
Investigation into the Three-Stage Formation of Micro-Channels with Ultra-Thin Titanium Sheets Used for Proton-Exchange Membrane Fuel Cell Bipolar Plates



Abstract
1. Introduction
2. Experimental Results and Analysis
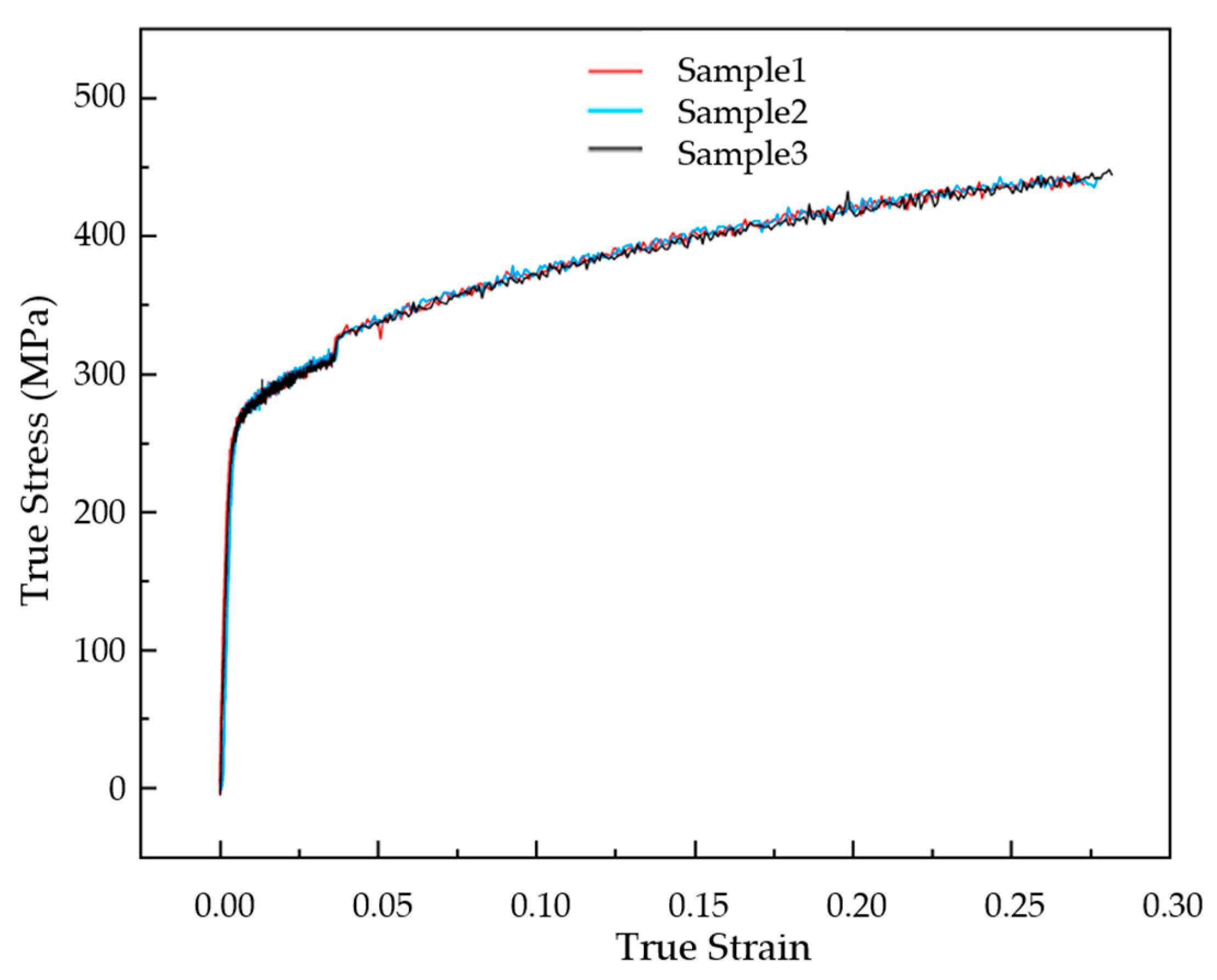
2.1. Material Parameter
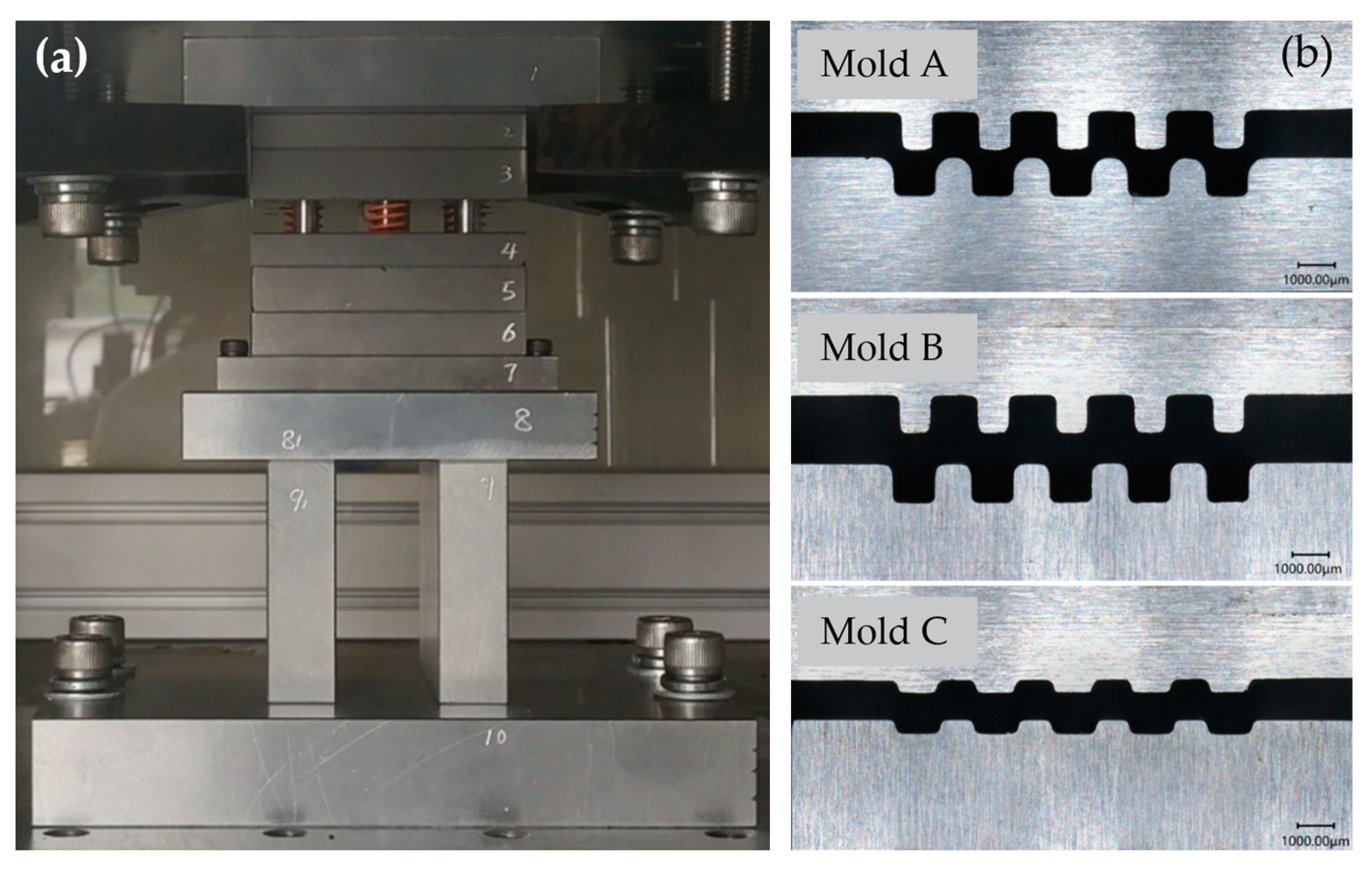
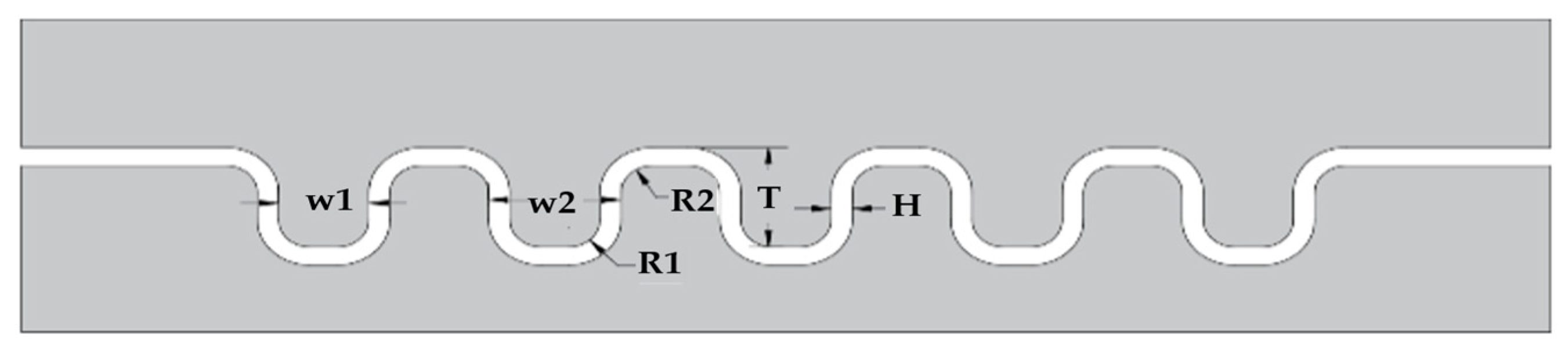
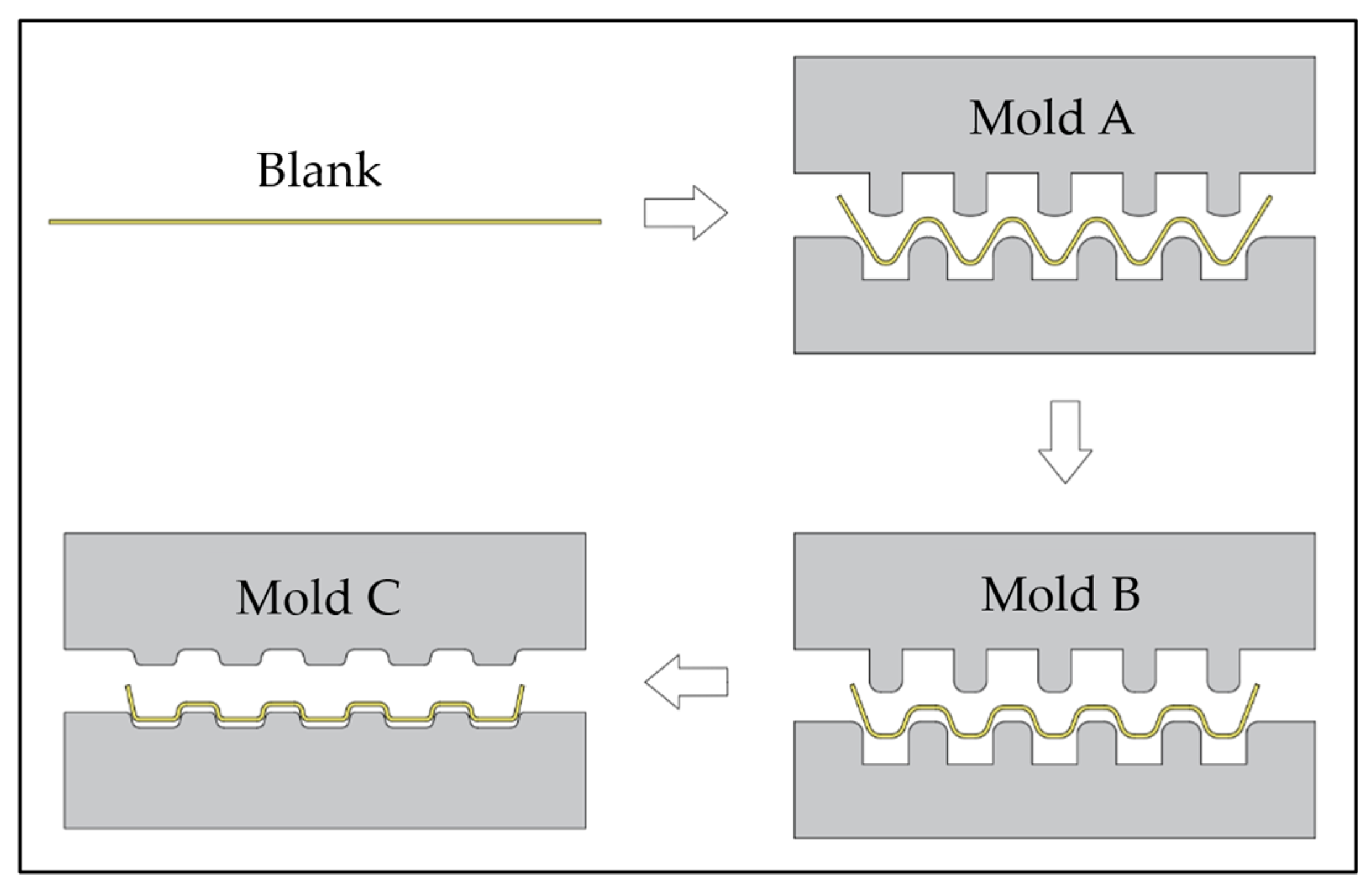
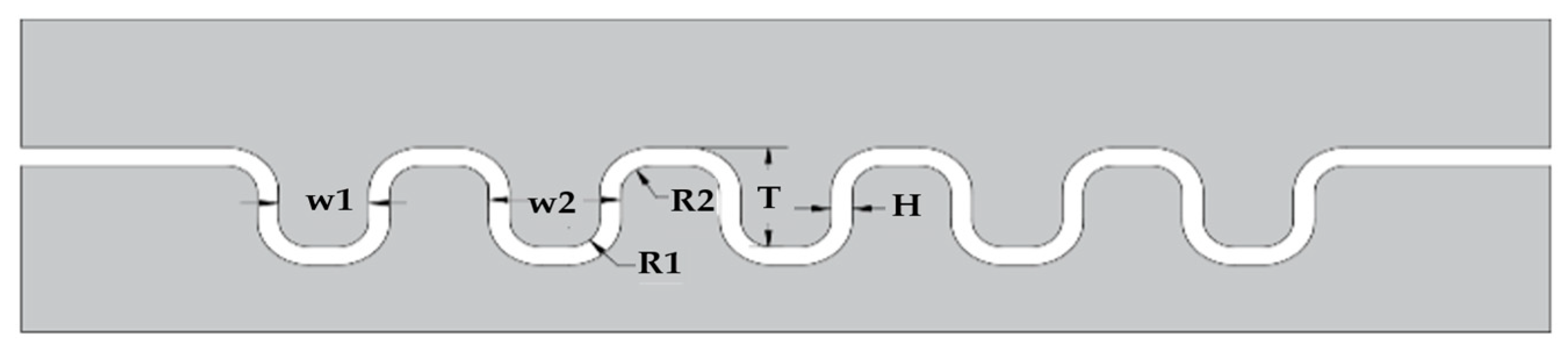
2.2. Experimental Device and Mold Design
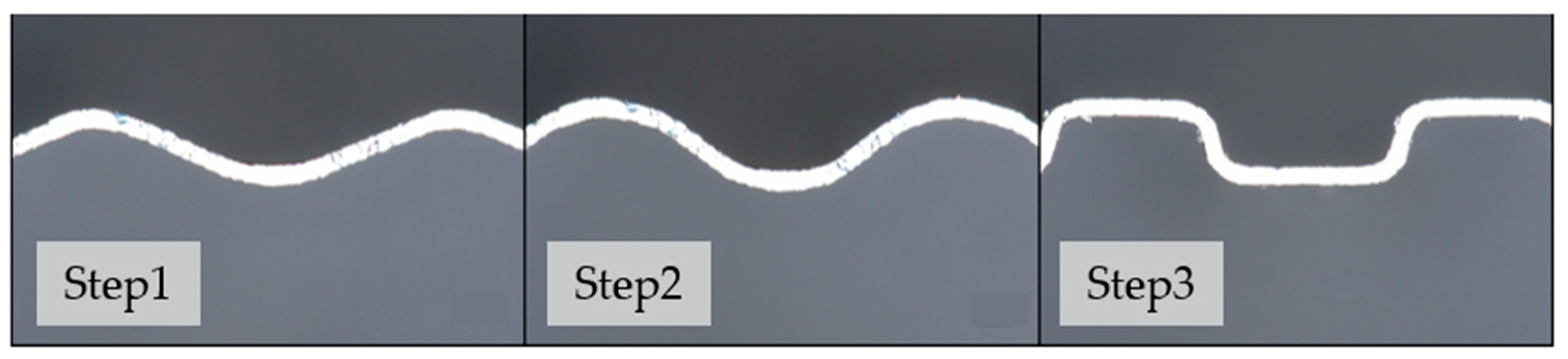
2.3. Experimental Process and Results
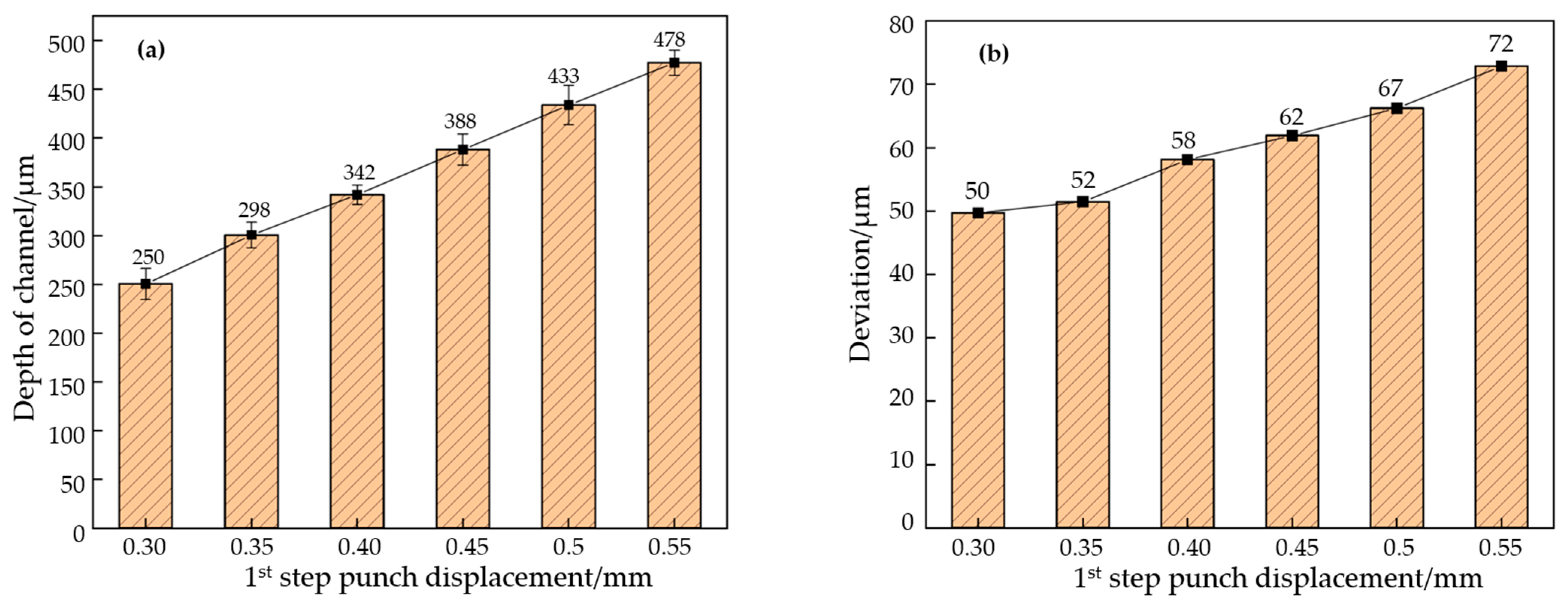
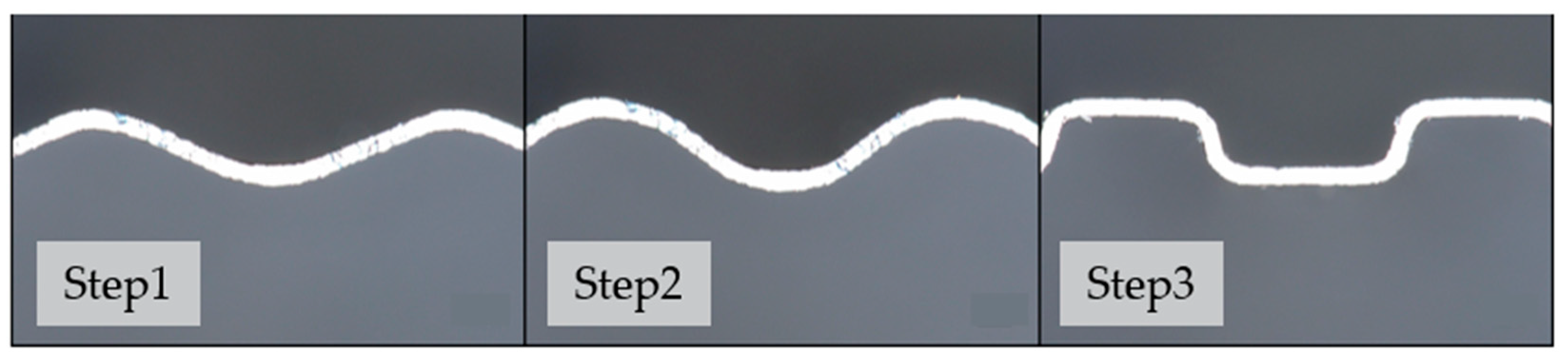
2.3.1. The Effect of Process Parameters on the First Stage
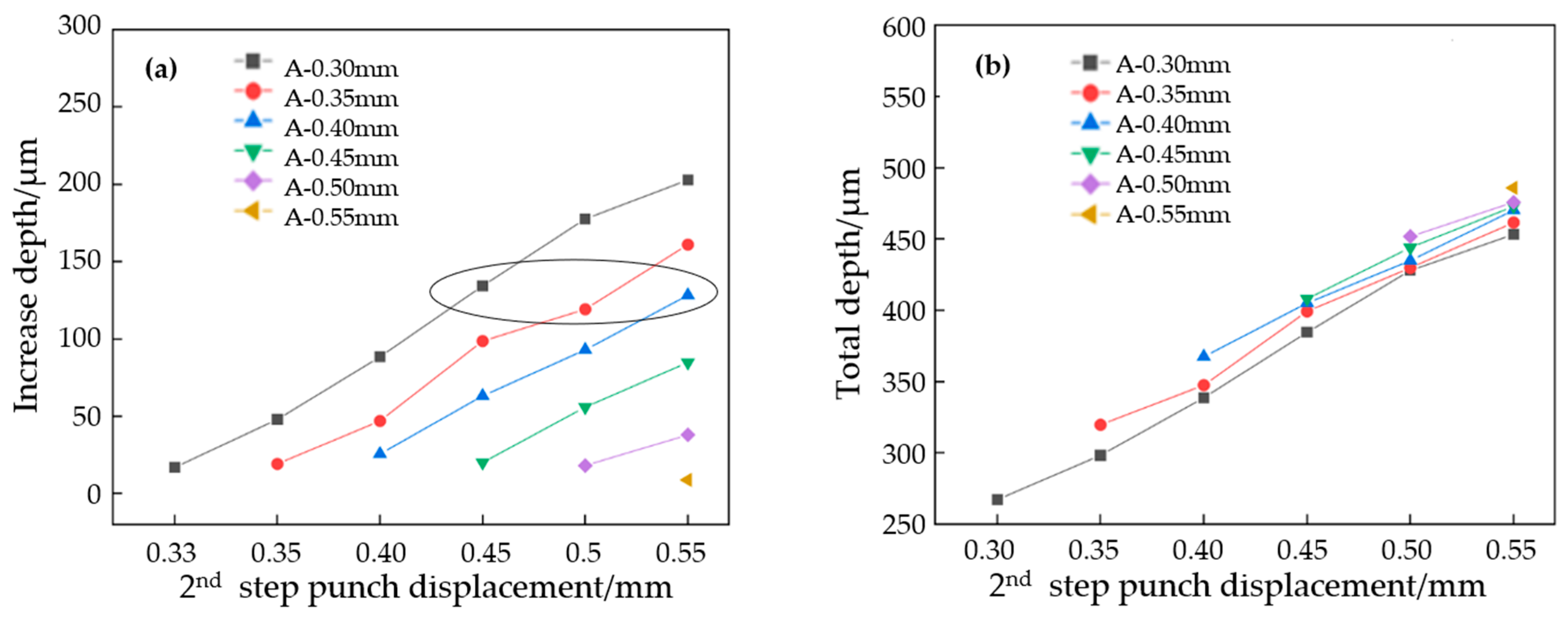
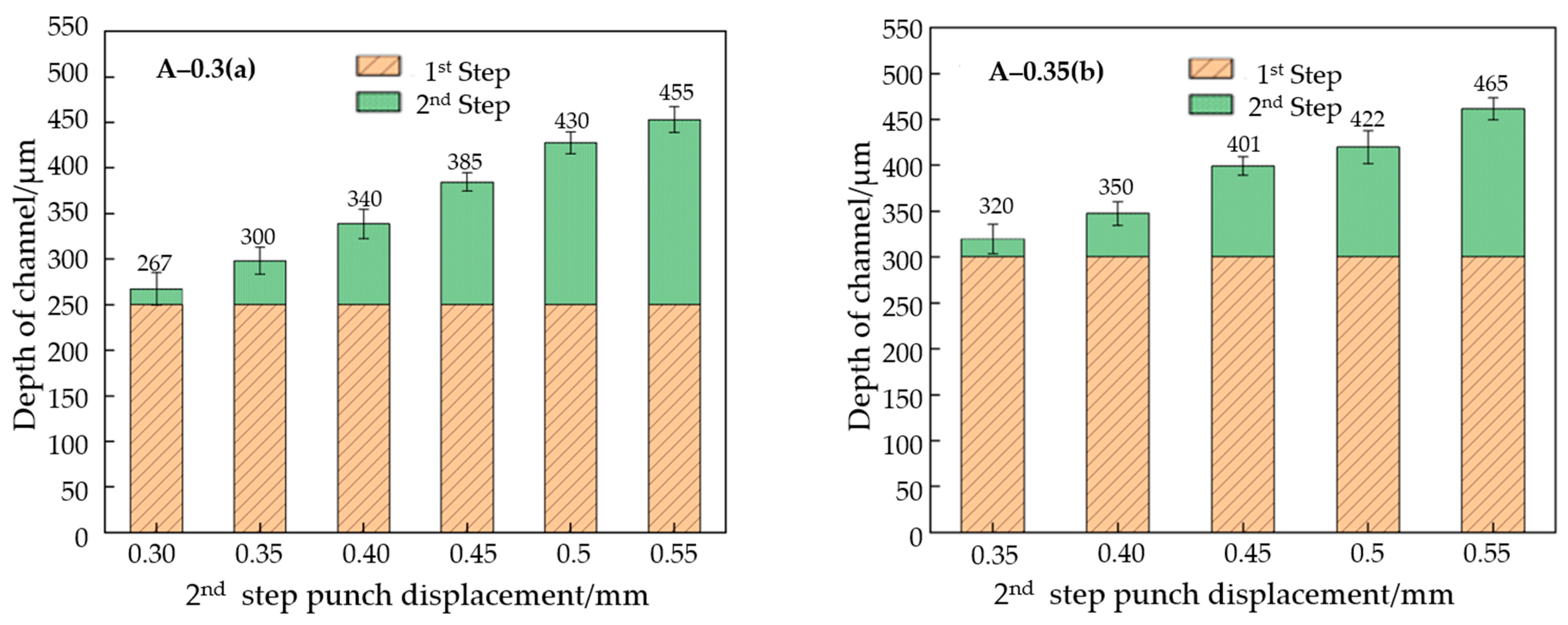
2.3.2. The Effect of Process Parameters on the Second Stage
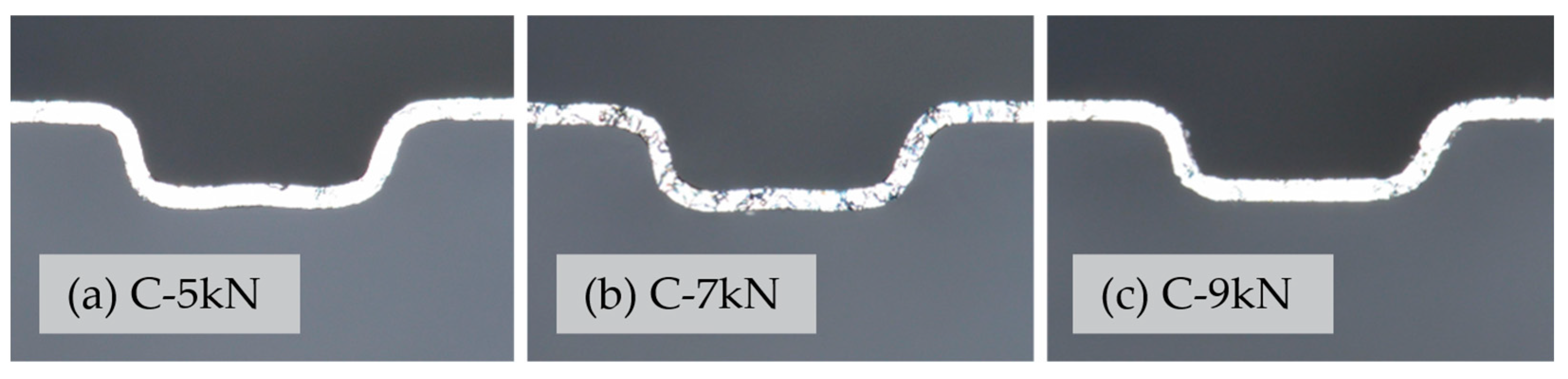
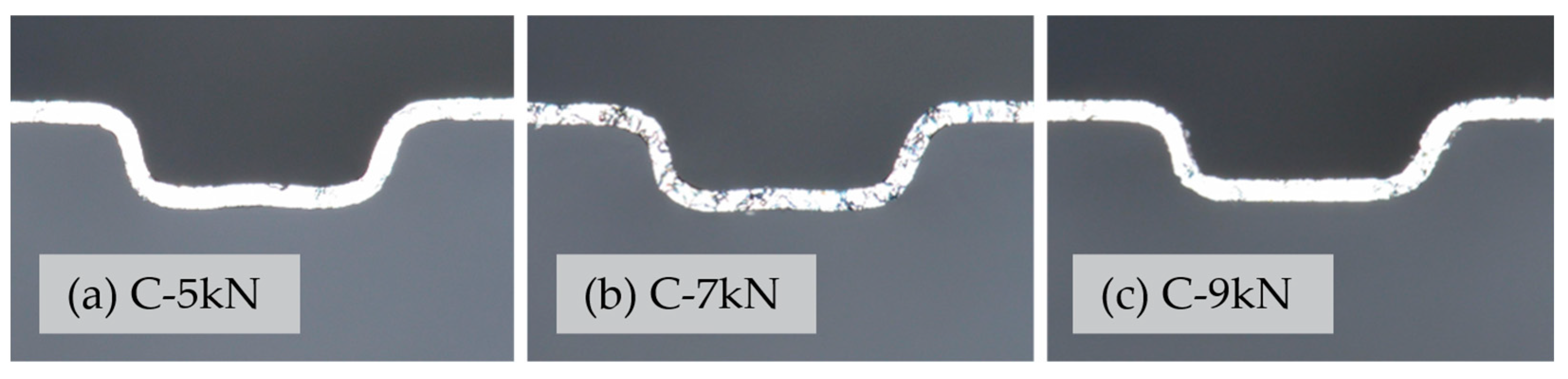
2.3.3. The Effect of Process Parameters on the Third Stage
3. Summary
- (1)
- When the first stage is formed, the springback amount of the channel after forming is a linear relationship to the punch displacement of the mold. When the punch displacement is 0.3~0.55 mm, the springback amount of the flow channel is 13~20%.
- (2)
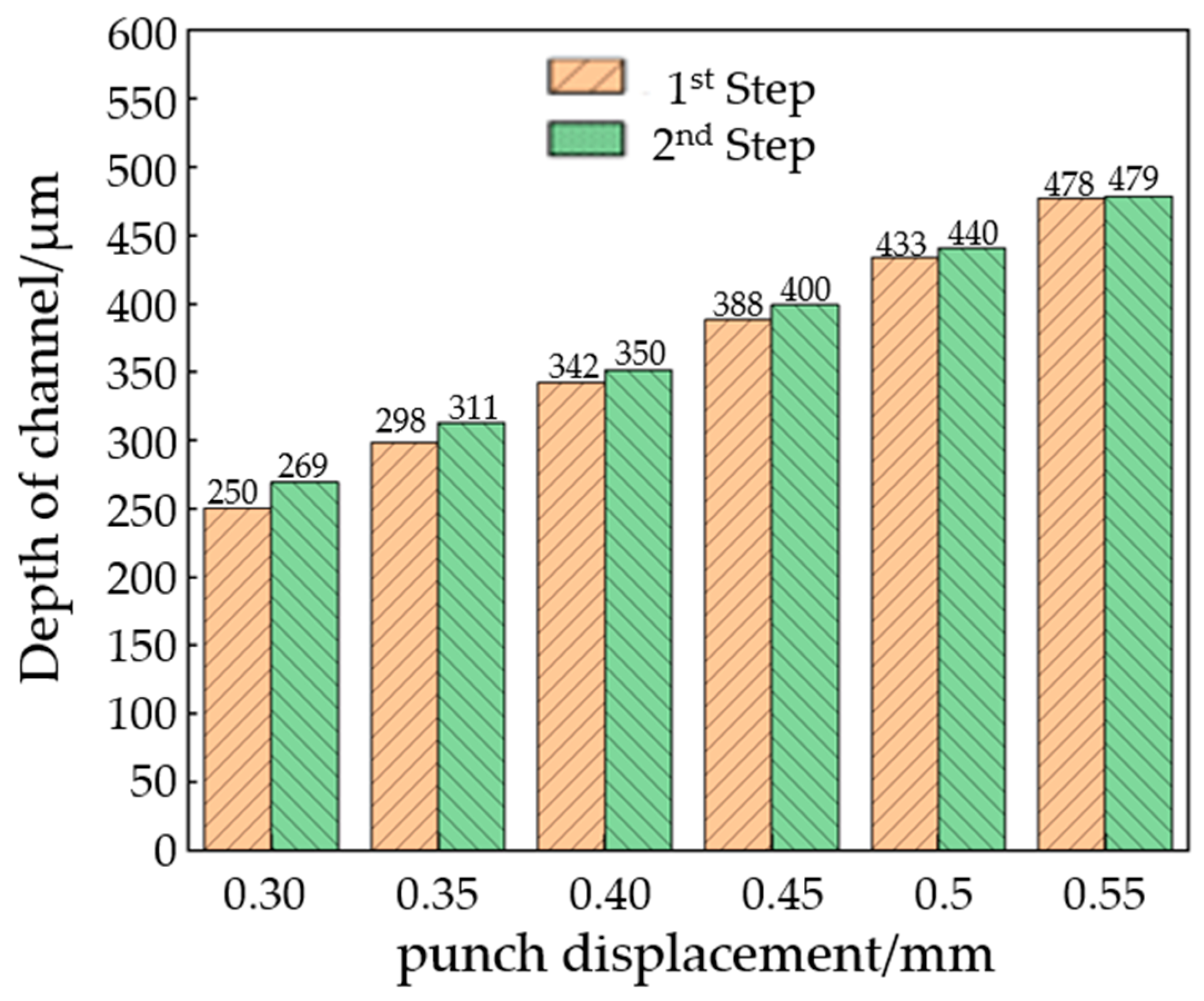
- In the process of multi-stage BP machining, the increase in punch displacement in the first stage can reduce the rebound of subsequent processes by 10%.
- (3)
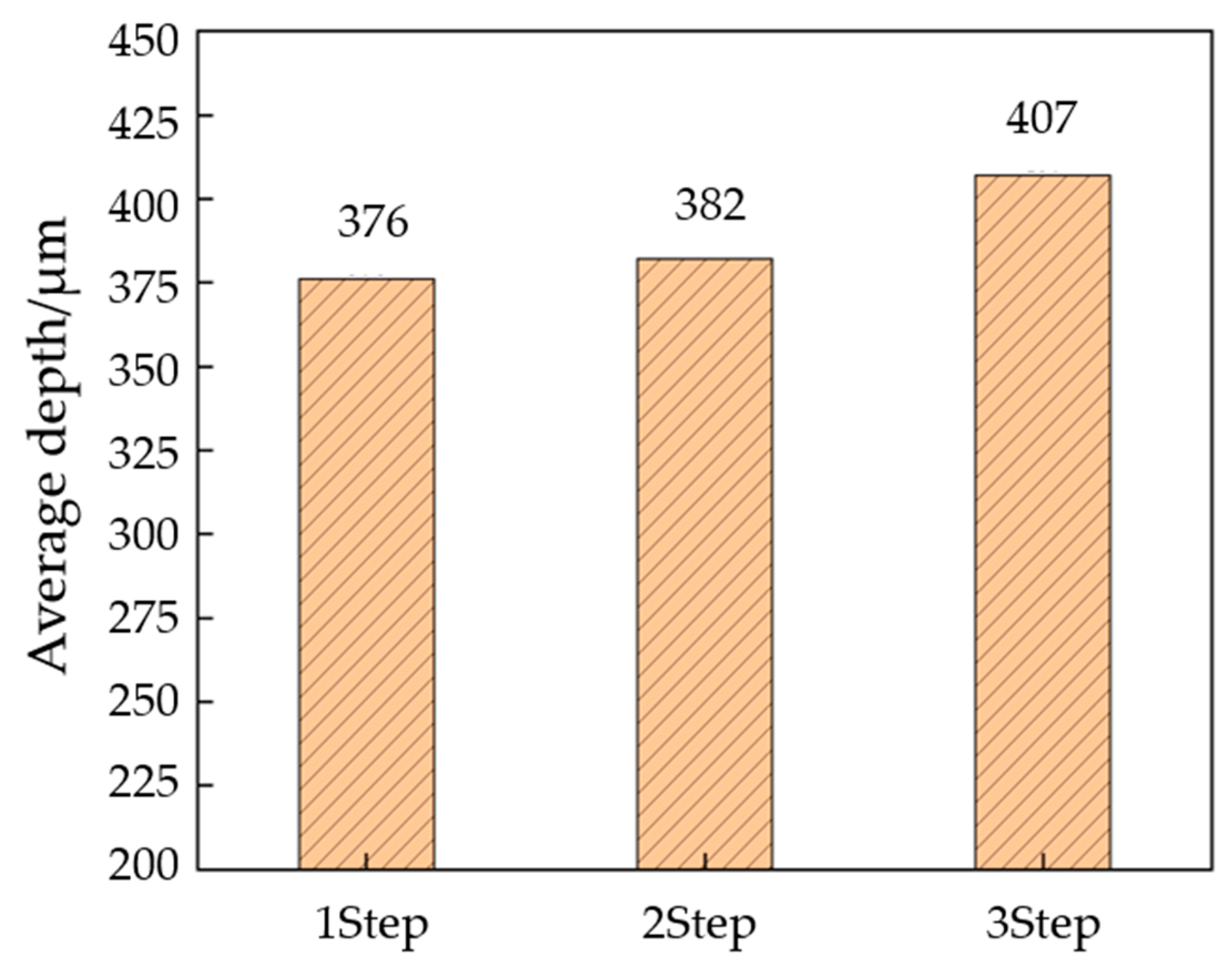
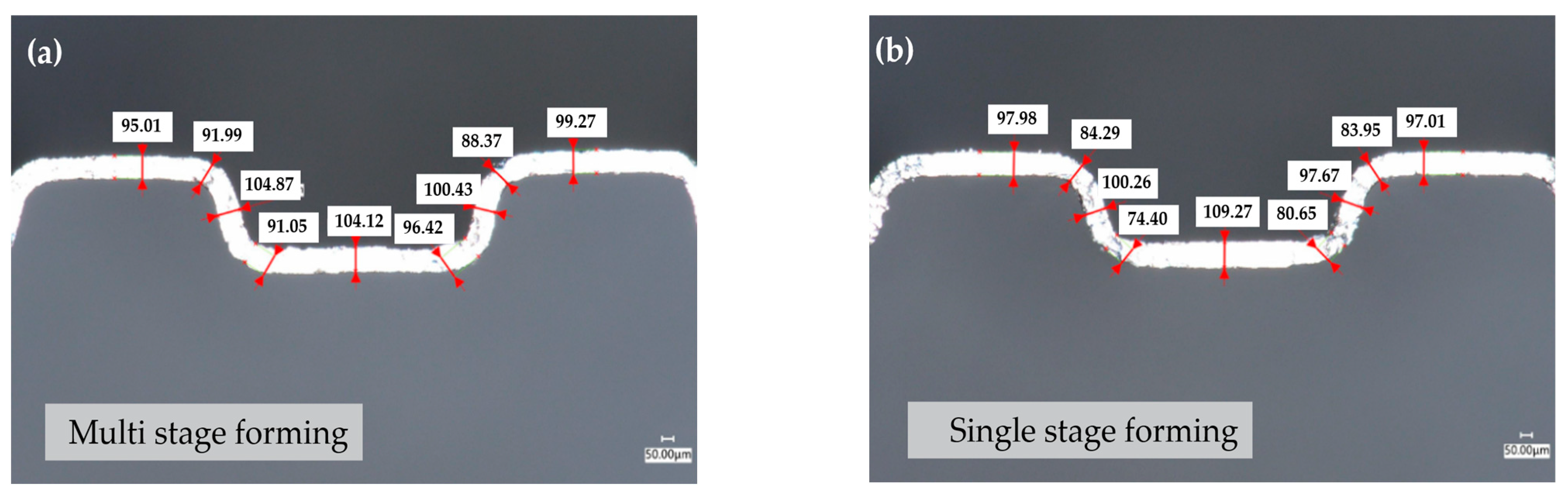
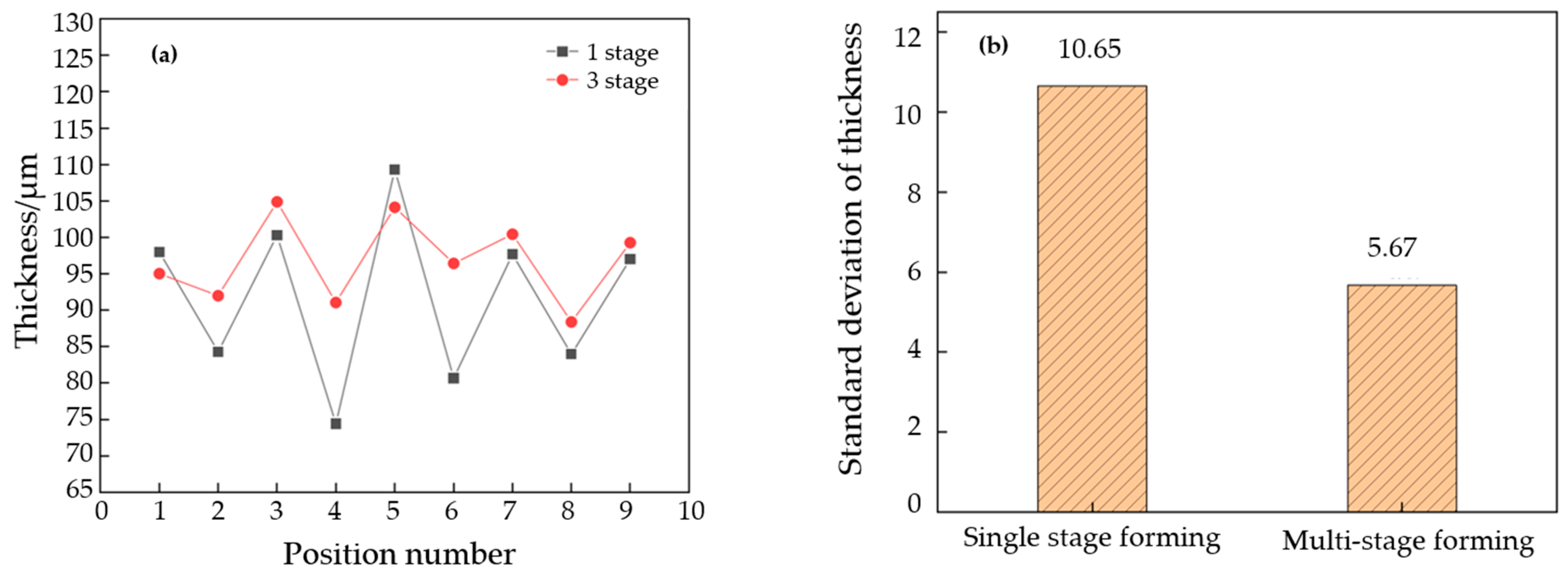
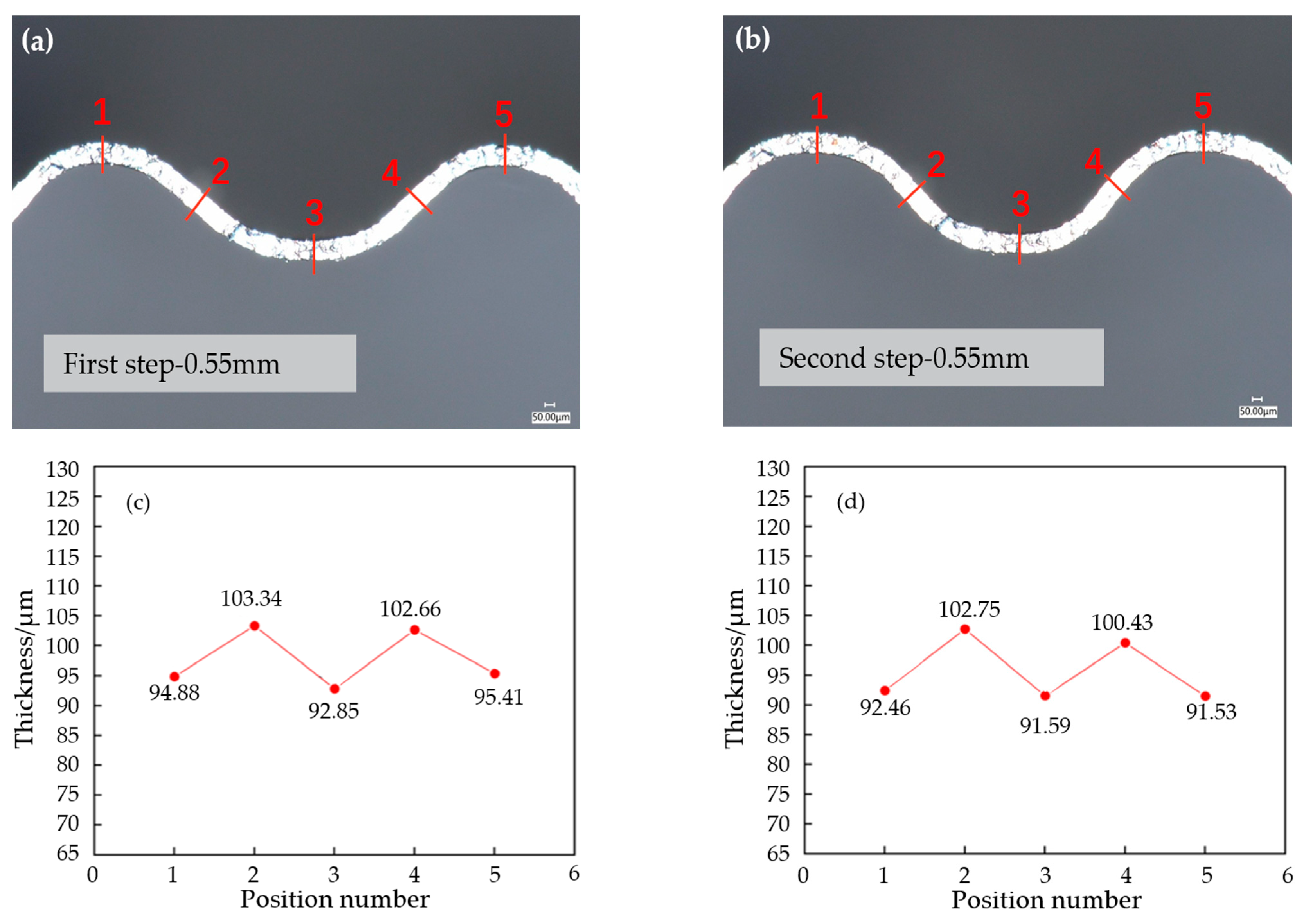
- The standard deviation of material thickness after single-stage forming is 10.65 μm. The uniformity of the thickness is doubled after optimizing this for three-stage forming. And the standard deviation is reduced to 5.67 μm. The outcomes indicated that the three-stage forming can enhance the overall deformation uniformity of the billet and increase the overall forming depth.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiao, K.; Xuan, J.; Du, Q.; Bao, Z.; Xie, B.; Wang, B.; Zhao, Y.; Fan, L.; Wang, H.; Hou, Z.; et al. Designing the next generation of proton-exchange membrane fuel cells. Nature 2021, 595, 361–369. [Google Scholar] [CrossRef] [PubMed]
- Weng, F.-B.; Dlamini, M.M.; Chen, C.-H. Review on Proton Exchange Membrane Fuel Cell’s Metallic Bipolar Plate Fabrication Challenges. Int. J. Electrochem. Sci. 2022, 17, 22052. [Google Scholar] [CrossRef]
- Tang, A.; Crisci, L.; Bonville, L.; Jankovic, J. An overview of bipolar plates in proton exchange membrane fuel cells. J. Renew. Sustain. Energy 2021, 13, 022701. [Google Scholar] [CrossRef]
- Xu, Z.; Qiu, D.; Yi, P.; Peng, L.; Lai, X.M. Towards mass applications: A review on the challenges and developments in metallic bipolar plates for PEMFC. Prog. Nat. Sci. Mater. Int. 2020, 30, 815–824. [Google Scholar] [CrossRef]
- Karacan, K.; Celik, S.; Toros, S.; Alkan, M.; Aydin, U. Investigation of formability of metallic bipolar plates via stamping for light-weight PEM fuel cells. Int. J. Hydrogen Energy 2020, 45, 35149–35161. [Google Scholar] [CrossRef]
- Liu, Q.; Lan, F.; Zeng, C.; Chen, J.; Wang, J. A review of proton exchange membrane fuel cell’s bipolar plate design and fabrication process. J. Power Sources 2022, 538, 231543. [Google Scholar] [CrossRef]
- Wilberforce, T.; Ijaodola, O.; Baroutaji, A.; Ogungbemi, E.; Olabi, A.G. Effect of bipolar plate material on proton exchange membrane fuel cell performance. Energies 2022, 15, 1886. [Google Scholar] [CrossRef]
- Fiedler, L.; Ma, T.-C.; Fritsch, B.; Risse, J.H.; Lechner, M.; Dworschak, D.; Merklein, M.; Mayrhofer, K.J.J. Stability of Bipolar Plate Materials for Proton-Exchange Membrane Water Electrolyzers: Dissolution of Titanium and Stainless Steel in DI Water and Highly Diluted Acid. ChemElectroChem 2023, 10, 202300373. [Google Scholar] [CrossRef]
- Celik, S.; Timurkutluk, B.; Aydin, U.; Yagiz, M. Development of titanium bipolar plates fabricated by additive manufacturing for PEM fuel cells in electric vehicles. Int. J. Hydrogen Energy 2022, 47, 37956–37966. [Google Scholar] [CrossRef]
- Villagra, A.; Millet, P. An analysis of PEM water electrolysis cells operating at elevated current densities. Int. J. Hydrogen Energy 2019, 44, 9708–9717. [Google Scholar] [CrossRef]
- Ion-Ebrasu, D.; Bruno, G.P.; Adnana, S.-Z.; Amalia, S.; Elena, C.; Mihai, V.; Simona, C. Graphene modified fluorinated cation-exchange membranes for proton exchange membrane water electrolysis. Int. J. Hydrogen Energy 2019, 44, 10190–10196. [Google Scholar] [CrossRef]
- Talebi-Ghadikolaee, H.; Barzegari, M.M.; Seddighi, S. Investigation of deformation mechanics and forming limit of thin-walled metallic bipolar plates. Int. J. Hydrogen Energy 2023, 48, 4469–4491. [Google Scholar] [CrossRef]
- Tran, M.T.; Lee, D.H.; Lee, H.W.; Kim, D.-K. Formability improvement in multi-stage stamping of ultra-thin metallic bipolar plate for proton exchange membrane fuel cell. Int. J. Hydrogen Energy 2022, 47, 40008–40025. [Google Scholar] [CrossRef]
- Xu, Z.; Li, Z.; Zhang, R.; Jiang, T.; Peng, L. Fabrication of micro channels for titanium PEMFC bipolar plates by multistage forming process. Int. J. Hydrogen Energy 2021, 46, 11092–11103. [Google Scholar] [CrossRef]
- Zhang, R.; Lan, S.; Xu, Z.; Qiu, D.; Peng, L. Investigation and optimization of the ultra-thin metallic bipolar plate multi-stage forming for proton exchange membrane fuel cell. J. Power Sources 2021, 484, 229298. [Google Scholar] [CrossRef]
- Barzegari, M.M.; Khatir, F.A. Study of thickness distribution and dimensional accuracy of stamped metallic bipolar plates. Int. J. Hydrogen Energy 2019, 44, 31360–31371. [Google Scholar] [CrossRef]
- Bong, H.J.; Lee, J.; Kim, J.-H.; Barlat, F.; Lee, M.-G. Two-stage forming approach for manufacturing ferritic stainless steel bipolar plates in PEM fuel cell: Experiments and numerical simulations. Int. J. Hydrogen Energy 2017, 42, 6965–6977. [Google Scholar] [CrossRef]
- Ghadikolaee, H.T.; Seddighi, S.; Barzegari, M.M. Study of the forming process effects on the wrinkling and thinning percentage of the micro-channels with serpentine layout. Hydrogen Fuel Cell Energy Storage 2023, 10, 81–93. [Google Scholar]
- Zhong, Q.; Hua, R.; Wang, C.; Cheng, L.; Ma, Z.; He, H.; Chen, F. Investigation on three-stage stamping of micro-channels with titanium ultra-thin sheet used for PEM fuel cell bipolar plates. Int. J. Adv. Manuf. Technol. 2023, 127, 1377–1389. [Google Scholar] [CrossRef]
- Qiu, D.; Peng, L.; Yi, P.; Lai, X.; Lehnert, W. Flow channel design for metallic bipolar plates in proton exchange membrane fuel cells. Experiments. Energy Convers. Manag. 2018, 174, 814–823. [Google Scholar] [CrossRef]
- Khatir, F.A.; Barzegari, M.M.; Talebi-Ghadikolaee, H.; Seddighi, S. Integration of design of experiment and finite element method for the study of geometrical parameters in metallic bipolar plates for PEMFCs. Int. J. Hydrogen Energy 2021, 46, 39469–39482. [Google Scholar] [CrossRef]
- Modanloo, V.; Alimirzaloo, V.; Elyasi, M. Multi-objective optimization of the stamping of titanium bipolar plates for fuel cell. ADMT J. 2019, 12, 1–8. [Google Scholar]
- Modanloo, V.; Alimirzaloo, V.; Elyasi, M. Fracture prediction in the stamping of titanium bipolar plate for PEM fuel cells. Int. J. Hydrogen Energy 2021, 46, 5729–5739. [Google Scholar] [CrossRef]
- Park, W.T.; Jin, C.K.; Kang, C.G. Improving channel depth of stainless steel bipolar plate in fuel cell using process parameters of stamping. Int. J. Adv. Manuf. Technol. 2016, 87, 1677–1684. [Google Scholar] [CrossRef]
- Vahid, M.; Vali, A.; Majid, E. Manufacturing of titanium bipolar plates using warm stamping process. Arab. J. Sci. Eng. 2020, 45, 9661–9667. [Google Scholar]
- Guo, N.; Zhang, X.; Hou, Z.; Wang, W.; Yang, D.; Min, J.; Ming, P.; Zhang, C. Hot stamping of ultra-thin stainless steel sheets for bipolar plates. J. Mater. Process. Technol. 2023, 317, 117987. [Google Scholar] [CrossRef]
- Wang, Y.; Zhong, Q.; Hua, R.; Cheng, L.; Wang, C.; He, H.; Chen, F.; Ma, Z. Ultrasonic Vibration-Assisted Stamping of Serpentine Micro-Channel for Titanium Bipolar Plates Used in Proton-Exchange Membrane Fuel Cell. Materials 2023, 16, 3461. [Google Scholar] [CrossRef]
- Talebi-Ghadikolaee, H.; Elyasi, M.; Seddighi, S.; Khatir, F.A.; Modanloo, V. Characterization and Prediction of Micro Channel Depth of Ultra-Thin Bipolar Plates for PEMFCs. J. Eng. Res. 2024. [Google Scholar] [CrossRef]
- Reuther, F.; Dix, M.; Kräusel, V.; Psyk, V.; Porstmann, S. Model validation of hollow embossing rolling for bipolar plate forming. Int. J. Mater. Form. 2024, 17, 17. [Google Scholar] [CrossRef]
- Janßen, H.; Holtwerth, S.; Zwaygardt, W.; Stahler, A.; Behr, W.; Federmann, D.; Carmo, M.; Lehnert, W.; Muller, M. A facile and economical approach to fabricate a single-piece bipolar plate for PEM electrolyzers. Int. J. Hydrogen Energy 2024, 49, 816–828. [Google Scholar] [CrossRef]
- ASTME8/E8M-11; Standard Test Methods for Tension Testing of Metallic Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2011.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Si | Fe | C | N | H | O | Others |
|---|---|---|---|---|---|---|---|---|
| Weight% | ≥99.20 | ≤0.10 | ≤0.15 | ≤0.05 | ≤0.03 | ≤0.015 | ≤0.15 | ≤0.30 |
| Density | Young’s Modulus | Poisson’s Ratio |
|---|---|---|
| 4.51 g cm−3 | 80 GPa | 0.38 |
| NO. | T | H | w1 | w2 | R1 | R2 |
|---|---|---|---|---|---|---|
| A | 1.00 | 0.165 | 0.82 | 1.15 | 0.85 | 0.40 |
| B | 1.00 | 0.165 | 0.82 | 1.15 | 0.30 | 0.30 |
| C | 0.40 | 0.08 | 1.00 | 1.20 | 0.15 | 0.15 |
| NO. | 1st Stage Punch disp./mm | 2nd Stage Punch disp./mm | 3rd Stage Closing Force/N |
|---|---|---|---|
| 1 | 0.30 | 0.30 | 5000 7000 9000 |
| 2 | 0.30 | 0.35 | |
| 3 | 0.30 | 0.40 | |
| 4 | 0.30 | 0.45 | |
| 5 | 0.30 | 0.50 | |
| 6 | 0.30 | 0.55 | |
| 7 | 0.35 | 0.35 | |
| 8 | 0.35 | 0.40 | |
| 9 | 0.35 | 0.45 | |
| 10 | 0.35 | 0.50 | |
| 11 | 0.35 | 0.55 | |
| 12 | 0.40 | 0.40 | |
| 13 | 0.40 | 0.45 | |
| 14 | 0.40 | 0.50 | |
| 15 | 0.40 | 0.55 | |
| 16 | 0.45 | 0.45 | |
| 17 | 0.45 | 0.50 | |
| 18 | 0.45 | 0.55 | |
| 19 | 0.50 | 0.50 | |
| 20 | 0.50 | 0.55 | |
| 21 | 0.55 | 0.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, Y.; Fang, X.; Wang, C.; Zhong, Q.; Wang, Y.; Hua, R. Investigation into the Three-Stage Formation of Micro-Channels with Ultra-Thin Titanium Sheets Used for Proton-Exchange Membrane Fuel Cell Bipolar Plates. Materials 2024, 17, 1071. https://doi.org/10.3390/ma17051071
Xie Y, Fang X, Wang C, Zhong Q, Wang Y, Hua R. Investigation into the Three-Stage Formation of Micro-Channels with Ultra-Thin Titanium Sheets Used for Proton-Exchange Membrane Fuel Cell Bipolar Plates. Materials. 2024; 17(5):1071. https://doi.org/10.3390/ma17051071
Chicago/Turabian StyleXie, Youfu, Xiao Fang, Chunju Wang, Qi Zhong, Yucheng Wang, and Risheng Hua. 2024. "Investigation into the Three-Stage Formation of Micro-Channels with Ultra-Thin Titanium Sheets Used for Proton-Exchange Membrane Fuel Cell Bipolar Plates" Materials 17, no. 5: 1071. https://doi.org/10.3390/ma17051071
APA StyleXie, Y., Fang, X., Wang, C., Zhong, Q., Wang, Y., & Hua, R. (2024). Investigation into the Three-Stage Formation of Micro-Channels with Ultra-Thin Titanium Sheets Used for Proton-Exchange Membrane Fuel Cell Bipolar Plates. Materials, 17(5), 1071. https://doi.org/10.3390/ma17051071