


Simulation Study on the Impact of Melt Track Overlap Rate on the Forming Result During the Selective Laser Melting of Ti-6Al-4V Alloy

Abstract

1. Introduction
2. Experimental Conditions and Methods
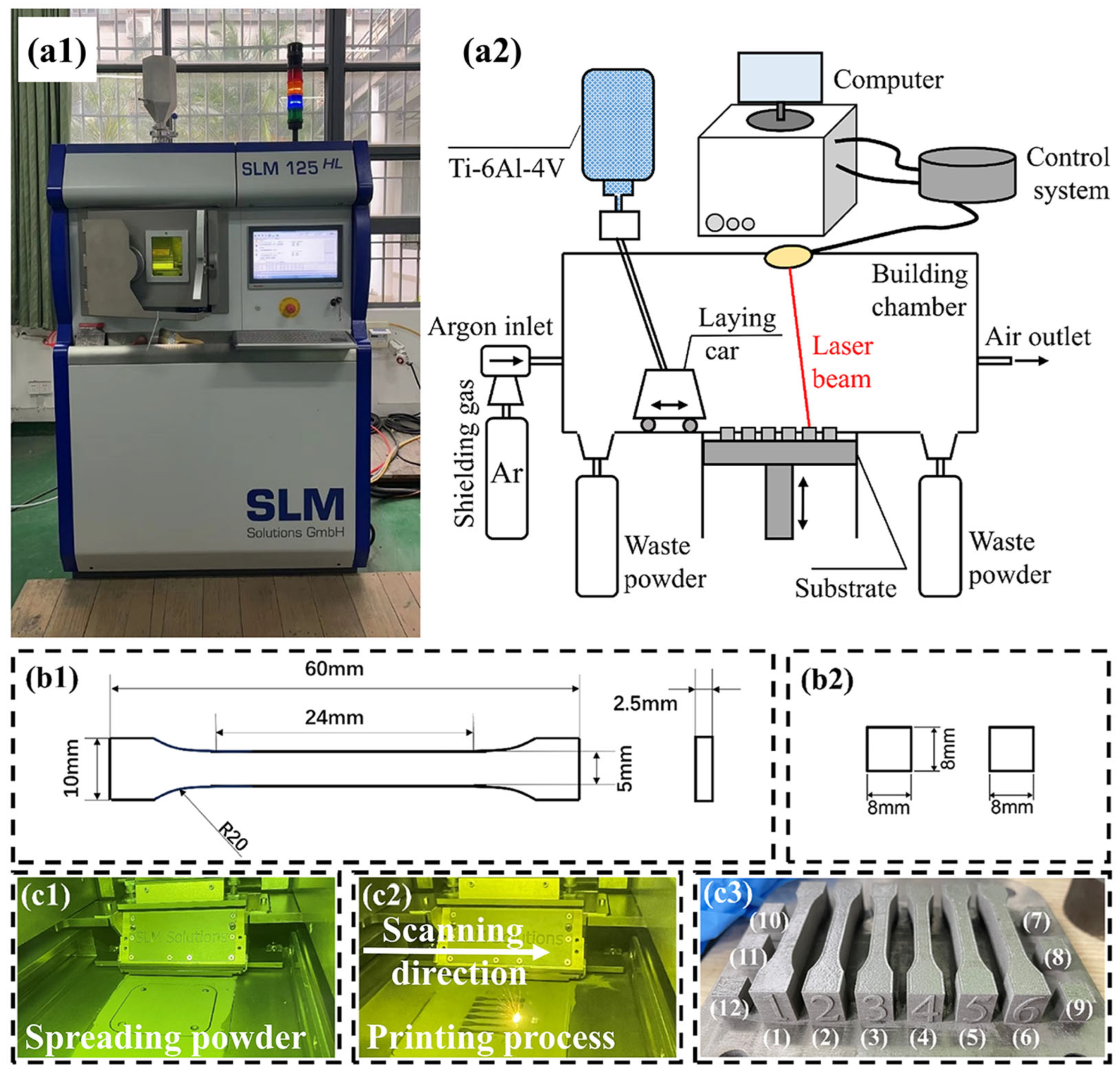
2.1. Materials and Equipment
2.2. Experimental Method
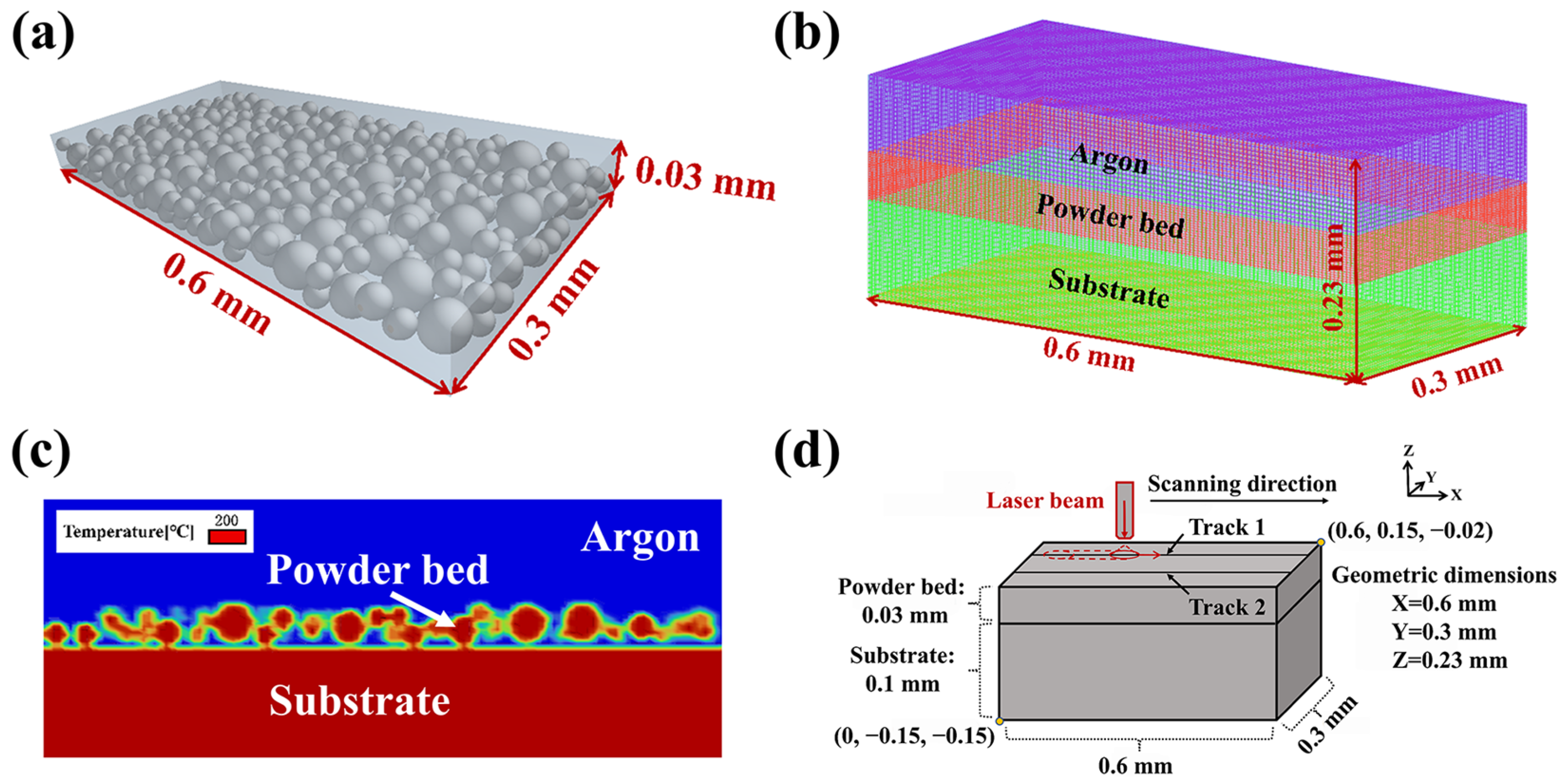
3. Numerical Model
3.1. Numerical Implementation
3.2. Discrete Particle Contact Model
3.3. Macroscopic Heat and Mass Transfer Model
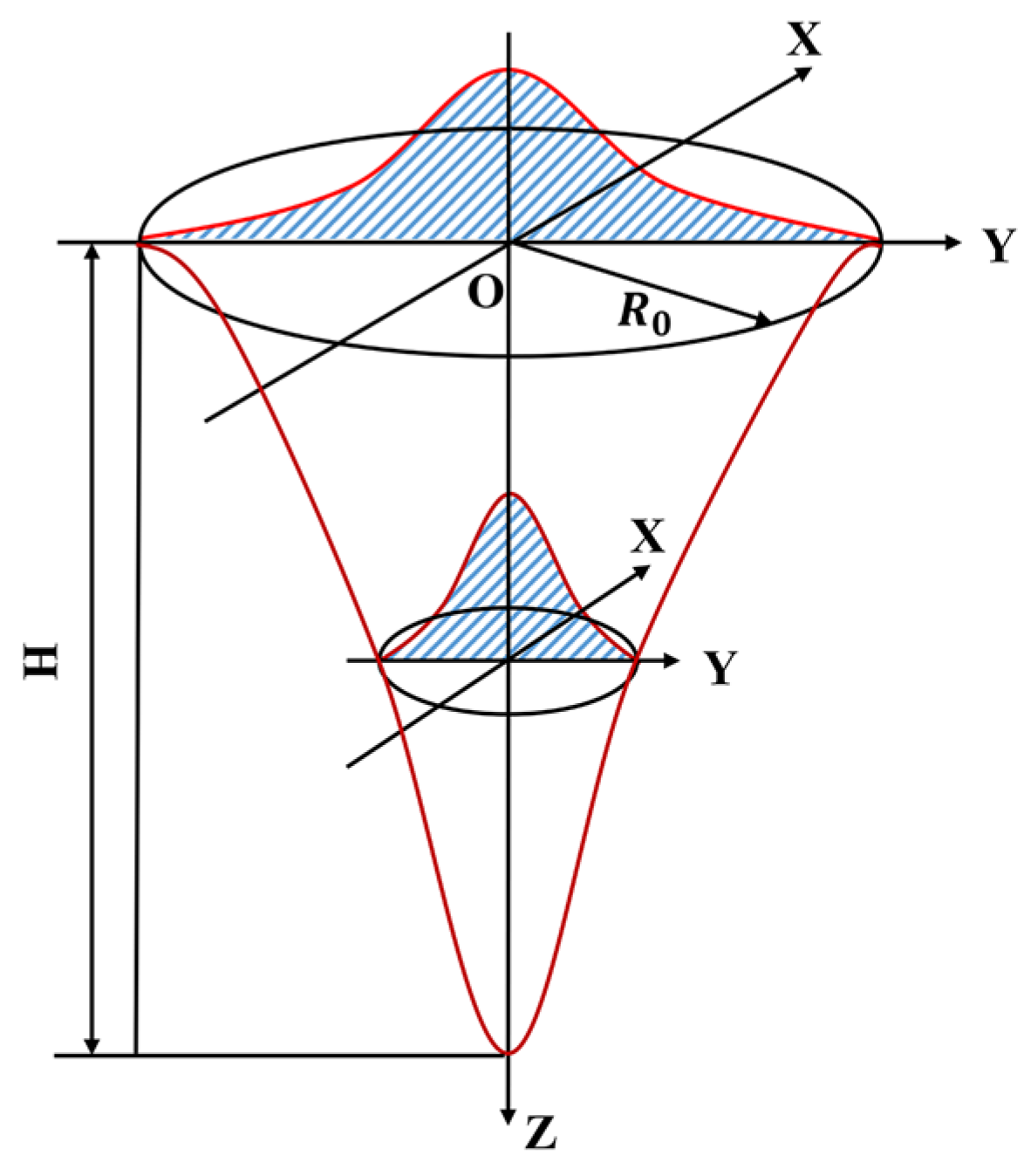
3.3.1. Model of Laser Heat Source
3.3.2. Governing Equations
- (1)
- Heat transfer equation
- (2)
- Momentum equation
- (3)
- Energy equation
3.3.3. Surface Tension and Recoil Pressure
3.3.4. Marangoni Effect
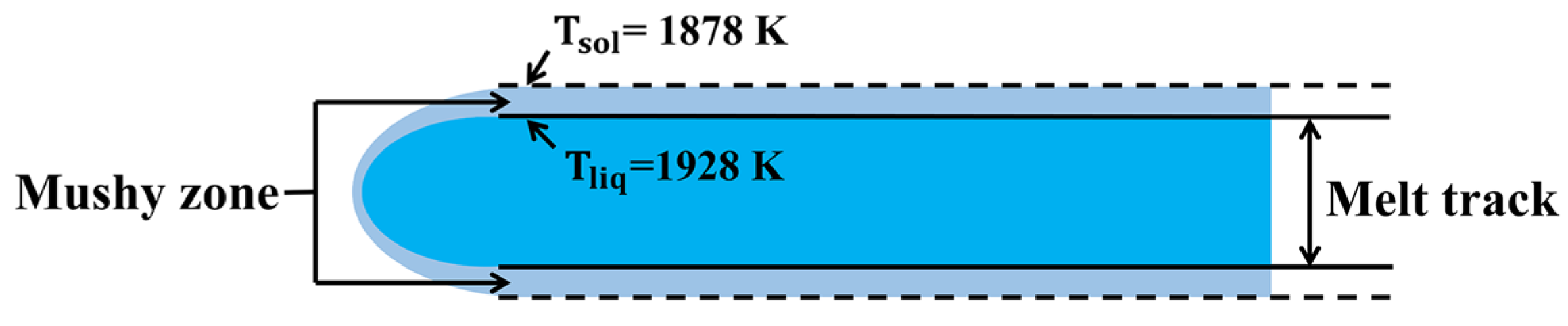
3.3.5. The Definition of “Mushy Zone”
3.3.6. Boundary Conditions
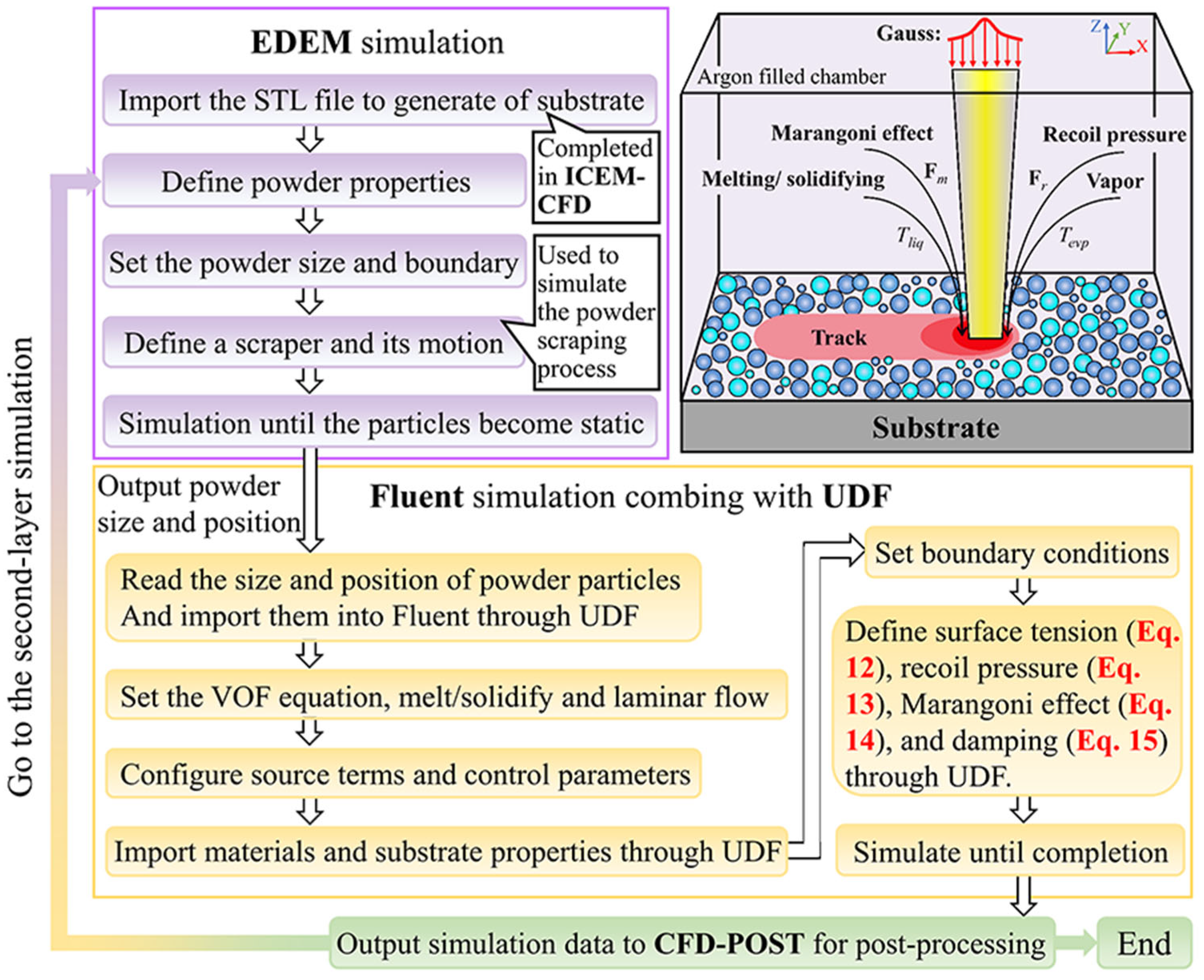
3.4. Flowchart of Simulation Process
4. Results and Discussion
4.1. Investigation of the Forming Quality of Ti-6Al-4V Samples
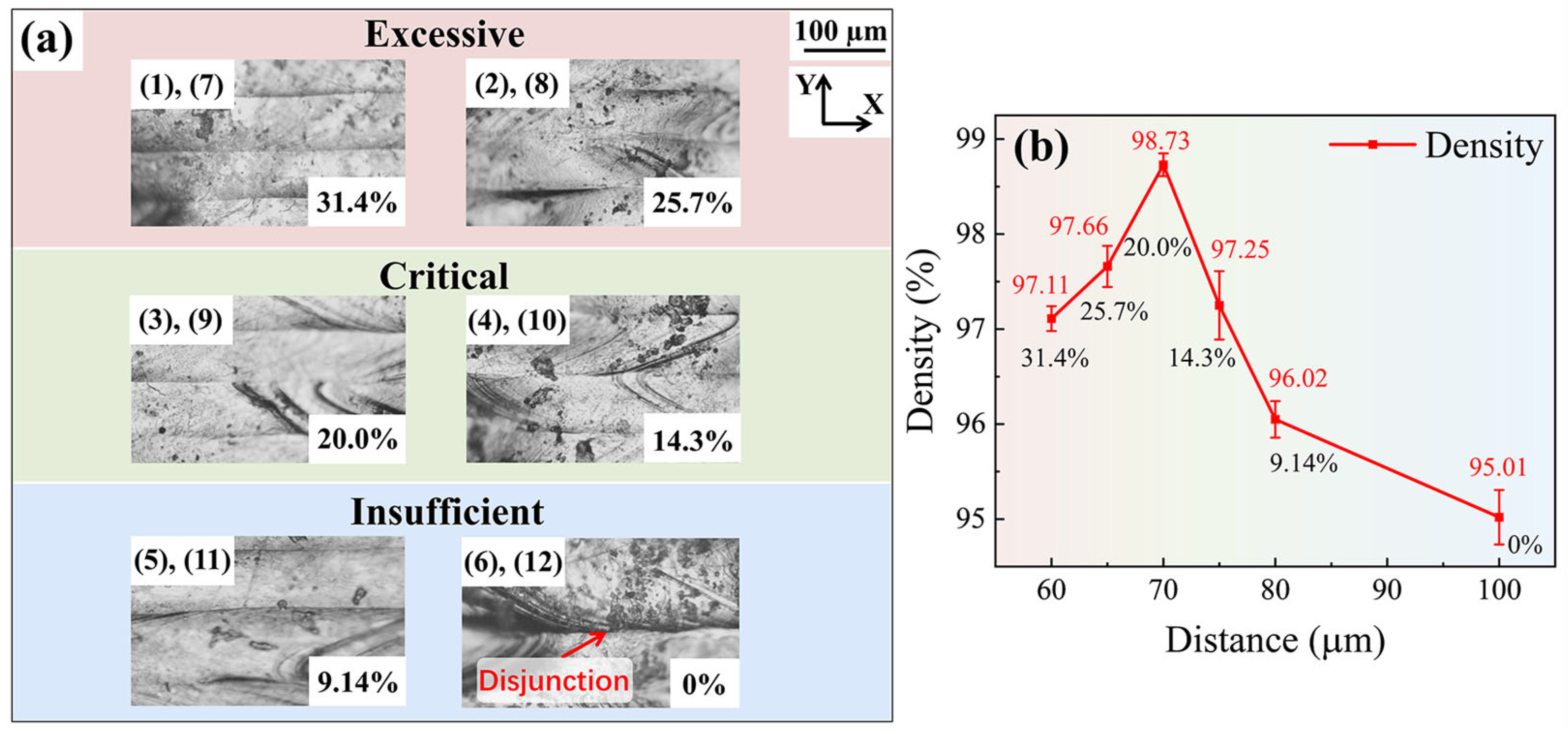
4.1.1. Surface Morphology and Density of Samples
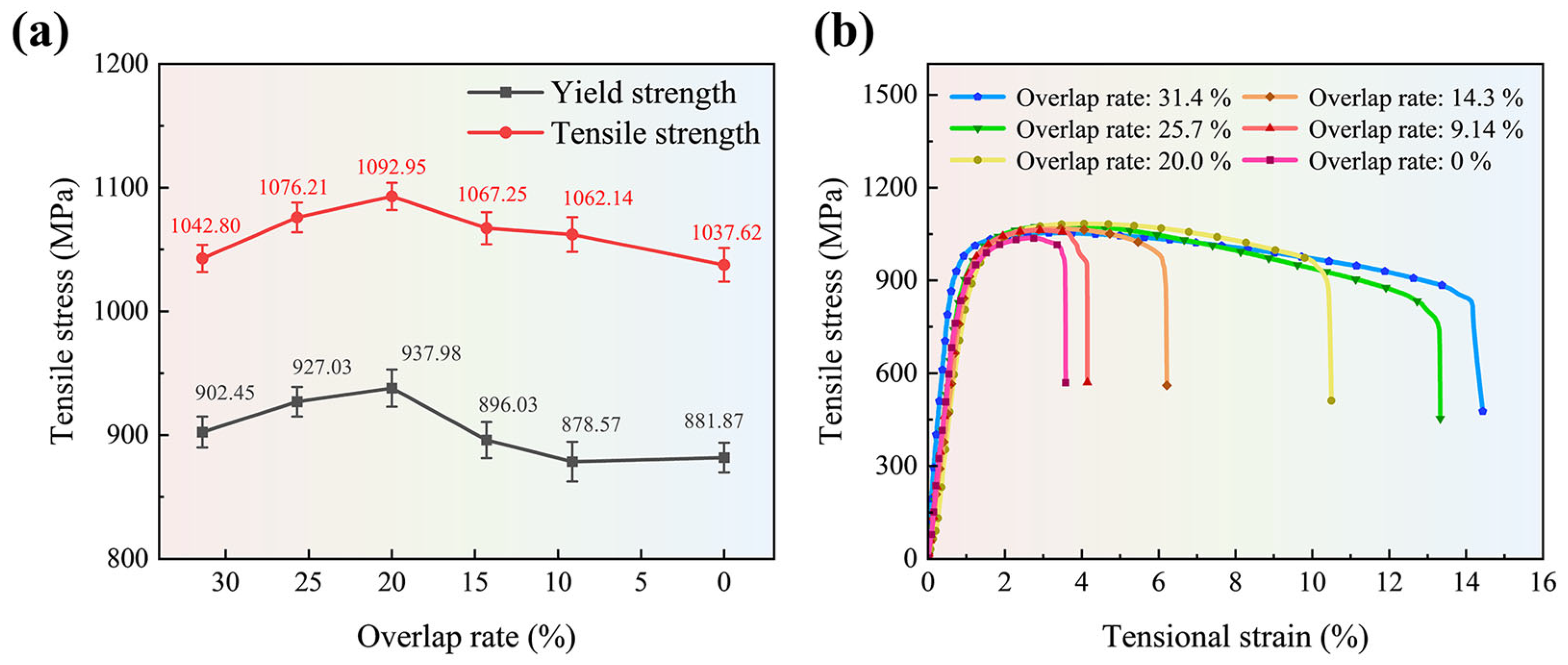
4.1.2. Tensile Strength of Ti-6Al-4V Samples
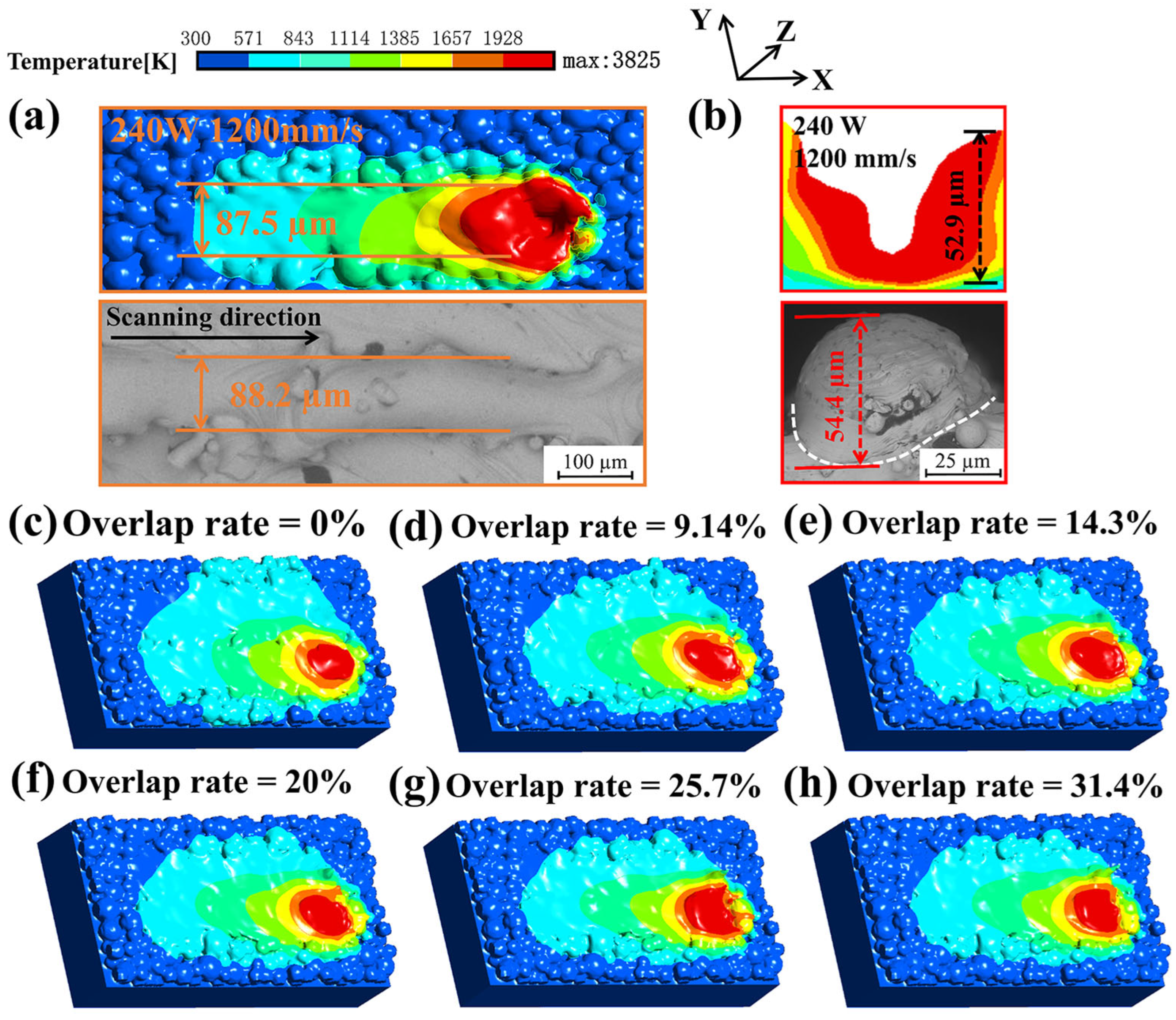
4.2. Numerical Model Verification
4.3. Effect of Melt Track Overlap Rate on the Porosity of Ti-6Al-4V Samples
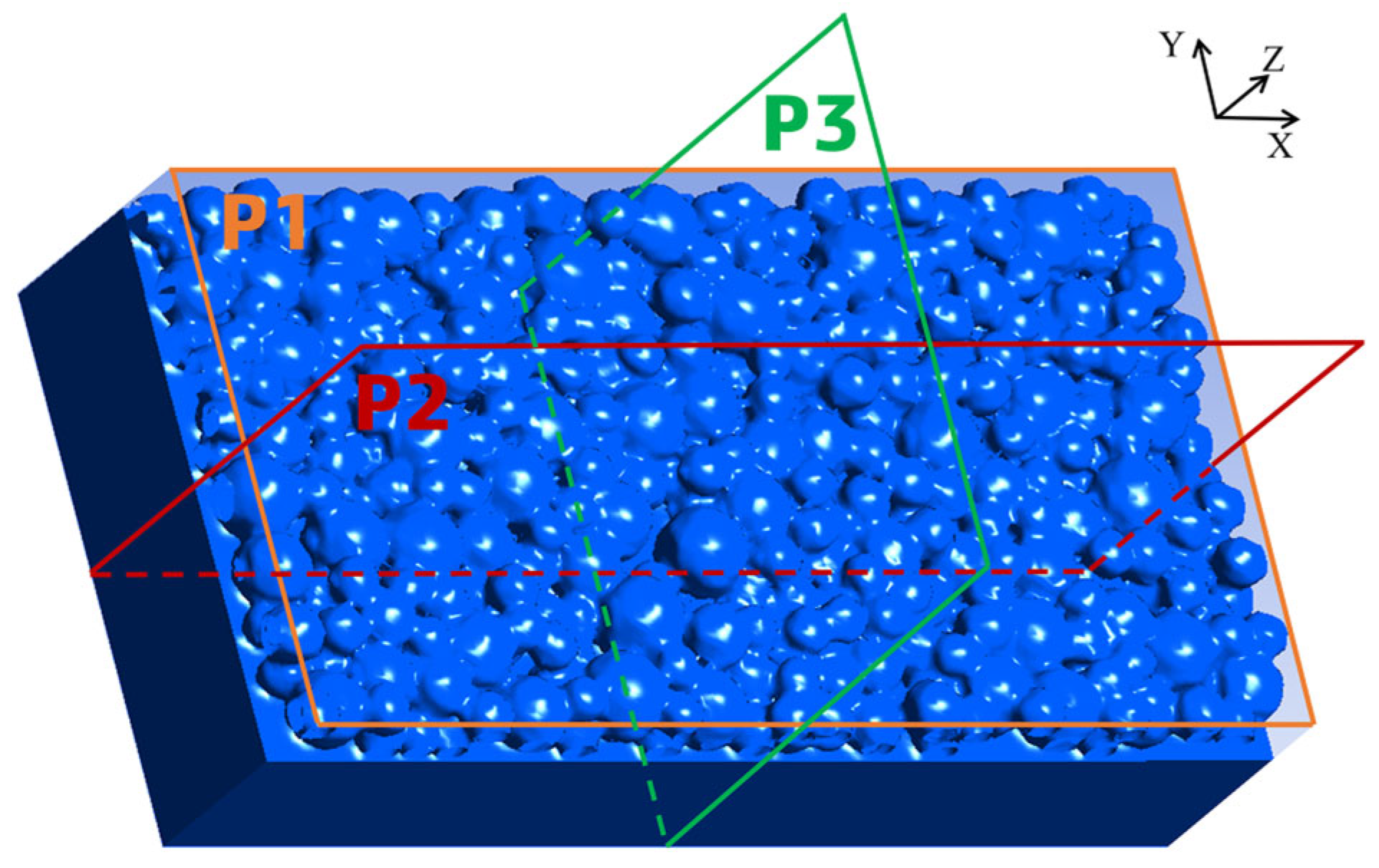
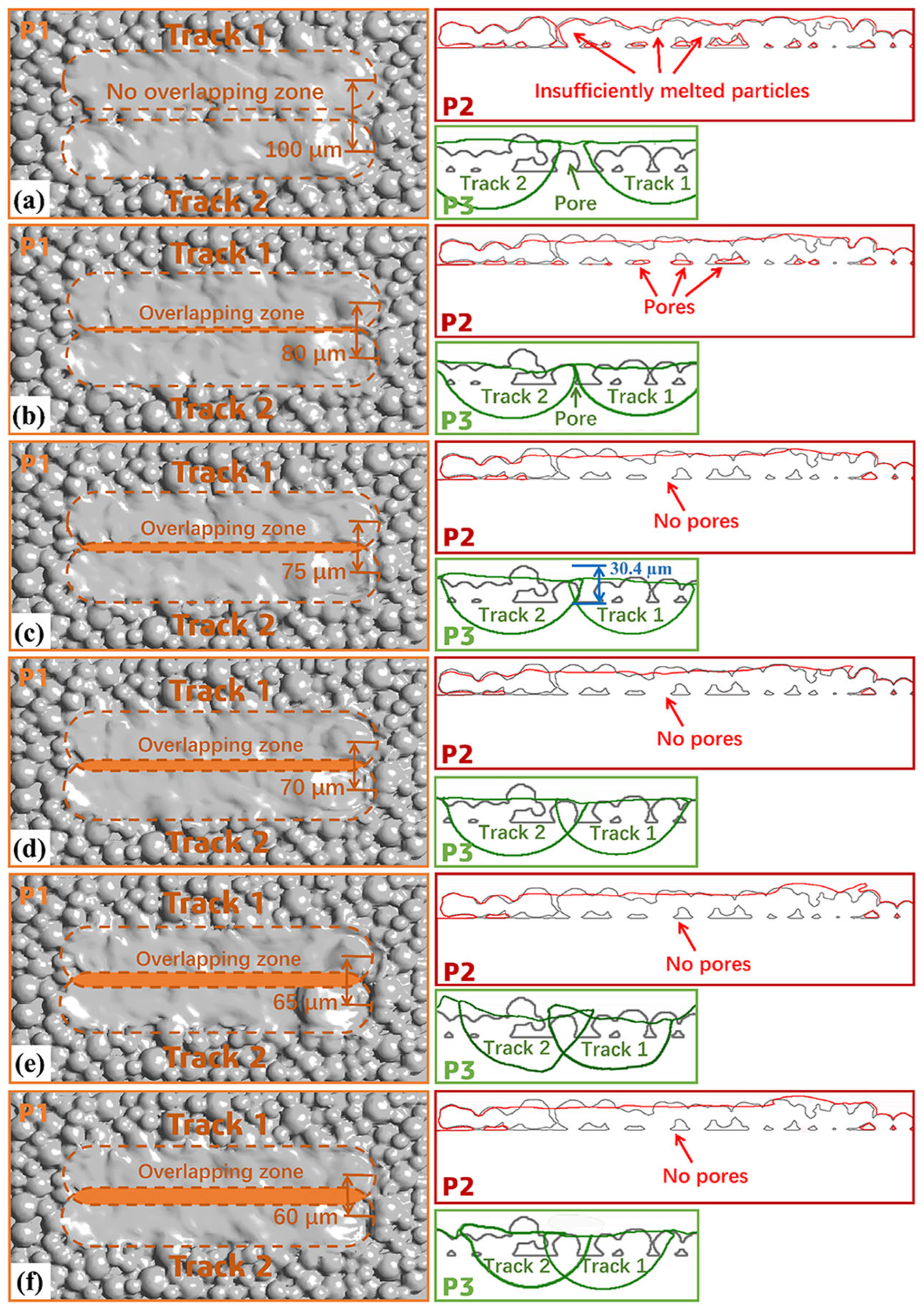
4.3.1. Analysis of the Welding State Between Double Melt Tracks
4.3.2. Analysis of the Welding State Between the Upper and Lower Melt Tracks
4.4. Temperature Field Changes in the Overlapping Zone
5. Conclusions
- (1)
- SLM forming experiments were conducted on Ti-6Al-4V alloy. The experimental results show that when the melt track overlap rate is 20%, the density of the sample is 98.73%. Without special treatment to eliminate the residual stress of the samples, the tensile strength is 1092.95 ± 11.05 MPa, and the grains in the overlapping zone do not grow significantly. Compared with other samples, the overall mechanical properties of this sample are better;
- (2)
- Using Fluent 2023 R1 software, a double melt track model of the SLM forming process was established. The double melt track forming process of Ti-6Al-4V alloy at six different melt track overlap rates (0%, 9.14%, 14.3%, 20%, 25.7%, 31.4%) was simulated. According to the cross-sectional diagram of the double melt tracks, the relationship between the melt track overlap rate and the residual pores was analyzed. The results show that when the melt track overlap rate is 0%, there will be a large number of pores in the overlapping zone caused by unmelted powder. When the melt track overlap rate is 9.14%, although the surface forming quality is intact, due to the smaller depth of the overlapping zone, the powder at the bottom of the overlapping zone cannot be fully melted. Therefore, there are also pores at the bottom of the overlapping zone;
- (3)
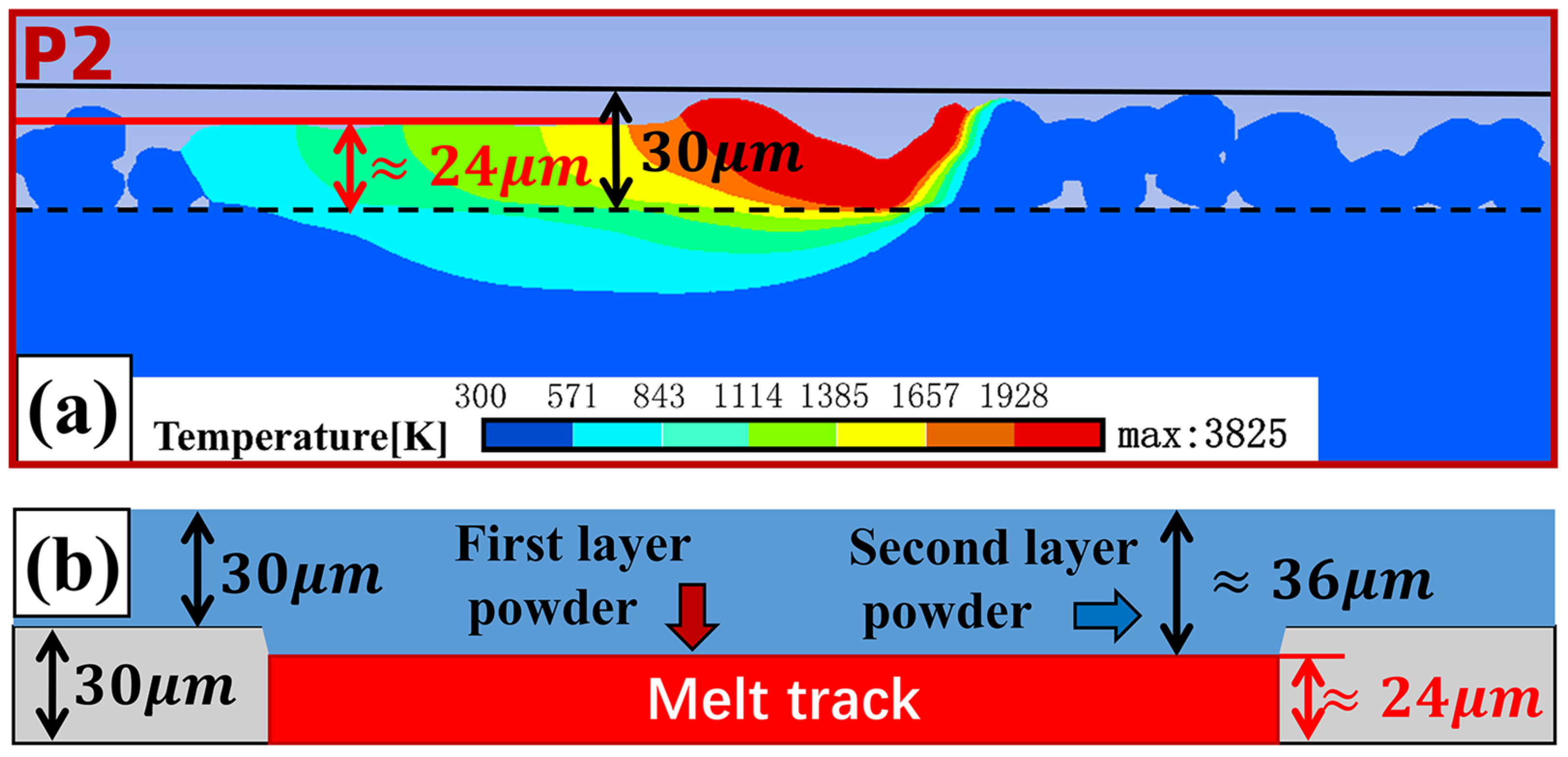
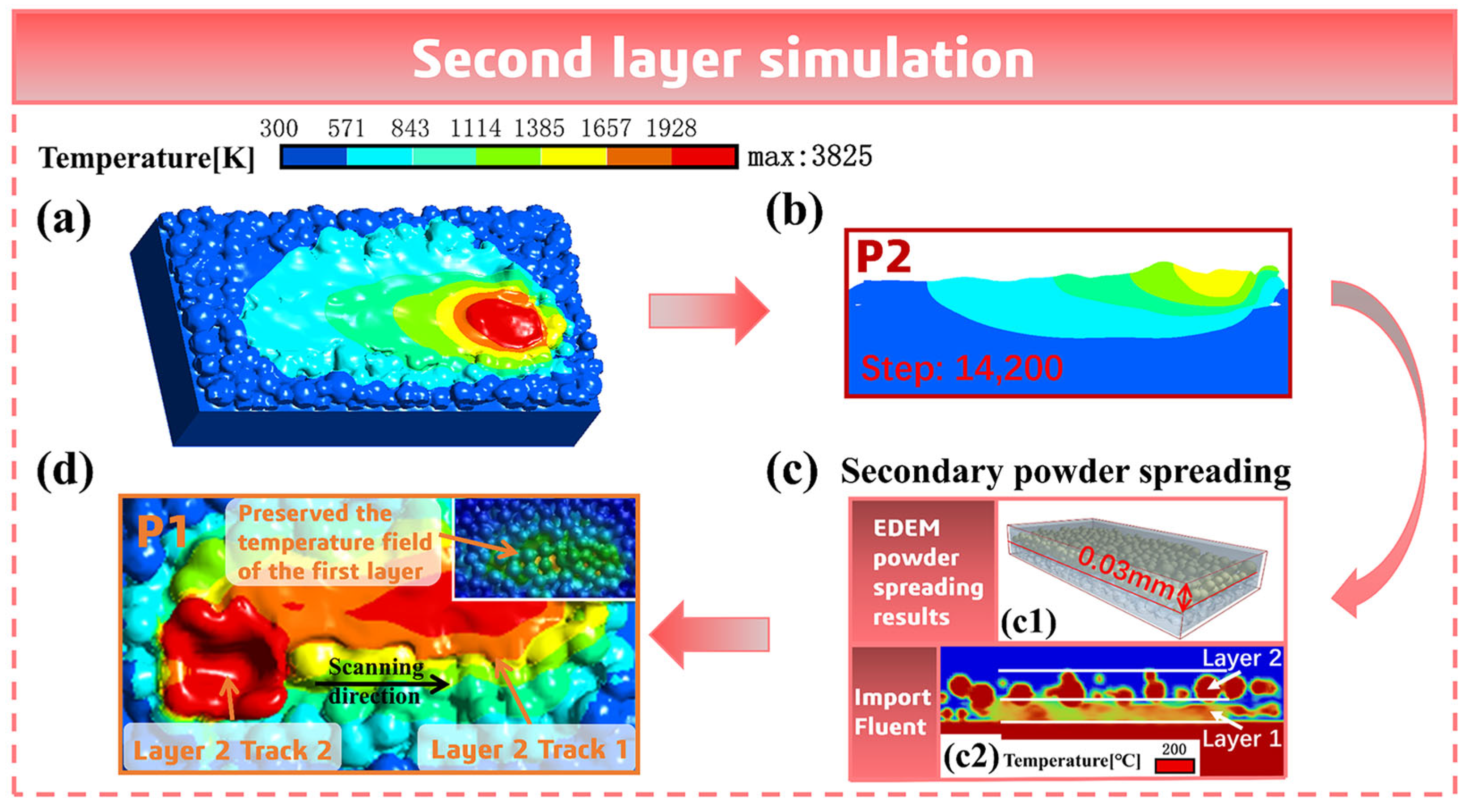
- Through the simulation of the second layer melt track, the forming effect of the double-layer double melt track was further studied. The results show that in the actual forming process of SLM, due to the melting and densification effect of the lower powder layer, the actual powder spreading thickness of the second layer is slightly greater than 30 µm (about 36 µm). Therefore, when the melt track overlap rate is 14.3%, the melting depth in the overlapping zone of the second layer is still not enough to ensure the welding between the upper and lower melt tracks. When the melt track overlap ratio is 20%, the welding between the upper and lower melt tracks is better, and there are fewer pores in the sample;
- (4)
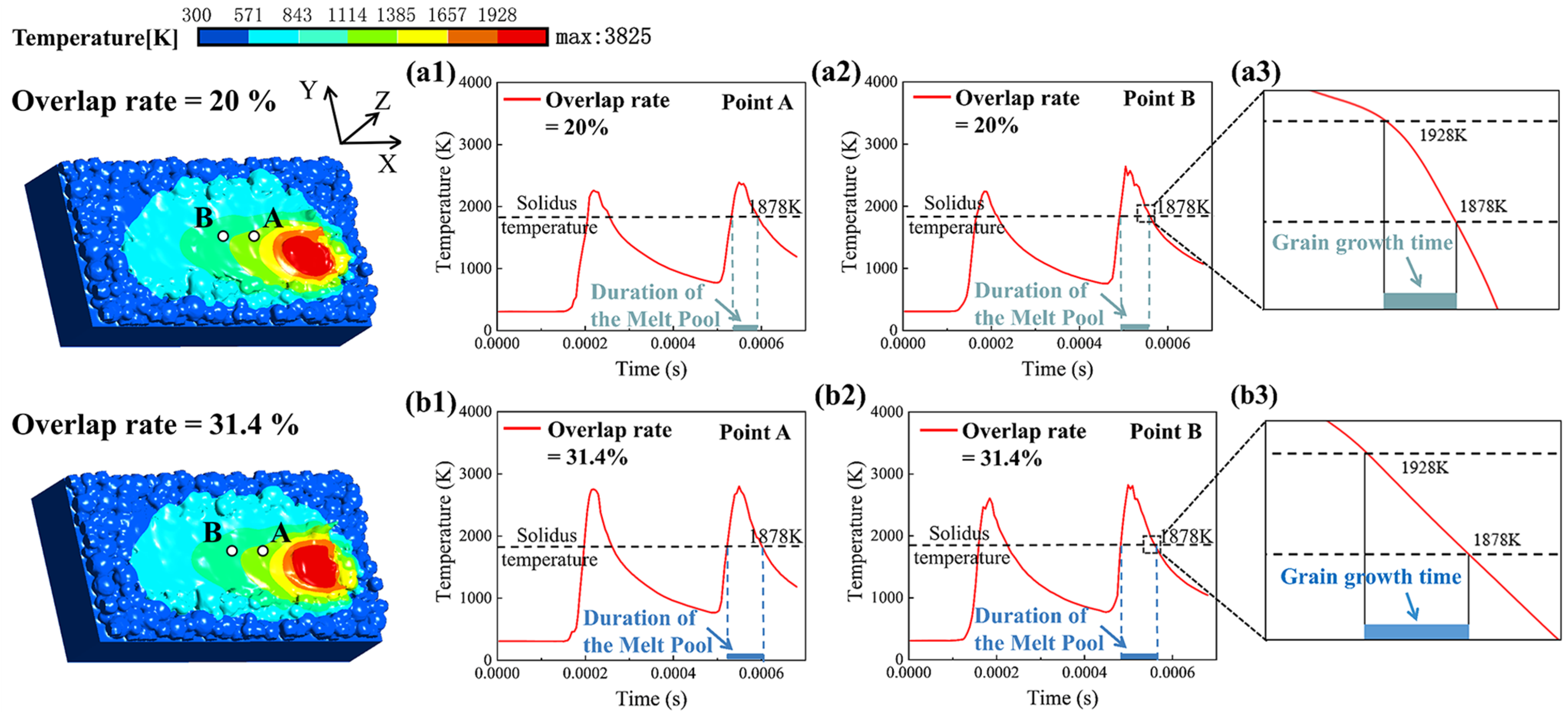
- The influence of different overlap rates on the temperature field in the overlapping zone was studied through simulation. The simulation results show that an excessive melt track overlap rate will increase the peak temperature of the molten pool in the overlapping zone, and result in slow heat dissipation in the overlapping zone. The solidification segment curve shows that excessive remelting of materials in the overlapping zone will also prolong the time of grain growth in the overlapping zone;
- (5)
- According to the simulation and experimental results, a 20% melt track overlap rate leads to a better welding state between the upper and lower melt tracks, fewer pores in the overlapping zone, and no excessive grain growth. Therefore, the sample with a 20% melt track overlap rate achieves the highest tensile strength. The experimental results show a good degree of agreement with the simulation results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Alexopoulou, V.E.; Papazoglou, E.L.; Karmiris-Obratański, P.; Markopoulos, A.P. 3D finite element modeling of selective laser melting for conduction, transition and keyhole modes. J. Manuf. Process. 2022, 75, 877–894. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Lei, Z.; Wu, S.; Li, P.; Li, B.; Lu, N.; Hu, X. Numerical study of thermal fluid dynamics in laser welding of Al alloy with powder feeding. Appl. Therm. Eng. 2019, 151, 394–405. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, D.; Deng, J.; Wu, X.; Li, L.; Xie, Y.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. Numerical Simulation in the Melt Pool Evolution of Laser Powder Bed Fusion Process for Ti6Al4V. Materials 2022, 15, 7585. [Google Scholar] [CrossRef] [PubMed]
- Dai, D.; Gu, D. Effect of metal vaporization behavior on keyhole-mode surface morphology of selective laser melted composites using different protective atmospheres. Appl. Surf. Sci. 2015, 355, 310–319. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. On the formation of AlSi10Mg single tracks and layers in selective laser melting: Microstructure and nano-mechanical properties. J. Mater. Process. Technol. 2016, 230, 88–98. [Google Scholar] [CrossRef]
- Ge, W.; Fuh, J.Y.H.; Na, S.J. Numerical modelling of keyhole formation in selective laser melting of Ti6Al4V. J. Manuf. Process. 2021, 62, 646–654. [Google Scholar] [CrossRef]
- Liu, H.; Gu, D.; Xi, L.; Zhang, H.; Shi, K.; Wu, B.; Zhang, R.; Qi, J. High-Performance Aluminum-Based Materials Processed by Laser Powder Bed Fusion: Process, Microstructure, Defects and Properties Coordination. Addit. Manuf. Front. 2024, 3, 200145. [Google Scholar] [CrossRef]
- Thongpron, R.; Ninpetch, P.; Chalermkarnnon, P.; Kowitwarangkul, P. Effect of hatch spacing in selective laser melting process of Ti-6Al-4V alloy on finished surface roughness: A computational study. J. Met. Mater. Miner. 2024, 34, 1861. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Mahmood, M.A.; Pitir, F.; Salamci, M.U.; Popescu, A.C.; Mihailescu, I.N. Keyhole Formation by Laser Drilling in Laser Powder Bed Fusion of Ti6Al4V Biomedical Alloy: Mesoscopic Computational Fluid Dynamics Simulation versus Mathematical Modelling Using Empirical Validation. Nanomaterials 2021, 11, 3284. [Google Scholar] [CrossRef]
- Wijesinghe, K.; Herath, C.; Michopoulos, J.G.; Arnold, S.M.; Achuthan, A. Hierarchical anisotropic material response of directed energy deposited (DED) Ti-6Al-4V alloy. Acta Mater. 2024, 276, 120080. [Google Scholar] [CrossRef]
- Li, J.; Ma, X.; Lu, K.; Wang, Y.; Zhu, Y. Unusual deformation mechanisms evoked by hetero-zone interaction in a heterostructured FCC high-entropy alloy. Acta Mater. 2025, 282, 120516. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, S.; Guo, Z.; Peng, G.; Wang, L.; Yan, W. Defects caused by powder spattering and entrainment in laser powder bed fusion process: High-fidelity modeling of gas, melt pool and powder dynamics. Acta Mater. 2025, 288, 120816. [Google Scholar] [CrossRef]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and Mechanical Properties of Ti6Al4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Tailoring surface quality through mass and momentum transfer modeling using a volume of fluid method in selective laser melting of TiC/AlSi10Mg powder. Int. J. Mach. Tools Manuf. 2015, 88, 95–107. [Google Scholar] [CrossRef]
- Liu, B.; Fang, G.; Lei, L. An analytical model for rapid predicting molten pool geometry of selective laser melting (SLM). Appl. Math. Model. 2021, 92, 505–524. [Google Scholar] [CrossRef]
- Li, S.; Liu, D.; Mi, H.; Deng, Z.; Liu, J.; Chen, T. Numerical simulation on evolution process of molten pool and solidification characteristics of melt track in selective laser melting of ceramic powder. Ceram. Int. 2022, 48, 18302–18315. [Google Scholar] [CrossRef]
- Chen, C.; Yin, J.; Zhu, H.; Xiao, Z.; Zhang, L.; Zeng, X. Effect of overlap rate and pattern on residual stress in selective laser melting. Int. J. Mach. Tools Manuf. 2019, 145, 103433. [Google Scholar] [CrossRef]
- Lin, R.; Wang, H.-p.; Lu, F.; Solomon, J.; Carlson, B.E. Numerical study of keyhole dynamics and keyhole-induced porosity formation in remote laser welding of Al alloys. Int. J. Heat Mass Transf. 2017, 108, 244–256. [Google Scholar] [CrossRef]
- Li, J.; Jiang, P.; Geng, S.; Xiong, J. Numerical and experimental study on keyhole dynamics and pore formation mechanisms during adjustable-ring-mode laser welding of medium-thick aluminum alloy. Int. J. Heat Mass Transf. 2023, 214, 124443. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. An investigation into melting modes in selective laser melting of Inconel 625 powder: Single track geometry and porosity. Int. J. Adv. Manuf. Technol. 2021, 114, 3255–3267. [Google Scholar] [CrossRef]
- Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R.; Kvačkaj, T. A Review of Simulation Tools Utilization for the Process of Laser Powder Bed Fusion. Materials 2025, 18, 895. [Google Scholar] [CrossRef] [PubMed]
- Lo, Y.-L.; Liu, B.-Y.; Tran, H.-C. Optimized hatch space selection in double-scanning track selective laser melting process. Int. J. Adv. Manuf. Technol. 2019, 105, 2989–3006. [Google Scholar] [CrossRef]
- Wang, A.; Wei, Q.; Tang, Z.; Oliveira, J.P.; Leung, C.L.A.; Ren, P.; Zhang, X.; Wu, Y.; Wang, H.; Wang, H. Effects of hatch spacing on pore segregation and mechanical properties during blue laser directed energy deposition of AlSi10Mg. Addit. Manuf. 2024, 85, 104147. [Google Scholar] [CrossRef]
- He, Q.; Xia, H.; Liu, J.; Ao, X.; Lin, S. Modeling and numerical studies of selective laser melting: Multiphase flow, solidification and heat transfer. Mater. Des. 2020, 196, 109115. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Seivers, D.E.; Garmestani, H.; Liang, S.Y. Heat Source Modeling in Selective Laser Melting. Materials 2019, 12, 2052. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Mu, W.; Xu, X.; Liu, W.; Huang, L.; Li, H. Numerical analysis of double track formation for selective laser melting of 316L stainless steel. Appl. Phys. A 2021, 127, 586. [Google Scholar] [CrossRef]
- Li, Y.; Založnik, M.; Zollinger, J.; Dembinski, L.; Mathieu, A. Effects of the powder, laser parameters and surface conditions on the molten pool formation in the selective laser melting of IN718. J. Mater. Process. Technol. 2021, 289, 116930. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.; Bai, Y.; Wang, D.; Zhao, C.; Ying Hsi Fuh, J. Single and multiple track formation mechanism of laser powder bed fusion 316L/CuSn10 multi-material. Mater. Charact. 2022, 183, 111654. [Google Scholar] [CrossRef]
- Chen, Y.; Clark, S.J.; Leung, C.L.A.; Sinclair, L.; Marussi, S.; Olbinado, M.P.; Boller, E.; Rack, A.; Todd, I.; Lee, P.D. In-situ Synchrotron imaging of keyhole mode multi-layer laser powder bed fusion additive manufacturing. Appl. Mater. Today 2020, 20, 100650. [Google Scholar] [CrossRef]
- Gu, H.; Wei, C.; Li, L.; Han, Q.; Setchi, R.; Ryan, M.; Li, Q. Multi-physics modelling of molten pool development and track formation in multi-track, multi-layer and multi-material selective laser melting. Int. J. Heat Mass Transf. 2020, 151, 119458. [Google Scholar] [CrossRef]
- Yan, W.; Qian, Y.; Ge, W.; Lin, S.; Liu, W.K.; Lin, F.; Wagner, G.J. Meso-scale modeling of multiple-layer fabrication process in Selective Electron Beam Melting: Inter-layer/track voids formation. Mater. Des. 2018, 141, 210–219. [Google Scholar] [CrossRef]
- Marian, M.; Orgeldinger, C.; Rothammer, B.; Nečas, D.; Vrbka, M.; Křupka, I.; Hartl, M.; Wimmer, M.A.; Tremmel, S.; Wartzack, S. Towards the understanding of lubrication mechanisms in total knee replacements—Part II: Numerical modeling. Tribol. Int. 2021, 156, 106809. [Google Scholar] [CrossRef]
- Soundararajan, B.; Sofia, D.; Barletta, D.; Poletto, M. Review on modeling techniques for powder bed fusion processes based on physical principles. Addit. Manuf. 2021, 47, 102336. [Google Scholar] [CrossRef]
- Li, R.; Shi, Y.; Wang, Z.; Wang, L.; Liu, J.; Jiang, W. Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting. Appl. Surf. Sci. 2010, 256, 4350–4356. [Google Scholar] [CrossRef]
- Zhou, H.; Su, H.; Guo, Y.; Yang, P.; Liu, Y.; Shen, Z.; Zhao, D.; Liu, H.; Huang, T.; Guo, M.; et al. Formation and evolution mechanisms of pores in Inconel 718 during selective laser melting: Meso-scale modeling and experimental investigations. J. Manuf. Process. 2022, 81, 202–213. [Google Scholar] [CrossRef]
- Mandloi, K.; Allen, A.; Cherukuri, H.; Miller, J.; Duttrer, B.; Raquet, J. CFD and experimental investigation of AM surfaces with different build orientations. Surf. Topogr. Metrol. Prop. 2023, 11, 034001. [Google Scholar] [CrossRef]
- Aggarwal, A.; Shin, Y.C.; Kumar, A. Unravelling keyhole instabilities and laser absorption dynamics during laser irradiation of Ti6Al4V: A high-fidelity thermo-fluidic study. Int. J. Heat Mass Transf. 2024, 219, 124841. [Google Scholar] [CrossRef]
- Sun, J.; Chen, H.; Duan, J.; Liu, Z.; Zhu, Q. Mechanical properties of the grooved-wheel drilling particles under multivariate interaction influenced based on 3D printing and EDEM simulation. Comput. Electron. Agric. 2020, 172, 105329. [Google Scholar] [CrossRef]
- Sun, J.; Chen, H.; Wang, Z.; Ou, Z.; Yang, Z.; Liu, Z.; Duan, J. Study on plowing performance of EDEM low-resistance animal bionic device based on red soil. Soil Tillage Res. 2020, 196, 104336. [Google Scholar] [CrossRef]
- Li, L.; Peng, G.; Wang, J.; Gong, J.; Meng, S. Numerical and experimental study on keyhole and melt flow dynamics during laser welding of aluminium alloys under subatmospheric pressures. Int. J. Heat Mass Transf. 2019, 133, 812–826. [Google Scholar] [CrossRef]
- Cho, W.-I.; Na, S.-J.; Thomy, C.; Vollertsen, F. Numerical simulation of molten pool dynamics in high power disk laser welding. J. Mater. Process. Technol. 2012, 212, 262–275. [Google Scholar] [CrossRef]
- Tang, C.; Yao, L.; Du, H. Computational framework for the simulation of multi material laser powder bed fusion. Int. J. Heat Mass Transf. 2022, 191, 122855. [Google Scholar] [CrossRef]
- Han, C.; Jiang, P.; Geng, S.; Guo, L.; Liu, K. Inhomogeneous microstructure distribution and its formation mechanism in deep penetration laser welding of medium-thick aluminum-lithium alloy plates. Opt. Laser Technol. 2023, 167, 109783. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Kleijn, C.R.; Richardson, I.M. Numerical study of molten metal melt pool behaviour during conduction-mode laser spot melting. J. Phys. D Appl. Phys. 2020, 54, 105304. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti-6Al-4V | Ti | Al | V | Fe | Y | C | O | N | H | Other |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 89.59 | 6.13 | 3.95 | 0.12 | <0.005 | 0.006 | 0.065 | 0.012 | 0.005 | 0.12 |
| Parameters | Values |
|---|---|
| Laser radius | 35 µm |
| Laser power | 240 W |
| Scanning speed | 1200 mm/s |
| Powder thickness | 30 µm |
| Scanning direction | Left to right |
| Samples | Scanning Distance (µm) | Overlap Rate (%) |
|---|---|---|
| 1, 7 | 60 | 31.4 |
| 2, 8 | 65 | 25.7 |
| 3, 9 | 70 | 20.0 |
| 4, 10 | 75 | 14.3 |
| 5, 11 | 80 | 9.14 |
| 6, 12 | 100 | 0 |
| Parameters | Values and Units |
|---|---|
| Density (solid) | 4420 kg/m3 |
| Density (liquid) | 3920 kg/m3 |
| Surface tension | 1.525 N/m |
| Specific heat capacity (solid) | 412.7 J/(kg·K) |
| Specific heat capacity (liquid) | 831 J/(kg·K) |
| Radiation coefficient | 1 |
| Liquidus temperature | 1928 K |
| Solidus temperature | 1878 K |
| Boiling point | 3315 K |
| Thermal conductivity (solid state) | 7.955 W/(m·K) |
| Thermal conductivity (liquid state) | 12.752 W/(m·K) |
| Latent heat of fusion | 286 kJ/kg |
| Latent heat of vaporization | 9700 kJ/kg |
| Coefficient of thermal expansion (CTE) | 8.0 × 10−6 (K−1) |
| Molar mass | 46.49 g/mol |
| Laser absorption rate | 60% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Huang, W.; Wang, H.; Lin, Z.; Lai, Z. Simulation Study on the Impact of Melt Track Overlap Rate on the Forming Result During the Selective Laser Melting of Ti-6Al-4V Alloy. Materials 2025, 18, 2314. https://doi.org/10.3390/ma18102314
Liu C, Huang W, Wang H, Lin Z, Lai Z. Simulation Study on the Impact of Melt Track Overlap Rate on the Forming Result During the Selective Laser Melting of Ti-6Al-4V Alloy. Materials. 2025; 18(10):2314. https://doi.org/10.3390/ma18102314
Chicago/Turabian StyleLiu, Chen, Weidong Huang, Hui Wang, Zebin Lin, and Zhiyuan Lai. 2025. "Simulation Study on the Impact of Melt Track Overlap Rate on the Forming Result During the Selective Laser Melting of Ti-6Al-4V Alloy" Materials 18, no. 10: 2314. https://doi.org/10.3390/ma18102314
APA StyleLiu, C., Huang, W., Wang, H., Lin, Z., & Lai, Z. (2025). Simulation Study on the Impact of Melt Track Overlap Rate on the Forming Result During the Selective Laser Melting of Ti-6Al-4V Alloy. Materials, 18(10), 2314. https://doi.org/10.3390/ma18102314