
Influence Mechanisms of Trace Rare-Earth Ce on Texture Development of Non-Oriented Silicon Steel



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
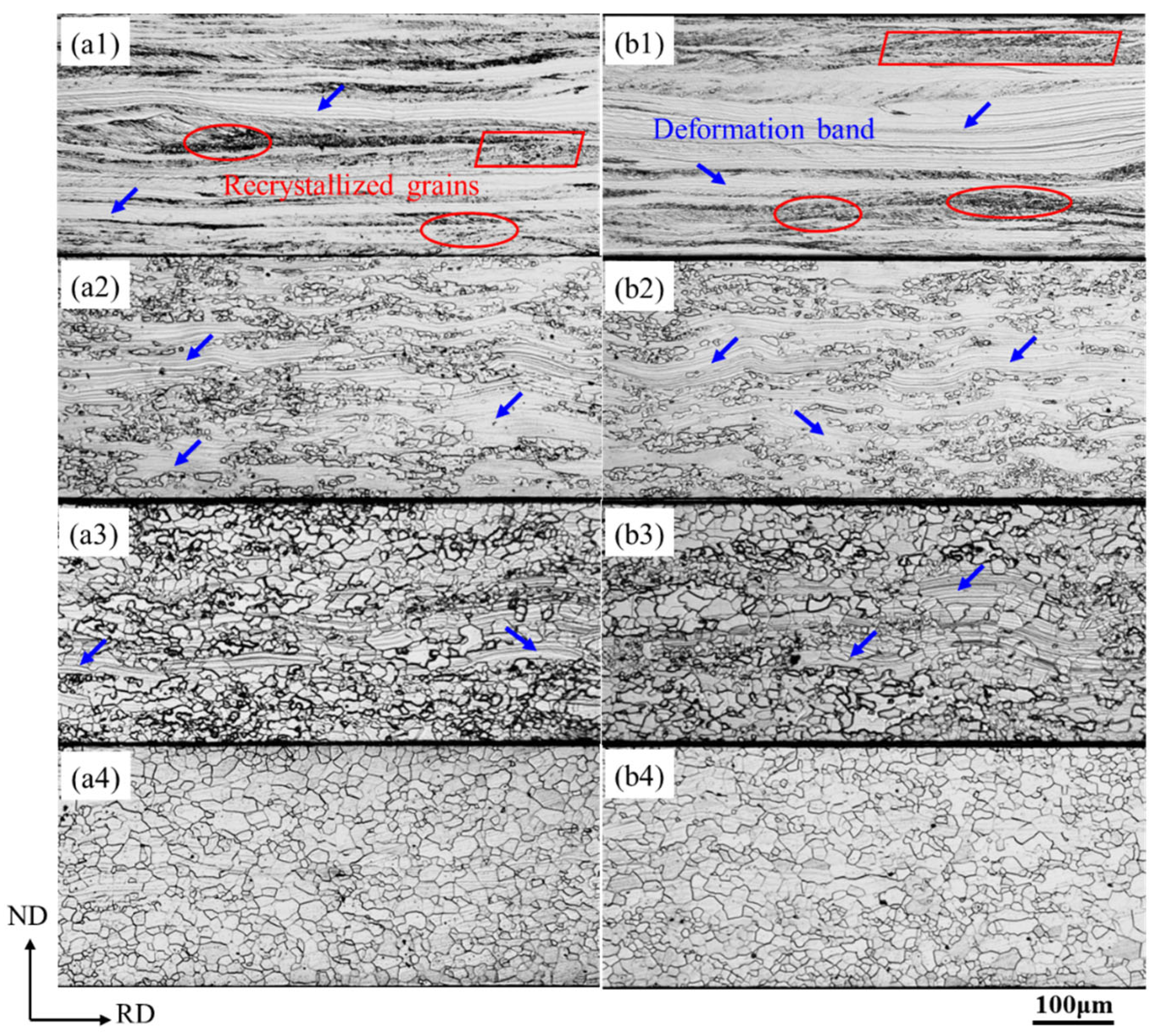
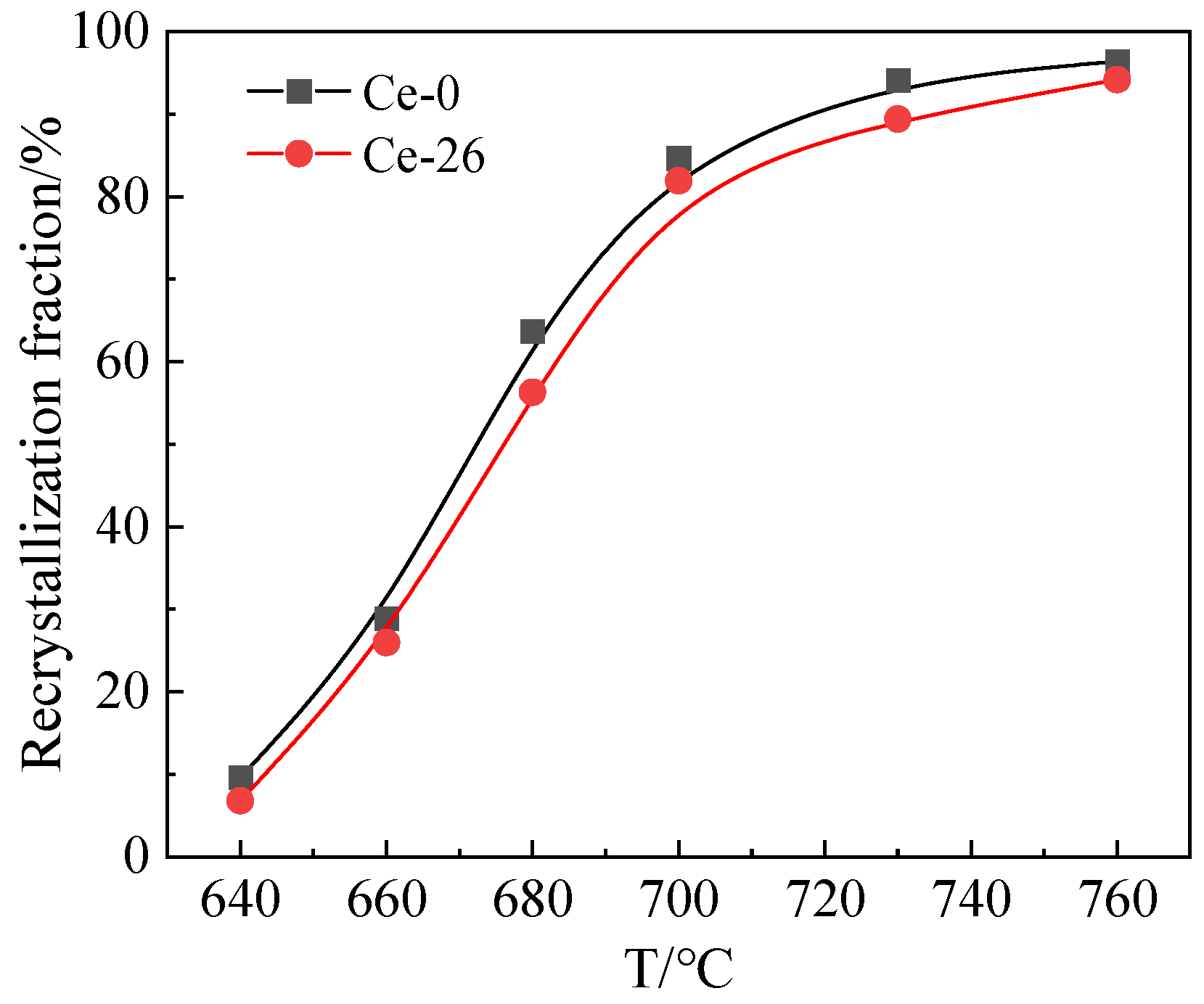
3.1. Recrystallization Process Analysis
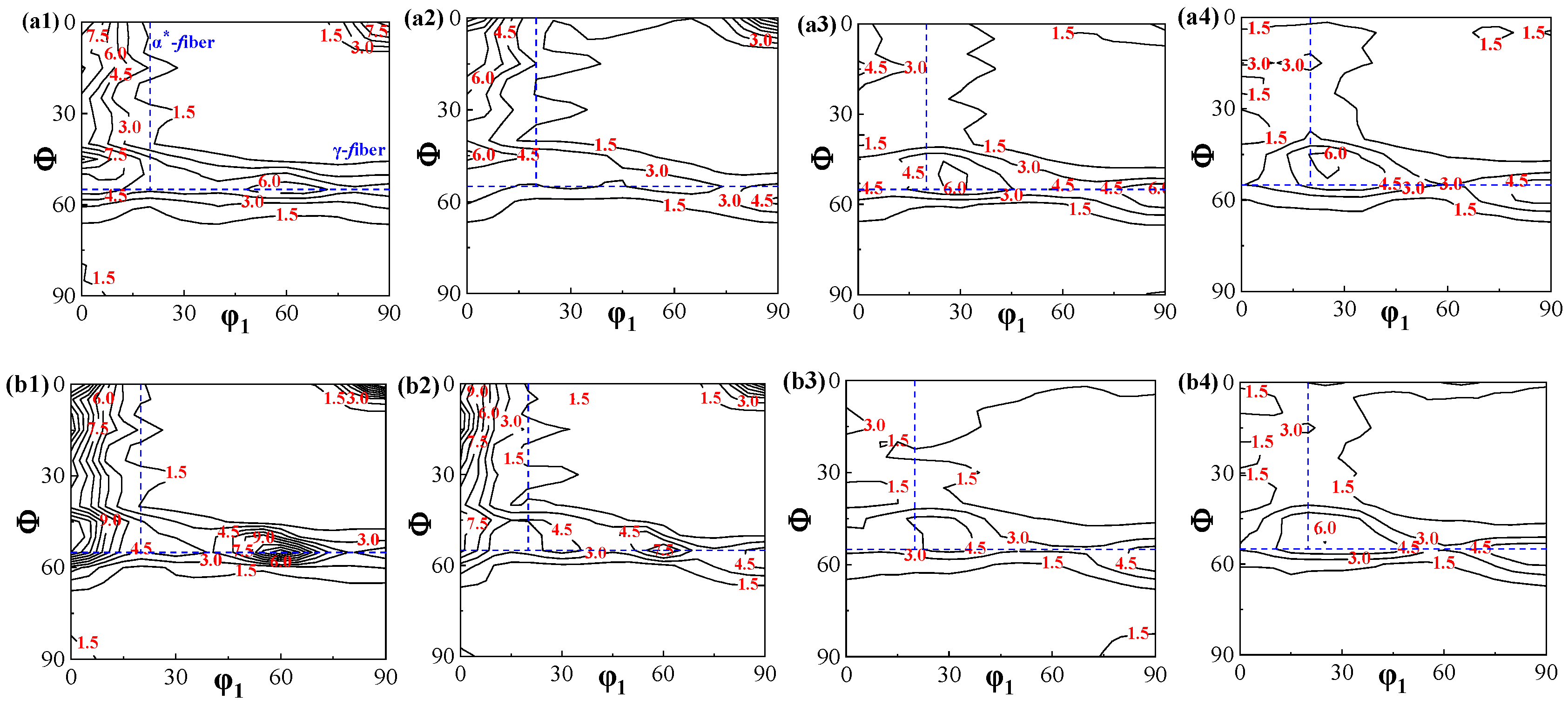
3.2. Texture Evolution During Recrystallization
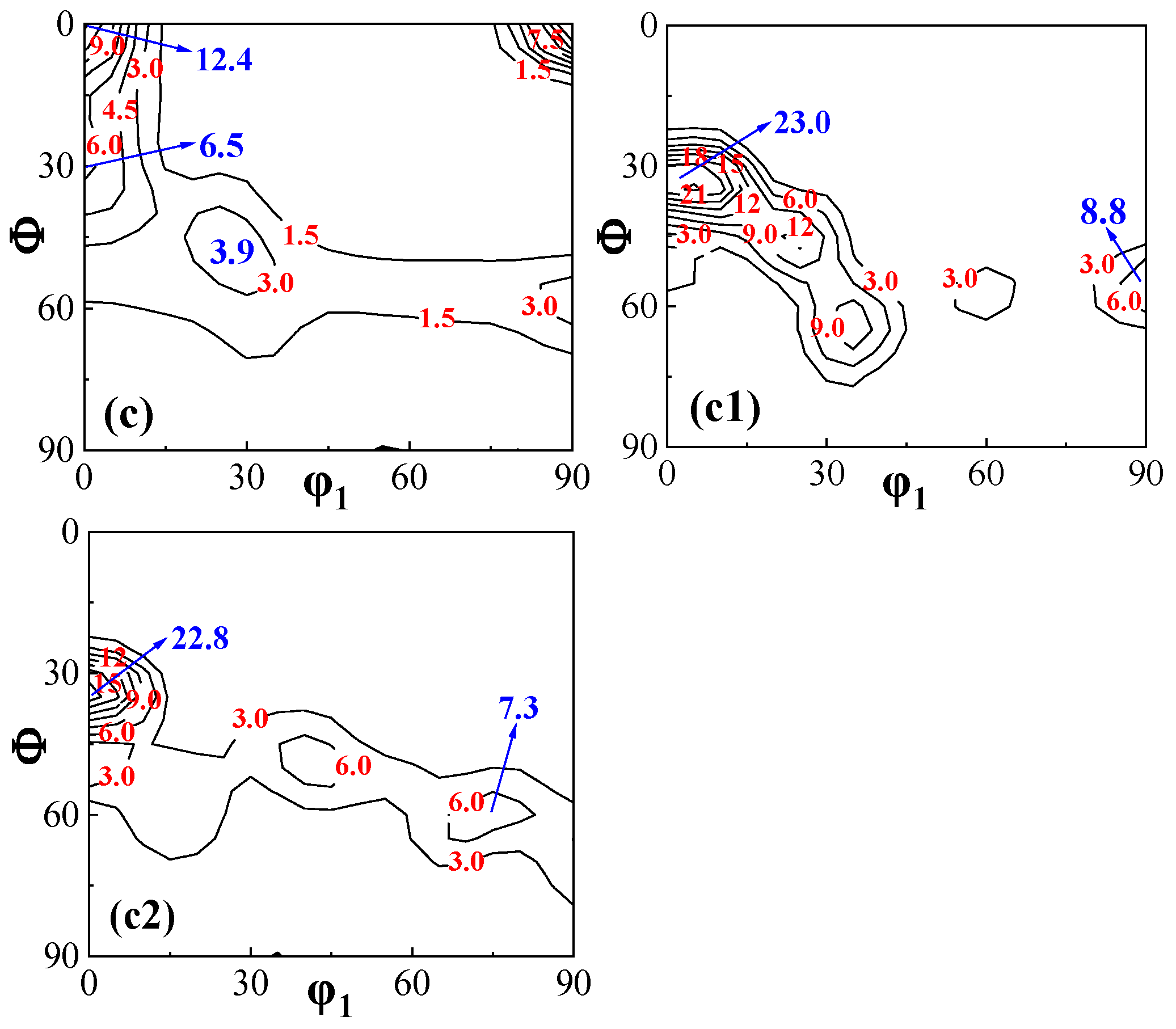
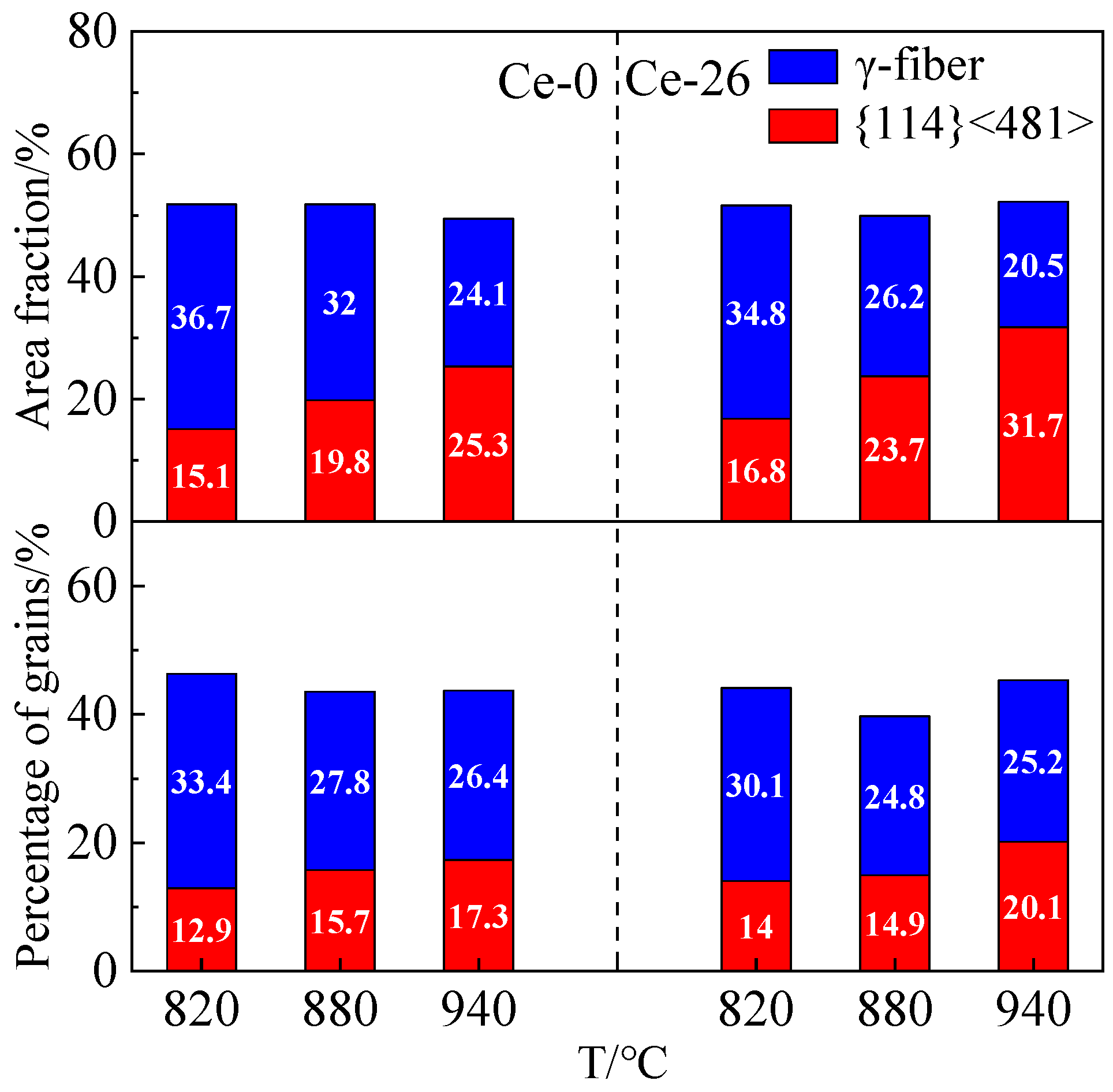
3.3. Texture Evolution During Grain Growth Process
4. Conclusions
- (1)
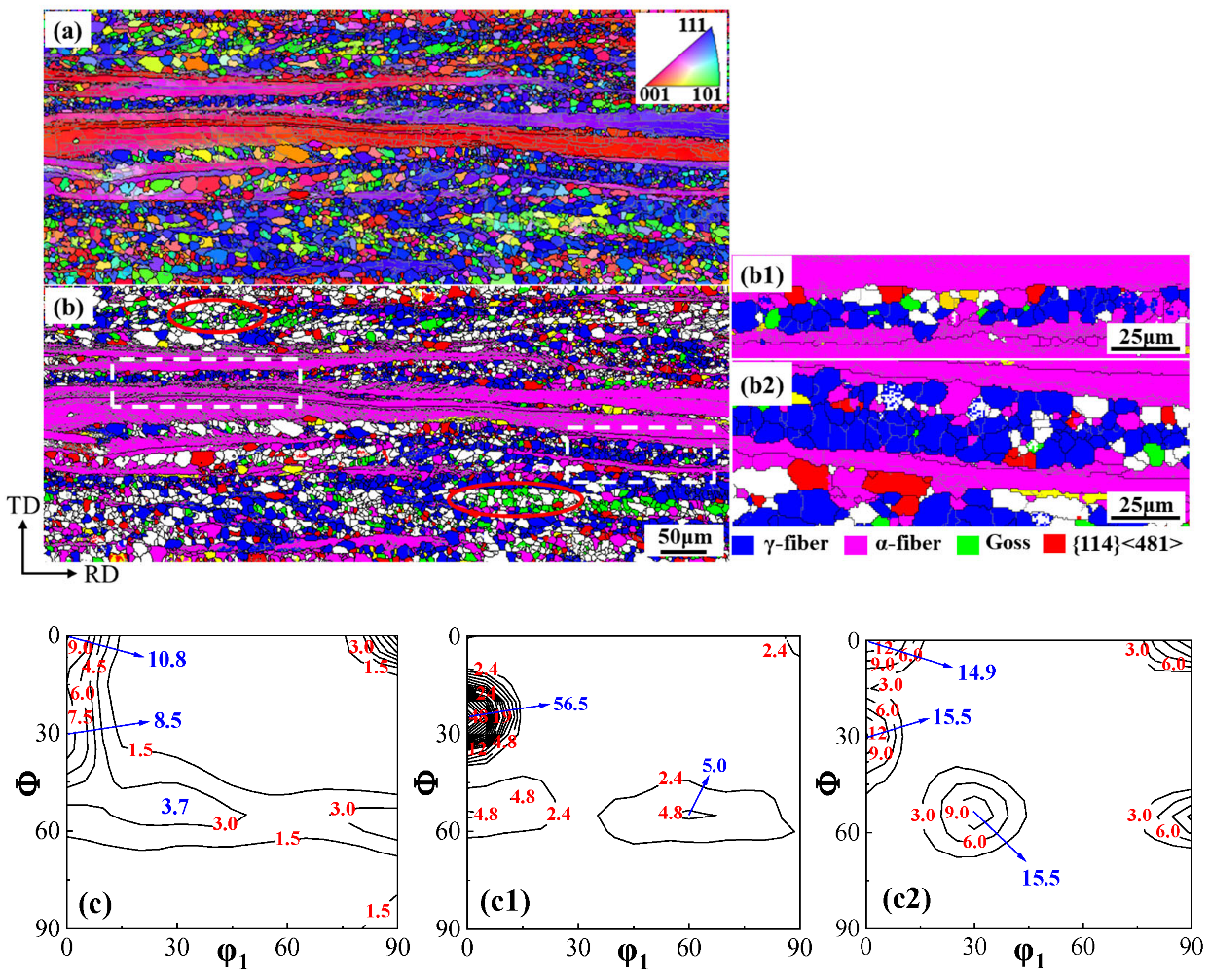
- Non-oriented silicon steel cold-rolled sheets exhibit a predominant α-fiber texture, with weaker γ-fiber texture. As recrystallization progresses, the intensity of α-fiber texture progressively diminishes, while both α∗-fiber and γ-fiber textures strengthen.
- (2)
- The {111} <112> recrystallized grains preferentially nucleate at the deformed γ-grains and grain-boundary regions and tend to form colony structures. The {100} <012> and {114} <481> recrystallized grains are mainly dispersed near the deformed α-grains.
- (3)
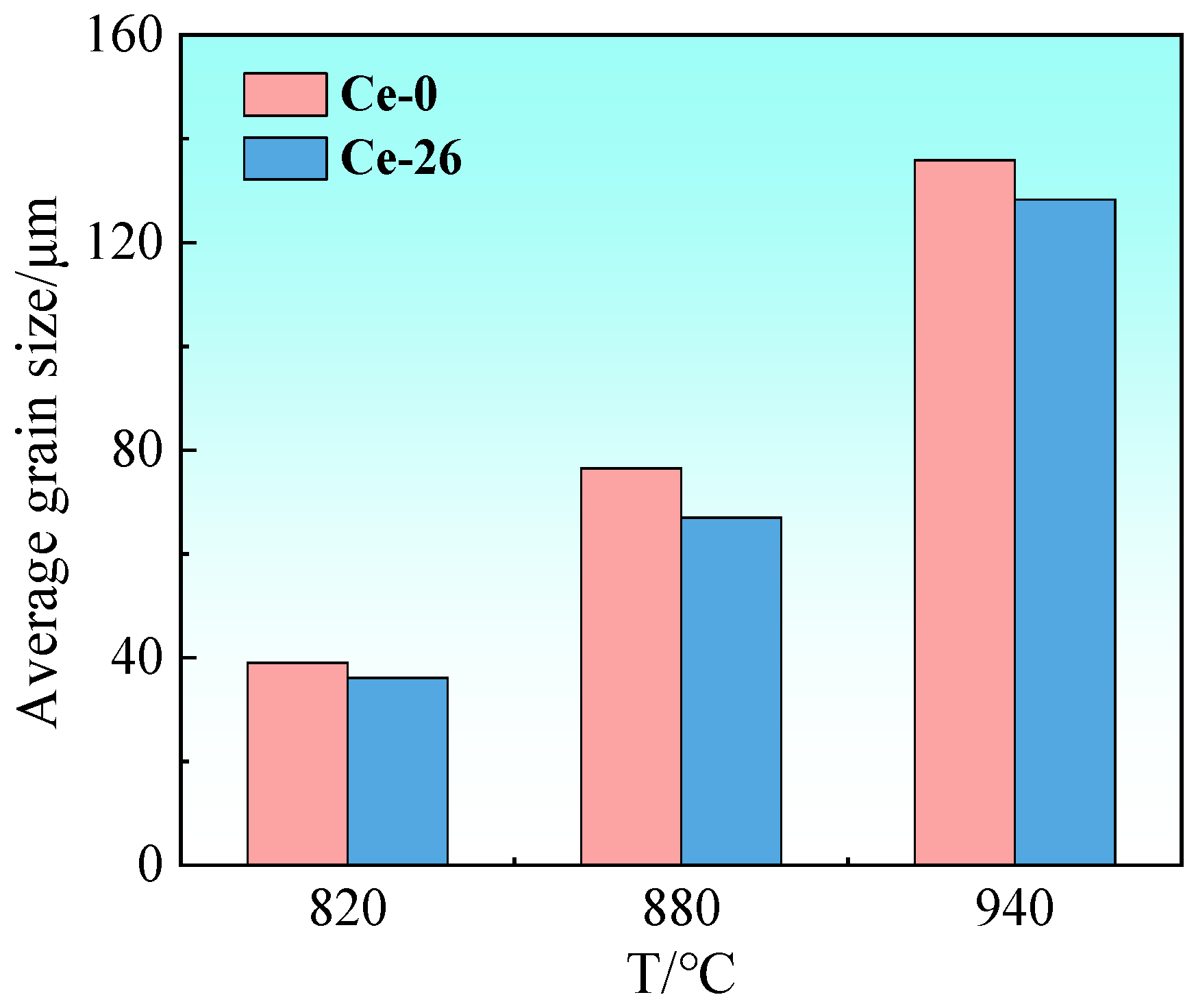
- At a Ce content of 0.0026%, the recrystallization of the cold-rolled sheet is retarded, inhibiting the consumption of deformed α-grains by recrystallized γ-grains, which provides favorable conditions for the nucleation and growth of α*-grains.
- (4)
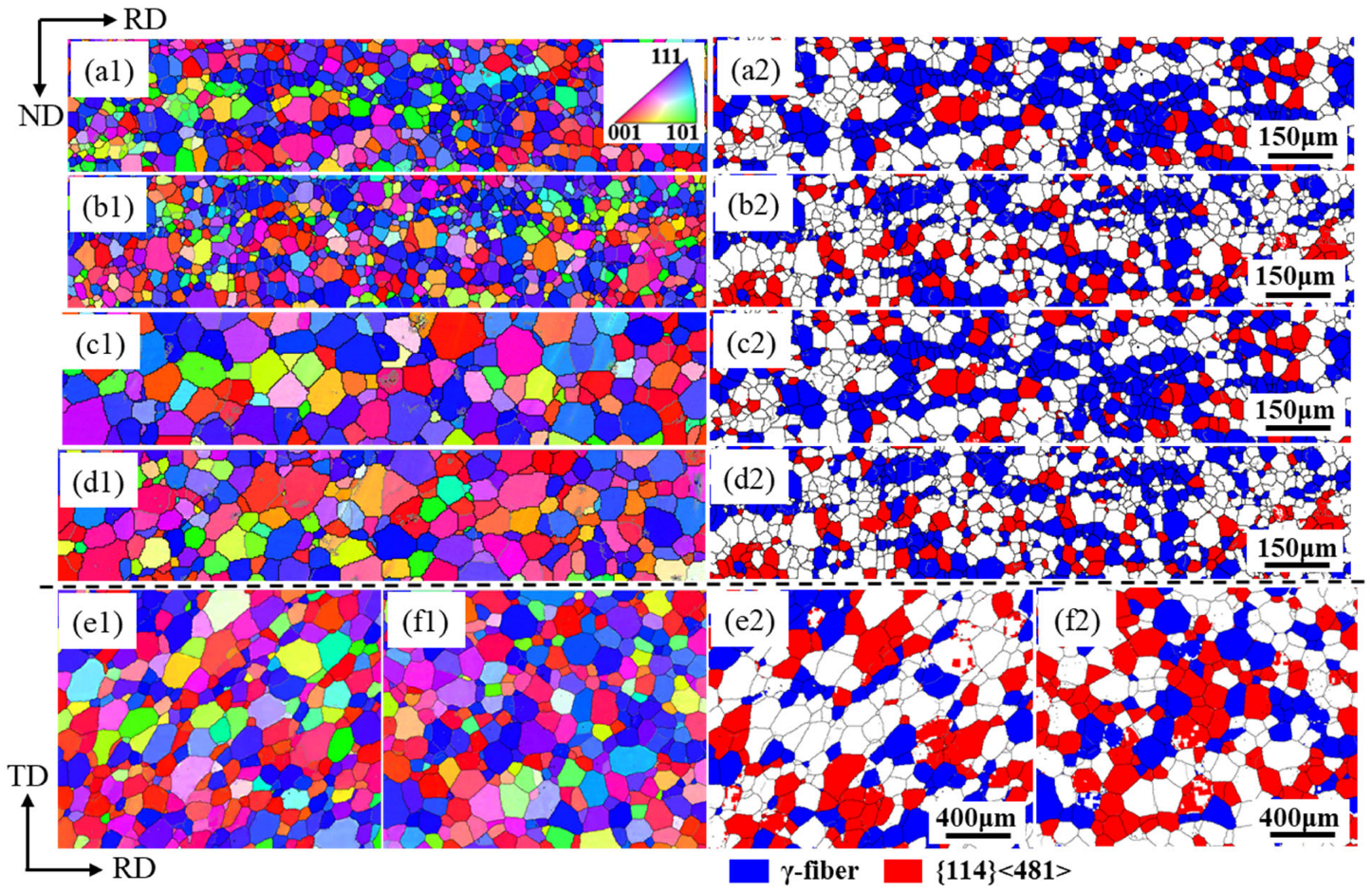
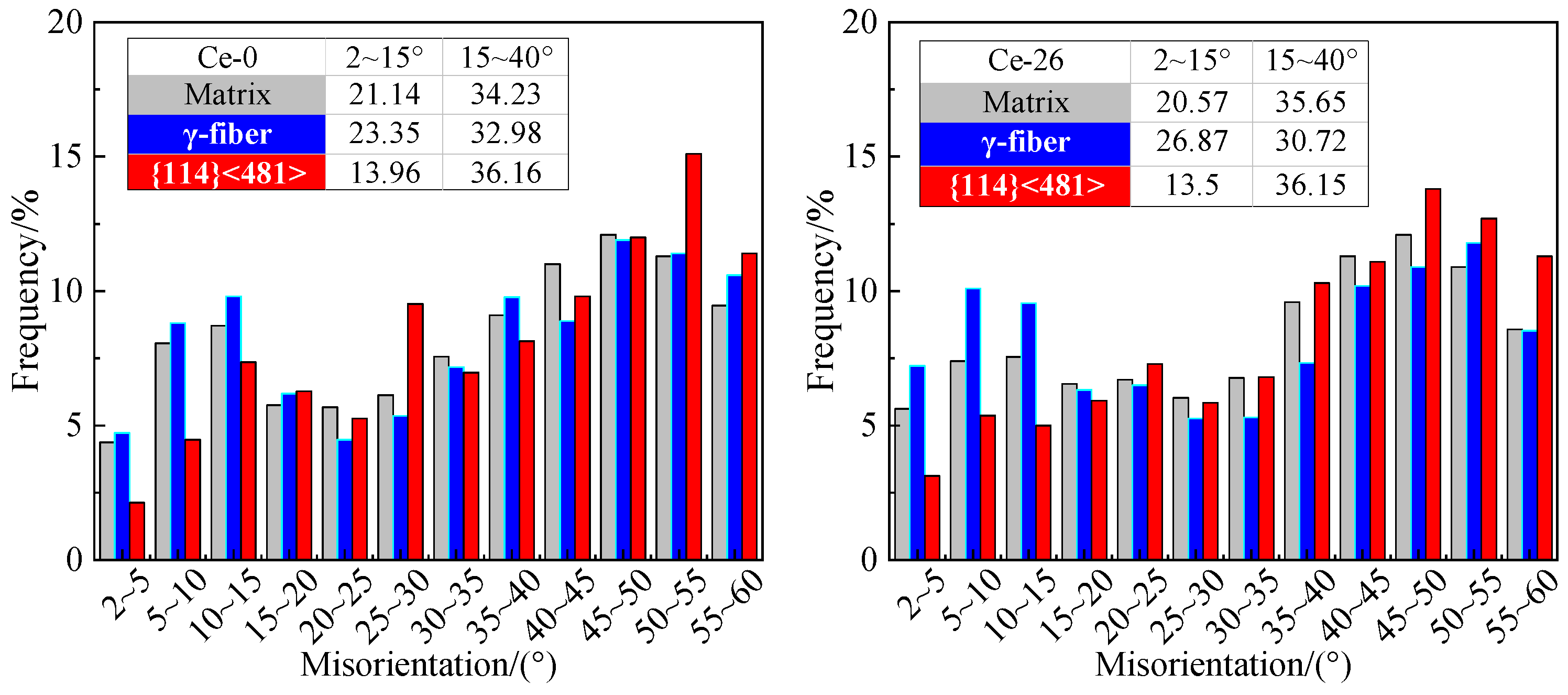
- During grain growth, {114} <481> grains exhibit accelerated expansion due to their superior grain-boundary migration rates. Meanwhile, trace cerium segregates at grain boundaries and generates solute drag effects, suppressing γ-grain development by reducing boundary mobility.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chu, S.Y.; Gan, Y.; Qiu, S.T.; Xiang, L.; Tian, Y.S.; Shi, C. Research status of texture control in the manufacturing process for high grade non-oriented silicon steel. Mater. Rep. 2024, 38, 203–211. [Google Scholar]
- Jin, Y.C.; Li, Z.C. Impact law of typical special preparation techniques on texture of non-oriented electrical steel. J. Mater. Eng. 2024, 52, 135–145. [Google Scholar]
- Barros, J.; Schneider, J.; Verbeken, K.; Houbaert, Y. On the correlation between microstructure and magnetic losses in electrical steel. J. Magn. Magn. Mater. 2008, 320, 2490–2493. [Google Scholar] [CrossRef]
- Zhang, F.Q.; Wang, S.Z.; Shi, X.J. Influence of energy efficiency upgrading of electric appliances on electrical steel industry and demand forecast. Electr. Steel. 2023, 5, 33–41. [Google Scholar]
- Zhu, C.Y.; Bao, Y.K.; Wang, Y.; Ma, J.H.; Li, G.Q. Research progress on application status and performance control of non-oriented silicon steel for drive motor of new energy vehicles. Mater. Rep. 2021, 35, 23089–23096. [Google Scholar]
- Zhu, J.; Huang, H.Y.; Xie, J.X. Recent progress and new ideas for accelerating research in rare earth steel. J. Iron Steel Res. 2017, 29, 513–529. [Google Scholar]
- Wang, L.M.; Tan, Q.Y.; Li, N.; Qiu, S.T.; Gan, Y. Research progress on rare earth application technology in non-oriented electrical steels. J. Chin. Soc. Rare Earths 2014, 32, 513–532. [Google Scholar]
- Yang, J.; Li, T.T. Research progress on inclusion control of non-oriented silicon steel with REM treatment. Iron Steel. 2022, 57, 1–15. [Google Scholar]
- Liu, X.D.; Wang, B.; Zhu, J.R.; Zhang, F. Development history and technological progress of non-oriented electrical steel sheets at Baosteel. Electr. Mater. 2014, 5, 41–47. [Google Scholar]
- Wang, H.J.; Shao, K.X.; Niu, Y.H.; Qiao, J.L.; Pan, H.B.; Qiu, S.T. Influence mechanism of rare earth (RE) on inclusion modification in non-oriented silicon steel. Metall. Res. Technol. 2024, 121, 604. [Google Scholar] [CrossRef]
- Ren, Q.; Zhang, L.F. Effect of cerium content on inclusions in an ultra-low-carbon aluminum-killed steel. Metall. Mater. Trans. B 2020, 51, 589–600. [Google Scholar] [CrossRef]
- Li, G.B.; Yang, Y.J.; He, Z.H.; Sha, Y.H. The multiple effects of RE element addition in non-oriented silicon steel. Materials 2025, 18, 1944–1996. [Google Scholar] [CrossRef] [PubMed]
- Hou, C.K.; Liao, C.C. Effect of cerium content on the magnetic properties of non-oriented electrical steels. ISIJ Int. 2008, 48, 531–539. [Google Scholar] [CrossRef]
- Li, N.; Wang, Y.Q.; Qiu, S.T.; Xiang, L. Effect of Ce on the evolution of recrystallization texture in a 1.2% Si-0.4% Al non-oriented electrical steel. ISIJ Int. 2016, 56, 1256–1261. [Google Scholar] [CrossRef]
- He, Z.H.; Sha, Y.H.; Gao, Y.K.; Chang, S.T.; Zhang, F.; Zuo, L. Recrystallization texture development in rare-earth (RE)-doped non-oriented silicon steel. J. Iron Steel Res. Int. 2020, 27, 1339–1346. [Google Scholar] [CrossRef]
- Li, Z.Q.; Chen, H.W. Effects of solute segregation on the mobility and mechanical properties of {102} coherent twin boundary in magnesium. Comput. Mater. Sci. 2023, 227, 112297. [Google Scholar] [CrossRef]
- Wang, F.Y.; Wu, H.H.; Zhou, X.Y.; Bai, P.H.; Shang, C.L.; Wang, S.Z.; Wu, G.L.; Gao, J.H.; Zhao, H.T.; Zhang, C.L.; et al. First-principle study on the segregation and strengthening behavior of solute elements at grain boundary in BCC iron. J. Mater. Sci. Technol. 2024, 189, 247–261. [Google Scholar] [CrossRef]
- Robson, J.D. Effect of rare-earth additions on the texture of wrought magnesium alloys: The role of grain boundary segregation. Metall. Mater. Trans. A 2014, 45, 3205–3212. [Google Scholar] [CrossRef]
- Yasuda, M.; Kataoka, T.; Ushigami, Y.; Murakami, K.; Ushioda, K. Texture evolution during recrystallization and grain growth in heavily cold-rolled Fe-3% Si alloy. ISIJ Int. 2018, 58, 1893–1900. [Google Scholar] [CrossRef]
- Chang, S.T.; Zhang, F.; Sha, Y.H.; Zuo, L. Recrystallization texture competition mediated by segregation element in body-centered cubic metals. Acta Mater. 2023, 59, 1065–1074. [Google Scholar]
- Suehiro, R.; Hayakawa, Y.; Takamiya, T. Effect of Sn addition on evolution of primary recrystallization texture in 3% Si steel. ISIJ Int. 2019, 59, 351–358. [Google Scholar] [CrossRef]
- Yu, L.; Luo, H.W. Effect of partial recrystallization annealing on magnetic properties and mechanical properties of non-oriented silicon steel. Acta Metall. Sin. 2019, 56, 291–300. [Google Scholar]
- Fleischer, R.L. Substitutional solution hardening. Acta Mater. 1963, 11, 203–209. [Google Scholar] [CrossRef]
- Labusch, R.A. Statistical theory of solid solution hardening. Phys. Status Solidi 1970, 41, 659–669. [Google Scholar] [CrossRef]
- Pascuet, M.I.; Martínez, E.; Monnet, G.; Malerba, L. Solute effects on edge dislocation pinning in complex alpha-Fe alloys. J. Nucl. Mater. 2017, 494, 311–321. [Google Scholar] [CrossRef]
- Mavrikakis, N.; Detlefs, C.; Cook, P.K.; Kutsal, M.; Campos, A.P.C.; Gauvin, M.; Calvillo, P.R.; Saikaly, W.; Hubert, R.; Poulsen, H.F.; et al. A multi-scale study of the interaction of Sn solutes with dislocations during static recovery in α-Fe. Acta Mater. 2019, 174, 92–104. [Google Scholar] [CrossRef]
- Buken, H.; Kozeschnik, E. Modeling static recrystallization in Al-Mg alloys. Metall. Mater. Trans. A 2021, 52, 544–552. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Evolution of recrystallization texture in non-oriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Li, Z.H.; Wang, G.D.; Liu, H.T. Effects of processing routes on recrystallization texture development and magnetic properties of 0.10 mm ultrathin non-oriented electrical steel sheets for high-frequency application. J. Alloys Compd. 2023, 935, 167984. [Google Scholar] [CrossRef]
- Shao, Y.Y.; Yang, P.; Fu, Y.J.; Mao, W.M. Texture evolution of columnar grains in electrical steel during hot rolling. J. Iron Steel Res. 2013, 20, 99–106. [Google Scholar] [CrossRef]
- Wang, H.Y.; Gao, X.Y.; Ren, H.P.; Zhang, H.W.; Tan, H.J. First-principles characterization of lanthanum occupying tendency in α-Fe and effect on grain boundaries. Acta Phys. Sin. 2014, 63, 148101. [Google Scholar] [CrossRef]
- Lücke, K.; Stüwe, H.P. On the theory of impurity controlled grain boundary motion. Acta Mater. 1971, 19, 1087–1099. [Google Scholar] [CrossRef]
- Yasuda, M.; Murakami, K.; Ushioda, K. Recrystallization behavior and formation of {114} <481> grain from α-fiber grains in heavily cold-rolled Fe-3%Si alloy. ISIJ Int. 2020, 60, 2558–2568. [Google Scholar]
- Qin, J.; Yang, J.F.; Zhang, Y.H.; Zhou, Q.Y.; Cao, Y.Y. Strong {100} <012>-{411} <148> recrystallization textures in heavily hot-rolled non-oriented electrical steels. Mater. Lett. 2020, 259, 126844. [Google Scholar]
- Kestens, L.; Jacobs, S. Texture control during the manufacturing of non-oriented electrical steels. Texture Stress Microstruct. 2008, 173083. [Google Scholar]
- Sidor, J.J.; Verbeken, K.; Gomes, E.; Schneider, J.; Calvillo, P.R.; Kestens, L.A.I. Through process texture evolution and magnetic properties of high Si non-oriented electrical steels. Mater. Charact. 2012, 71, 49–57. [Google Scholar] [CrossRef]
- Ning, X.; Liang, Y.F.; Wang, Y.L.; Ye, F.; Lin, J.P. A comprehensive study on texture evolution and recrystallization mechanism of Fe-4.5 wt% Si with strong {114} <481>. J. Mater. Res. Technol. 2023, 27, 7506–7520. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | C | Mn | S | P | Si | Al | N | Ce |
|---|---|---|---|---|---|---|---|---|
| Ce-0 | 0.0024 | 0.27 | 0.002 | 0.012 | 3~3.3 | 0.8~1 | 0.0020 | 0 |
| Ce-26 | 0.0024 | 0.29 | 0.002 | 0.015 | 3~3.3 | 0.8~1 | 0.0020 | 0.0026 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, F.; Niu, Y.; Fu, B.; Qiao, J.; Qiu, S. Influence Mechanisms of Trace Rare-Earth Ce on Texture Development of Non-Oriented Silicon Steel. Materials 2025, 18, 3493. https://doi.org/10.3390/ma18153493
Guo F, Niu Y, Fu B, Qiao J, Qiu S. Influence Mechanisms of Trace Rare-Earth Ce on Texture Development of Non-Oriented Silicon Steel. Materials. 2025; 18(15):3493. https://doi.org/10.3390/ma18153493
Chicago/Turabian StyleGuo, Feihu, Yuhao Niu, Bing Fu, Jialong Qiao, and Shengtao Qiu. 2025. "Influence Mechanisms of Trace Rare-Earth Ce on Texture Development of Non-Oriented Silicon Steel" Materials 18, no. 15: 3493. https://doi.org/10.3390/ma18153493
APA StyleGuo, F., Niu, Y., Fu, B., Qiao, J., & Qiu, S. (2025). Influence Mechanisms of Trace Rare-Earth Ce on Texture Development of Non-Oriented Silicon Steel. Materials, 18(15), 3493. https://doi.org/10.3390/ma18153493