
Study of the Corrosion Behavior of Stainless Steel in Food Industry




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Samples Preparation
2.2. Characterization
3. Results and Discussion
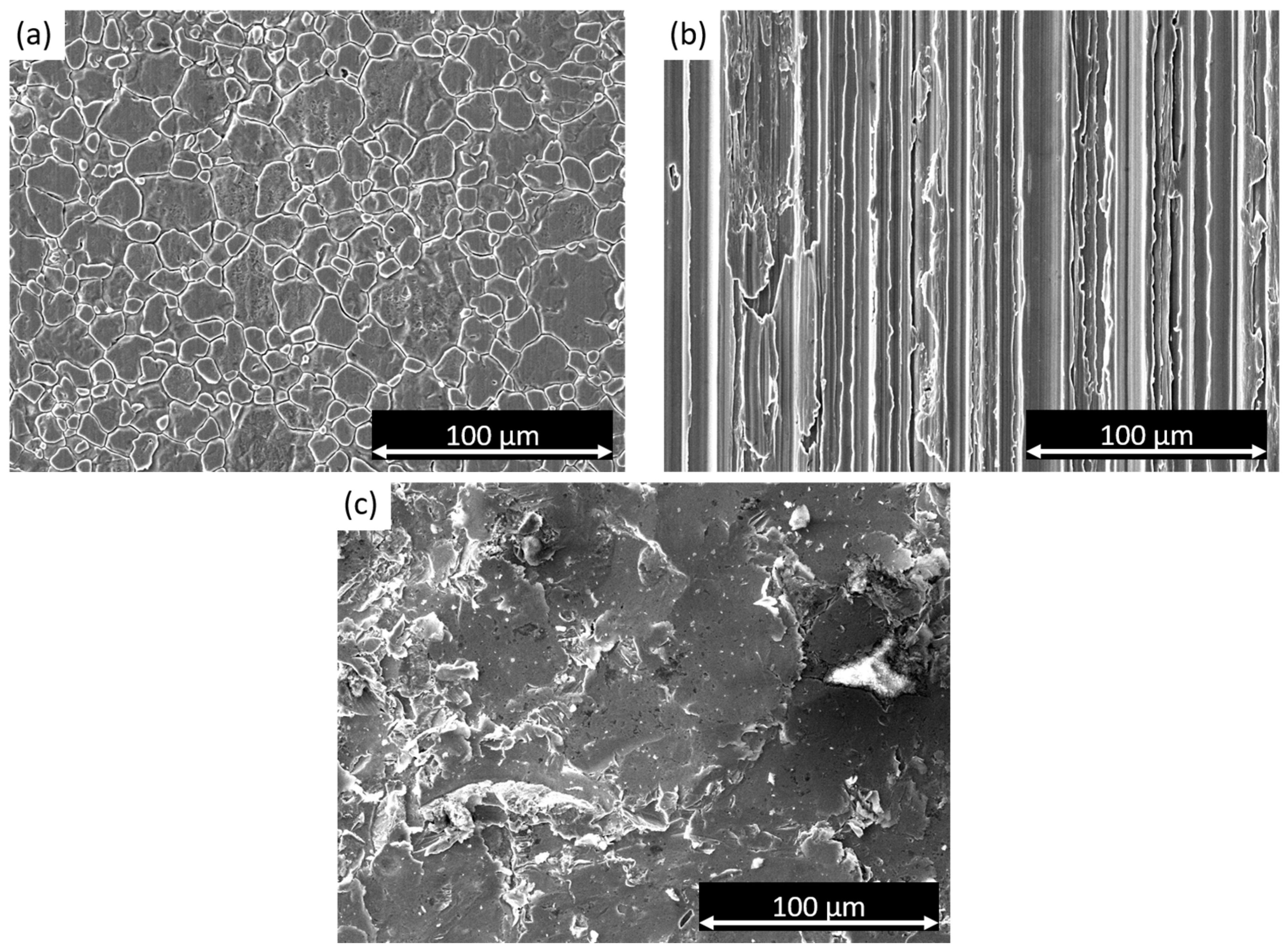
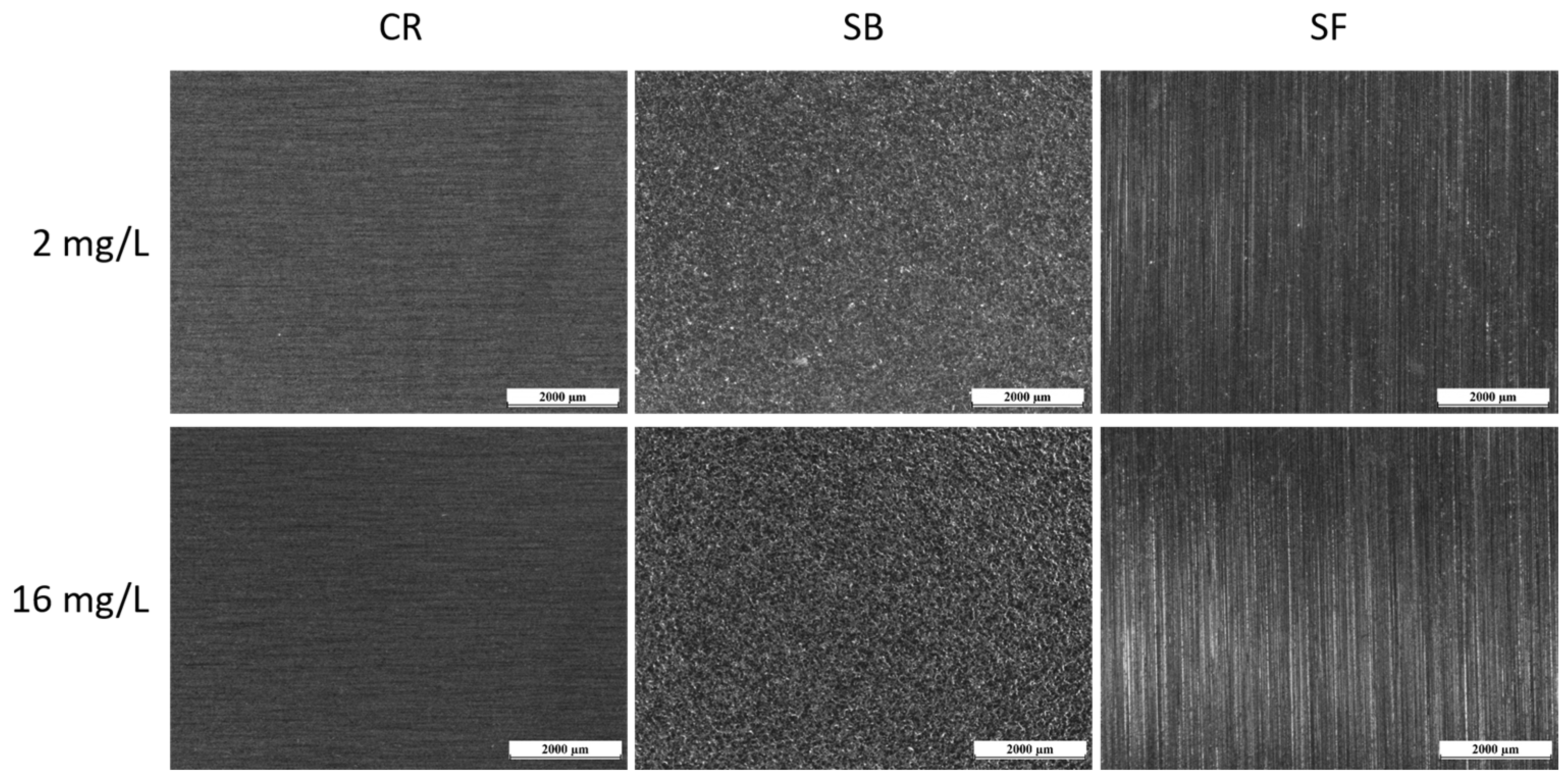
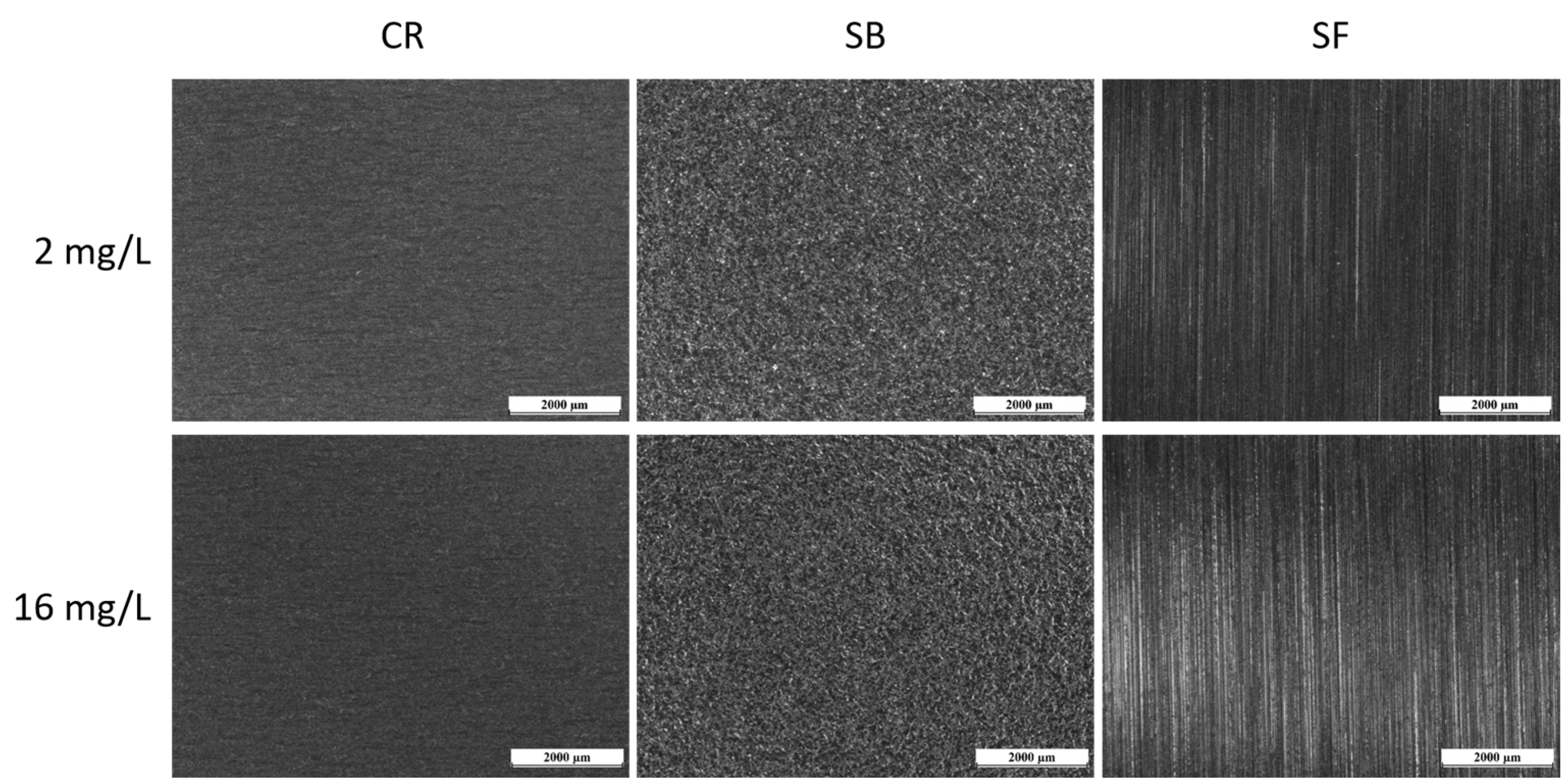
3.1. Surface Treatments Characteristics
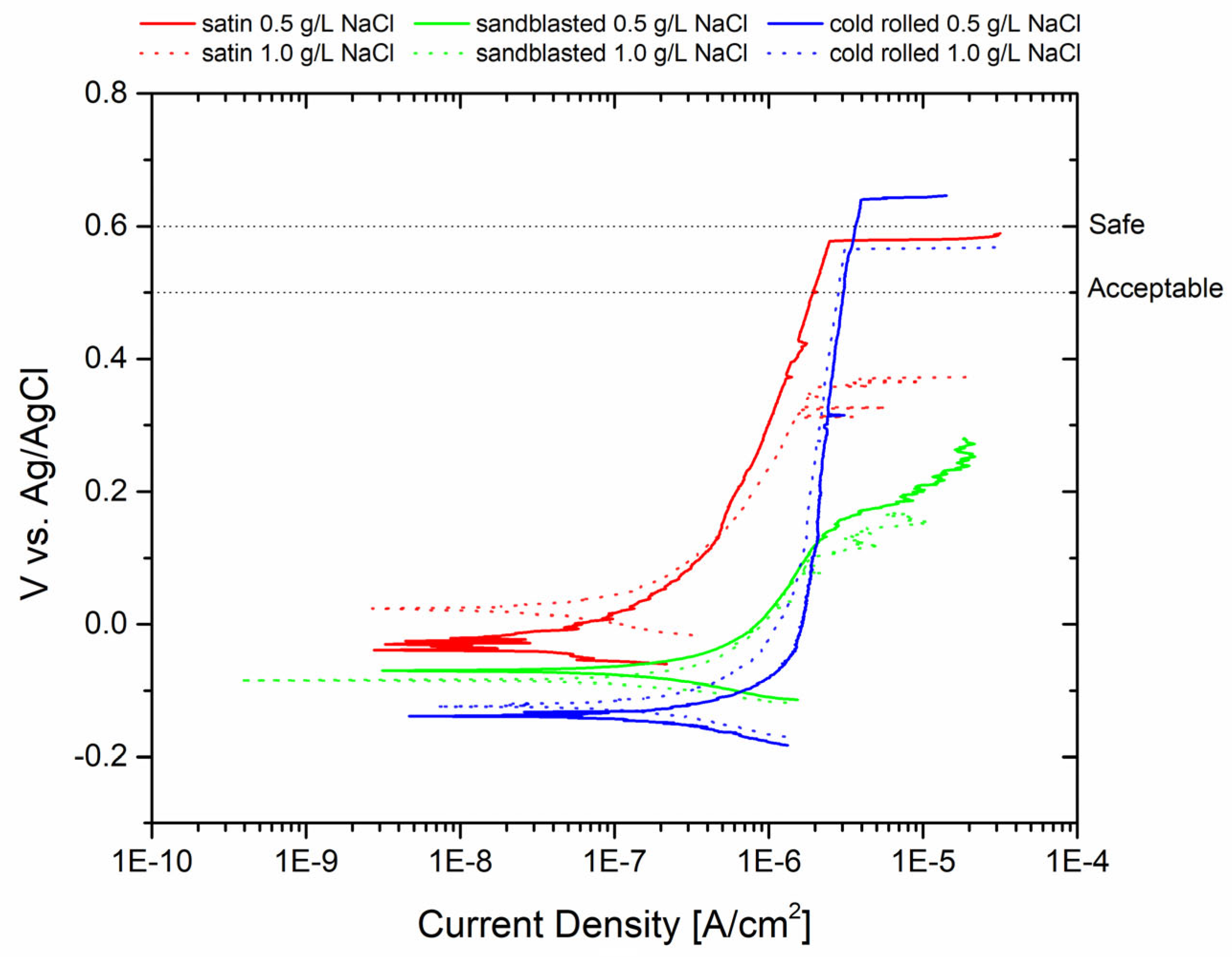
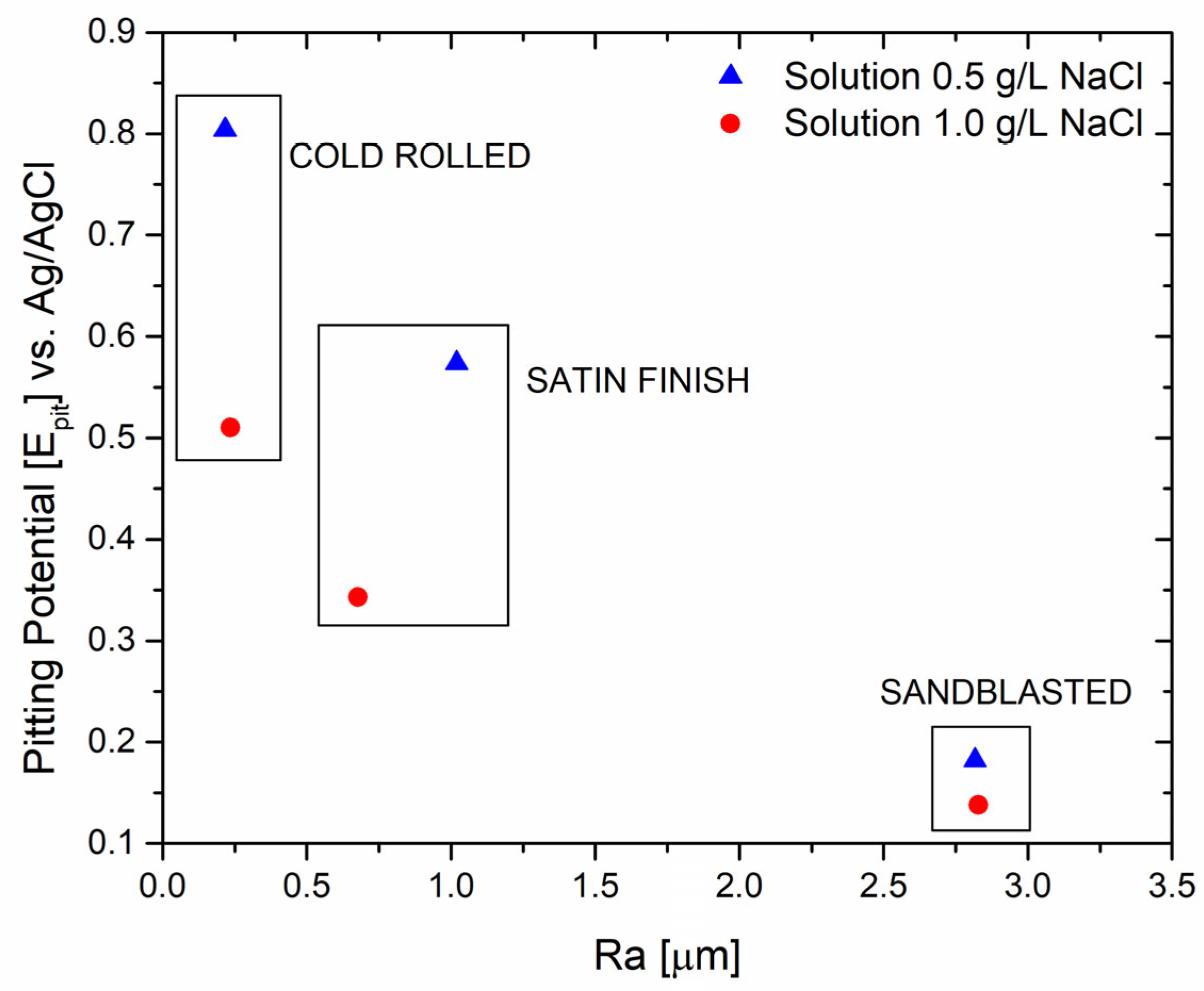
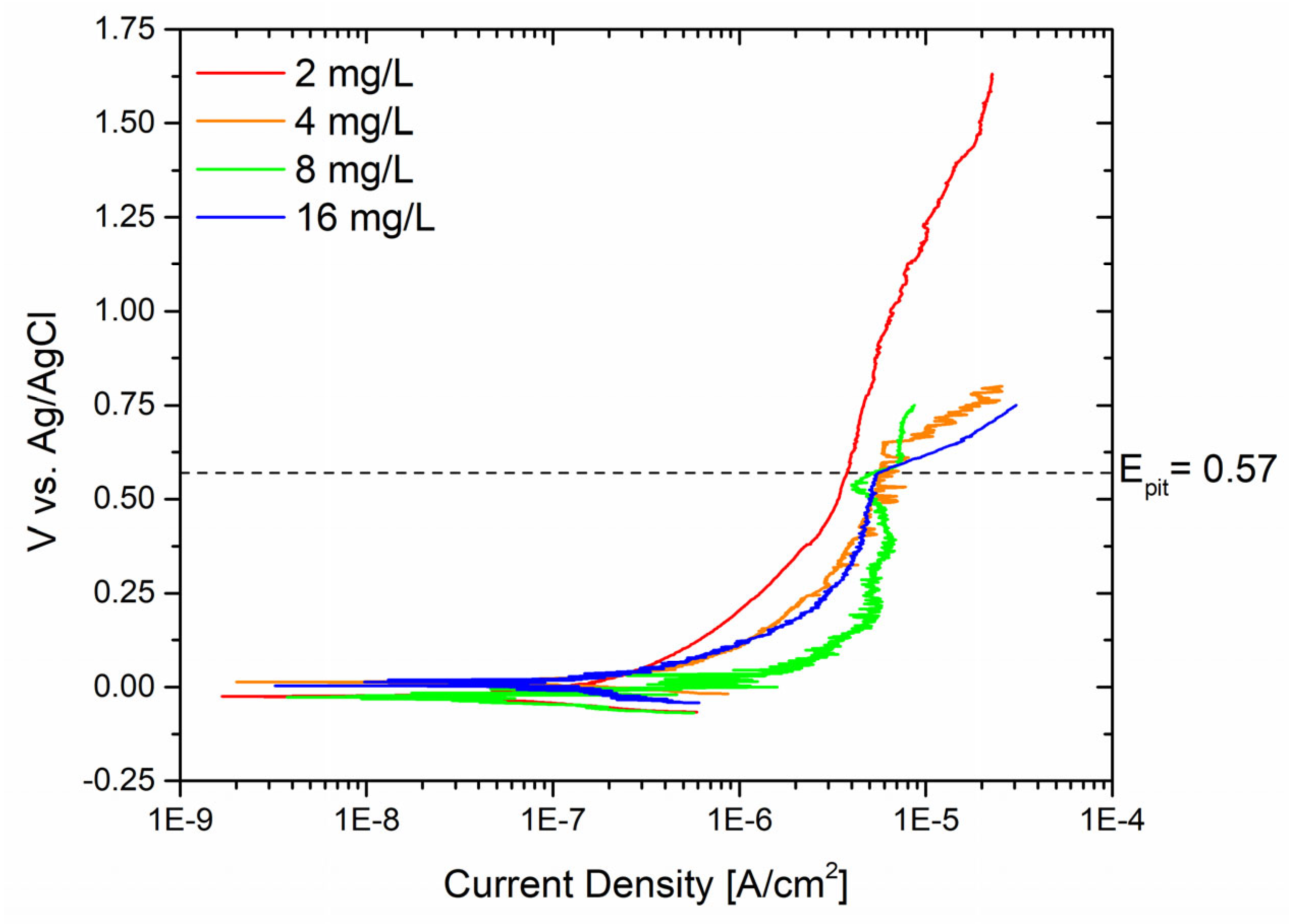
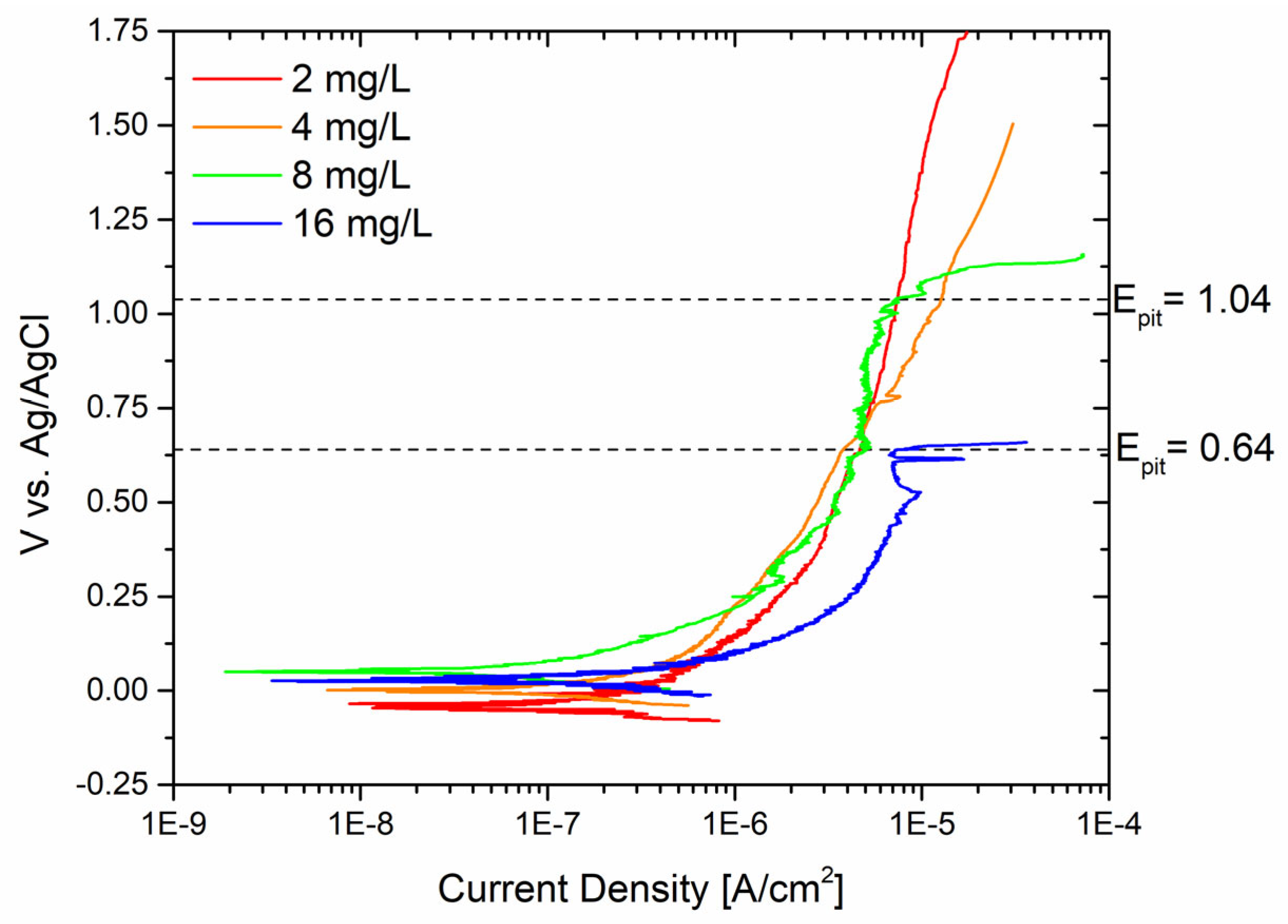
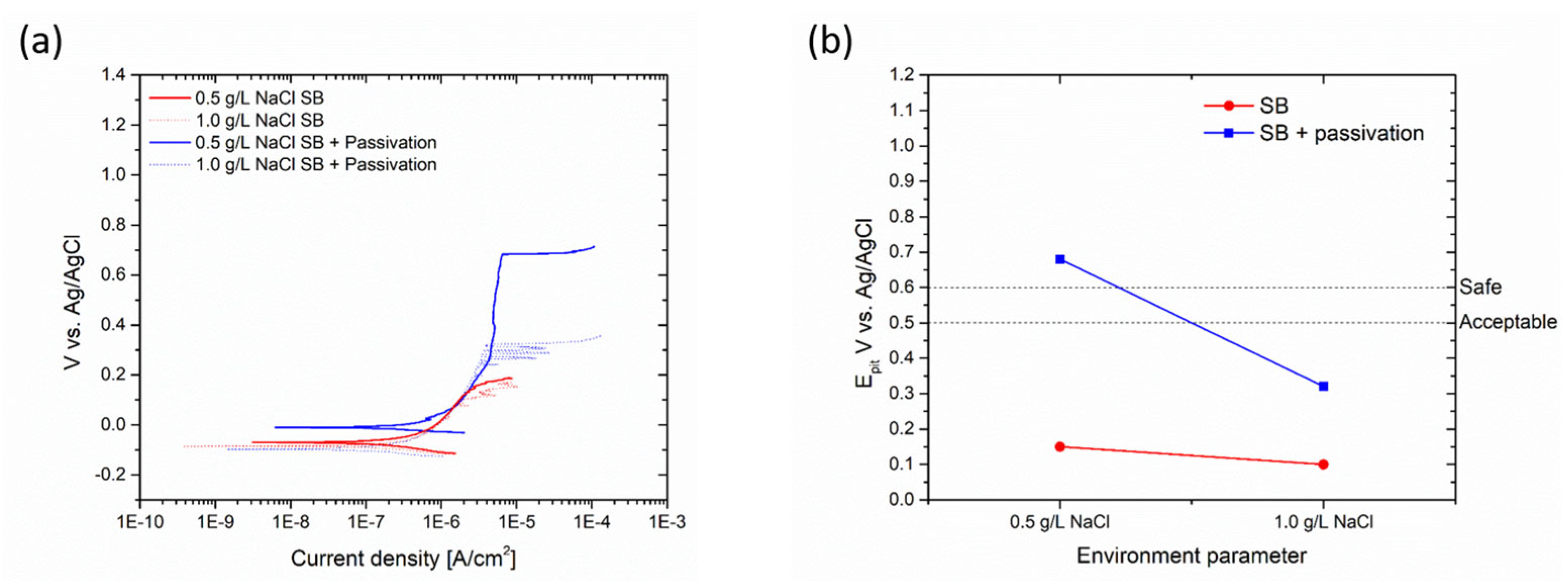
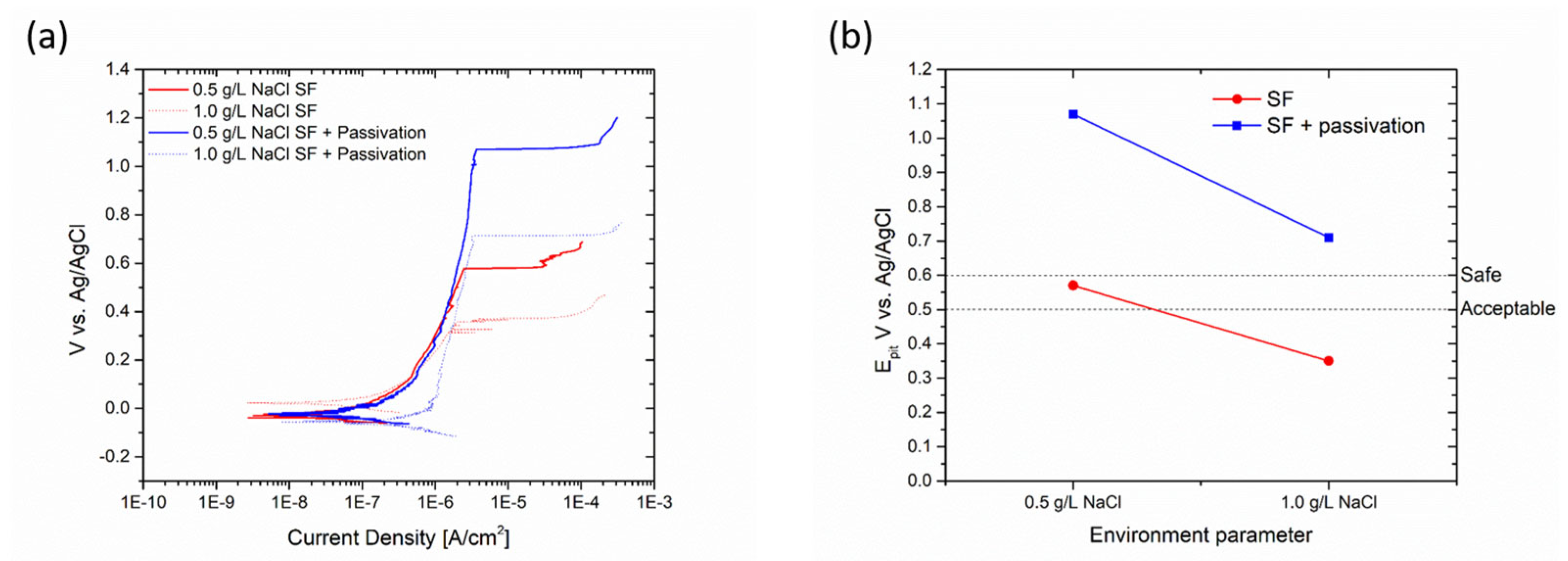
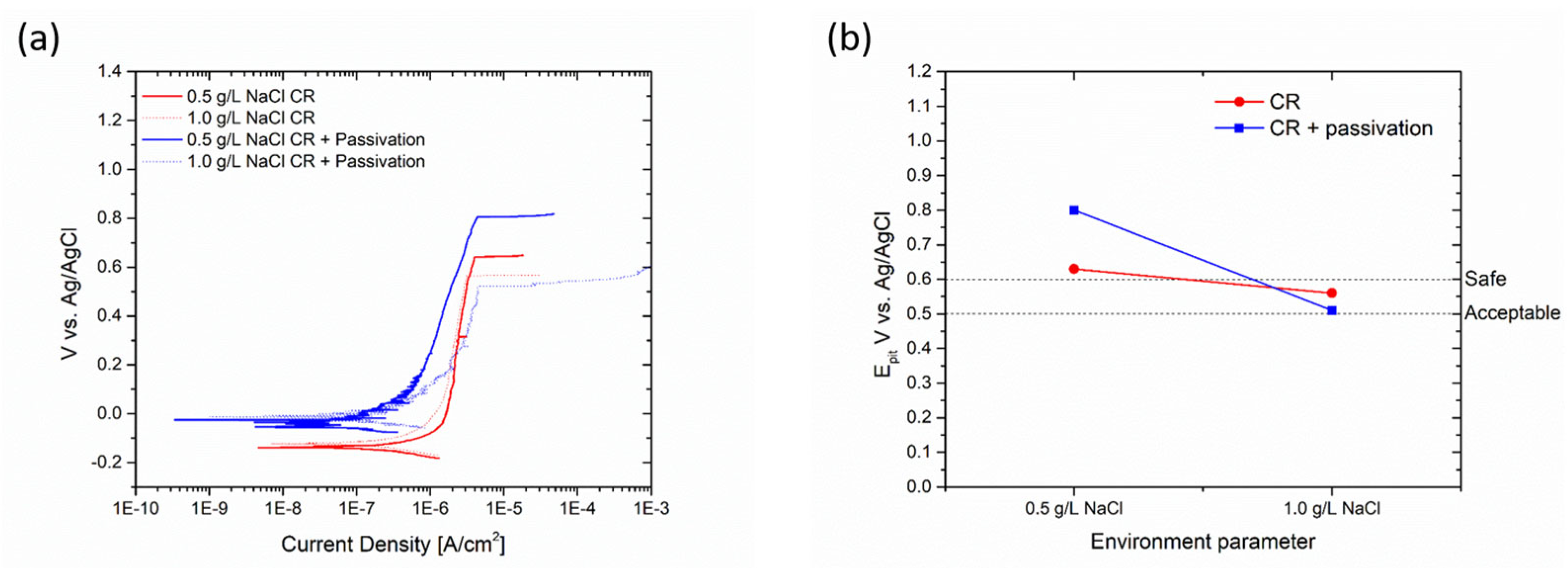
3.2. Pitting Resistance Evaluation
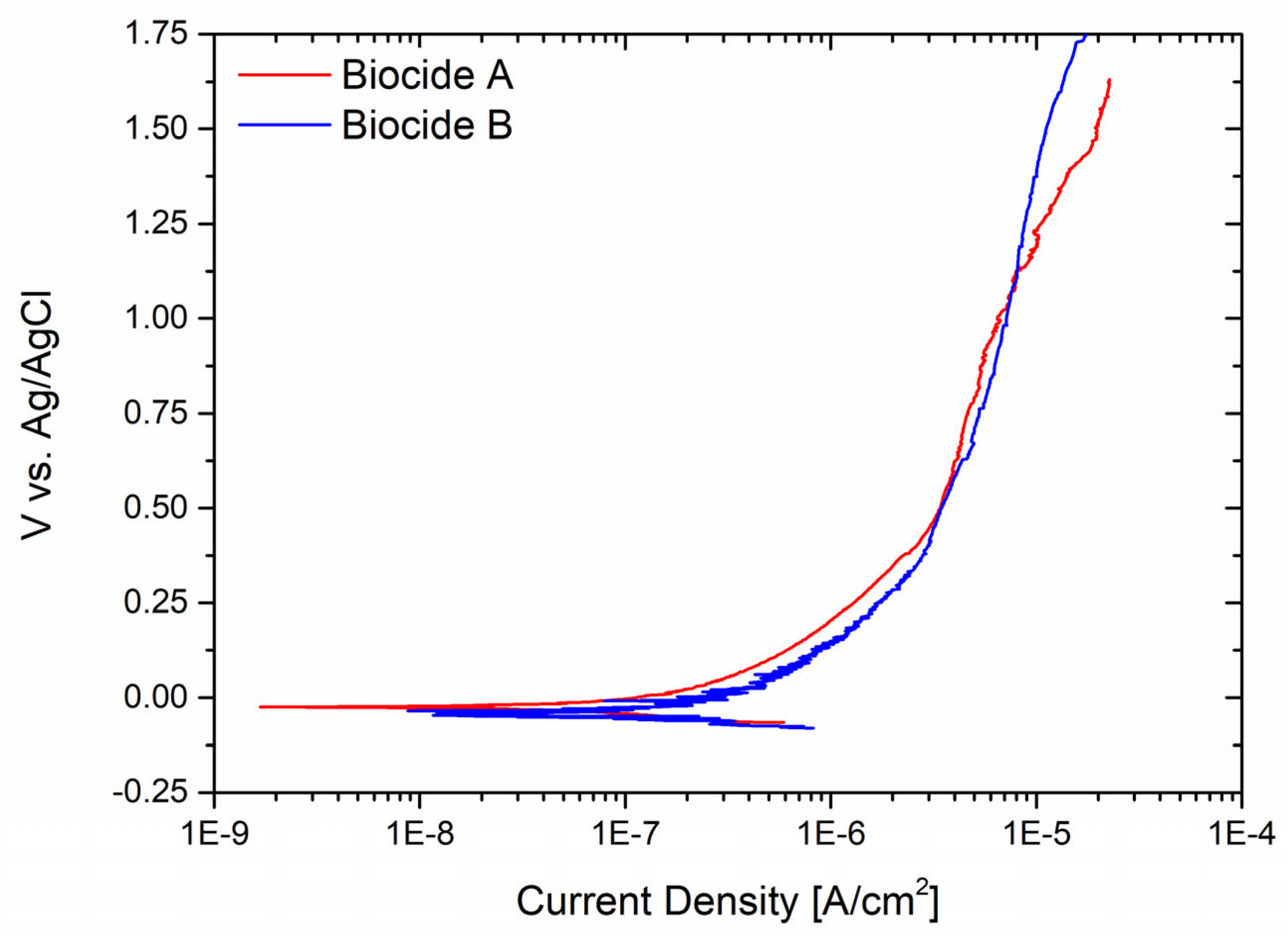
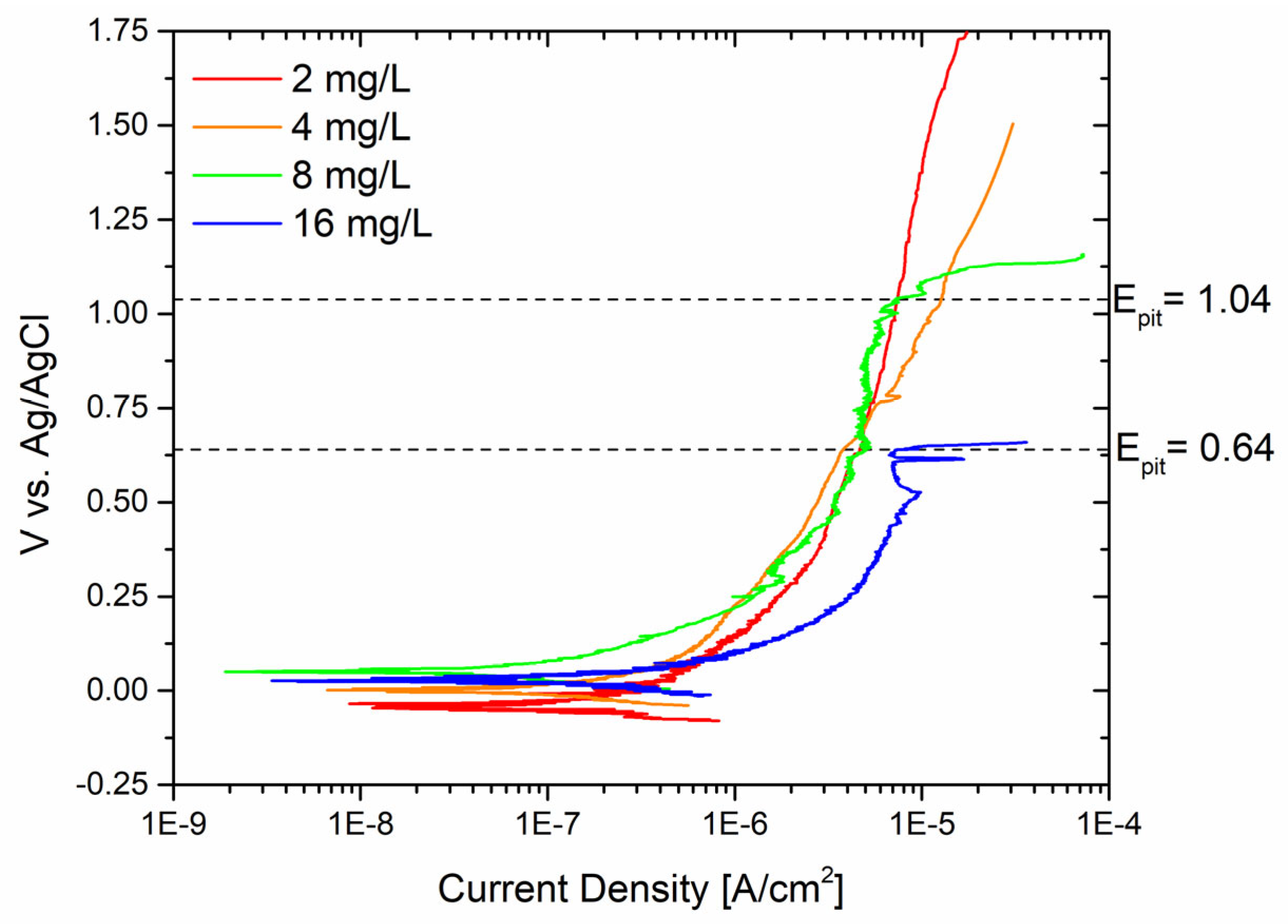
3.3. Biocide Testing
3.4. Exposition to Biocide Vapor
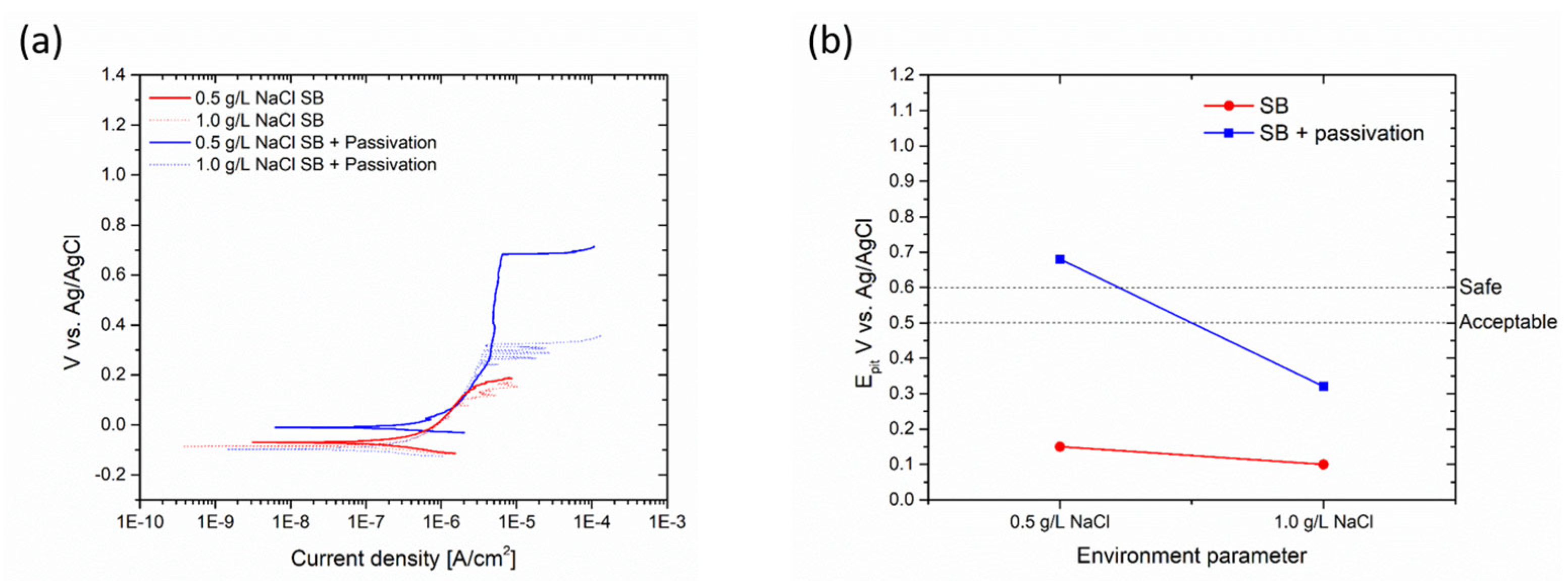
3.5. Passivation Treatment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kaladhar, M.; Subbaiah, K.V.; Rao, C.S. Machining of austenitic stainless steels—A review. Int. J. Mach. Mach. Mater. 2012, 12, 178–192. [Google Scholar] [CrossRef]
- Hamadou, L.; Kadri, A.; Benbrahim, N. Impedance investigation of thermally formed oxide films on AISI 304L stainless steel. Corros. Sci. 2010, 52, 859–864. [Google Scholar] [CrossRef]
- Abreu, C.; Cristóbal, M.; Losada, R.; Nóvoa, X.; Pena, G.; Pérez, M. The effect of Ni in the electrochemical properties of oxide layers grown on stainless steels. Electrochim. Acta 2006, 51, 2991–3000. [Google Scholar] [CrossRef]
- Moerman, F.; Kastelein, J.; Rugh, T. Hygienic Design of Food Processing Equipment. In Food Safety Management; Elsevier: Amsterdam, The Netherlands, 2023; pp. 623–678. [Google Scholar]
- Schütze, M.; Roche, M.; Bender, R. Corrosion Resistance of Steels, Nickel Alloys, and Zinc in Aqueous Media: Waste Water, Seawater, Drinking Water, High-Purity Water; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Asaduzzaman, M.; Mohammad, C.M.; Mayeedul, I. Effects of concentration of sodium chloride solution on the pitting corrosion behavior of AISI 304L austenitic stainless steel. Chem. Ind. Chem. Eng. Q. 2011, 17, 477–483. [Google Scholar] [CrossRef]
- Guo, L.; Street, S.R.; Mohammed-Ali, H.B.; Ghahari, M.; Mi, N.; Glanvill, S.; Du Plessis, A.; Reinhard, C.; Rayment, T.; Davenport, A.J. The effect of relative humidity change on atmospheric pitting corrosion of stainless steel 304L. Corros. Sci. 2019, 150, 110–120. [Google Scholar] [CrossRef]
- De Saravia, S.G.; De Mele, M.; Videla, H.; Edyvean, R. Bacterial biofilms on cathodically protected stainless steel. Biofouling 1997, 11, 1–17. [Google Scholar] [CrossRef]
- Yin, Z. Effect of chloride ion concentration on the corrosion behavior of 304 stainless steel used in the electric water heater. Int. J. Electrochem. Sci. 2022, 17, 220415. [Google Scholar] [CrossRef]
- Chen, K.; Wang, J.; Shen, Z.; Du, D.; Guo, X.; Gong, B.; Liu, J.; Zhang, L. Comparison of the stress corrosion cracking growth behavior of cold worked Alloy 690 in subcritical and supercritical water. J. Nucl. Mater. 2019, 520, 235–244. [Google Scholar] [CrossRef]
- Janikowski, D.; Clark, K.; Buecker, B. How Much Chloride?: Power Plant Heat Exchanger Materials Selection. Available online: https://www.power-eng.com/om/how-much-chloride-power-plant-heat-exchanger-materials-selection/#gref (accessed on 12 December 2022).
- Yeh, C.-P.; Tsai, K.-C.; Huang, J.-Y. The effect of deposited dust on SCC and crevice corrosion of AISI 304L stainless steel in saline environment. Materials 2021, 14, 6834. [Google Scholar] [CrossRef]
- Messinese, E.; Casanova, L.; Paterlini, L.; Capelli, F.; Bolzoni, F.; Ormellese, M.; Brenna, A. A Comprehensive Investigation on the Effects of Surface Finishing on the Resistance of Stainless Steel to Localized Corrosion. Metals 2022, 12, 1751. [Google Scholar] [CrossRef]
- Cissé, S.; Laffont, L.; Tanguy, B.; Lafont, M.-C.; Andrieu, E. Effect of surface preparation on the corrosion of austenitic stainless steel 304L in high temperature steam and simulated PWR primary water. Corros. Sci. 2012, 56, 209–216. [Google Scholar] [CrossRef]
- Milledge, J.J. The cleanability of stainless steel used as a food contact surface: An updated short review. J. Food Sci. Technol. 2010, 24, 27–28. [Google Scholar]
- Honess, C. Importance of surface finish in the design of stainless steel. Stainless Steel Ind 2006, 14, 1–2. [Google Scholar]
- Turnbull, A.; Mingard, K.; Lord, J.; Roebuck, B.; Tice, D.; Mottershead, K.; Fairweather, N.; Bradbury, A. Sensitivity of stress corrosion cracking of stainless steel to surface machining and grinding procedure. Corros. Sci. 2011, 53, 3398–3415. [Google Scholar] [CrossRef]
- Almen, J. Shot blasting to increase fatigue resistance. SAE Trans. 1943, 51, 248–268. [Google Scholar]
- Geng, S.; Sun, J.; Guo, L. Effect of sandblasting and subsequent acid pickling and passivation on the microstructure and corrosion behavior of 316L stainless steel. Mater. Des. 2015, 88, 1–7. [Google Scholar] [CrossRef]
- Feng, Q.; She, J.; Wu, X.; Wang, C.; Jiang, C. The effect of multiple shot peening on the corrosion behavior of duplex stainless steel. J. Mater. Eng. Perform. 2018, 27, 1396–1403. [Google Scholar] [CrossRef]
- Acharyya, S.; Khandelwal, A.; Kain, V.; Kumar, A.; Samajdar, I. Surface working of 304L stainless steel: Impact on microstructure, electrochemical behavior and SCC resistance. Mater. Charact. 2012, 72, 68–76. [Google Scholar] [CrossRef]
- Møretrø, T.; Langsrud, S. Residential bacteria on surfaces in the food industry and their implications for food safety and quality. Compr. Rev. Food Sci. Food Saf. 2017, 16, 1022–1041. [Google Scholar] [CrossRef]
- Moreno, D.; Ibars, J.; Polo, J.; Bastidas, J. EIS monitoring study of the early microbiologically influenced corrosion of AISI 304L stainless steel condenser tubes in freshwater. J. Solid State Electrochem. 2014, 18, 377–388. [Google Scholar] [CrossRef]
- Ress, J.; Monrrabal, G.; Díaz, A.; Pérez-Pérez, J.; Bastidas, J.; Bastidas, D.M. Microbiologically influenced corrosion of welded AISI 304 stainless steel pipe in well water. Eng. Fail. Anal. 2020, 116, 104734. [Google Scholar] [CrossRef]
- Zhao, H.; Sun, Y.; Yin, L.; Yuan, Z.; Lan, Y.; Xu, D.; Yang, C.; Yang, K. Improved corrosion resistance and biofilm inhibition ability of copper-bearing 304 stainless steel against oral microaerobic Streptococcus mutans. J. Mater. Sci. Technol. 2021, 66, 112–120. [Google Scholar] [CrossRef]
- Bajpai, P. The control of microbiological problems. Pulp Pap. Ind. 2015, 103–195. [Google Scholar] [CrossRef]
- Jha, M.K. Bromine: Risk assessment, environmental, and health hazard. In Hazardous Gases; Elsevier: Amsterdam, The Netherlands, 2021; pp. 41–53. [Google Scholar]
- Alonso-Falleiros, N.; Wolynec, S. Correlation between corrosion potential and pitting potential for AISI 304L austenitic stainless steel in 3.5% NaCl aqueous solution. Mater. Res. 2002, 5, 77–84. [Google Scholar] [CrossRef]
- Loto, R.T. Pitting corrosion evaluation of austenitic stainless steel type 304 in acid chloride media. J. Mater. Environ. Sci. 2013, 4, 448–459. [Google Scholar]
- Liu, J.; Zhang, T.; Meng, G.; Shao, Y.; Wang, F. Effect of pitting nucleation on critical pitting temperature of 316L stainless steel by nitric acid passivation. Corros. Sci. 2015, 91, 232–244. [Google Scholar] [CrossRef]
- Dos Santos Jr, A.; Biehl, L.; Antonini, L. Effect of chemical passivation treatment on pitting corrosion resistance of AISI 410 and 17–4 PH stainless steels. Mater. Corros. 2017, 68, 824–830. [Google Scholar] [CrossRef]
- Santamaria, M.; Tranchida, G.; Di Franco, F. Corrosion resistance of passive films on different stainless steel grades in food and beverage industry. Corros. Sci. 2020, 173, 108778. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixtures | Concentration [wt.%] |
|---|---|
| Nitric Acid | 30 ≤ x < 40 |
| Fluoridric Acid | 5 ≤ x < 9.5 |
| Ammonium Bifluoride | 2 ≤ x < 5 |
| 2-Butoxyethanol | x < 0.1 |
| Acetic acid | x < 0.1 |
| Biocide A | Biocide B | ||
|---|---|---|---|
| Composition | Concentration [wt.%] | Composition | Concentration [wt.%] |
| Sulphamidic Acid | 15–25 | Sodium Hypochlorite | 7 |
| Bromine Chloride | 10–15 | Sodium Bromide | 10 |
| Sodium Hydroxide | 5–10 | Sodium Hydroxide | 83 |
| Surface Finish | Ra [μm] | Rz [μm] |
|---|---|---|
| Cold-rolling and pickling (vertical) | 0.24 ± 0.03 | 2.14 ± 0.14 |
| Cold-rolling and pickling (horizontal) | 0.27 ± 0.02 | 2.08 ± 0.15 |
| Sandblasting (vertical) | 2.82 ± 0.20 | 16.95 ± 1.62 |
| Sandblasting (horizontal) | 2.83 ± 0.31 | 17.28 ± 1.86 |
| Satin finish (vertical) | 0.68 ± 0.12 | 4.84 ± 1.32 |
| Satin finish (horizontal) | 1.45 ± 0.06 | 11.18 ± 0.51 |
| Surface Treatment | Environment | Epit | Epit after Passivation |
|---|---|---|---|
| Sandblasted | 0.5 NaCl | 0.15 | 0.68 |
| Sandblasted | 1.0 NaCl | 0.10 | 0.32 |
| Satin finish | 0.5 NaCl | 0.57 | 1.07 |
| Satin finish | 1.0 NaCl | 0.35 | 0.71 |
| Cold-rolled | 0.5 NaCl | 0.63 | 0.80 |
| Cold-rolled | 1.0 NaCl | 0.56 | 0.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rossi, S.; Leso, S.M.; Calovi, M. Study of the Corrosion Behavior of Stainless Steel in Food Industry. Materials 2024, 17, 1617. https://doi.org/10.3390/ma17071617
Rossi S, Leso SM, Calovi M. Study of the Corrosion Behavior of Stainless Steel in Food Industry. Materials. 2024; 17(7):1617. https://doi.org/10.3390/ma17071617
Chicago/Turabian StyleRossi, Stefano, Sergio Maria Leso, and Massimo Calovi. 2024. "Study of the Corrosion Behavior of Stainless Steel in Food Industry" Materials 17, no. 7: 1617. https://doi.org/10.3390/ma17071617
APA StyleRossi, S., Leso, S. M., & Calovi, M. (2024). Study of the Corrosion Behavior of Stainless Steel in Food Industry. Materials, 17(7), 1617. https://doi.org/10.3390/ma17071617