1. Introduction
Plates, as important steel materials, are widely used in infrastructure construction and mechanical manufacturing [
1]. The yield of plates is an important economic and technical indicator for evaluating enterprises’ resource utilization and competitiveness. The main factor influencing the yield is the shear loss caused by the restriction of the plan-view pattern [
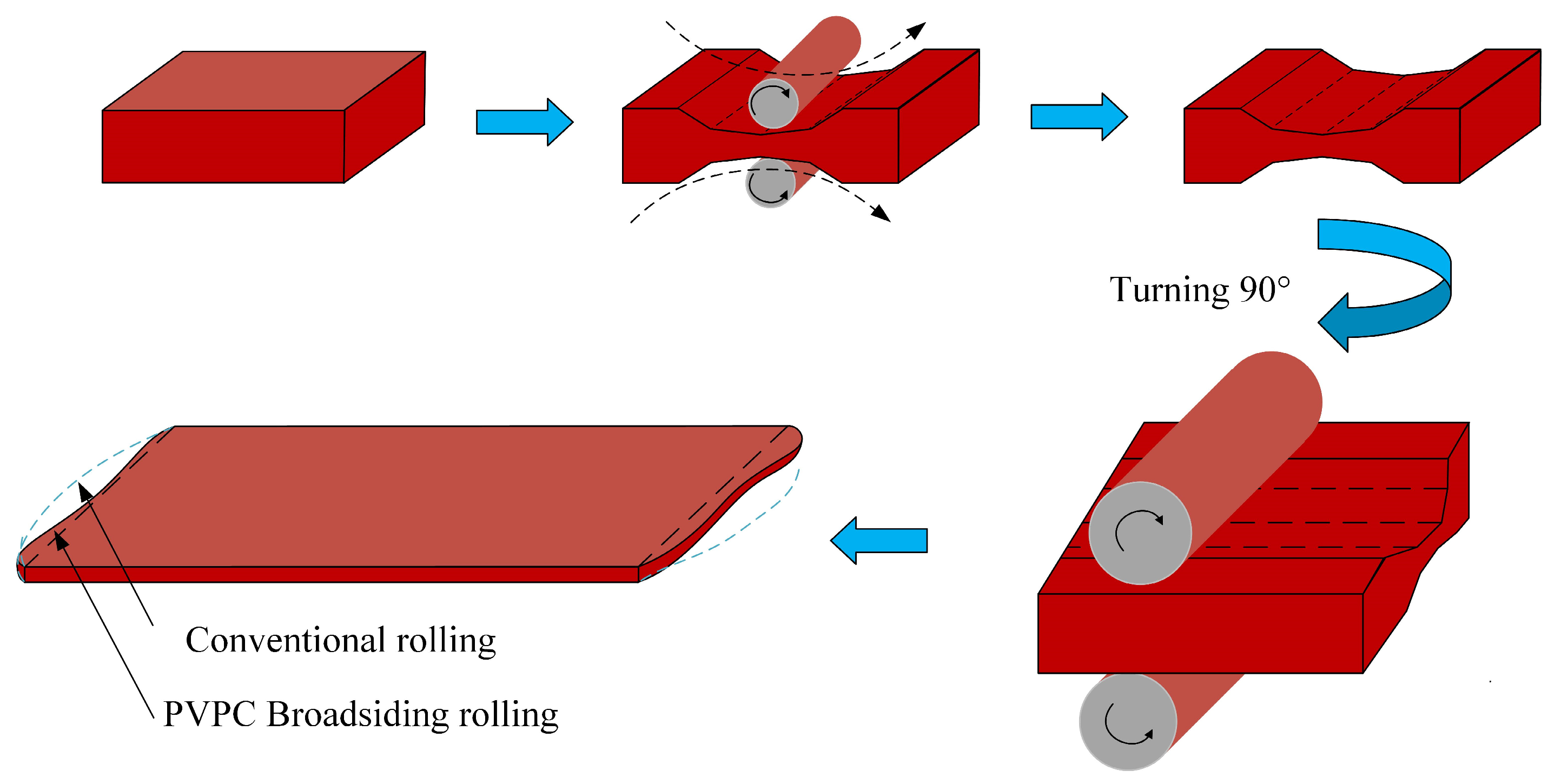
2]. Plate plan-view pattern control (PVPC) is a very effective method to make the plate rectangular, reduce crop and edge losses, and improve the yield. Its basic idea is to predict the pattern of the rolled piece after rolling, and convert the volume of the irregular pattern into an abnormal thickness compensation amount, given in the last pass of the sizing and broadening phase according to the “constant volume principle”. This abnormal thickness distribution is used to improve the final rectangularity. The basic principle of plan-view pattern control is shown in
Figure 1.
Extensive research has been conducted by scholars on plan-view pattern control. Early studies primarily adopted mechanism models, deriving theoretical equations for three-dimensional metal flow and spreading through basic laws such as the equal volume method and the minimum resistance method. These models provided a foundational basis for analyzing the plan-view pattern of plates. For example, Ding [
4] established a mathematical model for the plan-view pattern of plates to explore the variation law of deformation parameters during the rolling process. Liu [
5] used the energy method to develop an accurate prediction model for plate rolling. However, mechanism models often exhibit substantial errors due to the simplification and assumptions of physical phenomena. In contrast, the finite element analysis method can accurately predict stress, strain, and temperature distributions through fine discretization, adapting to material nonlinearity and complex boundary conditions. This not only enhances the accuracy of plan-view pattern control but also provides more reliable support for optimizing process parameters.
Hu and Zhang [
6,
7] established plan-view pattern control models for plates based on simulation and proposed new technologies such as the TFP (trimming-free process) to improve slab yield. Xun [
8] employed the elasto-plastic finite element method to analyze the influence of rolling conditions on the plate plan-view pattern, proposing a calculation formula for the plan-view pattern curve. Yang et al. [
9] established a plan-view pattern prediction model based on the longitudinal length difference at the plate head and tail, improving prediction accuracy through the relationship between the metal volume and length difference, and verified the model’s effectiveness through finite element simulation and experiments. Ding et al. [
10] studied the influence of setting points and distances on the rectangularity of products using a controllable point setting method combined with finite element analysis, successfully increasing the production yield from 92.28% to 93.36%. Yin [
11] analyzed metal flow through simulating the rolling process, compared the plan-view patterns under different rolling schedules, and obtained a comprehensive optimal rolling schedule. Masayuki Horie [
12] et al. studied the dog-bone rolling method and found that the dog-bone width and broadening ratio significantly influence the plastic deformation length and fish-tail length. When the width increases or the broadening ratio decreases, the fish-tail length increases. Gu [
13] used the finite element method to study the control of the plate plan-view pattern by flat and vertical rolls, proposed a theoretical model, and the simulation results matched the actual situation, reducing the difference in width elongation and effectively controlling the head’s convex shape. Wang [
14] analyzed the variation law of the plate plan-view pattern through finite element modeling, and improved the width accuracy by 27% after parameter optimization. Yao [
15] et al. established a prediction model and control model for plan-view pattern control of wide plates based on the constant volume law, and applied the models on site, reducing the shear loss of products.
With the rapid development of intelligent technologies, research on plate plan-view patterns has been integrated with advanced technologies such as machine learning and machine vision. Machine vision detection technology [
16] is rapidly emerging in the industrial field, gradually replacing human eyes for measurement and judgment. Chen et al. [
17] proposed a new strip-shape recognition method, optimizing neural networks with orthogonal polynomials and binary trees to construct a hybrid model and improve recognition accuracy. Ma [
18] studied the selection of industrial cameras and image processing algorithms to realize online real-time recognition of plate contours and accurate positioning of crop positions for the head and tail. He et al. [
19] used improved image processing algorithms based on machine vision technology to detect position and angle information in real time during the steel-turning process, enabling real-time processing of detection data in complex production environments. Ding et al. [
20] employed machine vision to measure the camber of plates, obtaining sub-pixel coordinates of the rolled piece edges and determining their plan dimensions to implement feedback control for camber defects. Yang [
21] achieved high-precision recognition and contour feature extraction of plates based on machine vision technologies such as binocular multi-group linear-array cameras.
Machine vision technology combined with machine learning algorithms can analyze and process massive data and image information to realize monitoring, prediction, correction, and optimization of plate deformation, defects, and plan-view patterns. Machine learning models aim to tap the potential in feature extraction and model construction for plate plan-view patterns, deepening the intelligent research on plan-view pattern control. Wang [
22,
23] built a BP (back-propagation) neural network to establish metal rolling flow prediction models, though faced challenges such as data deviation and long computation times. M.S. Chun [
24] established a multi-layer neural network model to predict width changes during plate rolling, determining the optimal broadening value to reduce edge-trimming losses. Dong [
25] developed an ISSA-ANN (improved sparrow search algorithm–artificial neural network) plan-view pattern prediction model based on on-site production data, optimizing initial weights and thresholds to overcome the problem that the traditional neural network easily produced local optima. Jiao et al. [
3] optimized a radial basis function neural network by using the dung beetle optimizer algorithm, and developed a prediction and control model for plate plan-view pattern. In practical on-site applications, the crop-cutting loss area of irregular deformation in the plate was reduced by 31%. Wu et al. [
26] proposed an attention-based weight-adaptive multi-task learning framework for predicting and optimizing irregular shapes in hot rolling, optimizing the short-stroke process to achieve a 10.3% improvement in defect width deviation. Zhao [
27] studied the application of extreme learning machines in predicting the length of rolled pieces, optimizing the prediction model for the plate plan-view pattern.
Currently, research work on intelligent optimal control of the plate plan-view pattern using machine vision inspection is based on pattern inspection of finished plates at the end of rolling. However, passes for plan-view pattern control occur in the rough-rolling stage, specifically at the final pass of the sizing phase and the broadsiding phase. Due to the requirements of the thermo-mechanically controlled processing (TMCP) rolling process for plates, there is a holding temperature process after the rough-rolling stage. Multiple rolled pieces first complete the rough-rolling stage and holding temperature process before proceeding to subsequent rolling passes to become products. Therefore, product pattern-detection results cannot be followed by rolled pieces for real-time correction, i.e., plan-view pattern control optimization has a significant hysteresis. This hysteresis not only reduces the accuracy and efficiency of plan-view pattern control for plates, but also may lead to resource waste and increased production costs. If an accurate description of the final shape can be obtained immediately after the end of rough rolling, the plan-view pattern of the next piece can be optimized and adjusted in good time.
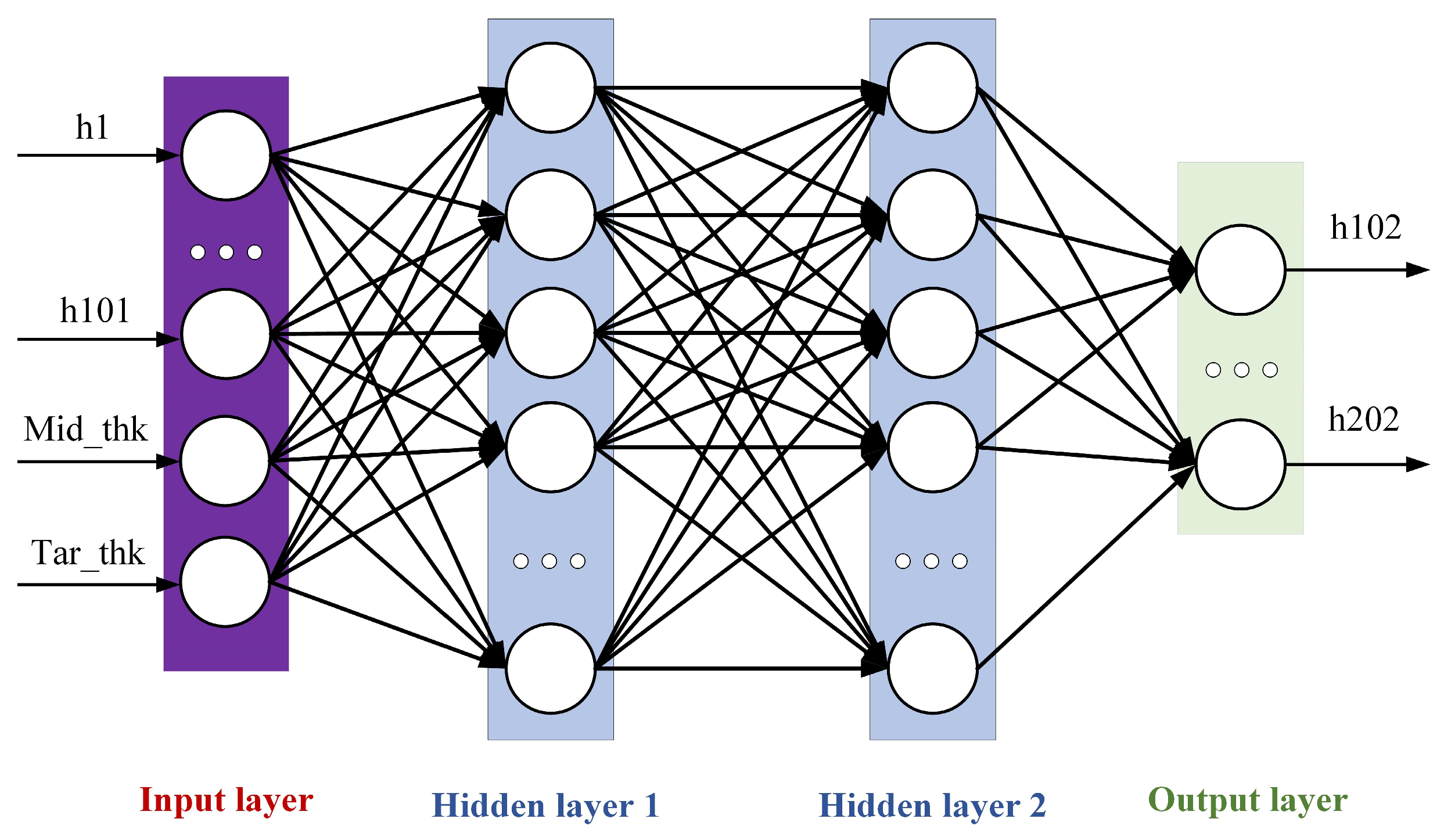
Based on the above background, by reasonably arranging detection devices, the intermediate slab plan-view pattern of a rolled piece can be obtained after rough rolling. Then, according to the subsequent rolling process conditions, machine learning algorithms can be used to predict the final shape in advance, enabling timely feedback and optimization of plan-view pattern control for the next rolled piece. This approach demonstrates significant advantages over traditional finished-product inspection models, notably improving production response speed and reducing rejection rates caused by delayed parameter adjustment. Existing actual data from product shape detection serves as both a data source for machine learning for a model predicting the final pattern from the intermediate pattern, and an evaluation tool for the final control effect.
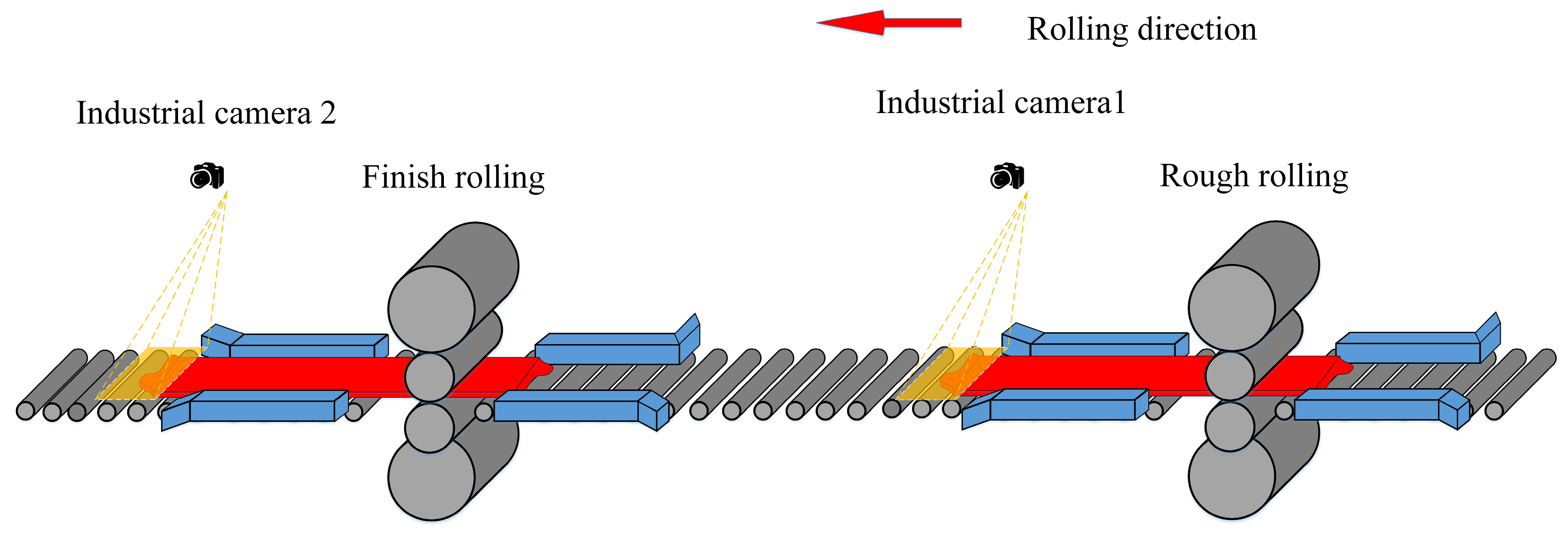
In the research process, a typical two-stand plate production line is taken as the research object, deploying visual detection devices after both the rough mill and the finish mill to collect intermediate slab and final plate plan-view pattern data during rolling. Using intermediate slab pattern data and the subsequent rolling schedule data as inputs, the corresponding final pattern prediction is obtained through a machine learning algorithm as the output result. Based on the final shape prediction, the plan-view pattern control effect is evaluated and the control parameters are optimized, and the plan-view pattern of the subsequent rolled piece is optimized in real time. The actual measurement data of the final plate pattern serves as the ultimate evaluation for the prediction and control models.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}