
Analysis of the Opportunities, Benefits and Risks Associated with the Use of Recycled Materials in Flexible Aircraft Pavements


Abstract
1. Introduction
2. Background
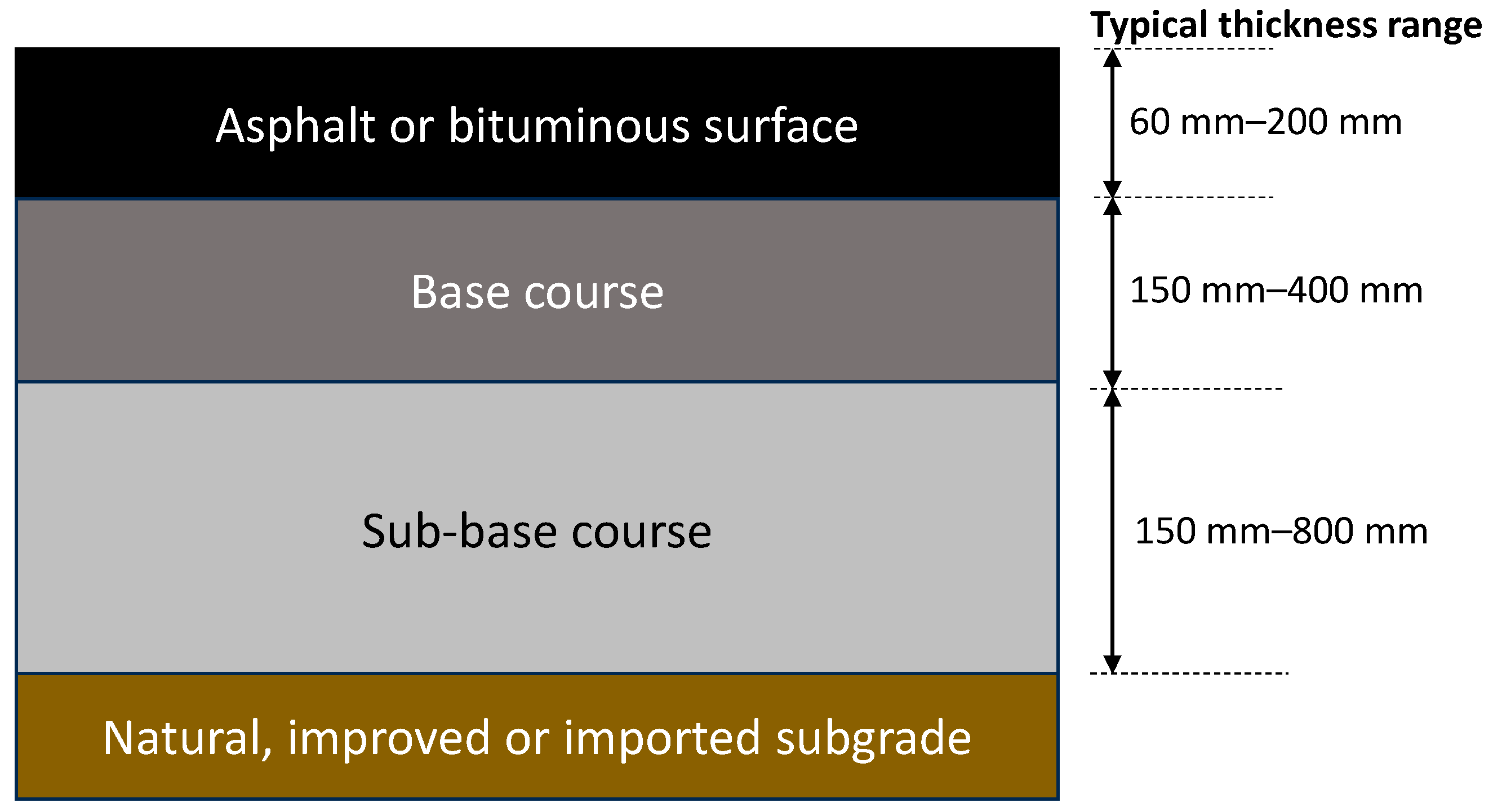
2.1. Flexible Aircraft Pavements
2.2. Waste Materials Commonly Used in Flexible Pavements
2.2.1. Waste Plastics
2.2.2. Recycled Crushed Glass
2.2.3. Industrial Slag
2.2.4. Fly Ash
2.2.5. Crumbed Rubber
2.2.6. Recycled Asphalt Pavement
2.2.7. Recycled Concrete Aggregate
2.3. Sustainability Principles for Incorporating Recycled Materials in Aircraft Pavements
3. Recycled Materials Opportunities in Flexible Aircraft Pavements
3.1. Particle Replacement in Unbound Layers
3.1.1. Recycled Crushed Glass
3.1.2. Industrial Slag
3.1.3. Recycled Concrete Aggregate
3.2. Stabilization Treatments
3.3. Bitumen Modifiers
3.3.1. Waste Plastics
3.3.2. Crumbed Rubber
3.4. Aggregate Replacement in Surface Courses
3.4.1. Recycled Crushed Glass
3.4.2. Industrial Slag
3.4.3. Recycled Asphalt
3.5. Filler Replacement in Asphalt Layers
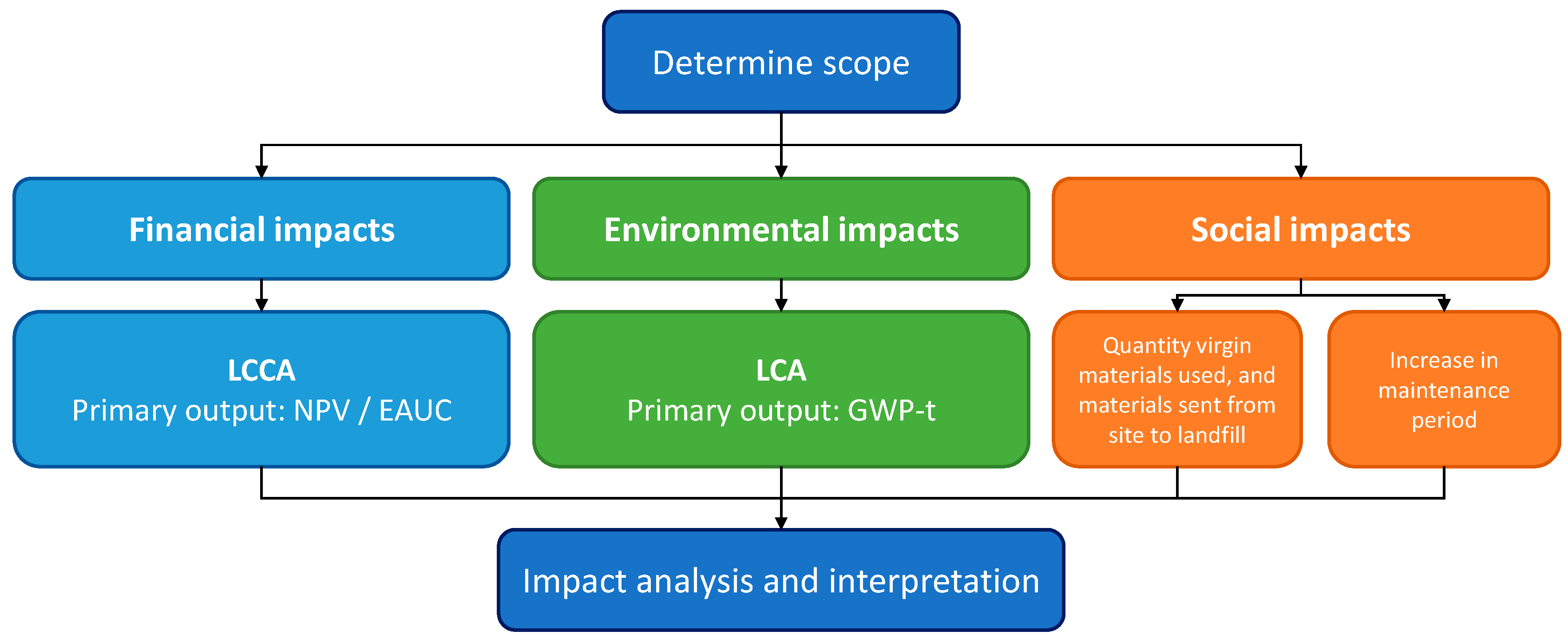
4. Quantifying Environmental Sustainability
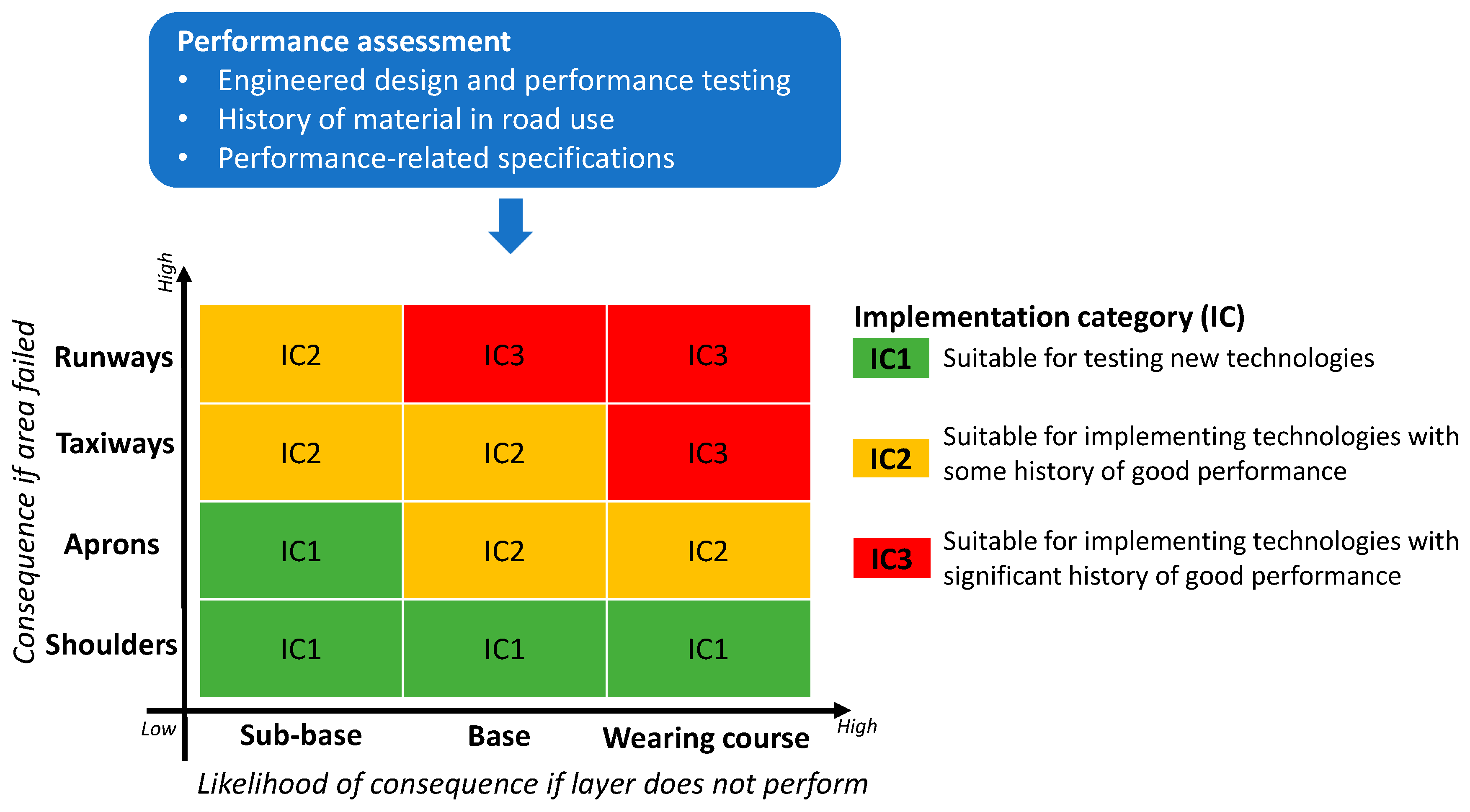
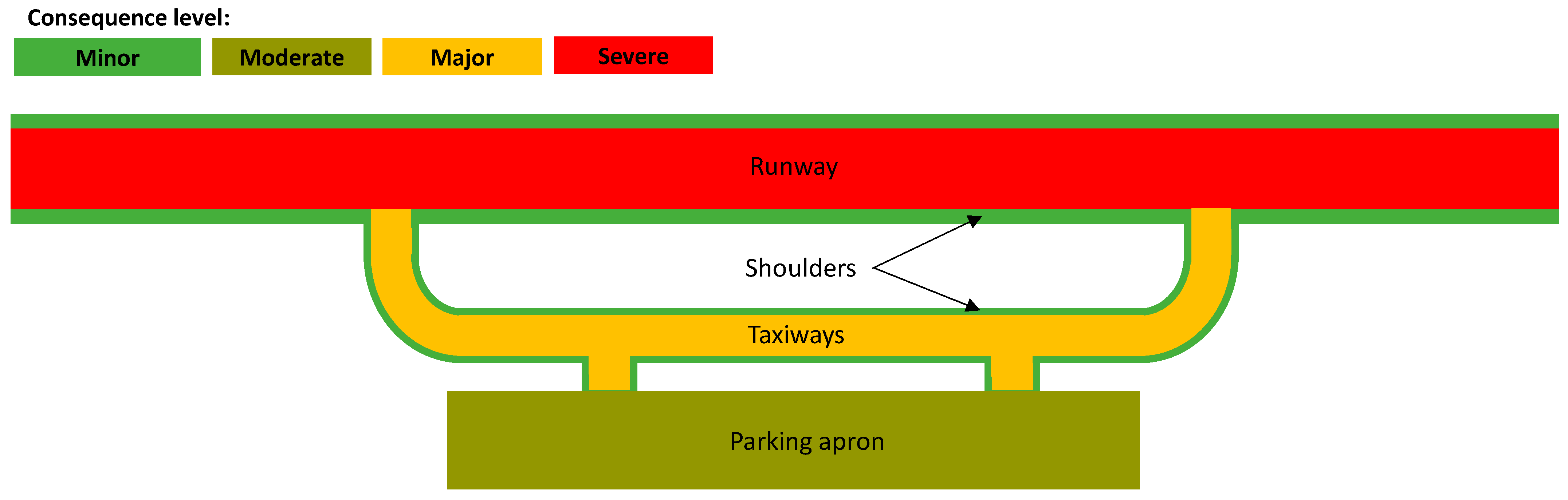
5. Risk-Based Approach to Implementation
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- AAA. Airport Practice Note 12—Airfield Pavement Essentials; Australian Airports Association: Barton, ACT, Australia, 2017. [Google Scholar]
- AC 150/5320-6G; Airport Pavement Design and Evaluation. Federal Aviation Administration: Washington, DC, USA, 2021.
- White, G. State of the art: Asphalt for airport pavement surfacing. Int. J. Pavement Res. Technol. 2018, 11, 77–98. [Google Scholar] [CrossRef]
- Jamieson, S.; White, G. Review of the performance and cost of asphalt mixture options for runway surfacing. In Proceedings of the 8th Eurasphalt & Eurobitume Congress, Budapest, Hungary, 19–21 June 2024. [Google Scholar]
- White, G. Challenges for Australian Flexible Airport Pavements. Aust. Geomech. 2016, 51, 39–46. [Google Scholar]
- Jamieson, S.; White, G.; Verstraten, L. Principles for Incorporating Recycled Materials into Airport Pavement Construction for More Sustainable Airport Pavements. Sustainability 2024, 16, 7586. [Google Scholar] [CrossRef]
- European Commision. Identifying Member States at Risk of not Meeting the 2025 Preparing for Re-Use and Recycling Target for Municple Waste, the 2025 Recycling Target for Packaging Waste and the 2035 Municapl Waste Landiflling Reduction Target; European Commision: Brussels, Belgium, 2023. [Google Scholar]
- US Environmental Protection Agency. The New National Recycling Goal; US Environmental Protection Agency: Washington, DC, USA, 2020. [Google Scholar]
- Australian Government. National Waste Policy Action Plan; Australian Government: Canberra, Australia, 2019. [Google Scholar]
- ARRB. Best Practice Expert Advice on the Use of Recycled Materials in Road and Rail Infrastructure: Part A Technical Review and Assessment; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- Groves, S. Standards to Facilitate the Use of Recycled Material in Road Construction; Standards Australia: Sydney, Australia, 2023. [Google Scholar]
- ISO 14040:2006; Enviornmental Management, Life Cycle Assessment, Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006.
- EN15804: 2012+A2: 2019; Sustainability of Construction Works. Environmental Product Declarations. Core Rules for the Product Cateogry of Construction Products. European Committee for Standardization (CEN): Brussels, Belgium, 2021.
- ISO 14025:2006; Environmental Labels and Declarations—Type III Environmental Declarations—Principles and Procedures. International Organization for Standardization: Geneva, Switzerland, 2006.
- White, G.; Jamieson, S. Flexible Airport Pavements as Perpetual Pavement Structures. In Proceedings of the Perpetual Pavement Conference, Louisville, KY, USA, 28–30 October 2024. [Google Scholar]
- Jamieson, S.; White, G. Standardised Specifications for Flexible Airport Pavements. In Proceedings of the 19th AfPA International Flexible Pavement Conference, Brisbane, Australia, 30 October–1 November 2023. [Google Scholar]
- Rodway, B.; Wardle, L.J. Layered Elastic Design of Heavy Duty and Industrial Pavements. In Proceedings of the AAPA Pavements Industry Conference, Surfers Paradise, Australia, 20–23 September 1998. [Google Scholar]
- Chai, G.; Bell, P.; McNabb, K.; Wardle, L.; Oh, E. Comparison of Flexible Airfield Pavement Designs Using FAARFIELD v1.42 and APSDS 5.0. In Proceedings of the 12th International Conference on Road & Airfield Pavement Technology, Colombo, Sri Lanka, 14–16 July 2021; pp. 359–373. [Google Scholar]
- Wardle, L.; Rodway, B. Advanced Design of Flexible Aircraft Pavements. In Proceedings of the 24th ARRB Conference, Melbourn, Australia, 13–15 October 2010. [Google Scholar]
- White, G. Comparison of bituminous surface options for regional airport runway pavements. In Proceedings of the 8th International Conference Bituminous Mixtures and Pavements, Thessaloniki, Greece, 12–14 June 2024. [Google Scholar]
- Emery, S.J. Bituminous surfacings for pavements on Australian airports. In Proceedings of the 24th Australia Airports Association Convention, Hobart, Australia, 22–24 July 2024. [Google Scholar]
- Performance-Related Aiport Asphalt Specification—Version 2.1; Australian Flexible Pavement Association—National Technology & Leadership Committee: Eight Mile Plains, Australia, 2023.
- Rodway, B. Flexible aircraft pavement surfacing—Australian practice. In Proceedings of the Eighth International Conference on Maintenance and Rehabilitation of Pavements, Singapore, 27–29 July 2016. [Google Scholar]
- Weir, T.; White, G. Laboratory comparison of in-situ, ex-situ and laboratory produced foamed bitumen stabilised base. In Proceedings of the RILEM INternational Symposium on Bituminous Materials, Lyon, France, 14–16 December 2020. [Google Scholar]
- Priastiwi, Y.A.; Sukamta; Hidayat, A.; Hafidz, M.; Widyandika, R.; Wiguna, E. Study optimization cement content of cement treated base (CTB) using compressive strength parameter. IOP Conf. Ser. Earth Environ. Sci. 2023, 1203, 012036. [Google Scholar] [CrossRef]
- White, G.; Farelly, J.; Jamieson, S. Estimating the Value and Cost of Australian Aircraft Pavement Assets. In Proceedings of the ASCE International Airfield and Highway Pavements Conference 2021, Virtual Conference, 8–10 June 2021. [Google Scholar]
- Salehi, S.; Arashpour, M.; Kodikara, J.; Guppy, R. Sustainable pavement construction: A systematic literature review of enviornmental and economic analysis of recycled materials. J. Clean. Prod. 2021, 313, 127936. [Google Scholar] [CrossRef]
- Gkyrtis, K.; Pomoni, M. An Overview of the Recyclability of Alternative Materials for Building Surface Courses at Pavement Structures. Buildings 2024, 14, 1571. [Google Scholar] [CrossRef]
- AGPT04E-22; Guide to Pavement Technology Part 4E: Recylced Materials. Austroads: Sydney, Australia, 2022.
- ARRB. Factsheet—Recycled Plastics; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- White, G.; Reid, G. Recycled Waste Plastic for Extending and Modifying Apshlat Binders. In Proceedings of the 8th Symposium on Pavement Surface Characteristics: SURF2018, Brisbane, Australia, 2–4 May 2018. [Google Scholar]
- Kibria, M.G.; Masuk, N.I.; Safayet, R.; Nguyen, H.Q.; Mourshed, M. Plastic Waste: Challenges and Opportunities to Mitigate Pollution and Effective Management. Int. J. Environ. Res. 2023, 17, 20. [Google Scholar] [CrossRef]
- White, G. Evaluating Recycled Waste Plastic Modification and Extension of Bituminous Binder for Asphalt. In Proceedings of the Eighteenth Annual International Conference on Pavement Engineering, Asphalt Technology and Infrastructure, Liverpool, UK, 27–28 February 2019. [Google Scholar]
- ARRB. Factsheet—Recycled Crushed Glass; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- Harrison, E.; Berenjian, A.; Seifan, M. Recycling of waste glass as aggregate in cement-based materials. Environ. Sci. Ecotechnology 2020, 4, 100064. [Google Scholar] [CrossRef]
- Fulton, B. Use of Recycled Glass in Pavement Aggregate. In Proceedings of the 23rd ARRB Conference—Research partnering with Practitioners, Adelaide, Australia, 30 July–1 August 2008. [Google Scholar]
- Jamshidi, A.; Kurumisawa, K.; Nawa, T.; Igarashi, T. Performance of pavements incorporating waste glass: The current state of the art. Renew. Sustain. Energy Rev. 2016, 64, 211–236. [Google Scholar] [CrossRef]
- Jamshidi, A.; White, G. Evaluation of performance and Challenges of Use of Waste Materials in Pavement Construction: A Critical review. Appl. Sci. 2020, 10, 226. [Google Scholar] [CrossRef]
- Tushar, Q.; Salehi, S.; Santos, J.; Zhang, G.; Bhuiyan, M.A.; Arashpour, M.; Giustozzi, F. Application of recycled crushed glass in road pavements and pipeline bedding: An integrated environmental evaluation using LCA. Sci. Total Environ. 2023, 881, 163488. [Google Scholar] [CrossRef]
- Chesner, W.H.; Collins, R.J.; Mackay, M.H. FHWA-RD-97-148—User Guidelines for Waste and By-Product Materials in Pavement Construction; Federal Highway Administration: Mclean, VA, USA, 1998. [Google Scholar]
- ASA. A Guide to the Use of Iron and Steel Slag in Roads; Australasian Steel Slag Association Inc.: Wollongong, Australia, 2002. [Google Scholar]
- ARRB. Factsheet—Ground Granulated Blast Furnace Slag; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- ASA. Quick Reference Guide 3—Steel Furnace Slag; Australasian (Iron & Steel) Slag Association: Wollongong, Australia, 2014. [Google Scholar]
- VicRoads. Technical Note 09—Steel Furance Slag Aggregate; VicRoads: Melbourne, Australia, 2011. [Google Scholar]
- ACAA. Fly Ash Facts for Highway Engineers; American Coal Ash Association: Washington, DC, USA, 2003. [Google Scholar]
- Zimar, Z.; Robert, D.; Zhou, A.; Giustozzi, F.; Setunge, S.; Kodikara, J. Application of coal fly ash in pavement subgrade stabilisation: A review. J. Environ. Manag. 2022, 312, 114926. [Google Scholar] [CrossRef]
- Li, G.; Zhou, C.; Ahmad, W.; Usanova, K.I.; Karelina, M.; Mohamed, A.M.; Khallaf, R. Fly Ash Application as Supplementary Cementitious Material: A Review. Materials 2022, 15, 2664. [Google Scholar] [CrossRef]
- Hamada, H.M.; Abed, F.; Al-Sadoon, Z.A.; Alashkar, A. Enhancing pozzolanic activity of fly ash via dry and wet milling: A comparative study for sustainable construction material enhancement. J. CO2 Util. 2024, 83, 102811. [Google Scholar] [CrossRef]
- Mistry, R.; Roy, T.K. Effect of using fly ash as alternative filler in hot mix asphalt. Perspect. Sci. 2016, 8, 307–309. [Google Scholar] [CrossRef]
- ARRB. Factsheet—Crumb Rubber; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- TSA. Life Cycle Assessment of End-of-Life Tyres Version 6.1; Tyre Stewardship Australia: Richmond, Australia, 2024. [Google Scholar]
- Alfayesz, S.A.; Suleiman, A.R.; Nehdi, M.L. Recycling Tire Rubber in Asphatl Pavements: State of the Art. Sustainability 2020, 12, 9076. [Google Scholar] [CrossRef]
- Tushar, Q.; Santos, J.; Zhang, G.; Bhuiyan, M.A.; Giustozzi, F. Recycling waste vehicle tyres into crumb rubber and the transition to renewable energy sources: A comprehensive life cycle assessment. J. Environ. Manag. 2022, 323, 116289. [Google Scholar] [CrossRef]
- White, G.; Jamshidi, A. Extending the Use of RAP in Airport Asphalt Resurfacing. In Proceedings of the RILEM International Symposium on Bituminous Materials, Lyon, France, 14–16 December 2022. [Google Scholar]
- Gao, J.; Yao, Y.; Song, L.; Xu, J.; Yang, J. Determining the maximum permissible content of recycled asphalt pavement stockpile in plant hot-mix recycled asphalt mixtures considering homogeneity: A case study in China. Case Stud. Constr. Mater. 2022, 16, e00961. [Google Scholar] [CrossRef]
- White, G. Quantifying the impact of reclaimed asphalt pavement on airport asphalt surfaces. Constr. Build. Mater. 2019, 197, 757–765. [Google Scholar] [CrossRef]
- ARRB. Factsheet—Crushed Concrete and Brick; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- Ardalan, N.; Wilson, D.J.; Larkin, T.J. Analyzing the Application of Different Sources of Recycled Concrete Aggregate for Road Construction. Transp. Res. Rec. 2020, 2674, 300–309. [Google Scholar] [CrossRef]
- Fanijo, E.O.; Kolawole, J.T.; Babafemi, A.J.; Liu, J. A comprehensive review on the use of recycled concrete aggregate for pavement construction: Properties, performance and sustainability. Clean. Mater. 2023, 9, 100199. [Google Scholar] [CrossRef]
- Pasandin, A.R.; Perez, I. Mechanical propertis of hot-mix asphalt made with recycled concrete aggregates coated with bitumen emulsion. Constr. Build. Mater. 2014, 55, 350–358. [Google Scholar] [CrossRef]
- Buttlar, W.; Haslag, J.H. A Review of LCCA Literature: Key Factors and Interpretations; National Asphalt Pavement Association: Greenbelt, MD, USA, 2022. [Google Scholar]
- Medina, T.; Calmon, J.L.; Vieira, D.; Bravo, A.; Vieira, T. Life Cycle Assessment of Road Pavements That Incorporate Waste Reuse: A Systematic Review and Guidelines Proposal. Sustainability 2023, 15, 14892. [Google Scholar] [CrossRef]
- Hayde, C.; Walker, J.; Buckingham-Jones, T. Whole-Of-Life Sustainability Assessment of Heavy-Duty Pavement Options for Major Road Infrastructure Projects. In Proceedings of the ASCP2023—7th Concrete Pavements Conference, Wollongong, Australia, 22–24 October 2023. [Google Scholar]
- Van Dam, T.; Taylor, P. Building Sustainable Pavements with Concrete—Briefing Document; CPRoad Map; National Concrete Pavement Technology Center, Iowa State University: Ames, IA, USA, 2009. [Google Scholar]
- Pasandin, A.R.; Perez, I. Stripping Potenital of Half-Warm Mix Asphalt made with Recycled Concrete Aggregates. In Proceedings of the 7th Eurasphalt and Eurobitume Congress, Madrid, Spain, 15–17 June 2021. [Google Scholar]
- Santos, J.; Pham, A.; Stasinopoulos, P.; Giustozzi, F. Recycling waste plastics in roads: A life-cycle assessment study using primary data. Sci. Total Environ. 2021, 751, 141842. [Google Scholar] [CrossRef]
- Lee, S.-Y.; Kim, K.-W.; Yun, Y.-m.; Minh Le, T.H. Evaluation of eco-friendly asphalt mixtures incorporating waste plastic aggregates and additives: Magnesium, fly ash, and steel slag. Case Stud. Constr. Mater. 2024, 20, e02756. [Google Scholar] [CrossRef]
- VicRoads. RC 500.01 Code of Practice Registration of Crushed Rock Mixes; Victorian State Government: Melbourne, Australia, 2017. [Google Scholar]
- TMR. MRTS05 Unbound Pavements; QLD Government, Transport and Main Roads: Brisbane, Australia, 2022. [Google Scholar]
- TfNSW. QA Specification 3051—Granular Pavement Base and Subbase Materials; Transport for New South Wales: Sydney, Australia, 2020. [Google Scholar]
- FAA. AC 150/5370-10H—Standard Specifications for Construction of Airports; Federal Aviation Administration: Washington, DC, USA, 2018. [Google Scholar]
- TRMS. QA Specification 3211 Cements, Binders and Fillers; NSW Government, Transport, Road & Maritime Services: Sydney, Australia, 2018. [Google Scholar]
- TMR. MRTS08 Plant-Mixed Heavily Bound (Cemented) Pavements; Department of Transport and Main Roads, Queensland Government: Brisbane, Australia, 2022. [Google Scholar]
- VicRoads. RC 500.01 Code of Practice Registration of Bituminous Mix Designs; Victorian State Government: Melbourne, Australia, 2023. [Google Scholar]
- TMR. Asphalt Pavements, MRTS 30; QLD Government, Transport and Main Roads: Brisbane, Australia, 2023. [Google Scholar]
- TfNSW. QA Specification 3252—Polymer Modified Binder for Pavements; Transport for New South Wales: Sydney, Australia, 2023. [Google Scholar]
- ASTM D6373-21a; Standard Specification for Performance-Graded Asphalt Binder. ASTM International: West Conshohocken, PA, USA, 2023.
- VicRoads. Technical Note TN 107—Use of Recycled Materials in Road Pavements; Victorian State Government: Melbourne, Australia, 2023. [Google Scholar]
- VicRoads. Section 407—Dense Graded Asphalt; Victorian State Government: Melbourne, Australia, 2021. [Google Scholar]
- TfNSW. QA Specification R116—Heavy Duty Dense Graded Asphalt; Transport for New South Wales: Sydney, Australia, 2021. [Google Scholar]
- TMR. MRTS103 Fillers for Asphalt; QLD Government, Transport and Main Roads: Brisbane, Australia, 2017. [Google Scholar]
- ASTM D242/D242M-19; Standard Specification for Mineral Filler for Apshalt Mixtures. ASTM International: West Conshohocken, PA, USA, 2024.
- Emery, S. Pavements and surfacings on WA airports. Aust. Geomech. J. 2015, 50, 31–40. [Google Scholar]
- Nassiri, S.; Shafiee, M.H.; Khan, M.R.H.; Bayat, A. Evaluation of variation in unbound layers’ moduli and its effect on pavement design. Int. J. Geotech. Eng. 2015, 9, 140–149. [Google Scholar] [CrossRef]
- Anstee, H.; White, G. Closing the Fine Crushed Rock Proof Rolling Gap in Airport Pavement Construction. In Proceedings of the International Airfield & Highway Pavment Conference, Austin, TX, USA, 12–14 June 2023. [Google Scholar]
- Anstee, H.; White, G. Defining the Gap Associated with Compacting and Proving Granular Layers and Fills for Airport Pavement Construction. In Proceedings of the International Conference on Transportation and Development, Seattle, WA, USA, 31 May–3 June 2022. [Google Scholar]
- Doukani, A.; Bekki, H.; Hariche, L. Grain Size Correction of Pavement Unbound Granular Material Using Recycled Glass Aggregate. KSCE J. Civ. Eng. 2024, 28, 609–616. [Google Scholar] [CrossRef]
- Ali, M.M.Y.; Arulrajah, A.; Disfani, M.M.; Piratheepan, J. Suitability of Using Recycled Glass-Crushed Rock Blends for Pavement Subbase Applications. Geo-Front. 2011, 2012, 1325–1334. [Google Scholar] [CrossRef]
- Mohajerani, A.; Vajna, J.; Cheung, T.H.H.; Kurmus, H.; Arulrajah, A.; Horpibulsuk, S. Practical recycling applications of crushed waste glass in construction materials: A review. Constr. Build. Mater. 2017, 156, 443–467. [Google Scholar] [CrossRef]
- Disfani, M.M.; Arulrajah, A.; Bo, M.W.; Hankour, R. Recycled crushed glass in road work applications. Waste Manag. 2011, 31, 2341–2351. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.; Shukla, S. Utilization of steel slag waste as construction material: A review. Mater. Today Proc. 2023, 78, 145–152. [Google Scholar] [CrossRef]
- Pereira, P.M.; Vieira, C.S. A Literature Review on the Use of Recycled Construction and Demolition Materials in Unbound Pavement Applications. Sustainability 2022, 14, 13918. [Google Scholar] [CrossRef]
- Cancino, P.F.; Ali, S.A.; Zaman, M.; Vellingiri, A.; Hobson, K.R.; Rojas-Pochyla, J. Assessment of Durability and Strength of Recycled concrete Aggregate (CRA) for Use in Pavement Base Construction. In Proceedings of the International Airfield and Highway Pavements Conference, Austin, TX, USA, 14–17 June 2023. [Google Scholar]
- Hironka, M.C.; Brownie, R.B.; Wu, G.Y. Recycling of Portand Cement Concrete Airport Pavements; Federal Aviation Administration: Washington, DC, USA, 1981. [Google Scholar]
- Yildirim, I.Z.; Prezzi, M. Subgrade stabilisation mixtures with EAF steel slag: An experimental study followed by field implementation. Int. J. Pavement Eng. 2022, 23, 1754–1767. [Google Scholar] [CrossRef]
- Tanyıldızı, M.; Uz, V.E.; Gökalp, İ. Utilization of waste materials in the stabilization of expansive pavement subgrade: An extensive review. Constr. Build. Mater. 2023, 398, 132435. [Google Scholar] [CrossRef]
- Sajid, M.H.; Rahman, M.W.; Roy, E.; Debnath, A.; Ridoy, T. Stabilization of Soil with Fly Ash and GGBS for Subgrade and Backfill Material. In Proceedings of the International Conference on Planning, Architecture & Civil Engineering, Rajshahi, Bangladesh, 9–11 September 2021. [Google Scholar]
- Maduabuchukwu Nwakaire, C.; Poh Yap, S.; Chuen Onn, C.; Wah Yuen, C.; Adebayo Ibrahim, H. Utilisation of recycled concrete aggregates for sustainable highway pavement applications; a review. Constr. Build. Mater. 2020, 235, 117444. [Google Scholar] [CrossRef]
- Stephenson, G.; Shah, A. Pavement Stabilisation as a Sustainable Pavement Recycling Treatment Option for Brisbane City Council. In Proceedings of the 3rd Australian Pavement Recycling and Stabilisation Conference, Brisbane, Australia, 7 August 2024. [Google Scholar]
- Austroads. Guide to Pavement Technology Part 4D: Stabilised Materials; Austrorads: Sydney, Australia, 2019. [Google Scholar]
- Crucho, J.M.L.; Picado-Santos, L.G.d.; Neves, J.M.C.d. Assessment of the durability of cement-bound granular mixtures using reclaimed concrete aggregate and coconut fiber. Constr. Build. Mater. 2024, 441, 137550. [Google Scholar] [CrossRef]
- Weir, T.; White, G.; Espinosa, R. Review of the design, characterisation and production of foamed bitumen stabilised base courses for pavement construction. Aust. J. Civ. Eng. 2021, 20, 308–325. [Google Scholar] [CrossRef]
- Austroads. Austroads Guide to Pavement Technology Part 4B: Asphalt; Austroads: Sydney, Australia, 2014. [Google Scholar]
- White, G. Binder for Airport Asphalt Surfacing. In Proceedings of the 17th AAPA International Flexible Pavements Conference, Melbourne, Australia, 13–16 August 2017. [Google Scholar]
- Austroads. Austroads Guide to Pavement Technology Part 4F: Bituminous Binders; Austroads: Sydney, Australia, 2008. [Google Scholar]
- Zhang, Q.; Wang, T.; Fan, W.; Ying, Y.; Wu, Y. Evaluation of the properties of bitumen modified by SBS copolymers with different styrene-butadiene structure. J. Appl. Polym. Sci. 2014, 131, 40398. [Google Scholar] [CrossRef]
- White, G.; Embleton, K. Validation of a New Generation Bitumen for Airport Asphalt. In Proceedings of the 17th AAPA International Felxible Pavements Conference, Melbourne, Australia, 13–16 August 2017. [Google Scholar]
- Mukherjee, A. Update to the Life Cycle Assessment for Asphalt Mixtures in Support of the Emerald Eco Label Environmental Product Declaration Program; Michigan Technological University: Houghton, MI, USA, 2021. [Google Scholar]
- Hogan, F. Sustainable Products and Processes. Available online: https://www.fultonhogan.com/wp-content/uploads/2020/09/Sustainable-Product-PortfolioSept2020.pdf (accessed on 1 June 2025).
- Hogan, F. Fulton Hogan’s Plastiphalt—The Circular Economy in Action. Available online: https://www.fultonhogan.com/fulton-hogans-plastiphalt-the-circular-economy-in-action/ (accessed on 1 June 2025).
- You, L.; Long, Z.; You, Z.; Ge, D.; Yang, X.; Xu, F.; Hashemi, M.; Diab, A. Review of recycling waste plastics in asphalt paving materials. J. Traffic Transp. Eng. Engl. Ed. 2022, 9, 742–764. [Google Scholar] [CrossRef]
- Kidd, A.; White, G.; Stephenson, G. Estimating the cost and Benefit of low Dosage Crumb Rubber Modification of Dense Graded Asphalt Mixtures for Longer Lasting Road surfaces. In Proceedings of the 19th AfPA International Flexible Pavements Conference, Brisbane, Australia, 30 October–1 November 2023. [Google Scholar]
- White, G.; Kidd, A.; Shadforth, T. Effect of low dosage crumbed rubber on the mechanical properties of a dense graded asphalt mixture. Road Mater. Pavement Des. 2023, 24, 2464–2482. [Google Scholar] [CrossRef]
- Jamshidi, A.; Kurumisawa, K.; Nawa, T.; Jize, M.; White, G. Performance of pavements incorporating industrial byproducts: A state-of-the-art study. J. Clean. Prod. 2017, 164, 367–388. [Google Scholar] [CrossRef]
- Picado-Santos, L.G.; Capitao, S.D.; Neves, J.M.C. Crumb rubber asphalt mixtures: A literature review. Constr. Build. Mater. 2020, 247, 118577. [Google Scholar] [CrossRef]
- Denneman, E.; Lee, J.; Raymond, C.; Choi, Y.; Yean Khoo, K.; Dias, M. P31 and P32 Optimising the Use of Crumb Rubber Modified Bitumen in Seals and Asphalt; National Asset Centre of Excellence: Queensland, Australia, 2015. [Google Scholar]
- Riekstins, A.; Haritonovs, V.; Straupe, V. Economic and environmental analysis of crumb rubber modified asphalt. Constr. Build. Mater. 2022, 335, 127468. [Google Scholar] [CrossRef]
- White, G. Developing a Performance Specification for Airport Asphalt. In Proceedings of the17th AAPA International Flexible Pavements Conference, Melbourne, Australia, 13–16 August 2017. [Google Scholar]
- Bessa, I.S.; Castelo Branco, V.T.F.; Soares, J.B. Evaluation of different digital image processing software for aggregates and hot mix asphalt characterizations. Constr. Build. Mater. 2012, 37, 370–378. [Google Scholar] [CrossRef]
- White, G. Towards a Performance-Based Airport Asphalt Specification. In Proceedings of the International Conference on Highway Pavements and Airfield Technology, Philadelphia, PA, USA, 27–30 August 2017; pp. 1–14. [Google Scholar]
- Jamieson, S.; White, G. Developing a Performance-Based Specification for Stone Mastic Apshalt as an Ungrooved Runway Surface. In Proceedings of the International Airfield and Highway Pavements Conference 2019, Chicago, IL, USA, 21–24 July 2019. [Google Scholar]
- Downer. Downer Case Study: Award Winning Airport Project. Available online: https://www.downergroup.co.nz/award-winning-airport-project (accessed on 14 March 2025).
- Kalampokis, S.; Kalama, D.; Kesikidou, F.; Stefanidou, M.; Manthos, E. Assessment of Waste Glass Incorporation in Asphalt Concrete for Surface Layer Construction. Materials 2023, 16, 4938. [Google Scholar] [CrossRef]
- NSW Government. Heavy Duty Dense Graded Asphalt, Specification R116; NSW Government, Transport for NSW: Sydney, Australia, 2021. [Google Scholar]
- White, G.; Sorensen, L.; Jamshidi, A. Evaluation of glass as a sand replacement in asphalt. In Proceedings of the 18th AAPA International Flexible Pavements Conference, Sydney, Australia, 18–21 August 2019. [Google Scholar]
- Pasetto, M.; Baliello, A.; Giacomello, G.; Pasquini, E. The Use of Steel Slags in Asphalt Pavements: A State-of-the-Art Review. Sustainability 2023, 15, 8817. [Google Scholar] [CrossRef]
- Peng, Y.; Le, W.; Jian, Z. Research on the Application of Steel Slag AR-SMA-13 Asphalt Mixture in Airport Pavement. In Proceedings of the International Conference on Road and Airfield Pavement Technology 2023, Beijing, China, 6–8 July 2023. [Google Scholar]
- Benavides, D.; Rangel, R.L.; Franci, A.; Aponte, D. Effect of steel slag on compaction times of asphalt mixtures based on prediction of cooling curves. Constr. Build. Mater. 2024, 421, 135550. [Google Scholar] [CrossRef]
- White, G. Design and Construct Contracts for Airport Asphalt Resurfacing. In Proceedings of the 5th GeoChina Interantional Conference, Hangzhou, China, 23–25 July 2018. [Google Scholar]
- Jamieson, S.; White, G. Quantifying the Financial and Environmental Benefits of Recycled Asphalt Pavement in Asphalt Concrete Mixtures for Surfacing of Perpetual Airport Pavements. In Proceedings of the Perpetual Pavement Conference, Lousiville, KY, USA, 28–30 October 2024. [Google Scholar]
- Van Den Huevel, D.; White, G. Objective comparison of sustainable asphalt concrete solutions for airport pavement surfacing. In Proceedings of the International Conference on Sustainable Infrastructure, Virtual Event, 6–10 December 2021. [Google Scholar]
- Hajj, E.Y.; Sebaaly, P.E.; Kandiah, P. Evaluation of the use of reclaimed asphalt pavement in airfield HMA pavements. J. Transp. Eng. 2010, 136, 181–189. [Google Scholar] [CrossRef]
- Austroads. AP-T286-15–Maximising the Re-Use of Reclaimed Asphalt Pavement. Outcomes of Year Two: RAP Mix Design; Austroads: Sydney, Australia, 2015. [Google Scholar]
- Stephenson, G.; Petho, L.; Giustozzi, F. Use of High RAP Content Asphalt on Old Cleveland Road, Brisbane. In Proceedings of the 19th AfPA International Flexible Pavement Conference, Brisbane, Australia, 30 October–1 November 2023. [Google Scholar]
- Su, K.; Hachiya, Y.; Maekawa, R. Study on recycled asphalt concrete for use in surface course in airport pavement. Resour. Conserv. Recycl. 2009, 54, 37–44. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, S.; Tebaldi, G.; Romeo, E. Role of mineral filler in asphalt mixture. Road Mater. Pavement Des. 2022, 23, 247–286. [Google Scholar] [CrossRef]
- Blazejowski, K. Stone Mastic Asphalt Theory and Practice; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Al-Suhaibani, A.; Tons, E. Properties of fly ash extended asphalt concrete mixtures. Transp. Res. Rec. 1991, 1323, 123–133. [Google Scholar]
- White, G.; Jamshidi, A. Incorporating environmentally sustainable asphalt surfaces into airport pavements. In Proceedings of the 4th International Symposium on Asphalt Pavements & Environment, Tokyo, Japan, 20–21 November 2017. [Google Scholar]
- Jwaida, Z.; Al Quraishy, Q.A.; Almuhanna, R.R.A.; Dulaimi, A.; Bernardo, L.F.; Andrade, J.M. The Use of Waste Fillers in Asphalt Mixtures: A Comprehensive Review. CivilEng 2024, 5, 801–826. [Google Scholar] [CrossRef]
- Ma, F.; Sha, A.; Lin, R.; Huang, Y.; Wang, C. Greenhouse Gas Emissions from Asphalt Pavement Construction: A Case Study in China. Int. J. Environ. Res. Public Health 2016, 13, 351. [Google Scholar] [CrossRef]
- Jamshidi, A.; White, G. Use of recycled materials in pavement construction for environmental sustainability. In Proceedings of the Eighteenth Annual International Conference on Pavement Engineering, Asphalt Technology and Infrastructure, Liverpool, UK, 27–28 February 2019. [Google Scholar]
- Start2See. AfPA LCA Calculator for Asphalt, Version 1.3; Australian Flexible Pavement Association: Mernda, Australia, 2022. [Google Scholar]
- IES. International EPD System. Available online: https://www.environdec.com/library (accessed on 24 December 2024).
- Australian Government. Environmentally Sustainable Procurement Policy; Australian Government: Canberra, Australia, 2024. [Google Scholar]
- Australian Government. ESP Policy Reporting Framework; Australian Government: Canberra, Australia, 2024. [Google Scholar]
- EPD-Australasia. Continued Growth in EPD Publications. Available online: https://epd-australasia.com/2024/12/continued-growth-in-epd-publications/ (accessed on 25 February 2025).
- Miller, L.; Ciavola, B.; Mukherjee, A. EPD Benchmark for Asphalt Mixtures; National Asphalt Pavement Association: Greenbelt, MD, USA, 2024. [Google Scholar]
- ARRB. Best Practice Expert Advice on the Use of Recycled Materials in Road and Rail Infrastructure: Part B Sustainability Impacts Report; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- EPD-Australasia. Environmental Product Declaration Australasia. Available online: https://epd-australasia.com/epd-search/ (accessed on 10 April 2025).
- EPDdanmark. EPD Database. Available online: https://www.epddanmark.dk/uk/epd-database/ (accessed on 24 December 2024).
- AENOR. Environmental Product Declaration—Styrene-Butadiene-Styrene Polymer; AENOR: Madrid, Spain, 2024. [Google Scholar]
- Shacat, J.; Willis, J.R.; Ciavola, B. The Carbon Footprint of Asphalt Pavements—A Reference Document for Decarbonization; National Asphalt Pavement Association: Greenbelt, MD, USA, 2024. [Google Scholar]
- ARRB. Factsheet—Fly Ash; Australian Road Research Board: Port Melbourne, Australia, 2022. [Google Scholar]
- Narcizo, R.R.; Jorge, C.; Caetano, M. The Aircraft Choice Based on the Aircraft Take-Off Runway Length Requirement. J. Aerosp. Technol. Manag. 2020, 12, e3120. [Google Scholar] [CrossRef]
- White, G. Performance based evaluation of a crushed rock base with non-compliant grading. In Proceedings of the International Airfield and Highway Pavements Conference, Chicago, IL, USA, 21–24 July 2019. [Google Scholar]
- Abouelsaad, A.; White, G. Fretting and Ravelling of Asphalt Surfaces for Airport Pavements: A Load or Environmental Distress? In Proceedings of the Nineteenth Annual International Conference on Highways and Airport Pavement Engineering, Asphalt Technology, and Infrastructure, Liverpool, UK, 11–12 March 2020. [Google Scholar]
- ICAO. International Standards and Recommended Practices. In Aerodromes Annex 14 to the Convention on International Civil Aviation; International Civil Aviation Organization: Montreal, QC, Canada, 2022; Volume 1. [Google Scholar]
- AAA. Taking Flight: The Economic and Social Contribution of Australia’s Airports; Australian Airports Association: Canberra, Australia, 2023. [Google Scholar]
- Dönmez, K.; Aydoğan, E.; Çetek, C.; Maraş, E.E. The Impact of Taxiway System Development Stages on Runway Capacity and Delay under Demand Volatility. Aerospace 2023, 10, 6. [Google Scholar] [CrossRef]
- USA Department of Defence. UFC 3-260-02 Pavement Design for Airfields; USA Department of Defence: Washington, DC, USA, 2001. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Application | QLD | NSW | VIC | FAA Airport | Australian Airport | Reference |
|---|---|---|---|---|---|---|
| Particle replacement in unbound layers (including % of total mixture) | Base RCA—100% RAP—15% Sub-base RCA—100% RAP—45% RCG—20% | RCA—100% RAP—40% RCG—10% Slag—100% | Base RCA—10% RAP—10% RCG—10% Slag—10% Sub-base RCA—100% RAP—50% RCG—50% Slag—50% | Base RCA—100% for lower base layers only Slag 100% Sub-base RCA—100% RAP—limit not specified | No existing specification | [2,68,69,70,71] |
| Stabilization treatments | Fly ash GGBFS | Fly ash GGBFS Powdered glass | Fly ash GGBFS | Fly ash GGBFS | No existing specification | [68,71,72,73] |
| Bitumen modifiers | Crumbed rubber Proprietary binders including recycled materials | Crumbed rubber | Waste plastic Crumbed rubber | Performance graded, allowing virgin and recycled materials | Proprietary binders including recycled materials. | [22,71,74,75,76,77] |
| Aggregate replacement in surface courses (including % of total mixture) | Surface course RAP—15% RCG—2.5% Non-surface course RAP—15% for PMB RAP—40% for conventional binder RCG—10% | Surface course RAP—15% for PMB RAP—20% for conventional binder RCG—2.5% Non-surface course RAP—10% for PMB RAP—50% for conventional binder RCG—10% | Surface course RAP 10%, only with conventional binder mixes. RCG 5% Non-surface course RAP 40% RCG as natural sand replacement | Surface course Slag—limit not specified RAP—30%, on shoulders only Non-surface course Slag—limit not specified RAP—30% | Surface course Project specific, but up to 8% low-risk RAP without mixture design Non-surface course Project specific, but default 20% | [22,71,75,78,79,80] |
| Filler replacement in asphalt layers | Fly ash | Fly ash | Fly ash GGBFS | Fly ash GGBFS | Fly ash | [22,71,72,79,81,82] |
| Material | Application | GWP-t (kg CO2-eq/t) | Statistical Properties | Reference |
|---|---|---|---|---|
| Coarse and fine aggregates | Virgin particles | 2.4–11.7 | number = 58 mean = 5.5 | [143,149,150] |
| Natural sands | Virgin particles | 2.9–5.4 | number = 7 mean = 3.8 | [143,150] |
| Steel slag | Particle replacement in unbound layers Aggregate replacement in asphalt and sprayed seals | 2.0–7.0 | number = 2 mean = 4.5 | [144,149] |
| RCG | Particle replacement in unbound layers Aggregate replacement in asphalt mixtures | 3.1–14.9 | number = 4 mean = 9.9 | [39,143,149,150] |
| RCA | Particle replacement in unbound layers | 3.7–16.0 | number = 10 mean = 5.9 | [149,150] |
| RAP | Asphalt mixture replacement | 0.0–0.8 | number = 2 mean = 0.4 | [143,149] |
| Cement | Stabilization treatment | 677–1060 | number = 24 mean = 870 | [143,149,150] |
| Fly ash | Stabilization treatment Filler replacement | 0–13.7 | number = 2 * mean = 6.9 | [149,151] |
| GGBFS | Stabilization Filler replacement | 149–177 | number = 3 mean = 163 | [144,149,150] |
| Hydrated Lime | Stabilization treatment Filler | 1060–1110 | number = 4 mean = 1085 | [150] |
| Bitumen binder | Asphalt mixtures | 425–605 | number = 2 mean = 515 | [143,149] |
| SBS polymers | Binder modifier | 3869–5380 | number = 3 mean = 4424 | [143,152,153] |
| Waste plastic | Binder modifier | 237–428 | number = 2 mean = 332 | [66,149] |
| Crumbed rubber | Binder modifier | 285–454 | number = 4 mean = 365 | [51,53,143,149] |
| Constituent Materials | Virgin Mixture Design | RAP (20% of the Mixture) | Fly Ash (1.5% of the Mixture) | Waste Plastic (4% of Base Bitumen) | Crumbed Rubber (25% of Base Bitumen) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| % by mass | kg CO2-eq/t | % by mass | kg CO2-eq/t | % by mass | kg CO2-eq/t | % bymass | kg CO2-eq/t | % bymass | kg CO2-eq/t | |
| Particles | 93 | 6.6 | 74.4 | 5.3 | 93 | 6.6 | 93 | 6.6 | 93 | 6.6 |
| Hydrated lime | 1.5 | 14.1 | 1.2 | 11.3 | 0 | 0 | 1.5 | 14.1 | 1.5 | 14.1 |
| Bitumen binder | 5.2 | 26.8 | 4.2 | 21.4 | 5.2 | 26.8 | 5.2 | 26.8 | 5.2 | 26.8 |
| SBS polymer | 0.3 | 14.1 | 0.2 | 11.3 | 0.3 | 14.1 | 0 | 0 | 0 | 0 |
| RAP | 0 | 0 | 20 | 0.1 | 0 | 0 | 0 | 0 | 0 | 0 |
| Fly ash | 0 | 0 | 0 | 0 | 0 | 6.9 | 0 | 0 | 0 | 0 |
| Waste plastic | 0 | 0 | 0 | 0 | 0 | 0 | 0.3 | 1.0 | 0 | 0 |
| Crumbed rubber | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1.4 | 5.1 |
| A2 total | - | 61.5 | - | 49.3 | - | 47.6 | - | 48.4 | - | 47.0 |
| Production (A3) | - | 50 | - | 50 | - | 50 | - | 50 | - | 50 |
| A2 to A3 total | - | 111.5 | - | 99.3 | - | 97.6 | - | 98.4 | - | 97.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jamieson, S.; Verstraten, L.; White, G. Analysis of the Opportunities, Benefits and Risks Associated with the Use of Recycled Materials in Flexible Aircraft Pavements. Materials 2025, 18, 3036. https://doi.org/10.3390/ma18133036
Jamieson S, Verstraten L, White G. Analysis of the Opportunities, Benefits and Risks Associated with the Use of Recycled Materials in Flexible Aircraft Pavements. Materials. 2025; 18(13):3036. https://doi.org/10.3390/ma18133036
Chicago/Turabian StyleJamieson, Sean, Luke Verstraten, and Greg White. 2025. "Analysis of the Opportunities, Benefits and Risks Associated with the Use of Recycled Materials in Flexible Aircraft Pavements" Materials 18, no. 13: 3036. https://doi.org/10.3390/ma18133036
APA StyleJamieson, S., Verstraten, L., & White, G. (2025). Analysis of the Opportunities, Benefits and Risks Associated with the Use of Recycled Materials in Flexible Aircraft Pavements. Materials, 18(13), 3036. https://doi.org/10.3390/ma18133036