
Bio-Composite Filaments Based on Poly(Lactic Acid) and Cocoa Bean Shell Waste for Fused Filament Fabrication (FFF): Production, Characterization and 3D Printing




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
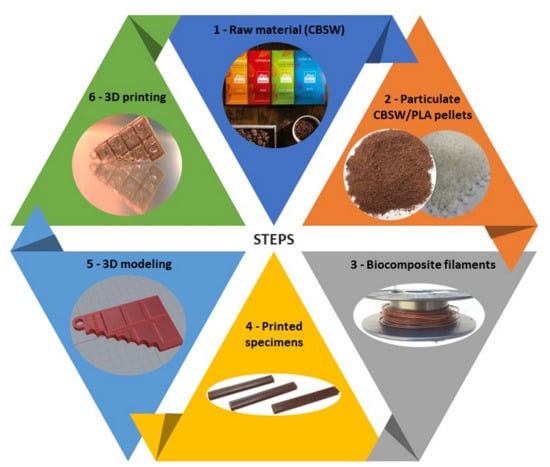
2.2. Production of Biofilaments for FFF
2.3. 3D Printing
2.4. Methods
3. Results and Discussion
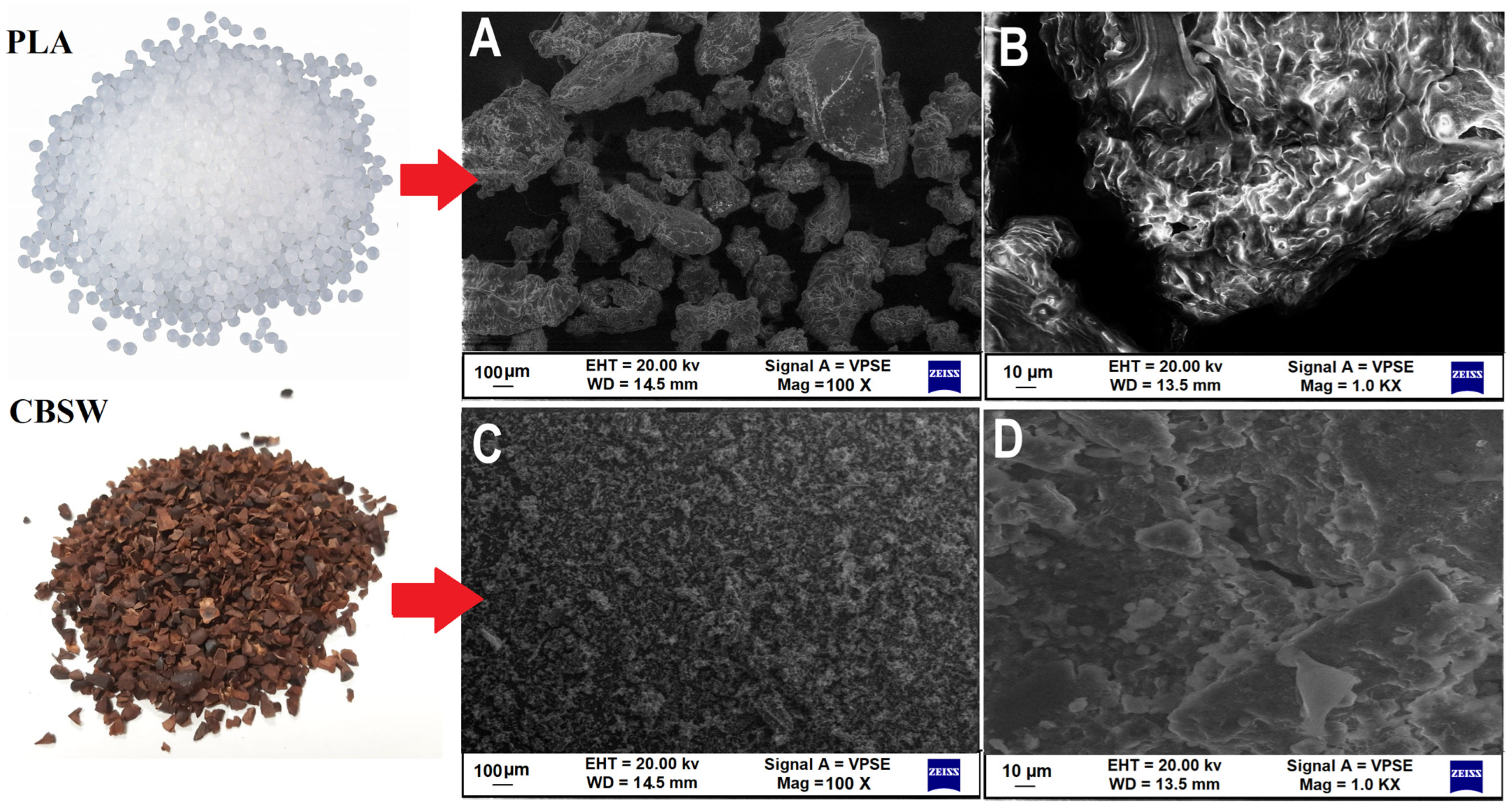
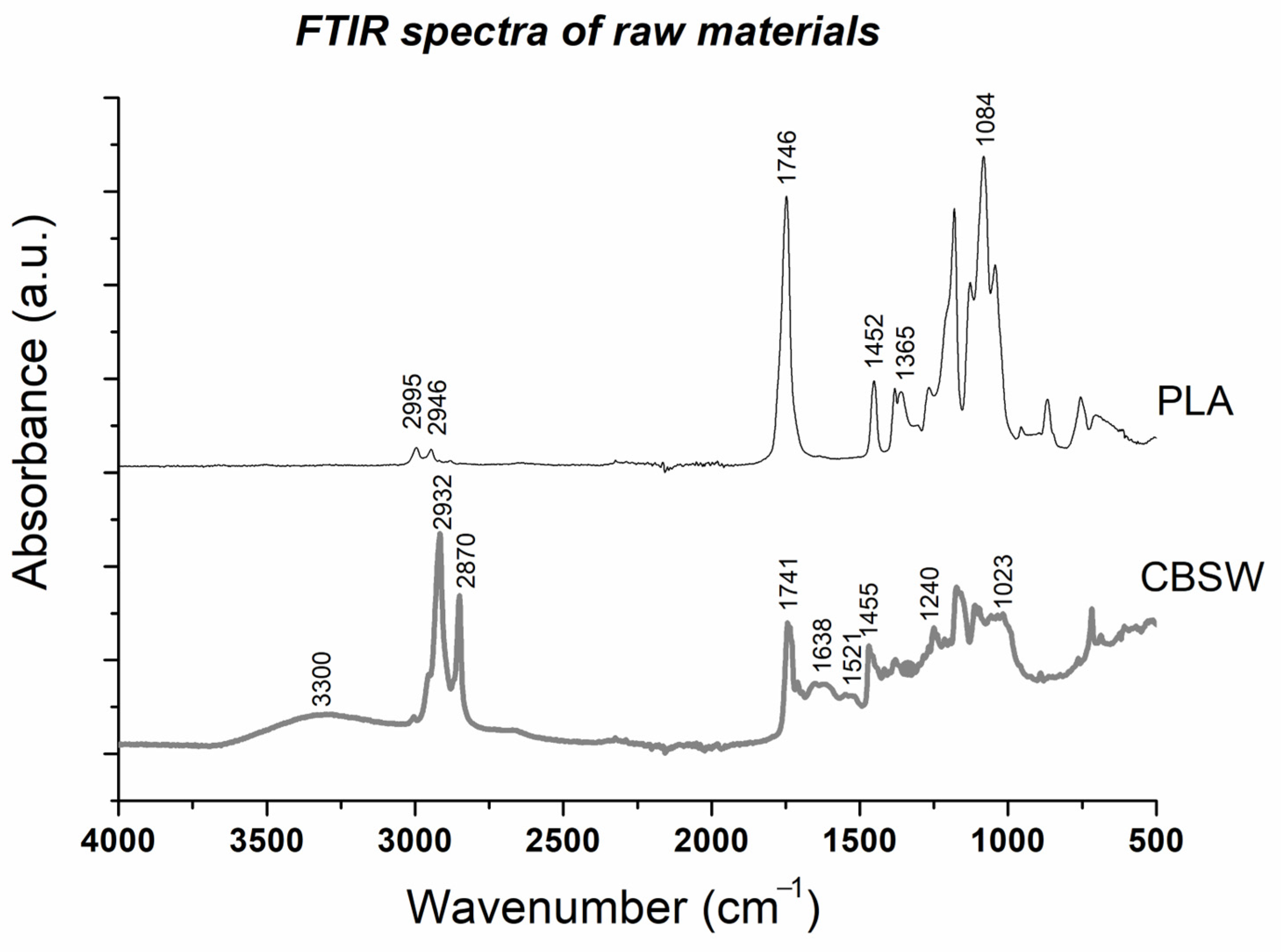
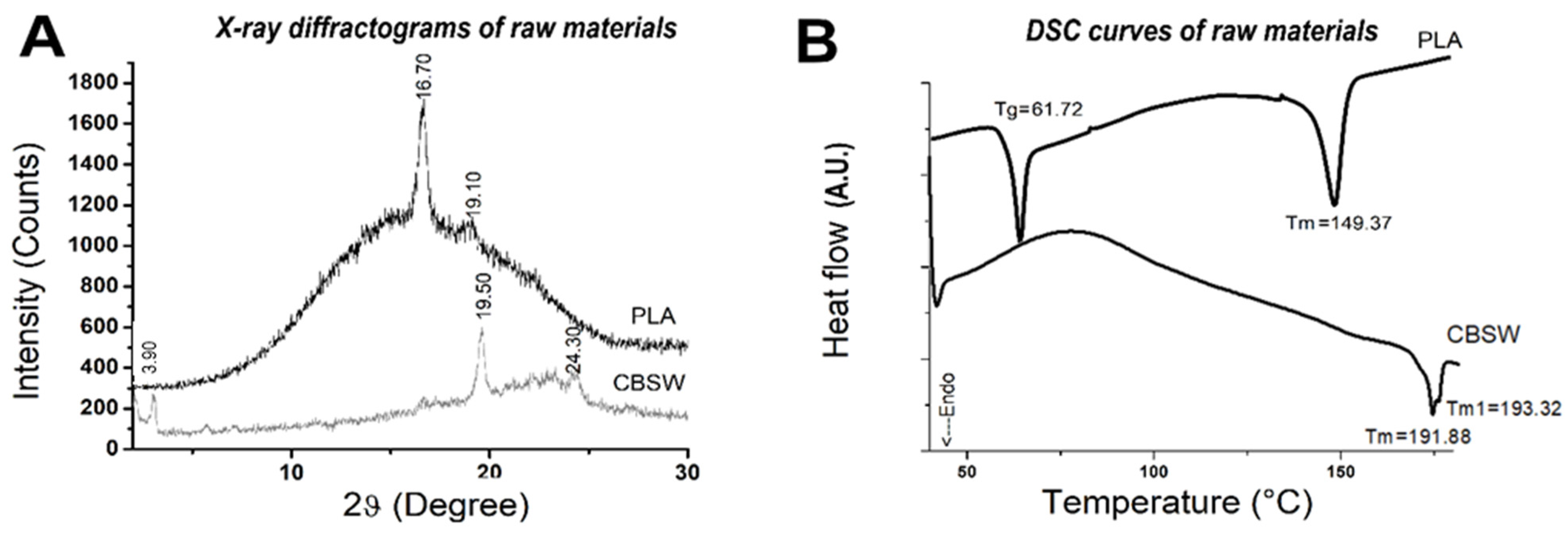
3.1. Characterization of Raw Materials
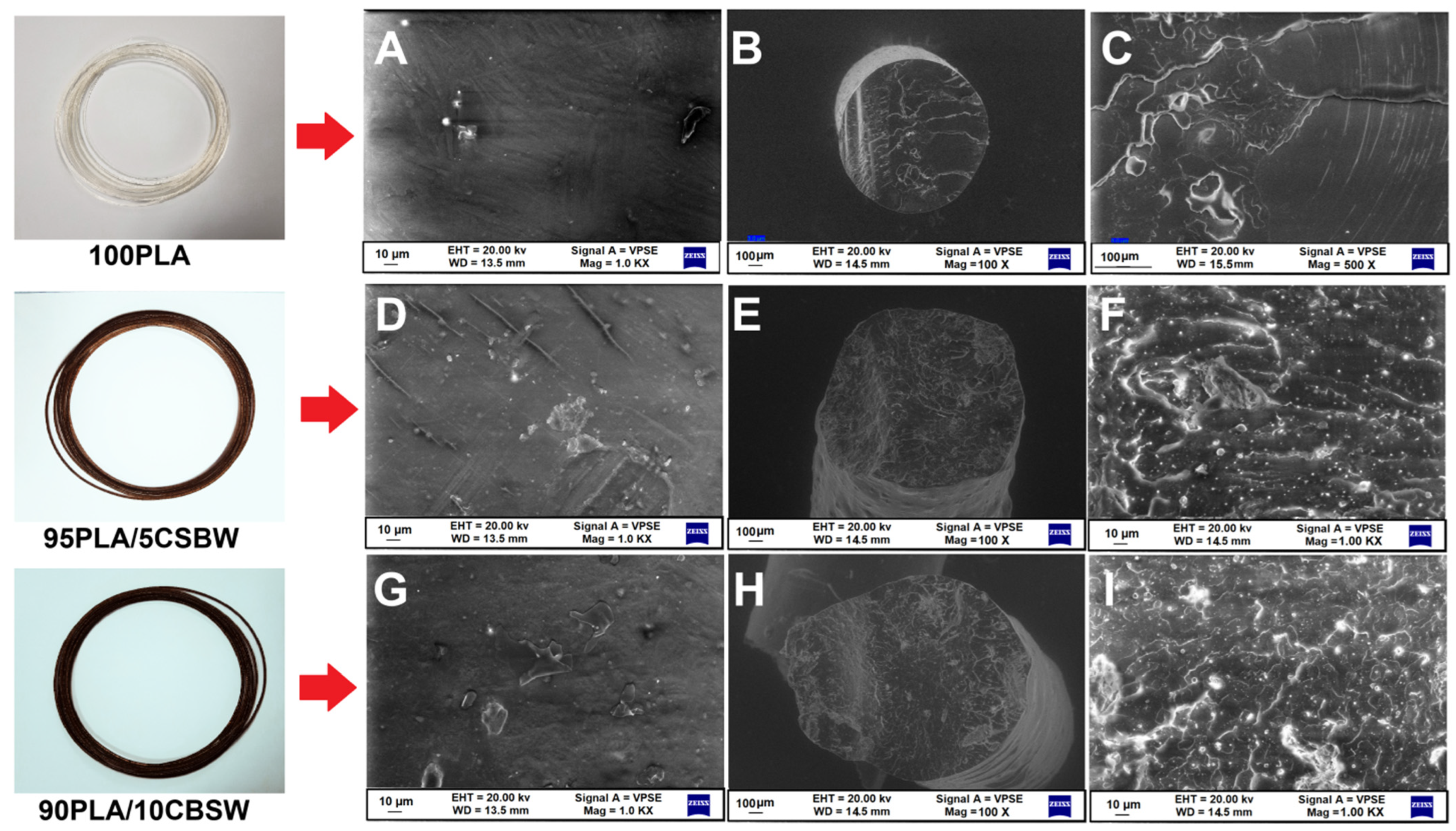
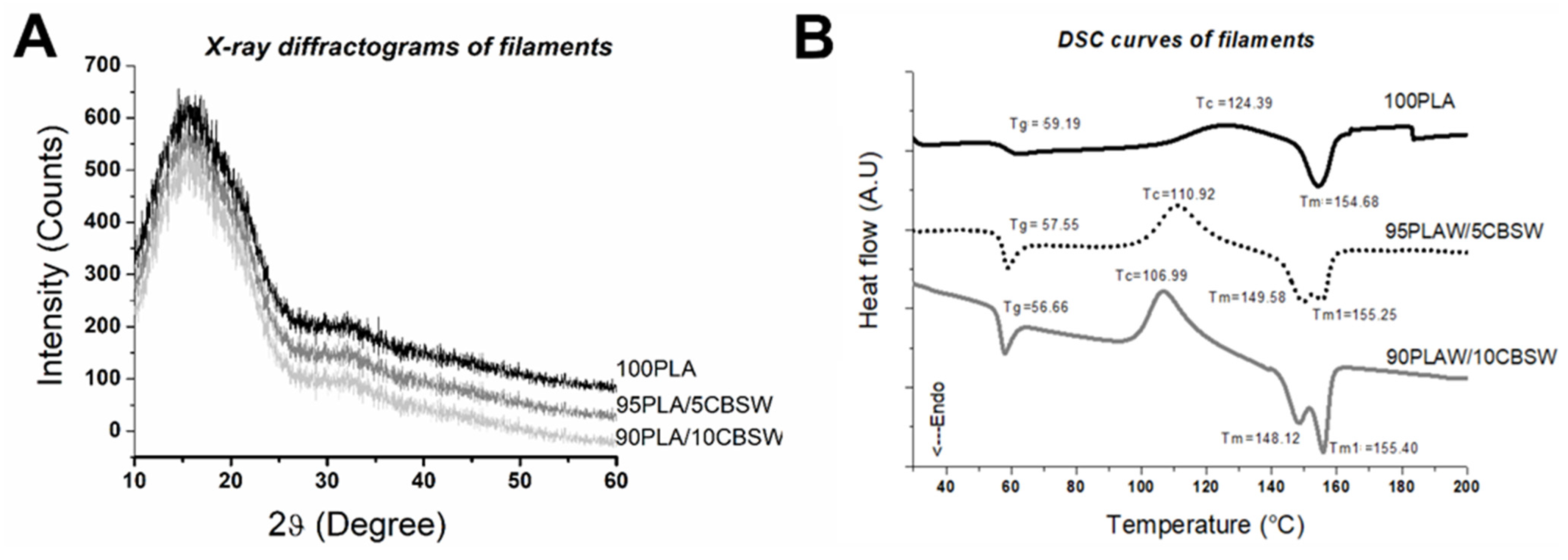
3.2. Characterization of Biofilaments
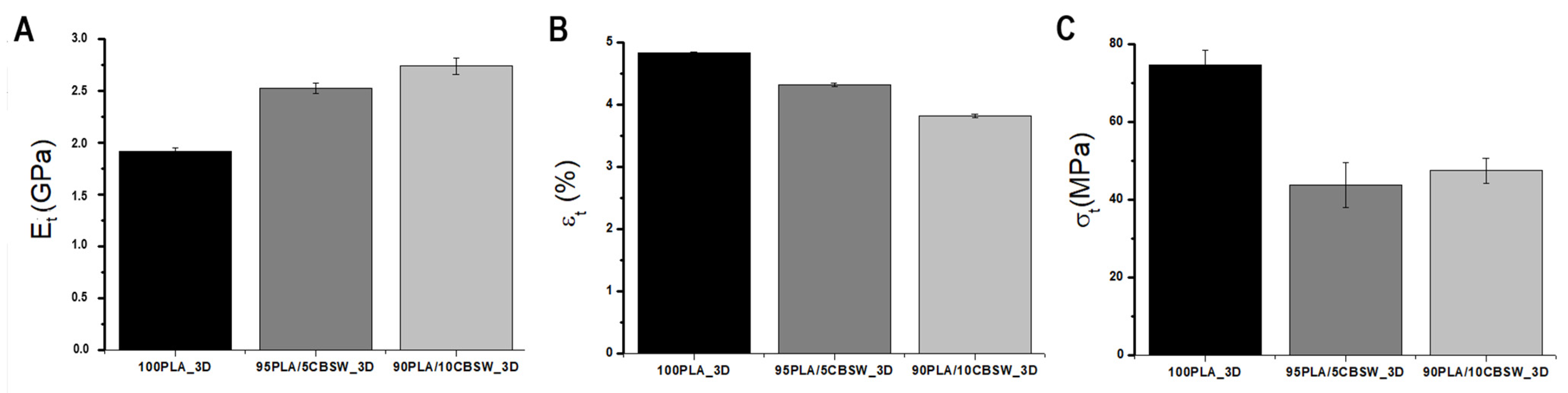
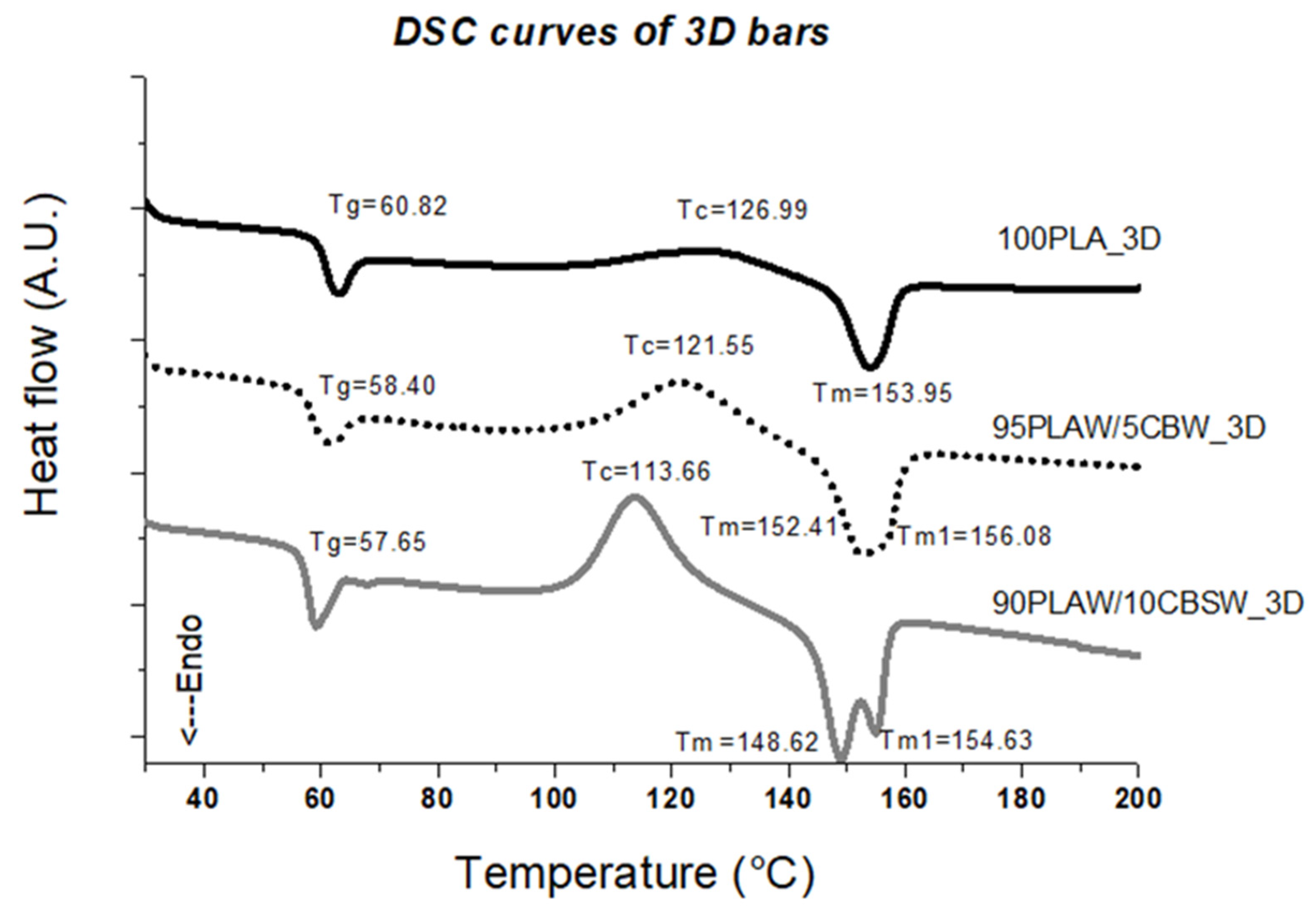
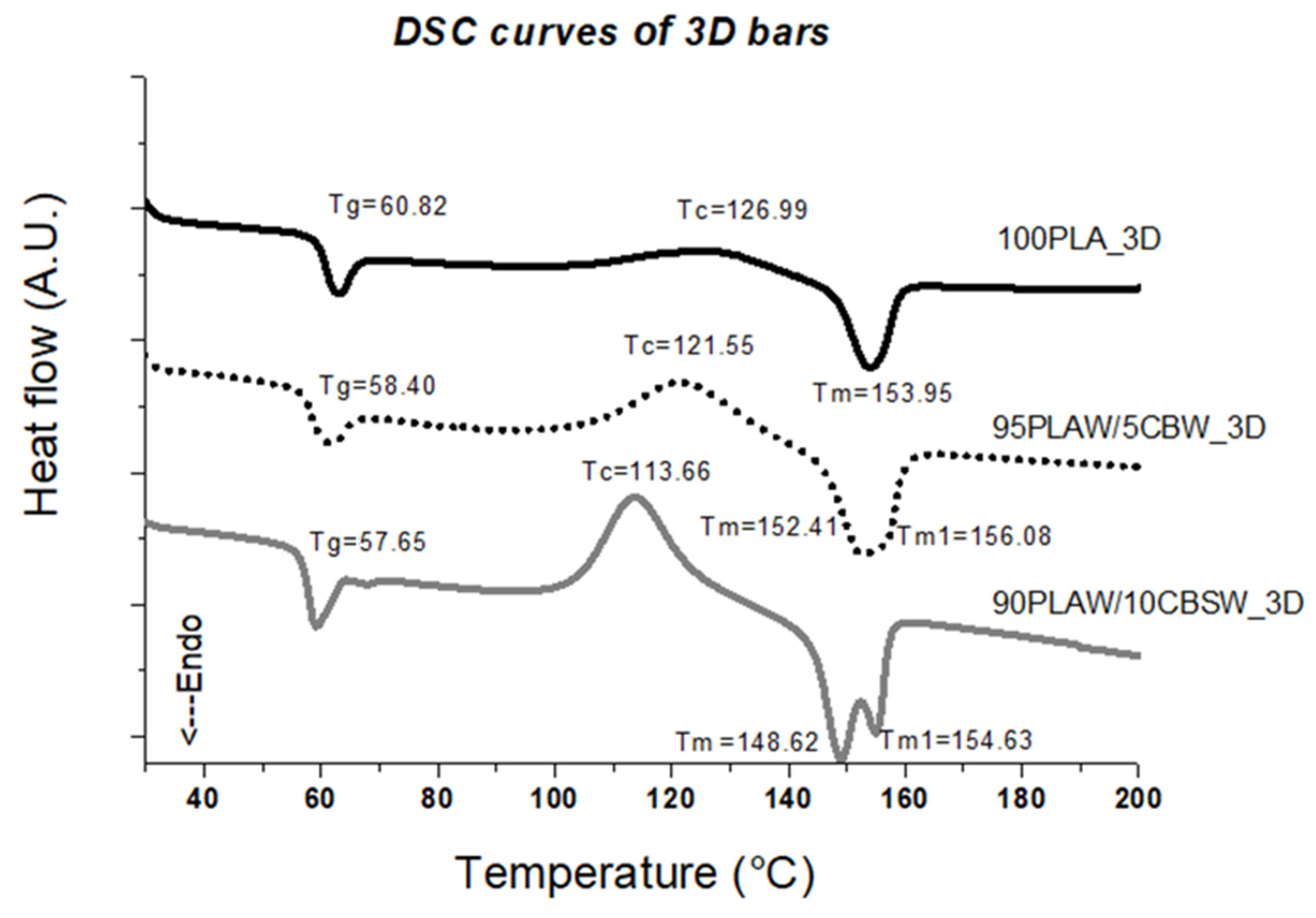
3.3. Characterization of 3D Samples
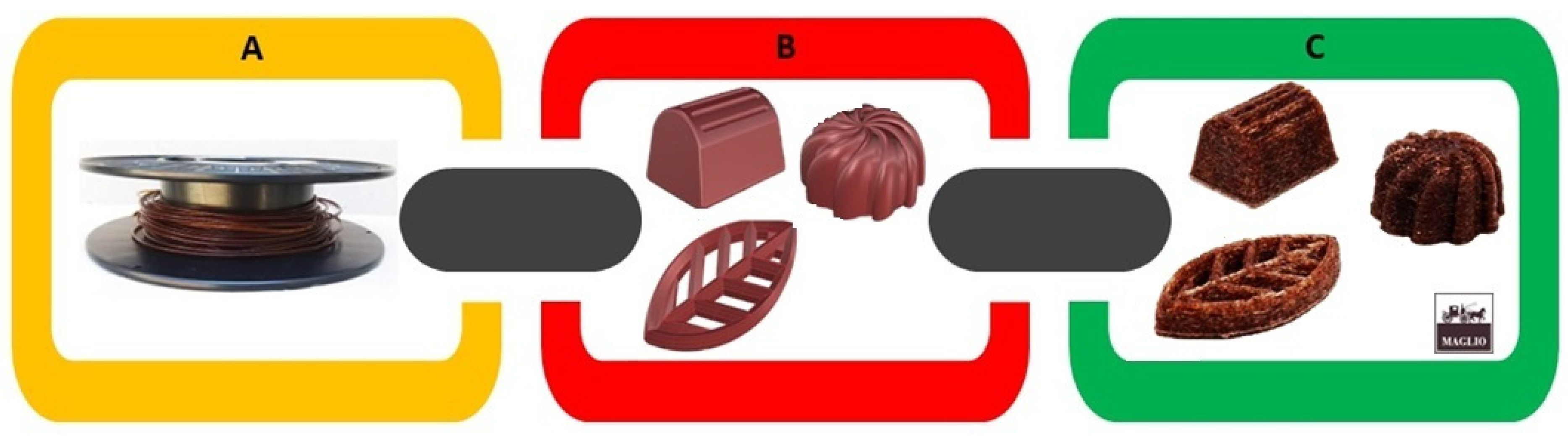
3.4. From Agro-Industrial Waste to New Objects
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fico, D.; Rizzo, D.; Casciaro, R.; Corcione, C.E. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, Z.; Li, J.; Li, X.; Cheng, L. From materials to devices using fused deposition modeling: A state-of-art review. Nanotechnol. Rev. 2020, 9, 1594–1609. [Google Scholar] [CrossRef]
- Verter, N. Cocoa export performance in the world’s largest producer. Bulg. J. Agric. Sci. 2016, 22, 713–721. [Google Scholar]
- Mendoza-Meneses, C.J.; Feregrino-Pe’rez, A.A.; Gutie´rrez-Antonio, C. Potential Use of Industrial Cocoa Waste in Biofuel Production. J. Chem. 2021, 2021, 3388067. [Google Scholar] [CrossRef]
- Morettini, G.; Palmieri, M.; Capponi, L.; Landi, L. Comprehensive characterization of mechanical and physical properties of PLA structures printed by FFF-3D-printing process in different directions. Progr. Addit. Manuf. 2022, 7, 1111–1122. [Google Scholar] [CrossRef]
- Pang, X.; Zhuang, X.; Tang, Z.; Chen, X. Polylactic acid (PLA): Research, development and industrialization. Biotechnol. J. 2010, 5, 1125–1136. [Google Scholar] [CrossRef]
- Ivanova, O.; Williams, C.; Campbell, T. Additive manufacturing (AM) and nanotechnology: Promises and challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4Dprinting: Materials, methodologies and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; De Carolis, V.; Montagna, F.; Esposito Corcione, C. Sustainable polymer composites manufacturing through 3D printing technologies by using recycled polymer and filler. Polymers 2022, 14, 3756. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U. Novel biopolymer-based sustainable composites for food packaging applications: A narrative review. Food Packag. Shelf Life 2022, 33, 100892. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; De Carolis, V.; Montagna, F.; Palumbo, E.; Esposito Corcione, C. Development and characterization of sustainable PLA/Olive wood waste composites for rehabilitation applications using Fused Filament Fabrication (FFF). J. Build. Eng. 2022, 56, 104673. [Google Scholar] [CrossRef]
- Sanyang, M.L.; Sapuan, S.M.; Haron, M. Effect of cocoa pod husk filler loading on tensile properties of cocoa pod husk/polylactic acid green biocomposite films. AIP Conf. Proc. 2017, 1891, 1. [Google Scholar]
- Papadopoulou, E.L.; Paul, U.C.; Tran, T.N.; Suarato, G.; Ceseracciu, L.; Marras, S.; d’Arcy, R.; Athanassiou, A. Sustainable Active Food Packaging from Poly(lactic acid) and Cocoa Bean Shells. ACS Appl. Mater. Interfaces 2019, 11, 34. [Google Scholar] [CrossRef]
- Tran, T.N.; Bayer, I.S.; Heredia-Guerrero, J.A.; Frugone, M.; Lagomarsino, M.; Maggio, F.; Athanassiou, A. Cocoa Shell Waste Biofilaments for 3D Printing Applications. Macromol. Mater. Eng. 2017, 302, 1700219. [Google Scholar] [CrossRef]
- Leonard, J.; Berrio, V. Desarrollo y Caracterización de un Material Compuesto con Fibra de Cacao Para la Producción de Filamento Para Impresión 3D; Departamento de Ingeniería Química y de Alimentos, Universidad de los Andes: Bogotá, Colombia, 2021. [Google Scholar]
- Shanmugam, V.; Pavan, M.V.; Babu, K.; Karnan, B. Fused deposition modeling based polymeric materials and their performance: A review. Polym. Compos. 2021, 42, 5656–5677. [Google Scholar] [CrossRef]
- Gardan, G. Additive Manufacturing Technologies in Additive Manufacturing Handbook; CRC Press: Boca Raton, FL, USA, 2017; p. 20. [Google Scholar]
- Garcia-Brand, A.J.; Morales, M.A.; Hozman, A.S.; Ramirez, A.C.; Cruz, L.J.; Maranon, A.; Muñoz-Camargo, C.; Cruz, J.C.; Porras, A. Bioactive Poly(lactic acid)–Cocoa Bean Shell Composites for Biomaterial Formulation: Preparation and Preliminary In Vitro Characterization. Polymers 2021, 13, 3707. [Google Scholar] [CrossRef]
- Yu, W.; Shi, J.; Qiu, R.; Lei, W. Degradation Behavior of 3D-Printed Residue of Astragalus Particle/Poly(Lactic Acid) Biocomposites under Soil Conditions. Polymers 2023, 15, 1477. [Google Scholar] [CrossRef]
- De Kergariou, C.; Saidani-Scott, H.; Perriman, A.; Scarpa, F.; Le Duigou, A. The influence of the humidity on the mechanical properties of 3D printed continuous flax fibre reinforced poly(lactic acid) composites. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106805. [Google Scholar] [CrossRef]
- Depuydt, D.; Balthazar, M.; Hendrickx, K.; Six, W.; Ferraris, E.; Desplentere, F.; Ivens, J.; Van Vuure, A.W. Production and characterization of bamboo and flax fiber reinforced polylactic acid filaments for fused deposition modeling (FDM). Polym. Compos. 2019, 40, 5. [Google Scholar] [CrossRef]
- Garcia-Brand, A.J.; Maranon, A.; Muñoz-Camargo, C.; Cruz, J.C. Potential Bone Fillers Based on Composites of Cocoa Bean Shells and Poly(Lactic Acid): Compression Molding Manufacturing. In Proceedings of the IEEE 2nd International Congress of Biomedical Engineering and Bioengineering (CI-IB&BI), Bogota D.C., Colombia, 13–15 October 2021. [Google Scholar]
- UNI EN ISO 527-2:2012; Materie Plastiche—Determinazione Delle Proprietà a Trazione—Parte 2: Condizioni di Prova per Materie Plastiche per Stampaggio ed Estrusione. ISO: Geneva, Switzerland, 2012.
- Chieng, B.W.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hussein, M.Z. Poly (lactic acid)/Poly (ethylene glycol) Polymer Nanocomposites: Effects of Graphene Nanoplatelets. Polymers 2014, 6, 93–104. [Google Scholar] [CrossRef]
- Hoyos, C.G.; Márquez, P.M.; Vélez, L.P.; Guerra, A.S.; Eceiza, A.; Urbina, L.; Vélasquez-Cock, J.; Rojo, P.G.; Acosta, L.V.; Zuluaga, R. Cocoa shell: An industrial by-product for the preparation of suspensions of holocellulose nanofibers and fat. Cellulose 2020, 27, 10873–10884. [Google Scholar] [CrossRef]
- Lionetto, F.; Del Sole, R.; Cannoletta, D.; Vasapollo, G.; Maffezzoli, A. Monitoring Wood Degradation during Weathering by Cellulose Crystallinity. Materials 2012, 5, 10. [Google Scholar] [CrossRef]
- Puglia, D.; Dominici, F.; Badalotti, M.; Santulli, C.; Kenny, J.M. Tensile, Thermal and Morphological Characterization of Cocoa Bean Shells (CBS)/Polycaprolactone-Based Composites. J. Renew. Mater. 2016, 4, 3. [Google Scholar] [CrossRef]
- Le Révérend, B.J.D.; Fryer, P.J.; Coles, S.; Bakalis, S. A Method to Qualify and Quantify the Crystalline State of Cocoa Butter in Industrial Chocolate. J. Am. Oil Chem. Soc. 2010, 87, 3. [Google Scholar] [CrossRef]
- Reignier, J.; Tatibouët, J.; Gendron, R. Effect of Dissolved Carbon Dioxide on the Glass Transition and Crystallization of Poly (lactic acid) as Probed by Ultrasonic Measurements. J. Appl. Polym. Sci. 2009, 112, 1345–1355. [Google Scholar] [CrossRef]
- Bryś, A.; Bryś, J.; Ostrowska-Ligęza, E.; Kaleta, A.; Górnicki, K.; Głowacki, S.; Koczoń, P. Wood biomass characterization by DSC or FT-IR spectroscopy. J. Therm. Anal. Calorim. 2016, 126, 27–35. [Google Scholar] [CrossRef]
- Tsujiyama, S.; Miyamori, A. Assignment of DSC thermograms of wood and its components. Thermochim. Acta 2000, 351, 177–181. [Google Scholar] [CrossRef]
- Carichino, S.; Scanferla, D.; Fico, D.; Rizzo, D.; Ferrari, F.; Jordá-Reolid, M.; Martínez-García, A.; Esposito Corcione, C. Poly-Lactic Acid-Bagasse Based Bio-Composite for Additive Manufacturing. Polymers 2023, 15, 4323. [Google Scholar] [CrossRef] [PubMed]
- De Armitt, C.; Hancock, M. Filled Thermoplastics. In Particulate-Filled Polymer Composites, 2nd ed.; Rothon, R.N., Ed.; Rapra Technology Limited: Shrewsbury, UK, 2003. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Process Parameters | 100PLA | 95PLA/5CBSW | 90PLA/10CBSW |
|---|---|---|---|
| Screw speed (rpm) | 3.5 | 4 | 4 |
| Fan cooling speed (%) | 0 | 30 | 30 |
| Feed zone temperature (°C) | 170 | 165 | 165 |
| Compression zone temperature (°C) | 185 | 180 | 180 |
| Metering zone temperature (°C) | 190 | 185 | 185 |
| Die temperature (°C) | 200 | 165 | 165 |
| Label | Type | Composition (wt.%) |
|---|---|---|
| PLA | Raw material | 100 PLA Ingeo 4043D pellet |
| CBSW | Raw material | 100 Cocoa bean shell waste powder |
| 100PLA | Filament | 100 PLA Ingeo 4043D |
| 95PLA/5CBSW | Filament | 95 PLA Ingeo 4043D and 5 Cocoa bean shell waste |
| 90PLA/10CBSW | Filament | 90 PLA Ingeo 4043D and 10 Cocoa bean shell waste |
| 100PLA_3D | 3D sample | 100 PLA Ingeo 4043D |
| 95PLA/5CBSW_3D | 3D sample | 95 PLA Ingeo 4043D and 5 Cocoa bean shell waste |
| 90PLA/10CBSW_3D | 3D sample | 90 PLA Ingeo 4043D and 10 Cocoa bean shell waste |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fico, D.; Rizzo, D.; De Carolis, V.; Esposito Corcione, C. Bio-Composite Filaments Based on Poly(Lactic Acid) and Cocoa Bean Shell Waste for Fused Filament Fabrication (FFF): Production, Characterization and 3D Printing. Materials 2024, 17, 1260. https://doi.org/10.3390/ma17061260
Fico D, Rizzo D, De Carolis V, Esposito Corcione C. Bio-Composite Filaments Based on Poly(Lactic Acid) and Cocoa Bean Shell Waste for Fused Filament Fabrication (FFF): Production, Characterization and 3D Printing. Materials. 2024; 17(6):1260. https://doi.org/10.3390/ma17061260
Chicago/Turabian StyleFico, Daniela, Daniela Rizzo, Valentina De Carolis, and Carola Esposito Corcione. 2024. "Bio-Composite Filaments Based on Poly(Lactic Acid) and Cocoa Bean Shell Waste for Fused Filament Fabrication (FFF): Production, Characterization and 3D Printing" Materials 17, no. 6: 1260. https://doi.org/10.3390/ma17061260
APA StyleFico, D., Rizzo, D., De Carolis, V., & Esposito Corcione, C. (2024). Bio-Composite Filaments Based on Poly(Lactic Acid) and Cocoa Bean Shell Waste for Fused Filament Fabrication (FFF): Production, Characterization and 3D Printing. Materials, 17(6), 1260. https://doi.org/10.3390/ma17061260