
Improvement of Formability in Parallel Double-Branched Tube Hydroforming Combined with Pre-Forming and Crushing Processes
 and
and
Abstract
:1. Introduction
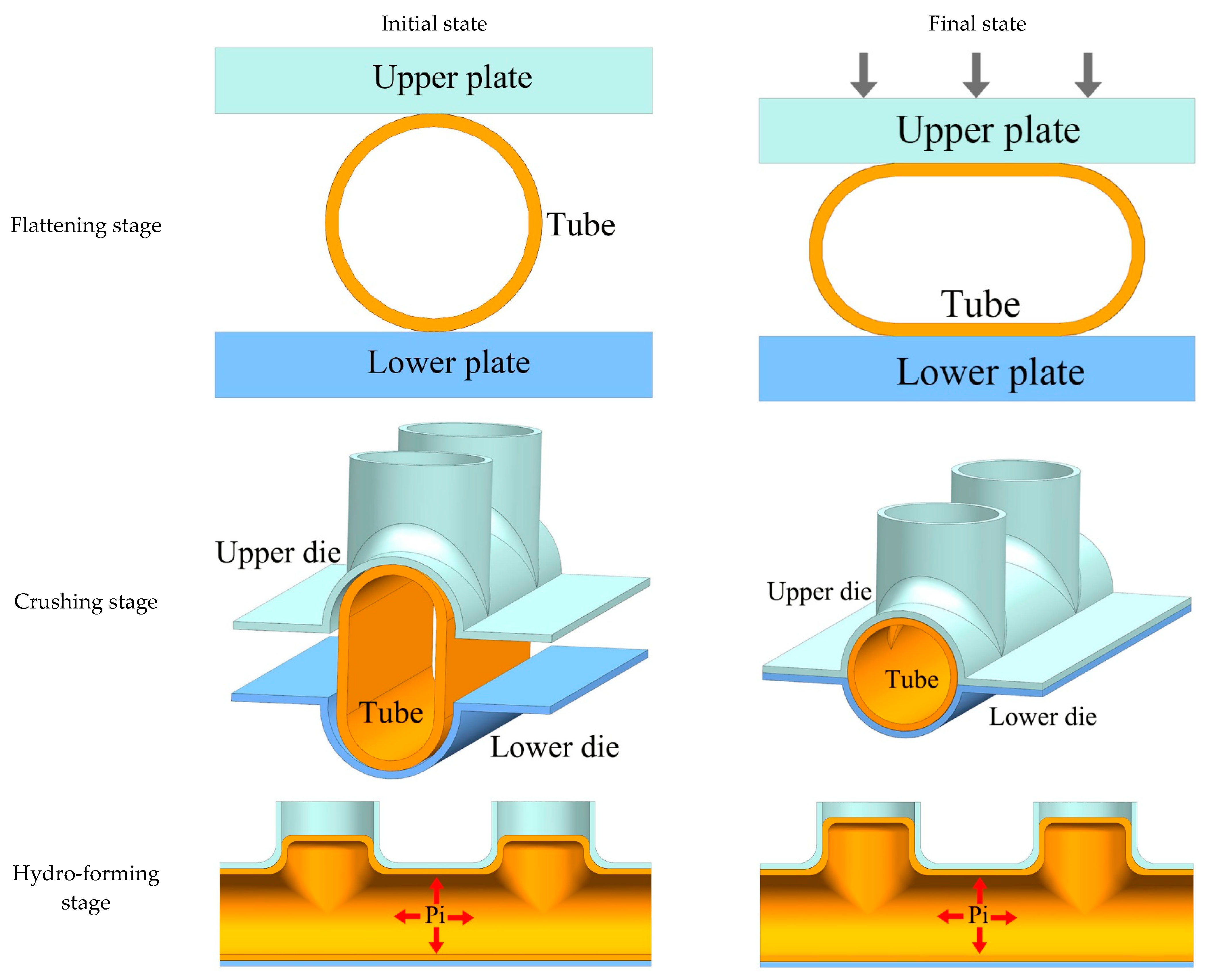
2. THPC Process—Key Principles
3. Tubular Components and Methods
3.1. Geometric Dimensions of the Parallel Double-Branch Tube
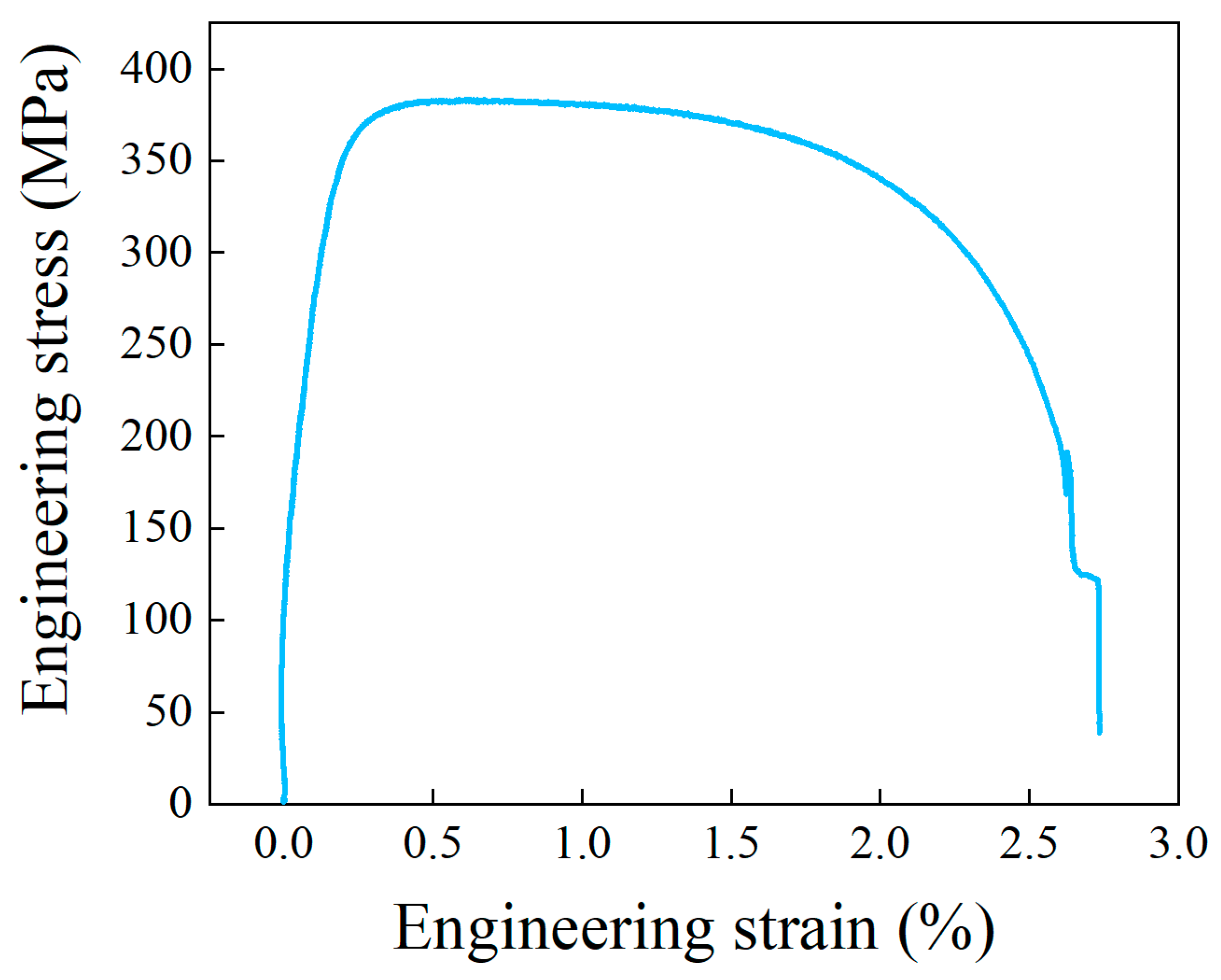
3.2. Material
3.3. Experimental Setup
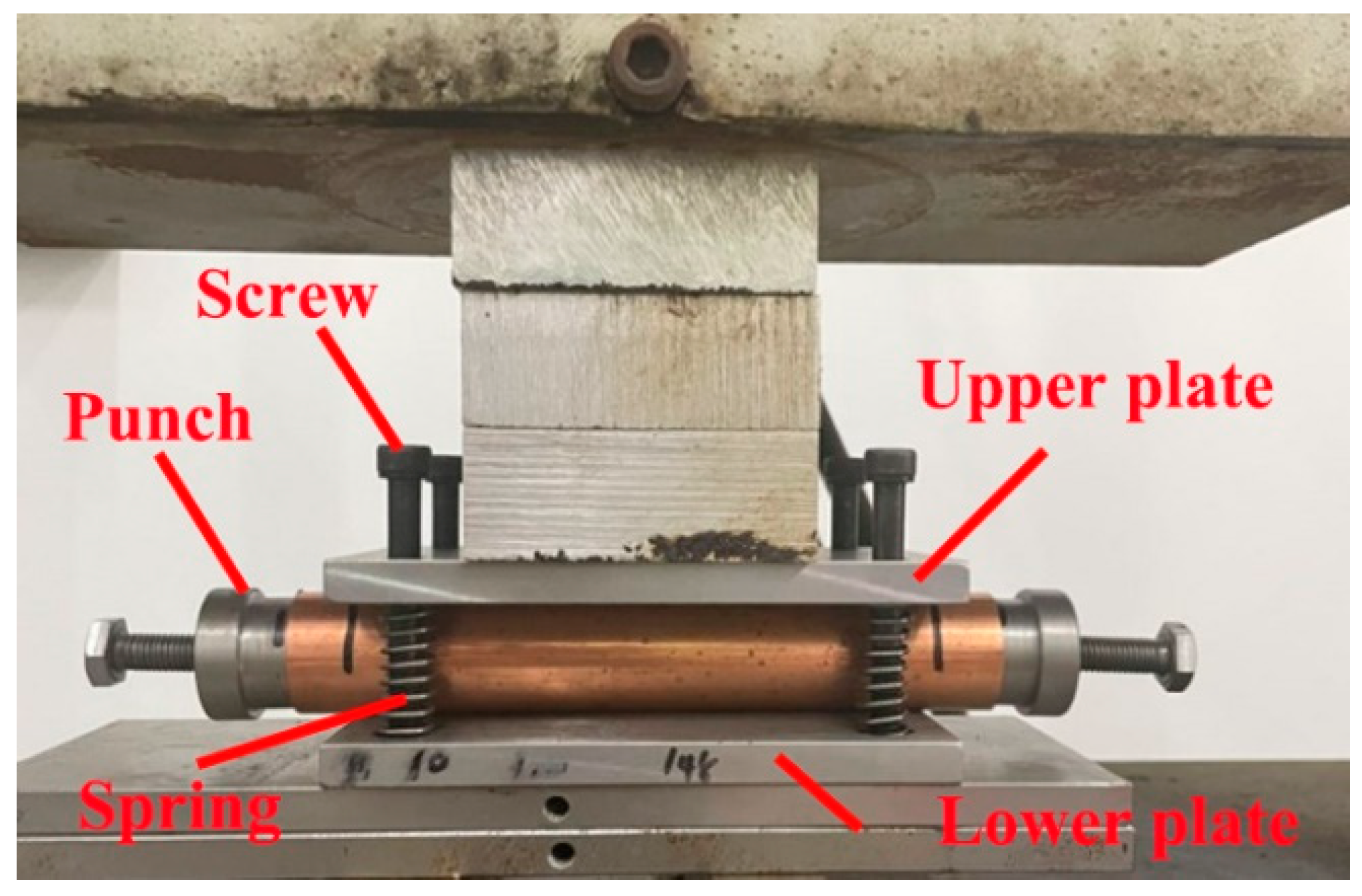
3.3.1. Flattening to Pre-Form
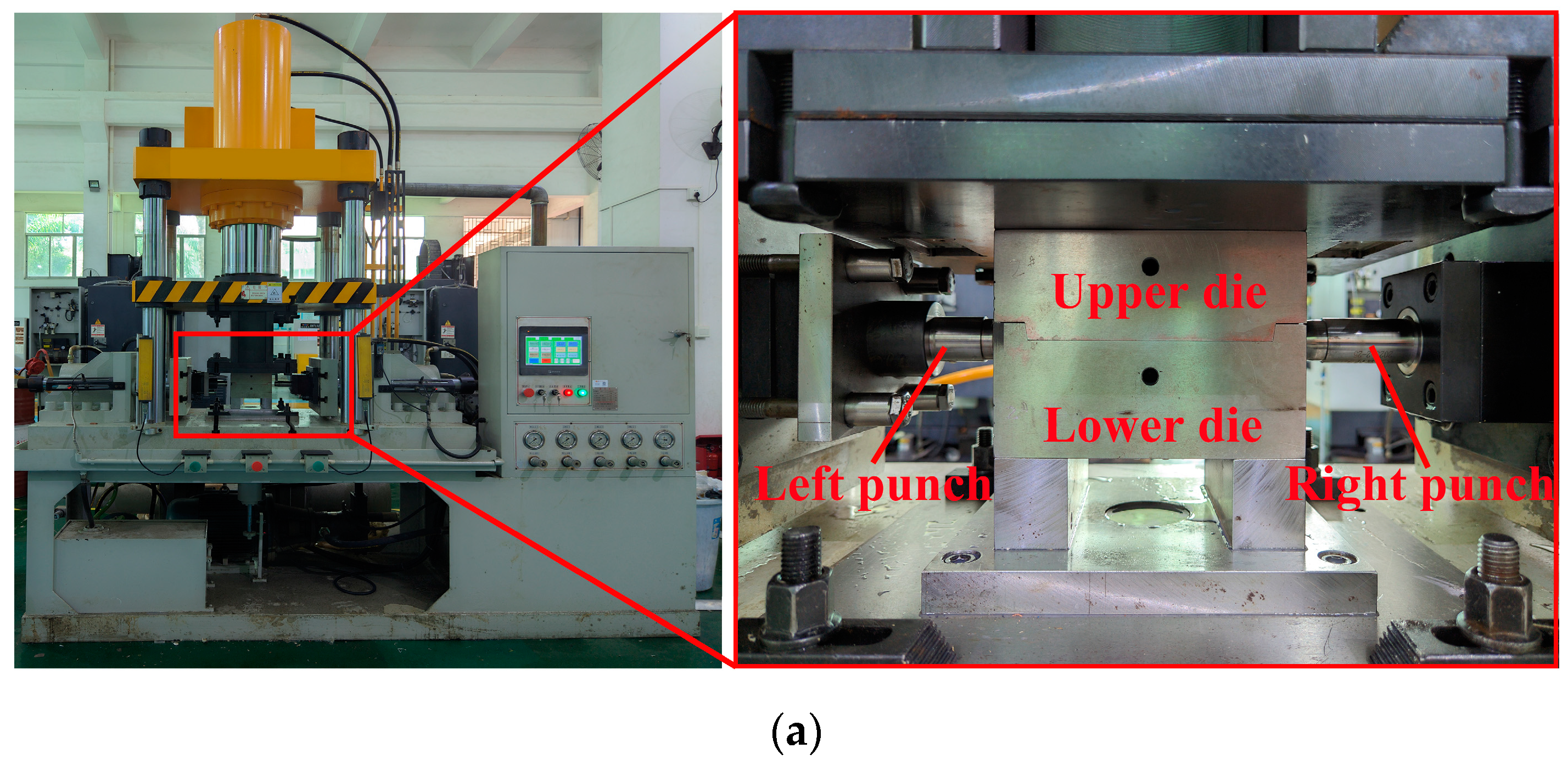
3.3.2. Experimental Setup for Crushing and Hydroforming
3.4. Experimental Scheme
3.5. Finite Element Model
4. Results and Discussion
4.1. Experimental Results
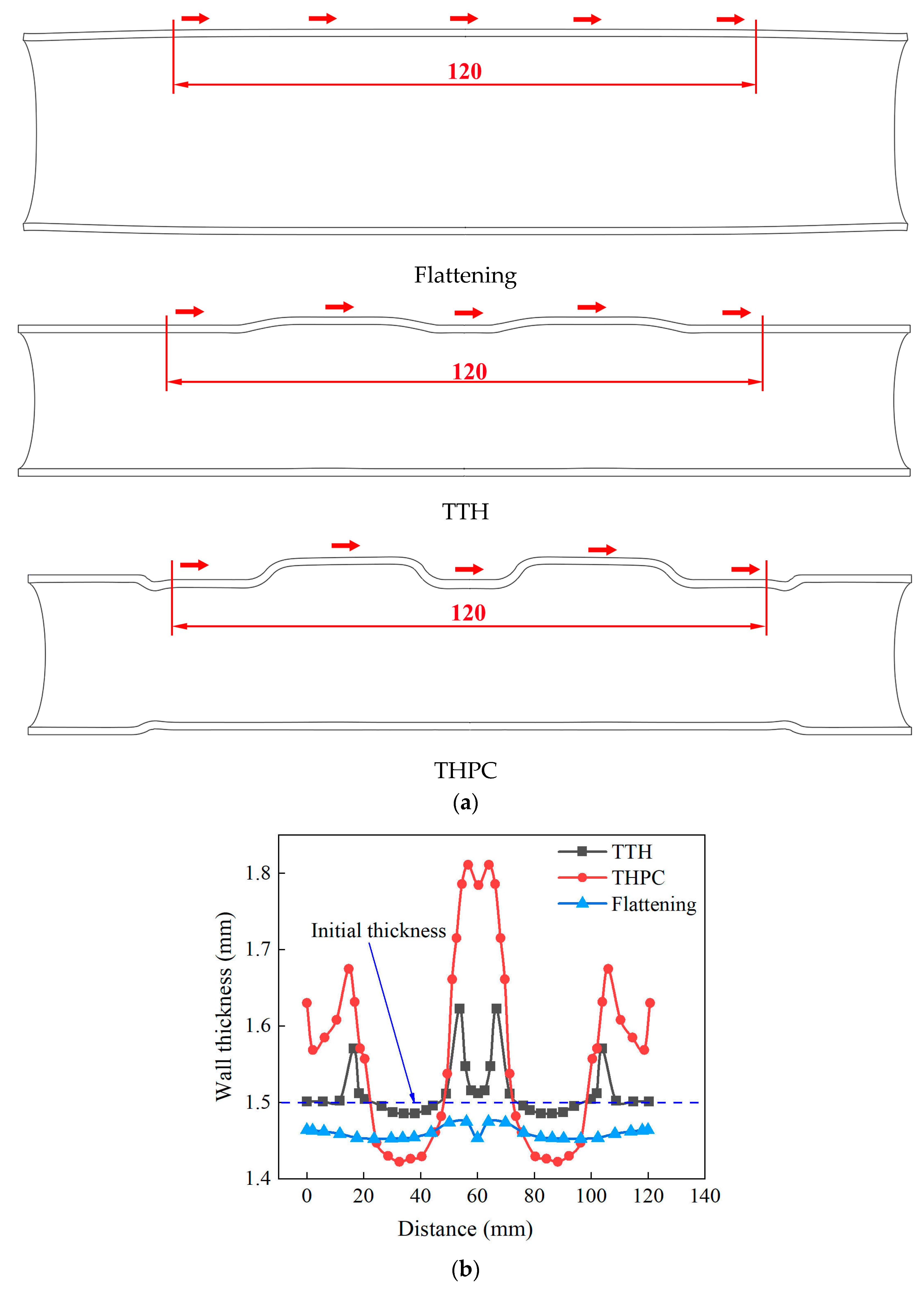
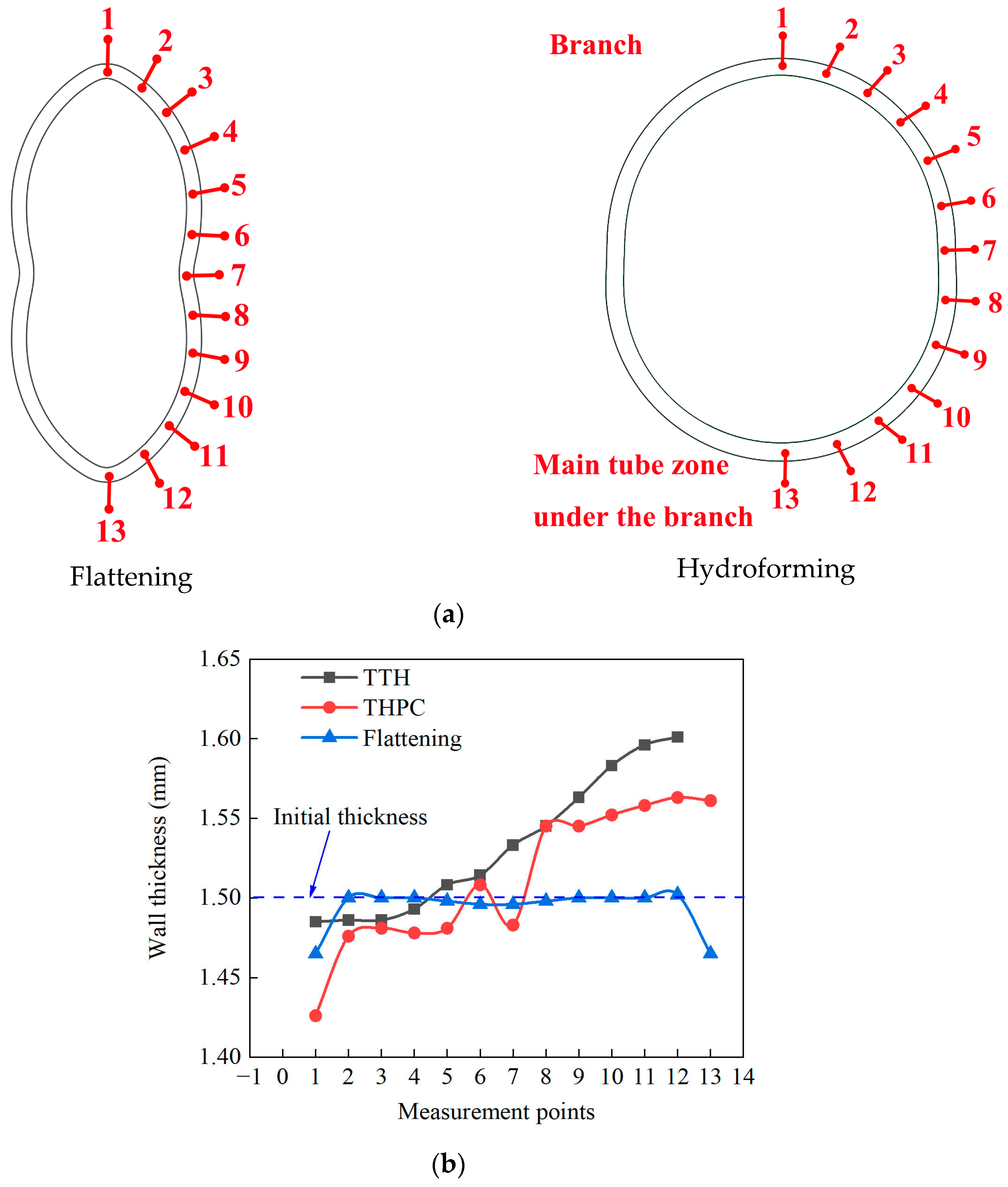
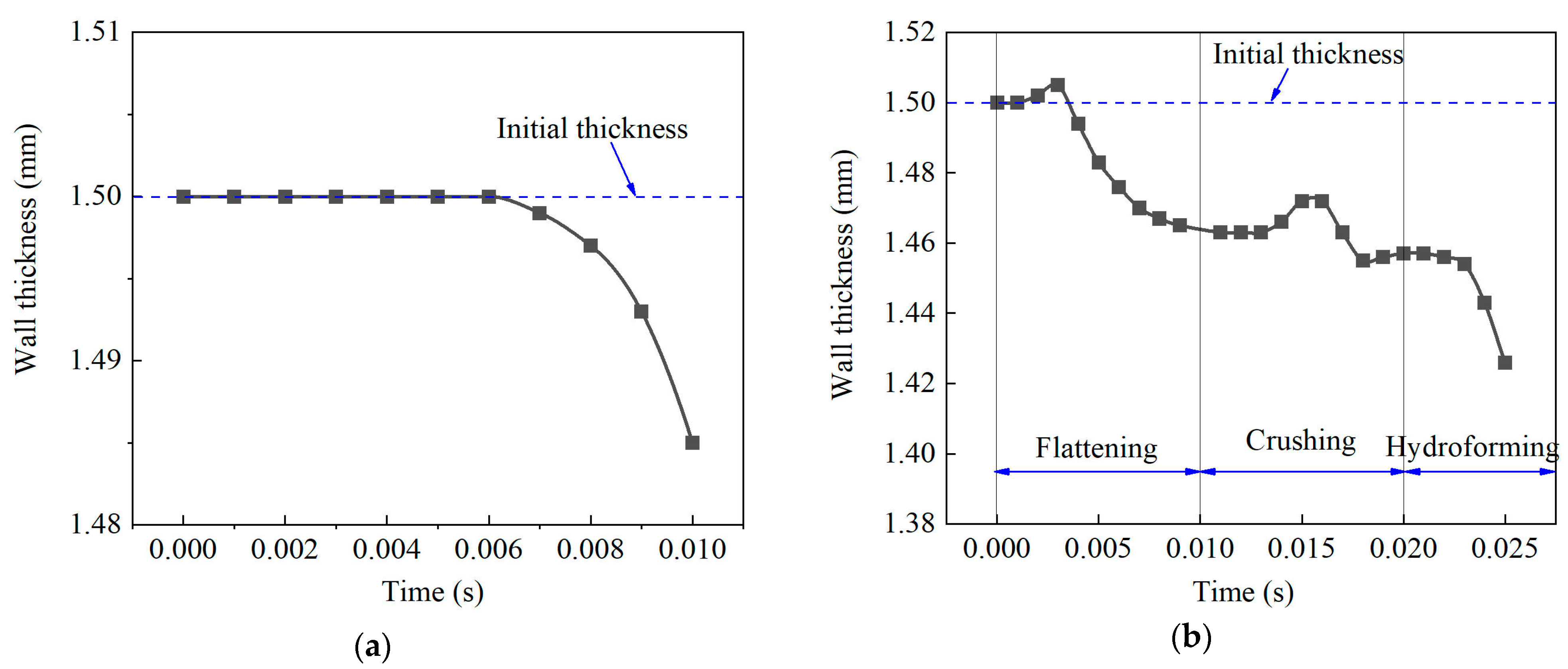
4.2. Thickness Distribution and Deformation Behavior
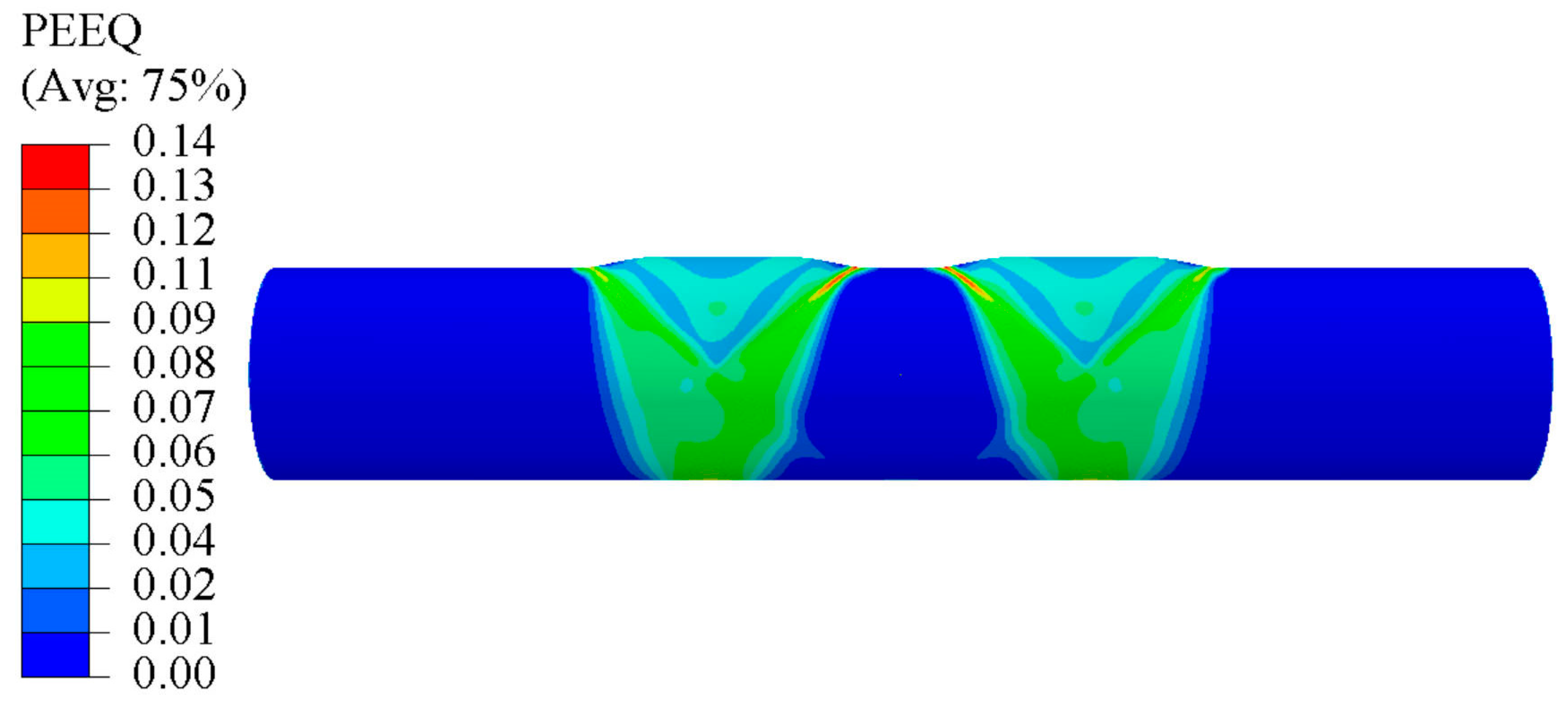
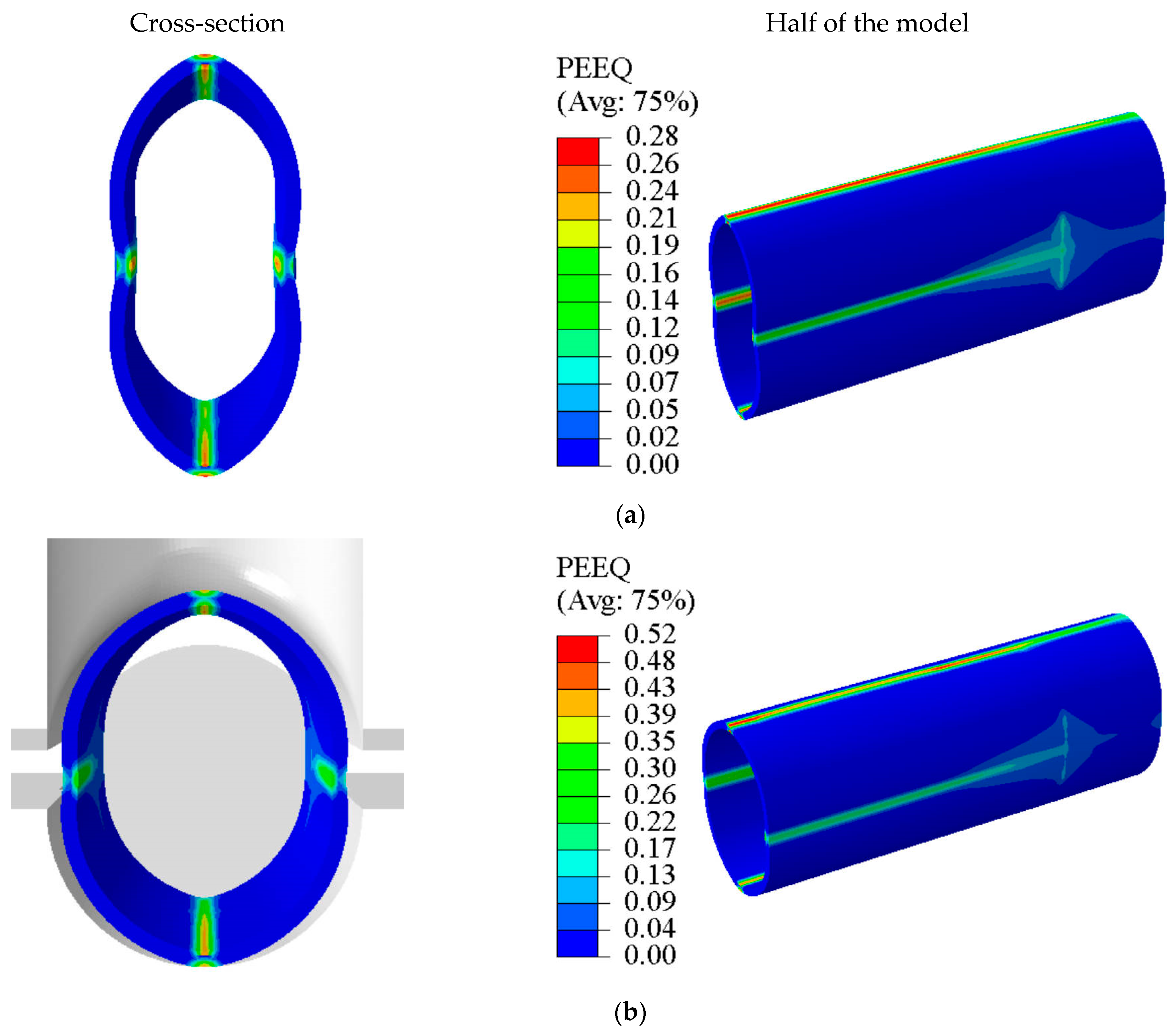
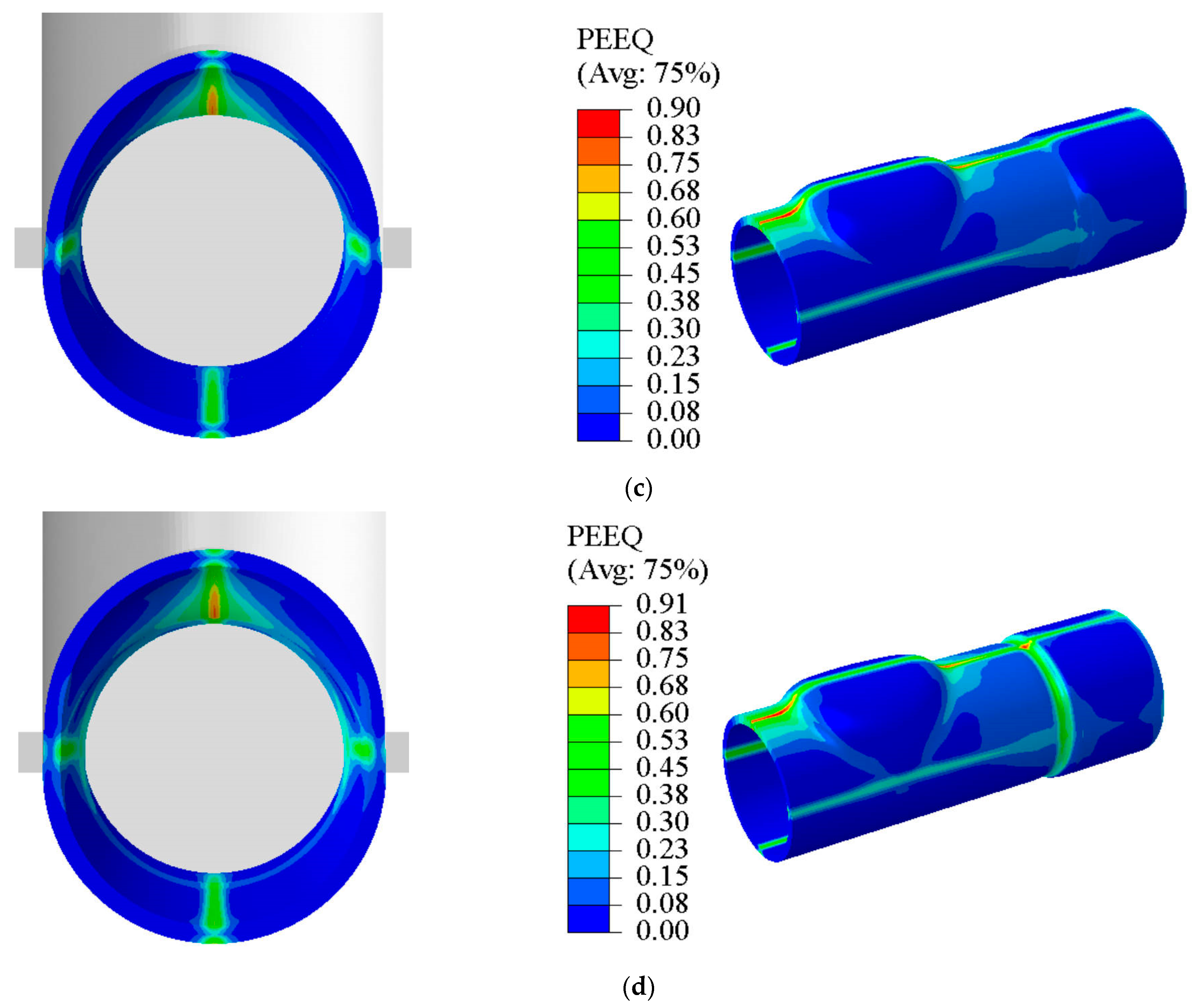
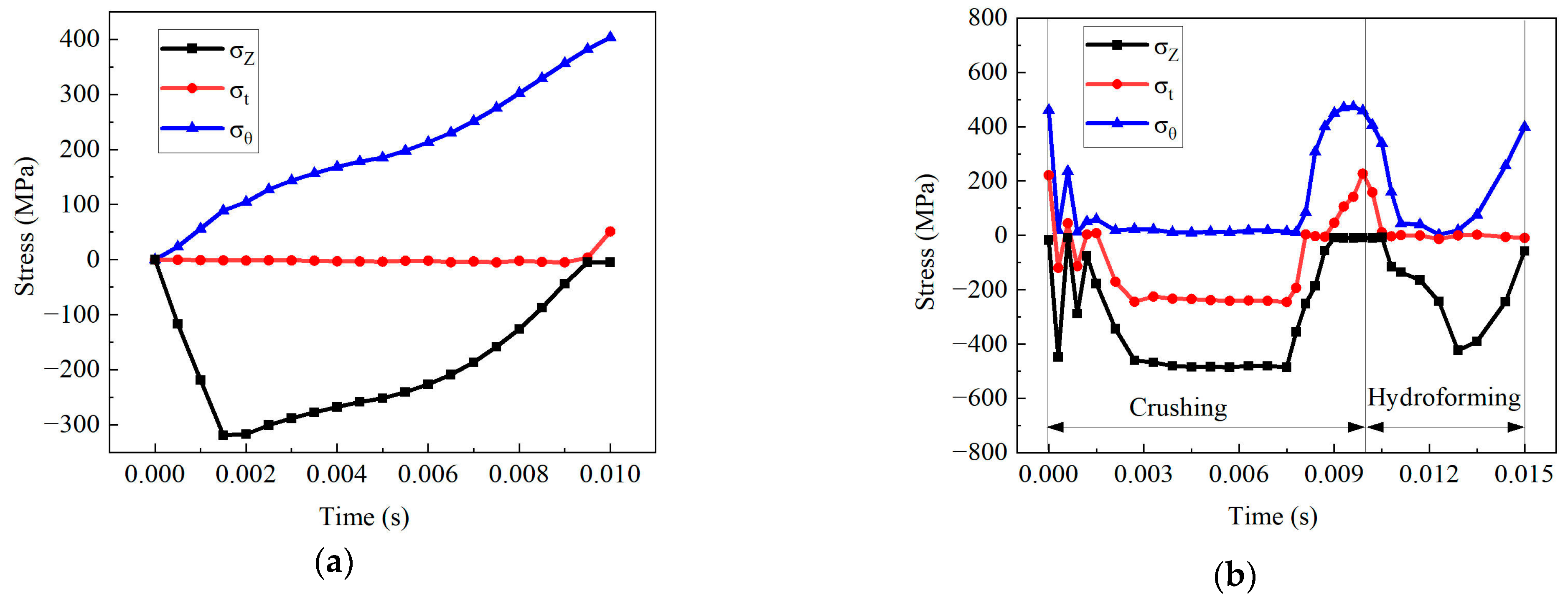
4.3. Stress State
5. Conclusions
- (1)
- The branch height can be significantly increased when using the THPC process. In comparison to the TTH, the branch height was increased 2.37-fold.
- (2)
- In the THPC process, a tube blank with a larger diameter was used to provide additional material to form the parallel double tube. The larger diameter tube was flattened for pre-forming. The tube was subjected to radial pressure during the crushing stage to overcome the friction. Additional material could be pushed into the branch cavity. Moreover, the top of the branch was subjected to bidirectional compressive stress. It was found that such a stress state can delay the reduction in wall thickness, effectively enhancing the specimen formability performance.
- (3)
- The flattening, pre-forming, and crushing stages resulted in the specimen’s work hardening when using the proposed THPC process. The ability to resist rupture during the hydroforming stage was significantly improved by altering the stress state of the tube.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Reddy, P.V.; Reddy, B.V.; Ramulu, P.J. Evolution of Hydroforming Technologies and its Applications—A Review. J. Adv. Manuf. Syst. 2020, 19, 737–780. [Google Scholar] [CrossRef]
- Alaswad, A.; Benyounis, K.Y.; Olabi, A.G. Tube hydroforming process: A reference guide. Mater. Des. 2012, 33, 328–339. [Google Scholar] [CrossRef]
- Yuan, S. Fundamentals and Processes of Fluid Pressure Forming Technology for Complex Thin-Walled Components. Engineering 2021, 7, 358–366. [Google Scholar] [CrossRef]
- Bell, C.; Corney, J.; Zuelli, N.; Savings, D. A state of the art review of hydroforming technology. Int. J. Mater. Form. 2020, 13, 789–828. [Google Scholar] [CrossRef]
- Ghaleb, A.M.; Saleh, M.A.; Ragab, A.E.; Dabwan, A.; Khalaf, T.M.; Umer, U. A new method to produce T-shaped tubular fittings with experimental and simulation results. PLoS ONE 2019, 14, e0214608. [Google Scholar] [CrossRef]
- Cui, X.; Teng, B.; Yuan, S. Hydroforming process of complex T-shaped tubular parts of nickel-based superalloy. CIRP J. Manuf. Sci. Technol. 2021, 32, 476–490. [Google Scholar] [CrossRef]
- Cui, X.; Yuan, S. Analysis of thickness variation and stress state in hydroforming of complex T-shaped tubular part of nickel-based superalloy. Arch. Civ. Mech. Eng. 2021, 21, 111. [Google Scholar] [CrossRef]
- Mohseni, A.; Rezapour, J.; Gohari Rad, S.; Rajabiehfard, R. Low velocity impact tube hydroforming process: Experiments and FSI modeling by considering ductile damage model. Int. J. Mater. Form. 2023, 16, 62. [Google Scholar] [CrossRef]
- Sornin, D.; Fayolle, S.; Bouchard, P.O.; Massoni, E. Plastic instabilities analysis during T-shaped tubes hydro-forming process. Int. J. Mater. Form. 2009, 2, 131–144. [Google Scholar] [CrossRef]
- Khang, N.V.; Hoang, N.Q.; Ceccarelli, M. On the Formation of Protrusion and Parameters in the Tube Hydroforming; Springer International Publishing AG: Cham, Switzerland, 2021; Volume 113, pp. 521–530. [Google Scholar]
- Jirathearanat, S.; Hartl, C.; Altan, T. Hydroforming of Y-shapes—Product and process design using FEA simulation and experiments. J. Mater. Process. Technol. 2004, 146, 124–129. [Google Scholar] [CrossRef]
- Chen, M.; Xiao, X.; Guo, H.; Tong, J. Deformation behavior, microstructure and mechanical properties of pure copper subjected to tube hydroforming. Mater. Sci. Eng. A 2018, 731, 331–343. [Google Scholar] [CrossRef]
- Yasui, H.; Yoshihara, S.; Mori, S.; Tada, K.; Manabe, K. Material Deformation Behavior in T-Shape Hydroforming of Metal Microtubes. Metals 2020, 10, 199. [Google Scholar] [CrossRef]
- Mohamed Elshazly, M.A.; Osman, T.A.E.; Shazly, M. A Finite Element Analysis Verification of a Machine-Trained Mathematical Model of T-Tube Hydroforming. J. Int. Soc. Sci. Eng. 2021, 3, 1–8. [Google Scholar] [CrossRef]
- Abbassi, F.; Ahmad, F.; Gulzar, S.; Belhadj, T.; Karrech, A.; Choi, H.S. Design of T-shaped tube hydroforming using finite element and artificial neural network modeling. J. Mech. Sci. Technol. 2020, 34, 1129–1138. [Google Scholar] [CrossRef]
- El-Aty, A.A.; Xu, Y.; Xie, W.; Xia, L.; Hou, Y.; Zhang, S.; Ahmed, M.M.Z.; Alzahrani, B.; Ali, A.; Huang, X.; et al. Finite Element Analysis and Experimental Study of Manufacturing Thin-Walled Five-Branched AISI 304 Stainless Steel Tubes with Different Diameters Using a Hydroforming Process. Materials 2023, 17, 104. [Google Scholar] [CrossRef]
- Kadkhodayan, M.; Moghadam, A.E. Optimization of load paths in X- and Y-shaped hydroforming. Int. J. Mater. Form. 2013, 6, 75–91. [Google Scholar] [CrossRef]
- Chebbah, M.; Lebaal, N. Tube hydroforming optimization using a surrogate modeling approach and Genetic Algorithm. Mech. Adv. Mater. Struct. 2020, 27, 515–524. [Google Scholar] [CrossRef]
- Kadkhodayan, M.; Erfani-Moghadam, A. An investigation of the optimal load paths for the hydroforming of T-shaped tubes. Int. J. Adv. Manuf. Technol. 2012, 61, 73–85. [Google Scholar] [CrossRef]
- Ahmadi Brooghani, S.Y.; Khalili, K.; Eftekhari Shahri, S.E.; Kang, B.S. Loading path optimization of a hydroformed part using multilevel response surface method. Int. J. Adv. Manuf. Technol. 2014, 70, 1523–1531. [Google Scholar] [CrossRef]
- Morphy, G. Pressure-sequence and high-pressure hydroforming: Knowing the processes can mean boosting profits. Tube Pipe J. 1998, 2, 128–135. [Google Scholar]
- Yang, L.; Rong, H.; He, Y. Deformation Behavior of a Thin-Walled Tube in Hydroforming with Radial Crushing Under Pulsating Hydraulic Pressure. J. Mater. Eng. Perform. 2014, 23, 429–438. [Google Scholar] [CrossRef]
- Hwang, Y.; Altan, T. FE simulations of the crushing of circular tubes into triangular cross-sections. J. Mater. Process. Technol. 2002, 125, 833–838. [Google Scholar] [CrossRef]
- Hwang, Y.; Altan, T. Finite element analysis of tube hydroforming processes in a rectangular die. Finite Elem. Anal. Des. 2003, 39, 1071–1082. [Google Scholar] [CrossRef]
- Nikhare, C.; Weiss, M.; Hodgson, P.D. FEA comparison of high and low pressure tube hydroforming of TRIP steel. Comput. Mater. Sci. 2009, 47, 146–152. [Google Scholar] [CrossRef]
- Nikhare, C.; Weiss, M.; Hodgson, P.D. Buckling in low pressure tube hydroforming. J. Manuf. Process. 2017, 28, 1–10. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Wang, C.W. Flow stress evaluation of zinc copper and carbon steel tubes by hydraulic bulge tests considering their anisotropy. J. Mater. Process. Technol. 2009, 209, 4423–4428. [Google Scholar] [CrossRef]
- Huang, T.; Song, X.; Liu, M. The multi-objective optimization of the loading paths for T-shape tube hydroforming using adaptive support vector regression. Int. J. Adv. Manuf. Technol. 2017, 88, 3447–3458. [Google Scholar] [CrossRef]
- Cui, X.; Chu, R.; He, J.; Han, C.; Yuan, S. Less-loading hydroforming process for large-size hollow components of aluminum alloy. J. Mater. Res. Technol. 2021, 15, 1935–1948. [Google Scholar] [CrossRef]
- Deruntz, J.A.; Hodge, P.G. Crushing of a tube between rigid plates. J. Appl. Mech. 1962, 30, 391–395. [Google Scholar] [CrossRef]
- Hopperstad, O.S.; Børvik, T.; Langseth, M.; Labibes, K.; Albertini, C. On the influence of stress triaxiality and strain rate on the behaviour of a structural steel. Part I. Experiments. Eur. J. Mech.-A/Solids 2003, 22, 15–32. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Forming Process | Process Stages | Process Parameters | Values |
|---|---|---|---|
| TTH | Axial feeding stage | Feeding amount | 1.5 mm |
| Hydroforming stage | Burst internal pressure | 40 MPa | |
| THPC | Flattening stage | Flattening amount | 13 mm |
| Crushing stage | Internal pressure | 0 MPa | |
| Axial feeding stage | Feeding amount | 1.5 mm | |
| Hydroforming stage | Burst internal pressure | 51 MPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, M.; Hu, J.; Xiao, Y.; Liang, J.; Ye, Z.; Wu, H.; Zhou, F.; Mao, G.; Long, H.; Tang, W.; et al. Improvement of Formability in Parallel Double-Branched Tube Hydroforming Combined with Pre-Forming and Crushing Processes. Materials 2024, 17, 1327. https://doi.org/10.3390/ma17061327
Chen M, Hu J, Xiao Y, Liang J, Ye Z, Wu H, Zhou F, Mao G, Long H, Tang W, et al. Improvement of Formability in Parallel Double-Branched Tube Hydroforming Combined with Pre-Forming and Crushing Processes. Materials. 2024; 17(6):1327. https://doi.org/10.3390/ma17061327
Chicago/Turabian StyleChen, Mingtao, Jinhao Hu, Yunya Xiao, Junwei Liang, Zhiwei Ye, Hongchao Wu, Feng Zhou, Guisheng Mao, Hui Long, Wei Tang, and et al. 2024. "Improvement of Formability in Parallel Double-Branched Tube Hydroforming Combined with Pre-Forming and Crushing Processes" Materials 17, no. 6: 1327. https://doi.org/10.3390/ma17061327