
Martensitic Transformation Mechanism In Situ Observation for the Simulated Coarse-Grained Heat-Affected Zone of DP1180 Steel

 and
and
Abstract
1. Introduction
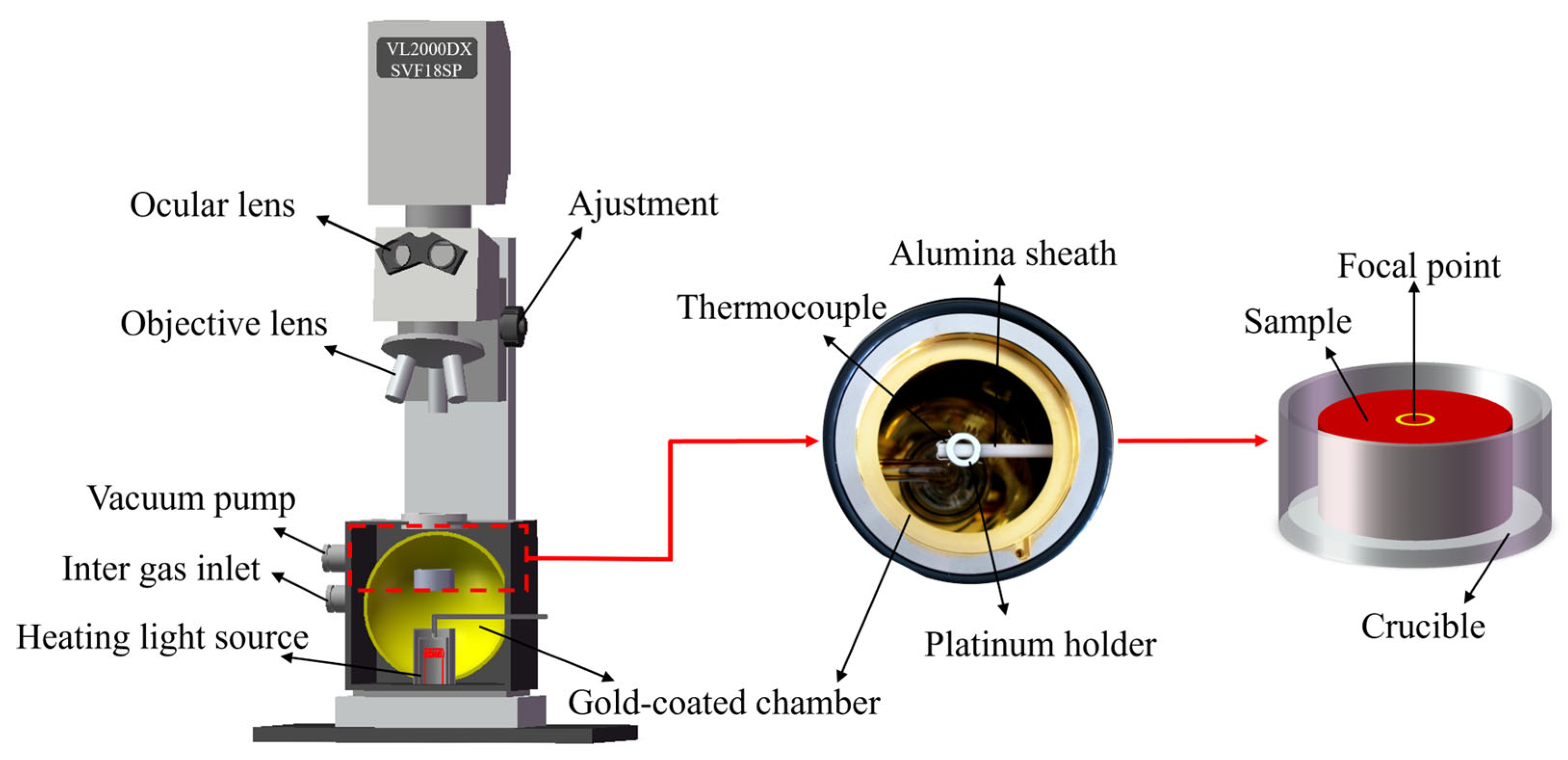
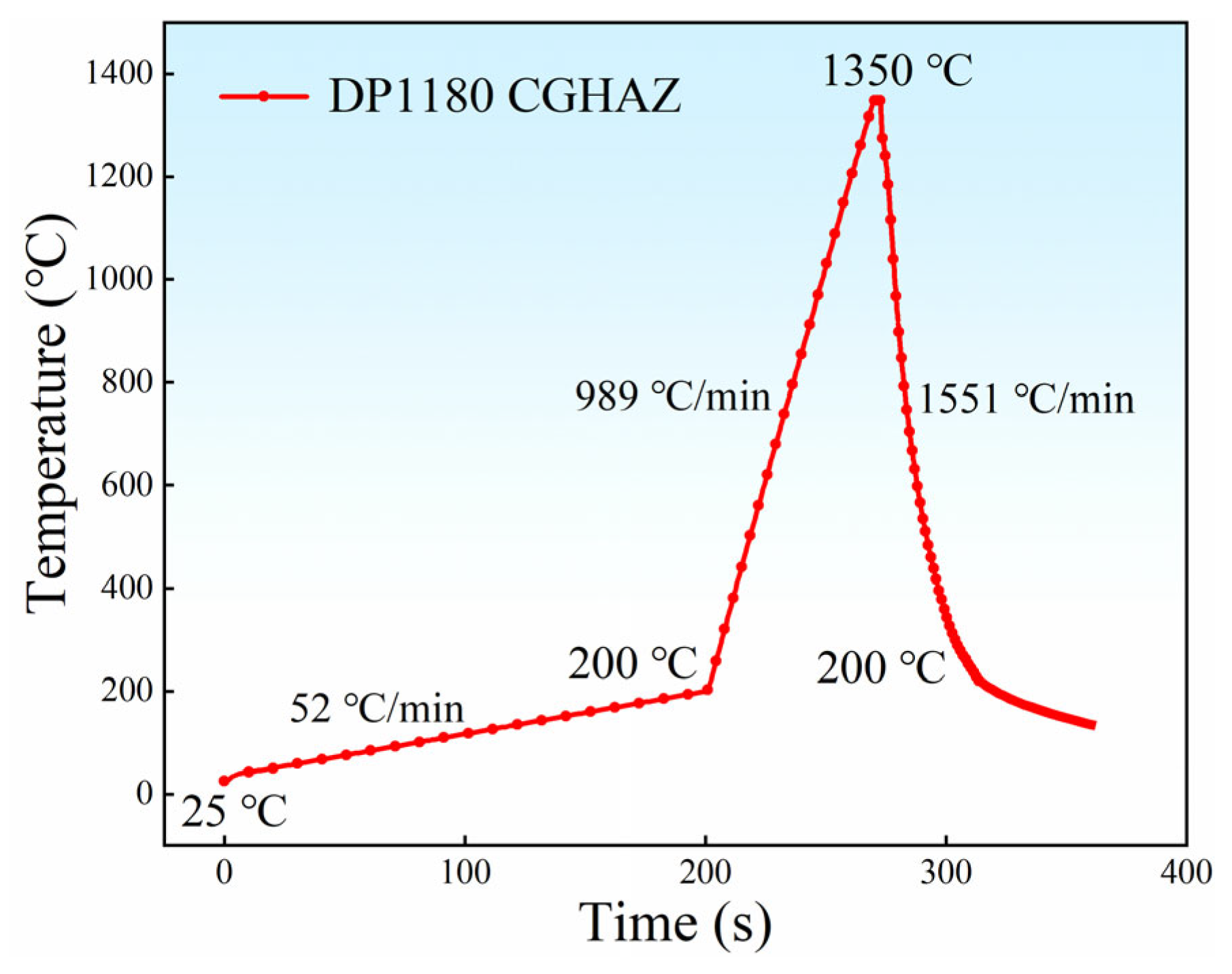
2. Experimental Procedures
3. Experimental Results
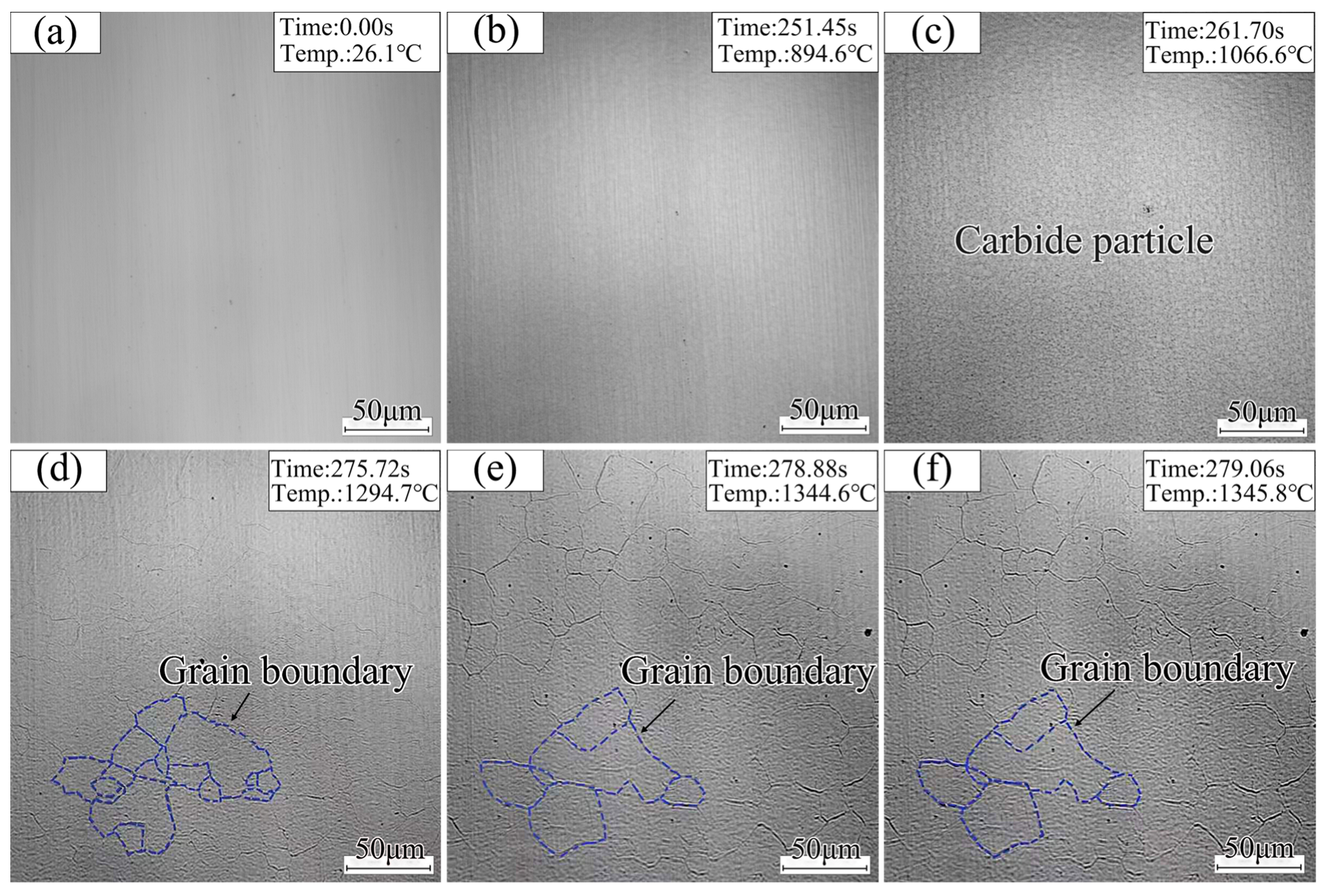
3.1. Austenite Grain Growth Behavior
3.2. Nucleation and Growth Mode of Martensitic Laths
3.3. Evolution Characteristics of CGHAZ Microstructure
3.4. Martensitic Lath Growth Rate
3.5. EBSD Characterization of CGHAZ Microstructure
4. Conclusions
- (1)
- The initial temperature of martensitic transformation was determined to be 492.7 °C according to the relief effect. Multiple martensite laths began to appear at the same time as the temperature decreased. The martensitic transformation ended at 291.3 °C.
- (2)
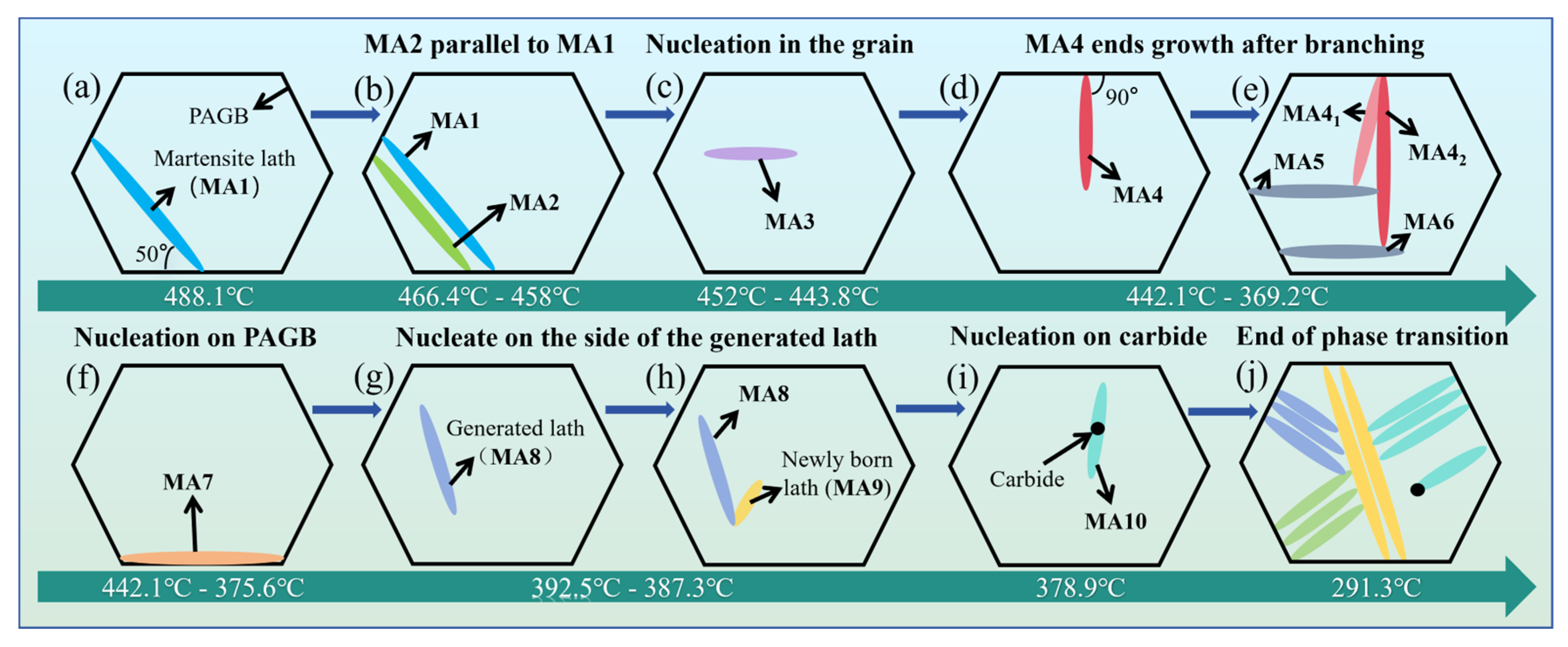
- Seven growth modes of CGHAZ martensitic laths are put forward: 50° angle nucleation with the PAGB, intragranular nucleation of a new lath induced by a formed lath, intragranular spontaneous nucleation, 90° angle nucleation with the PAGB, nucleation on the PAGB, nucleation on the side of the generated lath, and carbide particle nucleation.
- (3)
- The internal strain energy of the edge of the lath and part of the internal area of the lath is high and evenly distributed. The orientation difference between adjacent grains primarily involves high-angle grain boundaries. The grain size distribution in the CGHAZ is not uniform.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Louback, E.; Biswas, A.; Machado, F.; Emadi, A. A review of the design process of energy management systems for dual-motor battery electric vehicles. Renew. Sustain. Energy Rev. 2024, 193, 114293. [Google Scholar] [CrossRef]
- Sumitkumar, R.; Al-Sumaiti, A.S. Shared autonomous electric vehicle: Towards social economy of energy and mobility from power-transportation nexus perspective. Renew. Sustain. Energy Rev. 2024, 197, 114381. [Google Scholar] [CrossRef]
- Wu, Y.; Guo, Y.; Zhang, W.; Li, L. Microstructure evolution and dynamic mechanical behavior of laser welded dissimilar joint between QP1180 and TRIP780. J. Mater. Res. Technol. 2021, 16, 977–987. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, Y.; Li, C.; Su, W.; Abo-Dief, H.M.; Zhang, C.; Huang, M.; Abualnajad, K.M.; Alanazid, A.K.; Zhu, X.-F.; et al. Influence of hot forming on microstructure and mechanical properties of laser tailor-welded dissimilar ultra-high-strength steels. Adv. Compos. Hybrid Mater. 2022, 5, 1450–1459. [Google Scholar] [CrossRef]
- Yilmaz, I.O.; Bilici, A.Y.; Aydin, H. Microstructure and mechanical properties of dissimilar resistance spot welded DP1000–QP1180 steel sheets. J. Cent. South Univ. 2019, 26, 25–42. [Google Scholar] [CrossRef]
- Li, W.; Wang, F.; Wu, W.; Zhou, Q.; Li, J. Effect of pre-strain on critical conditions for hydrogen-induced delayed cracking and crack nucleation characteristic of DP1180 steel. Corros. Sci. 2023, 227, 111749. [Google Scholar] [CrossRef]
- Pramanick, A.K.; Das, H.; Lee, J.W.; Jung, Y.; Cho, H.H.; Hong, S.T.; Shome, M.; Pramanick, A.K. Texture analysis and joint performance of laser-welded similar and dissimilar dual-phase and complex-phase ultra-high-strength steels. Mater. Charact. 2021, 174, 111035. [Google Scholar] [CrossRef]
- Xiang, Z.; Li, X.; Yin, L. Study on the uniaxial tensile mechanical behavior and constitutive model of advanced high-strength steels for DP1180 and Q&P1180. Constr. Build. Mater. 2024, 450, 138601. [Google Scholar] [CrossRef]
- Xue, J.; Guo, W.; Yang, J.; Xia, M.; Zhao, G.; Tan, C.; Wan, Z.; Chi, J.; Zhang, H. In-situ observation of microcrack initiation and damage nucleation modes on the HAZ of laser-welded DP1180 joint. J. Mater. Sci. Technol. 2023, 148, 138–149. [Google Scholar] [CrossRef]
- Mao, G.; Cao, R.; Guo, X.; Jiang, Y.; Chen, J. In Situ observation of kinetic processes of lath bainite nucleation and growth by laser scanning confocal microscope in reheated weld metals. Met. Mater. Trans. A 2017, 48, 5783–5798. [Google Scholar] [CrossRef]
- Liu, H.; Zhong, M.; Shen, Y.; Wang, Z.; Basu, S.; Wang, C. Cascading phase transformations in situ for the simulated coarse-grained heat-affected zone of P92 heat-resistant steel. Mater. Charact. 2023, 200, 112864. [Google Scholar] [CrossRef]
- Stegman, B.; Dasika, P.S.; Lopez, J.; Shang, A.; Zavattieri, P.; Wang, H.; Zhang, X. In-situ observation of deformation-induced grain reorientation in 718 Ni alloy microlattices. J. Mater. Sci. Technol. 2024, 193, 107–115. [Google Scholar] [CrossRef]
- Tian, J.; Xu, G.; Jiang, Z.; Hu, H.; Yuan, Q.; Wan, X. In-Situ observation of martensitic transformation in a Fe–C–Mn–Si bainitic steel during austempering. Met. Mater. Int. 2020, 26, 961–972. [Google Scholar] [CrossRef]
- Cao, Y.; Wan, X.; Hou, Y.; Niu, C.; Liu, Y.; Li, G. In Situ observation of grain refinement in the simulated heat-affected zone of Al–Ti-0.05% Ce-deoxidized steel. Steel Res. Int. 2019, 90, 1900084. [Google Scholar] [CrossRef]
- Hu, H.; Xu, G.; Zhang, Y.; Xue, Z.; Zhou, M. Dynamic observation of bainite transformation in a Fe-C-Mn-Si superbainite steel. J. Wuhan Univ. Technol. Sci. Ed. 2015, 30, 818–821. [Google Scholar] [CrossRef]
- Mao, G.-J.; Cao, R.; Chen, J.-H.; Guo, X.-L.; Jiang, Y. In-situ observation of microstructural evolution in reheated low carbon bainite weld metals with various Ni contents. J. Iron Steel Res. Int. 2017, 24, 1206–1214. [Google Scholar] [CrossRef]
- Li, Z.; Yuan, Q.; Xu, S.; Zhou, Y.; Liu, S.; Xu, G. In situ observation of the grain growth behavior and martensitic transformation of supercooled austenite in NM500 wear-resistant steel at different quenching temperatures. Materials 2023, 16, 3840. [Google Scholar] [CrossRef]
- Shen, Y.; Gu, Z.; Wang, C. Phase transformation behaviors in the heat-affected zones of ferritic heat-resistant steels enabled by in Situ CSLM observation. Acta Met. Sin 2023, 60, 802–816. [Google Scholar]
- Yang, T.; Wang, Q.; Du, Z.; Wang, W.; Li, L.; Li, Z.; Xu, B. Research on the austenite grain growth behavior and martensitic phase transformation mechanism of 40Cr10Si2Mo steel via in situ observation. Met. Mater. Trans. B 2024, 55, 4044–4058. [Google Scholar] [CrossRef]
- Yuan, Q.; Mo, J.; Ren, J.; Liang, W.; Xu, G. A detailed exploration of microstructure evolution in a novel Ti–Mo martensitic steel through in-situ observation: The effect of heating rate. J. Mater. Res. Technol. 2024, 31, 264–275. [Google Scholar] [CrossRef]
- Wang, J.W.; Chen, Y.B.; Zhu, Q.; Hong, Z.; Zhang, Z. Grain boundary dominated plasticity in metallic materials. Acta Met. Sin. 2022, 58, 726–745. [Google Scholar]
- Liang, C.; Song, G.; Wang, W.; Sohn, I.; Zeng, J. In situ observation of the austenite to ferrite transformation in low-carbon steels from different initial phases at defined cooling rates. J. Mater. Res. Technol. 2023, 28, 2116–2126. [Google Scholar] [CrossRef]
- Kohne, T.; Maimaitiyili, T.; Winkelmann, A.; Maawad, E.; Hedstrom, P.; Borgenstam, A. Early martensitic transformation in a 0.74C-1.15Mn-1.08Cr high carbon steel. Metall. Mater. Trans. A 2022, 53, 3034–3043. [Google Scholar] [CrossRef]
- Lu, X.H. Research of Martensite Formation on the Steel Grain Boundary. Master’s Thesis, Hebei University of Technology, Tianjin, China, 2009. [Google Scholar]
- Trzaska, J. Empirical formulae for the calculation of austenite supercooled transformation temperatures. Arch. Met. Mater. 2015, 60, 181–185. [Google Scholar] [CrossRef]
- Taylor, M.; Smith, A.D.; Donoghue, J.M.; Burnett, T.L.; Pickering, E.J. In-situ heating-stage EBSD validation of algorithms for prior-austenite grain reconstruction in steel. Scr. Mater. 2023, 242, 115924. [Google Scholar] [CrossRef]
- Liang, G.; Ali, Y.; You, G.; Zhang, M.-X. Effect of cooling rate on grain refinement of cast aluminium alloys. Materialia 2018, 3, 113–121. [Google Scholar] [CrossRef]
- Mao, H.; Lian, P.; Wei, Q.; Wang, Y.; Xu, H.; Li, Y. Effect of scandium on grain refinement mechanism and mechanical properties of Al–7Si–0.6 Mg alloy at different cooling rates. J. Mater. Res. Technol. 2023, 26, 4784–4796. [Google Scholar] [CrossRef]
- Li, Y.; Liu, F.; Ying, B.; Liu, J.; He, Y.; Liu, K.; Li, A.; Wu, Y.; Tang, Z.; Nan, P.; et al. Grain recovery facilitated low-angle grain boundaries and texture for high-performance BiSbTe alloys. Mater. Today Phys. 2024, 49, 101591. [Google Scholar] [CrossRef]
- Conde, F.; Ribamar, G.; Escobar, J.; Jardini, A.; Oliveira, M.; Oliveira, J.; Avila, J. EBSD-data analysis of an additive manufactured maraging 300 steel submitted to different tempering and aging treatments. Mater. Charact. 2023, 203, 113064. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, L.; Liu, C.; Xu, C.; Geng, L.; Fan, G. Revealing the exceptional cryogenic strength-ductility synergy of a solid solution 6063 alloy by in-situ EBSD experiments. J. Mater. Sci. Technol. 2024, 208, 313–322. [Google Scholar] [CrossRef]
- Duan, Y.L. Research on Deformation Behavior and Microstructure Evolution of Mg-Gd-Y-Zn-Zr Alloy by Rotating Forward Extrusion. Ph.D. Thesis, North University of China, Taiyuan, China, 2024. [Google Scholar]
- Collins, J.; Taylor, M.; Scarlett, A.L.; Palmiere, E.J.; Pickering, E.J. Prior austenite grain measurement: A direct comparison of EBSD reconstruction, thermal etching and chemical etching. Mater. Charact. 2024, 208, 113656. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, H.-M.; Yu, Z.-Y.; Zhang, X.-H.; Meng, X.-T.; Wang, H.-Y.; Jiang, Q.-C. Bimodal microstructure—A feasible strategy for high-strength and ductile metallic materials. J. Mater. Sci. Technol. 2018, 34, 257–264. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Alt | Ti | Fe |
|---|---|---|---|---|---|---|---|---|
| DP1180 | 0.1139 | 0.215 | 2.4 | 0.01 | 0.0045 | 0.045 | 0.0185 | Bal. |
| Material | Tensile Strength/MPa | Yield Strength/MPa | Elongation/% |
|---|---|---|---|
| DP1180 | 1230–1300 | 1000–1106 | 9–10 |
| Martensite Lath (i) | ΔT/°C | v/(μm·s−1) |
|---|---|---|
| 1 | 32.4 | 13.2 |
| 2 | 35.6 | 17.9 |
| 3 | 39 | 15.8 |
| 4 | 39 | 19.1 |
| 5 | 42.3 | 26.2 |
| 6 | 43.9 | 26.9 |
| 7 | 50.3 | 176.5 |
| 8 | 52.1 | 194 |
| 9 | 54.9 | 208.2 |
| 10 | 58 | 267.3 |
| 11 | 60 | 309.5 |
| 12 | 67.3 | 362.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Wang, J.; Su, W.; Wei, Z.; Wu, J.; Xu, X.; Wei, J. Martensitic Transformation Mechanism In Situ Observation for the Simulated Coarse-Grained Heat-Affected Zone of DP1180 Steel. Materials 2025, 18, 2721. https://doi.org/10.3390/ma18122721
Li W, Wang J, Su W, Wei Z, Wu J, Xu X, Wei J. Martensitic Transformation Mechanism In Situ Observation for the Simulated Coarse-Grained Heat-Affected Zone of DP1180 Steel. Materials. 2025; 18(12):2721. https://doi.org/10.3390/ma18122721
Chicago/Turabian StyleLi, Wenjuan, Jinfeng Wang, Wenchao Su, Zhiyuan Wei, Jiaxin Wu, Xiaofei Xu, and Jiaan Wei. 2025. "Martensitic Transformation Mechanism In Situ Observation for the Simulated Coarse-Grained Heat-Affected Zone of DP1180 Steel" Materials 18, no. 12: 2721. https://doi.org/10.3390/ma18122721
APA StyleLi, W., Wang, J., Su, W., Wei, Z., Wu, J., Xu, X., & Wei, J. (2025). Martensitic Transformation Mechanism In Situ Observation for the Simulated Coarse-Grained Heat-Affected Zone of DP1180 Steel. Materials, 18(12), 2721. https://doi.org/10.3390/ma18122721