
Control of the Nitriding Process of AISI 52100 Steel in the NH3/N2 Atmosphere

 , , , and
, , , and 
Abstract
1. Introduction
2. Characteristics of the Nitriding Methods Used
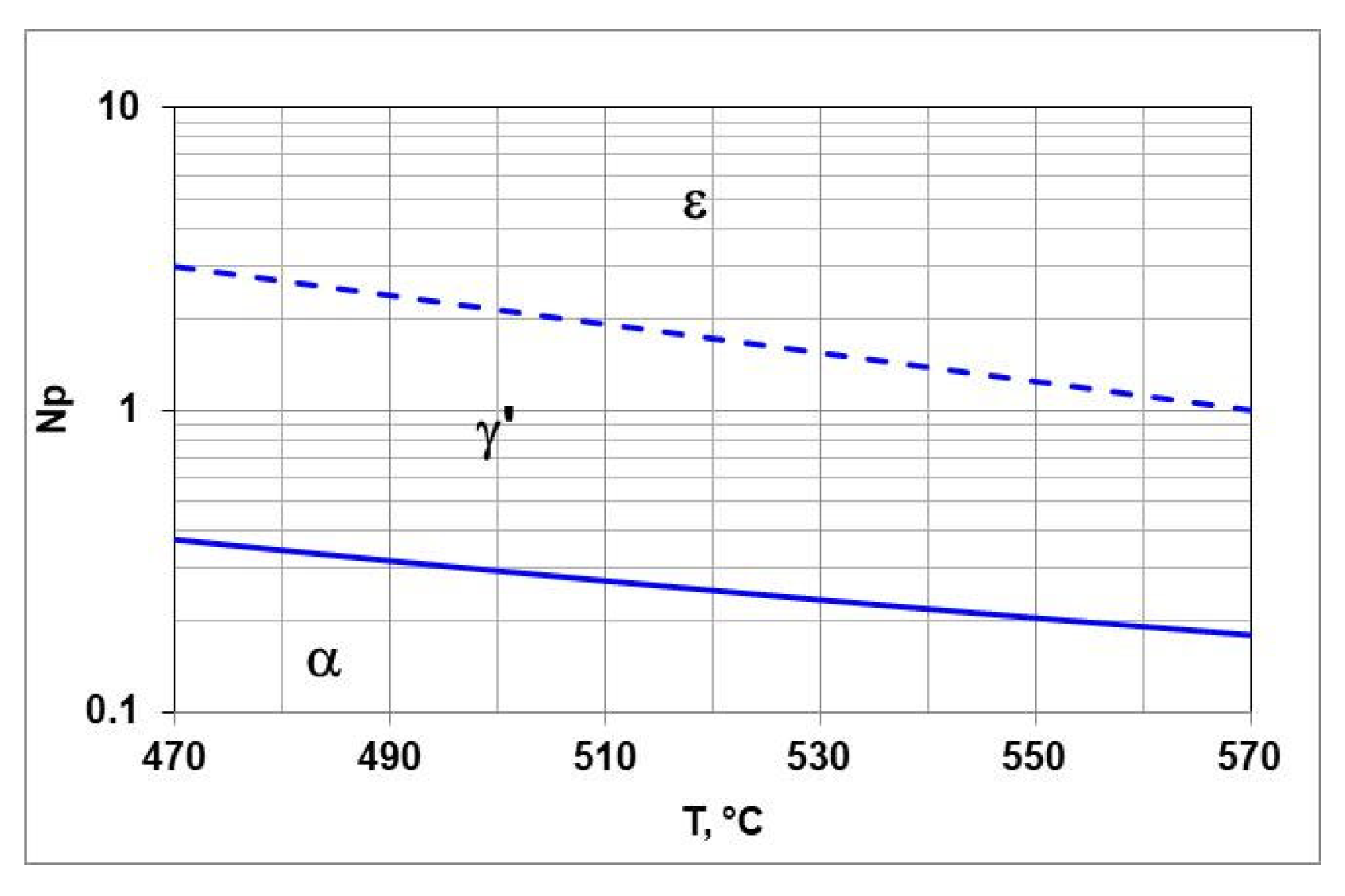
3. Nitrogen Potential as a Function of Hydrogen Content in the Nitriding Atmosphere
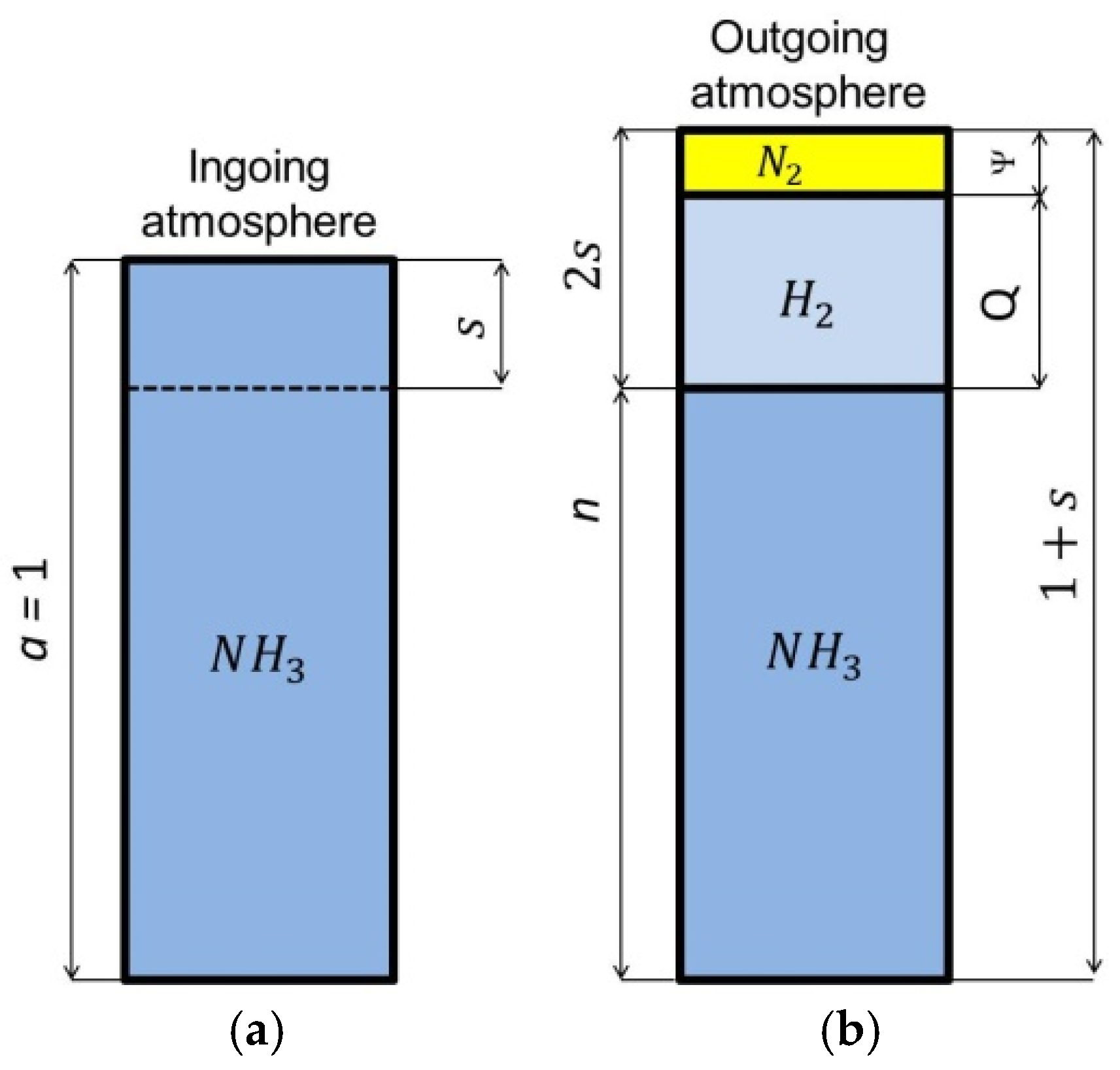
3.1. Single-Component NH3 Ingoing Atmosphere
- For ammonia
- For hydrogen
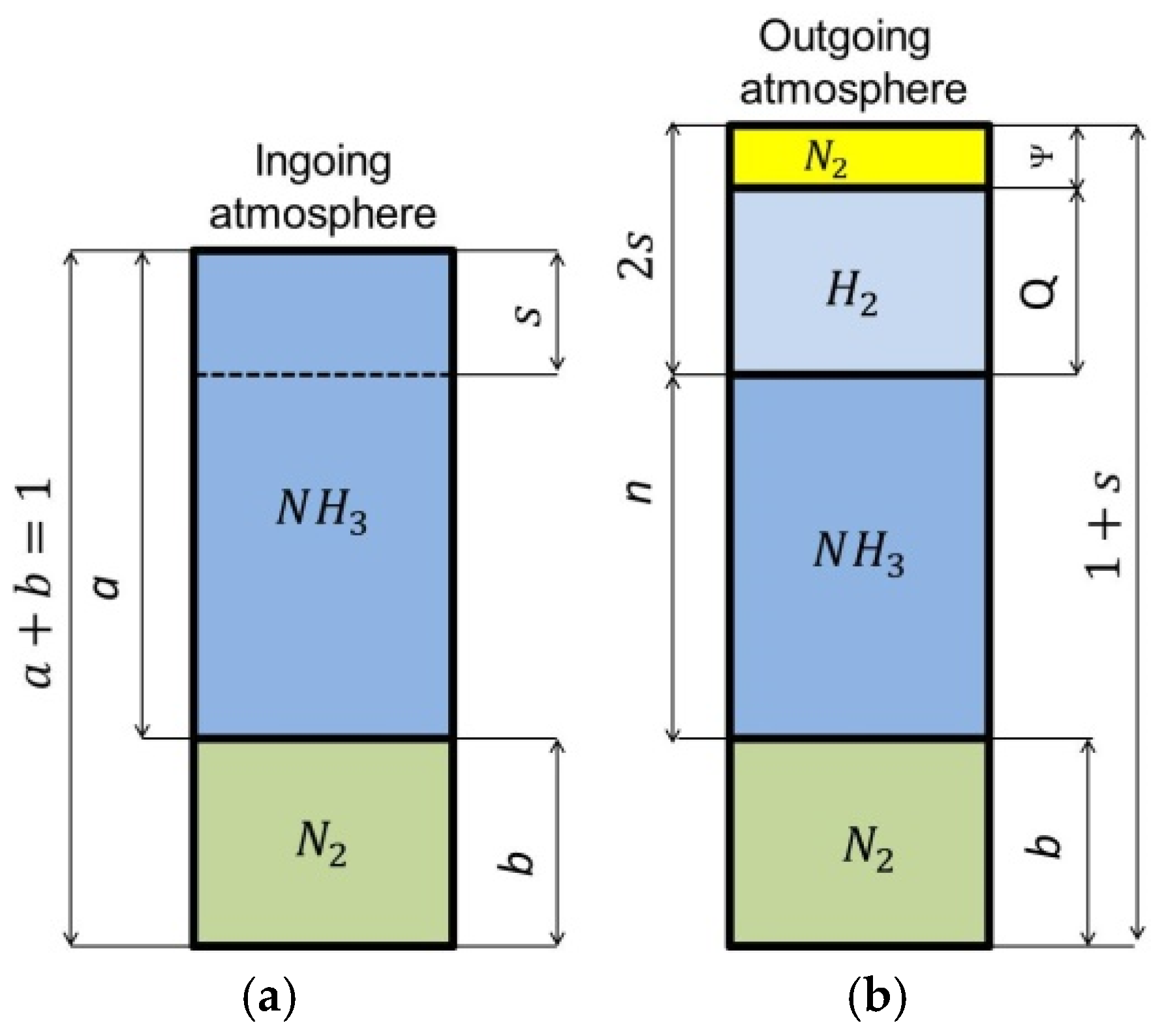
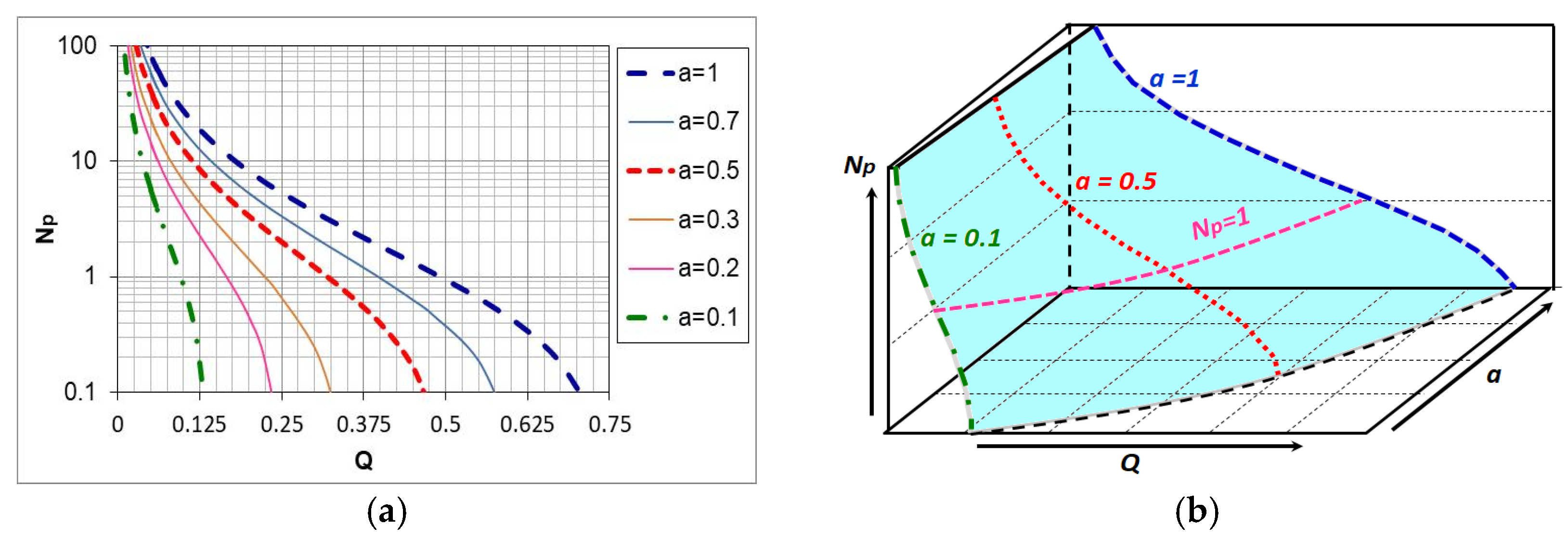
3.2. Two-Component Ingoing Atmosphere aNH3/N2
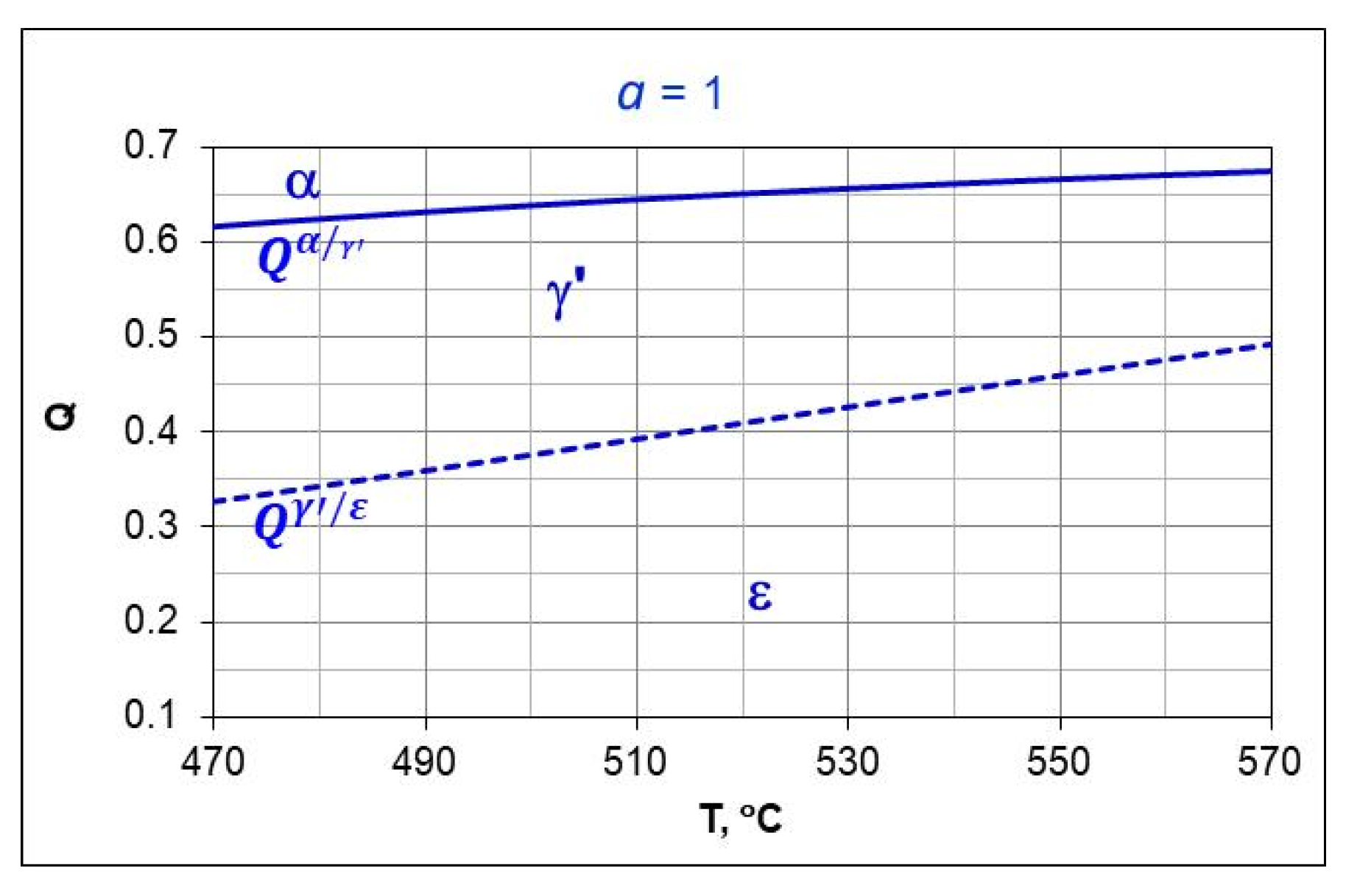
3.3. Nitrogen Availability of the Nitrogenizing Atmosphere
4. Materials and Methods
4.1. Characteristics of Steel Used in the Tests
4.2. Characteristics of the Nitriding Device
4.3. Characteristics of Nitriding Process Parameters
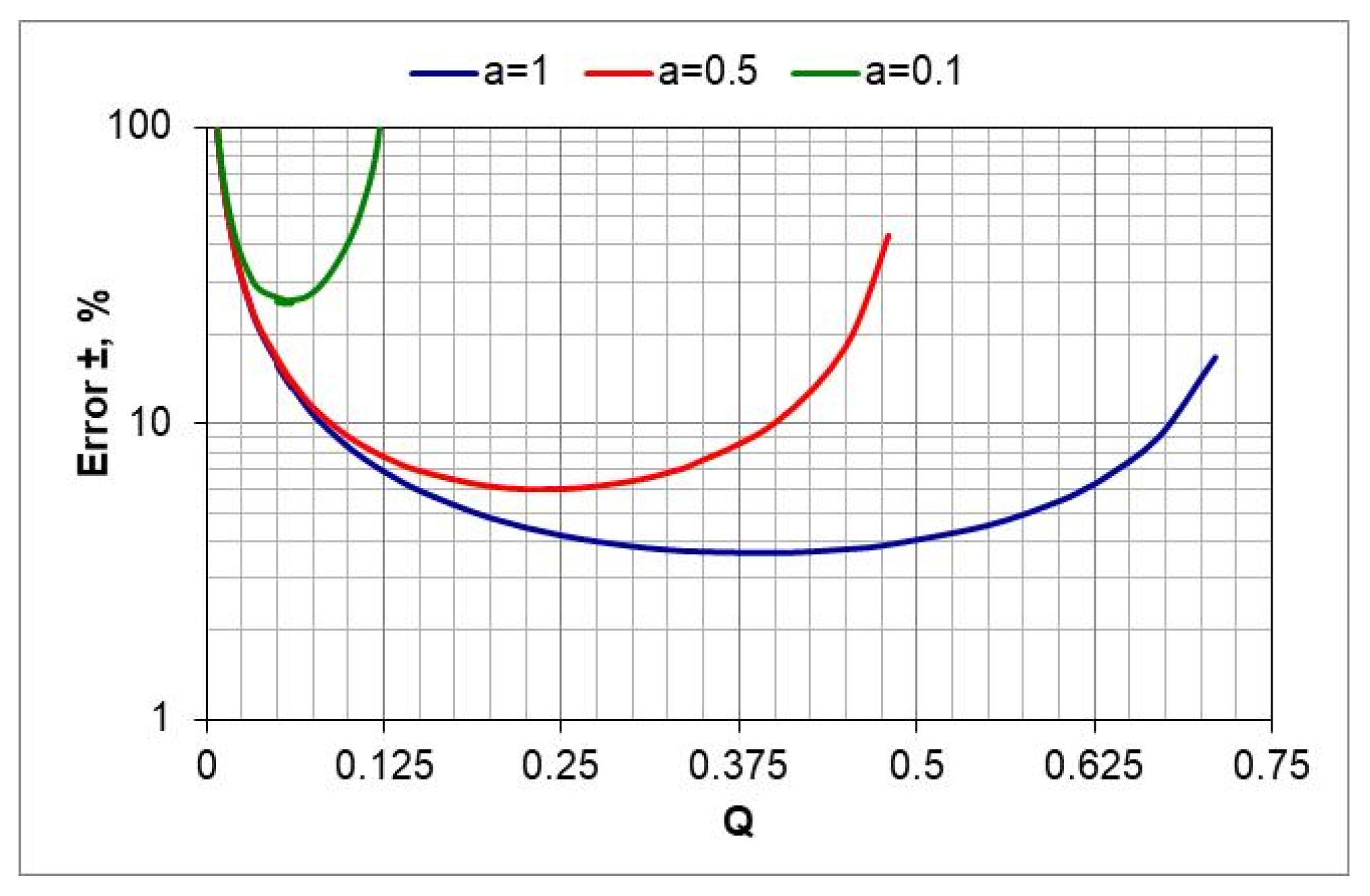
4.3.1. Analysis of the Error in Assessing the Value of the Nitrogen Potential
4.3.2. Nitriding Process Parameters
4.4. Metallographic Tests on the Nitrided Samples
4.5. Tests of the Phase Composition of Layers and Nitrogen Concentration of Iron Nitrides by XRD and EDS
5. Discussion of Research Results
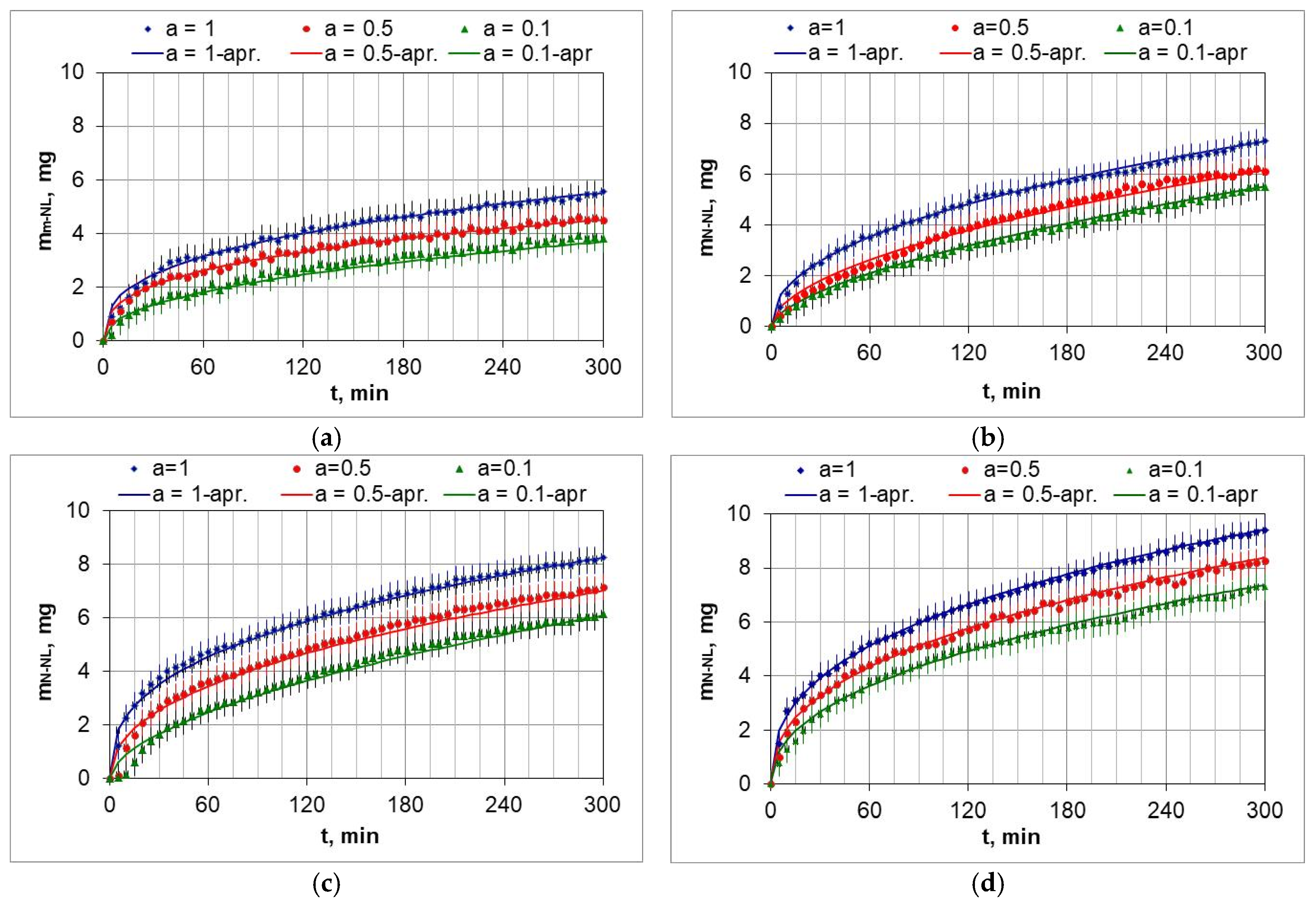
5.1. Gravimetric Tests
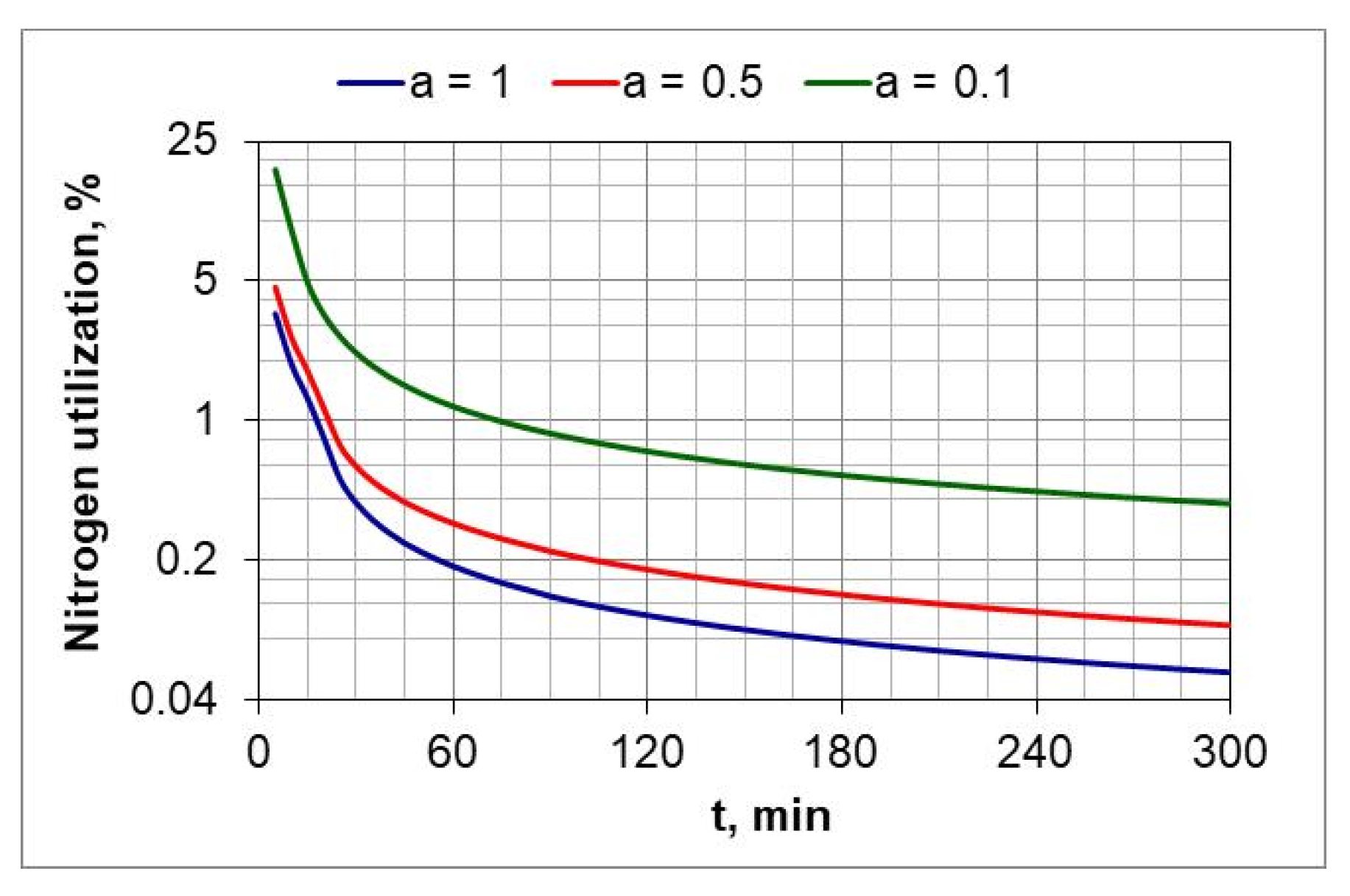
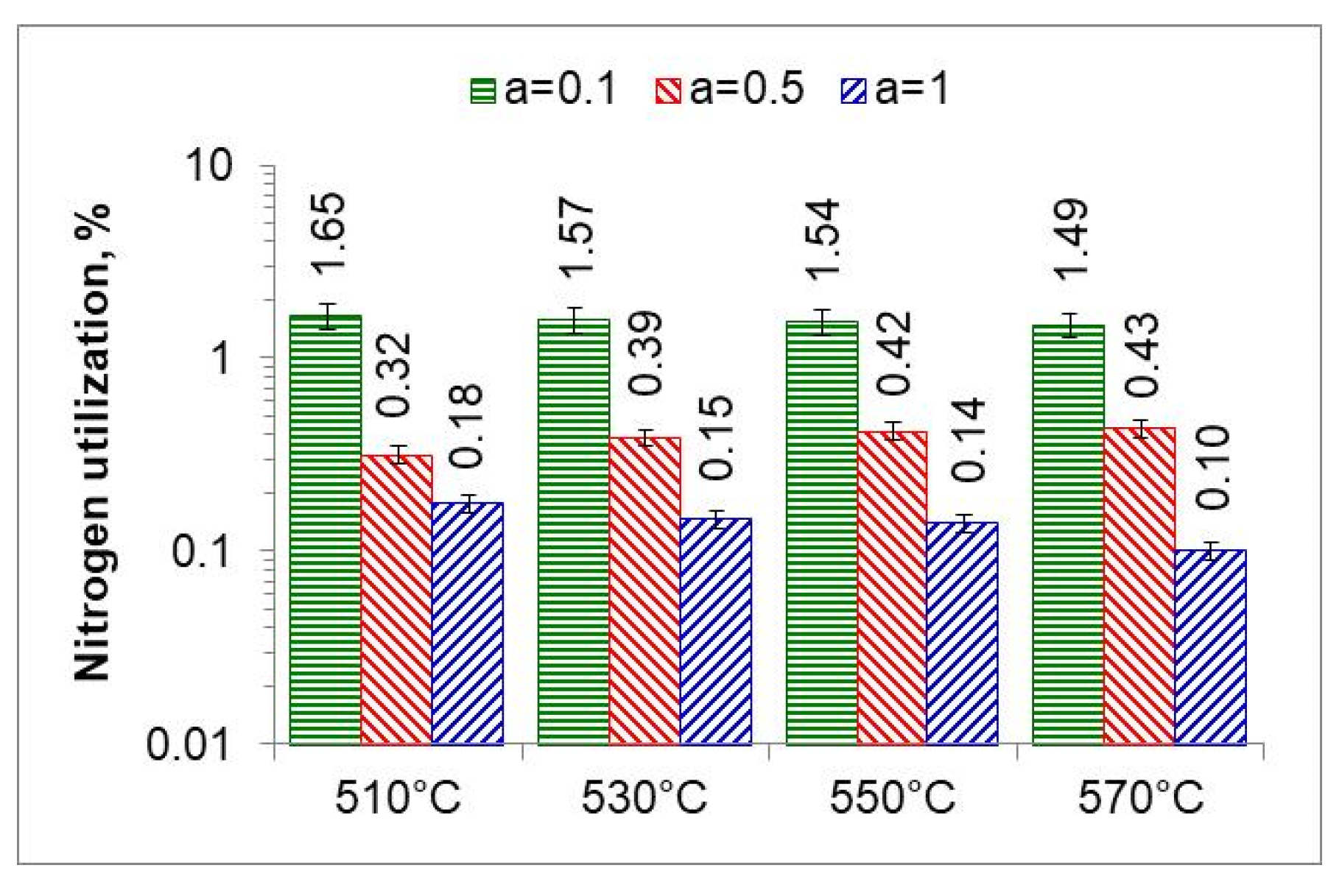
5.2. Degree of Utilization of Process Atmosphere
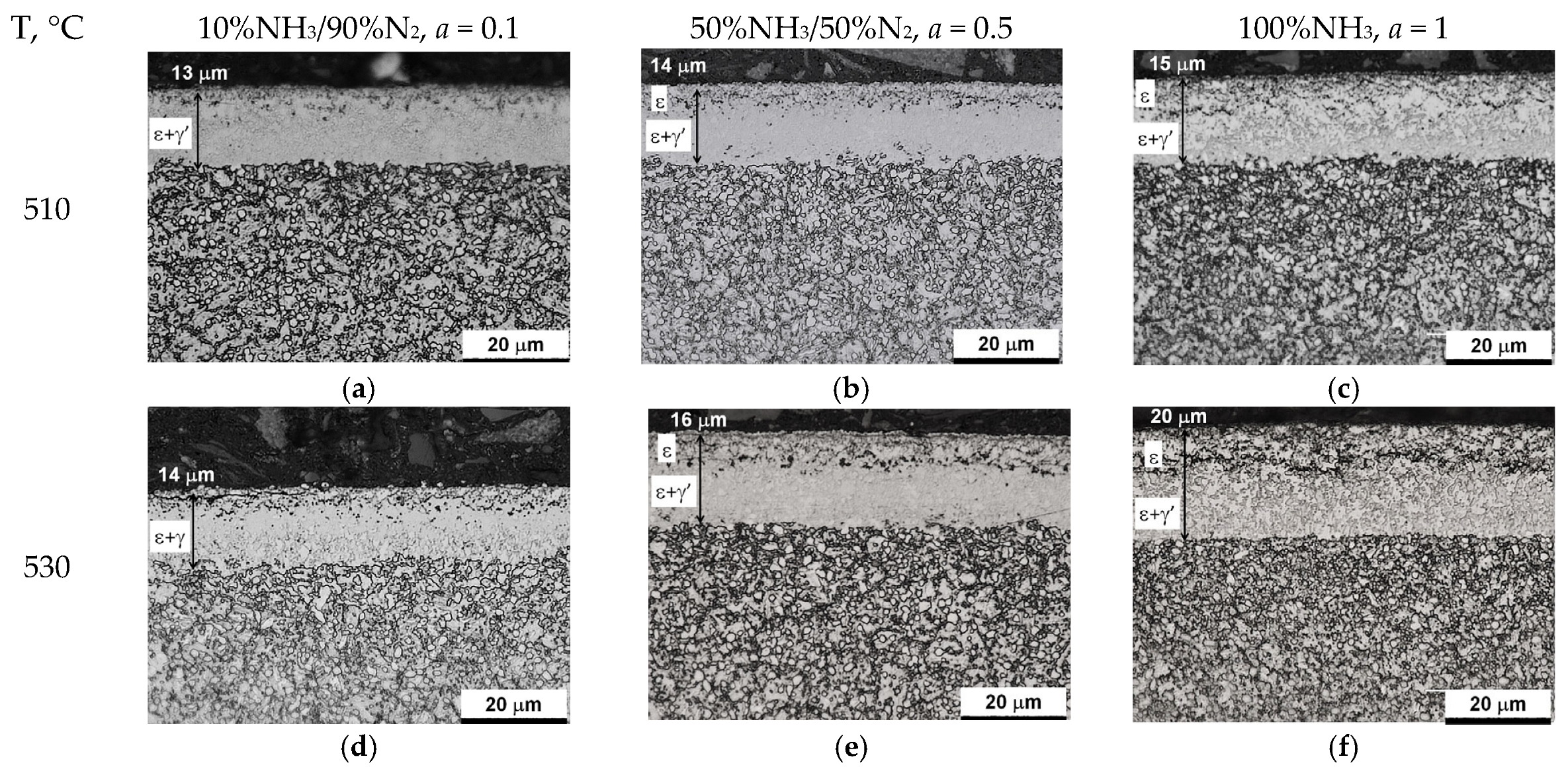
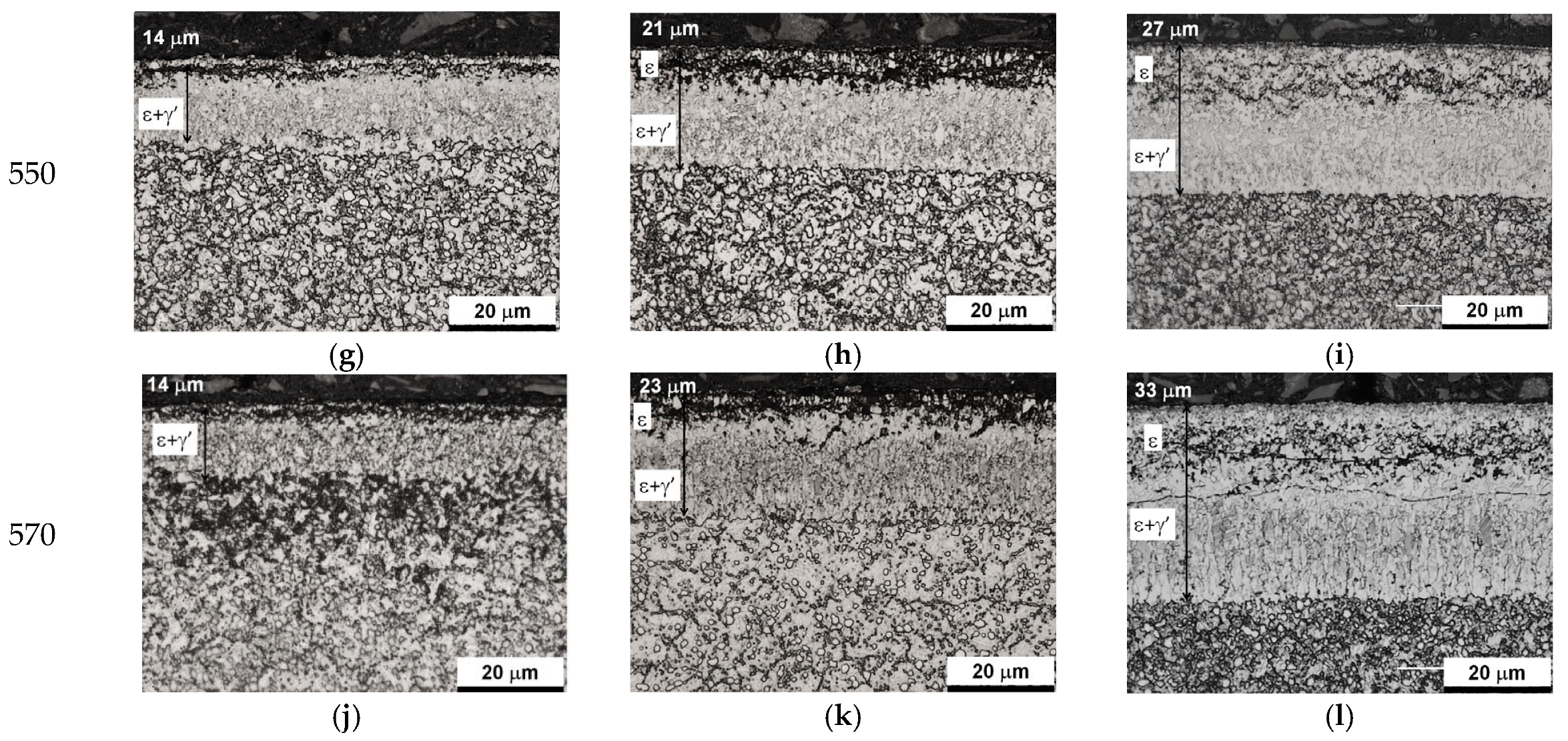
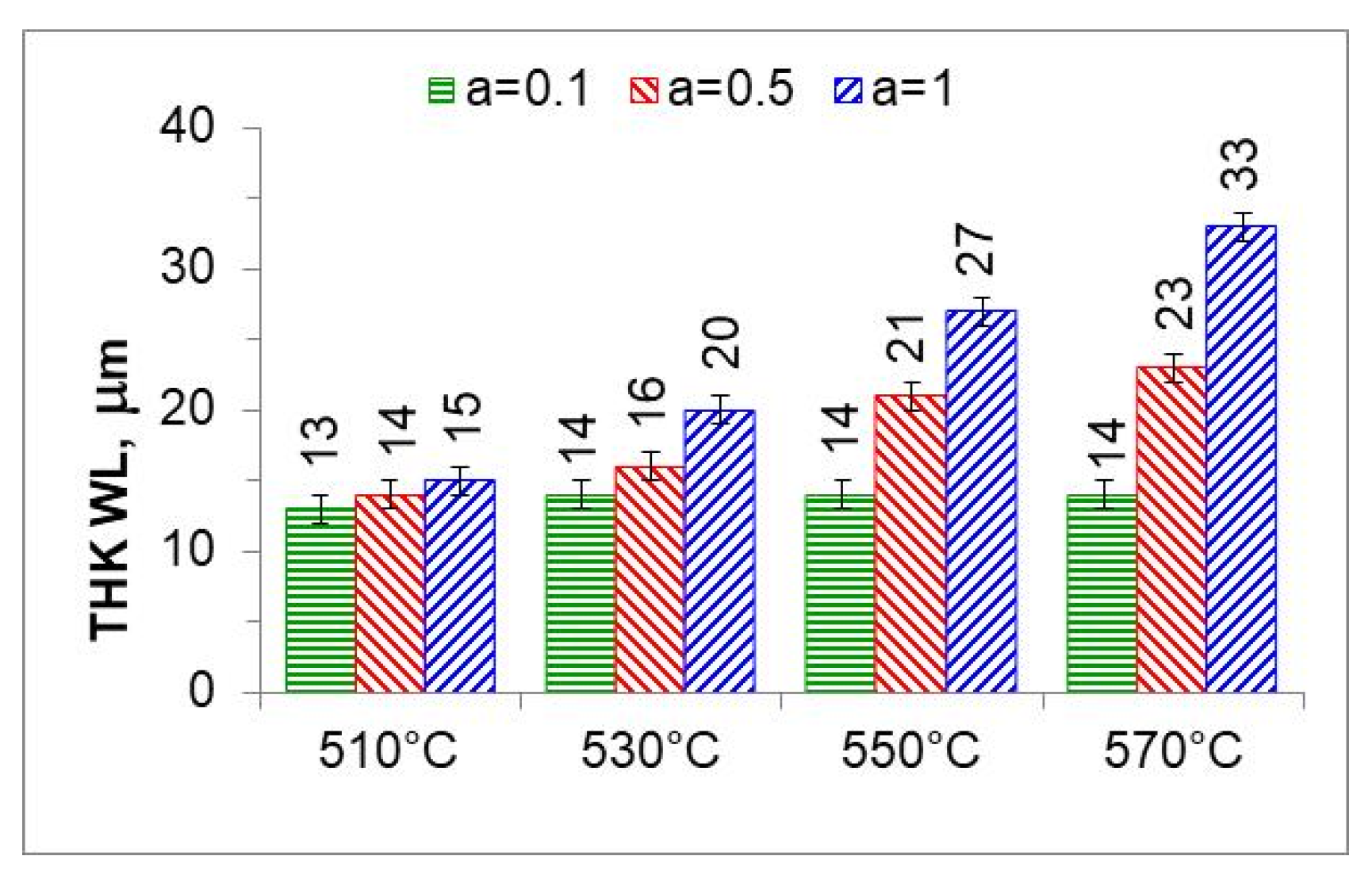
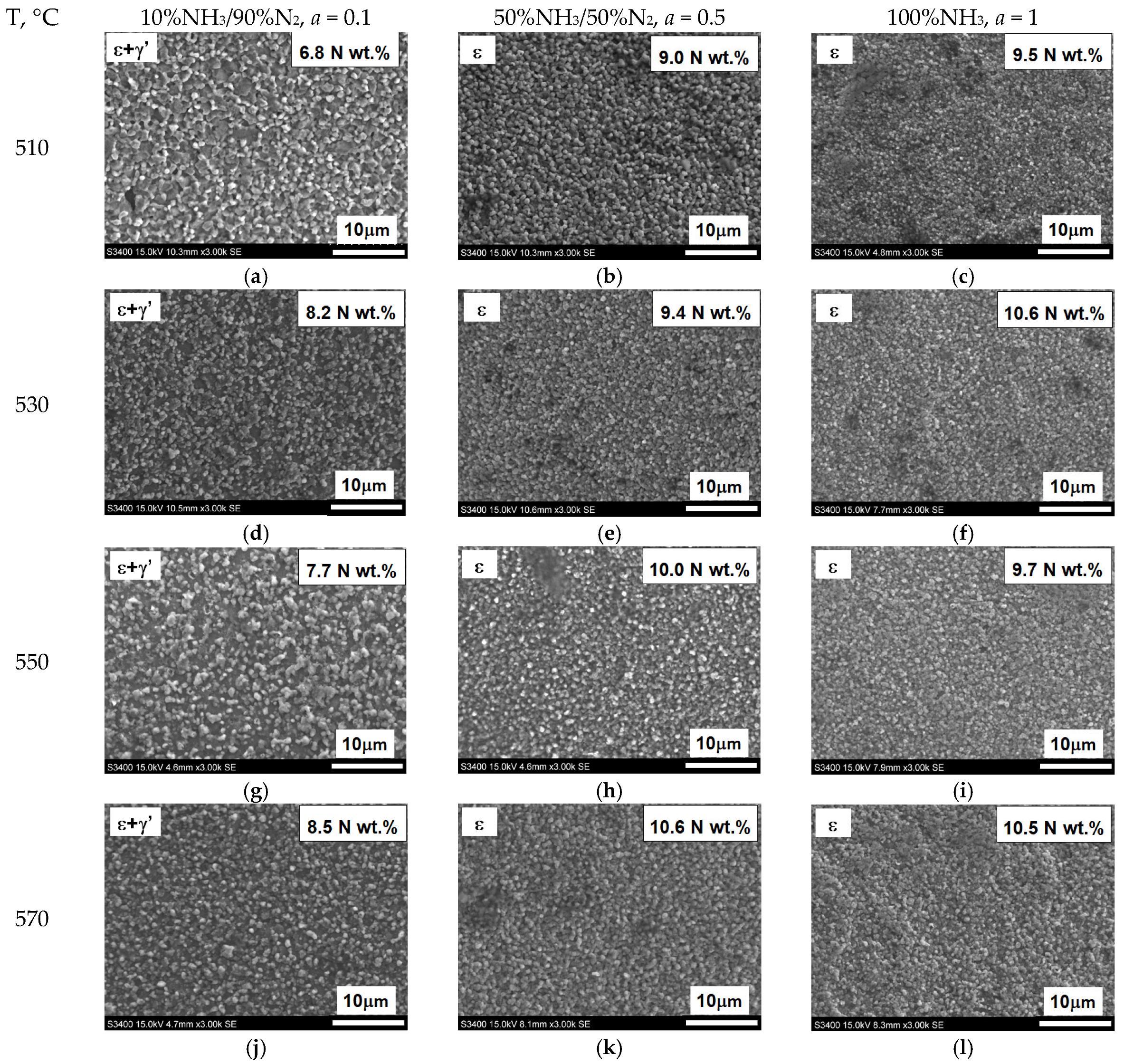
5.3. Microstructure Characterization
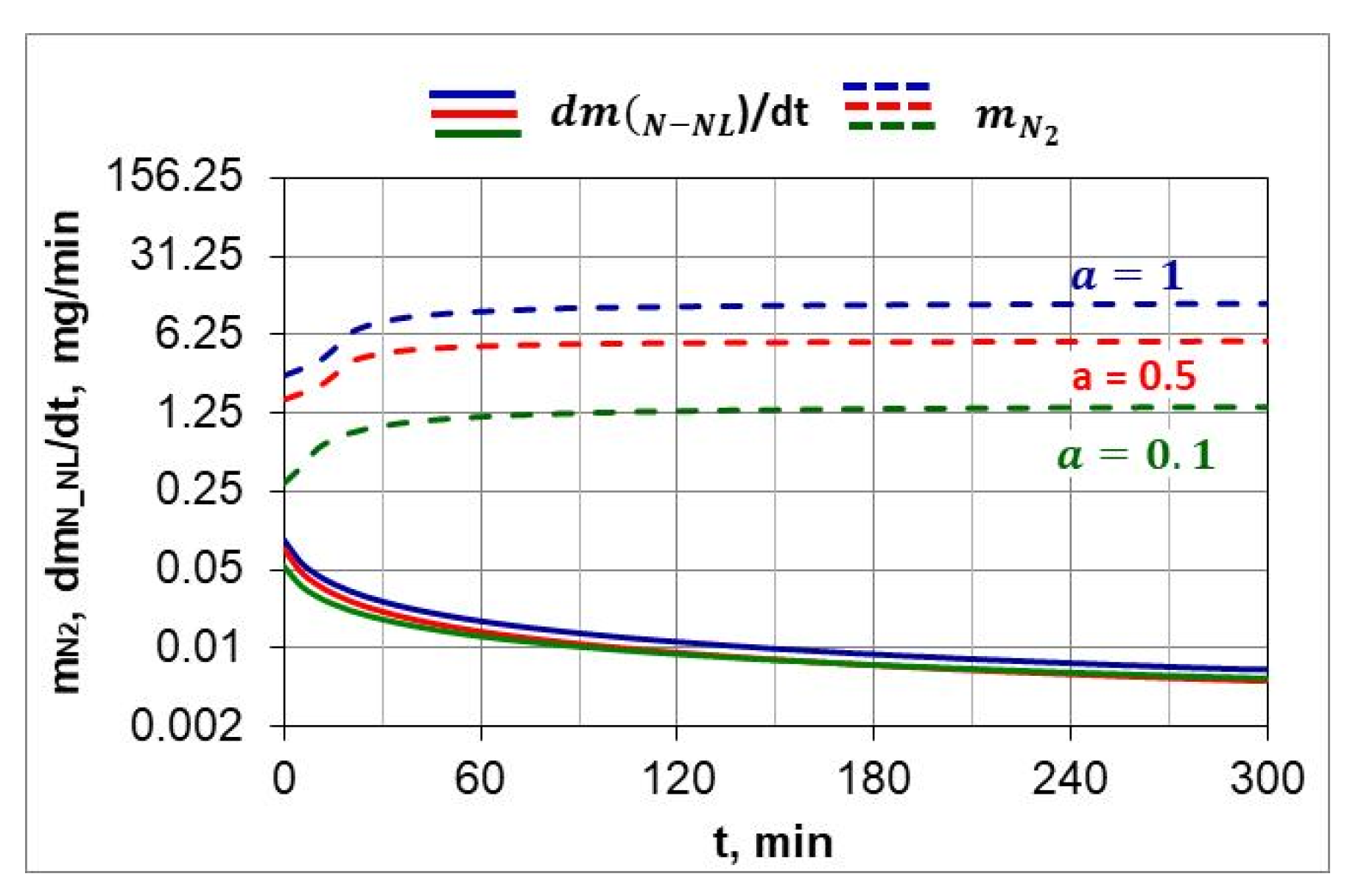
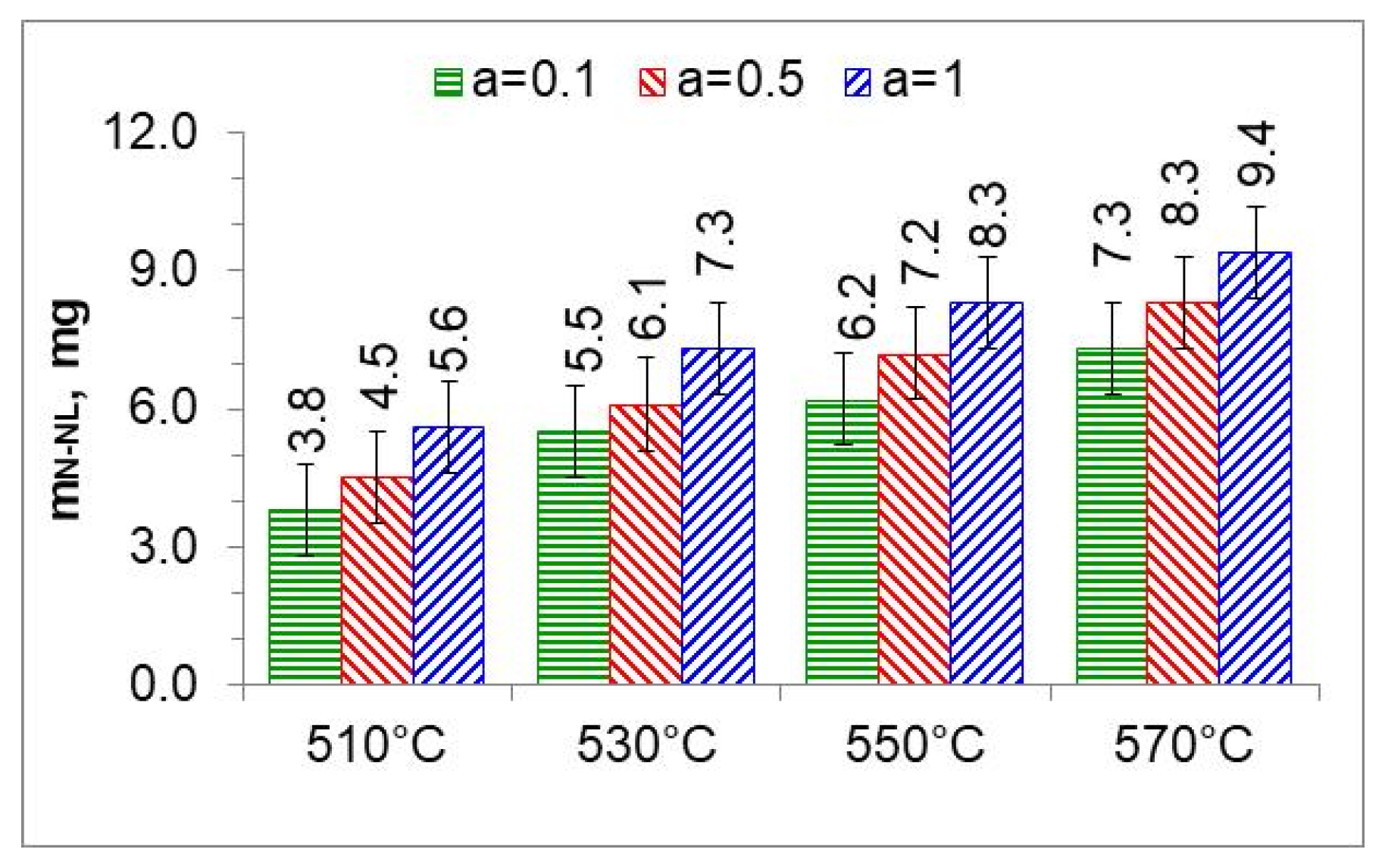
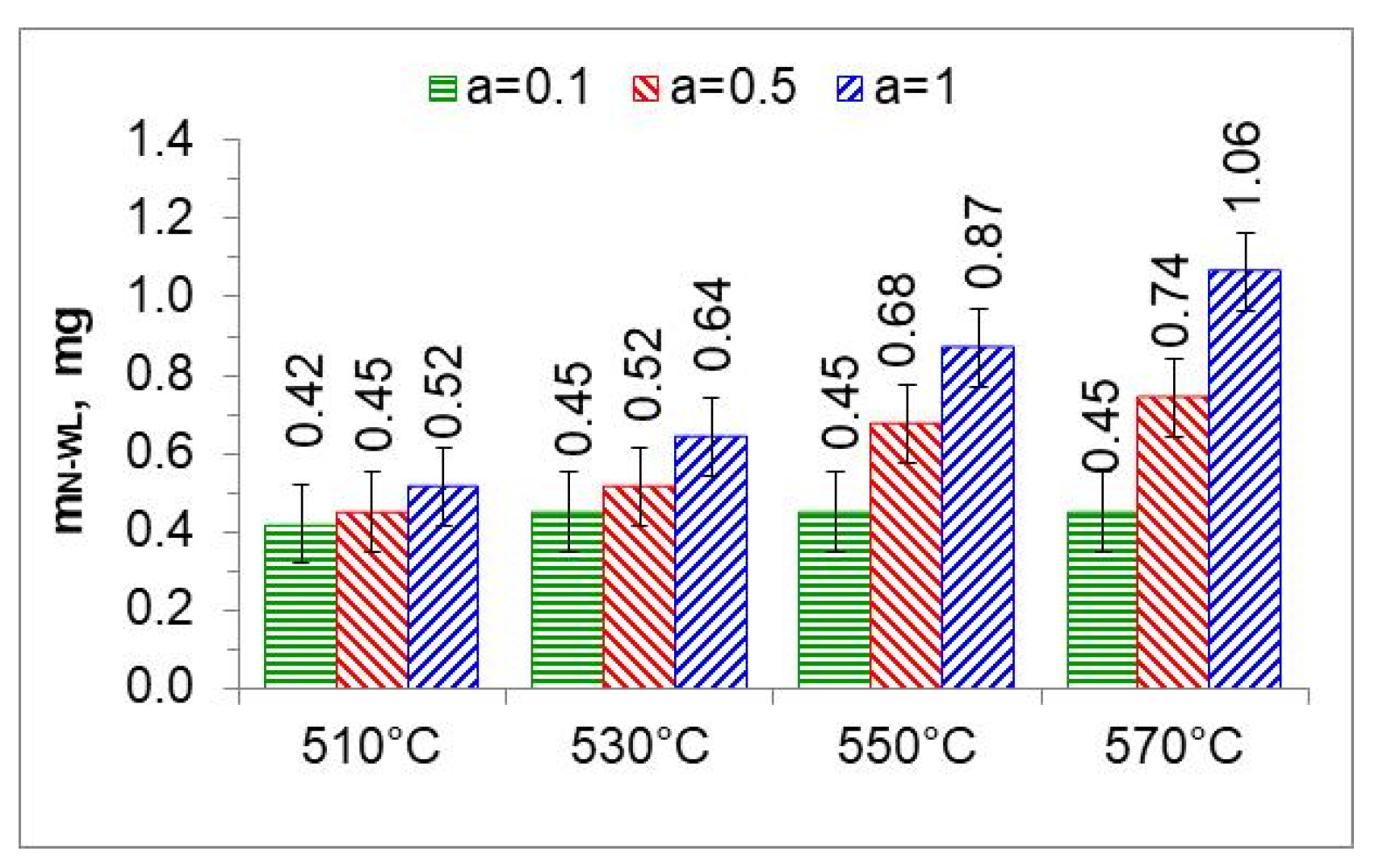
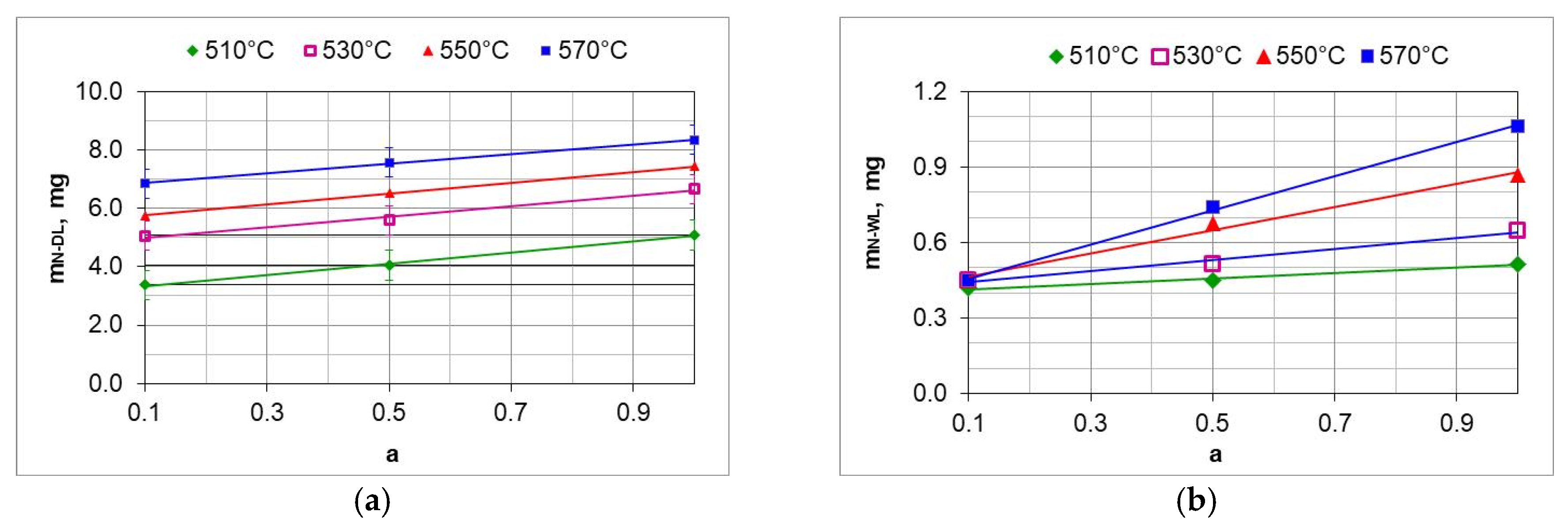
5.4. Change in the Mass of Nitrogen in the Iron Nitride Layer and in the Solution Zone Has Been Determined
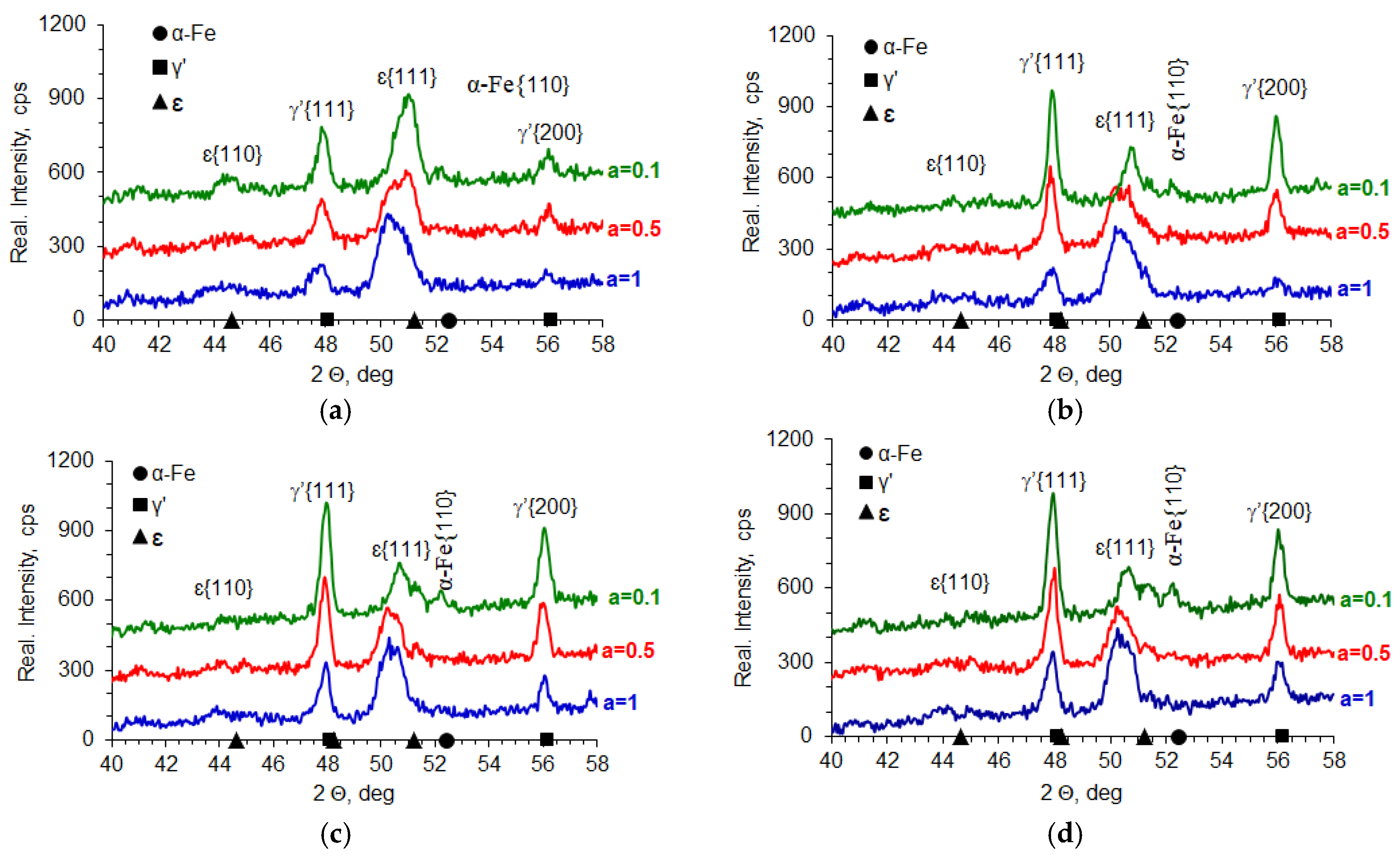
5.5. Tests of Phase Composition and Nitrogen Concentration in Iron Nitrides
5.6. Analysis of Process Parameters
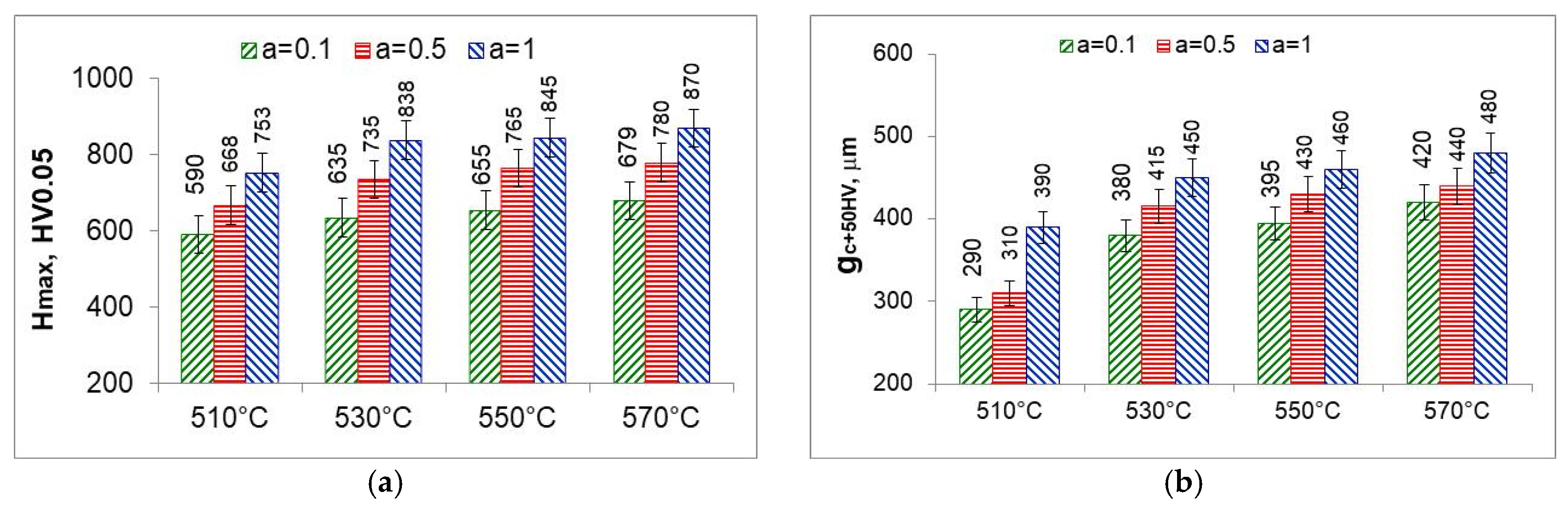
5.7. Properties of the Solution Zone of the Nitrided Layer
6. Control of the Nitriding Process in the NH3/N2 Atmosphere
7. Summary
8. Conclusions
- Dilution of the NH3 atmosphere with nitrogen (N2) leads to a shift in equilibrium conditions toward the α-Fe phase, reducing the persistence of the γ′-Fe4N and ε-Fe2-3N phases.
- Different NH3/N2 atmospheric compositions can lead to the same nitrogen potential value, due to the nature of the ammonia dissociation reaction and gas balance.
- Dilution of the ammonia atmosphere with nitrogen is an effective tool for regulating the kinetics of growth of the nitrided layer and the thickness of the iron nitride layer.
- With properly selected process parameters, the nitrogen availability of the nitriding atmosphere can be changed without significantly affecting the value of the nitrogen potential.
- More than 90% of the mass of nitrogen absorbed by the nitrided layer is in the solution layer (), while only about 10% forms the layer of iron nitrides ().
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Somers, M.A.J.; Mittemeijer, E.J. Layer-Growth Kinetics on Gaseous Nitriding of Pure Iron: Evaluation of Diffusion Coefficients for Nitrogen in Iron Nitrides. Met. Mater. Trans. A 1995, 26, 57–74. [Google Scholar] [CrossRef]
- Małdziński, L. Thermodynamic, Kinetic and Technological Aspects of Producing Nitrided Layers on Iron and Steel in Processes of Gas Nitriding; Poznan University of Technology: Poznan, Poland, 2002. [Google Scholar]
- Jordan, D.; Antes, H.; Osterman, V.; Jones, T. Low Torr-Range Vacuum Nitriding of 4140 Steel. Heat Treat. Prog. 2008, 8, 33–38. [Google Scholar]
- Michalski, J. Using Nitrogen Availability as a Nitriding Process Parameter. Ind. Heat. 2012, 10, 63–68. [Google Scholar]
- Michalski, J. Characteristics and Calculations Atmospheres for Controlled Gas Nitriding of Steel; Institute of Precision Mechanics: Warsaw, Poland, 2010. [Google Scholar]
- Anichkina, N.L.; Bogolyubov, V.S.; Boiko, V.V.; Denisov, V.E.; Dukarevich, I.S. Comparison of Methods of Gas, Ionic, and Vacuum Nitriding. Met. Sci. Heat Treat. 1989, 31, 170–174. [Google Scholar] [CrossRef]
- Yang, M.; Sisson, R.D. Alloy Effects on the Gas Nitriding Process. J. Mater. Eng. Perform. 2014, 23, 4181–4186. [Google Scholar] [CrossRef]
- Barrallier, L. Classical Nitriding of Heat Treatable Steel. In Thermochemical Surface Engineering of Steels; Elsevier: Amsterdam, The Netherlands, 2015; pp. 393–412. [Google Scholar]
- Cho, K.T.; Song, K.; Oh, S.H.; Lee, Y.-K.; Lee, W.B. Enhanced Surface Hardening of AISI D2 Steel by Atomic Attrition during Ion Nitriding. Surf. Coat. Technol. 2014, 251, 115–121. [Google Scholar] [CrossRef]
- Manova, D.; Hirsch, D.; Gerlach, J.W.; Mändl, S.; Neumann, H.; Rauschenbach, B. In Situ Investigation of Phase Formation during Low Energy Ion Nitriding of Ni80Cr20 Alloy. Surf. Coat. Technol. 2014, 259, 434–441. [Google Scholar] [CrossRef]
- Rosales, I.; Martinez, H.; Guardian, R. Mechanical Performance of Thermally Post-Treated Ion-Nitrided Steels. Appl. Surf. Sci. 2016, 371, 576–582. [Google Scholar] [CrossRef]
- Höche, D.; Kaspar, J.; Schaaf, P. Laser Nitriding and Carburization of Materials. In Laser Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2015; pp. 33–58. [Google Scholar]
- Kula, P.; Wolowiec, E.; Pietrasik, R.; Dybowski, K.; Januszewicz, B. Non-Steady State Approach to the Vacuum Nitriding for Tools. Vacuum 2013, 88, 1–7. [Google Scholar] [CrossRef]
- Soshkin, S.M.; Lakhtin, Y.M.; Kogan, Y.D. Structure of the Diffusion Layer with Vacuum Nitriding. Met. Sci. Heat Treat. 1984, 26, 521–523. [Google Scholar] [CrossRef]
- Lakhtin, Y.M.; Kogan, Y.D.; Soshkin, S.M. Nitriding of Steels in Vacuum. Met. Sci. Heat Treat. 1980, 22, 635–638. [Google Scholar] [CrossRef]
- Pérez, M.; Belzunce, F.J. A Comparative Study of Salt-Bath Nitrocarburizing and Gas Nitriding Followed by Post-Oxidation Used as Surface Treatments of H13 Hot Forging Dies. Surf. Coat. Technol. 2016, 305, 146–157. [Google Scholar] [CrossRef]
- Zhou, Z.; Dai, M.; Shen, Z.; Hu, J. Effect of D.C. Electric Field on Salt Bath Nitriding for 35 Steel and Kinetics Analysis. J. Alloys Compd. 2015, 623, 261–265. [Google Scholar] [CrossRef]
- Lakhtin, Y.M.; Kogan, Y.D. Controlled Nitriding Processes. Met. Sci. Heat Treat. 1978, 20, 667–671. [Google Scholar] [CrossRef]
- Tacikowski, J.; Zyśk, J. Method of Gas Nitriding. PL Patent 85924, 1977. [Google Scholar]
- Kulka, M.; Panfil, D.; Michalski, J.; Wach, P. The Effects of Laser Surface Modification on the Microstructure and Properties of Gas-Nitrided 42CrMo4 Steel. Opt. Laser Technol. 2016, 82, 203–219. [Google Scholar] [CrossRef]
- Panfil, D.; Kulka, M.; Wach, P.; Michalski, J.; Przestacki, D. Nanomechanical Properties of Iron Nitrides Produced on 42CrMo4 Steel by Controlled Gas Nitriding and Laser Heat Treatment. J. Alloys Compd. 2017, 706, 63–75. [Google Scholar] [CrossRef]
- Małdziński, L.; Tacikowski, J. Concept of an Economical and Ecological Process of Gas Nitriding of Steel. HTM J. Heat Treat. Mater. 2006, 61, 296–302. [Google Scholar] [CrossRef]
- Maldzinski, L.; Tacikowski, J. ZeroFlow Gas Nitriding of Steels. In Thermochemical Surface Engineering of Steels; Elsevier: Amsterdam, The Netherlands, 2015; pp. 459–483. [Google Scholar]
- Maldziński, L.; Bazel, M.; Korecki, M.; Miliszewski, A.; Przygonski, T. Industrial Experiences with Controlled Nitriding Using a Zeroflow Method. Heat Treat. Prog. 2009, 9, 19–22. [Google Scholar]
- Kula, P.; Pietrasik, R.; Stańczyk-Wołowiec, E. Method of Nitriding Tools Made of Iron Alloys. PL Patent 219125, 2014. [Google Scholar]
- Michalski, J.; Tacikowski, J.; Wach, P.; Lunarska, E.; Baum, H. Formation of Single-Phase Layer of Γ′-Nitride in Controlled Gas Nitriding. Met. Sci. Heat Treat. 2005, 47, 516–519. [Google Scholar] [CrossRef]
- Ratajski, J. Selected Aspects of Modern Gas Nitriding in Terms of Process Control; Monograph of the Faculty of Mechanical Engineering, Koszalin University of Technology: Koszalin, Poland, 2003. [Google Scholar]
- Smirnov, A.V.; Kuleshov, Y.S. Calculations for Nitriding with Diluted Ammonia. Met. Sci. Heat Treat. 1966, 8, 395–403. [Google Scholar] [CrossRef]
- Michalski, J.; Wołowiec-Korecka, E. A Study of Parameters of Nitriding Processes. Part 1. Met. Sci. Heat Treat. 2019, 61, 183–190. [Google Scholar] [CrossRef]
- Michalski, J.; Wołowiec-Korecka, E. A Study of the Parameters of Nitriding Processes. Part 2. Met. Sci. Heat Treat. 2019, 61, 351–359. [Google Scholar] [CrossRef]
- Cojocaru, M.O.; Branzei, M.; Ghinea, A.M.; Druga, L.N. The Effects of Modifying the Activity of Nitriding Media by Diluting Ammonia with Nitrogen. Materials 2021, 14, 2432. [Google Scholar] [CrossRef] [PubMed]
- Lightfoot, B.J.; Jack, D.H. Kinetics of Nitriding with and Without White-Layer Formation. In Source Book on Nitriding; American Society for Metals: Detroit, MI, USA, 1977; pp. 248–254. [Google Scholar]
- Lehrer, E. Über Das Eisen-Wasserstoff-Ammoniak-Gleichgewicht. Z. Für Elektrochem. Und Angew. physikalische Chemie 1930, 36, 383–392. [Google Scholar] [CrossRef]
- Grabke, H.J. Reaktionen von Ammoniak, Stickstoff Und Wasserstoff an Der Oberfläche von Eisen I. Zur Kinetik Der Nitrierung von Eisen Mit NH3 -H2 -Gemischen Und Der Denitrierung. Berichte Bunsenges. Phys. Chem. 1968, 72, 533–541. [Google Scholar] [CrossRef]
- Mittemeijer, E.J.; Somers, M.A.J. Thermodynamics, Kinetics, and Process Control of Nitriding. Surf. Eng. 1997, 13, 483–497. [Google Scholar] [CrossRef]
- Somers, M.A.J. IFHTSE Global 21: Heat Treatment and Surface Engineering in the Twenty-First Century Part 14—Development of Compound Layer during Nitriding and Nitrocarburising; Current Understanding and Future Challenges. Int. Heat Treat. Surf. Eng. 2011, 5, 7–16. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | C | Si | Mn | S | P | Cr | Fe |
|---|---|---|---|---|---|---|---|
| AISI 52100 | 1.0 | 0.3 | 0.45 | 0.014 | 0.02 | 1.5 | rest |
| T, °C | t, min | Np, atm.−0.5 | Inlet Atmosphere–aNH3/bN2 | ||||
|---|---|---|---|---|---|---|---|
| NH3, % | N2, % | a | b | ||||
| 510 | 300 | 1.9 | 15 ± 7% | 100 | 0 | 1 | 0 |
| 18 ± 12% | 50 | 50 | 0.5 | 0.5 | |||
| 20 ±30% | 10 | 90 | 0.1 | 0.9 | |||
| 530 | 300 | 1.6 | 12.0 ± 8% | 100 | 0 | 1 | 0 |
| 14 ± 10% | 50 | 50 | 0.5 | 0.5 | |||
| 17 ± 30% | 10 | 90 | 0.1 | 0.9 | |||
| 550 | 1.3 | 8.0 ± 6% | 100 | 0 | 1 | 0 | |
| 10 ± 9% | 50 | 50 | 0.5 | 0.5 | |||
| 12 ± 30% | 10 | 90 | 0.1 | 0.9 | |||
| 570 | 300 | 1.0 | 5.0 ± 5% | 100 | 0 | 1 | 0 |
| 6 ± 8% | 50 | 50 | 0.5 | 0.5 | |||
| 8 ± 30% | 10 | 90 | 0.1 | 0.9 | |||
| Atmosphere Composition | 510 °C | 530 °C | 550 °C | 570 °C | |
|---|---|---|---|---|---|
| 100% NH3 (a = 1) | 0.75 | 0.56 | 1.0 | 1.08 | |
| n | 0.35 | 0.45 | 0.37 | 0.38 | |
| 50%NH3/50%N2 (a = 0.5) | 0.65 | 0.30 | 0.57 | 0.81 | |
| n | 0.34 | 0.53 | 0.44 | 041 | |
| 10%NH3/90%N2 (a = 0.1) | 0.3 | 0.18 | 0.25 | 0.60 | |
| n | 0.44 | 0.60 | 0.56 | 0.44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michalski, J.; Frączek, T.; Prusak, R.; Dudek, A.; Kowalewska-Groszkowska, M.; Major, M. Control of the Nitriding Process of AISI 52100 Steel in the NH3/N2 Atmosphere. Materials 2025, 18, 3041. https://doi.org/10.3390/ma18133041
Michalski J, Frączek T, Prusak R, Dudek A, Kowalewska-Groszkowska M, Major M. Control of the Nitriding Process of AISI 52100 Steel in the NH3/N2 Atmosphere. Materials. 2025; 18(13):3041. https://doi.org/10.3390/ma18133041
Chicago/Turabian StyleMichalski, Jerzy, Tadeusz Frączek, Rafał Prusak, Agata Dudek, Magdalena Kowalewska-Groszkowska, and Maciej Major. 2025. "Control of the Nitriding Process of AISI 52100 Steel in the NH3/N2 Atmosphere" Materials 18, no. 13: 3041. https://doi.org/10.3390/ma18133041
APA StyleMichalski, J., Frączek, T., Prusak, R., Dudek, A., Kowalewska-Groszkowska, M., & Major, M. (2025). Control of the Nitriding Process of AISI 52100 Steel in the NH3/N2 Atmosphere. Materials, 18(13), 3041. https://doi.org/10.3390/ma18133041