
High-Temperature Mechanochemical Synthesis of Nano-ZrO2 for Enhanced Densification and Fracture Toughness in B4C Ceramics

 ,
,
Abstract

1. Introduction
2. Experiment
2.1. Reagents and Instruments
2.2. Sample Preparation
2.3. Sample Characterization
3. Results and Discussion
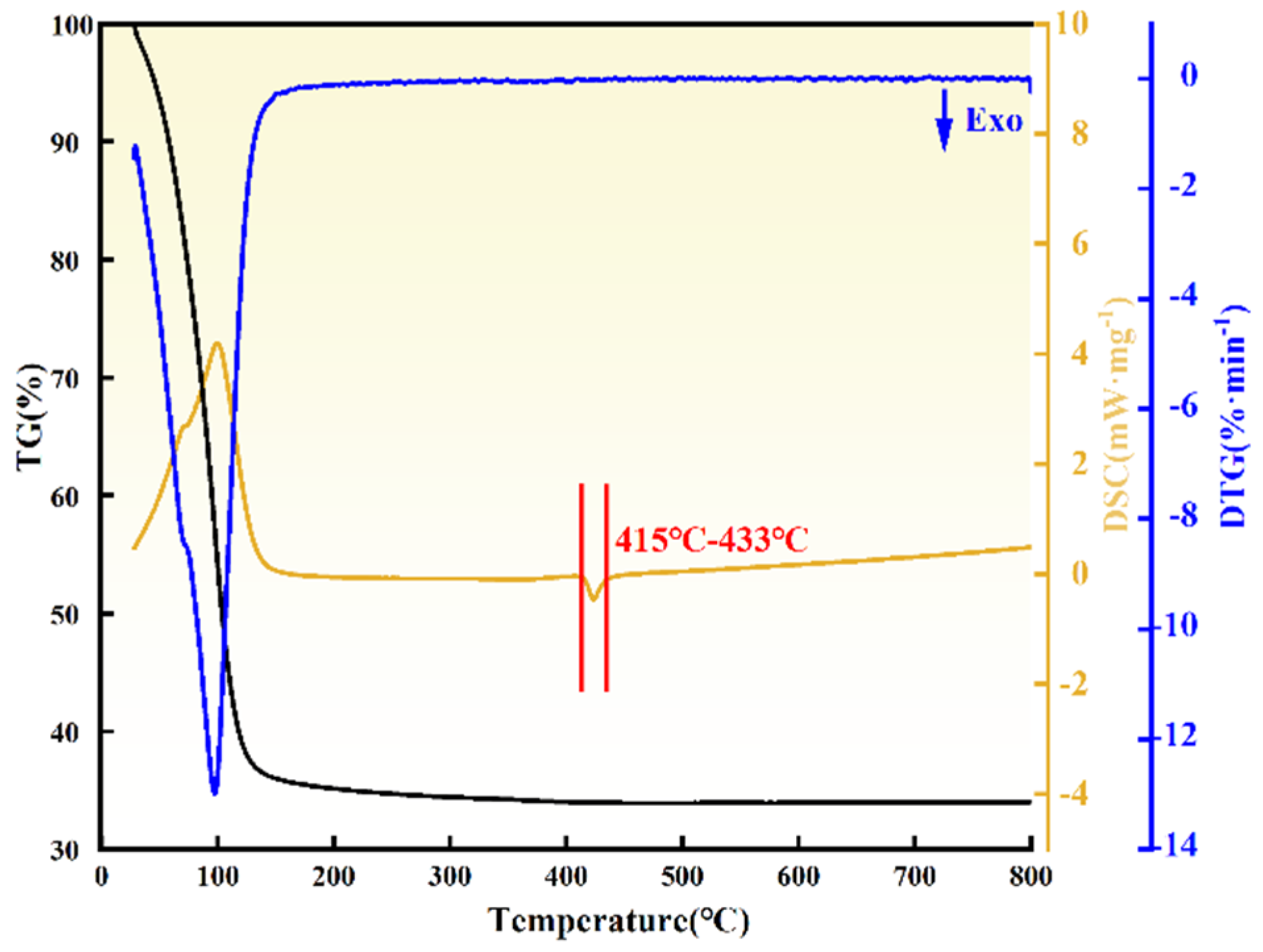
3.1. Thermogravimetric-Differential Thermal Analysis of ZrO(OH)2
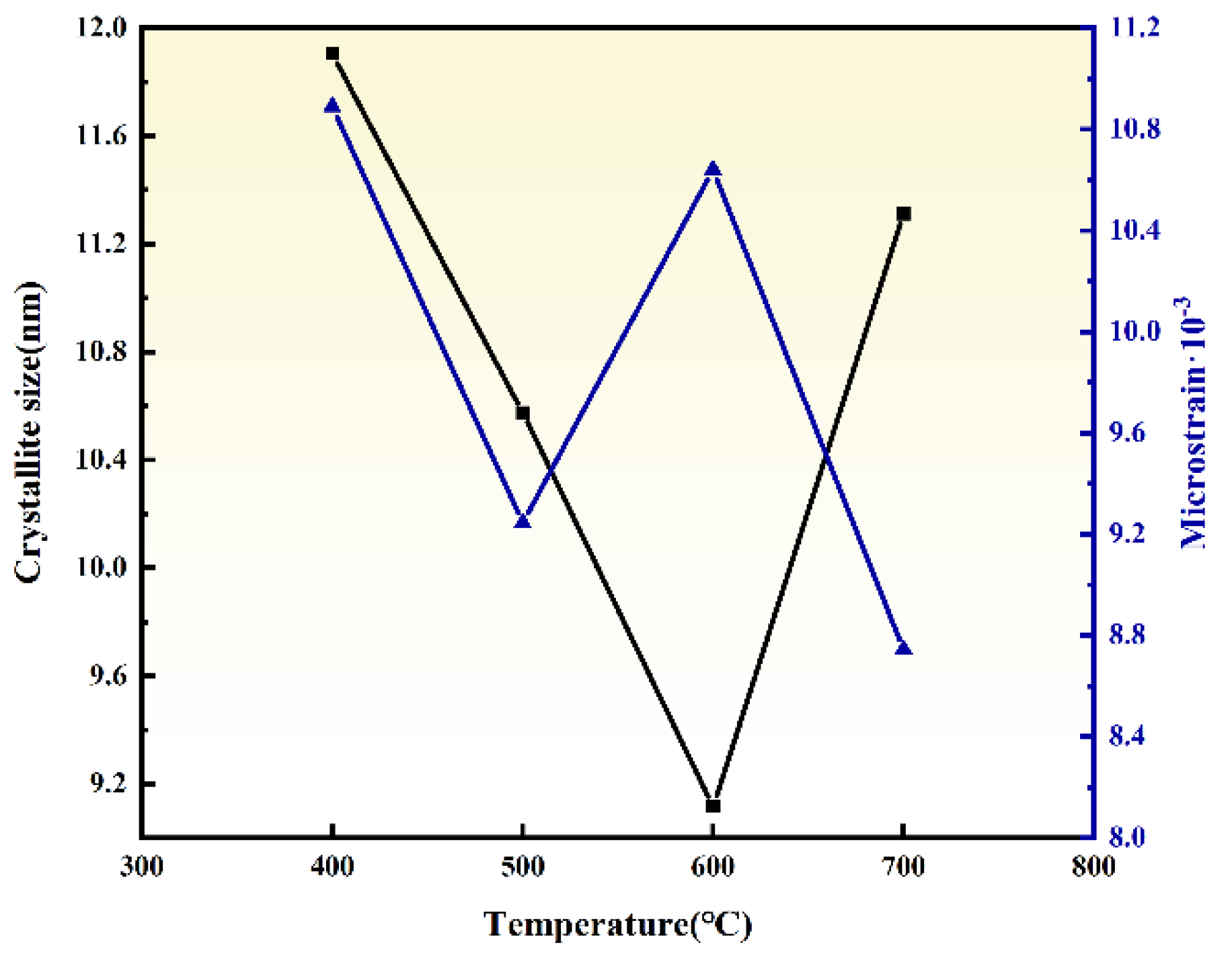
3.2. Effect of Ball Milling Temperature
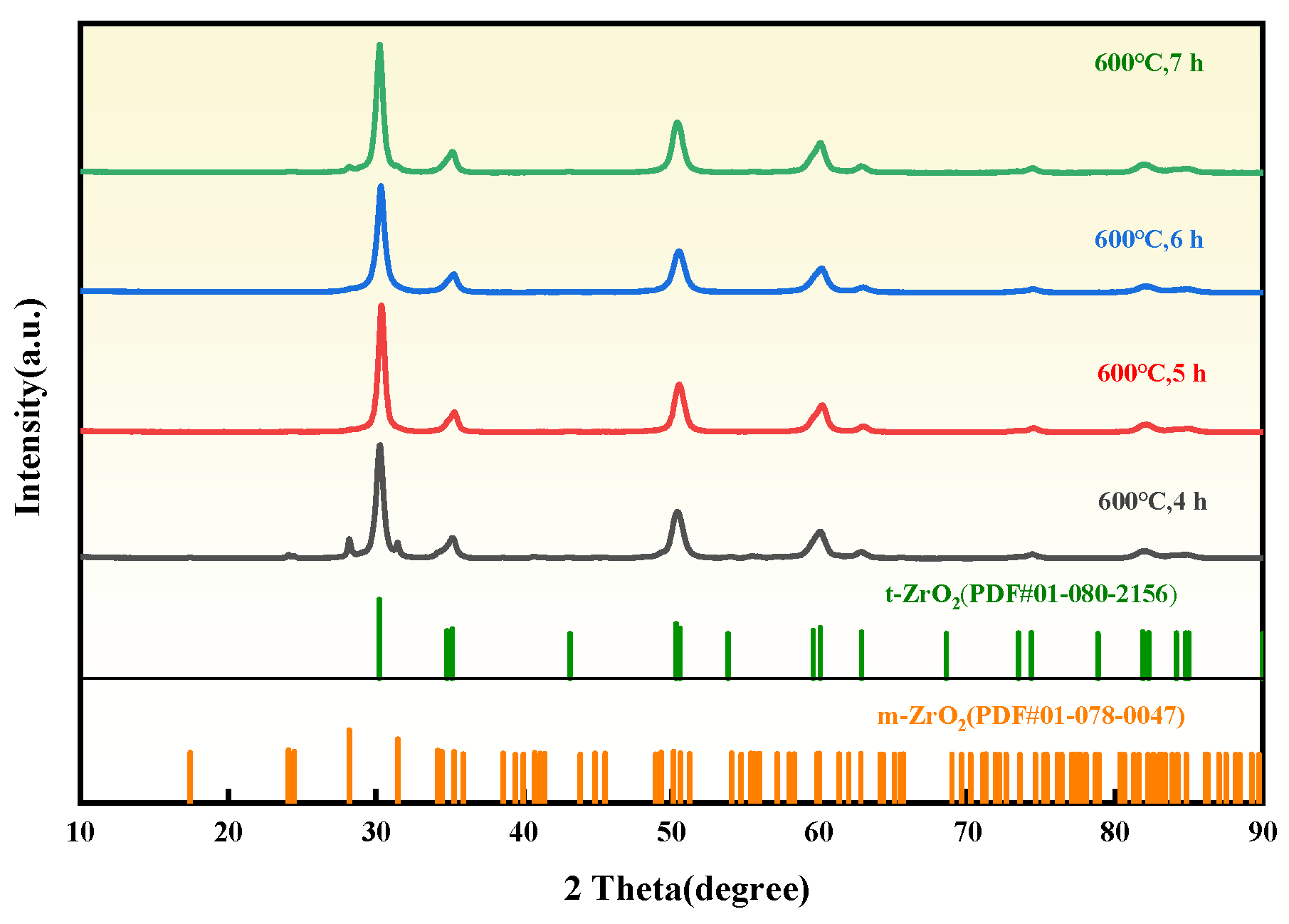
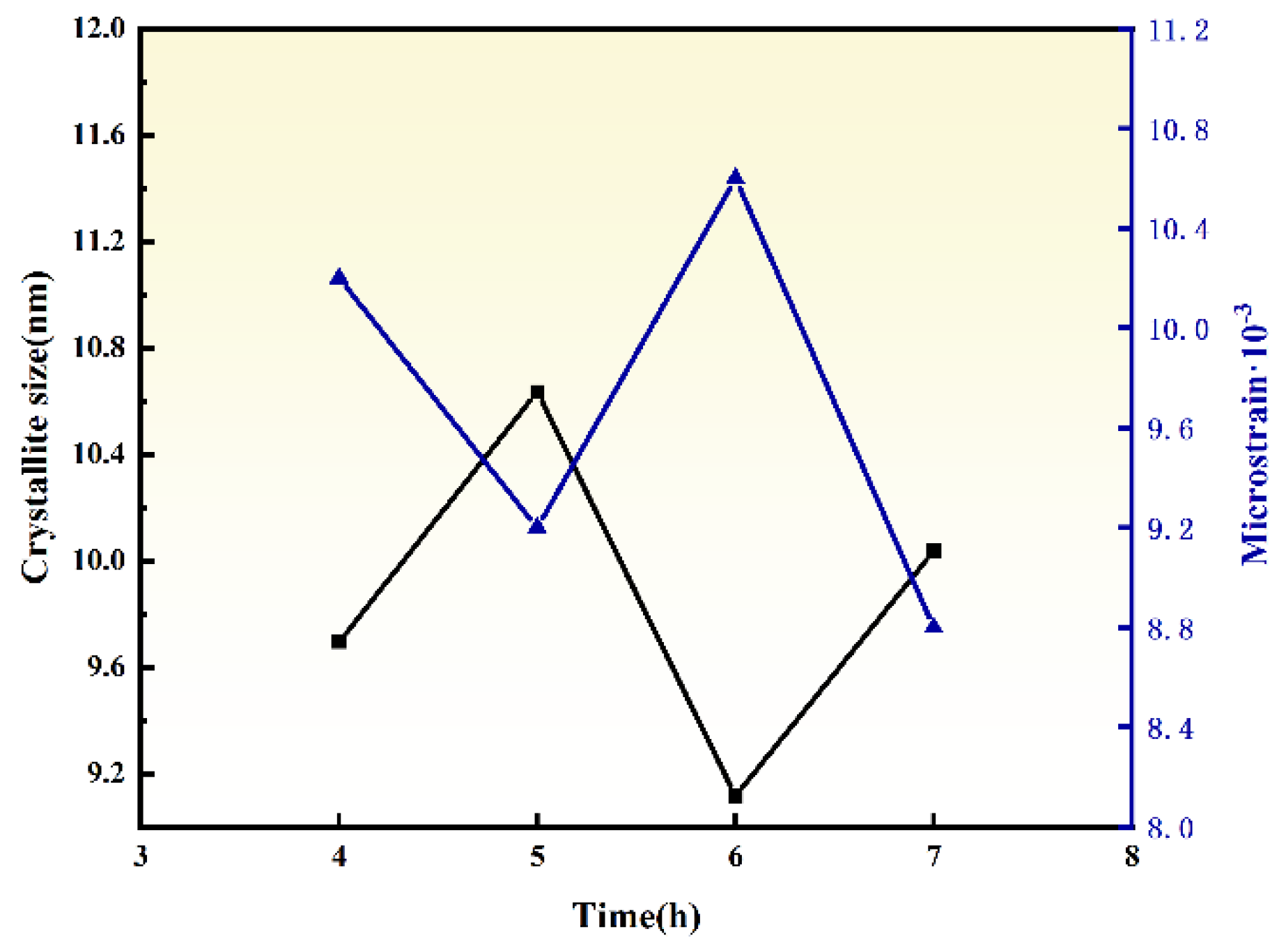
3.3. Effect of Ball Milling Time
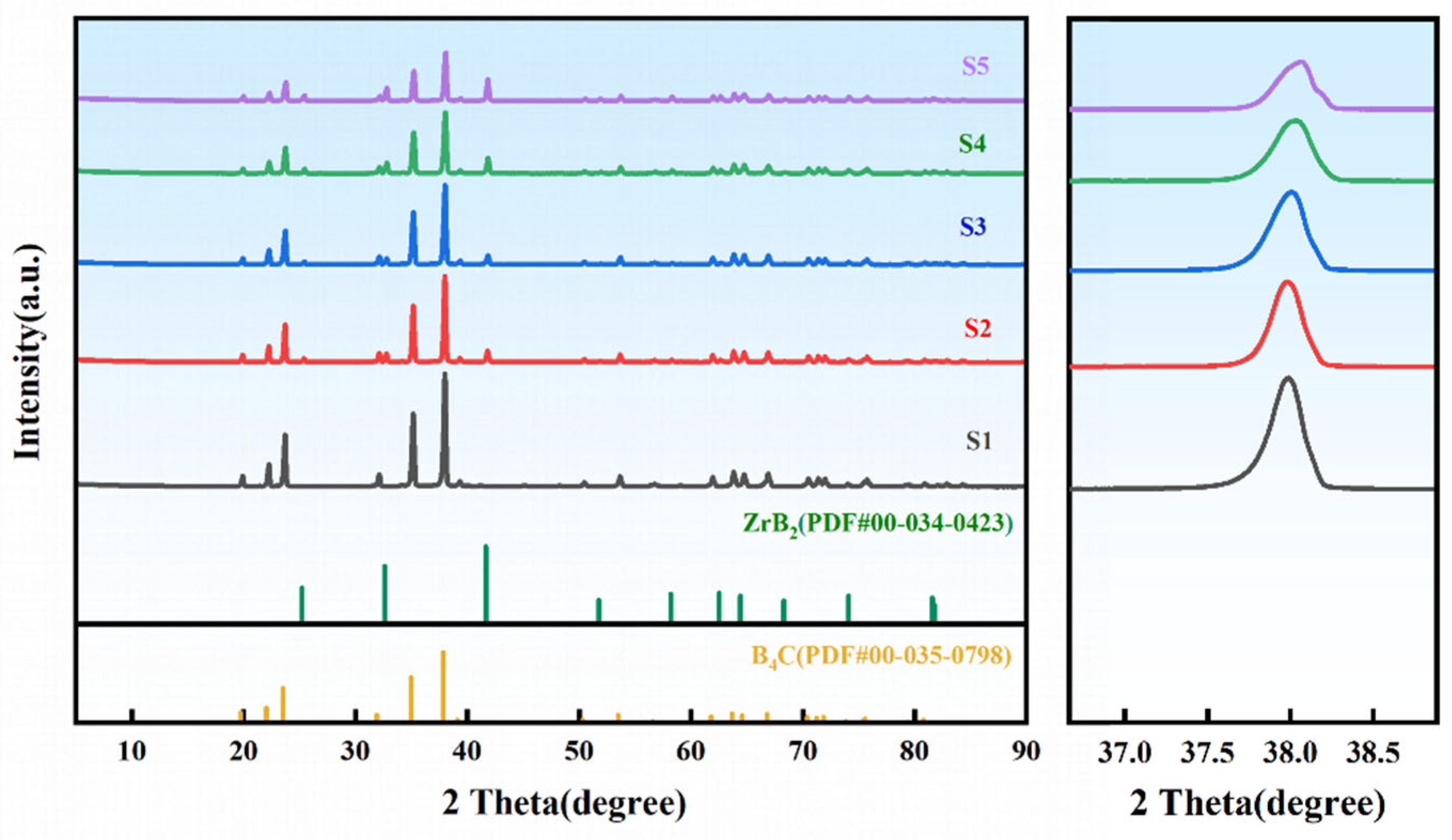
3.4. Phase Characterization of ZrO2-B4C Composites
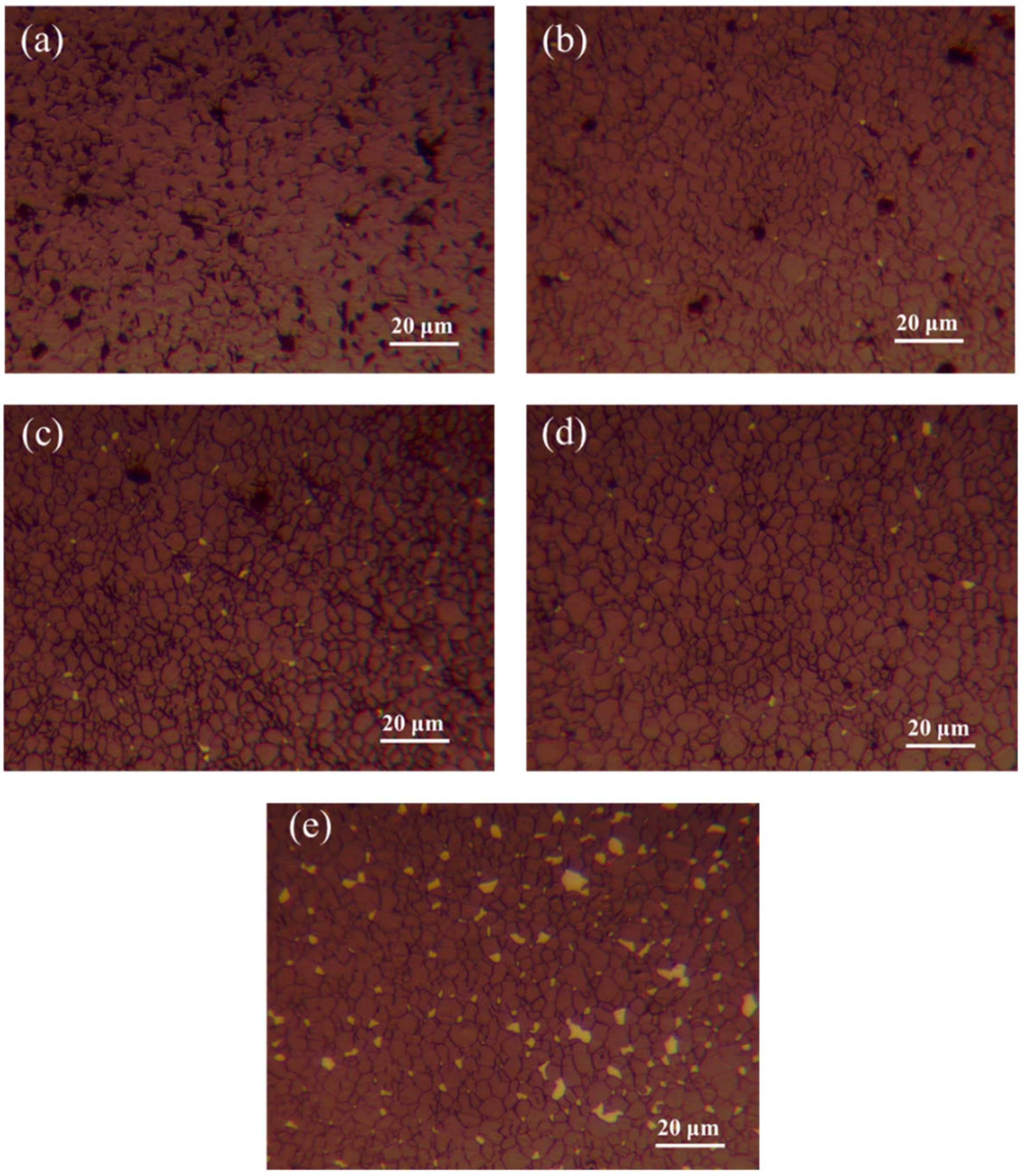
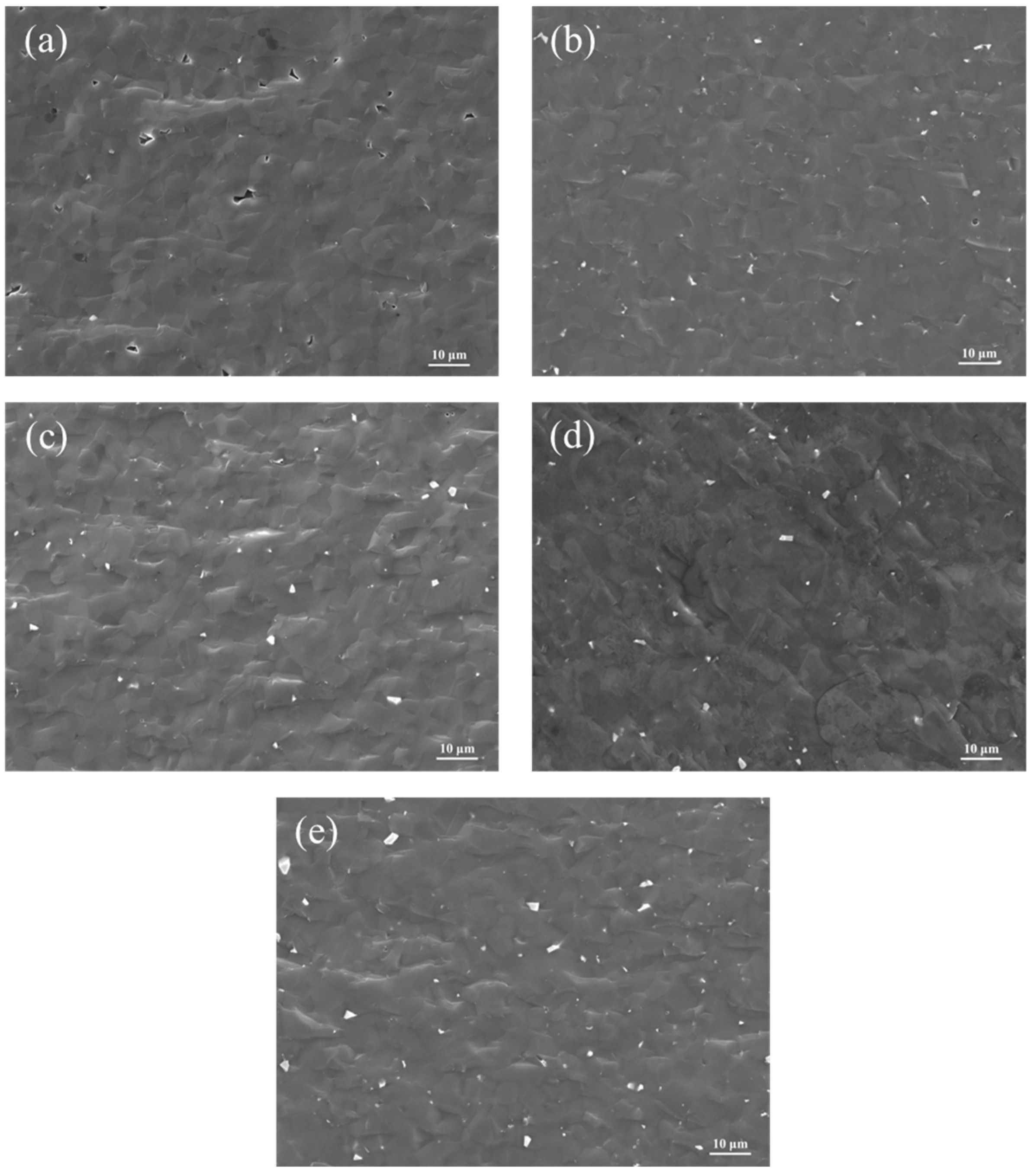
3.5. Effect of ZrO2 Content on the Microstructure of B4C Ceramics
3.6. Effect of ZrO2 Content on the Mechanical Properties of B4C Ceramics
4. Conclusions
- (1)
- HTMT Process Optimization: The ZrO2 particle size exhibited a non-monotonic trend (initial decrease followed by increase) with rising ball milling temperature (400–700 °C) and prolonged duration (4–7 h). Optimal conditions were identified as 600 °C for 6 h, yielding ZrO2 powders with narrow size distribution (9.12 nm), low microstrain (10.64 × 10−3), high crystallinity, and excellent dispersion.
- (2)
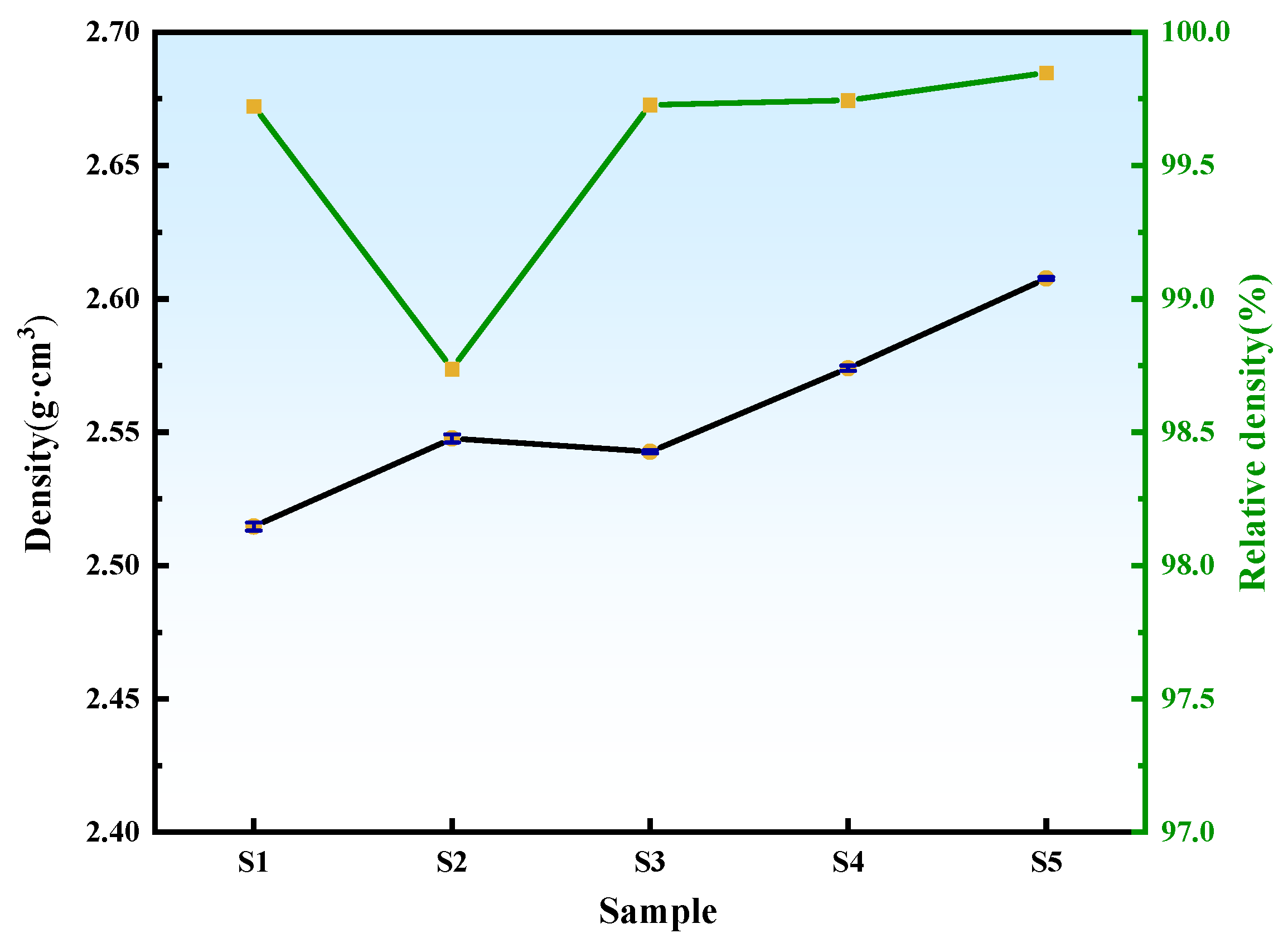
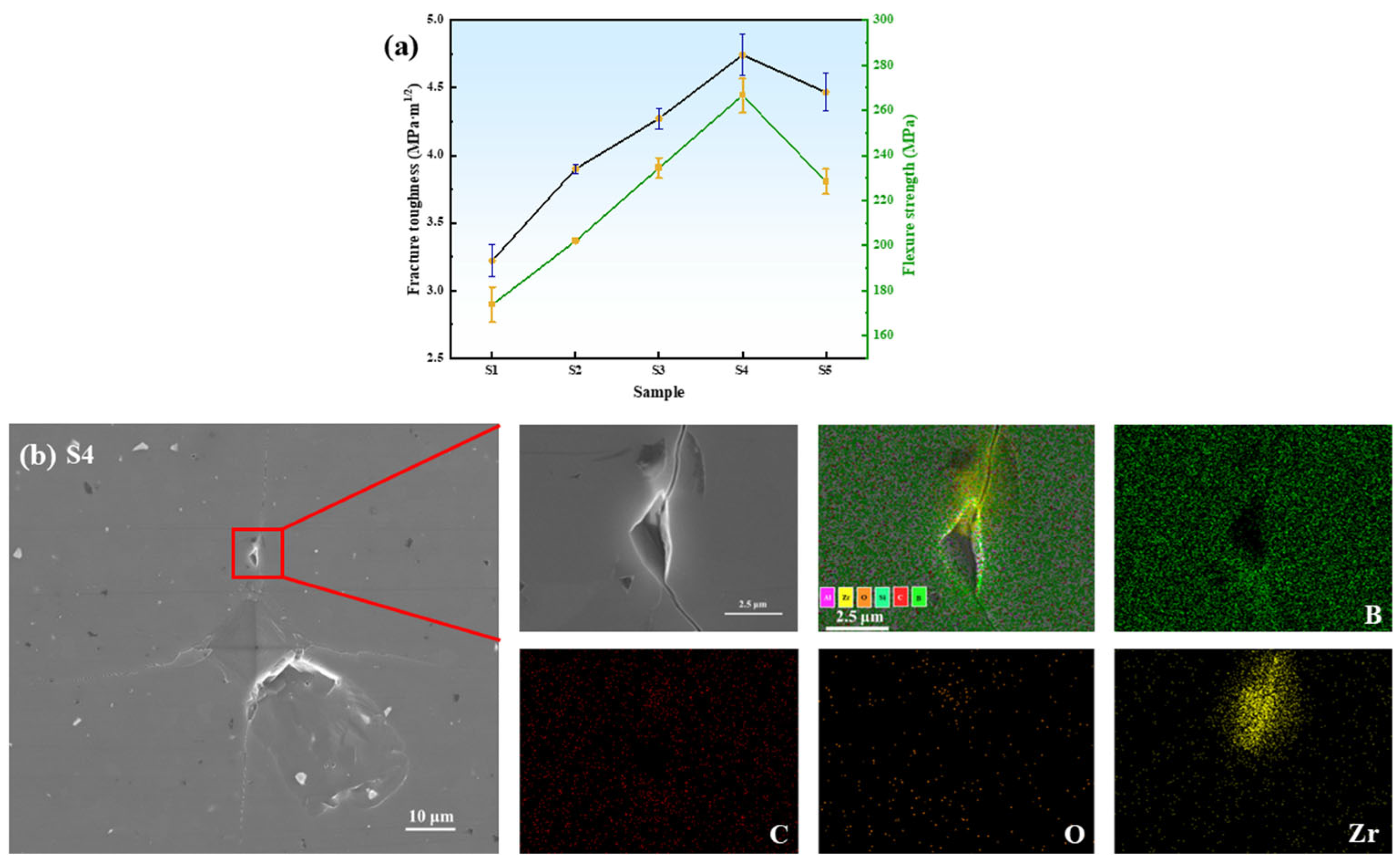
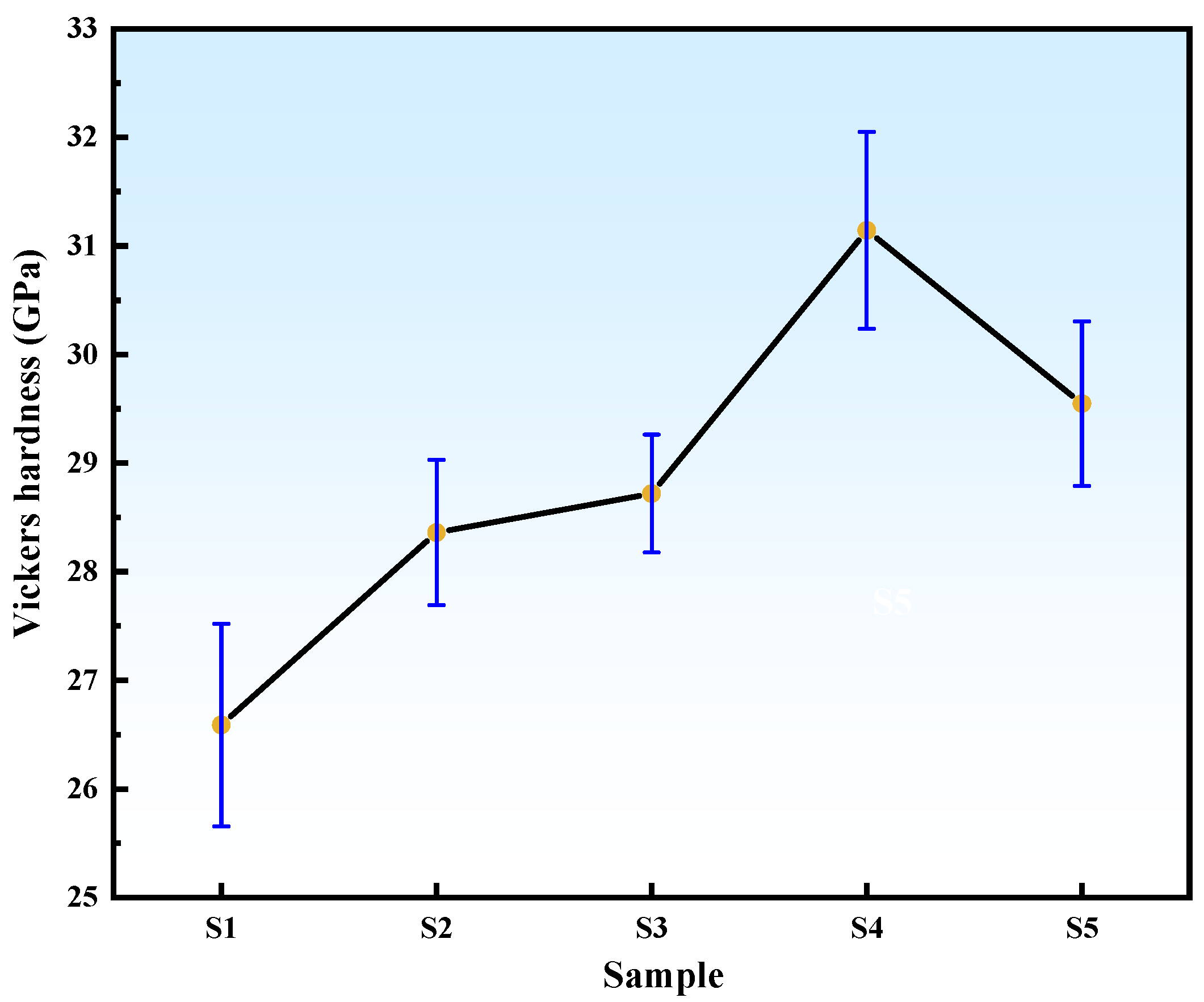
- Composite Performance: Compared to commercial nano-ZrO2, HTMT-ZrO2 demonstrated superior uniformity and dispersion, enabling enhanced densification of ZrB2-B4C composites. With increasing in situ-generated ZrB2 content, B4C crystallite size initially decreased (5.5 ± 0.3 μm at 2 wt%) and then increased (7.2 ± 0.4 μm at 6 wt%), while mechanical properties (fracture toughness: 4.74 MPa·m1/2; flexural strength: 266.61 MPa; Vickers hardness: 31.14 GPa) peaked at 4 wt% HTMT-ZrO2.
- (3)
- This mechanism prolongs the crack extension path, resulting in a 47.2% increase in fracture toughness over B4C ceramics without ZrO2 addition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, X.; Feng, Y.; Zhong, Z.; Guo, X.; Zhang, Z.; Li, J.; Zhao, S.; Wu, S.; Sun, H. Modified room temperature solid-state synthesis of yttria-stabilized zirconia (YSZ) nano-powders for solid oxide fuel cells. J. Rare Earths 2023, 41, 1385–1391. [Google Scholar] [CrossRef]
- Bugaeva, A.Y.; Nazarova, L.Y.; Tropnikov, E.M.; Shushkov, D.A.; Utkin, A.A.; Ryabkov, Y.I. Preparation, Microstructure, and Properties of a Ceramic Composite Based on Stabilized Zirconium Dioxide. Russ. J. Gen. Chem. 2023, 93, 2822–2830. [Google Scholar] [CrossRef]
- Ozsoy, M.; Tıkız, İ.; Pehlivan, H. Thermal analysis of a zirconium dioxide coated aluminum alloy piston. Int. J. Comput. Exp. Sci. Eng. Fail. Anal. 2018, 4, 43–50. [Google Scholar] [CrossRef]
- Ashok Kumaravel, V.K.; Elangovan, G. Influence of nano zirconia on the mechanical and durability properties of high-performance concrete containing nano-silica. Mater. Res. Express 2023, 10, 105012. [Google Scholar] [CrossRef]
- Yamagiwa, K.; Goudo, D. Synthesis of carbon nanotubes on carbon fiber substrates: Effects of nanozirconia dispersion on the growth of carbon nanotubes. Jpn. J. Appl. Phys. 2024, 63, 02SP04. [Google Scholar] [CrossRef]
- Song, Q.; Zha, X.; Gao, M.; Shi, J.; Ma, Y. Influence of ZrO2 on the phase composition and mechano-physical properties of MgO–ZrO2 refractories prepared by cold isostatic pressing. Ceram. Int. 2024, 50, 30474–30482. [Google Scholar] [CrossRef]
- Chakravarty, R.; Shukla, R.; Ram, R.; Tyagi, A.K.; Dash, A.; Venkatesh, M. Development of a nano-zirconia based 68Ge/68Ga generator for biomedical applications. Nucl. Med. Biol. 2011, 38, 575–583. [Google Scholar] [CrossRef]
- Bugaeva, A.Y.; Nazarova, L.Y.; Belyi, V.A.; Ryabkov, Y.I. Phase Transformations of Zirconium Dioxide and Crystal Growth During Heat Treatment of the ZrO2(CeO2,Y2O3)–La0.85Y0.15Al11O18–Al2O3 System. Russ. J. Gen. Chem. 2022, 92, 1488–1497. [Google Scholar] [CrossRef]
- Huang, W.; Qiu, H.; Zhang, Y.; Nan, L.; Gao, L.; Chen, J.; Omran, M.; Chen, G. Preparation of nano zirconia by binary doping: Effect of controlled sintering on structure and phase transformation. Ceram. Int. 2022, 48, 25374–25381. [Google Scholar] [CrossRef]
- Hsu, Y.-W.; Yang, K.-H.; Chang, K.-M.; Yeh, S.-W.; Wang, M.-C. Synthesis and crystallization behavior of 3mol% yttria stabilized tetragonal zirconia polycrystals (3Y-TZP) nanosized powders prepared using a simple co-precipitation process. J. Alloys Compd. 2011, 509, 6864–6870. [Google Scholar] [CrossRef]
- Sarkar, D.; Mohapatra, D.; Ray, S.; Bhattacharyya, S.; Adak, S.; Mitra, N. Synthesis and characterization of sol–gel derived ZrO2 doped Al2O3 nanopowder. Ceram. Int. 2007, 33, 1275–1282. [Google Scholar] [CrossRef]
- Li, N.; Dong, B.; Yuan, W.; Gao, Y.; Zheng, L.; Huang, Y.; Wang, S. ZrO2 Nanoparticles Synthesized using Ionic Liquid Microemulsion. J. Dispers. Sci. Technol. 2007, 28, 1030–1033. [Google Scholar] [CrossRef]
- Liu, L.; Wang, S.; Zhang, B.; Jiang, G.; Yang, J.; Li, Y.; Liu, W.; Wang, J.; Kong, W. From modification to mechanism: Supercritical hydrothermal synthesis of nano-zirconia. Ceram. Int. 2022, 48, 4401–4423. [Google Scholar] [CrossRef]
- Zhang, W.; Tan, Y.; Gao, Y.; Wu, J.; Tang, B. Ultrafine nano zirconia as electrochemical pseudocapacitor material. Ceram. Int. 2015, 41, 2626–2630. [Google Scholar] [CrossRef]
- Puclin, T.; Kaczmarek, W.A.; Ninham, B.W. Mechanochemical processing of ZrSiO4. Mater. Chem. Phys. 1995, 40, 73–81. [Google Scholar] [CrossRef]
- Ding, J.; Tsuzuki, T.; McCormick, P.G. Mechanochemical synthesis of ultrafine ZrO2 powder. Nanostruct. Mater. 1997, 8, 75–81. [Google Scholar] [CrossRef]
- Liu, M.; Wang, B.; Wang, Y.; Fu, D.; Chang, Y.; Li, B.; Liu, K.; He, X.; Chen, J.; Wei, S.; et al. Intercalation of AlCl3 in microcrystalline graphite via high-temperature mechanochemical method for electromagnetic wave absorption. Appl. Surf. Sci. 2024, 666, 160387. [Google Scholar] [CrossRef]
- Liu, M.; Chen, J.; Li, B.; Wang, B.; Wang, Y.; Han, Q.; Wei, S.; Liu, K.; He, X.; Sun, R.; et al. Electromagnetic wave absorption properties of Mn0.4Zn0.6Fe2O4 powders synthesized by high-temperature mechanochemical method. Mater. Sci. Eng. B 2024, 302, 117243. [Google Scholar] [CrossRef]
- Hou, Y.; Li, B.; Chen, J.; Shen, X.; Wang, B.; Liu, K.; Wei, S.; He, X.; Li, D.; Han, Q. Electromagnetic wave absorption properties of core double-shell structured α-Fe(Si)@Fe3O4@SiO2 composites. Appl. Surf. Sci. 2023, 615, 156345. [Google Scholar] [CrossRef]
- Jia, P.; Shao, Z.; Liu, K. Synthesis and electrochemical performance of Li4Ti5O12 by high temperature ball milling method. Mater. Lett. 2014, 125, 218–220. [Google Scholar] [CrossRef]
- Salim, E.T.; Ismail, R.A.; Halbos, H.T. Growth of Nb2O5 film using hydrothermal method: Effect of Nb concentration on physical properties. Mater. Res. Express 2019, 6, 116429. [Google Scholar] [CrossRef]
- Mondal, A.; Ram, S. Monolithic t-ZrO2 Nanopowder through a ZrO(OH)2·xH2O Polymer Precursor. J. Am. Ceram. Soc. 2004, 87, 2187–2194. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Garvie, R.C. The Occurrence of Metastable Tetragonal Zirconia as a Crystallite Size Effect. J. Phys. Chem. 1965, 69, 1238–1243. [Google Scholar] [CrossRef]
- Kim, H.-W.; Koh, Y.-H.; Kim, H.-E. Reaction sintering and mechanical properties of B4C with addition of ZrO2. J. Mater. Res. 2000, 15, 2431–2436. [Google Scholar] [CrossRef]
- Chen, H.; Zeng, F.; Li, W.; Liu, J.A.; Gu, Y.; Zhang, F. Densification behavior and mechanical properties of spark plasma reaction sintered ZrB2–ZrC-B4C ceramics from B4C-Zr system. Ceram. Int. 2019, 45, 12122–12129. [Google Scholar] [CrossRef]
- Wang, X.-G.; Guo, W.-M.; Kan, Y.-M.; Zhang, G.-J. Hot-Pressed ZrB2 Ceramics With Composite Additives of Zr and B4C. Adv. Eng. Mater. 2010, 12, 893–898. [Google Scholar] [CrossRef]
- Xiong, Y.; Du, X.; Xiang, M.; Wang, H.; Wang, W.; Fu, Z. Densification mechanism during reactive hot pressing of B4C-ZrO2 mixtures. J. Eur. Ceram. Soc. 2018, 38, 4167–4172. [Google Scholar] [CrossRef]
- Sagar, J.S.; Kashyap, S.J.; Madhu, G.M. Investigation of mechanical, thermal and electrical parameters of gel combustion-derived cubic zirconia/epoxy resin composites for high-voltage insulation. Cerâmica 2020, 66, 186–196. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Characteristics (wt%) | |||
|---|---|---|---|---|
| B4C | Commercially Available Nano-ZrO2 | HTMT Nano-ZrO2 | SiO2 | |
| S1 | 99 | 0 | 0 | 1 |
| S2 | 97 | 2 | 0 | 1 |
| S3 | 97 | 0 | 2 | 1 |
| S4 | 95 | 0 | 4 | 1 |
| S5 | 93 | 0 | 6 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Jia, J.; Li, B.; Fu, D.; Wang, C.; Liu, K.; Wei, S.; Han, Q. High-Temperature Mechanochemical Synthesis of Nano-ZrO2 for Enhanced Densification and Fracture Toughness in B4C Ceramics. Materials 2025, 18, 2332. https://doi.org/10.3390/ma18102332
Xu J, Jia J, Li B, Fu D, Wang C, Liu K, Wei S, Han Q. High-Temperature Mechanochemical Synthesis of Nano-ZrO2 for Enhanced Densification and Fracture Toughness in B4C Ceramics. Materials. 2025; 18(10):2332. https://doi.org/10.3390/ma18102332
Chicago/Turabian StyleXu, Jingming, Jinchao Jia, Binchuan Li, Daxue Fu, Chunxin Wang, Kuiren Liu, Shicheng Wei, and Qing Han. 2025. "High-Temperature Mechanochemical Synthesis of Nano-ZrO2 for Enhanced Densification and Fracture Toughness in B4C Ceramics" Materials 18, no. 10: 2332. https://doi.org/10.3390/ma18102332
APA StyleXu, J., Jia, J., Li, B., Fu, D., Wang, C., Liu, K., Wei, S., & Han, Q. (2025). High-Temperature Mechanochemical Synthesis of Nano-ZrO2 for Enhanced Densification and Fracture Toughness in B4C Ceramics. Materials, 18(10), 2332. https://doi.org/10.3390/ma18102332