


The Influence of Cr2N Addition and Ni/Mn Ratio Variation on Mechanical and Corrosion Properties of HIP-Sintered 316L Stainless Steel

Abstract
1. Introduction
2. Experimental Procedures
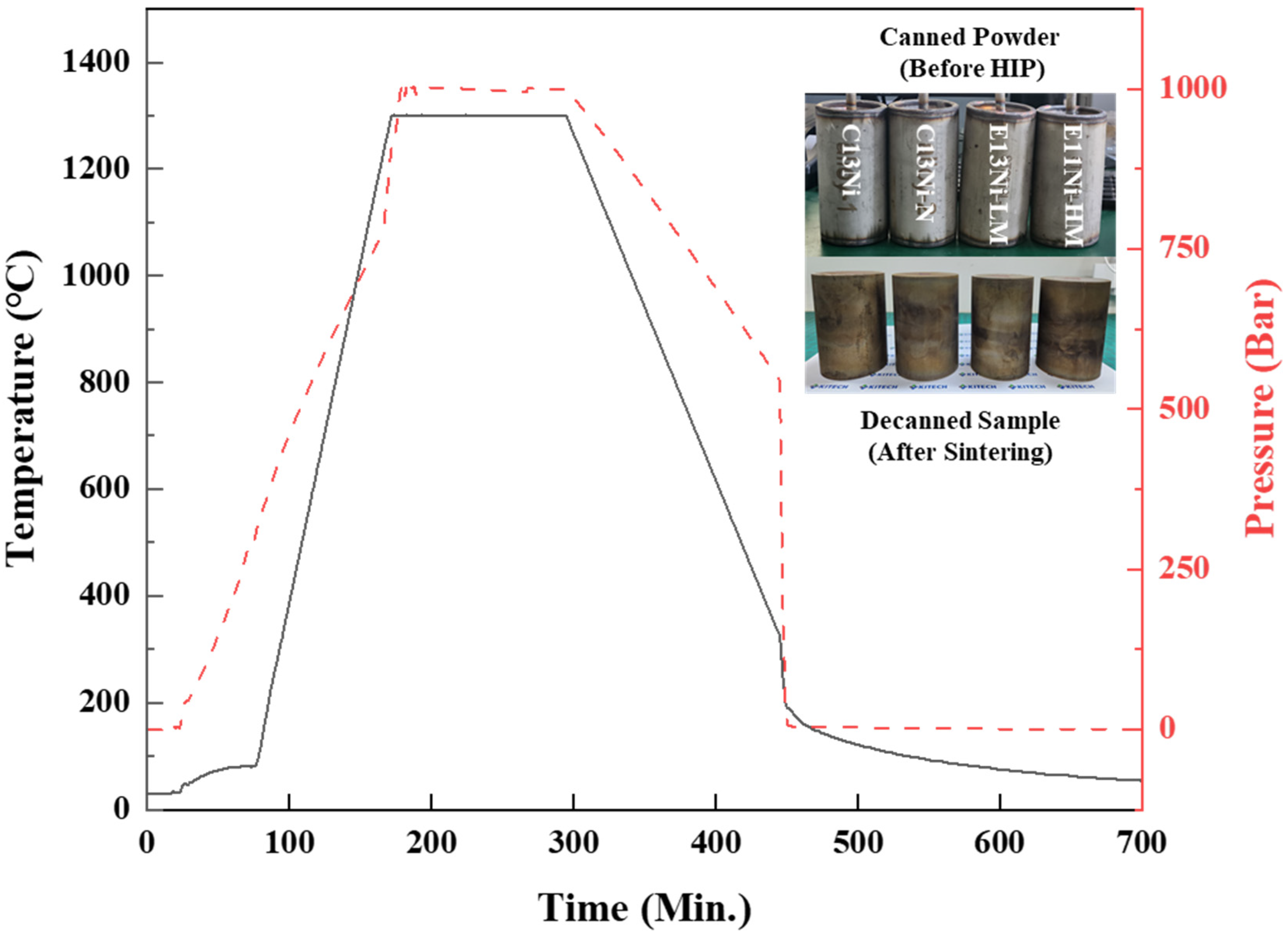
2.1. Alloy Design and HIP
2.2. Characterization Methods
3. Results and Discussion
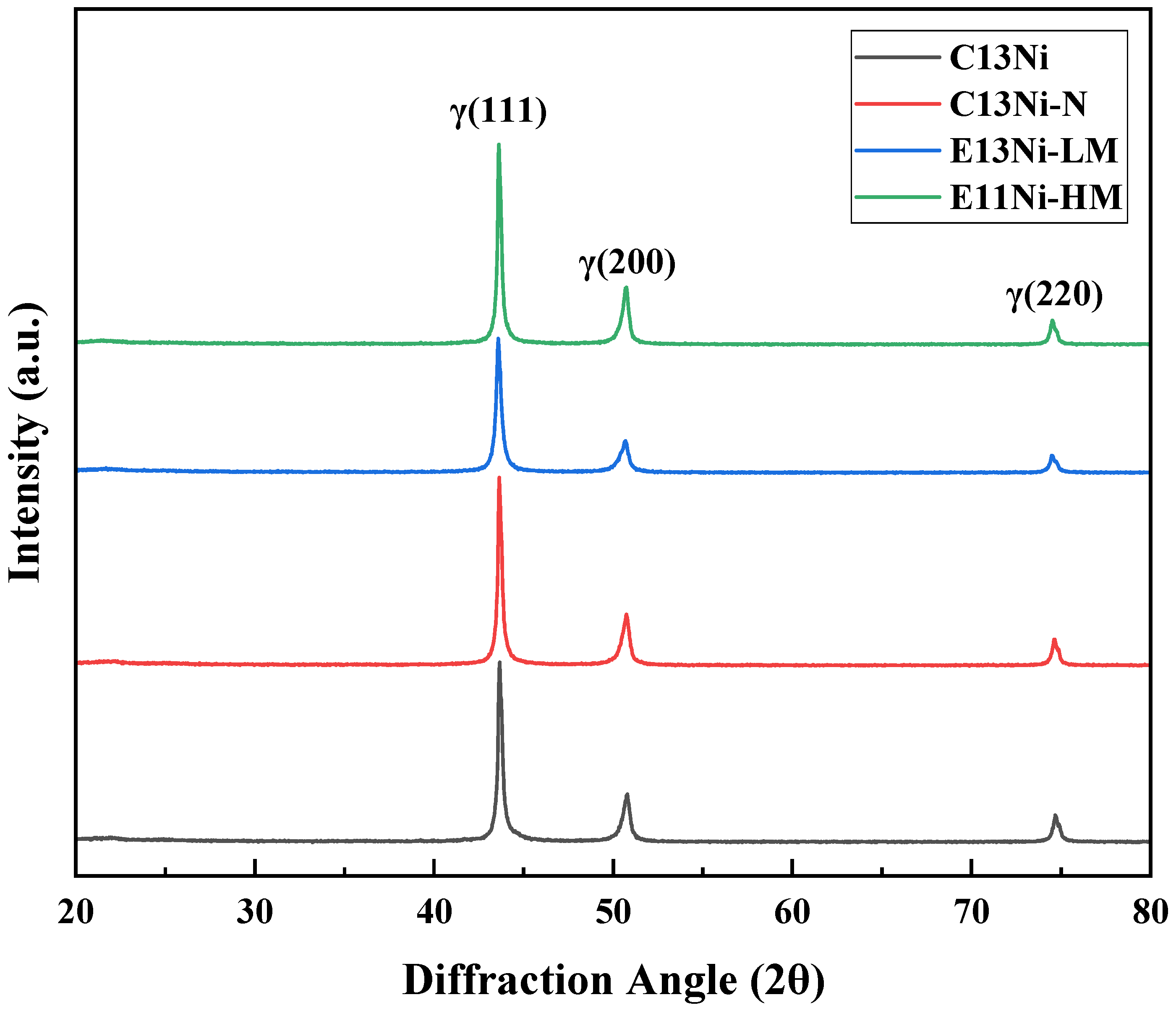
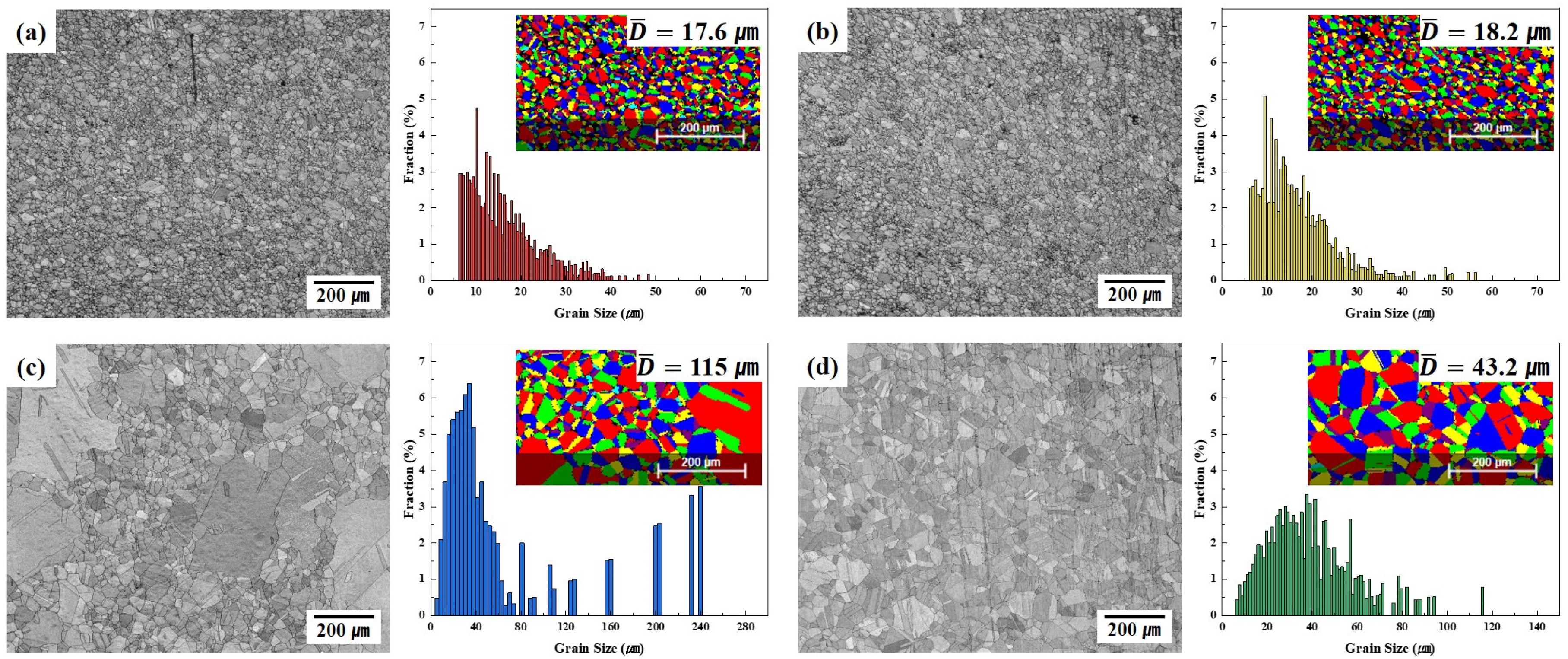
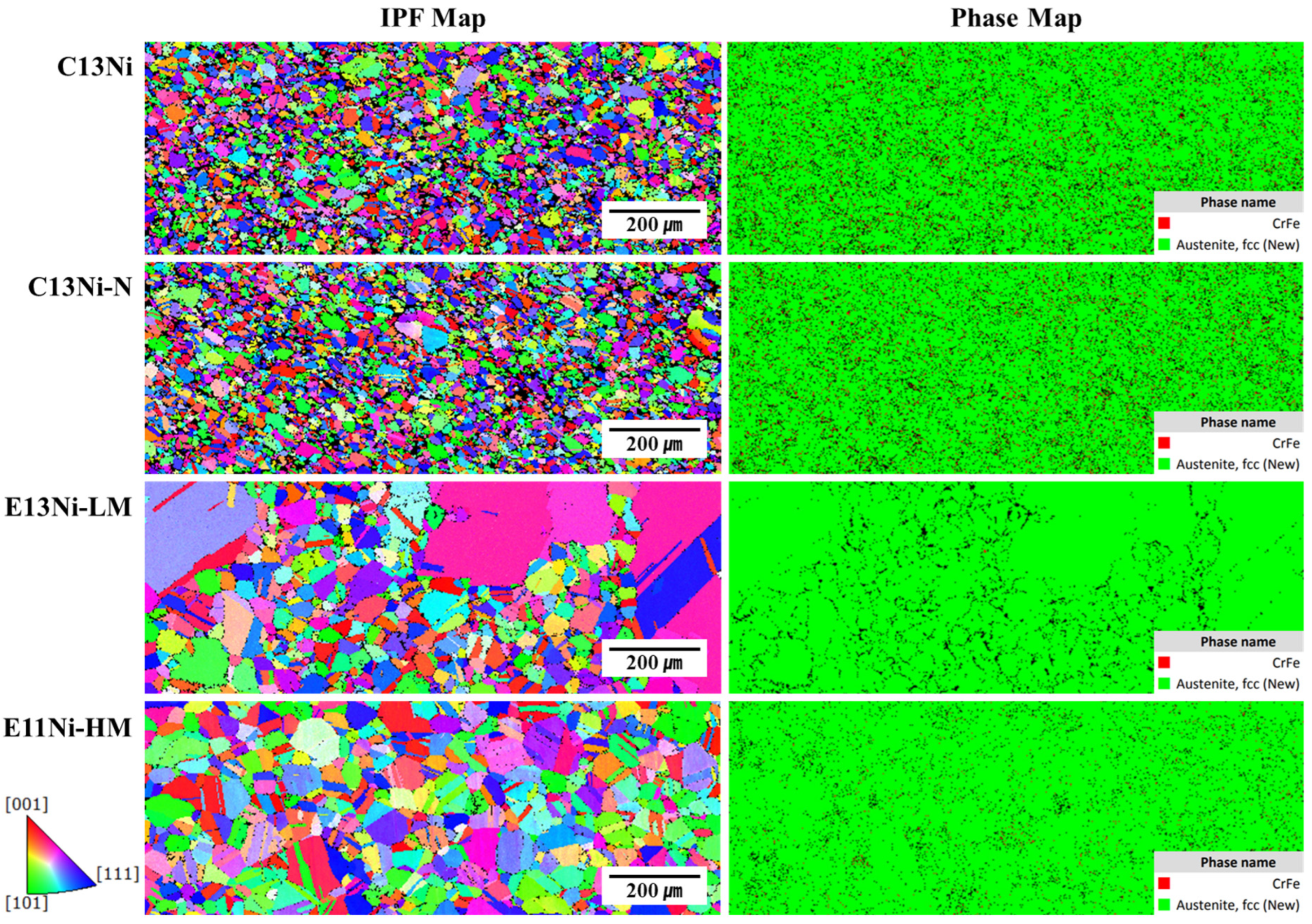
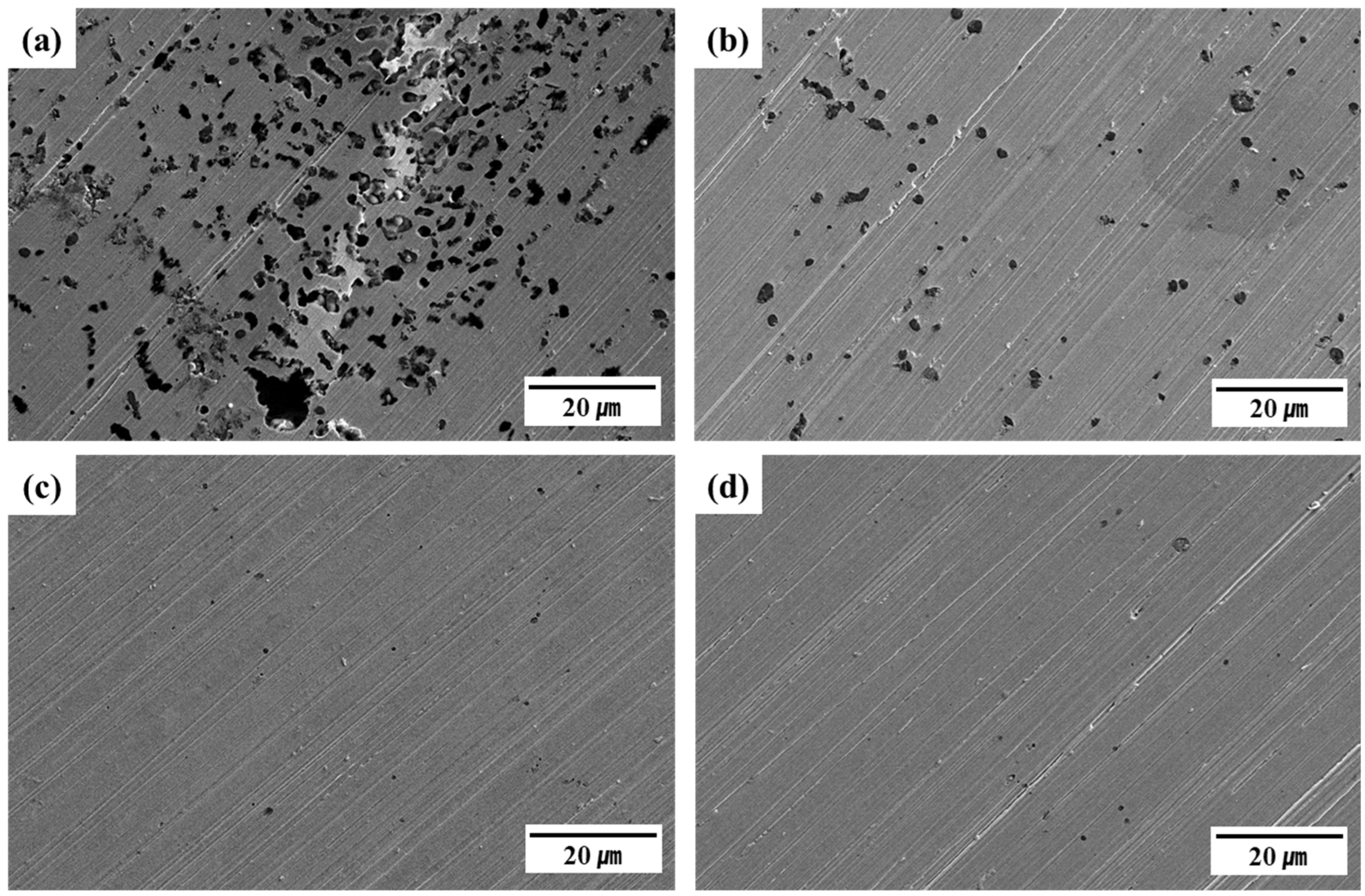
3.1. Chemical Composition and Microstructural Characterization
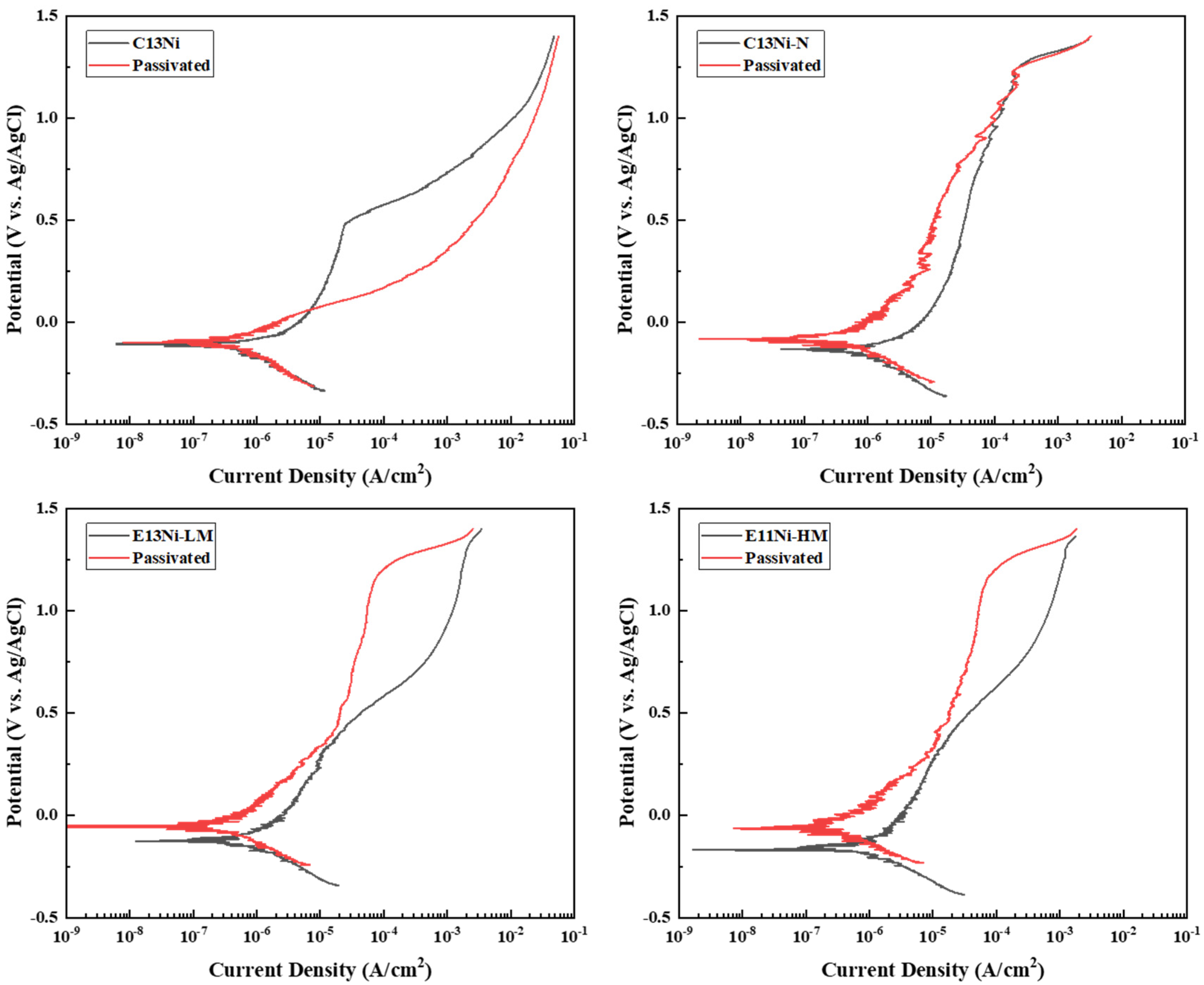
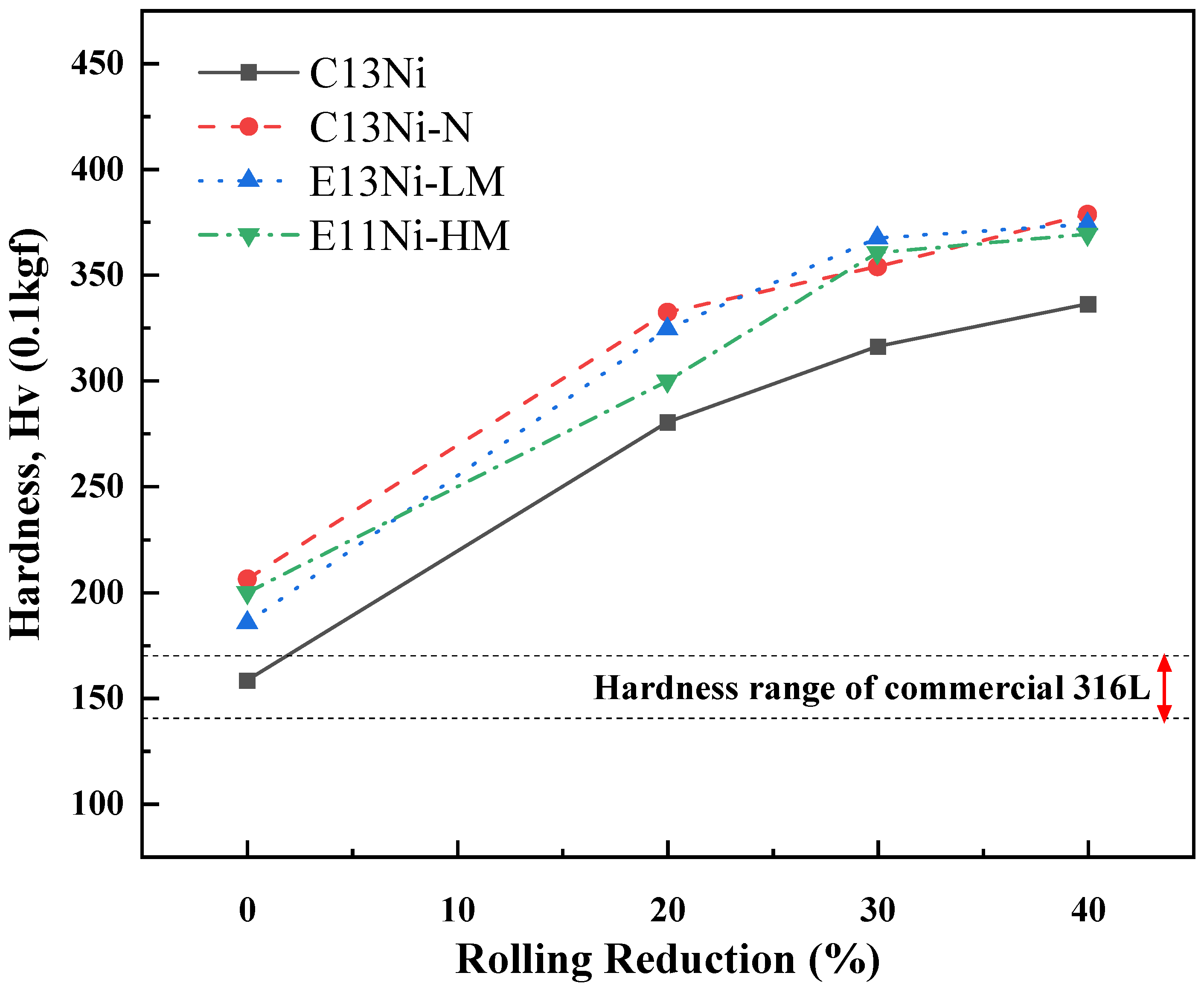
3.2. Corrosion Resistance and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Michler, T. Austenitic stainless steels. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016; p. 1. [Google Scholar]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R: Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Ivanov, S.; Mendagaliev, R.; Samoilov, S.; Akhmedianov, A.; Lebedeva, N.; Udin, I.; Turichin, G. Temperature dependence of tensile mechanical properties and work hardening behavior in direct laser deposited austenitic stainless steel 316L. Mater. Today Commun. 2024, 39, 108613. [Google Scholar] [CrossRef]
- Li, D.; Liu, Q.; Wang, W.; Jin, L.; Xiao, H. Corrosion behavior of AISI 316L stainless steel used as inner lining of bimetallic pipe in a seawater environment. Materials 2021, 14, 1539. [Google Scholar] [CrossRef]
- Khaleghifar, F.; Razeghi, K.; Heidarzadeh, A.; Taherzadeh Mousavian, R. Effect of hydrogen on the tensile behavior of austenitic stainless steels 316L produced by laser-powder bed fusion. Metals 2021, 11, 586. [Google Scholar] [CrossRef]
- Panda, B.; Sujata, M.; Madan, M.; Bhaumik, S.K. Stress corrosion cracking in 316L stainless steel bellows of a pressure safety valve. Eng. Fail. Anal. 2014, 36, 379–389. [Google Scholar] [CrossRef]
- Tsao, T.K.; Yeh, A.C.; Kuo, C.M.; Kakehi, K.; Murakami, H.; Yeh, J.W.; Jian, S.R. The high temperature tensile and creep behaviors of high entropy superalloy. Sci. Rep. 2017, 7, 12658. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Zhao, M.; Rong, L. Overview of hydrogen-resistant alloys for high-pressure hydrogen environment: On the hydrogen energy structural materials. Clean Energy 2023, 7, 99–115. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, Y.; Kim, D.; Kim, S.; Nam, W.; Choe, H. Effects of hydrogen diffusion on the mechanical properties of austenite 316L steel at ambient temperature. Mater. Trans. 2011, 52, 507–513. [Google Scholar] [CrossRef]
- Liang, X.Z.; Zhao, G.H.; Dodge, M.F.; Lee, T.L.; Dong, H.B.; Rivera-Díaz-del-Castillo, P.E. Hydrogen embrittlement in super duplex stainless steels. Materialia 2020, 9, 100524. [Google Scholar] [CrossRef]
- Kumar, N.; Shaik, G.P.; Pandurangan, S.; Khalkho, B.; Neelakantan, L.; Chetty, R. Corrosion characteristics and fuel cell performance of a cost-effective high Mn–Low Ni austenitic stainless steel as an alternative to SS 316L bipolar plate. Int. J. Energy Res. 2020, 44, 6804–6818. [Google Scholar] [CrossRef]
- Lee, C.; Lee, Y.; Lee, C.; Hong, S. Possibility of Mn substitution of Ni through evaluation of mechanical properties and corrosion resistance in superaustenitic stainless steel weld metal. Mater. Sci. Eng. A 2018, 733, 16–23. [Google Scholar] [CrossRef]
- Oshima, T.; Habara, Y.; Kuroda, K. Efforts to save nickel in austenitic stainless steels. Isij Int. 2007, 47, 359–364. [Google Scholar] [CrossRef]
- Dai, H.; Shi, S.; Guo, C.; Chen, X. Stress corrosion cracking behavior of 316L SS in HF vapor environment based on corrosion degradation as a precursor. Corros. Sci. 2022, 208, 110615. [Google Scholar] [CrossRef]
- Lucas, T.; Forsström, A.; Saukkonen, T.; Ballinger, R.; Hänninen, H. Effects of thermal aging on material properties, stress corrosion cracking, and fracture toughness of AISI 316L weld metal. Metall. Mater. Trans. A 2016, 47, 3956–3970. [Google Scholar] [CrossRef]
- Saravanan, P.; Govindaraj, Y.; Khalkho, B.; Srikanth, S.; Kumar, V.; Neelakantan, L. Mechanical properties and corrosion behaviour of developed high nitrogen high manganese stainless steels. Mater. Und Werkst. 2023, 54, 615–626. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Z.; Wang, W.; Ma, B. Effect of nitrogen content on mechanical properties of 316L (N) austenitic stainless steel. Mater. Sci. Eng. A 2023, 884, 145549. [Google Scholar] [CrossRef]
- Talha, M.; Behera, C.K.; Sinha, O.P. A review on nickel-free nitrogen containing austenitic stainless steels for biomedical applications. Mater. Sci. Eng. C 2013, 33, 3563–3575. [Google Scholar] [CrossRef]
- Ma, M.T.; Li, K.J.; Si, Y.; Cao, P.J.; Lu, H.Z.; Guo, A.M.; Wang, G.D. Hydrogen embrittlement of advanced high-strength steel for automobile application: A review. Acta Metall. Sin. (Engl. Lett.) 2023, 36, 1144–1158. [Google Scholar] [CrossRef]
- Laureys, A.; Depraetere, R.; Cauwels, M.; Depover, T.; Hertelé, S.; Verbeken, K. Use of existing steel pipeline infrastructure for gaseous hydrogen storage and transport: A review of factors affecting hydrogen induced degradation. J. Nat. Gas Sci. Eng. 2022, 101, 104534. [Google Scholar] [CrossRef]
- Li, H.; Cao, X.; Liu, Y.; Shao, Y.; Nan, Z.; Teng, L.; Peng, W.; Bian, J. Safety of hydrogen storage and transportation: An overview on mechanisms, techniques, and challenges. Energy Rep. 2022, 8, 6258–6269. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, Y.; Wang, W.; Lu, K.; Yang, H.; Zhu, W. Failure pressure analysis of hydrogen storage pipeline under low temperature and high pressure. Int. J. Hydrog. Energy 2020, 45, 23142–23150.2. [Google Scholar] [CrossRef]
- Chatzidouros, E.V.; Traidia, A.; Devarapalli, R.S.; Pantelis, D.I.; Steriotis, T.A.; Jouiad, M. Fracture toughness properties of HIC susceptible carbon steels in sour service conditions. Int. J. Hydrog. Energy 2019, 44, 22050–22063. [Google Scholar] [CrossRef]
- Fu, L.; Fang, H. Formation criterion of hydrogen-induced cracking in steel based on fracture mechanics. Metals 2018, 8, 940. [Google Scholar] [CrossRef]
- Nishida, H.; Ogawa, Y.; Tsuzaki, K. Chemical composition dependence of the strength and ductility enhancement by solute hydrogen in Fe–Cr–Ni-based austenitic alloys. Mater. Sci. Eng. A 2022, 836, 142681. [Google Scholar] [CrossRef]
- Koyama, M.; Tasan, C.C.; Tsuzaki, K. Overview of metastability and compositional complexity effects for hydrogen-resistant iron alloys: Inverse austenite stability effects. Eng. Fract. Mech. 2019, 214, 123–133. [Google Scholar] [CrossRef]
- Takaki, S.; Nanba, S.; Imakawa, K.; Macadre, A.; Yamabe, J.; Matsunaga, H.; Matsuoka, S. Determination of hydrogen compatibility for solution-treated austenitic stainless steels based on a newly proposed nickel-equivalent equation. Int. J. Hydrog. Energy 2016, 41, 15095–15100. [Google Scholar] [CrossRef]
- Evangeline, A.; Sathiya, P. Dissimilar cladding of Ni–Cr–Mo superalloy over 316L austenitic stainless steel: Morphologies and mechanical properties. Met. Mater. Int. 2021, 27, 1155–1172. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.; Liu, E.; Tor, S.B. Process parameter optimization and mechanical properties for additively manufactured stainless steel 316L parts by selective electron beam melting. Mater. Des. 2018, 147, 157–166. [Google Scholar] [CrossRef]
- Mao, L.Y.; Luo, Z.A.; Huang, C.; Zhang, X.M. Hydrogen embrittlement behavior in interstitial Mn–N austenitic stainless steel. Int. J. Hydrog. Energy 2022, 47, 36716–36732. [Google Scholar] [CrossRef]
- Kang, J.H.; Noh, H.S.; Kim, K.M.; Lee, S.C.; Kim, S.J. Modified Ni equivalent for evaluating hydrogen susceptibility of Cr-Ni based austenitic stainless steels. J. Alloys Compd. 2017, 696, 869–874. [Google Scholar] [CrossRef]
- Pasang, T.; Budiman, A.S.; Wang, J.C.; Jiang, C.P.; Boyer, R.; Williams, J.; Misiolek, W.Z. Additive manufacturing of titanium alloys–Enabling re-manufacturing of aerospace and biomedical components. Microelectron. Eng. 2023, 270, 111935. [Google Scholar] [CrossRef]
- Boyer, R.R.; Williams, J.C.; Wu, X.; Clark, L.P. A realistic approach for qualification of PM applications in the aerospace industry. In Titanium Powder Metallurgy, Butterworth-Heinemann; Elsevier: Amsterdam, The Netherlands, 2015; pp. 497–514. [Google Scholar]
- Bandar, A.M. Powder metallurgy of stainless steel: State of the art, challenges and development. In Stainless Steel; Pramanik, A., Basak, A.K., Eds.; Nova Science Publishers: Jubail, Saudi Arabia, 2015; pp. 37–80. [Google Scholar]
- Grech, I.S.; Sullivan, J.H.; Lancaster, R.J.; Plummer, J.; Lavery, N.P. The optimisation of hot isostatic pressing treatments for enhanced mechanical and corrosion performance of stainless steel 316L produced by laser powder bed fusion. Addit. Manuf. 2022, 58, 103072. [Google Scholar]
- Cooper, A.J.; Brayshaw, W.J.; Sherry, A.H. Tensile fracture behavior of 316L austenitic stainless steel manufactured by hot isostatic pressing. Metall. Mater. Trans. A 2018, 49, 1579–1591. [Google Scholar] [CrossRef]
- Geenen, K.; Röttger, A.; Theisen, W. Corrosion behavior of 316L austenitic steel processed by selective laser melting, hot-isostatic pressing, and casting. Mater. Corros. 2017, 68, 764–775. [Google Scholar] [CrossRef]
- ASTM G5-14; Standard Reference Test Method for Making Potentiodynamic Anodic Polarization Measurements. ASTM: West Conshohocken, PA, USA, 2021.
- ASTM G61-86; Standard Test Method for Conducting Cyclic Potentiodynamic Polarization Measurements for Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based Alloys. ASTM: West Conshohocken, PA, USA, 2018.
- Alsarraf, J. Hydrogen Embrittlement Susceptibility of Super Duplex Stainless Steels. Ph.D. Thesis, Cranfield University, Cranfield, UK, 2010. [Google Scholar]
- Lorenz, K.; Medawar, G. Über das Korrosionsverhalten austenitischer Chrom-Nickel-(Molybdän-) Stähle mit und ohne Stickstoffzusatz unter besonderer Berücksichtigung ihrer Beanspruchbarkeit in chloridhaltigen Lösungen. Thyssenforschung 1969, 1, 97–108. [Google Scholar]
- Mao, L.Y.; Luo, Z.A.; Huang, C.; Wang, Y.Q.; Duan, R.H.; Zhang, X.M. Effects of grain boundary character distribution on hydrogen-induced cracks initiation and propagation at different strain rates in a nickel-saving and high-nitrogen austenitic stainless steel. Mater. Sci. Eng. A 2023, 862, 144509. [Google Scholar] [CrossRef]
- Muñoz, A.I.; Antón, J.G.; Nuévalos, S.L.; Guiñón, J.L.; Herranz, V.P. Corrosion studies of austenitic and duplex stainless steels in aqueous lithium bromide solution at different temperatures. Corros. Sci. 2004, 46, 2955–2974. [Google Scholar] [CrossRef]
- Prasad, M.R.; Gao, S.; Vajragupta, N.; Hartmaier, A. Influence of trapped gas on pore healing under hot isostatic pressing in nickel-base superalloys. Crystals 2020, 10, 1147. [Google Scholar] [CrossRef]
- Xu, D.; Wan, X.; Yu, J.; Xu, G.; Li, G. Effect of cold deformation on microstructures and mechanical properties of austenitic stainless steel. Metals 2018, 8, 522. [Google Scholar] [CrossRef]
- Yongqiang, W.; Hao, S.; Na, L.; Yanhao, X.; Hemin, J. Effect of sigma phase precipitation on the pitting corrosion mechanism of duplex stainless steels. Int. J. Electrochem. Sci. 2018, 13, 9868–9880. [Google Scholar] [CrossRef]
- Cupertino-Malheiros, L.; Duportal, M.; Hageman, T.; Zafra, A.; Martínez-Pañeda, E. Hydrogen uptake kinetics of cathodic polarized metals in aqueous electrolytes. Corros. Sci. 2024, 231, 111959. [Google Scholar] [CrossRef]
- Alexander, C.L.; Liu, C.; Alshanoon, A.; Katona, R.M.; Kelly, R.G.; Carpenter, J.; Bryan, C.; Schindelholz, E. Oxygen reduction on stainless steel in concentrated chloride media. J. Electrochem. Soc. 2018, 165, C869. [Google Scholar] [CrossRef]
- Sriba, A.; Vogt, J.B.; Amara, S.E. Microstructure, micro-hardness and impact toughness of welded austenitic stainless steel 316L. Trans. Indian Inst. Met. 2018, 71, 2303–2314. [Google Scholar] [CrossRef]
- Davis, J.R. (Ed.) ASM Specialty Handbook: Stainless Steels; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Elements (wt.%) | Ni_eq | ||||||
|---|---|---|---|---|---|---|---|---|
| Ni | C | Si | Mn | Cr | Mo | N | ||
| C13Ni | 13.05 | 0.02 | 0.90 | 0.04 | 17.10 | 2.35 | - | 27.02 |
| C13Ni-N | 13.05 | 0.02 | 0.90 | 0.04 | 18.30 | 2.35 | 0.10 | 31.23 |
| E13Ni-LM | 13.30 | 0.02 | 0.50 | 1.70 | 17.70 | 2.70 | - | 29.63 |
| E11Ni-HM | 11.30 | 0.02 | 0.50 | 3.70 | 17.70 | 2.70 | - | 29.76 |
| Sample | Elements (wt.%) | Ni_eq | PREN | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Ni | C | Si | Mn | Cr | Mo | N | |||
| C13Ni | 13.29 | 0.06 | 0.99 | 0.07 | 18.29 | 2.29 | - | 28.60 | 25.85 |
| C13Ni-N | 13.01 | 0.07 | 0.99 | 0.08 | 19.30 | 2.12 | 0.09 | 31.97 | 27.74 |
| E13Ni-LM | 13.07 | 0.04 | 0.41 | 1.73 | 20.93 | 2.98 | - | 32.06 | 30.76 |
| E11Ni-HM | 11.34 | 0.04 | 0.40 | 2.94 | 21.82 | 2.89 | - | 32.09 | 31.36 |
| Ecorr (mV vs. Ag/AgCl) | Icorr (μA/cm2) | Epit (mV vs. Ag/AgCl) | ||||
|---|---|---|---|---|---|---|
| As-Prepared | Passivated | As-Prepared | Passivated | As-Prepared | Passivated | |
| C13Ni | −109 | −100 | 0.519 | 0.631 | 479 | 48 |
| C13Ni-N | −134 | −83 | 0.867 | 0.510 | 1227 | 1219 |
| E13Ni-LM | −128 | −53 | 0.872 | 0.348 | 407 | 1170 |
| E11Ni-HM | −172 | −63 | 0.131 | 0.326 | 424 | 1160 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, M.; Kim, H.; Son, S.-W.; Ahn, J. The Influence of Cr2N Addition and Ni/Mn Ratio Variation on Mechanical and Corrosion Properties of HIP-Sintered 316L Stainless Steel. Materials 2025, 18, 2722. https://doi.org/10.3390/ma18122722
Lee M, Kim H, Son S-W, Ahn J. The Influence of Cr2N Addition and Ni/Mn Ratio Variation on Mechanical and Corrosion Properties of HIP-Sintered 316L Stainless Steel. Materials. 2025; 18(12):2722. https://doi.org/10.3390/ma18122722
Chicago/Turabian StyleLee, Minsu, Hohyeong Kim, Seok-Won Son, and Jinho Ahn. 2025. "The Influence of Cr2N Addition and Ni/Mn Ratio Variation on Mechanical and Corrosion Properties of HIP-Sintered 316L Stainless Steel" Materials 18, no. 12: 2722. https://doi.org/10.3390/ma18122722
APA StyleLee, M., Kim, H., Son, S.-W., & Ahn, J. (2025). The Influence of Cr2N Addition and Ni/Mn Ratio Variation on Mechanical and Corrosion Properties of HIP-Sintered 316L Stainless Steel. Materials, 18(12), 2722. https://doi.org/10.3390/ma18122722