
Carbonized Hemp Fiber for Use in Composites

Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Fabrication by Compression Molding
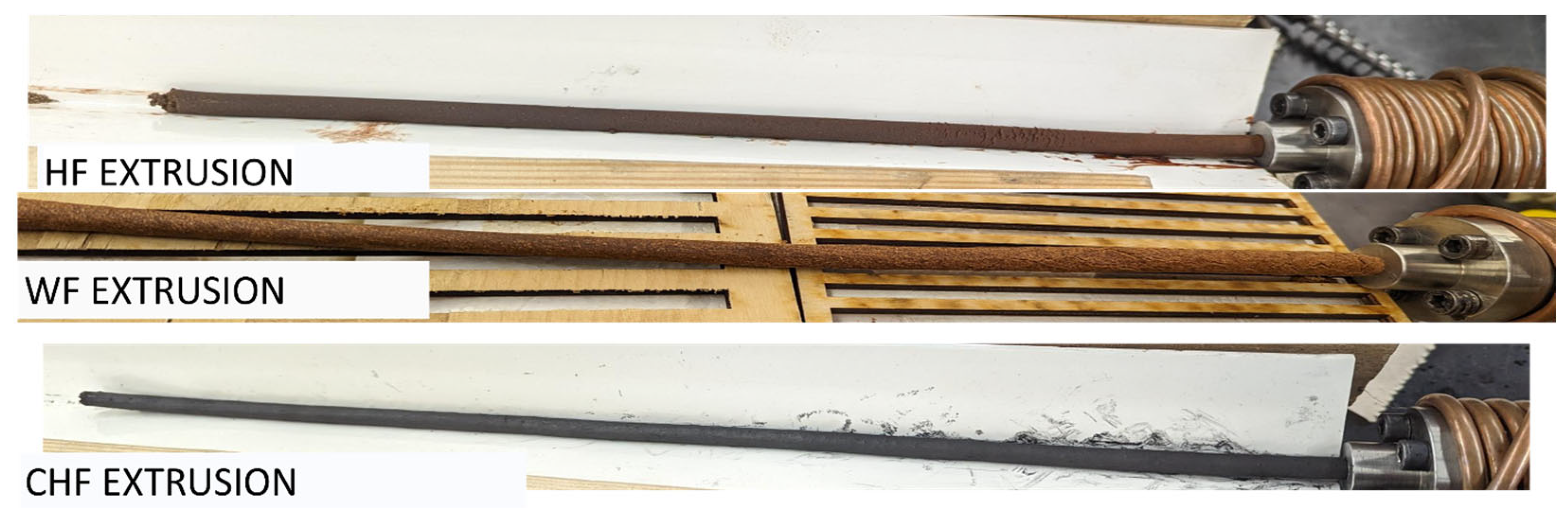
2.3. Composites Fabrication by Extrusion
2.4. Fiber and Composite Characterization
3. Results
3.1. Fiber Characterization
3.2. Composite Characterization
3.3. Thermal Analysis
3.4. Flexural Properties of Fiber PRF Composites
3.5. Dimensional Stability of the Composites
3.6. Thermal Stability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bengtsson, A.; Hecht, P.; Sommertune, J.; Ek, M.; Sedin, M.; Sjöholm, E. Carbon Fibers from Lignin-Cellulose Precursors: Effect of Carbonization Conditions. ACS Sustain. Chem. Eng. 2020, 8, 6826–6833. [Google Scholar] [CrossRef]
- Hiremath, N.; Young, S.; Ghossein, H.; Penumadu, D.; Vaidya, U.; Theodore, M. Low Cost Textile-Grade Carbon-Fiber Epoxy Composites for Automotive and Wind Energy Applications. Compos. B Eng. 2020, 198, 108156. [Google Scholar] [CrossRef]
- Kadla, J.F.; Kubo, S.; Venditti, R.A.; Gilbert, R.D.; Compere, A.L.; Griffith, W. Lignin-Based Carbon Fibers for Composite Fiber Applications. Carbon N. Y. 2002, 40, 2913–2920. [Google Scholar] [CrossRef]
- Edyta, M.; Piotr, P.; Marcin, D.; Marta, K.; Kamila, B. Comparison of Papermaking Potential of Wood and Hemp Cellulose Pulps. For. Wood Technol. 2015, 91, 134–137. [Google Scholar]
- Debell, D.S.; Singleton, R.; Harringtoni, C.A. Wood density and fiber length in young Populus stems relation to clone age, growth rate and pruning. Wood Fiber Sci. 2001, 4, 529–539. [Google Scholar]
- Danielewicz, D.; Surma-Ślusarska, B. Processing of Industrial Hemp into Papermaking Pulps Intended for Bleaching. Fibres Text. East. Eur. 2010, 18, 83. [Google Scholar]
- Ahmed, A.T.M.F.; Islam, M.Z.; Mahmud, M.S.; Sarker, M.E.; Islam, M.R. Hemp as a Potential Raw Material toward a Sustainable World: A Review. Heliyon 2022, 8, e08753. [Google Scholar] [CrossRef]
- Bambach, M.R. Direct Comparison of the Structural Compression Characteristics of Natural and Synthetic Fiber-Epoxy Composites: Flax, Jute, Hemp, Glass and Carbon Fibers. Fibers 2020, 8, 62. [Google Scholar] [CrossRef]
- Manaia, J.P.; Manaia, A.T.; Rodriges, L. Industrial Hemp Fibers: An Overview. Fibers 2019, 7, 106. [Google Scholar] [CrossRef]
- Rashid, B.; Leman, Z.; Jawaid, M.; Ishak, M.R.; Al-Oqla, F.M. Eco-Friendly Composites for Brake Pads from Agro Waste: A Review. Encycl. Mater. Compos. 2017, 3, 209–228. [Google Scholar] [CrossRef]
- Islam, S.; Hasan, M.B.; Kodrić, M.; Motaleb, K.Z.M.A.; Karim, F.E.; Islam, M.R. Mechanical Properties of Hemp Fiber-Reinforced Thermoset and Thermoplastic Polymer Composites: A Comprehensive Review. SPE Polym. 2025, 6, e10173. [Google Scholar] [CrossRef]
- Niu, P.; Liu, B.; Wei, X.; Wang, X.; Yang, J. Study on Mechanical Properties and Thermal Stability of Polypropylene/Hemp Fiber Composites. J. Reinf. Plast. Compos. 2011, 30, 36–44. [Google Scholar] [CrossRef]
- Misnon, M.I.; Ja, E.; Lau, K.-T.; Fabric, W.H. Fabric Parameter Effect on the Mechanical Properties of Woven Hemp Fabric Reinforced Composites as an Alternative to Wood Products. Adv. Res. Text. Eng. 2016, 1, 1004. [Google Scholar]
- Zarafsh ani, H.; Watjanatepin, P.; Lepelaar, M.; Verbruggen, J.; Ouagne, P.; De Luca, R.; Li, Q.; Scarpa, F.; Placet, V.; Van Acker, K. Environmental Assessment of Woven Hemp Fibre Reinforced Epoxy Composites and Potential Applications in Aerospace and Electric Scooter Industries. Results Mater. 2023, 20, 100474. [Google Scholar] [CrossRef]
- Lagel, M.C.; Pizzi, A.; Redl, A.; Al-Marzouki, F.M. Phenol-Wheat Protein-Formaldehyde Thermoset Wood Adhesives. Eur. J. Wood Wood Prod. 2015, 73, 439–448. [Google Scholar] [CrossRef]
- Lisperguer, J.; Droguett, C.; Ruf, B.; Nunez, M. Differential Scanning Calorimetry and Dynamic Mechanical Analysis of Phenol-Resorcinol-Formaldehyde Resins. J. Chil. Chem. Soc. 2005, 50, 451–453. [Google Scholar] [CrossRef]
- Miller, W.; Mackenzie, D.S.; Smith, C.W.; Evans, K.E. A Generalised Scale-Independent Mechanism for Tailoring of Thermal Expansivity: Positive and Negative. Mech. Mater. 2008, 40, 351–361. [Google Scholar] [CrossRef]
- Orji, B.O.; McDonald, A.G. Flow, Curing and Mechanical Properties of Thermoset Resins–Wood-Fiber Blends for Potential Additive-Manufacturing Applications. Wood Mater. Sci. Eng. 2023, 18, 1487–1504. [Google Scholar] [CrossRef]
- Özparpucu, M.; Windeisen-Holzhauser, E.; Wegener, G.; Richter, K. A New Analytical Approach to Investigate the Influence of Wood Extracts on the Curing Properties of Phenol-Resorcinol–Formaldehyde (PRF) Adhesives. Wood Sci. Technol. 2022, 56, 349–365. [Google Scholar] [CrossRef]
- Dorieh, A.; Ayrilmis, N.; Farajollah Pour, M.; Ghafari Movahed, S.; Valizadeh Kiamahalleh, M.; Shahavi, M.H.; Hatefnia, H.; Mehdinia, M. Phenol Formaldehyde Resin Modified by Cellulose and Lignin Nanomaterials: Review and Recent Progress. Int. J. Biol. Macromol. 2022, 222, 1888–1907. [Google Scholar] [CrossRef]
- Ribeiro, J.; Rodríguez-Martín, M.; Barreiro, J.; Fernández-Abia, A.; García-Martín, R.; Rocha, J.; Martínez-Pellitero, S. New Trends of Additive Manufacturing Using Materials Based-on Natural Fibers and Minerals: A Systematic Review. Heliyon 2025, 11, e41993. [Google Scholar] [CrossRef] [PubMed]
- Yuan, S.; Li, S.; Zhu, J.; Tang, Y. Additive Manufacturing of Polymeric Composites from Material Processing to Structural Design. Compos. B Eng. 2021, 219, 108903. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Bainier, J.; Rodrigue, D. Mechanical and Morphological Properties of Flax Fiber Reinforced High Density Polyethylene/Recycled Rubber Composites. Int. Polym. Process. 2013, 27, 196–204. [Google Scholar] [CrossRef]
- Zhongliang, M.; Le, Q.; Wei, H.; Liming, H. A Novel Approach on the Study of Cure Kinetics for Rheological Isothermal and Non-Isothermal Methods. Compos. B Eng. 2019, 162, 242–249. [Google Scholar] [CrossRef]
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short Fiber Reinforced Composites for Fused Deposition Modeling. Mater. Sci. Eng. A 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Jubinville, D.; Chen, G.; Mekonnen, T.H. Simulated Thermo-Mechanical Recycling of High-Density Polyethylene for the Fabrication of Hemp Hurd Plastic Composites. Polym. Degrad. Stab. 2023, 211, 110342. [Google Scholar] [CrossRef]
- ASTM D6556-21; Standard Test Method for Carbon Black—Total and External Surface Area by Nitrogen Adsorption. ASTM International: West Conshohocken, PA, USA, 2021; pp. 1–6. [CrossRef]
- ASTM D 790-15; Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2015; pp. 1–12. [CrossRef]
- Talcott, S.; Uptmor, B.; McDonald, A.G. Evaluation of the Mechanical, Thermal and Rheological Properties of Hop, Hemp and Wood Fiber Plastic Composites. Materials 2023, 16, 4187. [Google Scholar] [CrossRef]
- Dumanlı, A.G.; Windle, A.H. Carbon Fibres from Cellulosic Precursors: A Review. J. Mater. Sci. 2012, 47, 4236–4250. [Google Scholar] [CrossRef]
- Li, Q.; Xie, S.; Serem, W.K.; Naik, M.T.; Liu, L.; Yuan, J.S. Quality Carbon Fibers from Fractionated Lignin. Green. Chem. 2017, 19, 1628–1634. [Google Scholar] [CrossRef]
- Chowdhury, M.A. The Controlled Release of Bioactive Compounds from Lignin and Lignin-Based Biopolymer Matrices. Int. J. Biol. Macromol. 2014, 65, 136–147. [Google Scholar] [CrossRef]
- Elnour, A.Y.; Alghyamah, A.A.; Shaikh, H.M.; Poulose, A.M.; Al-Zahrani, S.M.; Anis, A.; Al-Wabel, M.I. Effect of Pyrolysis Temperature on Biochar Microstructural Evolution, Physicochemical Characteristics, and Its Influence on Biochar/Polypropylene Composites. Appl. Sci. 2019, 9, 1149. [Google Scholar] [CrossRef]
- Qian, X.; Wang, X.; Zhong, J.; Zhi, J.; Heng, F.; Zhang, Y.; Song, S. Effect of Fiber Microstructure Studied by Raman Spectroscopy upon the Mechanical Properties of Carbon Fibers. J. Raman Spectrosc. 2019, 50, 665–673. [Google Scholar] [CrossRef]
- Reiniati, I.; Osman, N.B.; Mc Donald, A.G.; Laborie, M.P. Linear Viscoelasticity of Hot-Pressed Hybrid Poplar Relates to Densification and to the in Situ Molecular Parameters of Cellulose. Ann. For. Sci. 2015, 72, 693–703. [Google Scholar] [CrossRef]
- Faix, O. Supplement Classification of Lignins from Different Botanical Origins by FT-IR Spectroscopy. Holzforschung 1991, 45, 21–27. [Google Scholar] [CrossRef]
- del Río, J.C.; Gutiérrez, A.; Rodríguez, I.M.; Ibarra, D.; Martínez, Á.T. Composition of Non-Woody Plant Lignins and Cinnamic Acids by Py-GC/MS, Py/TMAH and FT-IR. J. Anal. Appl. Pyrolysis 2007, 79, 39–46. [Google Scholar] [CrossRef]
- Ibarra, J.V.; Munoz, E.; Molinier, R. FTIR study of the evolution of coal structure during the coalification process. Org. Geochem. 1996, 24, 725–735. [Google Scholar] [CrossRef]
- Carreau, P.J. Rheological equations from molecular net-work theories. Trans. Soc. Rheol. 1972, 16, 99–127. [Google Scholar] [CrossRef]
- Than, Y.M.; Suriyarak, S.; Titapiwatanakun, V. Rheological Investigation of Hydroxypropyl Cellulose–Based Filaments for Material Extrusion 3D Printing. Polymers 2022, 14, 1108. [Google Scholar] [CrossRef]
- Lv, X.; Hao, X.; Ou, R.; Liu, T.; Guo, C.; Wang, Q.; Yi, X.; Sun, L. Rheological Properties of Wood–Plastic Composites by 3d Numerical Simulations: Different Components. Forests 2021, 12, 417. [Google Scholar] [CrossRef]
- Kunaroop, N.; Rimduist, S.; Mora, P.; Hiziroglu, S.; Jubsilp, C. Carbonized hemp hurd powder for eco-friendly polybenzoxazine composite brake material: Excellent friction property and high mechanical performance. Arab. J. Chem. 2024, 17, 105769. [Google Scholar] [CrossRef]
- Lei, Y.; Zhang, T.; Zhang, J.; Zhang, B. Dimensional Stability and Mechanical Performance Evolution of Continuous Carbon Fiber Reinforced Polyamide 6 Composites under Hygrothermal Environment. J. Mater. Res. Technol. 2021, 13, 2126–2137. [Google Scholar] [CrossRef]
- Nguyen, H.T.H.; Qi, P.; Rostagno, M.; Feteha, A.; Miller, S.A. The Quest for High Glass Transition Temperature Bioplastics. J. Mater. Chem. A Mater. 2018, 6, 9298–9331. [Google Scholar] [CrossRef]
- Emekwisia, C.C.; Alade, O.E.; Yusuf, B.S.; Afolabi, S.O.; Olowookere, A.M.; Tommy, B.D. Empirical Study on the Developmental Process of Banana Fiber Polymer Reinforced Composites. Eur. J. Adv. Eng. Technol. 2024, 11, 41–49. [Google Scholar]
- Nwankwo, N.E.; Nwoye, C.I.; Yusuf, S.B.; Alade, O.E.; Badmus, W.A. The Reliability Level in Determining the Yield Strength of Glass Fibre-SiC Reinforced Epoxy Resin Based on Input Volume Fractions of Glass Fibre and SiC. J. Inven. Eng. Technol. 2024, 5, 60–70. [Google Scholar]
- Frone, A.N.; Batalu, D.; Chiulan, I.; Oprea, M.; Gabor, A.R.; Nicolae, C.A.; Raditoiu, V.; Trusca, R.; Panaitescu, D.M. Morpho-Structural, Thermal and Mechanical Properties of PLA/PHB/Cellulose Biodegradable Nanocomposites Obtained by Compression Molding, Extrusion, and 3d Printing. Nanomaterials 2020, 10, 51. [Google Scholar] [CrossRef]
- Meyva-Zeybek, Y.; Kaynak, C. A Comparative Study for the Behavior of 3D-Printed and Compression Molded PLA/POSS Nanocomposites. J. Appl. Polym. Sci. 2021, 138, 50246. [Google Scholar] [CrossRef]
- Borkar, A.; Hendlmeier, A.; Simon, Z.; Randall, J.D.; Stojcevski, F.; Henderson, L.C. A Comparison of Mechanical Properties of Recycled High-Density Polyethylene/Waste Carbon Fiber via Injection Molding and 3D Printing. Polym. Compos. 2022, 43, 2408–2418. [Google Scholar] [CrossRef]
- Angulo, C.; Shackleford, L.R.; Ning, H.; Pillay, S. Comparative Study on the Mechanical Behaviors of Compression Molded, Additively Manufactured, and Injection Molded Recycled Carbon Fiber Reinforced RHDPE Composites. Compos. B Eng. 2024, 275, 111323. [Google Scholar] [CrossRef]
- Chen, Y.; Ye, L.; Kinloch, A.J.; Zhang, Y.X. 3D Printed Carbon-Fibre Reinforced Composite Lattice Structures with Good Thermal-Dimensional Stability. Compos. Sci. Technol. 2022, 227, 109599. [Google Scholar] [CrossRef]
- Bouajila, J.; Raffin, G.; Alamercery, S.; Waton, H.; Sanglar, C.; Grenier-Loustalot, M.F. Phenolic resins (iv). Thermal degradation of cross-linked resins in controlled atmospheres. Polym. Polym. Compos. 2003, 11, 345–357. [Google Scholar] [CrossRef]
- Balogun, A.O.; McDonald, A.G. Decomposition Kinetic Study, Spectroscopic and Pyrolytic Analyses of Isoberlinia doka and Pinus ponderosa. Biomass Convers. Biorefinery 2016, 6, 315–324. [Google Scholar] [CrossRef]
- Orji, B.O.; Maughan, M.R.; McDonald, A.G. Carbonation Curing and Kinetics of Wood-Sodium Silicate Composites. ACS Sustain. Resour. Manag. 2024, 1, 994–1008. [Google Scholar] [CrossRef]
- Wang, X.; Yu, Z.; McDonald, A.G. Effect of Different Reinforcing Fillers on Properties, Interfacial Compatibility and Weatherability of Wood-Plastic Composites. J. Bionic Eng. 2019, 16, 337–353. [Google Scholar] [CrossRef]
- Tejasvi, K.; Sharma, A.; Ranga, K.V.S.; Gurusideswar, S.; Sundar Singh, P. Effect of Hollow Glass Microspheres on Transverse Properties of Carbon Fiber Reinforced Epoxy Composites. Polym. Compos. 2024, 45, 15820–15831. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | η* at 1 Hz (kPa.s) | K (kPa.s) | n | R2 |
|---|---|---|---|---|
| PRF | 3.76 | |||
| 10% CHF | 24.3 | 25.4 | 0.105 | 0.997 |
| 20% CHF | 65.2 | 66.4 | 0.127 | 0.998 |
| 30% CHF | 90.8 | 93.2 | 0.104 | 0.999 |
| 40% CHF | 85.7 | 85.2 | 0.129 | 0.993 |
| 50% CHF | 80.6 | 81.6 | 0.119 | 0.996 |
| 10% HF | 54.1 | 54.4 | 0.192 | 0.986 |
| 20% HF | 162 | 153 | 0.136 | 0.975 |
| 30% HF | 191 | 180 | 0.105 | 0.975 |
| 40% HF | 233 | 224 | 0.081 | 0.991 |
| 50% HF | 979 | 932 | 0.196 | 0.963 |
| 10% WF | 10.6 | 10.3 | 0.403 | 0.846 |
| 20% WF | 58.3 | 56.6 | 0.322 | 0.927 |
| 30% WF | 66.3 | 61.5 | 0.247 | 0.962 |
| 40% WF | 58.9 | 56.7 | 0.173 | 0.999 |
| 50% WF | 41.6 | 40.8 | 0.100 | 0.999 |
| Sample | Tg by tan δ (°C) | Tg by E′ Inflection (°C) | E′ (GPa) at −40 °C | E′ (GPa) at 20 °C |
|---|---|---|---|---|
| PRF | 168 | 135 | 3.16 | 1.66 |
| 10% HF | 200 | 163 | 5.70 | 3.53 |
| 20% HF | 197 | 160 | 6.93 | 4.21 |
| 30% HF | 220 | 174 | 9.26 | 5.97 |
| 40% HF | 190 | 173 | 8.21 | 5.31 |
| 50% HF | 216 | 190 | 2.51 | 5.32 |
| 10% CHF | 172, 225 | 165 | 4.60 | 2.38 |
| 20% CHF | 190 | 165 | 3.86 | 2.13 |
| 30% CHF | 161 | n.d. | 2.20 | 1.49 |
| 40% CHF | 241 | n.d | 2.70 | 2.12 |
| 50% CHF | 220 | n.d. | 2.57 | 1.65 |
| 10% WF | 228 | 134 | 2.04 | 0.895 |
| 20% WF | 182, 213 | 130 | 7.54 | 3.54 |
| 30% WF | 186 | 135 | 3.67 | 2.46 |
| 40% WF | 181, 278 | 130 | 6.26 | 3.88 |
| 50% WF | 280 | 130, 190 | 4.65 | 2.25 |
| Sample | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|
| 10% HF | 36.8 c (1.8) * | 2.43 d (0.14) * |
| 20% HF | 47.7 b (1.6) | 2.36 c (0.17) |
| 30% HF | 59.2 a (1.9) | 3.64 c (0.13) |
| 40% HF | 63.1 a (3.7) | 4.55 b (0.21) |
| 50% HF | 13.8 de (0.7) | 0.536 fg (0.07) |
| 10% CHF | 11.4 f (0.8) | 0.514 h (0.04) |
| 20% CHF | 16.7 de (1.0) | 0.613 gh (0.06) |
| 30% CHF | 18.5 d (1.0) | 0.939 fgh (0.07) |
| 40% CHF | 11.3 f (0.4) | 0.967 fgh (0.048) |
| 50% CHF | 15.8 de (0.7) | 1.50 ef (0.11) |
| 10% WF | 12.9 de (1.4) | 0.956 fgh (0.100) |
| 20% WF | 40.3 c (1.6) | 3.43 c (0.25) |
| 30% WF | 51.4 b (2.2) | 4.95 b (0.19) |
| 40% WF | 63.2 a (2.4) | 6.09 a (0.20) |
| 50% WF | 43.8 b (3.5) | 6.62 a (0.58) |
| Sample | 24 h WA (%) | 72 h WA (%) | 24 h TS (%) | 72 h TS (%) |
|---|---|---|---|---|
| 10% HF | 22 (0.2) | 22 (1.6) | 14 (0.5) | 22 (0.8) |
| 20% HF | 20 (1.8) | 21 (0.7) | 21 (2.6) | 22 (3.4) |
| 30% HF | 18 (0.9) | 19 (4.8) | 13 (7.1) | 18 (8.7) |
| 40% HF | 20 (0.4) | 22 (1.9) | 14 (1.8) | 15 (1.0) |
| 50% HF | 26 (3.6) | 30 (0.8) | 10.7 (2.8) | 13 (1.6) |
| 10% CHF | 17 (1.4) | 17 (2.1) | 7.2 (5.8) | 11.3 (2.1) |
| 20% CHF | 18 (5.2) | 21 (2.4) | 2.6 (1.1) | 7.2 (0.8) |
| 30% CHF | 19 (3.4) | 21 (2.1) | 1.4 (0.9) | 2.5 (1.2) |
| 40% CHF | 18 (1.1) | 21 (2.6) | 0.9 (0.7) | 3 (1.4) |
| 50% CHF | 23 (3.3) | 25 (1.5) | 4.1 (3.2) | 5.9 (0.1) |
| 10% WF | 19 (1.3) | 22 (1.1) | 12 (3.0) | 14 (0.9) |
| 20% WF | 22 (1.4) | 23 (1.1) | 14 (1.3) | 19 (2.0) |
| 30% WF | 18 (0.64) | 21 (0.52) | 18 (2.1) | 19 (0.9) |
| 40% WF | 20 (1.8) | 23 (1.5) | 22 (4.1) | 24 (1.4) |
| 50% WF | 26 (3.9) | 30 (3.2) | 25 (3.7) | 26 (2.3) |
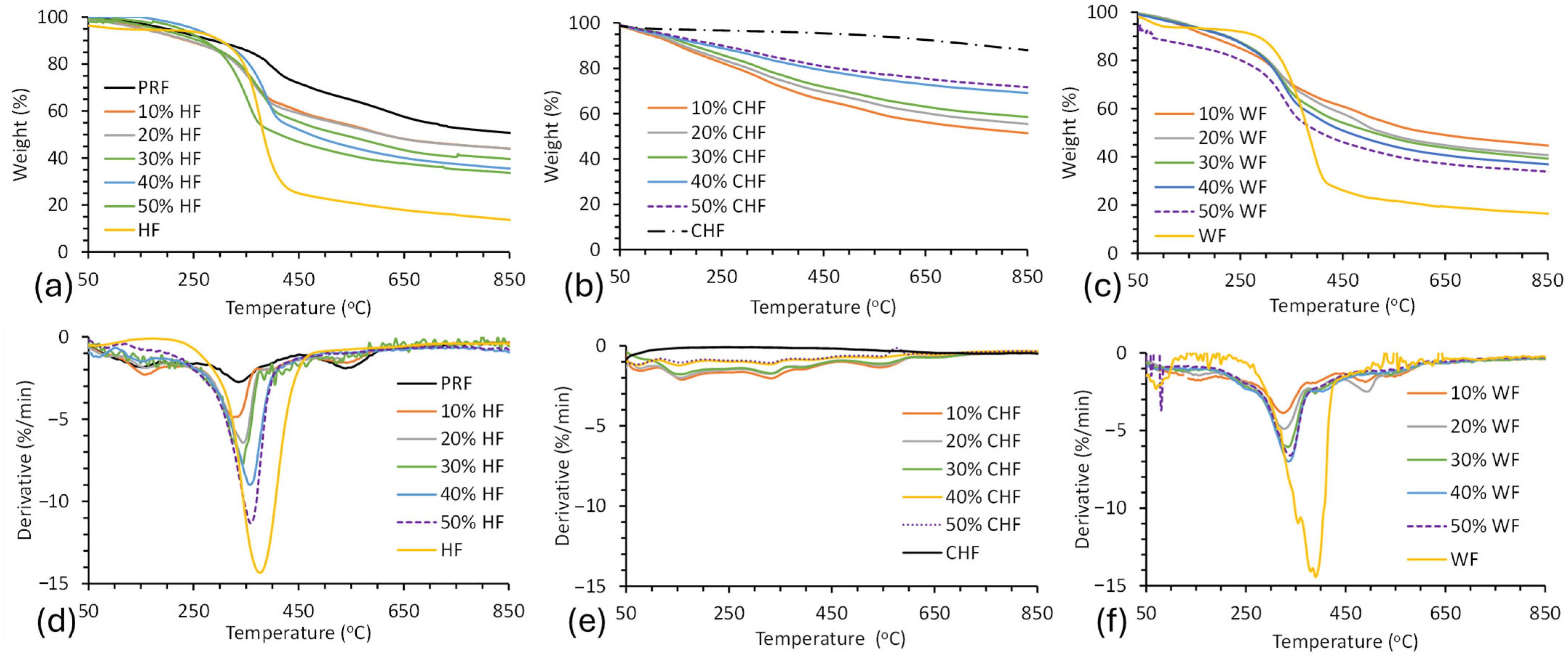
| Sample | DTGmax (°C) | Tonset (°C) | Residual at 500 °C (%) | Residual at 850 °C (%) |
|---|---|---|---|---|
| PRF | 335 | 208 | 69 | 49 |
| HF | 412 | 371 | 24 | 15 |
| 10% HF | 335 | 312 | 55 | 41 |
| 20% HF | 342 | 308 | 49 | 40 |
| 30% HF | 342 | 296 | 47 | 36 |
| 40% HF | 361 | 263 | 42 | 29 |
| 50% HF | 362 | 234 | 38 | 25 |
| CHF | 893 | 95 | 88 | |
| 10% CHF | 334 | 310 | 63 | 51 |
| 20% CHF | 328 | 313 | 67 | 55 |
| 30% CHF | 325 | 360 | 70 | 59 |
| 40% CHF | 328 | 379 | 77 | 69 |
| 50% CHF | 576 | 382 | 79 | 72 |
| WF | 389 | 259 | 23 | 16 |
| 10% WF | 336 | 289 | 57 | 45 |
| 20% WF | 331 | 281 | 52 | 41 |
| 30% WF | 350 | 247 | 51 | 39 |
| 40% WF | 340 | 220 | 47 | 37 |
| 50% WF | 345 | 215 | 43 | 34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yusuf, S.B.; Maughan, M.R.; McDonald, A.G. Carbonized Hemp Fiber for Use in Composites. Materials 2025, 18, 2509. https://doi.org/10.3390/ma18112509
Yusuf SB, Maughan MR, McDonald AG. Carbonized Hemp Fiber for Use in Composites. Materials. 2025; 18(11):2509. https://doi.org/10.3390/ma18112509
Chicago/Turabian StyleYusuf, Sodiq B., Michael R. Maughan, and Armando G. McDonald. 2025. "Carbonized Hemp Fiber for Use in Composites" Materials 18, no. 11: 2509. https://doi.org/10.3390/ma18112509
APA StyleYusuf, S. B., Maughan, M. R., & McDonald, A. G. (2025). Carbonized Hemp Fiber for Use in Composites. Materials, 18(11), 2509. https://doi.org/10.3390/ma18112509