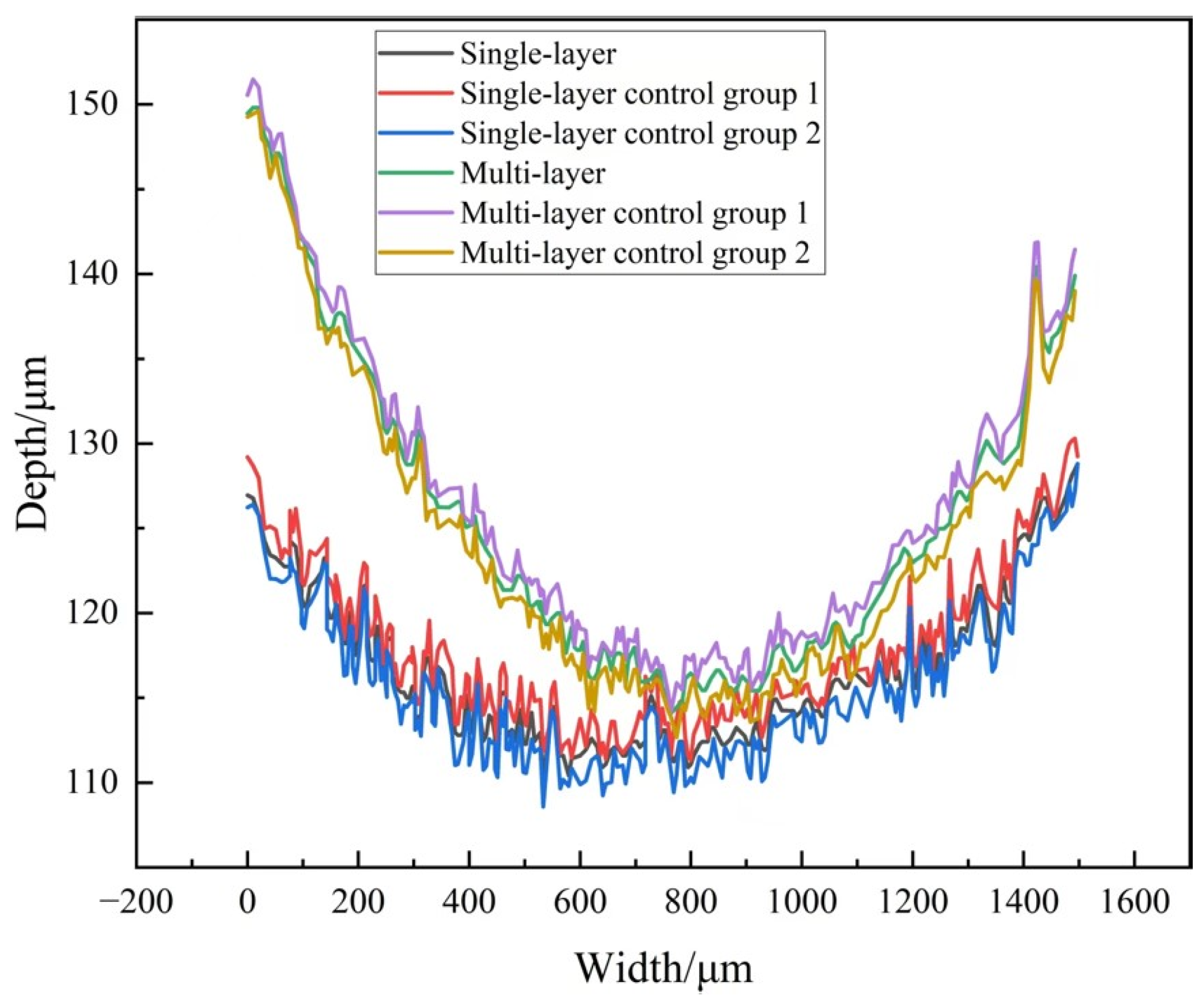
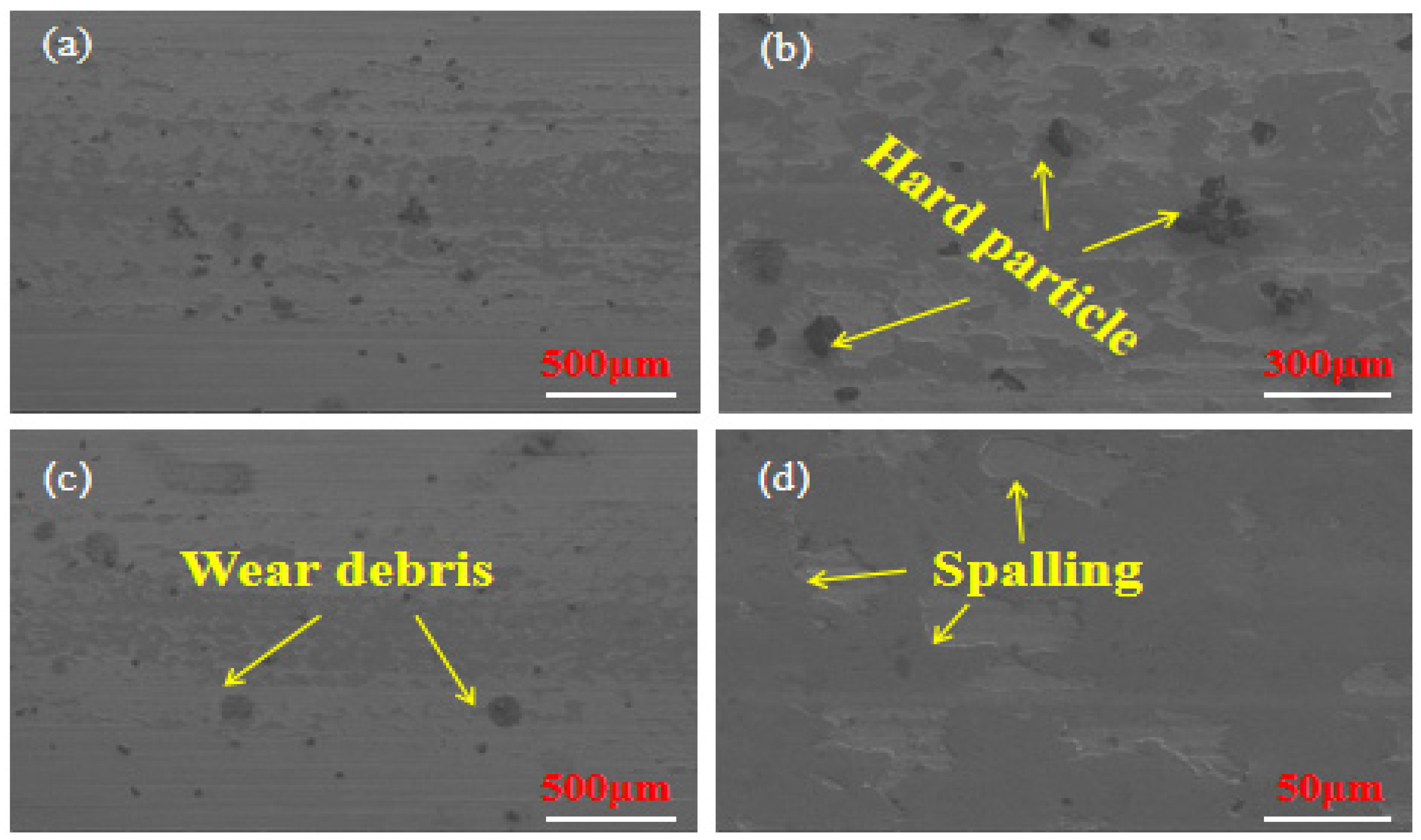
3.4. Wear Resistance Analysis
4. Conclusions
- Multi-layer and single-layer laser cladding coatings were successfully prepared on the 65 Mn substrate. The coatings exhibited a dense structure with no visible pores or cracks on the surface, indicating excellent metallurgical bonding. The Fe901 coating had a uniform composition distribution, consisting mainly of α-Fe and (Cr,Fe)7C3 phases. Microstructure of multi-layer laser cladding coating was primarily composed of fine equiaxed grains, while the single-layer laser cladding coating was mainly dendritic.
- The hardness of the multilayer laser cladding is 3.59 times higher than the hardness of the substrate, which is higher than the single-layer laser cladding. This can be attributed to the presence of more (Cr,Fe)7C3 throughout the multilayer laser clad coating, which inhibits dislocation movement in the lattice and enhances its resistance to plastic deformation.
- Multi-layer cladding wear resistance is better than single-layer cladding and substrate. Moreover, the mean friction coefficient of the laser clad is much lower than the mean friction coefficient of the substrate. This is due to the positive correlation between the wear resistance and coating hardness. The increased hardness of the multi-layer laser cladding coating results in a reduction in its wear. In terms of wear mechanism, multi-layer laser cladding coatings are mainly abrasive wear and the substrate is adhesive wear. Multi-layer laser cladding produces tight bond strength and forms an excellent wear-resistant skeleton, improving wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, J.; Chatha, S.S.; Sidhu, B.S. Abrasive wear characteristics and microstructure of Fe-based overlaid ploughshares in different field conditions. Soil Tillage Res. 2021, 205, 104771. [Google Scholar] [CrossRef]
- Kalácska, Á.; De Baets, P.; Fauconnier, D.; Schramm, F.; Frerichs, L.; Sukumaran, J. Abrasive wear behaviour of 27MnB5 steel used in agricultural tines. Wear 2020, 442–443, 203107. [Google Scholar] [CrossRef]
- Lu, Z.; Du, C.; Chen, Q.; Niu, T.; Wang, N.; Song, W. Wear and Friction Characteristics of 65 Mn Steel for Spike-Tooth Harrow. Coatings 2021, 11, 319. [Google Scholar] [CrossRef]
- Chen, L.; Chen, W.; Li, D.; Jing, P.; Yin, H.; Wu, H.; Xie, Y.; Wang, X. Effect of nano-La2O3 doping on the tribological behavior of laser cladded WC-12Co coating on 65 Mn steel under water lubrication condition. Tribol. Int. 2022, 169, 107428. [Google Scholar] [CrossRef]
- Li, R.; Wen, C.; Li, S.; Li, R.; Pu, H.; Jiang, Y.; Song, Z. Quality prediction of tractor rotary tillage based on BiConvLSTM with self-attention. Comput. Electron. Agric. 2023, 206, 107643. [Google Scholar] [CrossRef]
- Wu, X.; Zhou, G.; Sun, D.; Chen, L.; He, J.; Wang, S.; Xie, F. Cultivating a comprehensive understanding of microstructural attributes and wear mechanisms in FeCrCoNiAlTix high-entropy alloy coatings on TC6 substrates through laser cladding fabrication. J. Alloys Compd. 2024, 984, 173865. [Google Scholar] [CrossRef]
- Lin, C.-M. Parameter optimization of laser cladding process and resulting microstructure for the repair of tenon on steam turiine blade. Vacuum 2015, 115, 117–123. [Google Scholar] [CrossRef]
- Li, K.; Li, D.; Liu, D.; Pei, G.; Sun, L. Microstructure evolution and mechanical properties of multiple-layer laser cladding coating of 308L stainless steel. Appl. Surf. Sci. 2015, 340, 143–150. [Google Scholar] [CrossRef]
- Liu, H.; Hao, J.; Han, Z.; Yu, G.; He, X.; Yang, H. Microstructural evolution and bonding characteristic in multi-layer laser cladding of NiCoCr alloy on compacted graphite cast iron. J. Materials. Process. Technol. 2016, 232, 153–164. [Google Scholar] [CrossRef]
- Liu, H.; Xu, Q.; Wang, C.; Zhang, X. Corrosion and wear behavior of Ni60CuMoW coatings fabricated by combination of laser cladding and mechanical vibration processing. J. Alloys Compd. 2015, 621, 357–363. [Google Scholar] [CrossRef]
- Li, M.; Han, B.; Wang, Y.; Song, L.; Guo, L. Investigation on laser cladding high-hardness nano-ceramic coating assisted by ultrasonic vibration processing. Optik 2016, 127, 4596–4600. [Google Scholar] [CrossRef]
- Ramiro, P.; Alberdi, A.; Ortiz, M.; Lamikiz, A.; Ukar, E. Characteristics of Fe-, Ni- and Co-based Powder Coatings Fabricated by Laser Metal Deposition without Preheating the base Material. Procedia. CIRP 2018, 68, 381–386. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, M.; Qu, S. Development and characterization of (Ti, Mo)C carbides reinforced Fe-based surface composite coating produced by laser cladding. Opt. Lasers Eng. 2010, 48, 893–898. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Gao, W.; Zhou, C.; Liu, F.; Lin, X. Microstructure and properties of laser cladding FeCrBSi composite powder coatings with higher Cr content. J. Mater. Process. Technol. 2014, 214, 899–905. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, S.; Zhang, C.H.; Wu, C.L.; Zhang, J.B.; Abdullah, A.O. Phase evolution and wear resistance of in situ synthesized V8C7 particles reinforced Fe-based coating by laser cladding. Opt. Laser Technol. 2018, 105, 58–65. [Google Scholar] [CrossRef]
- Xu, G.; Kutsuna, M.; Liu, Z.; Sun, L. Characteristic behaviours of clad layer by a multi-layer laser cladding with powder mixture of Stellite-6 and tungsten carbide. Surf. Coat. Technol. 2006, 201, 3385–3392. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Z.; Zhao, S.; Wang, Y.; Chen, H.; Lin, X. Effect of a small addition of Ti on the Fe-based coating by laser cladding. Surf. Coat. Technol. 2016, 291, 423–429. [Google Scholar] [CrossRef]
- Zhang, H.; Zou, Y.; Zou, Z.; Wu, D. Microstructure and properties of Fe-based composite coating by laser cladding Fe–Ti–V–Cr–C–CeO2 powder. Opt. Laser Technol. 2015, 65, 119–125. [Google Scholar] [CrossRef]
- Yang, X.-Y.; Peng, X.; Chen, J.; Wang, F. Effect of a small increase in the Ni content on the properties of a laser surface clad Fe-based alloy. Appl. Surf. Sci. 2007, 253, 4420–4426. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Microstructural characterization of AISI 431 martensitic stainless steel laser-deposited coatings. J. Mater. Sci. 2011, 46, 3405–3414. [Google Scholar] [CrossRef]
- Lu, Y.; Huang, G.; Wang, Y.; Li, H.; Qin, Z.; Lu, X. Crack-free Fe-based amorphous coating synthesized by laser cladding. Mater. Lett. 2018, 210, 46–50. [Google Scholar] [CrossRef]
- Da Sun, S.; Fabijanic, D.; Barr, C.; Liu, Q.; Walker, K.; Matthews, N.; Orchowski, N.; Easton, M.; Brandt, M. In-situ quench and tempering for microstructure control and enhanced mechanical properties of laser cladded AISI 420 stainless steel powder on 300M steel substrates. Surf. Coat. Technol. 2018, 333, 210–219. [Google Scholar] [CrossRef]
- ASTM International. ASTM G99-17: Standard Guide for Wear Testing with a Pin-on-Disk Apparatus; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Tan, H.; Luo, Z.; Li, Y.; Yan, F.; Duan, R.; Huang, Y. Effect of strengthening particles on the dry sliding wear behavior of Al2O3–M7C3/Fe metal matrix composite coatings produced by laser cladding. Wear 2015, 324–325, 36–44. [Google Scholar] [CrossRef]
- Liu, C.; Xu, P.; Zheng, D.; Liu, Q. Study on microstructure and properties of a Fe-based SMA/PZT composite coating produced by laser cladding. J. Alloys Compd. 2020, 831, 154813. [Google Scholar] [CrossRef]
- Paydas, H.; Mertens, A.; Carrus, R.; Lecomte-Beckers, J.; Tchoufang Tchuindjang, J. Laser cladding as repair technology for Ti–6Al–4V alloy: Influence of building strategy on microstructure and hardness. Mater. Des. 2015, 85, 497–510. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–31. [Google Scholar]
- Zhu, H.; Ouyang, M.; Hu, J.; Zhang, J.; Qiu, C. Design and development of TiC-reinforced 410 martensitic stainless steel coatings fabricated by laser cladding. Ceram. Int. 2021, 47, 12505–12513. [Google Scholar] [CrossRef]
- Guo, Y.; Li, C.; Zeng, M.; Wang, J.; Deng, P.; Wang, Y. In-situ TiC reinforced CoCrCuFeNiSi0.2 high-entropy alloy coatings designed for enhanced wear performance by laser cladding. Mater. Chem. Phys. 2020, 242, 122522. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, H.; Fu, H.; Cui, Y.; Wang, C.; Chen, H.; Yang, Z.; Cao, W.; Liang, J.; Zhang, C. Retarding effect of submicron carbides on short fatigue crack propagation: Mechanistic modeling and Experimental validation. Acta Mater. 2023, 250, 118875. [Google Scholar] [CrossRef]
- Jiang, L.; Cui, X.; Jin, G.; Tian, H.; Tian, Z.; Zhang, X.; Wan, S. Synthesis and microstructure, properties characterization of Ni-Ti-Cu/Cu-Al functionally graded coating on Mg-Li alloy by laser cladding. Appl. Surf. Sci. 2022, 575, 151645. [Google Scholar] [CrossRef]
- Hao, J.; Hu, F.; Le, X.; Liu, H.; Yang, H.; Han, J. Microstructure and high-temperature wear behaviour of Inconel 625 multi-layer cladding prepared on H13 mould steel by a hybrid additive manufacturing method. J. Mater. Process. Technol. 2021, 291, 117036. [Google Scholar] [CrossRef]
- Gong, L.; Fu, H.; Yang, P.; Ji, X.; Yin, W.; Lin, J. Refinement of primary carbides and improvement of wear resistance of hypereutectic high chromium cast iron after modification. J. Mater. Res. Technol. 2023, 24, 5724–5742. [Google Scholar] [CrossRef]
- Ye, W.; Xie, M.; Huang, Z.; Wang, H.; Zhou, Q.; Wang, L.; Chen, B.; Wang, H.; Liu, W. Microstructure and tribological properties of in-situ carbide/CoCrFeNiMn high entropy alloy composites synthesized by flake powder metallurgy. Tribol. Int. 2023, 181, 108295. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | Cr | Fe |
|---|---|---|---|---|---|
| 0.60–0.72 | 0.15–0.33 | 0.93–1.20 | 0.29 | 0.16 | Bal. |
| C | Cr | Si | B | Mo | Ni | Fe |
|---|---|---|---|---|---|---|
| 0.15 | 13.5 | 1.3 | 1.6 | 0.8 | 1.8 | Bal. |
| Content | Numerical |
|---|---|
| Output power (W) | 1200 |
| Processing rate (mm/min) | 800 |
| Spot size (mm) | 5 |
| Overlap rate (%) | 50 |
| Test Points | B | Fe | Cr | C | Si | Ni |
|---|---|---|---|---|---|---|
| Point A | 1.06 | 80.32 | 12.43 | 1.16 | 1.44 | 0.73 |
| Point B | 1.13 | 71.49 | 18.56 | 1.98 | 1.49 | 1.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Ding, W.; Wang, X.; Mo, D.; Chen, F. Study on Microstructure and Wear Resistance of Multi-Layer Laser Cladding Fe901 Coating on 65 Mn Steel. Materials 2025, 18, 3505. https://doi.org/10.3390/ma18153505
Yu Y, Ding W, Wang X, Mo D, Chen F. Study on Microstructure and Wear Resistance of Multi-Layer Laser Cladding Fe901 Coating on 65 Mn Steel. Materials. 2025; 18(15):3505. https://doi.org/10.3390/ma18153505
Chicago/Turabian StyleYu, Yuzhen, Weikang Ding, Xi Wang, Donglu Mo, and Fan Chen. 2025. "Study on Microstructure and Wear Resistance of Multi-Layer Laser Cladding Fe901 Coating on 65 Mn Steel" Materials 18, no. 15: 3505. https://doi.org/10.3390/ma18153505
APA StyleYu, Y., Ding, W., Wang, X., Mo, D., & Chen, F. (2025). Study on Microstructure and Wear Resistance of Multi-Layer Laser Cladding Fe901 Coating on 65 Mn Steel. Materials, 18(15), 3505. https://doi.org/10.3390/ma18153505