
Composites with Flax and Hemp Fibers Obtained Using Osmotic Degumming, Water-Retting, and Dew-Retting Processes



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Degumming Methods of Straw
2.2.1. Osmotic Degumming
2.2.2. Dew-Retting
2.2.3. Warm Water-Retting
2.2.4. Mechanical Processing of Straw
2.2.5. Milling the Fibers
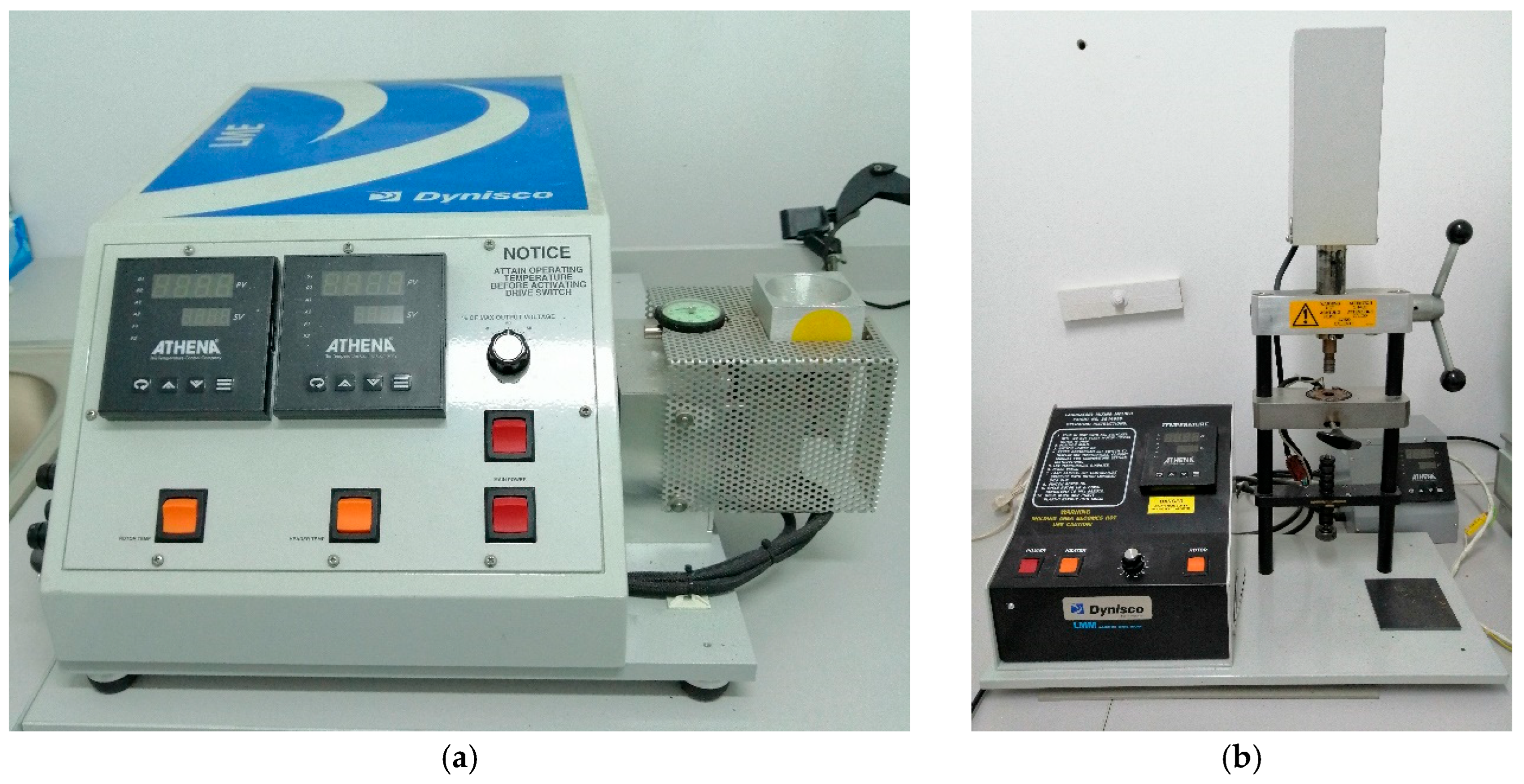
2.3. Obtaining Composites
2.4. Test Methods
2.4.1. Mechanical Testing
2.4.2. Microscopic Analyses
2.4.3. Combined Analysis TGA-FTIR
2.4.4. Flammability Tests
2.4.5. Statistical Analysis
3. Results and Discussion
3.1. Mechanical Tests
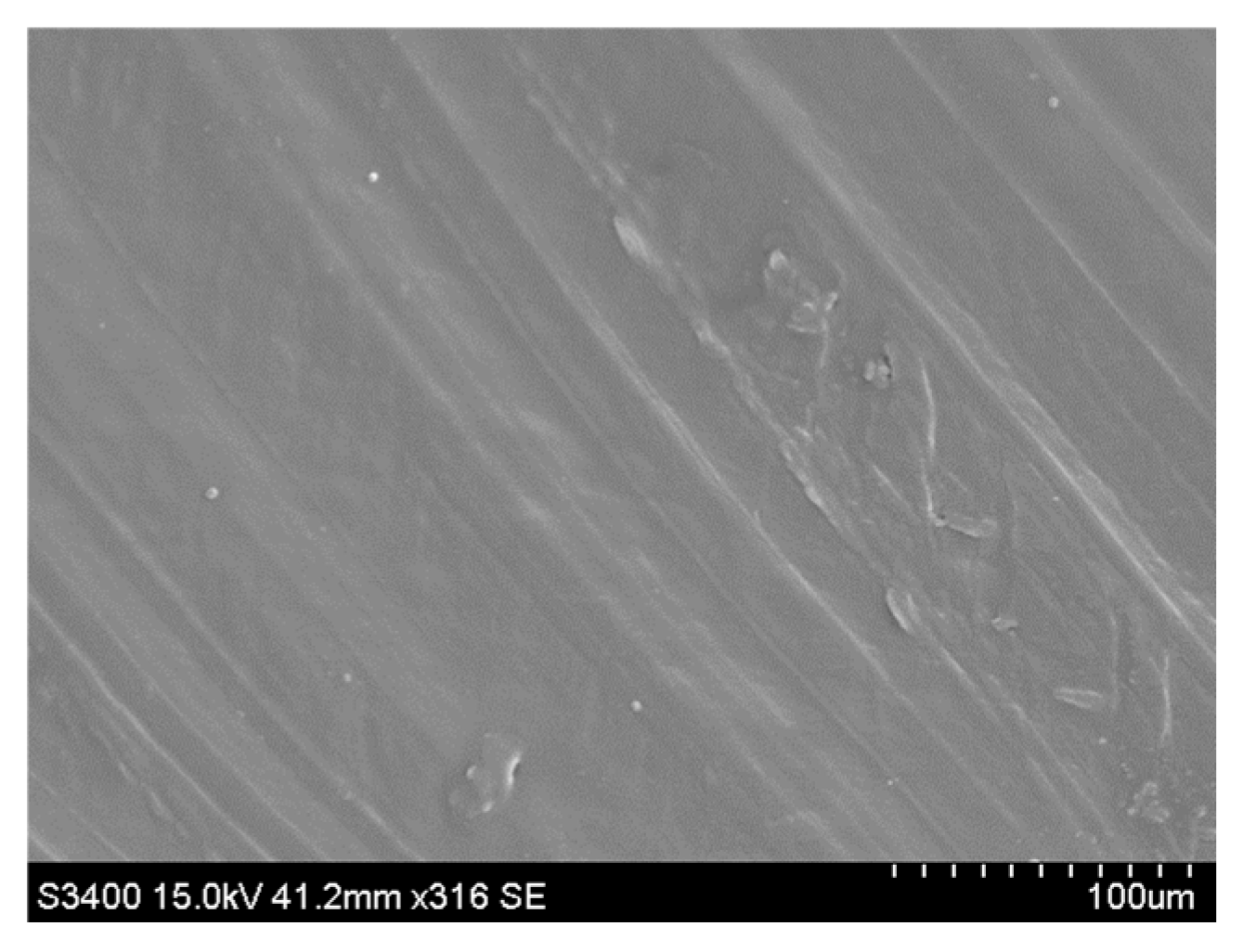
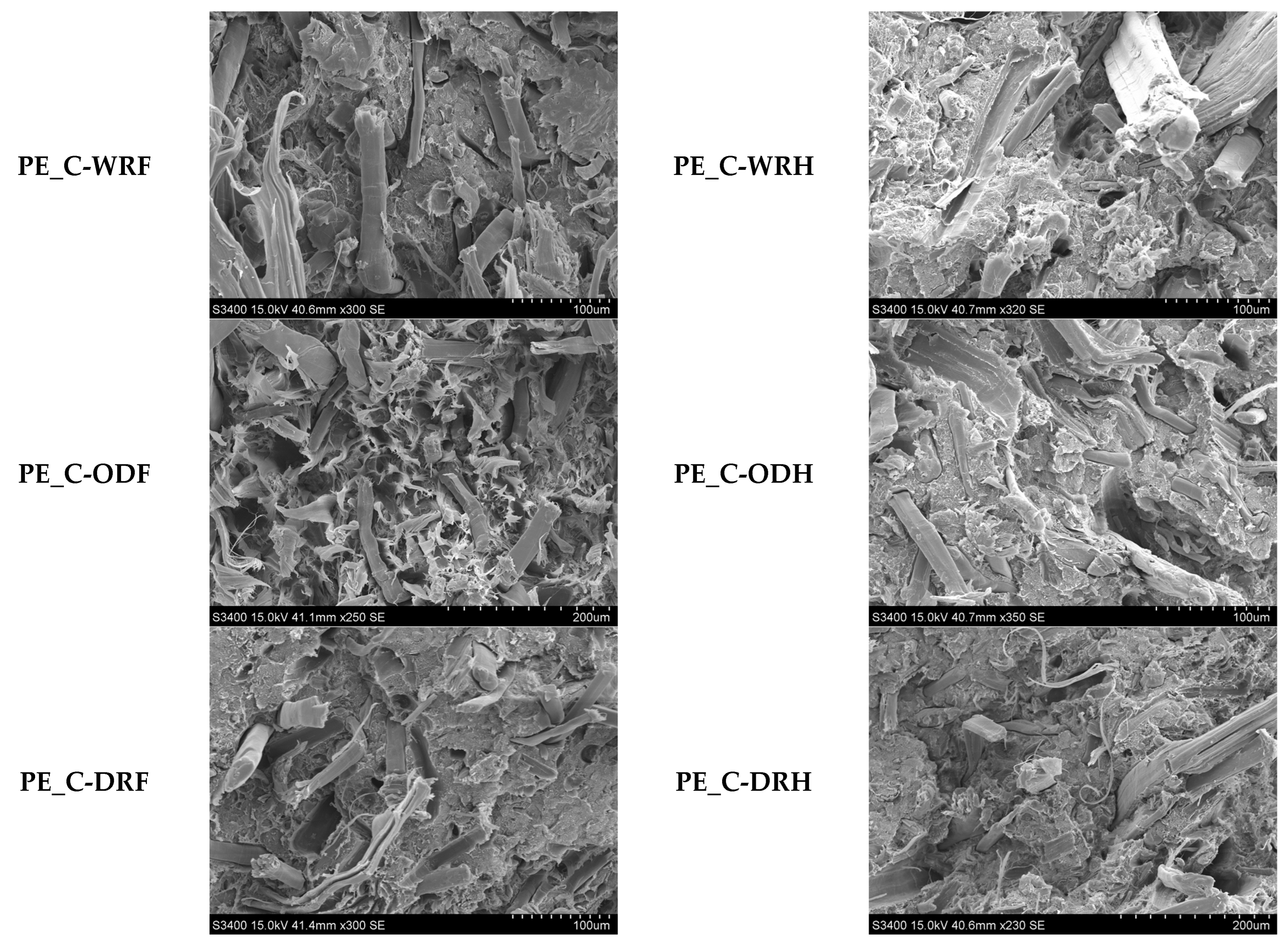
3.2. Microscopic Tests
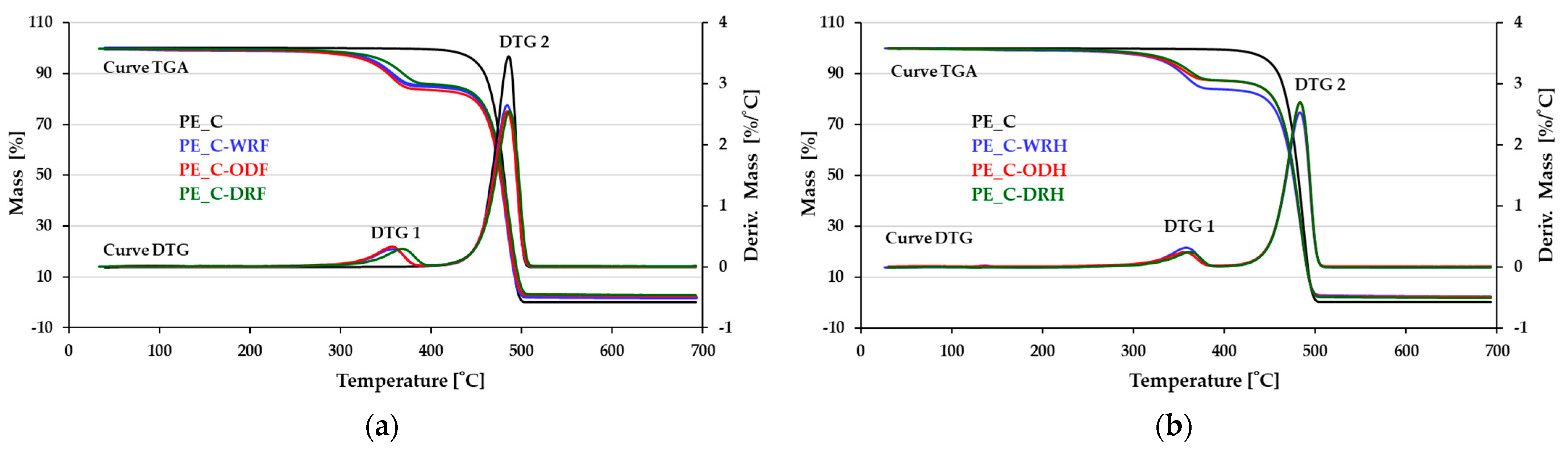
3.3. Combined Analysis TGA-FTIR
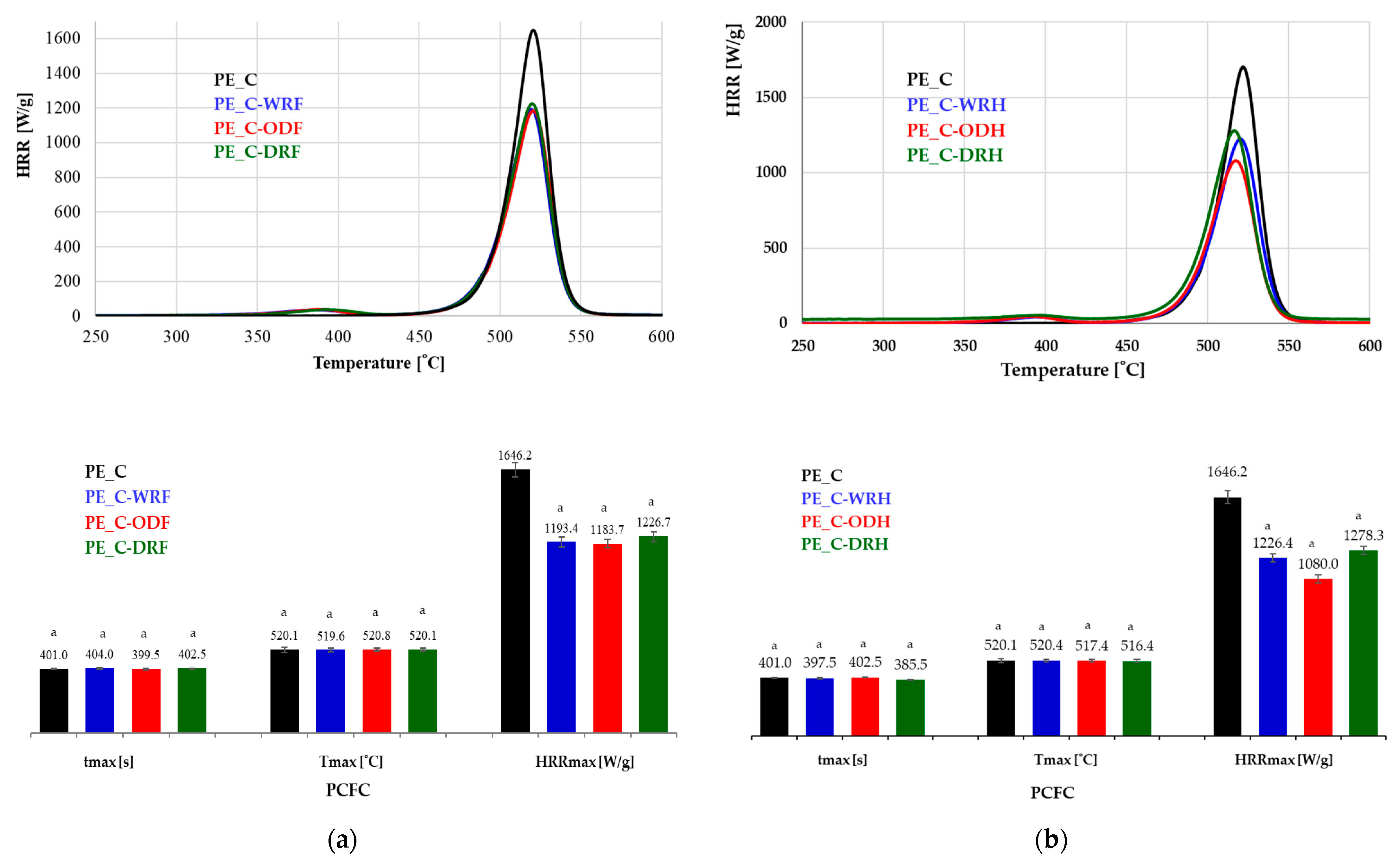
3.4. Flammability Tests
4. Conclusions
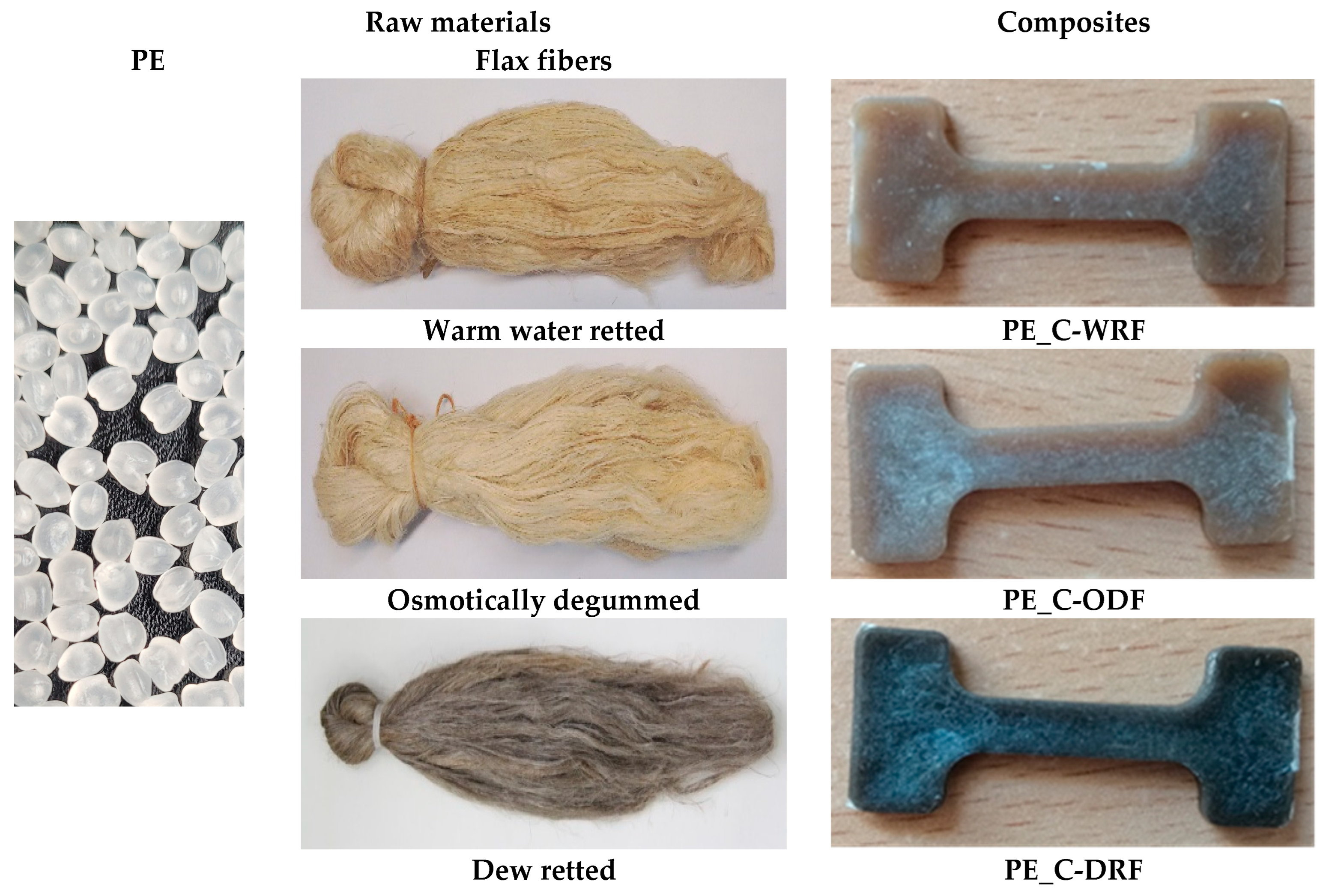
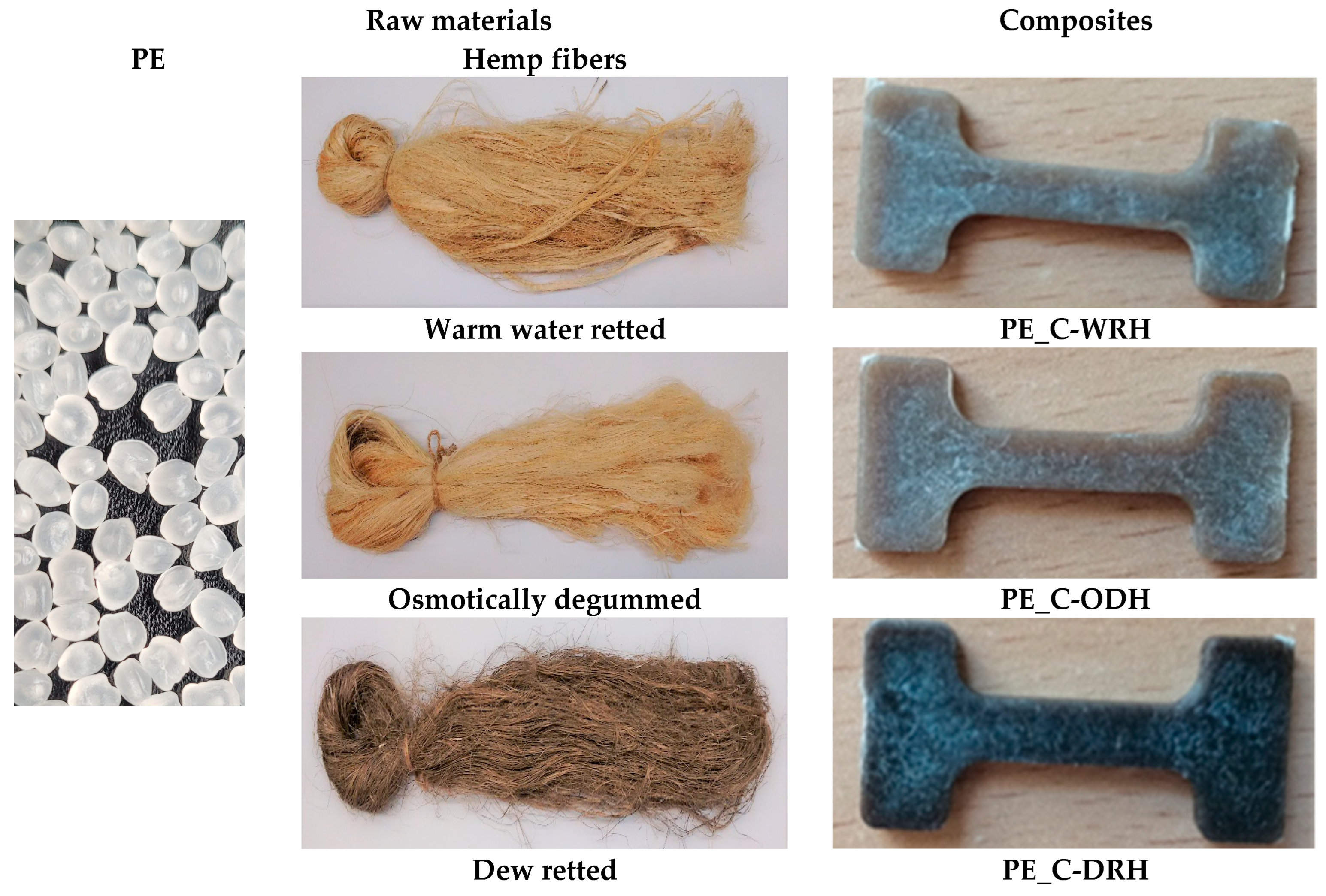
- The addition of flax and hemp fibers improves the mechanical properties of the composite compared to pure polymer. The tensile stress ranged from 31.26 to 34.45 MPa for flax fiber-reinforced composites, ranged from 31.41 to 33.36 MPa for hemp fiber-reinforced composites, and 24.64 MPa for pure polyethylene samples. Therefore, flax and hemp fibers can be used for reinforcement in composites.
- Regardless of the method used to obtain them, the adhesion of flax and hemp fibers to the polymer matrix is poor when they are used as fillers, as can be seen in SEM photos.
- The thermal stability of composites with polyethylene/flax or hemp fibers does not depend on the method used to obtain the fibers. However, the addition of flax and hemp fibers themselves causes a deterioration in the thermal stability of the composite compared to pure polymer. Polyethylene undergoes thermal decomposition at temperatures between 400 and 520 °C, whereas the composite with flax or hemp fiber decomposes at temperatures between 230 and 520 °C.
- In the thermal decomposition process of the composite with the addition of flax and hemp fibers, a two-stage decomposition is observed. In the first stage, the fibers decompose, while in the second stage, the polymer decomposes. In the first stage, gases such as carbon dioxide, carbon monoxide, water vapor, acetic acid, formic acid, and formaldehyde were identified, regardless of the method of obtaining fibers. In the second stage, regardless of the method of obtaining the fibers, gases were identified in the form of aliphatic hydrocarbons (C1-C5), both saturated and unsaturated, carbon dioxide, water vapor, and gases containing a carbonyl group.
- Flax and hemp fibers used as fillers to reinforce pure polyethylene composites reduce flammability and thus increase their fire resistance compared to pure polymers. The same effect can be observed for the fibrous material in the composite, which decomposes at a higher temperature than the fiber itself. For all the tested composites, the sample filled with osmotic degummed hemp fibers exhibited the lowest flammability.
- The flax and hemp fibers—whether osmotically degummed, water-retted, or dew-retted fibers—can be successfully used as biodegradable fillers in composite materials based on polymer matrices. Moreover, implementing various modifications may improve the compatibility of the fibers with diverse matrices. The resulting modified fibers could find applications in the production of packaging materials, filaments for 3D printing, and in the automotive sector, among others.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| DTG | Derivative Thermogravimetry |
| FTIR | Fourier Transform Infrared Spectroscopy |
| HRRmax | Maximum heat release rate |
| INFMP-NRI | Institite of Natural Fibres & Medicinal Plants—National Research Institute |
| LIST | Łukasiewicz, Institute for Sustainable Technologies |
| LME | Laboratory Mixing Extruder |
| LMM | Laboratory Mixing Molder |
| PCFC | Pyrolysis and Combustion Flow Calorimeter |
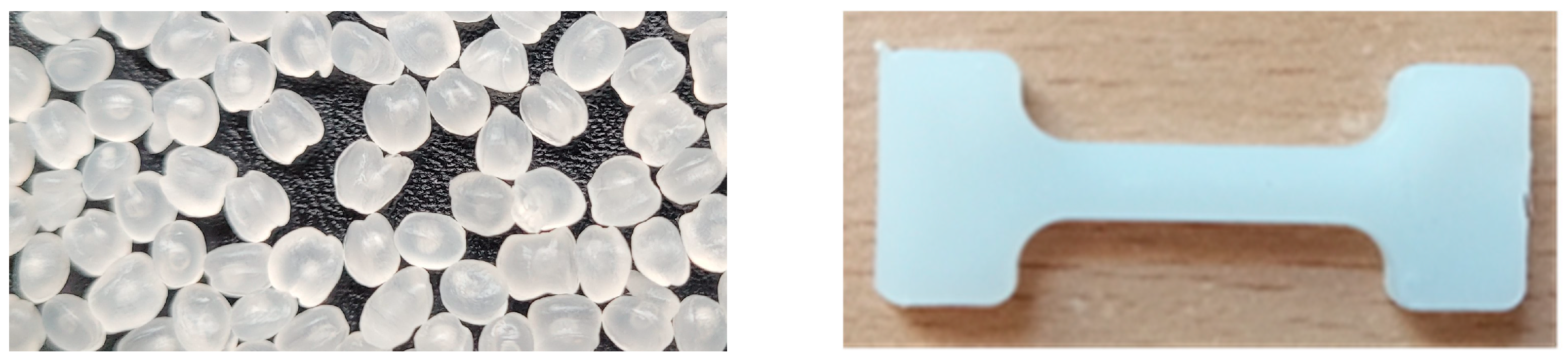
| PE | Polymer, High-Density Polyethylene (HDPE) |
| PE_C | Polyethylene sample |
| PE_C-WRF | Water-Retted Flax Fiber-Reinforced Composite Sample |
| PE_C-WRH | Water-Retted Hemp Fiber-Reinforced Composite Sample |
| PE_C-ODF | Osmotically Degummed Flax Fiber-Reinforced Composite Sample |
| PE_C-ODH | Osmotically Degummed Hemp Fiber-Reinforced Composite Sample |
| PE_C-DRF | Dew-Retted Flax Fiber-Reinforced Composite Sample |
| PE_C-DRH | Dew-Retted Hemp Fiber-Reinforced Composite Sample |
| SD | Standard deviation |
| TGA | Thermogravimetric analysis |
References
- Bledzki, A.K.; Sperber, V.E.; Faruk, O. Natural and Wood Fibre Reinforcement in Polymers; iSmithers Rapra Publishing: Shrewsbury, UK, 2002; Volume 13, p. 3. Available online: https://books.google.pl/books?id=XoZa5t3_ogAC&lpg=PA9&ots=my0_ehpcEZ&lr&hl=pl&pg=PA9#v=onepage&q&f=false (accessed on 2 July 2025).
- Anandjiwala, R.D.; Blouw, S. Composites from Bast Fibres-Prospects and Potential in the Changing Market Environment. J. Nat. Fibers 2007, 4, 91–109. [Google Scholar] [CrossRef]
- Torres, F.; Díaz, R. Morphological characterisation of natural fibre reinforced thermoplastics (NFRTP) processed by extrusion, compression and rotational moulding. Polym. Polym. Compos. 2004, 12, 705–718. [Google Scholar] [CrossRef]
- Konczewicz, W.; Zimniewska, M.; Valera, M.A. Selection of a retting method for extraction of bast fibers as response to challenges in composite reinforcement. Text. Res. J. 2018, 88, 2104–2119. [Google Scholar] [CrossRef]
- George, M.; Chae, M.; Bressler, D.C. Composite materials with bast fibres: Structural, technical, and environmental properties. Prog. Mater. Sci. 2016, 83, 1–23. [Google Scholar] [CrossRef]
- Summerscales, J.; Dissanayake, N.P.; Virk, A.S.; Hall, W. A review of bast fibres and their composites. Part 1—Fibres as reinforcements. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1329–1335. [Google Scholar] [CrossRef]
- Zimniewska, M.; Myalski, J.; Koziol, M.; Mankowski, J.; Bogacz, E. Natural fiber textile structures suitable for composite materials. J. Nat. Fibers 2012, 9, 229–239. [Google Scholar] [CrossRef]
- Zimniewska, M.; Stevenson, A.; Sapieja, A.; Kicińska-Jakubowska, A. Linen Fibres Based Reinforcements for Laminated Composites. Fibres Text. East. Eur. 2014, 22, 103–108. [Google Scholar]
- Karus, M. Use of natural fibres in composites for the German automotive production from 1999 till 2005. In Hemp: Industrial Production and Uses; Bouloc, P., Allegret, S., Arnaud, L., Eds.; CABI: Wallingford, UK, 2022; pp. 187–194. [Google Scholar] [CrossRef]
- Kozlowski, R.; Wladyka-Przybylak, M.; Helwig, M.; Kurzydłoski, K. Composites based on lignocellulosic raw materials. Mol. Cryst. Liq. Cryst. 2004, 418, 131–151. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Coroller, G.; Lefeuvre, A.; Le Duigou, A.; Bourmaud, A.; Ausias, G.; Gaudry, T.; Baley, C. Effect of flax fibres individualisation on tensile failure of flax/epoxy unidirectional composite. Compos. Part A Appl. Sci. Manuf. 2013, 51, 62–70. [Google Scholar] [CrossRef]
- Liu, M.; Silva, D.A.S.; Fernando, D.; Meyer, A.S.; Madsen, B.; Daniel, G.; Thygesen, A. Controlled retting of hemp fibres: Effect of hydrothermal pre-treatment and enzymatic retting on the mechanical properties of unidirectional hemp/epoxy composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 253–262. [Google Scholar] [CrossRef]
- Hu, W.; Ton-That, M.; Denault, J.; Rho, D.; Yang, J.; Lau, P.C. Comparison Between Dew-Retted and Enzyme-Retted FLax Fibers as Reinforcing Material for Composites. Polym. Eng. Sci. 2012, 52, 165–171. [Google Scholar] [CrossRef]
- Rho, D.; Yang, J.; Lau, P.C.K.; Hu, W.; Ton-That, M.T.; Denault, J. Method for improving processing and properties of cellulose fibre thermoplastic composites. In Proceedings of the 9th International Conference on Flow Processes in Composite Materials (FPCM-9), Montreal, QC, Canada, 8–10 July 2008; Available online: https://ecm-academics.plymouth.ac.uk/jsummerscales/fpcm/fpcm09/pdf/GC/1.pdf (accessed on 2 July 2025).
- Foulk, J.A.; Rho, D.; Alcock, M.M.; Ulven, C.A.; Huo, S. Modifications caused by enzyme-retting and their effect on composite performance. Adv. Mater. Sci. Eng. 2011, 2011, 1–9. [Google Scholar] [CrossRef]
- Van de Velde, K.; Kiekens, P. Thermoplastic polymers: Overview of several properties and their consequences in flax fibre reinforced composites. Polym. Test. 2001, 20, 885–893. [Google Scholar] [CrossRef]
- Célino, A.; Fréour, S.; Jacquemin, F.; Casari, P. The hygroscopic behavior of plant fibers: A review. Front. Chem. 2013, 1, 43. [Google Scholar] [CrossRef]
- Różańska, W.; Romanowska, B.; Rojewski, S. The Quantity and Quality of Flax and Hemp Fibers Obtained Using the Osmotic, Water-, and Dew-Retting Processes. Materials 2023, 16, 7436. [Google Scholar] [CrossRef]
- Konczewicz, W. Physical phenomena occurring in the process of physical-mechanical degumming of fiber from flax straw. Text. Res. J. 2015, 85, 380–390. [Google Scholar] [CrossRef]
- ASTM D1708-13; Standard Test Method for Tensile Properties of Plastics by Use of Microtensile Specimens. ASTM: West Conshohocken, PA, USA, 2013.
- PN-EN ISO 527-4:2000; Plastics—Determination of Tensile Properties—Part 4: Test Conditions for Isotropic and Orthotropic Fibre-Reinforced Plastic Composites. ISO: Geneva, Switzerland, 1997.
- ASTM D7309-2007; Standard Test Method for Determining Flammability Characteristics of Plastics and Other Solid Materials Using Microscale Combustion Calorimetry. ASTM International: West Conshohocken, PA, USA, 2007.
- Moudood, A.; Rahman, A.; Öchsner, A.; Islam, M.; Francucci, G. Flax fiber and its composites: An overview of water and moisture absorption impact on their performance. J. Reinf. Plast. Compos. 2019, 38, 323–339. [Google Scholar] [CrossRef]
- Siwcow, A.N. Bast Fibre Pre-Treatment. In Wstępna Obróbka Włókien Łykowych; PWT: Warsaw, Poland, 1953. (In Polish) [Google Scholar]
- Schilling, E.; Muller, W. Chapter A Introduction: History and importance of flax cultivation. In Flax; Len; PWT: Warsaw, Poland, 1951. (In Polish) [Google Scholar]
- Żyliński, T. Fibre science. In Nauka o Włóknie; PWLiS: Warsaw, Poland, 1958. (In Polish) [Google Scholar]
- Collective Work. Retting of Straw. In Retting Guide; Poradnik Roszarnika; WPLiS: Warsaw, Poland, 1965. (In Polish)
- Sharma, S. Microorganisms in processing of flax. In VCH Verlagsgesselschaft; Rehm, H.J., Reed, G., Eds.; Biotechnology: Weinheim, Germany, 1988; Volume 6, pp. 746–755. [Google Scholar]
- Kozłowski, R. Retting of flax in Poland. In The Biology and Processing of Flax; M. Publications: Belfast, Northern Ireland, UK, 1992; pp. 251–259. [Google Scholar]
- Li, X.; Panigrahi, S.; Tabil, L.G. A Study on Flax Fiber-Reinforced Polyethylene Biocomposites. Appl. Eng. Agric. 2009, 25, 525–531. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Rachini, A.; Le Troedec, M.; Peyratout, C.; Smith, A. Chemical modification of hemp fibers by silane coupling agents. J. Appl. Polym. Sci. 2012, 123, 601–610. [Google Scholar] [CrossRef]
- Abdelmouleh, M.; Boufi, S.; Belgacem, M.; Dufresne, A. Short natural-fibre reinforced polyethylene and natural rubber composites: Effect of silane coupling agents and fibres loading. Compos. Sci. Technol. 2007, 67, 1627–1639. [Google Scholar] [CrossRef]
- Gąsiorowski, R.; Rojewski, S.; Wesołek, D.; Maciejewski, H.; Bujnowicz, K. Wpływ modyfikacji napełniacza lignocelulozowego związkami krzemu na palność i adhezję z polimerową matrycą kompozytu. Przetwórstwo Tworzyw 2013, 4, 336–339. (In Polish) [Google Scholar]
- Wu, J.; Du, D.; Chan, C.M.; Kim, J.; Mai, Y.W. Effect of fiber pretreatment condition on the interfacial strength and mechanical properties of wood fiber/PP composites. J. Appl. Polym. Sci. 2000, 76, 1000–1010. [Google Scholar] [CrossRef]
- Eng, C.C.; Ibrahim, N.A.; Zainuddin, N.; Ariffin, H.; Yunus, W.M.Z.W. Impact strength and flexural properties enhancement of methacrylate silane treated oil palm mesocarp fiber reinforced biodegradable hybrid composites. Sci. World J. 2014, 2014, 213180. [Google Scholar] [CrossRef]
- George, J.; Sreekala, M.S.; Thomas, S. A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym. Eng. Sci. 2001, 41, 1471–1485. [Google Scholar] [CrossRef]
- Lv, P.; Almeida, G.; Perré, P. TGA-FTIR analysis of torrefaction of lignocellulosic components (cellulose, xylan, lignin) in isothermal conditions over a wide range of time durations. BioResources 2015, 10, 4239–4251. [Google Scholar] [CrossRef]
- Benıtez-Guerrero, M.; Lopez-Beceiro, J.; Sanchez-Jimenez, P.E.; Pascual-Cosp, J. Comparison of thermal behavior of natural and hot-washed sisal fibres based on their main components: Cellulose, xylan and lignin. TG-FTIR analysis of volatile products. Thermochim. Acta 2014, 581, 70–86. [Google Scholar] [CrossRef]
- Dong, Z.; Ding, R.Y.; Zheng, L.; Zhang, G.X.; Yu, C.W. Thermal properties of flax fiber scoured by different methods. Therm. Sci. 2015, 19, 939–945. [Google Scholar] [CrossRef]
- Poletto, M.; Ornaghi, L., Jr.; Zattera, S.J. Native cellulose: Structure, characterization and thermal properties. Materials 2014, 7, 6105–6119. [Google Scholar] [CrossRef]
- Kim, H.S.; Kim, S.; Kim, H.J.; Yang, H.S. Thermal properties of bio-flour-filled polyolefin composites with different compatibilizing agent type and content. Thermochim. Acta 2006, 451, 181–188. [Google Scholar] [CrossRef]
- Urbańczyk, G.W. Chapter 9: Natural cellulose fibres—Bast Fibres. In The Science of a Fibre; Nauka o włóknie: Lodz, Poland, 1977; pp. 60–64. (In Polish) [Google Scholar]
- Klein, M.; Kluska, J.; Misiuk, S.; Kardaś, D. Przebieg i produkty procesu pirolizy wybranych tworzyw sztucznych w reaktorze ciśnieniowym. Inżynieria I Apar. Chem. 2011, 50, 54–55. (In Polish) [Google Scholar]
- Kandola, K.A.; Horrocks, A.R. 5—Composites. In Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing: Cambridge, UK, 2001; pp. 182–203. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Type | Tensile Stress | Elongation at Break | Elastic Modulus | |||
|---|---|---|---|---|---|---|
| [MPa] | SD | [%] | SD | [MPa] | SD | |
| PE_C | 24.64 | 1.10 | 218.61 | 33.95 | 652.58 | 19.72 |
| FLAX | ||||||
| PE_C-WRF | 32.74 a,b | 1.80 | 12.43 a | 1.57 | 918.34 | 21.17 |
| PE_C-ODF | 34.45 b | 1.24 | 10.54 a | 0.87 | 1060.09 a | 30.64 |
| PE_C-DRF | 31.26 a | 1.52 | 10.11 a | 3.13 | 1021.68 a | 74.10 |
| HEMP | ||||||
| PE_C-WRH | 31.41 (a) | 1.01 | 7.01 (a) | 0.33 | 1217.77 (a) | 20.68 |
| PE_C-ODH | 32.90 (a) | 1.49 | 7.32 (a) | 0.62 | 1213.31 (a) | 44.69 |
| PE_C-DRH | 33.36 (a) | 1.14 | 8.97 (a) | 0.80 | 1113.13 | 45.26 |
| Composite Type | Decomposition of Fibers Stage | Decomposition of PE Stage | Residual Mass at ±510 °C | ||||
|---|---|---|---|---|---|---|---|
| TInt. | TFin. | Mass Loss | TInt. | TFin. | Mass Loss | ||
| [°C] | [°C] | [%] | [°C] | [°C] | [%] | [%] | |
| PE | - | - | - | 400 a (a) | 508 a (a) | 99.26 | 0.06 |
| FLAX | |||||||
| PE_C-WRF | 245 a | 387 a | 13.82 a | 409 a | 512 a | 82.71 a | 2.30 a |
| PE_C-ODF | 240 a | 387 a | 15.28 | 405 a | 512 a | 80.76 a | 2.79 a |
| PE_C-DRF | 238 a | 389 a | 13.73 a | 404 a | 510 a | 83.05 a | 2.29 a |
| HEMP | |||||||
| PE_C-WRH | 236 (a) | 389 (a) | 14.99 | 406 (a) | 511 (a) | 80.75 (a) | 2.93 (a) |
| PE_C-ODH | 236 (a) | 385 (a) | 11.87 (a) | 406 (a) | 510 (a) | 84.59 (a) | 2.53 (a) |
| PE_C-DRH | 243 (a) | 390 (a) | 11.83 (a) | 407 (a) | 510 (a) | 84.90 (a) | 2.26 (a) |
| Compound Identified | Molecular Formula | Functional Group | Wave Number cm−1 |
|---|---|---|---|
| Water vapor | H2O | OH | 3737 |
| Carbon dioxide | CO2 | CO | 2360 and 671 |
| Carbon monoxide | CO | CO | 2184 |
| Acetic and Formic acids | CH3COOH and CHOOH | OH C=O C-O -CH3 -CH | 3570 1751–1750 1075–1070 2979–2976 2932-2931 |
| Formaldehyde | CHOH | C-H C=O | 2812–2810 and 2731–2724 1774–1770 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Różańska, W.; Rojewski, S. Composites with Flax and Hemp Fibers Obtained Using Osmotic Degumming, Water-Retting, and Dew-Retting Processes. Materials 2025, 18, 3200. https://doi.org/10.3390/ma18133200
Różańska W, Rojewski S. Composites with Flax and Hemp Fibers Obtained Using Osmotic Degumming, Water-Retting, and Dew-Retting Processes. Materials. 2025; 18(13):3200. https://doi.org/10.3390/ma18133200
Chicago/Turabian StyleRóżańska, Wanda, and Szymon Rojewski. 2025. "Composites with Flax and Hemp Fibers Obtained Using Osmotic Degumming, Water-Retting, and Dew-Retting Processes" Materials 18, no. 13: 3200. https://doi.org/10.3390/ma18133200
APA StyleRóżańska, W., & Rojewski, S. (2025). Composites with Flax and Hemp Fibers Obtained Using Osmotic Degumming, Water-Retting, and Dew-Retting Processes. Materials, 18(13), 3200. https://doi.org/10.3390/ma18133200