AE technology collects the dynamic energy waves generated by a material to assess its status when it is damaged and predict its rupture degree in advance. The parameters used for the evaluation are called the acoustic emission parameters. The destruction process of UHPSC was analyzed using AE parameters to obtain the destruction characteristics of UHPSC under different replacement rates of recycled tire steel fibers.
3.2.1. Compression Characteristics
Figure 10 presents the analysis of acoustic emission energy during compressive tests of UHPSC with varying replacement rates of recycled tire steel fibers. As shown, compared to the control group, the cumulative acoustic emission energy curve of the specimens with recycled tire steel fibers was relatively smooth, indicating no significant internal cracking. As the replacement rate increased to 50%, the cumulative energy rose, suggesting an increase in internal microcracks. When the replacement rate reached 75%, apart from a sudden signal spike at the maximum load, the remaining acoustic emission signals were very low, indicating a shift in the internal cracking mode to brittle failure. At a 100% replacement rate, a similar sudden signal occurred at the maximum load, with minimal acoustic emission signals at other times.
Figure 11 illustrates the correlation of acoustic emission ringing counts during compressive tests of UHPSC with varying replacement rates of recycled tire steel fibers.
Compared to the control group, when the replacement rate of recycled tire steel fibers was 25%, the acoustic emission ring-down count signals decreased, indicating smaller internal cracks and slower crack propagation. This is because the addition of recycled tire steel fibers enhanced the bonding performance of the concrete.
As the replacement rate increased, the acoustic emission signals intensified, suggesting the formation of numerous internal cracks. When the replacement rate reached 100%, the sustained and dense signals indicated rapid internal damage in the specimen, accompanied by a decrease in the maximum load—both reflecting a decline in compressive strength. This occurs because an excessively high replacement rate leads to clustering phenomena inside the specimen, disrupting its original structure and resulting in reduced compressive strength.
Figure 12 analyzes the acoustic emission
b-value during the compression tests of UHPSC with different replacement rates of recycled tire steel fibers. After incorporating recycled tire steel fibers, the
b-value remained relatively stable in the early stages compared to the control group, indicating fewer internal cracking events and slower crack development. However, when the replacement rate exceeded 50%, the fluctuations in the
b-value became more pronounced near the peak load, reflecting a decline in the specimen’s load-bearing capacity.
At a 100% replacement rate, the b-value exhibited a decreasing trend from the beginning, suggesting that the specimen’s compressive resistance had already failed. This is attributed to the excessive incorporation of recycled tire steel fibers, which may lead to uneven fiber distribution within the concrete, causing localized fiber clustering. These clusters create stress concentrations, weakening the overall structural integrity and reducing compressive strength.
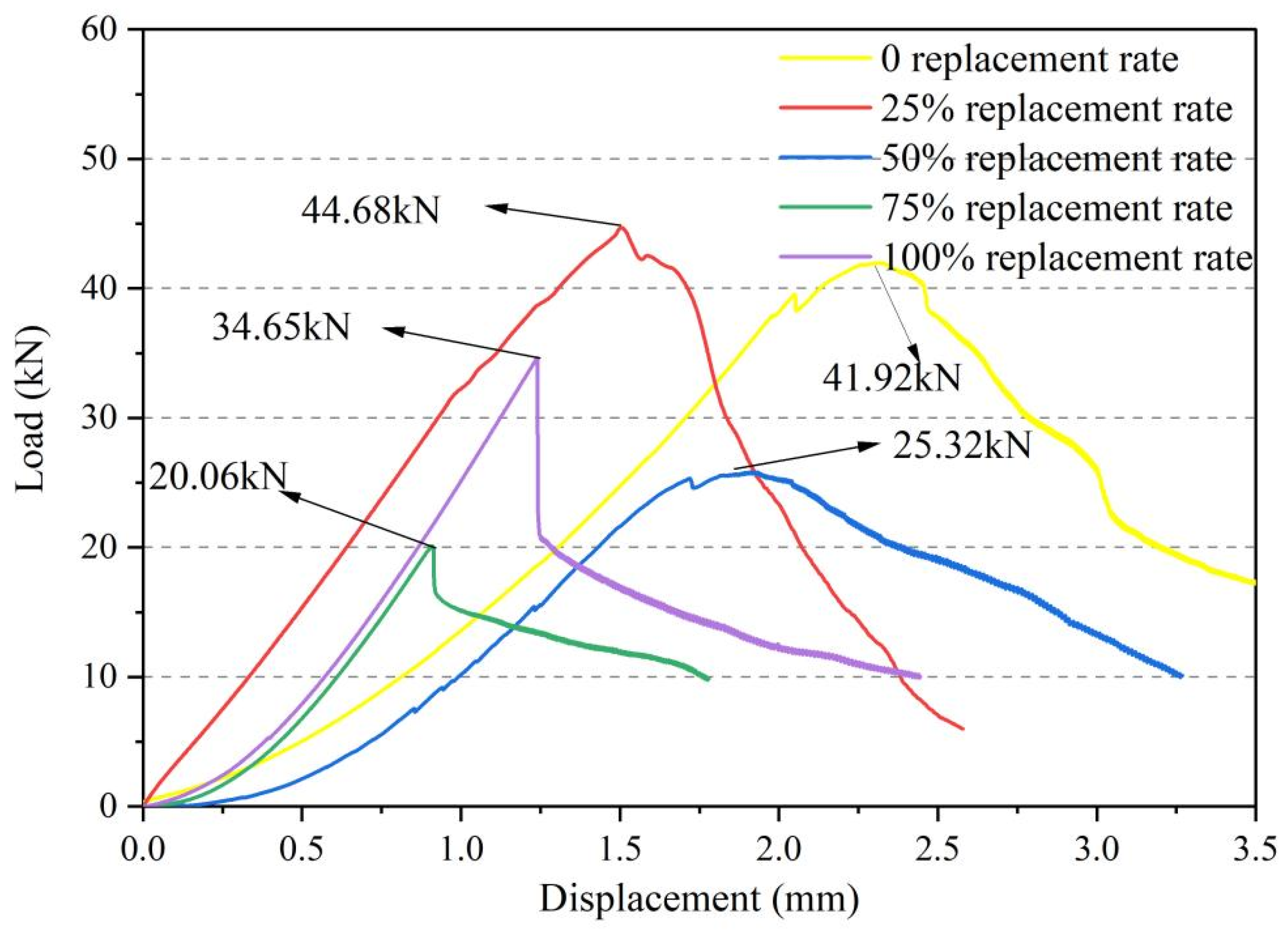
Combined with the mechanical curve, the specimen exhibits the best compressive performance at a replacement rate of 25%.
3.2.2. Bending Characteristics
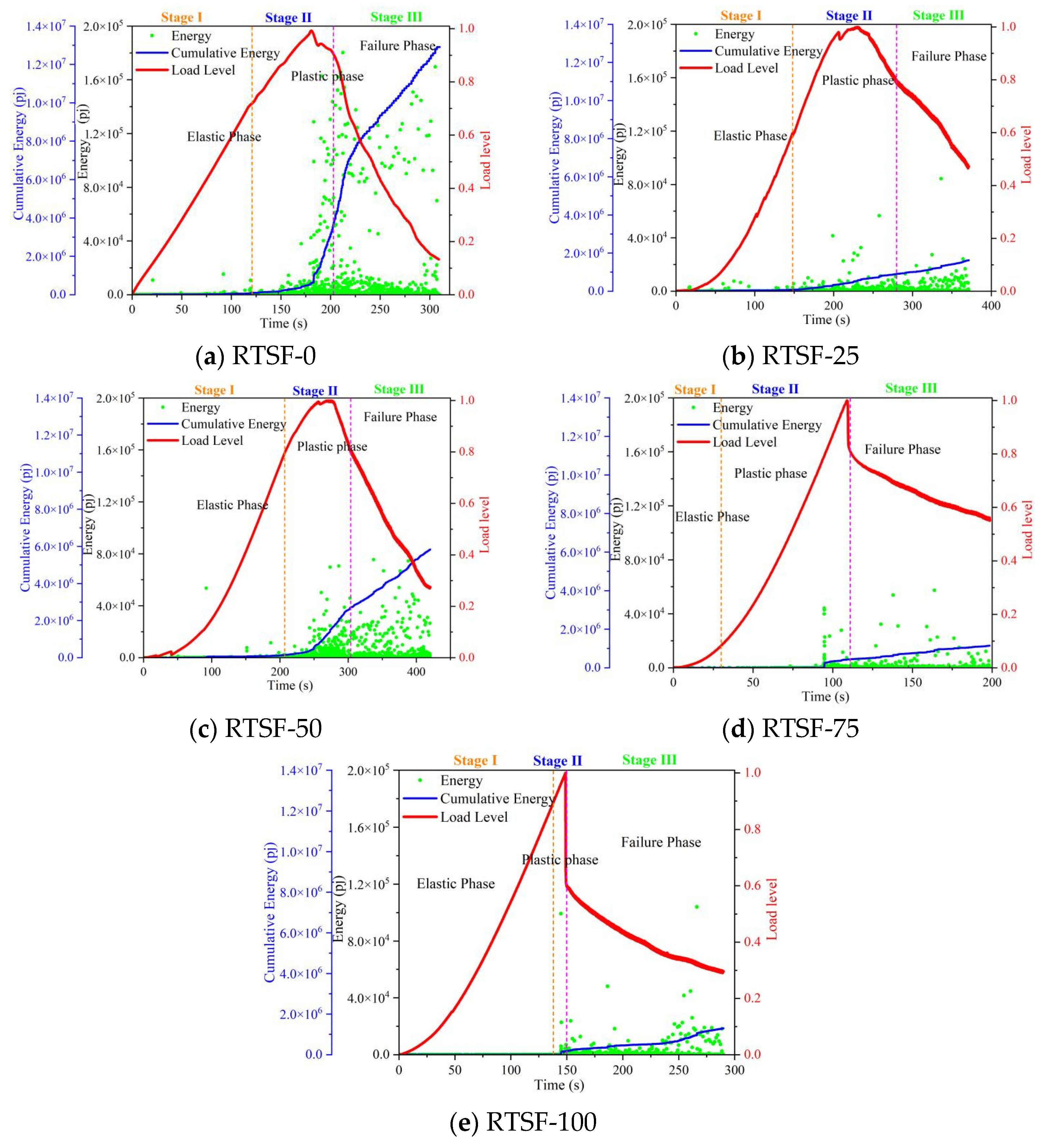
Figure 13 compares the AE energy values during the four-point bending tests of UHPC with varying replacement ratios of recycled tire steel fibers. Compared to the control group, at a 25% replacement ratio, the specimens exhibited reduced AE energy during the plastic strengthening phase, accompanied by a slower rise in the cumulative energy curve. This indicates that the incorporation of RTSFs enhances the ductility of UHPC, attributable to the bridging effect of steel fibers within the concrete matrix.
However, when the replacement ratio reached 50%, a sudden jump in the cumulative energy curve occurred toward the end of the strengthening phase, similar to the control group. This phenomenon reflects the formation of extensive internal cracking, signifying an onset of flexural capacity degradation.
Beyond a 50% replacement ratio, the AE energy values remained consistently low, and the cumulative energy curve flattened significantly. This behavior suggests that excessive RTSF content leads to fiber clustering and uneven distribution, increasing the energy required for fiber pull-out. Furthermore, the mechanical response curve demonstrates a rapid strengthening phase followed by abrupt failure, indicating a transition toward brittle fracture behavior.
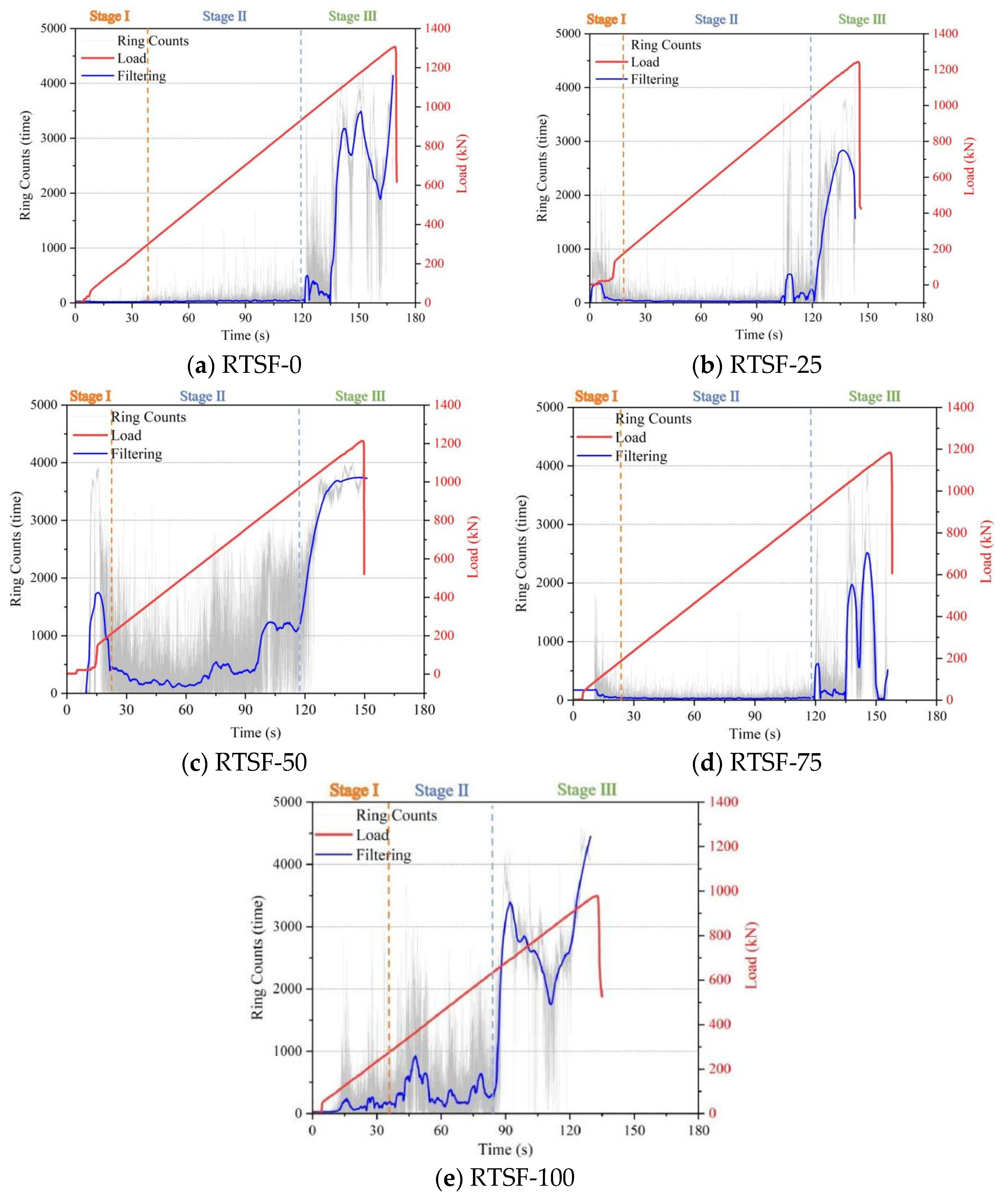
Figure 14 presents the AE ring count behavior of UHPC specimens under four-point bending tests with varying replacement ratios of recycled tire steel fibers.
For the control group, the ringing count remained stable during Stage I, indicating a dense and homogeneous internal structure. Upon entering Stage II, the cumulative ringing count curve began to rise, reflecting the initiation and propagation of microcracks. In Stage III, the curve stabilized again, suggesting a slowdown in crack development.
At a 25% RTSF replacement ratio, the cumulative ringing count curve exhibited a slower ascent during Stage II, demonstrating delayed crack propagation. This behavior can be attributed to the effective crack-bridging mechanism of the steel fibers, which enhances the flexural performance of UHPC.
However, when the replacement ratio increased to 50%, the ringing count curve rose more rapidly in Stage II, indicating accelerated crack growth. This decline in performance is likely due to fiber clustering and increased porosity caused by excessive RTSF content, which promotes crack formation.
At replacement ratios exceeding 50%, the AE behavior deviated significantly from previous trends. The ringing count remained nearly constant before Stage II, and no pronounced upward trend was observed even during Stage II, suggesting the absence of a plastic strengthening phase and a transition to brittle failure.
Therefore, a 25% replacement rate is considered optimal for improving the flexural strength of UHPSC specimens, as higher rates may lead to increased damage and accelerated crack formation.
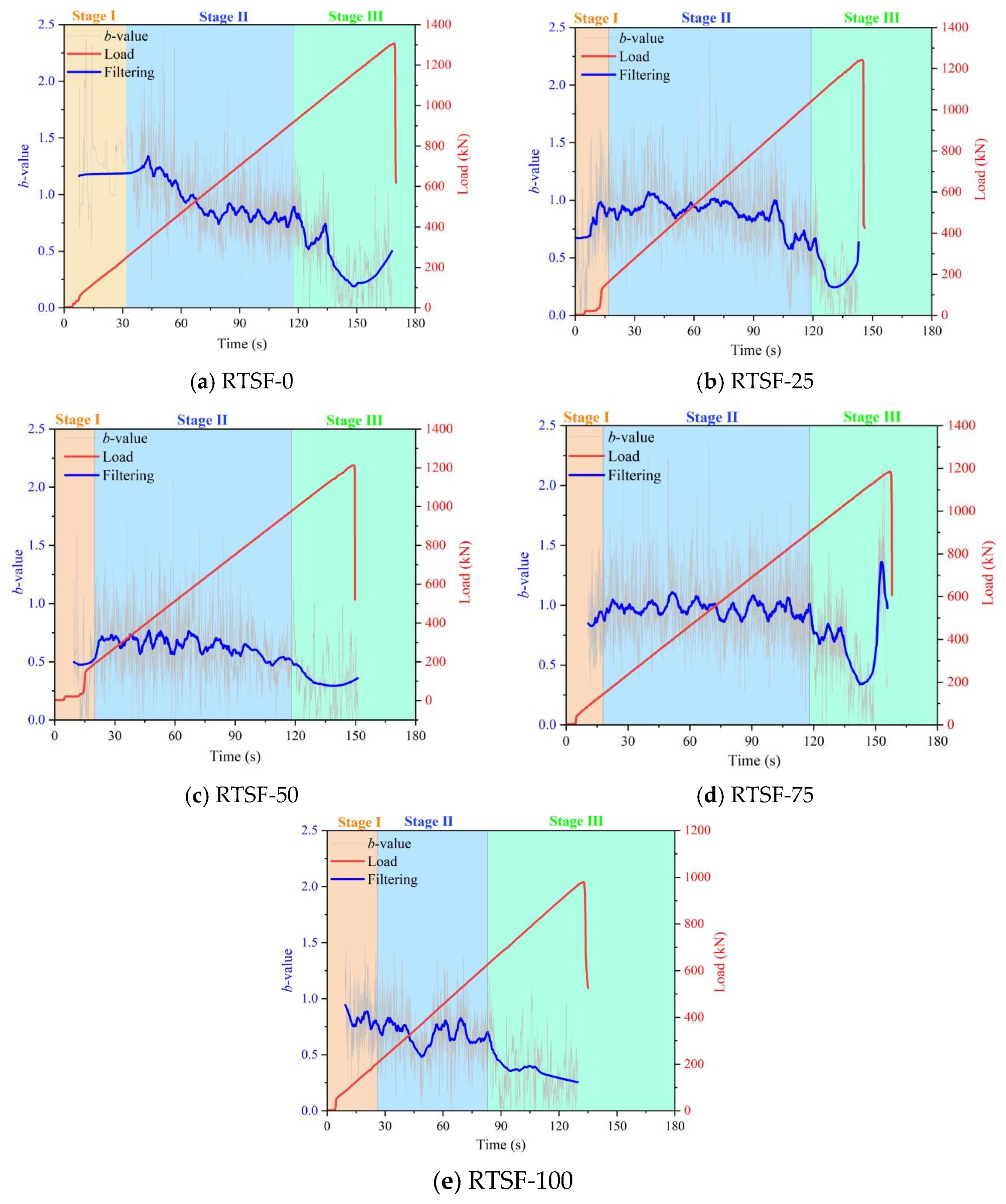
Figure 15 shows the acoustic emission
b-value correlation diagram for the four-point bending tests of UHPSC with different replacement rates of recycled tire steel fibers. From the graph, it can be observed that when no recycled tire steel fibers were added, the fluctuation of the
b-value was not significant, indicating a relatively stable internal structure. At this time, the crack is dominated by the matrix defect.
At replacement rates of 25% and 50%, the increase in the b-value during the initial stage occurs because the fibers inhibit crack propagation through localized debonding or pull-out, which is a characteristic manifestation of fiber toughening. At this time, the cracks are caused by the superposition of fiber–bulk interface defects. A comparative analysis of the b-value evolution reveals significant differences in fracture behavior across replacement ratios. When the replacement ratio increases from 25% to 50%, the b-value decreases more rapidly during Stage II, indicating accelerated macrocrack propagation and consequent degradation in flexural performance.
At replacement ratios exceeding 50%, the b-value profile maintains relative stability prior to Stage II, then transitions directly to the failure phase without exhibiting the characteristic strengthening stage—a clear signature of brittle fracture. This behavioral shift is attributed to interfacial deterioration between the concrete matrix and steel fibers caused by excessive fiber content, which leads to fiber clustering, stress concentration, and ultimately loss of composite integrity.
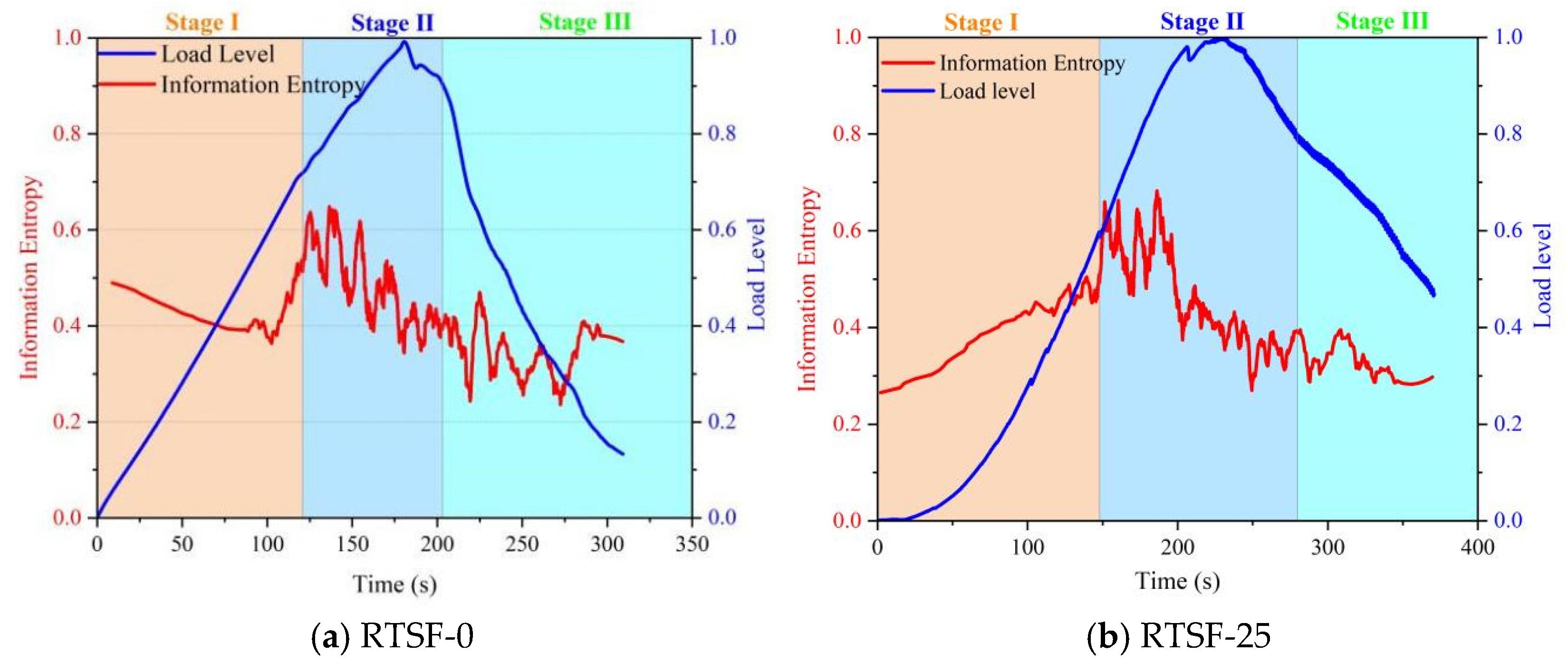
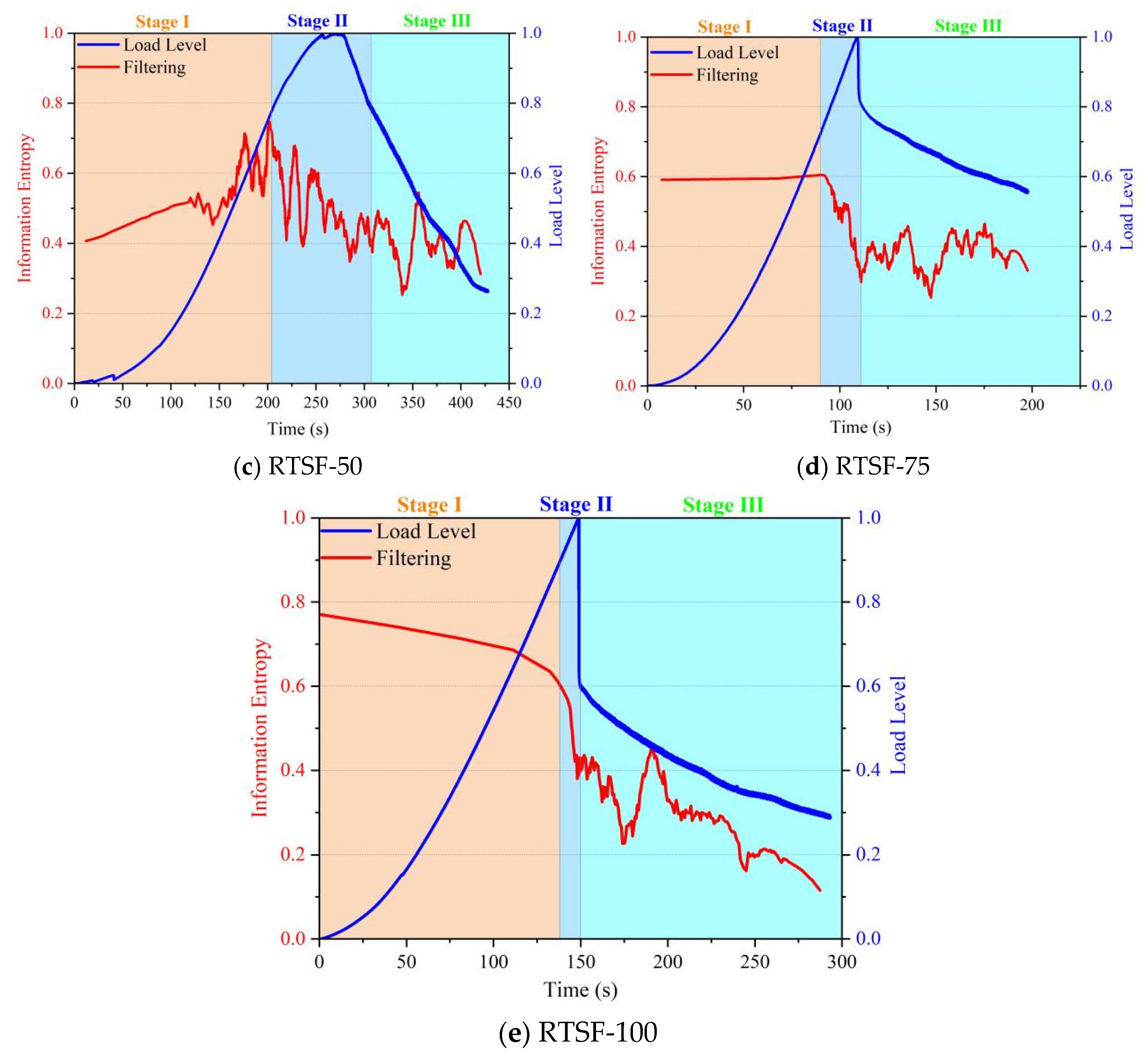
Figure 16 illustrates the correlation of acoustic emission information entropy during the four-point bending tests of UHPSC at different replacement rates of recycled tire steel fibers. When no recycled tire steel fibers were added, the information entropy exhibited a declining trend in Stage I, indicating that the internal elastic deformation mechanism of the specimen was relatively singular. In Stage II, the entropy showed intense fluctuations, reflecting rapid crack propagation and increased instability within the material.
When the replacement ratio was below 50%, the entropy displayed an upward trend in Stage I, demonstrating that the incorporation of recycled tire steel fibers enhanced the complexity of the material’s microstructure. During the initial loading phase, interface friction and localized debonding between the fibers and matrix contributed to the increase in entropy.
In Stage II, specimens with a 25% replacement ratio exhibited smaller entropy fluctuations compared to those with 50%, suggesting a more compact internal structure and consequently improved flexural performance.
When the replacement ratio exceeded 50%, the entropy showed a continuous decline. This was attributed to excessive fiber content causing the material structure to become more homogenized, with fiber fracture emerging as the dominant damage mechanism, thereby reducing entropy. Correlation with mechanical behavior: The observed entropy trends align with the stress–strain curves, where specimens exceeding 50% fiber replacement exhibited brittle failure characteristics, further validating the structural degradation due to fiber overdosage.
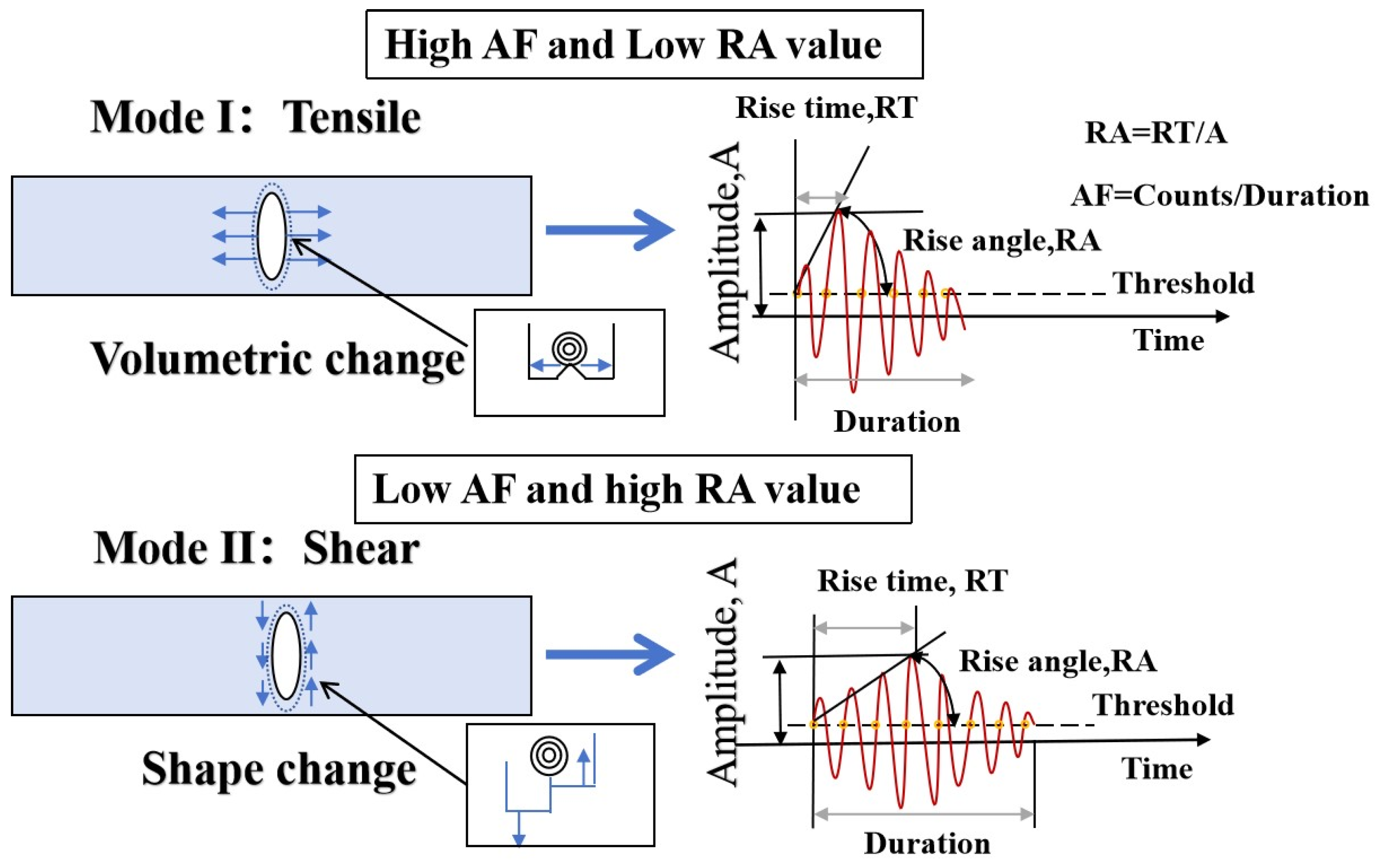
Figure 17 illustrates the RA-AF relationship of acoustic emission during the four-point bending tests of UHPSC at different replacement rates of recycled tire steel fibers.
When no waste tire steel fibers were added, the proportion of shear cracks was 67.40%, indicating that shear failure was dominant at this stage. When the replacement ratio of recycled tire steel fibers (RTSFs) was 25%, the proportion of shear cracks decreased to 60.00%, indicating a reduction in internal shear failure. This improvement can be attributed to the enhanced ductility of specimens due to the incorporation of RTSFs. However, as the replacement ratio further increased, the proportion of shear cracks gradually rose. This phenomenon occurred because contaminants on the surface of the recycled fibers might have formed a porous interfacial transition zone (ITZ), which becomes a preferential failure path under shear stress.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}