
A Review of Optimization of Additively Manufactured 316/316L Stainless Steel Process Parameters, Post-Processing Strategies, and Defect Mitigation

 ,
,  , , and
, , and
Abstract

1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AM Process | Advantages | Disadvantages | Why DED, SLM, and EBM Are Often Preferred |
|---|---|---|---|
| Directed Energy Deposition (DED) |
|
|
|
| Selective Laser Melting |
|
|
|
| Electron Beam Melting (EBM) |
|
|
|
| Fused Deposition Modeling (FDM) |
|
|
|
| Vat Photopolymerization (SLA/DLP) |
|
|
|
| Binder Jetting |
|
|
|
| Material Jetting |
|
|
|
| Sheet Lamination |
|
|
|
- Optimization and influence of process parameters: We investigate how AM process factors—such as laser power, scanning speed, layer thickness, etc.—affect mechanical attributes like hardness, tensile strength, and fatigue resistance. This study further examines parameter optimization and evaluates the suitability of each AM technique based on its application-specific strengths and constraints.
- Defects and their consequences: We identify typical defects in AM-produced 316/316L stainless steel, including residual stresses, porosity, and surface inconsistencies. These issues can weaken material integrity, necessitating targeted mitigation strategies to meet rigorous engineering requirements.
- Post-processing methods: We explore post-processing techniques such as heat treatment, hot isostatic pressing (HIP), and stress-relief processes, which are essential for improving microstructure, enhancing mechanical properties, and minimizing defects. These treatments contribute to superior dimensional accuracy and surface finish, making AM-fabricated stainless steel viable for applications requiring high precision and reliability.
2. DED, SLM, and EBM Process Parameter Effects and Optimization
2.1. Direct Energy Deposition (DED)
2.2. Selective Laser Melting (SLM)
2.3. Electron Beam Melting (EBM)
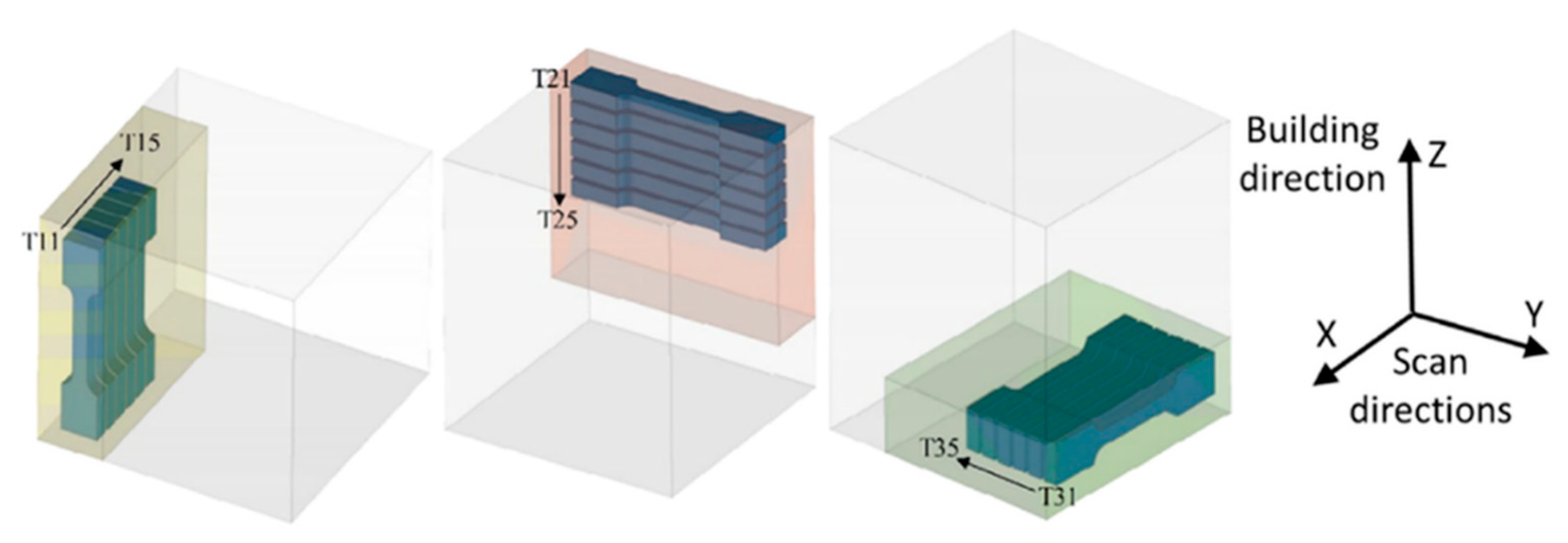
- Horizontal-build-direction samples are built with layers oriented parallel to the build plate.
- Vertical-build-direction samples are built with layers oriented perpendicular to the build plate.
2.4. Process Parameters and Thermodynamic Phase Evolution
- δ-Ferrite Formation
- Sigma (σ) Phase Precipitation
- Carbide Precipitation
- Influence of Important Process Parameters on Phase Stability
- (1)
- High energy density promotes remelting and homogenization, reducing segregation that fosters δ-ferrite or σ-phase formation.
- (2)
- (3)
2.5. Process Optimization Strategies for Cyclic Thermal and Corrosive Environments
2.6. AI/ML in Optimizing Parameters and Predictions of Defects and Properties
2.7. Critical Evaluation and Comparison of Mechanical Properties
Qualitative and Quantitative Framework
- Directed Energy Deposition (DED)
- Selective Laser Melting (SLM)
- Electron Beam Melting (EBM)
- Which Process is the Best for 316/316L SS?
- Mechanical Properties Comparison (AM vs. Conventional)
| Technique and Build Orientation | UTS (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HV) | Process Parameters | Refs. |
|---|---|---|---|---|---|---|
| DED (X) | 776 | 576 | 33% | 289 | Laser power: 400 W, V: 15 (mm/s) | [134] |
| DED (Y) | 703 | 479 | 46% | 272 | Laser power: 400 W, V: 15 (mm/s) | [134] |
| DED (90°) Overlap in X: 50%, Z: 25% | 469 ± 6 | 649 ± 2 | 23 ± 3 | - | Laser power: 900 W, V: 15 (mm/s) | [135] |
| DED (67°) Overlap in X: 50%, Z: 25% | 469 ± 10 | 624 ± 10 | 17 ± 3 | - | Power (P): 900 W, speed (υ): 15 mm/s | [135] |
| SLM (X) | 666–738 | 653–718 | 20–36% | 235 | Laser power: 200 W; V: 1000 (mm/s), spot size: 80–300 μm, layer thickness; 30–100 μm | [136] |
| SLM (Y) | 653–680 | 541–668 | 30–33% | 235 | - | [136] |
| SLM (Z) | 555–608 | 508–577 | 40–47% | 235 | - | [136] |
| EBM (X) | 571.8 ± 19.3 | 334.2 ± 15.5 | 29.3 ± 5.2 | - | Layer thickness: 50 μm, plate temperature: 850 °C | [97] |
| EBM (X) Another sample | 436.5 ± 23.2 | 342.9 ± 22.8 | 9.6 ± 2.3 | - | - | [97] |
| EBM (Y) | 580.2 ± 6.8 | 315.7 ± 10.0 | 35.2 ± 2.3 | - | - | [97] |
| EBM (Y) Another sample | 651.7 ± 8.5 | 395.8 ± 9.0 | 30.6 ± 3.0 | - | - | [97] |
| Wrought (316) | 586 | 234 | 50 | 160–200 | - | [55] |
| Wrought (316L) | 480 | 170 | 40 | 140–190 | - | [55] |
| Cast (316) | 485–585 | 240–290 | 30–35 | 150–180 | - | [137,138,139] |
| Cast (316L) | 450–550 | 200–250 | 30–35 | 140–170 | - | [137,138,139] |
- Process Parameters with the Highest Reported Variability in Mechanical Properties
- Decision Matrix and Performance Index to synthesize mechanical, economic, and processing feasibility of DED, SLM, and EBM
| Criterion | Weight | Rationale | DED | SLM | EBM |
|---|---|---|---|---|---|
| Mechanical Strength | 0.25 | High-priority for structural reliability | 3 | 5 | 4 |
| Surface Finish | 0.15 | Crucial for fatigue, sealing, and part interfaces | 2 | 5 | 3 |
| Porosity/Defect Control | 0.10 | Key for part integrity and fatigue resistance | 3 | 4 | 5 |
| Residual Stress Reduction | 0.05 | Supports dimensional stability, but less critical when post-processed | 3 | 2 | 5 |
| Build Speed | 0.10 | Relevant in high-throughput production | 4 | 2 | 4 |
| Dimensional Accuracy | 0.10 | Required in assembly-critical or complex geometry applications | 2 | 5 | 3 |
| Post-Processing Requirements | 0.10 | Affects lead time, cost, and workflow complexity | 3 | 2 | 5 |
| Economic and Operational Cost | 0.15 | Important for adoption in manufacturing environments | 4 | 2 | 3 |
| Performance Index (PI) | - | - | 3.00 | 3.70 | 3.85 |
3. Defects
3.1. Porosity
3.2. Surface Roughness
| Sample No | Laser Power (P) [W] | Scan Speed (V) [mm/s] | Hatch Spacing (h) [mm] | Energy Density (E) [J/mm3] | Surface Roughness (Ra) [µm] |
|---|---|---|---|---|---|
| 1 | 170 | 1000 | 0.08 | 53.13 | 4.51 |
| 2 | 170 | 1050 | 0.1 | 40.48 | 5.64 |
| 3 | 170 | 1100 | 0.12 | 32.2 | 6.47 |
| 4 | 195 | 1000 | 0.1 | 48.75 | 4.07 |
| 5 | 195 | 1050 | 0.12 | 38.69 | 6.05 |
| 6 | 195 | 1100 | 0.08 | 55.4 | 5.32 |
| 7 | 220 | 1000 | 0.12 | 45.83 | 4.89 |
| 8 | 220 | 1050 | 0.08 | 65.48 | 4.3 |
| 9 | 220 | 1100 | 0.1 | 50.0 | 5.32 |
3.3. Residual Stresses
3.4. Comparison Analysis of Defects
4. Post-Processing
4.1. Post-Processing Effects on Microstructure
4.2. Post-Processing and Precision
5. Limitations of Current Review and Future Advancements
- Based on the analysis presented in this paper, future advancements in additive manufacturing (AM) of 316/316L stainless steel must address a range of persistent technical and industrial challenges to realize the full potential of this technology. These include overcoming issues related to residual stress, porosity, anisotropy, and surface quality, all of which significantly influence the mechanical properties and long-term performance of printed components. As demonstrated in the comparative evaluation of DED, SLM, and EBM techniques, each method presents specific strengths and limitations, but none offer a fully optimized solution across all performance metrics. Hence, advancements must focus on both refining existing processes and integrating multidisciplinary innovations.
- One critical area for advancement lies in enhanced process optimization. The mechanical properties and integrity of AM parts are highly sensitive to processing parameters such as energy density, scan speed, layer thickness, and preheating temperature. Precise calibration and dynamic adjustment of these parameters, potentially guided by artificial intelligence or machine learning algorithms, can help in reducing residual stresses and improving build reliability. In particular, maintaining consistent thermal gradients and minimizing cooling-induced defects are key to achieving isotropic mechanical behavior and reliable microstructural formation. Such optimization strategies should be developed not only at the parameter level but also in conjunction with machine architecture and build environment control.
- Another essential future direction is the integration of advanced post-processing techniques. As shown in this study, post-processing steps such as heat treatment, hot isostatic pressing (HIP), stress-relief annealing, and various surface finishing operations play a pivotal role in mitigating microstructural inconsistencies and enhancing surface properties. Future advancements should focus on tailoring post-processing protocols to specific AM processes and material grades. For instance, optimizing the sequence and duration of heat treatment cycles based on build orientation and thermal history could result in significantly improved tensile strength, ductility, and corrosion resistance. Hybrid manufacturing workflows that combine additive and subtractive methods, such as grinding and magnetic abrasive finishing (MAF), are particularly promising in achieving dimensional accuracy and surface finish without compromising material integrity.
- Future studies should focus on integrating thermodynamic simulations with in situ thermal monitoring to achieve more accurate control over phase transformations during additive manufacturing. By coupling real-time thermal data with predictive modeling frameworks, such as calculation of phase diagram (CALPHAD)-based or phase-field simulations, it becomes possible to anticipate microstructural evolution dynamically. This integration would enable on-the-fly process adjustments to mitigate undesirable phases and ensure targeted mechanical performance. Additionally, leveraging AI to interpret thermal profiles could enhance predictive fidelity and facilitate the development of closed-loop systems for microstructure control.
- A third area requiring focused innovation is the alignment of AM with industrial requirements. While laboratory results are encouraging, scalability and standardization remain major hurdles. Applications in aerospace, biomedical, and energy sectors demand not only high-performance materials but also rigorous quality control and certification. Therefore, future advancements should target the development of standardized protocols for material qualification, mechanical testing, and defect assessment. This includes expanding databases for mechanical and corrosion properties of AM 316L components under various loading and environmental conditions. Furthermore, the integration of AM within digital manufacturing ecosystems—using digital twins, real-time quality monitoring, and closed-loop feedback systems—will be essential for consistent and repeatable part production.
- In situ monitoring and computational modeling represent another frontier for future growth. The ability to monitor the build process in real time—through thermal imaging, melt pool sensors, or acoustic feedback—can significantly improve defect detection and reduce material waste. Coupling such monitoring systems with computational models allows for predictive control over the process and facilitates proactive adjustments. For example, thermomechanical simulations can forecast residual stress buildup, while microstructure evolution models can anticipate phase transformations and grain growth patterns. These tools will help bridge the gap between theoretical material science and practical AM engineering.
- Lastly, sustainability considerations will become increasingly central to future AM strategies. As industries push toward environmentally responsible manufacturing, AM must reduce its energy footprint, optimize powder usage, and enable recycling pathways. Research into energy-efficient beam sources, reusable support structures, and life-cycle assessments of AM parts will support the transition to greener manufacturing.
- In summary, the future of additive manufacturing for 316/316L stainless steel lies in a comprehensive strategy that integrates process refinement, smart monitoring, post-processing innovation, and industry-aligned qualification standards. The convergence of materials science, digital engineering, and sustainability research will drive the evolution of AM from a specialized technique into a mainstream manufacturing solution. Ultimately, for future trends—such as real-time quality monitoring, AI-driven process control, and alloy design tailored for additive processes—the alignment of fundamental scientific research with practical industry requirements forms the cornerstone of advancing AM techniques.
6. Conclusions
- This comprehensive review provides an in-depth and scientifically rigorous evaluation of additive manufacturing (AM) processes—specifically directed energy deposition (DED), selective laser melting (SLM), and electron beam melting (EBM)—and their capability to optimize process parameters, the microstructural integrity, mechanical performance, and defects characteristics of 316/316L stainless steel.
- A key takeaway highlighted in this work is the clear but complex interdependency between AM process parameters—such as energy density, laser power, scanning strategy, layer thickness, and preheating conditions—and the resulting mechanical properties of 316/316L stainless steel. This understanding is pivotal for aligning manufacturing practices with industry-specific performance requirements, especially within high-precision sectors such as aerospace, biomedical implants, and automotive engineering.
- This comparative evaluation elucidates the strengths and limitations inherent in each AM methodology. SLM is identified as the most promising technique in terms of achieving intricate geometries and superior microstructural refinement; however, its widespread industrial adoption is constrained by significant residual stress accumulation and porosity, mandating sophisticated parameter control and extensive post-processing. In contrast, DED provides unparalleled flexibility for large-scale component production and in situ repairs but requires considerable attention to residual stress reduction, surface roughness, and uniform property distribution. EBM distinctly offers effective management of thermal stresses through its high operational temperatures and vacuum environment, although its broader applicability is hindered by constraints in material compatibility, feature resolution, and operational cost.
- This review notably emphasizes alignment between AM processing parameters and defect mitigation strategies, clearly delineating pathways such as process optimization, defect monitoring/inspection, and post-processing treatments toward achieving consistent quality and performance reliability. Advanced post-processing techniques, particularly hot isostatic pressing (HIP) and heat treatments, are presented as essential alignment tools to refine microstructures, minimize defects, and enhance material performance for demanding environments. Scientifically, this review underscores the necessity for developing comprehensive and optimized AM parameters to mitigate AM-induced anisotropy and residual stresses, promoting enhanced predictability and reproducibility of 316/316L stainless steel components.
- Ultimately, for future trends such as AI, ML, CALPHAD, simulations, and real-time monitoring, the alignment of fundamental scientific research with practical industry requirements forms the cornerstone of advancing AM techniques. While this review has not directly explored in situ monitoring or computational modeling, both represent promising strategies that have shown potential to improve build quality, defect detection, and process control [211,212,213]. Their limited application to AM-fabricated 316/316L stainless steel highlights a valuable opportunity for future research. Prioritizing such approaches—especially when combined with rigorous experimental validation—could significantly accelerate the industrial implementation of AM components for high-performance applications.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| DED | Directed Energy Deposition |
| DEDo | Directed Energy Deposition only |
| DED + LS | Directed Energy Deposition with Laser Scanning |
| SLM | Selective Laser Melting |
| EBM | Electron Beam Melting |
| L-PBF/LPBF | Laser Powder Bed Fusion |
| HIP | Hot Isostatic Pressing |
| HT | Heat Treatment |
| HT1–HT4 | Specific heat treatment stages (varied temperature) |
| SR | Stress Relief |
| SA | Solution Annealing |
| FM | Finish Machining |
| DF | Drag Finishing |
| VSF | Vibratory Surface Finishing |
| MAF | Magnetic Abrasive Finishing |
| Vf | Feed rate (in MAF process) |
| TLA | Three Letter Acronym |
| LD | Linear Dichroism |
| PBF | Powder Bed Fusion |
| FCC | Face-Centered Cubic |
| δ-ferrite | Delta Ferrite |
| σ-phase | Sigma Phase |
| γ | Austenite |
| EBSD | Electron Backscatter Diffraction |
| XRD | X-ray Diffraction |
| HV0.1 | Vickers Hardness at 0.1 kgf |
| UTS | Ultimate Tensile Strength |
| YS | Yield Strength |
| Ra | Arithmetic Average Roughness |
| Rz | Maximum Profile Height |
| Rpv | Peak-to-Valley Roughness |
| Rsk | Roughness Skewness |
| Rku | Roughness Kurtosis |
| Sa | Average Surface Roughness (area-based) |
| Sz | Maximum Height of Surface Profile |
| Sdr | Developed Surface Area Ratio |
| AISI | American Iron and Steel Institute |
| ASTM | American Society for Testing and Materials |
| Mo | Molybdenum |
| Cr | Chromium |
| Mn | Manganese |
| Ni | Nickel |
| Ti6Al4V | Titanium Alloy (Titanium–6% Aluminum–4% Vanadium) |
| AlSi10Mg | Aluminum-Silicon Alloy |
| IN718 | Inconel 718 |
| DLD | Direct Laser Deposition |
| REF | Reference Sample (conventionally manufactured) |
| SSP | Severe Shot Peening |
| LSF | Laser Solid Forming |
| sccm | Standard Cubic Centimeters per Minute (gas flow) |
References
- Jagarinec, D.; Gubeljak, N. Effect of Residual Stresses on the Fatigue Stress Range of a Pre-Deformed Stainless Steel AISI 316L Exposed to Combined Loading. Metals 2024, 14, 1084. [Google Scholar] [CrossRef]
- Baddoo, N. Stainless steel in construction: A review of research, applications, challenges and opportunities. J. Constr. Steel Res. 2008, 64, 1199–1206. [Google Scholar] [CrossRef]
- Gowthaman, P.; Jeyakumar, S.; Saravanan, B. Machinability and tool wear mechanism of Duplex stainless steel—A review. Mater. Today Proc. 2020, 26, 1423–1429. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; Volume 17. [Google Scholar]
- Kannan, G.B.; Rajendran, D.K. A review on status of research in metal additive manufacturing. Adv. 3D Print. Addit. Manuf. Technol. 2017, 24, 95–100. [Google Scholar]
- Shapiro, A.A.; Borgonia, J.; Chen, Q.; Dillon, R.; McEnerney, B.; Polit-Casillas, R.; Soloway, L. Additive manufacturing for aerospace flight applications. J. Spacecr. Rocket. 2016, 53, 952–959. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of materials qualification needs for metal additive manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef]
- O’Leary, R.; Setchi, R.; Prickett, P.; Hankins, G. An investigation into the recycling of Ti-6Al-4V powder used within SLM to improve sustainability. InImpact J. Innov. Impact 2016, 8, 377. [Google Scholar]
- Galarraga, H.; Warren, R.J.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef]
- F42; Standard Terminology for Additive Manufacturing Technologies. ASTM International: Geneva, Switzerland, 2012.
- Dutta, B.; Sudarsanam Babu, B.J. Metal additive manufacturing. Sci. Technol. Appl. Met. Addit. Manuf. 2019, 1–10. [Google Scholar]
- Chen, C.; Shen, Y.; Tsai, H.-L. A foil-based additive manufacturing technology for metal parts. J. Manuf. Sci. Eng. 2017, 139, 024501. [Google Scholar] [CrossRef]
- D’Andrea, D. Additive manufacturing of AISI 316L stainless steel: A review. Metals 2023, 13, 1370. [Google Scholar] [CrossRef]
- Zheng, Z.; Peng, L.; Wang, D. Defect analysis of 316 L stainless steel prepared by LPBF additive manufacturing processes. Coatings 2021, 11, 1562. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Ramos-Grez, J.A.; Walczak, M.; Sánchez-Sánchez, X.; Guerra, C.; Debut, A.; Haro, E. Microstructure simulation and experimental evaluation of the anisotropy of 316 L stainless steel manufactured by laser powder bed fusion. Rapid Prototyp. J. 2022, 29, 425–436. [Google Scholar] [CrossRef]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive manufacturing: Challenges, trends, and applications. Adv. Mech. Eng. 2019, 11, 1687814018822880. [Google Scholar] [CrossRef]
- Kumar, M.B.; Sathiya, P. Methods and materials for additive manufacturing: A critical review on advancements and challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Guessasma, S.; Zhang, W.; Zhu, J.; Belhabib, S.; Nouri, H. Challenges of additive manufacturing technologies from an optimisation perspective. Int. J. Simul. Multidiscip. Des. Optim. 2015, 6, A9. [Google Scholar] [CrossRef]
- McGuire, M.F. Stainless Steels for Design Engineers; ASTM International: Geneva, Switzerland, 2008. [Google Scholar]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Yao, J.; Man, C.; Cheng, X.; Xiao, K.; Li, X. Mechanical properties and corrosion behavior of selective laser melted 316L stainless steel after different heat treatment processes. J. Mater. Sci. Technol. 2019, 35, 1499–1507. [Google Scholar] [CrossRef]
- Chao, Q.; Thomas, S.; Birbilis, N.; Cizek, P.; Hodgson, P.D.; Fabijanic, D. The effect of post-processing heat treatment on the microstructure, residual stress and mechanical properties of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2021, 821, 141611. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- DeMuth, J.; Seurat Technologies, Inc. Additive Manufacturing System and Method. U.S. Patent 10,596,626, 24 March 2020. Available online: https://patents.google.com/patent/US10596626B2/en (accessed on 26 May 2025).
- Agarwal, V.; Kovacevic, S.; Buttles, J. Systems and Methods for Managing Additive Manufacturing. U.S. Patent 20230211561A1, 7 June 2023. [Google Scholar]
- Martínez-García, A.; Monzón, M.; Paz, R. Standards for Additive Manufacturing Technologies: Structure and Impact. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 395–408. [Google Scholar]
- Ian Gibson, I.G. Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Wohlers Report Analysis. Trends. Forecasts. 3D Printing and Additive Manufacturing State of the Industry. 2023. Available online: https://wohlersassociates.com/product/wr2023/ (accessed on 28 May 2023).
- Shin, Y.C.; Bailey, N.; Katinas, C.; Tan, W. Predictive modeling capabilities from incident powder and laser to mechanical properties for laser directed energy deposition. Comput. Mech. 2018, 61, 617–636. [Google Scholar] [CrossRef]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Sitek, R.; Buhagiar, J.; Kurzydłowski, K.J.; Święszkowski, W. Laser and electron beam additive manufacturing methods of fabricating titanium bone implants. Appl. Sci. 2017, 7, 657. [Google Scholar] [CrossRef]
- Bedmar, J.; Riquelme, A.; Rodrigo, P.; Torres, B.; Rams, J. Comparison of different additive manufacturing methods for 316l stainless steel. Materials 2021, 14, 6504. [Google Scholar] [CrossRef]
- Nastac, M.; Klein, R.L.A. Microstructure and Mechanical Properties Comparison of 316L Parts Produced by Different Additive Manufacturing Processes. 2017. Available online: https://repositories.lib.utexas.edu/items/712007d5-b31d-4aaf-8241-a22ec7ef7080 (accessed on 28 May 2023).
- Qi, X.; Feng, H.; Liu, L. Microstructure and mechanical properties of 316L stainless steel produced by selective laser melting. In Proceedings of the AIP Conference Proceedings, Hohhot, China, 28–29 July 2019. [Google Scholar]
- Zhong, Y.; Rännar, L.-E.; Liu, L.; Koptyug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Malakizadi, A.; Mallipeddi, D.; Dadbakhsh, S.; M’Saoubi, R.; Krajnik, P. Post-processing of additively manufactured metallic alloys–A review. Int. J. Mach. Tools Manuf. 2022, 179, 103908. [Google Scholar] [CrossRef]
- Toyserkani, E.; Sarker, D.; Ibhadode, O.O.; Liravi, F.; Russo, P.; Taherkhani, K. Metal Additive Manufacturing; John Wiley and Sons: Hoboken, NJ, USA, 2021. [Google Scholar]
- Agapovichev, A.; Sotov, A.; Kokareva, V.; Smelov, V. Possibilities and limitations of titanium alloy additive manufacturing. In Proceedings of the MATEC Web of Conferences, Online, 30 October 2018; p. 01064. [Google Scholar]
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Optomec, 3d Printer Manufacturing. Available online: https://optomec.com/ (accessed on 20 May 2025).
- Realizer Gmbh 3D Printer Manufacturer. Available online: https://en.dmgmori.com/products/machines/additive-manufacturing (accessed on 20 May 2025).
- EBM Manufacturer “GE Additive Manufacturing”. Available online: https://www.colibriumadditive.com/ (accessed on 20 May 2025).
- Azinpour, E.; Darabi, R.; de Sa, J.C.; Santos, A.; Hodek, J.; Dzugan, J. Fracture analysis in directed energy deposition (DED) manufactured 316L stainless steel using a phase-field approach. Finite Elem. Anal. Des. 2020, 177, 103417. [Google Scholar] [CrossRef]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- Dai, K.; Shaw, L. Distortion minimization of laser-processed components through control of laser scanning patterns. Rapid Prototyp. J. 2002, 8, 270–276. [Google Scholar] [CrossRef]
- Beuth, J.; Klingbeil, N. The role of process variables in laser-based direct metal solid freeform fabrication. Jom 2001, 53, 36–39. [Google Scholar] [CrossRef]
- Yu, J.; Lin, X.; Ma, L.; Wang, J.; Fu, X.; Chen, J.; Huang, W. Influence of laser deposition patterns on part distortion, interior quality and mechanical properties by laser solid forming (LSF). Mater. Sci. Eng. A 2011, 528, 1094–1104. [Google Scholar] [CrossRef]
- Nickel, A.; Barnett, D.; Prinz, F. Thermal stresses and deposition patterns in layered manufacturing. Mater. Sci. Eng. A 2001, 317, 59–64. [Google Scholar] [CrossRef]
- Basak, A.K.; Pramanik, A.; Chen, Y.X.; Prakash, C.; Radhika, N.; Shankar, S. Bound metal deposition of stainless steel 316L: Effect of process variables on microstructural and mechanical behaviors. Materialia 2024, 36, 102196. [Google Scholar] [CrossRef]
- Selcuk, C. Laser metal deposition for powder metallurgy parts. Powder Metall. 2011, 54, 94–99. [Google Scholar] [CrossRef]
- Bontha, S.; Klingbeil, N.W.; Kobryn, P.A.; Fraser, H.L. Thermal process maps for predicting solidification microstructure in laser fabrication of thin-wall structures. J. Mater. Process. Technol. 2006, 178, 135–142. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.; Schoenung, J.; Lavernia, E. Thermal behavior and microstructural evolution during laser deposition with laser-engineered net shaping: Part I. Numerical calculations. Metall. Mater. Trans. A 2008, 39, 2228–2236. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.; Schoenung, J.; Lavernia, E. Thermal behavior and microstructure evolution during laser deposition with laser-engineered net shaping: Part II. Experimental investigation and discussion. Metall. Mater. Trans. A 2008, 39, 2237–2245. [Google Scholar] [CrossRef]
- Izadi, M.; Farzaneh, A.; Gibson, I.; Rolfe, B. The Effect of Process Parameters and Mechanical Properties of Direct Energy Deposited Stainless Steel 316. 2017. Available online: https://repositories.lib.utexas.edu/items/3212a6c4-691f-4718-aec4-00a7180bbde2 (accessed on 20 April 2025).
- Park, J.; Nam, H.; Jin, Q.-Y.; Lee, W. Effects of process parameters on the dimensions and mechanical properties of L-DED AISI 316L stainless steel. Korean J. Met. Mater. 2023, 61, 760–771. [Google Scholar] [CrossRef]
- Kim, J.S.; Kang, B.J.; Lee, S.W. An experimental study on microstructural characteristics and mechanical properties of stainless-steel 316L parts using directed energy deposition (DED) process. J. Mech. Sci. Technol. 2019, 33, 5731–5737. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Microstructure and mechanical properties of AISI 316L produced by directed energy deposition-based additive manufacturing: A review. Appl. Sci. 2020, 10, 3310. [Google Scholar] [CrossRef]
- Barragan, G.; Rojas Perilla, D.A.; Grass Nunez, J.; Mariani, F.; Coelho, R. Characterization and optimization of process parameters for directed energy deposition powder-fed laser system. J. Mater. Eng. Perform. 2021, 30, 5297–5306. [Google Scholar] [CrossRef]
- Ascari, A.; Lutey, A.H.; Liverani, E.; Fortunato, A. Laser directed energy deposition of bulk 316L stainless steel. Lasers Manuf. Mater. Process. 2020, 7, 426–448. [Google Scholar] [CrossRef]
- Kiran, A.; Koukolíková, M.; Vavřík, J.; Urbánek, M.; Džugan, J. Base plate preheating effect on microstructure of 316L stainless steel single track deposition by directed energy deposition. Materials 2021, 14, 5129. [Google Scholar] [CrossRef]
- Moheimani, S.K.; Iuliano, L.; Saboori, A. The role of substrate preheating on the microstructure, roughness, and mechanical performance of AISI 316L produced by directed energy deposition additive manufacturing. Int. J. Adv. Manuf. Technol. 2022, 119, 7159–7174. [Google Scholar] [CrossRef]
- Isquierdo, D.; Siqueira, R.; Carvalho, S.; Lima, M. Effect of the initial substrate temperature on heat transfer and related phenomena in austenitic stainless steel parts fabricated by additive manufacturing using direct energy deposition. J. Mater. Res. Technol. 2022, 18, 5267–5279. [Google Scholar] [CrossRef]
- Bieg, F.; Scheider, D.; Kledwig, C.; Maucher, C.; Möhring, H.-C.; Reisacher, M. Development of a laser preheating concept for directed energy deposition. J. Laser Appl. 2023, 35, 1124. [Google Scholar] [CrossRef]
- Tapoglou, N.; Clulow, J.; Curtis, D. Increased shielding of a Direct Energy Deposition process to enable Deposition of reactive materials; an investigation into Deposition of 15-5 PH Stainless Steel, Inconel 718 and Ti-6Al-4V. CIRP J. Manuf. Sci. Technol. 2022, 36, 227–235. [Google Scholar] [CrossRef]
- Eo, D.-R.; Park, S.-H.; Cho, J.-W. Controlling inclusion evolution behavior by adjusting flow rate of shielding gas during direct energy deposition of AISI 316 L. Addit. Manuf. 2020, 33, 101119. [Google Scholar]
- Roy, S.; Silwal, B.; Nycz, A.; Noakes, M.; Cakmak, E.; Nandwana, P.; Yamamoto, Y. Investigating the effect of different shielding gas mixtures on microstructure and mechanical properties of 410 stainless steel fabricated via large scale additive manufacturing. Addit. Manuf. 2021, 38, 101821. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and fracture behavior of 316L austenitic stainless steel produced by selective laser melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Hanzl, P.; Zetek, M.; Bakša, T.; Kroupa, T. The influence of processing parameters on the mechanical properties of SLM parts. Procedia Eng. 2015, 100, 1405–1413. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Godino-Martinez, M.; Boschmans, K.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Microstructure evolution of 316L produced by HP-SLM (high power selective laser melting). Addit. Manuf. 2018, 23, 402–410. [Google Scholar] [CrossRef]
- Gajera, H.; Shah, D.; Pancholi, N. Effect of SLM process parameters on hardness and microstructure of stainless steel 316 material. Mater. Today Proc. 2022, 50, 1653–1659. [Google Scholar]
- Leicht, A.; Yu, C.-H.; Luzin, V.; Klement, U.; Hryha, E. Effect of scan rotation on the microstructure development and mechanical properties of 316L parts produced by laser powder bed fusion. Mater. Charact. 2020, 163, 110309. [Google Scholar] [CrossRef]
- Güden, M.; Yavaş, H.; Tanrıkulu, A.A.; Taşdemirci, A.; Akın, B.; Enser, S.; Karakuş, A.; Hamat, B.A. Orientation dependent tensile properties of a selective-laser-melt 316L stainless steel. Mater. Sci. Eng. A 2021, 824, 141808. [Google Scholar] [CrossRef]
- Sun, Q.; Guo, K.; Wang, X.; Liu, J.; Sun, J. Effect of scanning strategies on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 793, 139879. [Google Scholar]
- Greco, S.; Gutzeit, K.; Hotz, H.; Kirsch, B.; Aurich, J.C. Selective laser melting (SLM) of AISI 316L—Impact of laser power, layer thickness, and hatch spacing on roughness, density, and microhardness at constant input energy density. Int. J. Adv. Manuf. Technol. 2020, 108, 1551–1562. [Google Scholar] [CrossRef]
- Liu, J.; Song, Y.; Chen, C.; Wang, X.; Li, H.; Wang, J.; Guo, K.; Sun, J. Effect of scanning speed on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting. Mater. Des. 2020, 186, 108355. [Google Scholar] [CrossRef]
- Larimian, T.; AlMangour, B.; Grzesiak, D.; Walunj, G.; Borkar, T. Effect of laser spot size, scanning strategy, scanning speed, and laser power on microstructure and mechanical behavior of 316L stainless steel fabricated via selective laser melting. J. Mater. Eng. Perform. 2021, 31, 2205–2224. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; AlFaify, A.; Nasr, M.M. Investigations on the effect of layers’ thickness and orientations in the machining of additively manufactured stainless steel 316L. Materials 2021, 14, 1797. [Google Scholar] [CrossRef]
- Buican, G.R.; Oancea, G.; Lancea, C.; Pop, M.A. Influence of layer thickness on internal structure of parts manufactured from 316-L steel using SLM technology. Appl. Mech. Mater. 2015, 809, 369–374. [Google Scholar] [CrossRef]
- Kale, A.B.; Singh, J.; Kim, B.-K.; Kim, D.-I.; Choi, S.-H. Effect of initial microstructure on the deformation heterogeneities of 316L stainless steels fabricated by selective laser melting processing. J. Mater. Res. Technol. 2020, 9, 8867–8883. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Deev, A.A.; Kuznetcov, P.A.; Petrov, S. Anisotropy of mechanical properties and its correlation with the structure of the stainless steel 316L produced by the SLM method. Phys. Procedia 2016, 83, 789–796. [Google Scholar] [CrossRef]
- Nezhadfar, P.; Soltani-Tehrani, A.; Shamsaei, N. Effect of Preheating Build Platform on Microstructure and Mechanical Properties of Additively Manufactured 316L Stainless Steel. 2019. Available online: https://repositories.lib.utexas.edu/items/bc07bcae-e70d-42f8-8aea-ab1e5427e9fb (accessed on 10 April 2025).
- Mishra, A.; Tiwari, A.K.; Roy, S.C.; Goyal, S. Experimental and numerical study on the fatigue behaviour of pre and post heat treated additively manufactured SS 316L specimens. Eng. Fail. Anal. 2024, 164, 108605. [Google Scholar]
- Aziz, U. Microstructural Evolution of Additively Manufactured Titanium Alloys During Post-Processing Heat Treatment. 2023. Available online: https://www.researchgate.net/publication/385747414_Microstructural_evolution_of_additively_manufactured_titanium_alloys_during_post-processing_heat_treatment (accessed on 22 April 2025).
- Mertens, R.; Vrancken, B.; Holmstock, N.; Kinds, Y.; Kruth, J.-P.; Van Humbeeck, J. Influence of powder bed preheating on microstructure and mechanical properties of H13 tool steel SLM parts. Phys. Procedia 2016, 83, 882–890. [Google Scholar] [CrossRef]
- Ding, R.; Yao, J.; Du, B.; Li, K.; Li, T.; Zhao, L.; Guo, Y. Effect of shielding gas volume flow on the consistency of microstructure and tensile properties of 316L manufactured by selective laser melting. Metals 2021, 11, 205. [Google Scholar] [CrossRef]
- Pauzon, C.; Hryha, E.; Forêt, P.; Nyborg, L. Effect of argon and nitrogen atmospheres on the properties of stainless steel 316 L parts produced by laser-powder bed fusion. Mater. Des. 2019, 179, 107873. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Bakhtiarian, M.; Omidvar, H.; Mashhuriazar, A.; Sajuri, Z.; Gur, C.H. The effects of SLM process parameters on the relative density and hardness of austenitic stainless steel 316L. J. Mater. Res. Technol. 2024, 29, 1616–1629. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.; Liu, E.; Tor, S.B. Process parameter optimization and mechanical properties for additively manufactured stainless steel 316L parts by selective electron beam melting. Mater. Des. 2018, 147, 157–166. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Rännar, L.-E.; Koptyug, A.; Olsén, J.; Saeidi, K.; Shen, Z. Hierarchical structures of stainless steel 316L manufactured by Electron Beam Melting. Addit. Manuf. 2017, 17, 106–112. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Montero Sistiaga, M.; Nardone, S.; Hautfenne, C.; Van Humbeeck, J. Effect of Heat Treatment of 316L Stainless Steel Produced by Selective Laser Melting (SLM). 2016. Available online: https://repositories.lib.utexas.edu/items/572d3477-2005-48ec-bd02-e8d153ccb77b (accessed on 23 April 2025).
- Åsberg, M.; Lin, F.; Karlsson, P.; Oikonomou, C.; Strandh, E.; Uhlirsch, M.; Krakhmalev, P. A Comparative Study of the As-Built Microstructure of a Cold-Work Tool Steel Produced by Laser and Electron-Beam Powder-Bed Fusion. Metals 2024, 14, 934. [Google Scholar] [CrossRef]
- Wang, P.; Sin, W.J.; Nai, M.L.S.; Wei, J. Effects of processing parameters on surface roughness of additive manufactured Ti-6Al-4V via electron beam melting. Materials 2017, 10, 1121. [Google Scholar] [CrossRef] [PubMed]
- Eliasu, A.; Czekanski, A.; Boakye-Yiadom, S. Effect of laser powder bed fusion parameters on the microstructural evolution and hardness of 316L stainless steel. Int. J. Adv. Manuf. Technol. 2021, 113, 2651–2669. [Google Scholar] [CrossRef]
- Segura, I.; Mireles, J.; Bermudez, D.; Terrazas, C.; Murr, L.; Li, K.; Injeti, V.; Misra, R.; Wicker, R. Characterization and mechanical properties of cladded stainless steel 316L with nuclear applications fabricated using electron beam melting. J. Nucl. Mater. 2018, 507, 164–176. [Google Scholar] [CrossRef]
- Hinojos, A.; Mireles, J.; Reichardt, A.; Frigola, P.; Hosemann, P.; Murr, L.E.; Wicker, R.B. Joining of Inconel 718 and 316 Stainless Steel using electron beam melting additive manufacturing technology. Mater. Des. 2016, 94, 17–27. [Google Scholar] [CrossRef]
- Chaabene, A.; Ben-Elechi, S.; Chatti, S.; Guerich, M.; Khalifa, A.B. Experimental investigation of the influence of process parameters on the mechanical properties of maraging steel produced by electron beam melting. Int. J. Adv. Manuf. Technol. 2024, 135, 3865–3882. [Google Scholar] [CrossRef]
- Mohammad, A.; Alahmari, A.M.; Mohammed, M.K.; Renganayagalu, R.K.; Moiduddin, K. Effect of energy input on microstructure and mechanical properties of titanium aluminide alloy fabricated by the additive manufacturing process of electron beam melting. Materials 2017, 10, 211. [Google Scholar] [CrossRef]
- Damri, E.; Tiferet, E.; Braun, D.; Ganor, Y.; Chonin, M.; Orion, I. Effects of gas pressure during electron beam energy deposition in the ebm additive manufacturing process. Metals 2021, 11, 601. [Google Scholar] [CrossRef]
- JC, L.K.D.; Kotecki, D. Welding Metallurgy and Weldability of Stainless Steel; Willer Inder Science Publication: New York, NY, USA, 2005. [Google Scholar]
- Berns, H.; Gavriljuk, V.; Shanina, B. Intensive interstitial strengthening of stainless steels. Adv. Eng. Mater. 2008, 10, 1083–1093. [Google Scholar] [CrossRef]
- Yan, Z.; Guo, J.; Zou, X.; Wang, S. Integrated Control of Thermal Residual Stress and Mechanical Properties by Adjusting Pulse-Wave Direct Energy Deposition. Materials 2024, 17, 5231. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Benarji, K.; Ravi Kumar, Y.; Jinoop, A.; Paul, C.; Bindra, K. Effect of heat-treatment on the microstructure, mechanical properties and corrosion behaviour of SS 316 structures built by laser directed energy deposition based additive manufacturing. Met. Mater. Int. 2021, 27, 488–499. [Google Scholar] [CrossRef]
- Schindelholz, E.J.; Melia, M.A.; Rodelas, J.M. Corrosion of additively manufactured stainless steels—Process, structure, performance: A review. Corrosion 2021, 77, 484. [Google Scholar] [CrossRef] [PubMed]
- Morshed-Behbahani, K.; Hadadzadeh, A.; Nasiri, A. Electrochemical insight into the passivity and corrosion of 316 L stainless steel fabricated through wire arc additive manufacturing. Colloids Surf. A Physicochem. Eng. Asp. 2024, 693, 134085. [Google Scholar] [CrossRef]
- Babinský, T.; Šulák, I.; Kuběna, I.; Man, J.; Weiser, A.; Švábenská, E.; Englert, L.; Guth, S. Thermomechanical fatigue of additively manufactured 316L stainless steel. Mater. Sci. Eng. A 2023, 869, 144831. [Google Scholar] [CrossRef]
- Kumaran, S.T.; Baranidharan, K.; Uthayakumar, M.; Parameswaran, P. Corrosion studies on stainless steel 316 and their prevention—A review. INCAS Bull. 2021, 13, 245–251. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. Evolution of residual stress behavior in selective laser melting (SLM) of 316L stainless steel through preheating and in-situ re-scanning techniques. Opt. Laser Technol. 2022, 149, 107806. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, Y.; Wen, W.; Ge, J.; Liang, J. Effect of hatch spacing on melt pool and as-built quality during selective laser melting of stainless steel: Modeling and experimental approaches. Materials 2018, 12, 50. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Liu, D.; Liu, G.; Liu, S.; Jin, X.; Bai, Y. Surface characteristics enhancement and morphology evolution of selective-laser-melting (SLM) fabricated stainless steel 316L by laser polishing. Opt. Laser Technol. 2023, 162, 109246. [Google Scholar] [CrossRef]
- Basak, S.; Sahu, K.K.; Sharma, S.K.; Majumdar, J.D. Studies on electron beam surface melting of AISI 316 stainless steel and AISI 347 stainless steel. Procedia Manuf. 2017, 7, 647–653. [Google Scholar] [CrossRef]
- Qi, X.; Chen, G.; Li, Y.; Cheng, X.; Li, C. Applying neural-network-based machine learning to additive manufacturing: Current applications, challenges, and future perspectives. Engineering 2019, 5, 721–729. [Google Scholar] [CrossRef]
- Behnke, M.; Guo, S. Comparison of early stopping neural network and random forest for in-situ quality prediction in laser based additive manufacturing. Procedia Manuf. 2021, 53, 656–663. [Google Scholar] [CrossRef]
- Joshi, M.; Flood, A.; Sparks, T.E.; Liou, F.W. Applications of Supervised Machine Learning Algorithms in Additive Manufacturing: A Review. 2019. Available online: https://scholarsmine.mst.edu/mec_aereng_facwork/4731/ (accessed on 25 April 2025).
- Caltanissetta, F.; Bertoli, L.; Colosimo, B.M. In-situ monitoring of image texturing via random forests and clustering with applications to additive manufacturing. IISE Trans. 2024, 56, 1070–1084. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A.H.; Sang, H. Prediction of porosity in metal-based additive manufacturing using spatial Gaussian process models. Addit. Manuf. 2016, 12, 282–290. [Google Scholar] [CrossRef]
- Aoyagi, K.; Wang, H.; Sudo, H.; Chiba, A. Simple method to construct process maps for additive manufacturing using a support vector machine. Addit. Manuf. 2019, 27, 353–362. [Google Scholar] [CrossRef]
- Gu, Z.; Sharma, S.; Riley, D.A.; Pantawane, M.V.; Joshi, S.S.; Fu, S.; Dahotre, N.B. A universal predictor-based machine learning model for optimal process maps in laser powder bed fusion process. J. Intell. Manuf. 2023, 34, 3341–3363. [Google Scholar] [CrossRef]
- Scime, L.; Beuth, J. Anomaly detection and classification in a laser powder bed additive manufacturing process using a trained computer vision algorithm. Addit. Manuf. 2018, 19, 114–126. [Google Scholar] [CrossRef]
- Chadha, U.; Selvaraj, S.K.; Abraham, A.S.; Khanna, M.; Mishra, A.; Sachdeva, I.; Kashyap, S.; Dev, S.J.; Swatish, R.S.; Joshi, A. Powder Bed Fusion via Machine Learning-Enabled Approaches. Complexity 2023, 2023, 9481790. [Google Scholar] [CrossRef]
- Vashishtha, G.; Chauhan, S.; Zimroz, R.; Yadav, N.; Kumar, R.; Gupta, M.K. Current Applications of Machine Learning in Additive Manufacturing: A Review on Challenges and Future Trends. Arch. Comput. Methods Eng. 2024, 32, 2635–2668. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J. The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Saboori, A.; Piscopo, G.; Lai, M.; Salmi, A.; Biamino, S. An investigation on the effect of deposition pattern on the microstructure, mechanical properties and residual stress of 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2020, 780, 139179. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Davis, J. Stainless Steels; ASTM International: Geneva, Switzerland, 1994. [Google Scholar]
- Peckner, D.; Bernstein, I. Handbook of Stainless Steels; McGraw-Hill: New York, NY, USA, 1977. [Google Scholar]
- Sedriks, A.J. Corrosion of Stainless Steels; John Wiley and Sons: Hoboken, NJ, USA, 1996; pp. 3410–3413. [Google Scholar]
- Saaty, T.L. Decision making with the analytic hierarchy process. Int. J. Serv. Sci. 2008, 1, 83–98. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials selection in mechanical design. Metall. Ital. 1994, 86, 475. [Google Scholar] [CrossRef]
- Pang, J.H.L.; Kaminski, J.; Pepin, H. Characterisation of porosity, density, and microstructure of directed energy deposited stainless steel AISI 316L. Addit. Manuf. 2019, 25, 286–296. [Google Scholar]
- Mansoura, A.; Dehghan, S.; Barka, N.; Kangranroudi, S.S. Investigation into the effect of process parameters on density, surface roughness, and mechanical properties of 316L stainless steel fabricated by selective laser melting. Int. J. Adv. Manuf. Technol. 2024, 130, 2547–2562. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef]
- Snow, Z.; Nassar, A.R.; Reutzel, E.W. Invited Review Article: Review of the formation and impact of flaws in powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101457. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.-L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of laser power on defect, texture, and microstructure of a laser powder bed fusion processed 316L stainless steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Yang, D.; Kan, X.; Gao, P.; Zhao, Y.; Yin, Y.; Zhao, Z.; Sun, J. Influence of porosity on mechanical and corrosion properties of SLM 316L stainless steel. Appl. Phys. A 2022, 128, 51. [Google Scholar] [CrossRef]
- Nuñez, L.; Downey, C.M.; van Rooyen, I.J.; Charit, I.; Maughan, M.R. Analysis of surface roughness in metal directed energy deposition. Int. J. Adv. Manuf. Technol. 2024, 1–20. [Google Scholar] [CrossRef]
- Yazar, K.; Pawar, S.; Park, K.-S.; Choi, S.-H. Effect of process parameters on the clad morphology, microstructure, microtexture, and hardness of single layer 316 L stainless steel during direct energy deposition. Mater. Charact. 2022, 191, 112148. [Google Scholar] [CrossRef]
- Errico, V.; Fusco, A.; Campanelli, S. Effect of DED coating and DED+ Laser scanning on surface performance of L-PBF stainless steel parts. Surf. Coat. Technol. 2022, 429, 127965. [Google Scholar] [CrossRef]
- Yuan, L.; Pan, Z.; Ding, D.; He, F.; van Duin, S.; Li, H.; Li, W. Investigation of humping phenomenon for the multi-directional robotic wire and arc additive manufacturing. Robot. Comput.-Integr. Manuf. 2020, 63, 101916. [Google Scholar] [CrossRef]
- Nguyen, T.; Weckman, D.; Johnson, D.; Kerr, H. The humping phenomenon during high speed gas metal arc welding. Sci. Technol. Weld. Join. 2005, 10, 447–459. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Bedmar, J.; Abu-Warda, N.; García-Rodríguez, S.; Torres, B.; Rams, J. Influence of the surface state on the corrosion behavior of the 316 L stainless steel manufactured by laser powder bed fusion. Corros. Sci. 2022, 207, 110550. [Google Scholar] [CrossRef]
- Ye, C.; Zhang, C.; Zhao, J.; Dong, Y. Effects of post-processing on the surface finish, porosity, residual stresses, and fatigue performance of additive manufactured metals: A review. J. Mater. Eng. Perform. 2021, 30, 6407–6425. [Google Scholar] [CrossRef] [PubMed]
- Cherry, J.; Davies, H.; Mehmood, S.; Lavery, N.; Brown, S.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Kaynak, Y.; Kitay, O. The effect of post-processing operations on surface characteristics of 316L stainless steel produced by selective laser melting. Addit. Manuf. 2019, 26, 84–93. [Google Scholar] [CrossRef]
- Melia, M.A.; Duran, J.G.; Koepke, J.R.; Saiz, D.J.; Jared, B.H.; Schindelholz, E.J. How build angle and post-processing impact roughness and corrosion of additively manufactured 316L stainless steel. npj Mater. Degrad. 2020, 4, 21. [Google Scholar] [CrossRef]
- Fayazfar, H.; Sharifi, J.; Keshavarz, M.K.; Ansari, M. An overview of surface roughness enhancement of additively manufactured metal parts: A path towards removing the post-print bottleneck for complex geometries. Int. J. Adv. Manuf. Technol. 2023, 125, 1061–1113. [Google Scholar] [CrossRef]
- Raja, K.; Balram, T.P.; Naiju, C. Study of Surface Integrity and Effect of Laser Peening on Maraging Steel Produced by Lasercusing Technique; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2018. [Google Scholar]
- Hackel, L.; Rankin, J.R.; Rubenchik, A.; King, W.E.; Matthews, M. Laser peening: A tool for additive manufacturing post-processing. Addit. Manuf. 2018, 24, 67–75. [Google Scholar] [CrossRef]
- Wang, Q.; Morrow, J.D.; Ma, C.; Duffie, N.A.; Pfefferkorn, F.E. Surface prediction model for thermocapillary regime pulsed laser micro polishing of metals. J. Manuf. Process. 2015, 20, 340–348. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; Liébana, F.; Martínez, S.; Tabernero, I. An industrial approach of laser polishing with different laser sources: Industrielle Methode zum Laserpolieren mit verschiedenen Laserstrahlquellen. Mater. Werkst. 2015, 46, 661–667. [Google Scholar] [CrossRef]
- Pfefferkorn, F.E.; Duffie, N.A.; Morrow, J.D.; Wang, Q. Effect of beam diameter on pulsed laser polishing of S7 tool steel. CIRP Ann. 2014, 63, 237–240. [Google Scholar] [CrossRef]
- Peng, X.; Kong, L.; Fuh, J.Y.H.; Wang, H. A review of post-processing technologies in additive manufacturing. J. Manuf. Mater. Process. 2021, 5, 38. [Google Scholar] [CrossRef]
- Handbook, A. Volume 4: Heat Treating; ASTM International: Geneva, Switzerland, 1991; p. 10. [Google Scholar]
- Gundgire, T.; Jokiaho, T.; Santa-aho, S.; Rautio, T.; Järvenpää, A.; Vippola, M. Comparative study of additively manufactured and reference 316 L stainless steel samples–Effect of severe shot peening on microstructure and residual stresses. Mater. Charact. 2022, 191, 112162. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Ma, P.; Prashanth, K.G.; Scudino, S.; Jia, Y.; Wang, H.; Zou, C.; Wei, Z.; Eckert, J. Influence of annealing on mechanical properties of Al-20Si processed by selective laser melting. Metals 2014, 4, 28–36. [Google Scholar] [CrossRef]
- Bermingham, M.; Nicastro, L.; Kent, D.; Chen, Y.; Dargusch, M. Optimising the mechanical properties of Ti-6Al-4V components produced by wire+ arc additive manufacturing with post-process heat treatments. J. Alloys Compd. 2018, 753, 247–255. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, D.; Yang, Y.; Wang, H. Effect of heat treatment on the microstructure and mechanical properties of maraging steel by selective laser melting. Mater. Sci. Eng. A 2019, 760, 105–117. [Google Scholar] [CrossRef]
- Aversa, A.; Lorusso, M.; Trevisan, F.; Ambrosio, E.P.; Calignano, F.; Manfredi, D.; Biamino, S.; Fino, P.; Lombardi, M.; Pavese, M. Effect of process and post-process conditions on the mechanical properties of an A357 alloy produced via laser powder bed fusion. Metals 2017, 7, 68. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloys Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. The microstructure and mechanical properties of selectively laser melted AlSi10Mg: The effect of a conventional T6-like heat treatment. Mater. Sci. Eng. A 2016, 667, 139–146. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.; Read, N.; Reimers, W.; Attallah, M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Tuck, C.; Ashcroft, I.; Maskery, I.; Everitt, N.M. On the precipitation hardening of selective laser melted AlSi10Mg. Metall. Mater. Trans. A 2015, 46, 3337–3341. [Google Scholar] [CrossRef]
- Tillmann, W.; Schaak, C.; Nellesen, J.; Schaper, M.; Aydinöz, M.u.; Hoyer, K.-P. Hot isostatic pressing of IN718 components manufactured by selective laser melting. Addit. Manuf. 2017, 13, 93–102. [Google Scholar] [CrossRef]
- Rosenthal, I.; Tiferet, E.; Ganor, M.; Stern, A. Post-processing of AM-SLM AlSi10Mg specimens: Mechanical properties and fracture behaviour. Ann. “Dunarea De Jos” Univ. Galati. Fascicle XII Weld. Equip. Technol. 2015, 26, 33–38. [Google Scholar]
- Moghadas, S.M.J.; Yeganeh, M.; Zaree, S.R.A.; Eskandari, M. Influence of low temperature heat treatment on microstructure, corrosion resistance and biological performance of 316L stainless steel manufactured by selective laser melting. CIRP J. Manuf. Sci. Technol. 2023, 40, 68–74. [Google Scholar] [CrossRef]
- Li, M.; Zhang, X.; Chen, W.-Y.; Byun, T.S. Creep behavior of 316 L stainless steel manufactured by laser powder bed fusion. J. Nucl. Mater. 2021, 548, 152847. [Google Scholar] [CrossRef]
- Waqar, S.; Liu, J.; Sun, Q.; Guo, K.; Sun, J. Effect of post-heat treatment cooling on microstructure and mechanical properties of selective laser melting manufactured austenitic 316L stainless steel. Rapid Prototyp. J. 2020, 26, 1739–1749. [Google Scholar] [CrossRef]
- Shin, W.-S.; Son, B.; Song, W.; Sohn, H.; Jang, H.; Kim, Y.-J.; Park, C. Heat treatment effect on the microstructure, mechanical properties, and wear behaviors of stainless steel 316L prepared via selective laser melting. Mater. Sci. Eng. A 2021, 806, 140805. [Google Scholar] [CrossRef]
- Salman, O.; Gammer, C.; Chaubey, A.K.; Eckert, J.; Scudino, S. Effect of heat treatment on microstructure and mechanical properties of 316L steel synthesized by selective laser melting. Mater. Sci. Eng. A 2019, 748, 205–212. [Google Scholar] [CrossRef]
- Jordon, J.; Gibson, J.; Horstemeyer, M.; El Kadiri, H.; Baird, J.; Luo, A. Effect of twinning, slip, and inclusions on the fatigue anisotropy of extrusion-textured AZ61 magnesium alloy. Mater. Sci. Eng. A 2011, 528, 6860–6871. [Google Scholar] [CrossRef]
- Shi, J. Predictive Microstructural Modeling of Grain-Boundary Interactions and Their Effects on Overall Crystalline Behavior; North Carolina State University: Raleigh, NC, USA, 2009. [Google Scholar]
- Bouche, G.; Bechade, J.; Mathon, M.; Allais, L.; Gourgues, A.; Naze, L. Texture of welded joints of 316L stainless steel, multi-scale orientation analysis of a weld metal deposit. J. Nucl. Mater. 2000, 277, 91–98. [Google Scholar] [CrossRef]
- Lee, S.; Ghiaasiaan, R.; Shao, S.; Gradl, P.R.; Shamsaei, N. Additively Manufactured 316L Stainless Steel: Effect of Heat Treatment on Microstructure and Tensile Properties. 2022. Available online: https://repositories.lib.utexas.edu/items/1c632099-9b98-4b00-9080-3bd490849c0a (accessed on 27 April 2025).
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Oziębło, A.; Perkowski, K.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K.; Wachowski, M.; Kania, B. Comparison of different heat treatment processes of selective laser melted 316L steel based on analysis of mechanical properties. Materials 2020, 13, 3805. [Google Scholar] [CrossRef] [PubMed]
- Saboori, A.; Pavese, M.; Badini, C.; Fino, P. Effect of sample preparation on the microstructural evaluation of Al–GNPs nanocomposites. Metallogr. Microstruct. Anal. 2017, 6, 619–622. [Google Scholar] [CrossRef]
- Morrow, B.M.; Lienert, T.J.; Knapp, C.M.; Sutton, J.O.; Brand, M.J.; Pacheco, R.M.; Livescu, V.; Carpenter, J.S.; Gray, G.T. Impact of defects in powder feedstock materials on microstructure of 304L and 316L stainless steel produced by additive manufacturing. Metall. Mater. Trans. A 2018, 49, 3637–3650. [Google Scholar] [CrossRef]
- Pacheco, J.T.; Meura, V.H.; Bloemer, P.R.A.; Veiga, M.T.; de Moura Filho, O.C.; Cunha, A.; Teixeira, M.F. Laser directed energy deposition of AISI 316L stainless steel: The effect of build direction on mechanical properties in as-built and heat-treated conditions. Adv. Ind. Manuf. Eng. 2022, 4, 100079. [Google Scholar] [CrossRef]
- Qu, S.; Gong, Y. Effect of heat treatment on microstructure and mechanical characteristics of 316L stainless steel parts fabricated by hybrid additive and subtractive process. Int. J. Adv. Manuf. Technol. 2021, 117, 3465–3475. [Google Scholar] [CrossRef]
- Shakil, S.I.; Smith, N.R.; Yoder, S.P.; Ross, B.E.; Alvarado, D.J.; Hadadzadeh, A.; Haghshenas, M. Post fabrication thermomechanical processing of additive manufactured metals: A review. J. Manuf. Process. 2022, 73, 757–790. [Google Scholar] [CrossRef]
- Kumaran, M.; Senthilkumar, V. Influence of heat treatment on stainless steel 316L alloy manufactured by hybrid additive manufacturing using powder bed fusion and directed energy deposition. Met. Mater. Int. 2023, 29, 467–484. [Google Scholar] [CrossRef]
- Kumaran, M.; Senthilkumar, V.; Sathies, T.; Panicker, C.J. Effect of heat treatment on stainless steel 316L alloy sandwich structure fabricated using directed energy deposition and powder bed fusion. Mater. Lett. 2022, 313, 131766. [Google Scholar] [CrossRef]
- Sharma, S.K.; Singh, A.K.; Mishra, R.K.; Shukla, A.K.; Sharma, C. Processing techniques, microstructural and mechanical properties of additive manufactured 316L stainless steel. J. Inst. Eng. Ser. D 2024, 105, 1305–1318. [Google Scholar] [CrossRef]
- Meng, J.; Loh, N.H.; Tay, B.Y.; Fu, G.; Tor, S.B. Tribological behavior of 316L stainless steel fabricated by micro powder injection molding. Wear 2010, 268, 1013–1019. [Google Scholar] [CrossRef]
- Mataya, M.C.; Nilsson, E.R.; Brown, E.L.; Krauss, G. Hot working and recrystallization of as-cast 316L. Metall. Mater. Trans. A 2003, 34, 1683–1703. [Google Scholar] [CrossRef]
- Kiahosseini, S.R.; Mohammadi Baygi, S.J.; Khalaj, G.; Khoshakhlagh, A.; Samadipour, R. A study on structural, corrosion, and sensitization behavior of ultrafine and coarse grain 316 stainless steel processed by multiaxial forging and heat treatment. J. Mater. Eng. Perform. 2018, 27, 271–281. [Google Scholar] [CrossRef]
- Naghizadeh, M.; Mirzadeh, H. Microstructural evolutions during reversion annealing of cold-rolled AISI 316 austenitic stainless steel. Metall. Mater. Trans. A 2018, 49, 2248–2256. [Google Scholar] [CrossRef]
- Gürol, U.; Kocaman, E.; Dilibal, S.; Koçak, M. A comparative study on the microstructure, mechanical properties, wear and corrosion behaviors of SS 316 austenitic stainless steels manufactured by casting and WAAM technologies. CIRP J. Manuf. Sci. Technol. 2023, 47, 215–227. [Google Scholar] [CrossRef]
- Qiu, J.; Hayes, R.D.; Chan, H.L.; Williams, H.; Macdonald, D.D.; Scarlat, R.O.; Kaoumi, D.; Scully, J.R.; Hosemann, P. Effect of cold forging on the microstructure and corrosion behavior of type 316L stainless steel in molten FLiNaK salt. J. Nucl. Mater. 2025, 606, 155624. [Google Scholar] [CrossRef]
- Kheiri, S.; Mirzadeh, H.; Naghizadeh, M. Tailoring the microstructure and mechanical properties of AISI 316L austenitic stainless steel via cold rolling and reversion annealing. Mater. Sci. Eng. A 2019, 759, 90–96. [Google Scholar] [CrossRef]
- Souza, A.M.; Silva, E.J.d.; Yamaguchi, H. Effects of post-processing operations on directed energy deposited 316 L stainless steel surfaces. Int. J. Adv. Manuf. Technol. 2023, 129, 2087–2109. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Mutlugünes, Y.; Klocke, F.; Aurich, J.; Shore, P.; Ohmori, H. Ultra-precision grinding. CIRP Ann. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Schmidt, V. Laser-based micro-and nano-fabrication of photonic structures. In Laser Growth and Processing of Photonic Devices; Elsevier: Amsterdam, The Netherlands, 2012; pp. 162–237. [Google Scholar]
- Chen, Y.; Dong, F. Robot machining: Recent development and future research issues. Int. J. Adv. Manuf. Technol. 2013, 66, 1489–1497. [Google Scholar] [CrossRef]
- Hosseini, S.; Mallipeddi, D.; Holmberg, J.; Rännar, L.-E.; Koptyug, A.; Sjöström, W.; Krajnik, P.; Klement, U. Comparison of machining performance of stainless steel 316L produced by selective laser melting and electron beam melting. Procedia CIRP 2022, 115, 72–77. [Google Scholar] [CrossRef]
- Grasso, M.; Colosimo, B.M. Process defects and in situ monitoring methods in metal powder bed fusion: A review. Meas. Sci. Technol. 2017, 28, 044005. [Google Scholar] [CrossRef]
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. Mater. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]

| Parameters | Additive Manufacturing Techniques | ||
|---|---|---|---|
| DED | SLM | EBM | |
| Energy Source | Laser-based system | Laser-based system | Electron beam system |
| Typical Power | Approximately 500 W | Around 120 W | Up to 3500 W |
| Beam Diameter | 660–900 μm | 30–250 μm | 200–1000 μm |
| Preheating Requirement | 200 °C to 500 °C | 100 °C to 200 °C | Approximately 700 °C |
| Scan Speed | Slow (0.001–0.04 m/s) | Moderate (0.3–1 m/s) | Very fast (over 1000 m/s) |
| Layer Thickness | 200–1000 μm | 20–100 μm | 50–200 μm |
| Post-processing Needs | Variable: stress relief may be required | Common; typically, HIP used | Minimal; due to high preheating |
| Mechanical Behavior | High strength with reduced ductility | Similar strength; lower ductility | Properties akin to conventional techniques |
| Surface Finish | Rough (20–50 µm) | Smooth (<10 µm) | Moderate (10–50 µm) |
| Residual Stress Levels | Significant | Significant | Low |
| Primary Applications | Aerospace, medical implants, industrial tooling | Precision engineering in aerospace, automotive, medical | Energy, aerospace, defense sectors |
| DED Process Parameter | Optimized Range | Primary Effects on 316/316L Stainless Steel |
|---|---|---|
| Laser Power (W) | ~400 W | Lower laser power with high scan speed refines microstructure and improves mechanical strength |
| Preheating Temperature (°C) | 300 °C; Cold substrate also studied | Preheating reduces residual stress and defects; cold substrate improves strength |
| Shielding Gas Type/Flow | Argon + 3% Nitrogen; 5–25 L/min | Proper gas mix improves strength and uniformity; poor mixtures increase porosity |
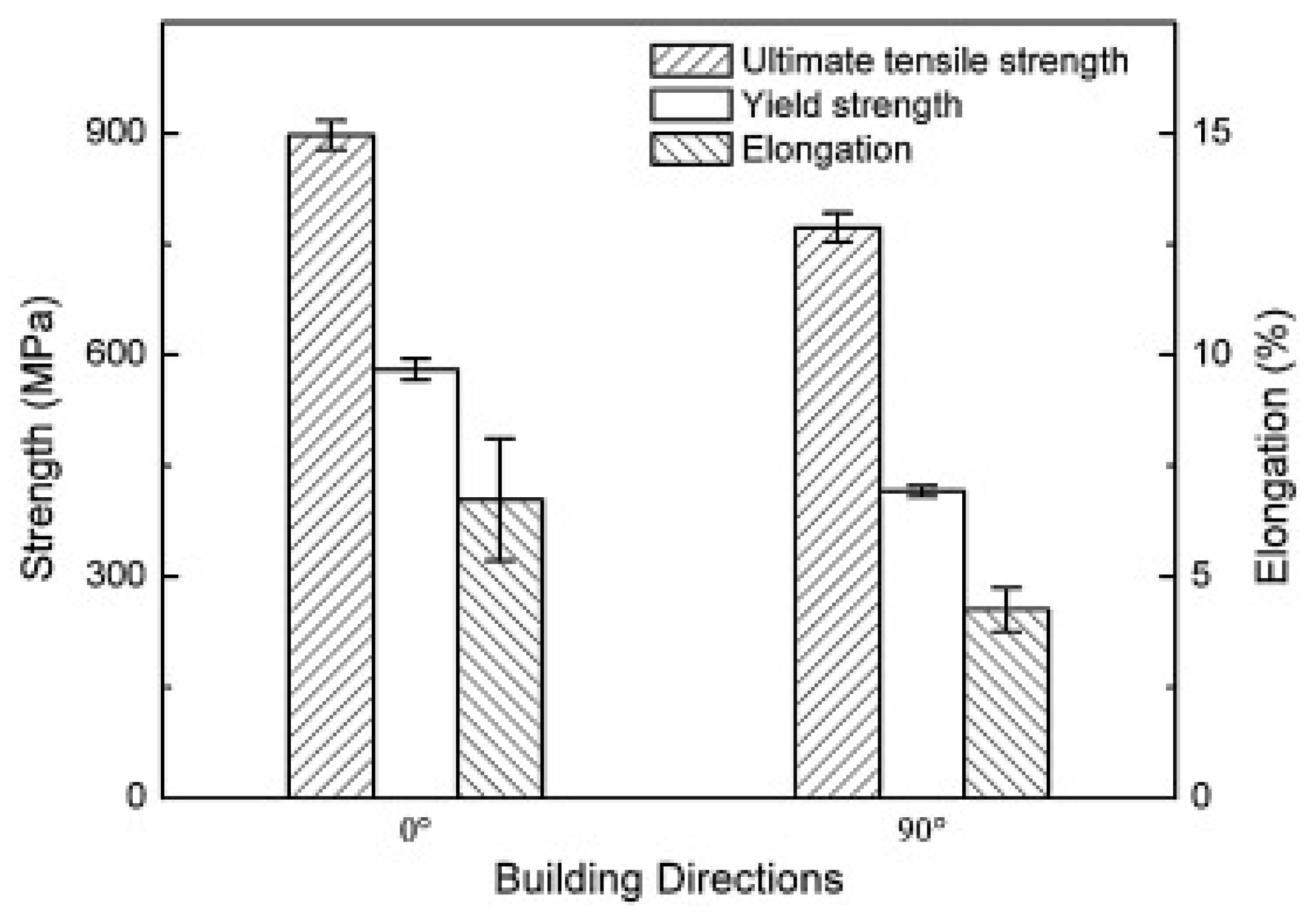
| Build Orientation | 0° preferred over 90° | 0° orientation enhances UTS and bonding: 90° increases anisotropy and interlayer weakness which affects the mechanical properties |
| Feed Rate (g/min) | 10 g/min | Lower feed rate ensures full melting and mechanical strength; higher rates lead to porosity and defects |
| Deposition Pattern | Offset, Raster | Offset reduces thermal distortion; raster increases geometric flexibility |
| Nozzle Diameter (mm) | 0.40 mm for (better strength) in comparison to other values; 0.2 mm (better consistency) | Larger diameter improves strength; smaller maintains uniformity |
| Infill Density (%) | 15% better than 20–25% | Higher density generally increases strength, though some anomalies observed |
| Scan Speed (mm/min) | 960–1200 | Influences microstructure; minimal impact on yield strength and elongation |
| SLM Process Parameter | Optimized Range | Primary Effects on 316/316L Stainless Steel |
|---|---|---|
| Build Orientation | Choose 45° for better tensile strength and fatigue resistance; 90° for higher elongation and hardness. | Higher strength in vertical builds; better ductility in horizontal builds |
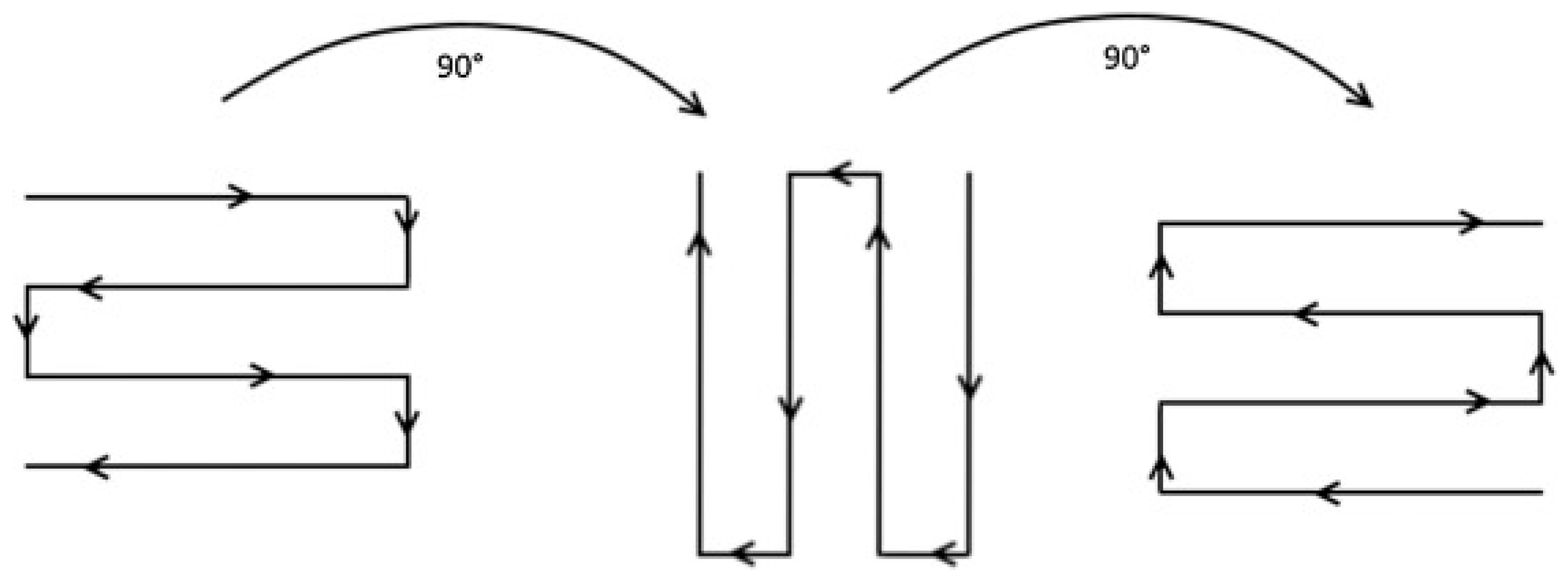
| Scan Rotation | Apply 45° or 67° scan rotation to increase high-angle grain boundaries and improve mechanical properties. | Increases grain boundaries, enhancing strength, toughness, and mechanical stability |
| Hatching Patterns | Use rectangular hatching for increased hardness; and hexagonal for better grain refinement. | Influences epitaxial grain growth, improving hardness and microstructural uniformity |
| Hatch Spacing | Reduce hatch spacing to enhance melt pool overlap and minimize porosity | Reduces defects, enhances microhardness, and improves part density |
| Scanning Speed | Select moderate scanning speed to balance tensile strength and density, avoiding incomplete melting. | Optimized speed prevents cracks, improves fusion, and enhances mechanical stability. |
| Layer Thickness | Maintain layer thickness between 30–50 µm for optimal microstructure and reduced defects. | Minimizes surface roughness, improves hardness, and refines grain structure |
| Energy Density | Keep energy density in the range of 50–125 J/mm3 to enhance densification and hardness. | Enhances layer bonding, reduces porosity, and prevents keyhole defects |
| Laser Power | Adjust laser power: lower for finer grains and hardness, higher for increased fusion and strength. | Lower power refines grains for hardness; higher power increases fusion but risks defects. |
| Spot Size | Use a smaller spot size for finer grains and higher resolution; larger for stability and lower porosity. | Smaller spot size enhances resolution, but risks localized porosity; larger spot reduces porosity. |
| Shielding Gas Flow | Set shielding gas flow between 550–600 L/min with Argon for oxidation prevention and tensile strength. | Proper gas flow minimizes oxidation, enhances tensile properties, and ensures uniform fusion. |
| Preheating Temperature | Preheat the build plate to ~150 °C to reduce porosity, increase ductility, and improve fatigue resistance. | Refine microstructure reduces residual stresses and improves mechanical strength. |
| EBM Process Parameter | Optimized Range | Primary Effects on 316/316L Stainless Steel |
|---|---|---|
| Build Orientation | Choose vertical orientation for higher tensile strength; choose horizontal for better ductility and toughness. | Vertical builds improve strength; horizontal builds improve flexibility. |
| Scanning Strategy | Use 90° scan rotation to improve grain refinement, reduce residual stresses, and enhance mechanical properties. | Enhanced grain structure, reduced internal stresses, improved tensile strength, and fatigue resistance. |
| Preheating Temperature | Maintain preheating between 800–850 °C to minimize residual stress, reduce porosity, and improve ductility. | Better material consolidation, refined grain structure, and lower defect rates. |
| Hatch Spacing | Select narrower hatch spacing (0.1 mm) to enhance part density and minimize porosity; avoid wider spacing to prevent defects. | Reduces defects, increases density, improves fatigue resistance, and enhances surface quality. |
| Scanning Speed | Use 2800–4350 mm/s: Higher speeds minimize overheating but may reduce fusion; lower speeds improve fusion but increase defects. | Ensures proper fusion, reduces lack-of-fusion defects, and optimizes mechanical stability. |
| Beam Current | Set beam current to 15 mA for a balance between density, strength, and microstructural uniformity. | Maintains optimal energy input, ensuring fusion uniformity and consistent microstructure. |
| Layer Thickness | Use a layer thickness of 50–70 μm to maintain optimal surface finish, mechanical strength, and part density. | Provides better mechanical performance, prevents excessive roughness, and minimizes defects. |
| Beam Spot Size | Select a smaller beam spot size for better melt pool control and fine grain structure; use a larger spot for wider coverage but with reduced resolution. | Improves precision, reduces porosity, and enhances part resolution for high-performance applications. |
| Energy Density | Maintain energy density at ~64.28 J/mm3 to achieve maximum tensile strength, improved hardness, and reduced keyhole porosity. | Prevents microcracking, enhances part durability, and improves overall strength and hardness. |
| Vacuum Pressure | Increase helium (He) pressure from 10−3 to 10−2 mbar to reduce material evaporation while maintaining process efficiency. | Maintains alloy composition, reduces vaporization, and improves overall material integrity. |
| Parameter (Code + Description) | Ra,x (μm) | Ra,y (μm) | Rsk(μm) | Ref. |
|---|---|---|---|---|
| L-PBF: Baseline sample produced using laser powder bed fusion, without further treatment. | 10.20 ± 0.74 | 9.80 ± 0.82 | - | [149] |
| DEDo—1: directed energy deposition only, with high laser power and slower scanning speed. | 9.00 ± 0.12 | 5.60 ± 0.71 | - | [149] |
| DEDo—2: directed energy deposition only, with lower laser power compared to DEDo—1. | 8.30 ± 0.65 | 5.60 ± 0.78 | - | [149] |
| DED + LS—1a: directed energy deposition with laser scanning, high laser power and slower scanning. | 2.00 ± 0.35 | 4.00 ± 0.61 | - | [149] |
| DED + LS—1b: directed energy deposition with laser scanning, intermediate process parameters. | 2.30 ± 0.42 | 4.30 ± 0.54 | - | [149] |
| DED + LS—1c: directed energy deposition with laser scanning, lower laser power and moderate speed. | 2.10 ± 0.48 | 4.00 ± 0.68 | - | [149] |
| DED + LS—2a: directed energy deposition with laser scanning, low laser power and faster scanning speed. | 2.40 ± 0.22 | 4.40 ± 0.32 | - | [149] |
| DED + LS—2b: directed energy deposition with laser scanning, intermediate laser parameters. | 2.40 ± 0.28 | 4.20 ± 0.24 | - | [149] |
| DED + LS—2c: directed energy deposition with laser scanning, low laser power and moderate speed. | 2.30 ± 0.36 | 4.60 ± 0.41 | - | [149] |
| DED: Initial surface condition with high roughness. | 105.39 | - | - | [153] |
| DED + M1: Milled surface, smoother than initial, with visible tool marks. | 1.55 | - | 0.22 | [153] |
| DED + M1 + MAF(Vf200): Polished with MAF at a lower feed rate, reducing roughness further and improving surface smoothness. | 0.39 | - | −0.24 | [153] |
| DED + M1 + MAF(Vf1012): Polished with MAF at a higher feed rate, selectively smoothing surface peaks but less effective in overall reduction. | 1.1 | - | −0.20 | [153] |
| DED + M3 + G1: Ground surface with reduced roughness and removal of milling marks. | 1.16 | - | −0.44 | [153] |
| DED + M3 + G1 + MAF(Vf200): Further polished with MAF at a lower feed rate, achieving smoother results. | 0.67 | - | −0.96 | [153] |
| DED + M3 + G1 + MAF(Vf1012): Polished with MAF at a higher feed rate, reducing roughness but not as effectively as lower feed rates. | 0.59 | - | −0.52 | [153] |
| Parameter (Unit) | 316 L-AB | 316 L-G |
|---|---|---|
| Ra (Arithmetic Average Roughness, µm) | 2.8 ± 0.6 | 0.07 ± 0.04 |
| Rz (Maximum Height of Profile, µm) | 9.4 ± 1.5 | 0.36 ± 0.04 |
| Rpv (Peak-to-Valley Height, µm) | 17 ± 3 | 0.47 ± 0.12 |
| Rsk (Skewness) | −0.4 ± 0.8 | −0.24 ± 0.18 |
| Rku (Kurtosis) | 3.2 ± 0.7 | 2.7 ± 0.6 |
| Sdr (Developed Surface Area Ratio, %) | 7.2 ± 0.5 | 0.15 ± 0.02 |
| Lattice Strain (111, %) | 0.520 | 0.316 |
| Lattice Strain (200, %) | 0.725 | 0.400 |
| Lattice Strain (220, %) | 0.404 | 0.187 |
| Lattice Strain (311, %) | 0.406 | 0.235 |
| Lattice Strain (222, %) | 0.372 | 0.212 |
| Cube (Scanning Strategy) | Principal Stress Component | Stress Range (MPa) | Observation |
|---|---|---|---|
| (0–90°) | σmax | Top: −77 to 233 Side A: −50 to 635 Side B: −160 to 376 | Higher cooling rates lead to higher residual stresses on lateral surfaces. |
| σmin | Top: −164 to 165 Side A: −211 to 119 Side B: −243 to 165 | ||
| (0–67°) | σmax | Top: −172 to 133 Side A: −61 to 265 Side B: −179 to 278 | Lower cooling rates reduce residual stresses, especially on the top surface. |
| σmin | Top: −204 to 103 Side A: −139 to 118 Side B: −302 to 134 |
| Techniques | Failure Type | Defects | Refs. | ||
|---|---|---|---|---|---|
| Residual Stresses | Surface Roughness (Ra) | Porosity | |||
| DED | Formation of pores and weak metallurgical bonds | Typically exhibits tensile stresses caused by rapid cooling during manufacturing. | Ranges from 10 to 20 µm based on process parameters. | Achieves up to 99.6% density with optimal settings. | [153,155,156] |
| EBM | Cracking due to strain-aging effects | Lower stress levels are achieved due to elevated process temperatures. | Typically varies between 15 and 25 µm, influenced by powder size. | Porosity below 1% is achievable with careful parameter tuning. | [155,156,157] |
| SLM | Residual stress and fracture formation | Significant tensile stresses are common and usually require additional processing to reduce. | Falls within 5 to 15 µm depending on layer thickness and speed. | Less than 1% porosity is typically achieved when parameters are optimized. | [143,155,156,157] |
| Post-Processing Method | Mechanism/Technique | Impact on Defects | Effect on Surface Quality | Changes to Material Properties | Applications and Notes | Material |
|---|---|---|---|---|---|---|
| Chemical Polishing | Immersing parts in acidic or alkaline solutions, such as mixtures of phosphoric, nitric, and hydrochloric acids. | Cleans the surface by removing particles, contaminants, and debris, leaving a smooth and uniform finish. | Reduces surface roughness to approximately 5.2 μm. | Improves corrosion resistance and enhances the visual finish, making it suitable for applications requiring a polished surface. | Ideal for complex geometries, including internal channels where electrode placement is challenging. | 316 |
| Chemical Polishing | Using chemical baths to enhance smoothness and eliminate irregularities from internal and external surfaces. | Effectively removes micro-defects and imperfections in hard-to-reach areas. | Achieves roughness levels as low as 1.93 μm. | Enhances durability against environmental factors like corrosion, ensuring suitability for biomedical and industrial applications. | Particularly effective for intricate designs and parts with detailed internal features. | 316L |
| Electropolishing | Electrochemical removal of surface layers using acids like phosphoric and sulfuric, applied under controlled current. | Smoothens external surfaces by eliminating rough patches and defects, though access to internal regions can be limited. | Reduces roughness to around 2 µm on external faces. | Increases resistance to wear and fatigue, while improving aesthetic appeal and corrosion resistance. | Best suited for external surfaces due to limitations in reaching narrow or concealed areas. | 316L |
| Abrasive Flow Machining | Polishing by forcing abrasive-laden viscoelastic media through internal channels or over external surfaces. | Removes adhered powder and minor surface irregularities; limited effectiveness in areas where flow is restricted. | Achieves a fine finish with roughness as low as 0.4 µm. | Enhances mechanical properties like fatigue strength by minimizing stress concentrations. | Suitable for intricate geometries, such as cooling channels, but may damage thin walls if excessive pressure is applied. | 316L |
| Shot Peening | Surface treatment by bombarding the material with small, hard particles to introduce compressive stresses. | Minimizes surface flaws and micro-cracks but can lead to uneven finishes on intricate geometries. | Roughness remains at around 5.9 µm, depending on intensity. | Improves wear resistance and fatigue performance by inducing beneficial compressive stresses. | Primarily used for external surfaces; not well-suited for internal or complex geometries. | 316L |
| Laser Polishing | Using high-energy laser beams to melt and re-solidify surface layers for a smoother finish. | Eliminates surface asperities and reduces the prominence of peaks, though subsurface defects might remain. | Surface roughness decreases to around 2 µm. | Enhances surface hardness and wear resistance; improper use may lead to thermal damage. | Suitable for external surfaces; advanced robotic equipment may be required for complex shapes. | 316/316L |
| Tumbling/Vibratory Finishing | Mass finishing method involving abrasive media in vibrating or rotating equipment to polish large batches. | Effectively removes surface imperfections on external parts; struggles with sharp edges and tight spaces. | Reduces surface roughness from 40 µm to around 4 µm. | Improves the overall surface finish and fit of components, rounding edges and eliminating burrs. | Time-consuming process (up to 96 h) with significant abrasive media waste. | 316L |
| Ultrasonic Cavitation Abrasion | Uses ultrasonic waves in abrasive solutions to create cavitation bubbles that polish intricate surfaces. | Efficiently removes loose particles and surface imperfections, particularly in confined areas. | Reduces roughness by up to 20%, achieving around 3.8 µm. | Provides a polished finish without inducing stress or heat-related damage. | Ideal for internal features and small-scale geometries, such as micro-channels or narrow cavities. | 316L |
| Sample Type | Sample Description | Mechanical Properties | Shot Peening Passes | Surface Residual Stress (MPa) | Residual Stress at 200 µm Depth (MPa) | Observations |
|---|---|---|---|---|---|---|
| Reference (REF) Sample chosen by author for comparison analysis | Conventional Manufactured | -(UTS): 1200 MPa -Yield Strength (YS): 900 MPa -Hardness: ~250 HV -Ductility: 20% Elongation | Un-peened | ~0 | ~0 | Baseline condition with no residual stress. |
| 1 Pass | −565 | ~0 | Initial compressive stresses are induced at the surface. | |||
| 4 Passes | −657 | ~−300 | Increased depth and magnitude of compressive stress. | |||
| SSP (22 Passes) | −700 | ~−400 | Significant compressive stresses, enhancing fatigue life. | |||
| Additively Manufactured (AM) | 316L Stainless Steel (SLM) | -Ultimate Tensile Strength (UTS): 850 MPa -Yield Strength (YS): 650 MPa -Hardness: ~220 HV -Ductility: 30% Elongation | Un-peened | ~+200 (Tensile) | ~+100 (Tensile) | Tensile residual stresses were inherent in the as-built state. |
| 1 Pass | −550 | ~−250 | Moderate compressive stress induced at the surface. | |||
| 4 Passes | −700 | ~−300 | Substantial increase in compressive stresses. | |||
| SSP (22 Passes) | −750 | ~−600 | Deep compressive stresses with improved defect mitigation. |
| Heat Treatment Condition | Residual Stress (MPa) | Observations |
|---|---|---|
| As-printed | −248 ± 6 | Significant compressive residual stress is present in the as-built condition. |
| 400 °C × 4 h | −191.1 ± 14.5 | Moderate stress relief of 24%, retaining compressive stress. |
| 650 °C × 2 h | −90.5 ± 10.3 | Stress relief of 65% was achieved, associated with partial dislocation annihilation. |
| 1100 °C × 5 min | −18.9 ± 8.7 | Nearly complete stress relief (~90%) after rapid cooling. |
| 1100 °C × 30 min | Slightly reduced further | Minor further stress relief, with recrystallization and grain growth starting. |
| 1400 °C × 10 min | Minimal compressive stress | Further grain coarsening and δ-ferrite formation lead to changes in microstructure and properties. |
| Process | Orientation | Conditions | YS (MPa) | US (MPa) | ε (%) | Ref. |
|---|---|---|---|---|---|---|
| DED | - | As-built | 405–415 | 620–660 | 32–40 | [191] |
| DED | - | 1150 °C 2 h air-quenched | 325–355 | 600–620 | 42–43 | [191] |
| DED | - | As-built | - | 720 | 56 | [192] |
| DED | - | 1060 °C 1 h vacuum-treated | - | 605 | 78 | [192] |
| DED | Horizontal | As-built | 473.33 ± 4.10 | 665.00 ± 5.71 | 37.71 ± 1.63 | [193] |
| DED | Vertical | As-built | 387.00 ± 4.96 | 600.00 ± 4.54 | 36.67 ± 0.47 | [193] |
| DED | Horizontal | Heat-treated | 378.32 ± 3.57 | 632.67 ± 3.85 | 40.34 ± 1.49 | [193] |
| DED | Vertical | Heat-treated | 310.00 ± 4.54 | 566.67 ± 2.62 | 34.67 ± 3.29 | [193] |
| SLM | Vertical | 316L AF | 427 ± 8 | 522 ± 5 | 15 ± 2 | [25] |
| SLM | Horizontal | 316L AF | 406 ± 20 | 510 ± 4 | 18 ± 1 | [25] |
| SLM | Horizontal | SLM-HIP densified 1150 °C × 3 h | 201 ± 4 | 428 ± 13 | 38 ± 6 | [25] |
| SLM | Vertical | 316L AF | 590 ± 17 | 705 ± 15 | 44 ± 7 | [25] |
| SLM | - | SLM + solution annealing 1095 °C × 1 h | 375 ± 11 | 635 ± 17 | 51 ± 3 | [25] |
| SLM | Vertical | 316L AF vertical | 500 | 600.2 ± 2.2 | 55 ± 2.5 | [25] |
| SLM | Vertical | SLM + stress-relief 650 °C × 2 h | 475 | 617.9 ± 1.4 | 54.1 ± 1.6 | [25] |
| SLM | Vertical | SLM + HIP densified 1150 °C × 3 h | 375 | 586.6 ± 2.4 | 64.5 ± 2.9 | [25] |
| SLM | Horizontal | SLM + stress–relief 388 °C × 4 h | 496 | 717 | 28 | [25] |
| SLM | SLM + solution annealing 1050 °C × 2 h | 424 ± 8 | 673 ± 13 | 44 ± 3 | [25] | |
| SLM | - | SLM + solution annealing 1200 °C × 2 h | 416 ± 9 | 684 ± 16 | 52 ± 3 | [25] |
| SLM | - | As-printed | 400.3 ± 3.1 | 572.8 ± 6.0 | 45.5 ± 0.3 | [25] |
| SLM | - | 400 °C × 4 h | 418.3 ± 2.2 | 574.8 ± 0.7 | 45.8 ± 1.6 | [25] |
| SLM | - | 650 °C × 2 h | 365.8 ± 2.0 | 550.5 ± 2.0 | 38.1 ± 0.9 | [25] |
| SLM | - | 800 °C × 2 h | 327.3 ± 2.2 | 536.7 ± 5.5 | 32.5 ± 1.6 | [25] |
| SLM | - | 1100 °C × 5 min | 311.9 ± 2.5 | 554.6 ± 4.6 | 57.5 ± 2.0 | [25] |
| SLM | - | 1100 °C × 30 min | 307.8 ± 3.0 | 546.1 ± 2.3 | 51.5 ± 1.3 | [25] |
| SLM | - | 1100 °C × 8 h | 293.5 ± 7.6 | 558.8 ± 2.3 | 50.5 ± 0.6 | [25] |
| SLM | - | 1400 °C × 10 min | 232 ± 2.7 | 535.3 ± 2.2 | 43.3 ± 0.2 | [25] |
| EBM | Horizontal | As built | 334.2 ± 15.5 | 571.8 ± 19.3 | 29.3 ± 5.2 | [97] |
| EBM | Horizontal | As built | 342.9 ± 22.8 | 436.5 ± 23.2 | 9.6 ± 2.3 | [97] |
| EBM | Vertical | As built | 395.8 ± 9.0 | 651.7 ± 8.5 | 30.6 ± 3.0 | [97] |
| EBM | Vertical | As built | 315.7 ± 10.0 | 580.2 ± 6.8 | 35.2 ± 2.3 | [97] |
| EBM | - | Preheat the build plate up to 820 °C Build temp (830–700 °C) | 253 ± 3 | 509 ± 5 | 59 ± 3 | [39] |
| EBM | - | (Test performed at ET of 250 °C) | 152 ± 3 | 386 ± 3 | 46 ± 3 | [39] |
| CAST | - | - | 262 | 552 | 55 | [153] |
| WROUGHT | - | - | 170 | 480 | 40 | [40] |
| Processing Conditions & Techniques | Grain Size (γ) (μm) | Aspect Ratio | Dislocation Cell Size (nm) | Inclusion Diameter (nm) | Phases Present | Microstructure Observations | Ref. |
|---|---|---|---|---|---|---|---|
| As-built (SLM) | 14.8 ± 0.4 | 3.50 ± 0.07 | 466.4 ± 18.7 | 36.9 ± 1.3 (~0.37 vol%) | γ | - | [25] |
| 400 °C × 4 h (SLM) | Not Changed | Not Changed | 477.2 ± 20.3 | Not Changed | γ | - | [25] |
| 650 °C × 2 h (SLM) | Mostly Unchanged | Mostly Unchanged | 505.4 ± 21.5 | Mostly Unchanged | γ + σ | - | [25] |
| 800 °C × 2 h (SLM) | - | - | 535.6 ± 18.5 | - | γ + ~0.11 vol% σ | - | [25] |
| 1100 °C × 5 min (SLM) | 14.6 ± 0.8 | 3.40 ± 0.07 | Gradually Dispersed | 52.6 ± 2.2 | γ | - | [25] |
| 1100 °C × 30 min (SLM) | 17.9 ± 0.9 | 3.30 ± 0.07 | Gradually Dispersed | 54.8 ± 2.0 | γ | - | [25] |
| 1100 °C × 8 h (SLM) | 33.1 ± 1.5 | 2.23 ± 0.03 | Mostly Dispersed | 87.9 ± 4.2 (~1.5 vol%) | γ + δ | - | [25] |
| 1400 °C × 10 min (SLM) | 32.7 ± 1.2 | 2.03 ± 0.03 | Mostly Dispersed | Significant Coarsening | γ + ~13 vol% δ | - | [25] |
| As-built (DED) | 87 ± 5 | - | - | - | γ | Columnar grains observed, epitaxial grain growth, finer grains at the interface | [196] |
| 650 °C for 2 h (annealed) HT1 (DED) | 73 ± 3 | - | - | - | γ + ferrite phase | Epitaxial grain growth; misplaced cell structures noticed | [196] |
|
650 °C for 6 h (annealed) HT2 (DED) | 65 ± 3 | - | - | - | γ + ferrite phase | Higher epitaxial grain growth than HT1; misplaced cell structures noticed | [196] |
| (Annealed) 1150 °C for 2 h, HT3 (DED) | 35 ± 2 | - | - | - | γ + ferrite phase | epitaxial grain growth, equiaxed grains, Complete modification of cell structure; reduced yield strength | [196] |
| (Annealed) 1150 °C for 4 h + 1066 °C for 1 h, HT4 (DED) | 22 ± 3 | - | - | - | γ + ferrite phase | Equiaxed grains and coarsened grains compared to HT3 due to prolonged exposure. | [196] |
| (650 °C for 2 h and 650 °C for 6 h) Interface Area of PBF and DED where the substrate was PBF fabricated | Finer grains | - | - | - | γ + ferrite phase | Good metallurgical bond between DED and PBF; equiaxed grains dominate | [196] |
| DED annealed Zone area, 1150 °C for 4 h + 1066 °C for 1 h | Larger grains | - | - | - | γ | Grain coarsening was observed in the DED portion due to prolonged heat treatment. | [196] |
| PBF Zone for 1150 °C for 4 h + 1066 °C for 1 h (DED) | Coarse large grains | - | - | - | γ | Sluggish recrystallization kinetics observed due to particle coarsening | [196] |
| As-built (Hybrid additive/subtractive process) (DED) | - | - | - | - | γ Matrix + δ + σ | Strip morphology of δ- and σ-phases; uniform microstructure | [194] |
| 950 °C/3 min/Water Quench (WQ) (DED) | - | - | - | - | γ + δ + σ | Vermicular morphology of δ- and σ-phases; partial spheroidization of σ-phase | [194] |
| 1000 °C/3 min/WQ (DED) | - | - | - | - | γ + δ + σ | Slight reduction in the σ-phase within γ matrix | [194] |
| 1050 °C/3 min/WQ (DED) | - | - | - | - | γ + δ | σ-phase replaced by γ matrix; δ-phase partially spheroidized | [194] |
| 1150 °C/3 min/WQ (DED) | - | - | - | - | γ + δ | Σ-phase fully dissolved; δ-phase significantly decreased | [194] |
| 1150 °C/30 min/WQ (DED) | - | - | - | - | γ | Fully austenitic microstructure achieved; grain coarsening observed | [194] |
| As-built (Fracture Surface) (DED) | - | - | - | - | - | Ductile fracture with fibrous appearance; small dimples with inhomogeneous distribution | [194] |
| 1050 °C/3 min (Fracture Surface) (DED) | - | - | - | - | - | Deep dimples of large size; increased crack propagation resistance | [194] |
| 820 °C Preheating of the build plate, Build Temp was (830–700 °C.) (EBM) | Upto 300 μm, with subgrains 1 and 9 μm | - | - | - | γ + δ | hierarchical microstructure, where pure austenite with less than 0.1% ferrite | [39] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aziz, U.; McAfee, M.; Manolakis, I.; Timmons, N.; Tormey, D. A Review of Optimization of Additively Manufactured 316/316L Stainless Steel Process Parameters, Post-Processing Strategies, and Defect Mitigation. Materials 2025, 18, 2870. https://doi.org/10.3390/ma18122870
Aziz U, McAfee M, Manolakis I, Timmons N, Tormey D. A Review of Optimization of Additively Manufactured 316/316L Stainless Steel Process Parameters, Post-Processing Strategies, and Defect Mitigation. Materials. 2025; 18(12):2870. https://doi.org/10.3390/ma18122870
Chicago/Turabian StyleAziz, Usman, Marion McAfee, Ioannis Manolakis, Nick Timmons, and David Tormey. 2025. "A Review of Optimization of Additively Manufactured 316/316L Stainless Steel Process Parameters, Post-Processing Strategies, and Defect Mitigation" Materials 18, no. 12: 2870. https://doi.org/10.3390/ma18122870
APA StyleAziz, U., McAfee, M., Manolakis, I., Timmons, N., & Tormey, D. (2025). A Review of Optimization of Additively Manufactured 316/316L Stainless Steel Process Parameters, Post-Processing Strategies, and Defect Mitigation. Materials, 18(12), 2870. https://doi.org/10.3390/ma18122870